Передняя бабка токарного станка.
Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от электродвигателя шпинделя к обрабатываемой заготовке с заданной скоростью и крутящим моментом. В данной статье будут рассмотрены шпинделя “традиционной” компановки, т.е. с коробкой скоростей.
рис. Развертка шпиндельной бабки токарного станка с ручным переключением трех диапазонов
В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки. Насос подачи смазки обеспечивает подачу чистого масла в точки смазки, обеспечивая длительность эксплуатации оборудования в тяжелонагруженных режимах. Для контроля прохождения смазки есть смотровые глазки и, как опция, реле протока. Корпус передней бабки закрыт защитными кожухами, для предотвращения разлета стружки и СОЖ.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен, валов и подшипников для реализации передачи усилия вращения от электродвигателя к закрепленной заготовке.
Переключение скоростей производится автоматически или оператором – рукоятками, выведенными на переднюю панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Регулировка оборотов внутри диапазона – реализуется бесступенчато – от электродвигателя шпинделя..
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод, т.е. шпиндель всегла вращается в одном диапазоне. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет подавать крутящий момент на шпиндель, небольшой рост момента достигается использованием шкивов разного диаметра. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.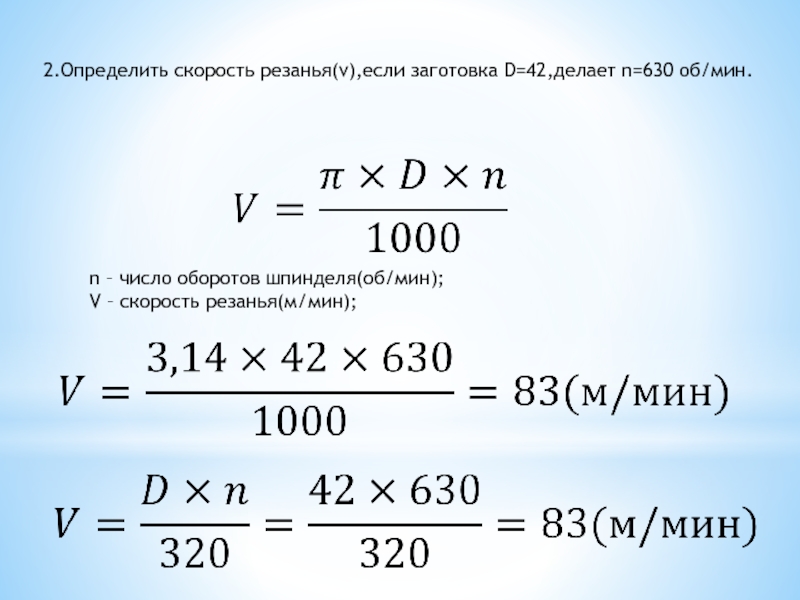
Решение без коробки скоростей позволяет получить выигрыш в максимальной скорости вращения шпинделя, уменьшает вибрации и шум станка.
Шпиндель
Шпиндель — это вращающийся вал, на переднем конце которого установлен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опоры необходимо произвести регулировку подшипника. Чаще всего это двухрядный роликовый подшипник, с конической посадкой на шпиндель.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается одном или нескольких подшипниках, имеющих аналогичную регулировку.
Чем больше размер подшипника, тем большее усилие может выдерживать шпиндель, но тем более тихоходным он становится.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
- Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Оказывает влияние на чистоту поверхности и цилиндричность готовых деталей.
- Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимая деформация шпинделя определяется по его радиальному биению. Величина биения должна быть меньше величины, указанной в приложении к приемке станка..
- Виброустойчивость. Эта характеристика влияет на качество готовых изделий.
-
Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности.
 Быстроходность зависит от конструктивных особенностей и назначения станка.
Быстроходность зависит от конструктивных особенностей и назначения станка. - Несущая способность. Зависит от исполнения шпиндельных опор и правильной подачи смазочных жидкостей.
- Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель и качсетва поступающей смазки.
- Допустимый нагрев подшипников. Определяется классом точности станка, температурой окружающей среды, временем и циклом работы..
 Быстроходность зависит от конструктивных особенностей и назначения станка.
Быстроходность зависит от конструктивных особенностей и назначения станка.Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках.
Настройка станка
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Простой расчет скорости шпинделя – CNC Maniac
Когда мы программируем токарные или фрезерные станки с ЧПУ, расчет правильной скорости шпинделя важен для достижения хорошего качества поверхности и однородности размеров наших деталей. Это также помогает нашим инструментам прослужить дольше. Если мы сделаем большой срез слишком быстро, это может даже повредить машину.
