Трубогиб для профильной трубы чертежи в Якутске: 255-товаров: бесплатная доставка, скидка-50% [перейти]
Партнерская программаПомощь
Якутск
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Здоровье и красотаЗдоровье и красота
Текстиль и кожаТекстиль и кожа
Продукты и напиткиПродукты и напитки
Детские товарыДетские товары
ЭлектротехникаЭлектротехника
Дом и садДом и сад
ПромышленностьПромышленность
Сельское хозяйствоСельское хозяйство
Торговля и складТорговля и склад
Все категории
ВходИзбранное
91 337
Электрический трубогиб профильной трубы ИНтех ТВ-6
ПОДРОБНЕЕ104 387
Электрический трубогиб профильной трубы ИНтех ТВ-6 Вес нетто: 75.000, Длина: 50.000, Ширина: 45.000
ПОДРОБНЕЕ247 937
Электрический трубогиб профильной трубы ИНтех ТВ-9 Max ширина профильной трубы: 40. 000, Max высота
000, Max высота
101 777
Электрический трубогиб профильной трубы ИНтех ТВ-7У
ПОДРОБНЕЕ88 727
Электрический трубогиб профильной трубы ИНтех ТВ-7У
ПОДРОБНЕЕ144 842
Электрический трубогиб профильной трубы ИНтех ТВ-8
ПОДРОБНЕЕ57 407
Электрический трубогиб профильной трубы ИНтех ТВ-4 Max ширина профильной трубы: 60.000, Max высота
ПОДРОБНЕЕ164 417
Электрический трубогиб профильной трубы ИНтех ТВ-8
ПОДРОБНЕЕ66 542
Электрический трубогиб профильной трубы ИНтех ТВ-5
ПОДРОБНЕЕ75 677
Электрический трубогиб профильной трубы ИНтех ТВ-7
ПОДРОБНЕЕ79 592
Электрический трубогиб профильной трубы ИНтех ТВ-5
ПОДРОБНЕЕ150 062
Электрический трубогиб профильной трубы ИНтех ТВ-9
ПОДРОБНЕЕ169 637
Электрический трубогиб профильной трубы ИНтех ТВ-9 Max ширина профильной трубы: 40.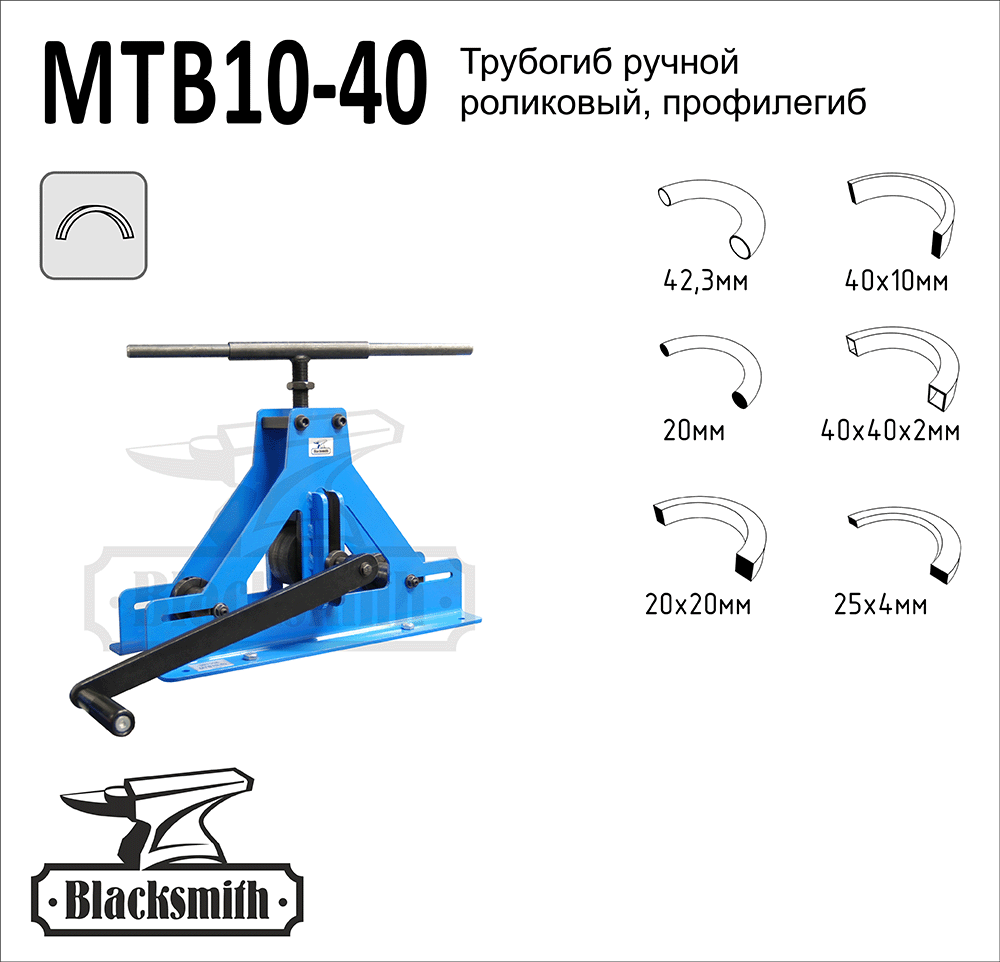 000, Max высота
000, Max высота
228 362
Электрический трубогиб профильной трубы ИНтех ТВ-9
ПОДРОБНЕЕ88 727
Электрический трубогиб профильной трубы ИНтех ТВ-7
ПОДРОБНЕЕ22 062
Трубогиб ТВ-1/250 ИНТех / 2 ведущих ролика L52 снаружи конструкции с насечкой / Для профильной трубы до 50х40 / Профилегиб ручной / межосевое 250мм
ПОДРОБНЕЕ10 090
Трубогиб Удачный Стандарт Производитель: Helicon, Назначение: полосы, Принцип работы: ручной
ПОДРОБНЕЕ269 600
Трубогиб профильной трубы ТВ-9 с гидравлической системой электрический 220 В ТВ-9Г/220В
ПОДРОБНЕЕ10 505
Трубогиб (профилегиб) СТэП. Труба 60х30 мм. Вал “Бочонок”
ПОДРОБНЕЕТрубогиб ручной Гиббон Стандарт Профилегиб станок для профиля и круглых труб/ Цепной привод удачный для дома/ Валы строго параллельны.