Это также помогает нашим инструментам прослужить дольше. Если мы сделаем большой срез слишком быстро, это может даже повредить машину.
Есть много математических расчетов в механическом цехе, в которых нам нужно быть уверенными при работе на станках, а скорость шпинделя, возможно, одна из самых важных для понимания для безопасной эксплуатации наших станков.
Давайте посмотрим, как произвести самый простой расчет скорости шпинделя токарного станка с ЧПУ.
Расчет скорости шпинделя в британской и метрической системеПри работе в метрической или британской системе формулы немного отличаются. В метрической формуле используется 1000 для преобразования в правильные единицы, а в британской версии используется 12. В остальном уравнение такое же.
Переменные, используемые в наших уравнениях, представляют следующие значения:
N = скорость шпинделя. Это значение, на которое выводится формула. После того, как мы введем всю информацию в уравнение, нам в результате будет дана скорость шпинделя.
D = диаметр инструмента или детали. При работе на фрезерном станке в метрических или дюймовых единицах измерения, мы выдвигаем диаметр инструмента вместо буквы «D». 1000 (или 12) в верхней половине уравнения позаботятся о преобразовании его в правильные единицы. При работе на токарном станке с ЧПУ мы используем диаметр обрабатываемой детали.
Пи = 3,14159 При работе в метрической системе трех знаков после запятой более чем достаточно, чтобы дать нам точный результат, с английской системой мер мне нравится работать с 4.
V = скорость резания . Значение, которое мы используем для скорости резания, обычно определяется производством вашего инструмента и наконечников. В Интернете есть различные источники, но их следует использовать только в качестве приблизительных рекомендаций, поскольку они не предназначены для вашего конкретного инструмента. Подробнее об этом в этой статье.
1000 или 12 Эта часть уравнения преобразует ответ в метрическую или британскую систему мер, мы используем 1000 для метрических и 12 для британских расчетов.
Расчет скорости шпинделя в метрической системе
Расчет скорости шпинделя в метрической системеЧтобы найти правильную скорость шпинделя для метрической детали, сначала нам нужно найти скорость резания. На обратной стороне коробки с инструментами с правым ножом, которые у меня есть, написано, что если мы используем инструмент из быстрорежущей стали, режущий нержавеющую сталь, то скорость резания равна 15. Итак, V = 15 в этом случае.
Единственное другое неизвестное значение, которое нам нужно вставить в формулу, — это диаметр детали, и мы сможем легко получить эту информацию путем измерения. Допустим, мы на токарном станке нарезаем вал диаметром 20 мм.
Вершина уравнения — V x 1000 или 15 x 1000, теперь мы знаем наше значение для V.
Можно сказать, что 15000 — это значение числителя.
Нижняя часть уравнения — это PI x диаметр инструмента / детали, или 3,141 X 20. Итак, теперь мы знаем, что знаменатель равен 62,82.
Теперь, когда нашему уравнению известны значения, мы можем проводить вычисления.
15000 разделить на 62,82 = 241,9, округлим до 242
Теперь мы знаем N = 242 об / мин, поэтому мы знаем, что установить скорость вращения шпинделя.
Расчет скорости шпинделя в английских единицах
Чтобы найти правильную скорость шпинделя для британской части, все то же самое, за исключением того, что мы используем 12 вместо 1000.
Мощность N по-прежнему указывается в оборотах в минуту.
Мы вставляем правильную скорость резания для инструмента вместо V.
И мы заменяем правильный диаметр (D) детали или инструмента в зависимости от того, рассчитываем ли мы скорость шпинделя для токарных или фрезерных станков.
Это вернет правильные обороты (N). Чтобы увидеть этот расчет, посмотрите видео выше.
Чтобы увидеть этот расчет, посмотрите видео выше.
Изменение формулы для поиска любой переменной
Если мы знаем число оборотов в минуту, но хотим найти либо диаметр инструмента, либо скорость резания, мы можем транспонировать формулу, чтобы сделать любую деталь объектом.
Постоянная скорость резания и ограничение скорости шпинделя
Параметры резки токарного станка с ЧПУ
– by admin – Оставить комментарий
Постоянная скорость резания – почему всегда используется ограничение скорости шпинделя?
При резке в режиме постоянной скорости резания по мере движения инструмента к оси увеличивается скорость шпинделя. Объяснения смотрите в этих предыдущих сообщениях: Постоянная скорость у поверхности – преимущества и Скорость резания и число оборотов – разница. Анимация ниже показывает, как изменяется скорость шпинделя по мере того, как инструмент движется к оси при торцевании.