ПОДРОБНЕЕТрубогиб для профильнойТрубогибы для профильных труб11 248
Трубогиб ручной Гиббон про + центробой PRIDE FACTORY Тип трубогиба: ручной, Сечение: круглое,
ПОДРОБНЕЕ17 100
Трубогиб ручной Гиббон Про для “Профи” PRIDE FACTORY
ПОДРОБНЕЕ75 928
Трубогиб электрогидравлический TOR HHW-2D
ПОДРОБНЕЕ178 800
Трубогиб профильной трубы ТВ-8 электрический 220 В ТВ-8/220В Производитель: ИНТех, Назначение:
ПОДРОБНЕЕ12 769
Трубогиб ручной Гиббон + набор роликов+центробой PRIDE FACTORY
ПОДРОБНЕЕ15 292
Трубогиб для профильной трубы СХК Титан Цепной про 60х40 / Профилегиб ручной
ПОДРОБНЕЕ12 887
Трубогиб Гиббон Стандарт + Валы для круглых труб Тип трубогиба: ручной, Конструкция: роликовый,
ПОДРОБНЕЕТрубогиб ручной Гиббон Стандарт Профилегиб станок для профиля и круглых труб/ Цепной привод удачный для дома/ Валы строго параллельны.
2 страница из 18
Трубогиб для профильной трубы чертежи
Трубогиб для профильной трубы чертежи и размеры
Самоделкитому назад 439 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.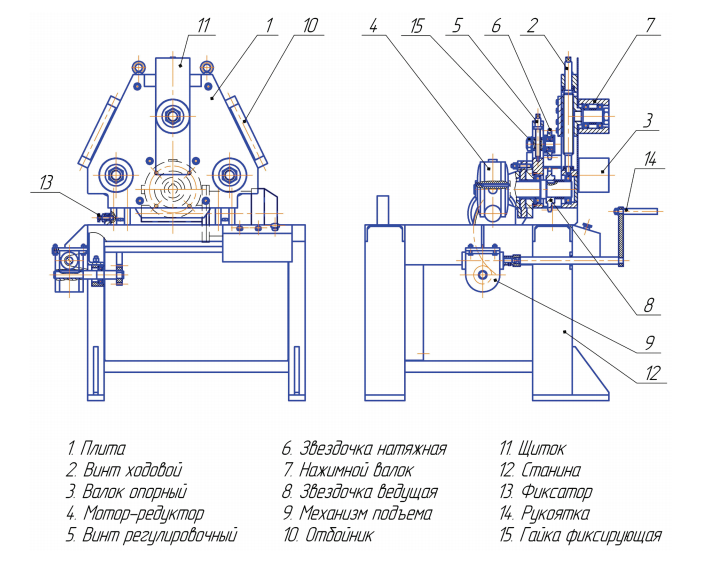
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Люди постоянно приобретают жилые помещения в престижных районах мегаполиса. Однако лишь некоторые современные жители в атомный век знают все, о…
тому назад 236 просмотра
Сегодня сложно представить себе какой-нибудь магазин или же склад без такого простого приспособления как паллеты. Это очень угодно для перемещения…
тому назад 284 просмотра
Искрогаситель на дымоход своими руками Содержание статьи: 1 Что представляет собой искрогаситель на трубу, принцип его работы 2 Как сделать…
тому назад 410 просмотра
Дерево – это самый безопасный и экологически чистый материал. Именно по этой причине принято отделывать помещение внутри бани изделиями из…
Именно по этой причине принято отделывать помещение внутри бани изделиями из…
тому назад 239 просмотра
Простой самодельный заточной станок своими руками, сделанный из болгарки. Всем доброго времени суток! Однажды, в поисках мелкозернистых алмазных кругов, натолкнулся…
тому назад 291 просмотра
Для жителей большинства российских городов лето всегда ознаменуется отключением горячей воды. В среднем, сроки отключения терпимы, но зачастую хочется помыть…
тому назад 241 просмотра
Как производители металла могут справиться с деформациями при гибке профилей
Студенты Иллинойского технологического института наслаждаются тишиной. Эллиптическая труба, состоящая из множества изогнутых элементов, приглушает звук проходящих поездов. Изображение: AISC
Изображение: AISC
Всякий раз, когда Кен Печо прогуливается по кампусу своей альма-матер, Иллинойского технологического института (ИИТ) недалеко от центра города, он поднимает глаза. Когда поезд CTA движется по рельсам, он наслаждается тишиной. Конечно, поезд не бесшумный, но он намного тише, чем мог бы быть в противном случае, благодаря эллиптической трубе, действующей как своего рода глушитель, изготовленной на предприятии Печо, компании Chicago Metal Rolled Products (CMRP). формирование пластин, уголков, труб, профилей и конструкционных балок более 100 лет. Окружающая пути CTA эллиптическая структура, состоящая из множества изогнутых элементов, гасит шум проходящих поездов, к большому облегчению студентов IIT, обучающихся в здании всего в нескольких футах от них.
Печо вспомнил эту историю во время презентации на конференции NASCC Steel Conference 2019, проходившей в Сент-Луисе и организованной Американским институтом стальных конструкций (AISC). Во время презентации на конференции он представил новую публикацию AISC «Руководство по проектированию 33: Проектирование изогнутых элементов».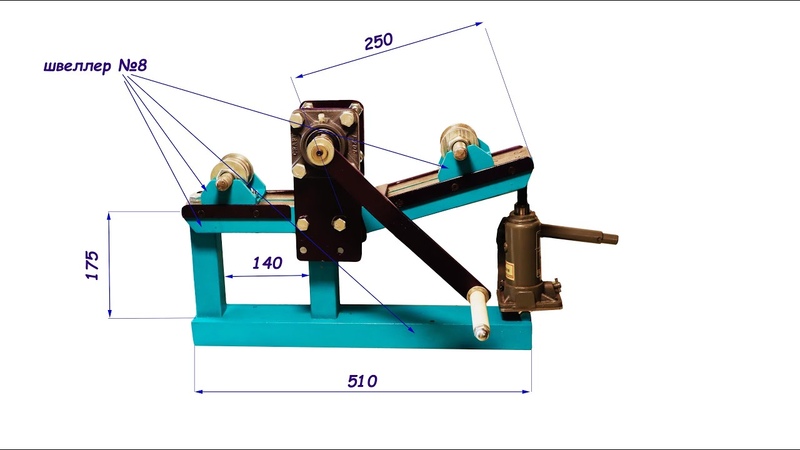
«Это действительно следует рассматривать как библию изогнутых элементов», — сказал он. «Если вы занимаетесь изготовлением изогнутых металлов в своем ежедневном графике, это то, что вы должны иметь в своей библиотеке».
В руководстве по проектированию подробно рассматривается тема презентации Печо, которая становится все более актуальной для гибочных станков, где в последние годы наблюдается значительный всплеск спроса на изогнутые профили, включая круглые, эллиптические, квадратные и прямоугольные трубы; открытые профили; и конструкционные балки. Доклад Печо касался дисторшна.
«Главная проблема, с которой мы сталкиваемся при использовании изогнутых металлов, — это искажение», — сказал он. «Но мы не можем полностью устранить искажения. Это просто невозможно. Итак, теперь возникает вопрос, как мы проектируем для изгиба? Что мы можем сделать, чтобы способствовать успешному исходу искривленного члена?»
Связь экономит деньги
Самые успешные проекты, включая изогнутую эллиптическую трубу, окружающую железнодорожные пути CTA, были разработаны с учетом искажений. Печо вспомнил работу, в которой одна прямоугольная изогнутая трубка была соединена с прямой прямоугольной трубой, ситуация, когда проблемы с искажениями были очевидны, особенно с учетом малого радиуса изогнутой трубы.
Печо вспомнил работу, в которой одна прямоугольная изогнутая трубка была соединена с прямой прямоугольной трубой, ситуация, когда проблемы с искажениями были очевидны, особенно с учетом малого радиуса изогнутой трубы.
Форма прямоугольной трубы сместится лишь незначительно, так что сама по себе искаженная форма заготовки не будет заметна. Но это не относится к сварщику, который будет соединять изогнутые и прямые детали вместе. Решение заключалось в компромиссе: мастерская согнула профиль, но затем оставила несколько футов непогнутой прямой секции возле конца трубы. Затем производитель обрезал эту трубку на несколько дюймов впереди изгиба, достаточно места для рассеивания эффектов искажения в секции кривой, возвращая диаметр трубки к его номинальному размеру.
К счастью, в этой ситуации подключение, скрытое за стеной, не имело косметического значения. Если бы это было так, разработчикам, возможно, пришлось бы пересмотреть тип соединения или конструкцию. Опять же, само по себе искажение изогнутой заготовки не было заметно.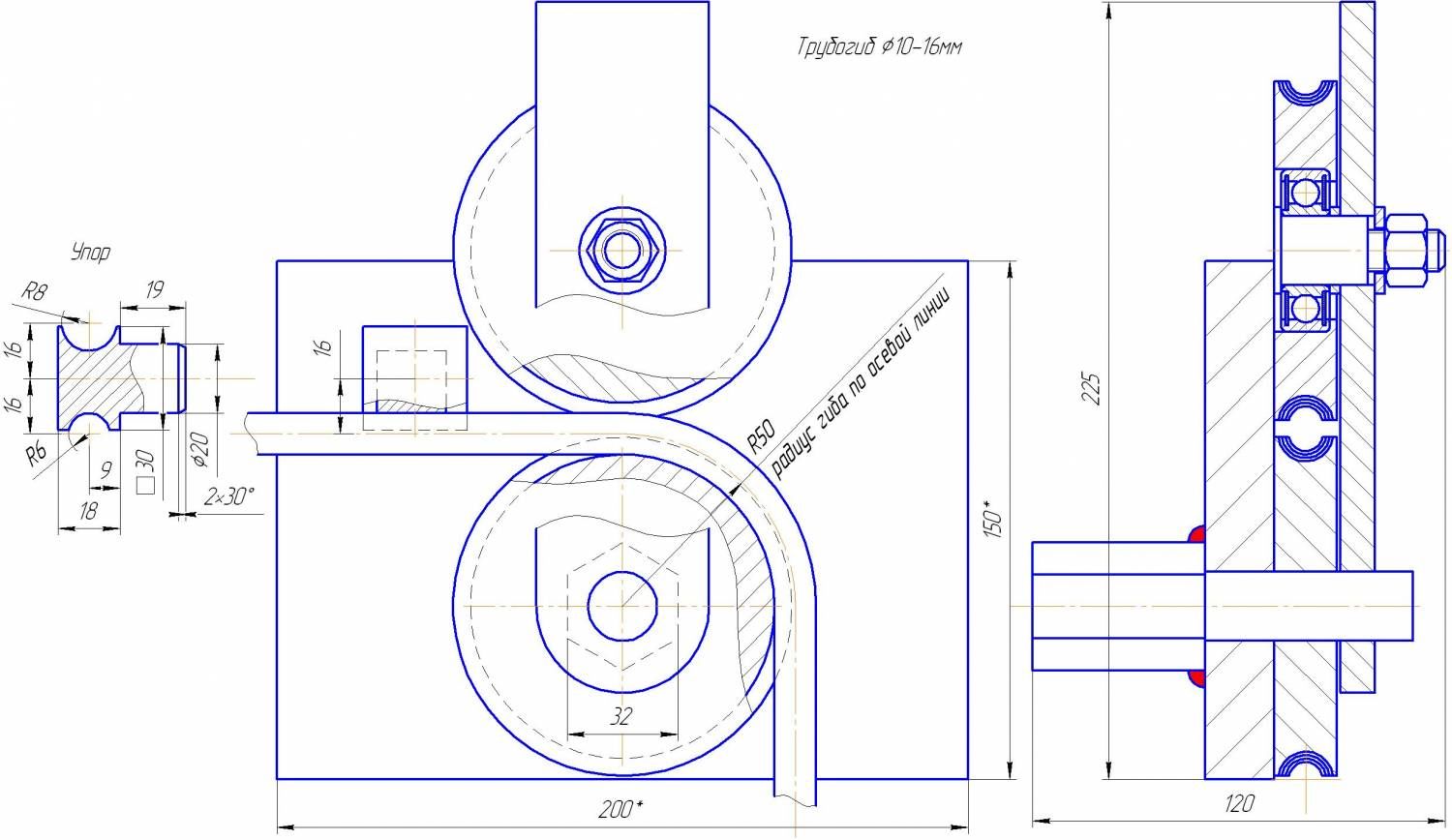 Но при соединении с прямым членом эффекты искажения были очевидны. Такие косметические недостатки могут не иметь значения. Тем не менее, признание и планирование этого искажения на переднем конце, прежде чем какой-либо металл будет согнут, может иметь огромный смысл.
Но при соединении с прямым членом эффекты искажения были очевидны. Такие косметические недостатки могут не иметь значения. Тем не менее, признание и планирование этого искажения на переднем конце, прежде чем какой-либо металл будет согнут, может иметь огромный смысл.
Требования к внешнему виду и соединению
В новом руководстве AISC указано, как различные уровни искажений влияют на прочность элемента. Например, чтобы рассчитать определенные прочностные характеристики изогнутой двутавровой балки, разделите дельту неплоскостности (разницу от номинальной), которую создает искажение, на толщину материала. Результаты до определенного момента не показывают значимого изменения силы члена; но по мере того, как искажение выходит за пределы этой точки, член действительно ослабевает. Локальные искажения могут быть особенно проблематичными. Все эти расчеты, конечно же, зависят от требований к прочности приложения, и руководство по проектированию AISC разъясняет все особенности.
Большинство проблем с деформациями не связаны со структурной целостностью или прочностью. Как объяснил Печо, качественные гибочные станки никогда бы не подумали о том, чтобы получить изогнутый участок, настолько ослабленный из-за деформации, что это может создать угрозу безопасности. Но проблемы возникают, когда речь идет о косметике, которая имеет особое значение в архитектурно-открытых стальных конструкциях (AESS) и подобных работах, а также о требованиях к соединениям.
Как объяснил Печо, качественные гибочные станки никогда бы не подумали о том, чтобы получить изогнутый участок, настолько ослабленный из-за деформации, что это может создать угрозу безопасности. Но проблемы возникают, когда речь идет о косметике, которая имеет особое значение в архитектурно-открытых стальных конструкциях (AESS) и подобных работах, а также о требованиях к соединениям.
РИСУНОК 2 Это соединение показывает влияние усадки на стальные элементы. Прямоугольная трубка слева была изогнута по малому радиусу и, следовательно, претерпела небольшую усадку поперечного сечения трубок в плоскости изгиба. Усадка не заметна невооруженным глазом, пока она не будет соединена с прямым отрезком.
Изогнутая трубка, соединенная с прямой трубкой, не будет иметь такой же профиль кромки (см. рис. 2). Это может иметь или не иметь большого значения, в зависимости от метода подключения и косметических требований. Но если проектировщику нужен круговой сварной шов с полным проплавлением, подгонка элементов действительно имеет значение.
Как течет металл
Решетчатая структура металлической заготовки имеет так называемые плоскости скольжения, которые взаимодействуют при формовании. «При постоянной производительности, — объяснил Печо, — металл имеет тенденцию приобретать почти жидкие характеристики».
Когда труба, балка или открытая секция изгибаются, сжатие происходит по внутреннему радиусу, а растяжение — по внешнему. Неконтролируемые, особенно на тонкостенных заготовках, эти силы создают локальные искажения, такие как сморщивание или коробление по внутреннему радиусу, утончение стенки и усадку по внешнему радиусу, а также искажение и овальность общей формы профиля.
Квадратная труба может трансформироваться в трапецию с чрезмерным ростом по размеру внутреннего радиуса, сопровождающимся усадкой по внешнему радиусу и к профилю поперечного сечения в плоскости изгиба. Прямоугольные трубы, оставленные без поддержки во время гибки, могут стать вогнутыми, особенно на внутренней радиусной стенке. Стенка и полки конструкционных балок могут волноваться.
Прямоугольные трубы, оставленные без поддержки во время гибки, могут стать вогнутыми, особенно на внутренней радиусной стенке. Стенка и полки конструкционных балок могут волноваться.
Опытный профилегибщик распознает почти текучую природу материала во время гибки. В некотором смысле, сжатие и растяжение заставляет металл, находящийся под постоянной текучестью, «течь» определенным образом и в определенные неограниченные области. Рассмотрим изгиб прямоугольной трубы. Если силы натяжения, тянущиеся к внешней стене, вызывают чрезмерное растяжение, эта стена может сжиматься, что, в свою очередь, влияет на то, как металл «течет» или перемещается в другом месте. Рост и усадка металла идут по пути наименьшего сопротивления. А в неподдерживаемой ситуации из-за противодействующих сил сжатия и растяжения этот путь может быть направлен к нейтральной оси элемента и часто смещен внутрь изгиба; следовательно, внешняя стена также может стать вогнутой. Эти силы растяжения в сочетании с сжатием внутреннего радиуса вызывают увеличение внутреннего размера стенки.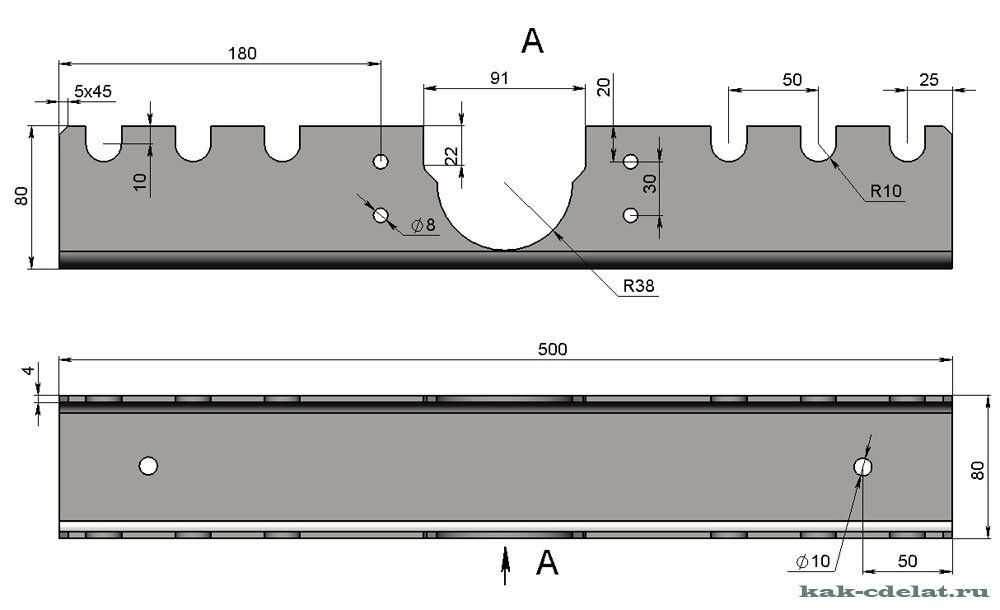 Когда деваться некуда, металл на внутренней стенке прогибается и снова становится вогнутым (см. рис. 3).
Когда деваться некуда, металл на внутренней стенке прогибается и снова становится вогнутым (см. рис. 3).