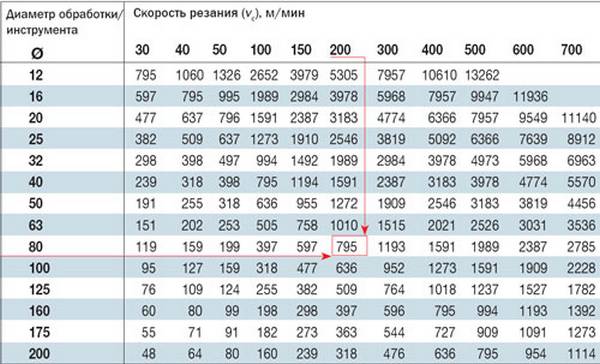
Скорость шпинделя N в об/мин рассчитывается с использованием этого уравнения, где V — скорость резания, а D — диаметр, при котором инструмент выполняет резание.
Уравнение скорости резанияПри скорости резания 250, на 30 мм. диаметр об/мин будет 2652. При 20 диам. обороты будут 3978. На 1 мм. диам. обороты будут 79 577.
При определенном диаметре скорость шпинделя превышает возможности станка. Фактически, на оси детали число оборотов теоретически было бы бесконечно (D равно нулю). Однако станок имеет определенное максимальное число оборотов шпинделя, поэтому в программе ЧПУ нам нужно указать, каково это максимальное значение. Это указано как ограничение скорости шпинделя. Когда скорость шпинделя достигает этого значения, контроллер фиксирует ее на этой скорости, а остальная часть движения выполняется с постоянной скоростью шпинделя, равной предельной скорости.
Это указано как ограничение скорости шпинделя. Когда скорость шпинделя достигает этого значения, контроллер фиксирует ее на этой скорости, а остальная часть движения выполняется с постоянной скоростью шпинделя, равной предельной скорости.
Например, если мы хотим резать с постоянной скоростью 250 м/мин и ограничить число оборотов в минуту до 3000, для Fanuc мы напишем это: G96 S250 G92 S3000
Итак, что я должен запрограммировать в качестве ограничивающего шпинделя скорость ?
Если деталь жестко закреплена в патроне и имеет круглую форму, просто установите ограничение скорости шпинделя на максимальное число оборотов шпинделя станка. Если деталь имеет некруглую форму или удерживается в несбалансированном приспособлении, центробежные силы могут привести к тому, что деталь отлетит или повредит приспособление. В таких случаях установите предельную скорость шпинделя на более низкое значение, определенное методом проб и ошибок.
Хотите сократить потери машинного оборудования в цехе и повысить прибыль с помощью Индустрии 4. 0?
0?
Ознакомьтесь с нашей системой мониторинга станков с ЧПУ LEANworx.
Уже через пару недель вы начнете замечать большие результаты.
Хотите просто узнать, что такое Индустрия 4.0?
У нас есть отличный блог о том, что такое Индустрия 4.0.
Etc
Забавные таблички в зоопарках
Несколько лет назад я видел это предупреждение в зоопарке Майсура. Явно разработан кем-то с чувством юмора, с правильными приоритетами. Продвигаясь слева направо, можно увидеть, что парень в желтом сидит на заборе в кадре слева, затем попадает в вольер со львом в среднем кадре, а затем пропадает (предположительно сейчас внутри льва) в кадре на право. Также видна пара кусков его желтой рубашки.
Зоопарк Майсура оставил мне еще более странное воспоминание. Когда мне было около 13 лет, шимпанзе плюнул мне прямо в лицо. Самка шимпанзе. Мне просто не понравилось мое лицо. К счастью, у меня было несколько поклонниц женского пола (человека), иначе у меня тут же развился бы серьезный комплекс неполноценности («Даже шимпанзе не нравится мое лицо? Жизнь не стоит того, чтобы жить!»).
Метки: токарная обработка с ЧПУ, постоянная скорость резания, постоянная скорость поверхности и постоянная скорость шпинделя.
Скорость шпинделя (об/мин) и направляющая SFM
Выбор правильной скорости (об/мин) для использования при резке любого материала вращающимся инструментом всегда был сложной задачей. Даже с появлением больших справочных баз данных материалов и замечательных инструментов, таких как GWizard Calulator от CNCCookbook.com, попытка установить «лучший» RPM для любой конкретной комбинации материала и фрезы может быть пугающей даже в лучшие времена. Это особенно верно для таких материалов, как древесина и пластмасса, где режущие свойства настолько сильно различаются от партии к партии, что нельзя надежно определить такой удобный параметр, как «SFM (футов поверхности в минуту»). Тем не менее, есть несколько методов, которые можно использовать. можно использовать для достижения приемлемой скорости вращения шпинделя, независимо от того, что вы режете.
Когда-то, когда у каждого из нас были собственные зубы, можно было предположить, что шпиндели, используемые на фрезерных станках с ЧПУ, были изготовлены в соответствии с относительно строгими спецификациями с использованием компонентов высокого качества. Когда начали распространяться компактные недорогие системы, ситуация резко изменилась. Чтобы снизить затраты, большинство производителей этих «настольных» устройств выбрали ручные фрезеры потребительского уровня в качестве своих предпочтительных «шпинделей». Сделано с использованием гораздо более слабых допусков и более дешевых материалов, введены ручные фрезеры и ряд проблем, которые необходимо решить, прежде чем зафиксировать RPM.
Вы называете это концентрическим? – Одна из первых вещей, которая стала очевидной, когда владельцы недорогих станков с ЧПУ начали использовать микроинструменты, заключалась в том, что гайки и цанги, поставляемые производителями фрезерных станков, просто не подходили для выполнения поставленной задачи. Из-за высокого биения (TIR), часто сопровождаемого низким усилием зажима, многие цанги оказались совершенно опасными в использовании. В сочетании с частой необходимостью использовать столь же неточные цанговые переходники для инструментов с меньшим хвостовиком, вы оказались в ситуации, которая была отличной для производителей твердосплавных инструментов, но не очень хорошей для конечного пользователя. Большинство систем не могут успешно использовать инструменты с диаметром резания менее 1/32 дюйма (0,8 мм), что практически исключает их использование для точной обработки, изготовления ювелирных изделий и изготовления печатных плат (печатных плат). Эта проблема была в значительной степени решена в 2008 году с введением нами PreciseBits Precision Nut & Collet Systems и появление относительно недорогих шпинделей VFD в 2010 году.
Из-за высокого биения (TIR), часто сопровождаемого низким усилием зажима, многие цанги оказались совершенно опасными в использовании. В сочетании с частой необходимостью использовать столь же неточные цанговые переходники для инструментов с меньшим хвостовиком, вы оказались в ситуации, которая была отличной для производителей твердосплавных инструментов, но не очень хорошей для конечного пользователя. Большинство систем не могут успешно использовать инструменты с диаметром резания менее 1/32 дюйма (0,8 мм), что практически исключает их использование для точной обработки, изготовления ювелирных изделий и изготовления печатных плат (печатных плат). Эта проблема была в значительной степени решена в 2008 году с введением нами PreciseBits Precision Nut & Collet Systems и появление относительно недорогих шпинделей VFD в 2010 году. Гладкая как шелк – Любая вращающаяся система имеет скорости, при которых поперечная вибрация минимальна (узловые точки), и скорости, при которых вибрация более выражена, иногда очень сильно (называемые точками резонанса, как разбалансированные автомобильные шины на высоких скоростях).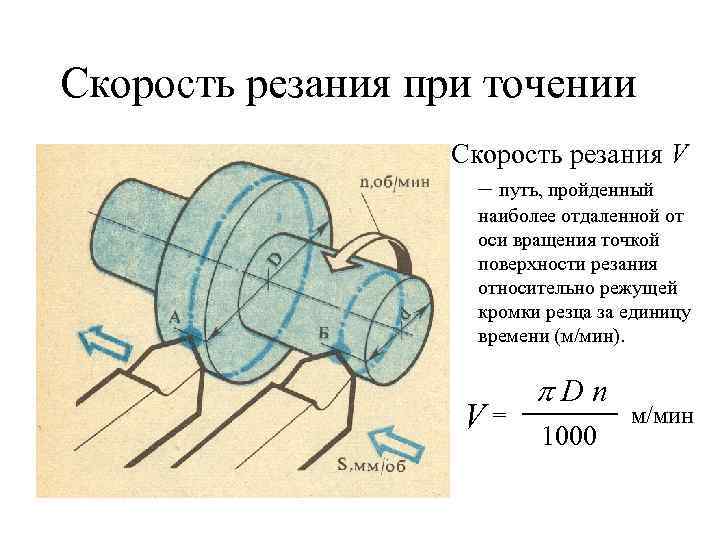 ). В некоторых случаях разницу между этими точками можно услышать на слух, но в хорошо спроектированных системах шпиндель/цанга/гайка/фреза разница чаще бывает тактильной (вы должны почувствовать ее, чтобы обнаружить). Чтобы улучшить чистоту поверхности, свести к минимуму износ подшипников, снизить уровень шума при резке и продлить срок службы режущих инструментов, ОЧЕНЬ полезно ВСЕГДА работать в тихой узловой точке. Если у вас есть привычка покупать высококачественные инструменты (такие как наши), поиск узловых точек обычно довольно прост. С другой стороны, если вы предпочитаете использовать недорогие биты (например, 24 бита маршрутизатора за 18,9 долл.5) вполне может оказаться невозможным. Это то, что вы должны сделать.