Как объяснил Печо, прямоугольная труба — это лишь одна из многих форм, которые профилегибщики должны «считывать» при настройке и эксплуатации машины. Они должны предсказать, какие области заготовки будут увеличиваться, а какие сжиматься, и настроить машину, инструменты и процедуру для каждой из них. Опять же, цель не в том, чтобы устранить искажения. Вместо этого операторы стремятся контролировать, как силы растяжения и сжатия воздействуют на заготовку, путем выбора станка и инструментов, а также движений во время операции гибки, чтобы контролировать, где происходит рост и усадка. Все это сделано таким образом, чтобы не повлиять на замысел дизайна готового продукта и требования к прочности.
Гибка профилей 101
Роликовые гибочные станки формируют профили горячей или холодной гибкой. Горячая гибка включает в себя индукционную гибку, при которой к профилю применяется узкая полоса тепла, когда гибочный рычаг поворачивается, чтобы (обычно) сделать изгиб с очень малым радиусом.
Холодная гибка, как следует из названия, изгибает заготовку в холодном состоянии. Иногда холодная гибка больших профилей происходит на ротационном волочильном станке. Когда-то использовавшиеся в основном только производителями труб, ориентированными на работу с относительно небольшими диаметрами, некоторые большие ротационные вытяжные машины могут сгибать заготовки диаметром 10, 15 и даже 17 дюймов. CMRP, например, имеет ротационную волочильную машину для труб диаметром до 10 дюймов. Тем не менее, для этих станков требуется обширная оснастка, в том числе шлифовальные матрицы (которые уменьшают образование складок на внутреннем радиусе), гибочные матрицы, а иногда и внутренние оправки, все из которых недешевы.
Трехвалковый гибочный станок — это рабочая лошадка в отрасли. Машина имеет три треугольных валка с гидравлическим приводом. В типичной горизонтальной конфигурации, если смотреть сверху, материал подается между двумя верхними валками и одним нижним валком до тех пор, пока конец материала не коснется дальнего вала.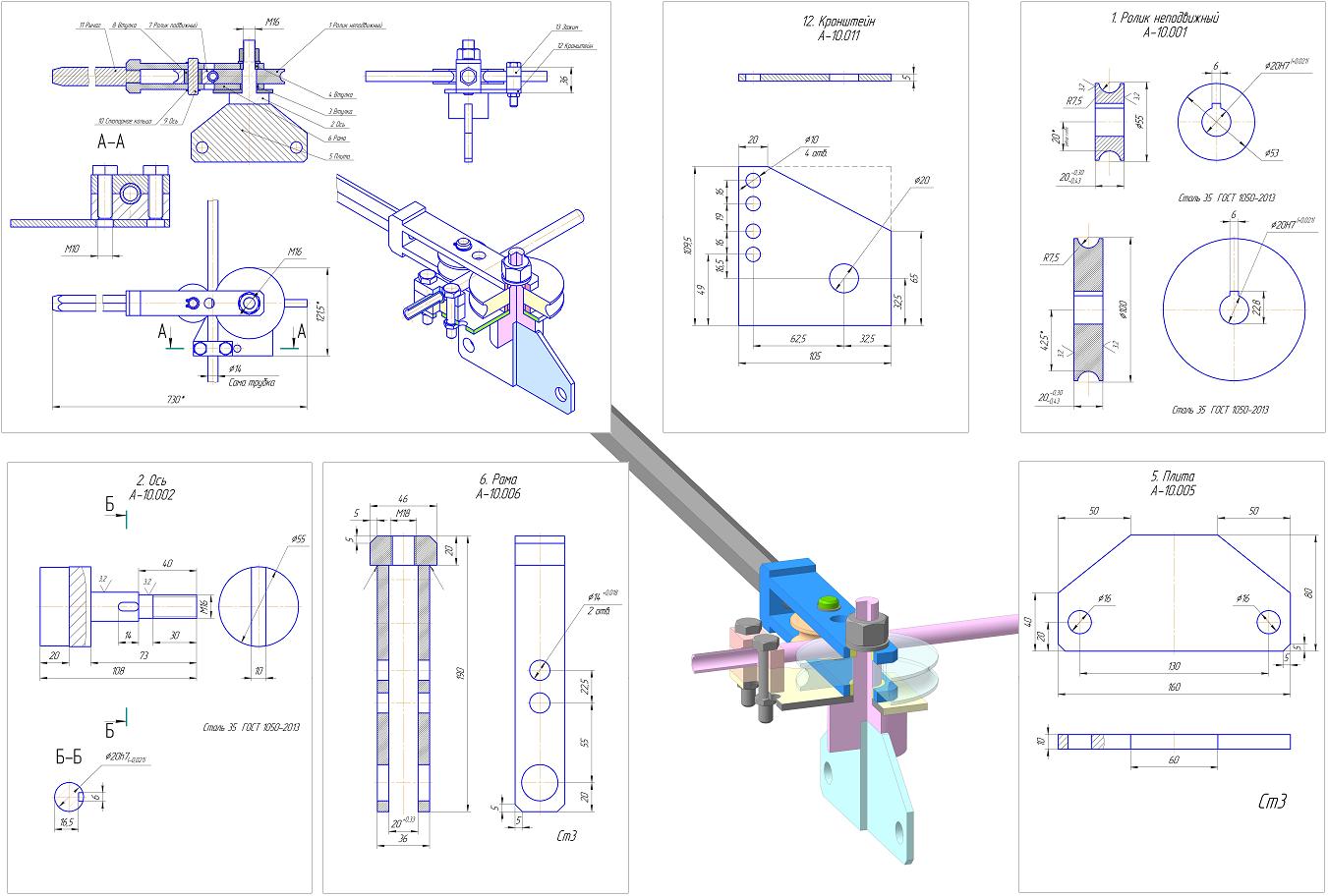 Расстояние между серединой дальнего валка и серединой нижнего валка называется длиной захвата (см. рис. 4), что обеспечивает рычаг для создания усилия, необходимого для создания изгибающего момента. Чем больше длина хвата, тем больше у вас рычагов. Недостаток: в большинстве случаев материал в пределах этой длины захвата необходимо утилизировать, что является причиной того, что большинство гибочных роликов запрашивают материал немного длиннее, чем требуется.
Расстояние между серединой дальнего валка и серединой нижнего валка называется длиной захвата (см. рис. 4), что обеспечивает рычаг для создания усилия, необходимого для создания изгибающего момента. Чем больше длина хвата, тем больше у вас рычагов. Недостаток: в большинстве случаев материал в пределах этой длины захвата необходимо утилизировать, что является причиной того, что большинство гибочных роликов запрашивают материал немного длиннее, чем требуется.
A 20-дюймовый диам. трубка может потребовать 4-фут. длина захвата на каждом конце, однако, как объяснил Печо, длина захвата зависит от множества факторов, включая тип станка, настройку и инструменты. Но вообще говоря, чем меньше диаметр заготовки, тем меньшая длина захвата требуется. Соображения по наладке также меняются в зависимости от ориентации заготовки, то есть изгибается ли она по более длинной прочной оси (сложный способ) или по более короткой слабой оси (простой способ).
РИСУНОК 3 В этом экстремальном примере неконтролируемый рост и усадка привели к заметной вогнутости на внутренней и внешней стенках.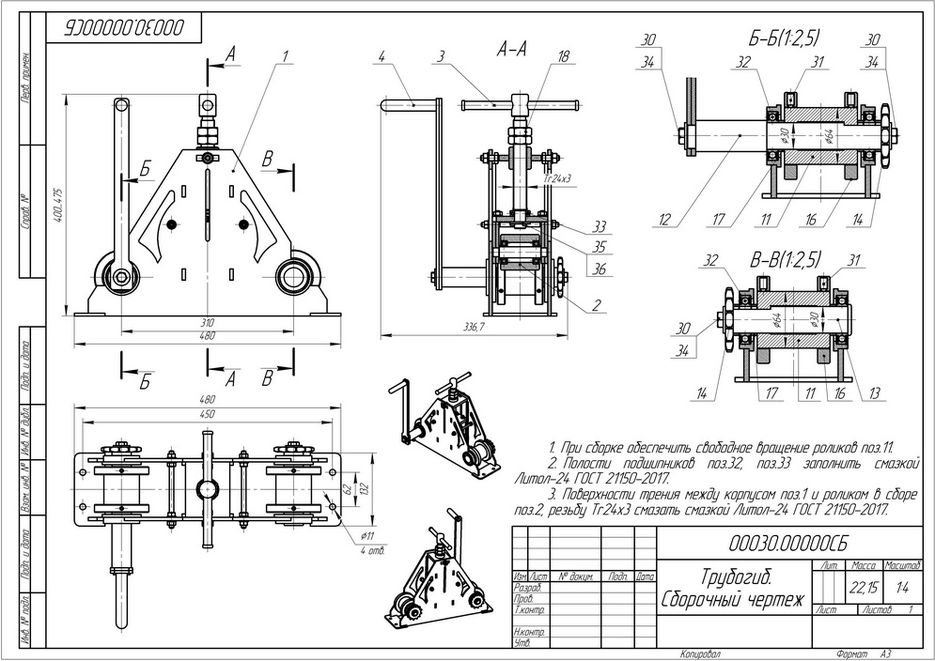
Операторы стремятся согнуть заготовку за как можно меньшее количество проходов. Для этого они выбирают один из двух подходов: асимметричный или симметричный изгиб. Симметричный изгиб происходит, когда оператор использует все три валка для создания изгибающего усилия, когда он пропускает заготовку вперед и назад через трехвалковую пирамиду. В идеале асимметричная гибка происходит всего за один проход, поскольку оператор полагается на дальний верхний и единственный нижний валок (отсюда и термин «асимметричный») для создания изгибающего усилия. Операторам может потребоваться проработать материал еще раз, особенно если они работают с необычной или сложной работой; но если они это делают, изгиб обычно очень незначителен.
Симметричная гибка занимает больше времени, но, как объяснил Печо, это гораздо «более безопасный» процесс, часто выполняемый операторами с меньшим опытом. Тем не менее, операторы не могут выполнять слишком много проходов, иначе они рискуют переработать материал. Все это упрочнение изменяет то, как материал сжимается и растет, и часто оставляет заготовку с неприемлемым уровнем деформации поперечного сечения.
Все это упрочнение изменяет то, как материал сжимается и растет, и часто оставляет заготовку с неприемлемым уровнем деформации поперечного сечения.
Для трубчатых профилей симметричный изгиб также ограничивает тип внутренних опор, которые операторы могут вставить в заготовку. Они по-прежнему могут набивать внутренний диаметр песком, что является одним из старейших методов, которые до сих пор используются для смягчения искажений. Или они могут полагаться на другие творческие методы. Печо описал несколько случаев, когда операторы сгибали высокую тонкую прямоугольную трубку до очень малого радиуса, вставляя в нее несколько трубок меньшего диаметра. Конечно, эти внутренние трубки не могут быть удалены после изгиба; они застряли там навсегда. Пока повышенный вес является приемлемым, он не должен негативно влиять на требования к конструкции заготовки.
Оправки нельзя использовать при втором проходе, иначе они навсегда застрянут внутри заготовки, что является одной из причин (помимо повышения производительности) того, что опытные операторы выполняют асимметричную гибку. Подобно оправкам, используемым при гибке с вращательным вытягиванием, они используются при гибке профилей с тремя валками для поддержки внутреннего диаметра заготовки при приложении изгибающего момента, сводя к минимуму ямки, вмятины, вогнутости или другие признаки неконтролируемой деформации.
Подобно оправкам, используемым при гибке с вращательным вытягиванием, они используются при гибке профилей с тремя валками для поддержки внутреннего диаметра заготовки при приложении изгибающего момента, сводя к минимуму ямки, вмятины, вогнутости или другие признаки неконтролируемой деформации.
Вероятность неконтролируемого искажения возрастает при каждом изменении радиуса. Это, конечно, включает начальный момент, когда впервые индуцируется радиус. Начальное давление от инструмента вызывает локальные силы, особенно при асимметричном изгибе или в других случаях, когда оператору необходимо согнуть профиль за как можно меньшее количество проходов, чтобы избежать переутомления и прямого разрушения материала.
Недостаточная длина захвата может усугубить проблему. «Если у нас недостаточная длина захвата, вы увидите вмятину в том месте, где нижний ролик изначально касался материала», — сказал Печо. «Но если вы обеспечите достаточную длину захвата, вы можете затем отрезать элемент обратно по «хорошей дуге» за вмятиной, чтобы в конечной заготовке вмятины не было».
В заготовках со сложными радиусами снова могут возникать дополнительные напряжения, особенно если радиус «уменьшается» последовательно до все более и более узких радиусов. «Во время каждого шага вы обычно видите различия в форме профиля», — сказал Печо. «Различия могут быть незначительными. Все зависит от желаемой формы, радиусов и толщины стенок».
Цель состоит в том, чтобы сделать все эти «изменения формы» и другие эффекты искажения незначительными. Первоначальные усилия в идеале возникают на этапе проектирования, включая выбор радиуса (или радиусов) элемента, его размеров и типа формы, и особенно толщины его стенки. Каждая работа уникальна, но, как правило, более толстый материал, будь то открытые или трубчатые профили, помогает смягчить неблагоприятные последствия деформации.
Выбор материала тоже имеет значение. У операторов больше опыта работы с обычным материалом. Если опытный оператор получает материал, изготовленный из более твердой и прочной абразивостойкой стали, такой как AR 500, он, как правило, знает, как формируется такой материал, а это означает, что у него больше шансов изогнуть элемент до желаемой формы всего за один проход с минимальными неблагоприятными последствиями.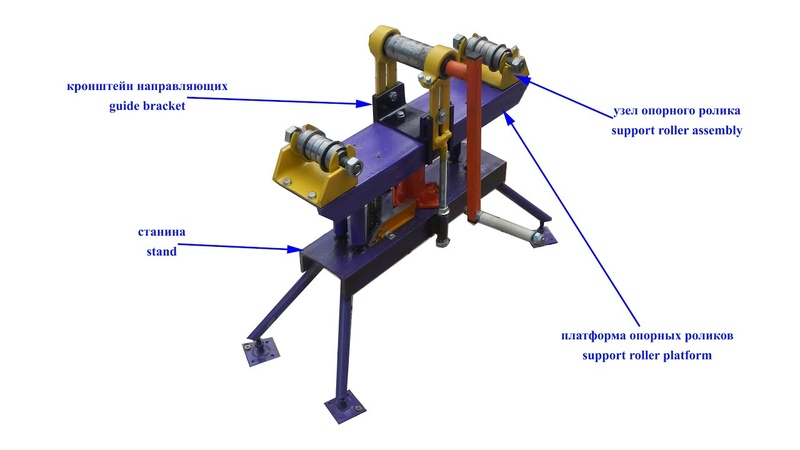 искажение.
искажение.
Способ производства профилей также имеет значение, особенно для труб прямоугольного и квадратного сечения. Как объяснил Печо, некоторые трубки формируются непосредственно из змеевика, а затем в виде прямоугольника; другим придают круглую форму, а затем придают прямоугольную или квадратную форму.
РИСУНОК 4 Длина захвата — это расстояние между дальним верхним и нижним валками. Чем больше длина рукоятки, тем большее усилие должна иметь машина, чтобы вызвать изгиб. Симметричный изгиб происходит путем направления заготовки вперед и назад за несколько проходов. При асимметричной гибке дальний верхний валок (верхний слева на этом изображении) и нижний валок используются для создания гибки, часто за один проход.
Эта дополнительная работа имеет значение, которое может повлиять на то, как операторы профильной гибки настраивают свои машины. В некоторых случаях дополнительное упрочнение, возникающее при определенных технологиях производства труб (таких как формование круглой, а затем прямоугольной формы, вместо непосредственного формирования прямоугольника), на самом деле вызывает напряжение при холодной обработке боковых стенок трубы.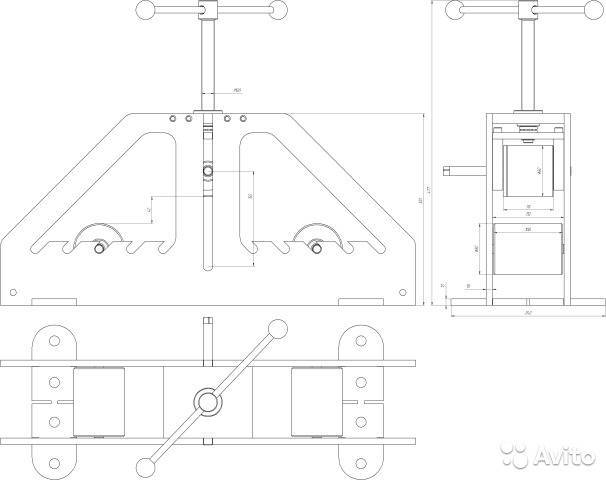 Помогает это или мешает операции гибки, зависит от приложения. В некоторых случаях упрочнение помогает смягчить эффект искажения при изгибе с малым радиусом, иногда немного облегчая однопроходный изгиб. С другой стороны, более жесткая стенка также может увеличить вероятность чрезмерной обработки материала, в зависимости от того, сколько проходов использует оператор и серьезность изгиба.
Помогает это или мешает операции гибки, зависит от приложения. В некоторых случаях упрочнение помогает смягчить эффект искажения при изгибе с малым радиусом, иногда немного облегчая однопроходный изгиб. С другой стороны, более жесткая стенка также может увеличить вероятность чрезмерной обработки материала, в зависимости от того, сколько проходов использует оператор и серьезность изгиба.
Гибка открытых и закрытых профилей
Независимо от того, гнут ли оператор открытые или закрытые профили, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол или балку, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, гибочные станки должны выбрать станок правильного размера, с достаточной грузоподъемностью и достаточной длиной захвата — достаточной, чтобы обеспечить необходимое усилие для уменьшения деформации, но не настолько длинной, чтобы потребовалось слишком много времени на жертву.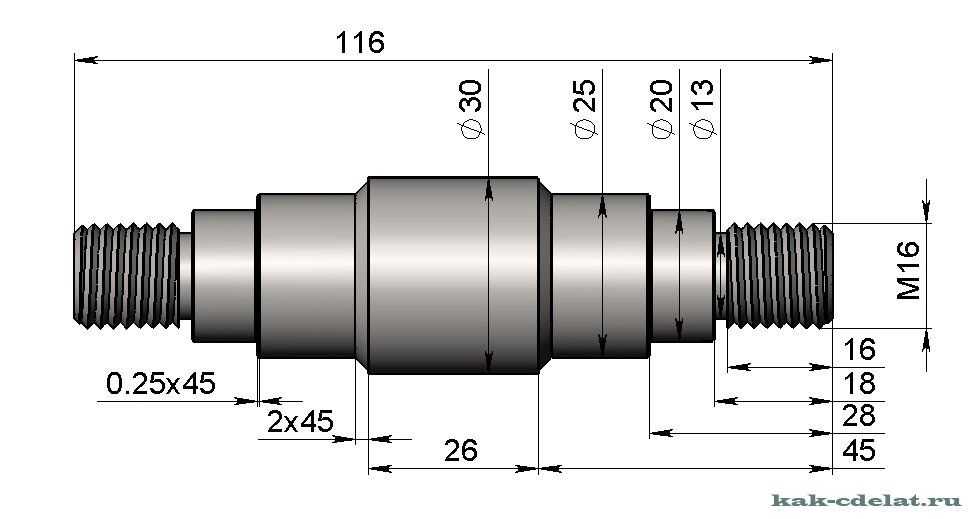 прямой участок. Многие современные трехвалковые гибочные станки также имеют тяговые узлы, поддерживающие полки балки для уменьшения деформации (см. рис. 5).
прямой участок. Многие современные трехвалковые гибочные станки также имеют тяговые узлы, поддерживающие полки балки для уменьшения деформации (см. рис. 5).
Когда операторы работают с трубчатыми секциями, они могут решить использовать оправку, и в этом случае то, как эта оправка подходит, может иметь решающее значение. Когда гибочный валок получает материал, оператор обычно измеряет внутренний и внешний диаметр, чтобы убедиться, что они находятся в пределах допустимого диапазона стана, а затем выбирает или заказывает подходящую оправку.
Допуски на фрезерование также добавляют сложности. Если оправка обрабатывается в соответствии с нижним пределом допуска трубы, а полученный материал находится на верхнем пределе допуска, оправка может не обеспечивать достаточную поддержку. И наоборот, слишком плотная оправка может препятствовать росту и усадке материала, что может привести к локальной деформации. Если допуски особенно критичны, производители инструментов для оправки запрашивают несколько футов материала, чтобы убедиться, что оправка спроектирована по размеру.
Проектирование с учетом деформации
В руководстве по проектированию от AISC указаны стандартные допуски для изогнутой стали, рассчитанные по внутренней хорде и внутренней или средней ординате возвышения (см. рис. 6). Если элемент имеет длину 10 футов или менее, стандартные допуски допускают +/- 0,125 дюйма на возвышении посередине ординаты. «Но чем длиннее член, тем больше отклонение допускается на этом среднем подъеме», — сказал Печо. Несмотря на это, допуски могут меняться в зависимости от различных факторов, все из которых указаны в руководстве AISC.
Однако руководство AISC не содержит стандартов допустимых отклонений от искажений. Как объяснил Печо, допуски на искажения варьируются от магазина к магазину и даже от работы к работе. Как правило, многие первоклассные гибочные станки стремятся поддерживать допуск (по сравнению с номинальным размером) на 5 % роста и 5 % усадки для труб квадратного и прямоугольного сечения и незамкнутых форм, а также 5 % овальности для круглых форм (см. рис. 7). ). По мере того, как размеры труб становятся большими, особенно с трубами «гигантского размера», этот показатель допуска для усадки, роста и овальности может составлять от 7% до 10% и по-прежнему считаться приемлемым при расчетах пониженной прочности.
рис. 7). ). По мере того, как размеры труб становятся большими, особенно с трубами «гигантского размера», этот показатель допуска для усадки, роста и овальности может составлять от 7% до 10% и по-прежнему считаться приемлемым при расчетах пониженной прочности.
Эти цифры являются максимально допустимыми допусками деформации, которые рекламирует гибочный станок, хотя типичная работа может быть сформирована с гораздо более жестким допуском. «Мы видим, что допуски на искажения изогнутых квадратных и прямоугольных полых структурных профилей обычно составляют от 1% до 2%», — сказал Печо. Он добавил, что если присмотреться, то можно увидеть искажение, например небольшую вогнутость на внутренней радиусной стенке. «Но это все еще структурно звуковая часть».
Несмотря на это, структурная целостность является истинной мерой пригодности изогнутого элемента к эксплуатации, поэтому в руководстве по проектированию AISC подробно описаны уравнения, показывающие, как определенная степень деформации влияет на прочность заготовки.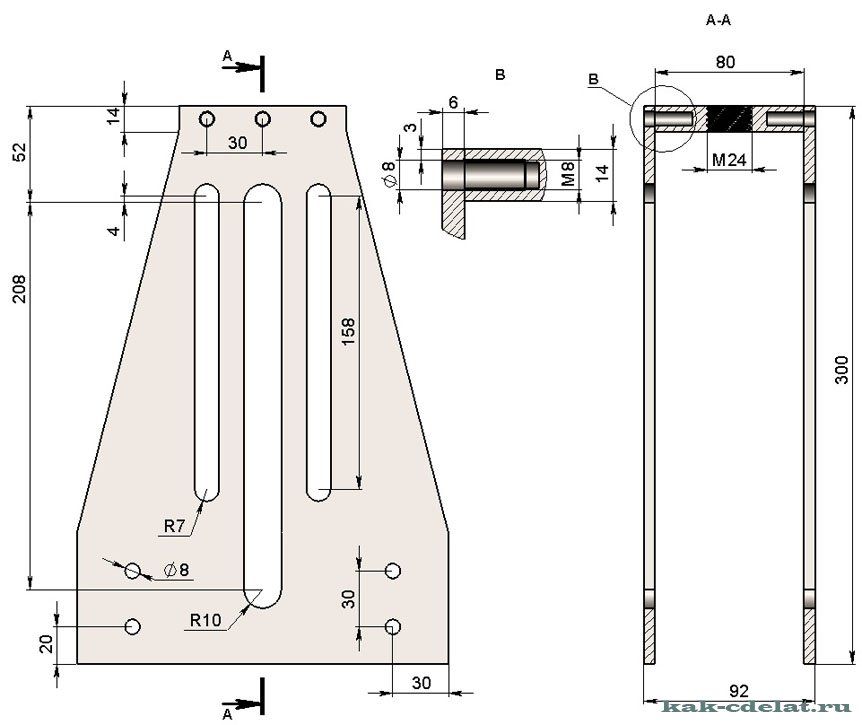 После проверки прочности осталась одна проблема, связанная с требованиями к подгонке.
После проверки прочности осталась одна проблема, связанная с требованиями к подгонке.
Как и многие другие предприятия металлообрабатывающей промышленности, гибочные станки и изготовители в некоторых случаях могут «заставить это работать», но этот процесс требует больше времени и денег. Зачем мучиться, если достаточно более толстой боковой стенки? Иногда экономия на общих затратах по проекту (время формовки, возможность задержки и т. д.) намного превышает стоимость легко поддающегося гибке материала с более толстыми стенками, даже при заоблачных ценах на материалы. Учет искажений изогнутых элементов с самого начала — при открытом общении между проектировщиком, изготовителем и гибочным роликом — может предотвратить множество ненужных головных болей.
Китайский производитель алюминия, алюминиевый профиль, поставщик алюминиевого профиля
Обработка алюминия
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасГибка алюминия
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасАлюминиевый радиатор
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасАлюминиевый профиль
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасПрофиль компании
{{ util. each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}
each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Алюминий | |
| Количество работников: | 35 | |
| Год основания: | 2016-06-22 | |
| Сертификация системы менеджмента: | ИСО 9001, ОТОСБ | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Foshan Lvtian Aluminium Co.