). В некоторых случаях разницу между этими точками можно услышать на слух, но в хорошо спроектированных системах шпиндель/цанга/гайка/фреза разница чаще бывает тактильной (вы должны почувствовать ее, чтобы обнаружить). Чтобы улучшить чистоту поверхности, свести к минимуму износ подшипников, снизить уровень шума при резке и продлить срок службы режущих инструментов, ОЧЕНЬ полезно ВСЕГДА работать в тихой узловой точке. Если у вас есть привычка покупать высококачественные инструменты (такие как наши), поиск узловых точек обычно довольно прост. С другой стороны, если вы предпочитаете использовать недорогие биты (например, 24 бита маршрутизатора за 18,9 долл.5) вполне может оказаться невозможным. Это то, что вы должны сделать.
- Вставьте инструмент, который вы будете тестировать, в цангу и убедитесь, что гайка затянута должным образом.
- Поднимите Z-образную тележку (платформа, на которой установлен фрезер/шпиндель), чтобы убедиться, что режущий инструмент свободно вращается в воздухе.
- Возьмитесь за верхнюю часть фрезера/шпинделя одной рукой.
- С насадкой “отсекая” воздух (нулевая нагрузка) запустите двигатель на самой высокой СКОРОСТИ (об/мин)
- Предполагая, что ваш шпиндель/фрезер имеет переменную СКОРОСТЬ, уменьшайте СКОРОСТЬ, пока не найдете первую “тихую” (узловую) точку (Помните! Вы “слушаете” рукой, а не ушами.) .
- Запишите эту СКОРОСТЬ в свой журнал процессов.
- Продолжайте снижать скорость вращения до тех пор, пока не определите (и не запишите) все узловые точки для этой комбинации цанга/фреза во всем диапазоне скоростей фрезера/шпинделя.
Не беспокойтесь, если вы не можете обнаружить какие-либо изменения в «ощущении» шпинделя/фрезерного станка при изменении скорости вращения. Это просто означает, что любые точки резонанса настолько подавлены, что они не будут иметь никакого влияния на срок службы ваших инструментов или качество их работы. Рекомендуется периодически повторять этот тест, потому что внезапное появление избыточной вибрации на любых оборотах может сигнализировать о том, что ваши подшипники начинают изнашиваться и в конечном итоге могут потребовать замены.
Благодаря усилиям исследователей из ASTM и различных других агентств по стандартизации найти хорошую скорость вращения для резки большинства металлов довольно просто. За исключением некоторых экзотических сплавов, все, что вам нужно сделать, это:
- Зайдите в Интернет и найдите характеристики поверхности в футах в минуту (SFM) для конкретного металла, который вы обрабатываете
(например, таблицу SFM для Niagara Tool. Пожалуйста, обратите внимание, что это может варьироваться в зависимости от того, какой инструмент вы используете.) - Умножьте SFM на 3,82 и разделите результат на диаметр инструмента (В ДЮЙМАХ!) окружность)
- Конечным результатом является число оборотов в минуту, подходящее для резки металла вашим конкретным сверлом.

Другими словами:
Или вы можете сэкономить много времени и усилий, купив копию G Wizard Calcuator, незаменимого инструмента для тех, кто собирается серьезно работать с ЧПУ.
Молчание – золото – Когда вы режете новый материал, часто трудно определить, какое число оборотов использовать. Это особенно верно для таких материалов, как древесина, которая меняется от партии к партии, и термопласты, где могут быть значительные различия между литыми и экструдированными продуктами. . К счастью, во многих случаях режущий инструмент сообщит вам, когда он неисправен. Подобно голодному щенку, он будет скулить и визжать, если вы пытаетесь повернуть его слишком быстро для разрезаемого материала.
Примечание. Вообще говоря, вы не услышите НИКАКОГО визга от насадки диаметром 1/8 дюйма или меньше. Таким образом, вы можете в значительной степени проигнорировать этот шаг, если используете микроинструменты, которые прекрасно работают практически на любых оборотах, на которые способен ваш шпиндель.
Прямой метод определения наилучшей максимальной СКОРОСТИ:
- Вставьте инструмент, который вы будете тестировать, в цангу и убедитесь, что гайка затянута должным образом.
- Установите СКОРОСТЬ на максимальное узловое число оборотов в минуту, указанное выше.
- Рассчитать тест FEED по:
