Токарная обработка с ЧПУ – процессы, операции и оборудование часть 1
Токарная обработка с ЧПУ является одним из основных методов производства цилиндрических деталей с различными контурами.
В машиностроении нельзя обойти валы для передачи энергии от двигателя к движущимся частям. Валы, конечно, требуют точения. Но токарные станки с ЧПУ находят широкое применение в различных отраслях промышленности для изготовления обычно осесимметричных деталей.
Что такое токарная обработка?
Токарная обработка – это процесс субтрактивной обработки, который использует режущий инструмент для удаления материала для создания цилиндрических деталей. Сам инструмент перемещается вдоль оси обрабатываемой детали во время ее вращения, создавая спиральную траекторию движения инструмента.
Термин токарная обработка относится к производству деталей путем резки на внешней поверхности. Противоположностью токарной обработки является растачивание, при котором токарные станки используются, например, для создания полых деталей.
Токарный станок по металлу исторически является одним из первых станков для производства деталей полуавтоматическим способом. Сегодня большинство компаний предоставляют услуги токарной обработки с ЧПУ. Это означает, что процесс в значительной степени автоматизирован от начала до конца.
ЧПУ означает числовое программное управление, что означает, что компьютеризированные системы берут на себя управление оборудованием. Входной сигнал – цифровой код. Это контролирует все движения инструмента и скорость вращения, а также другие вспомогательные действия, такие как использование охлаждающей жидкости.
Токарный процесс с ЧПУ:
Из чего на самом деле состоит процесс токарной обработке на станке с ЧПУ? Хотя сама вырезка довольно проста, мы рассмотрим здесь всю последовательность, которая фактически начинается с создания файла САПР.
Шаги процесса:
- Создание цифрового представления детали в САПР;
- Создание кода обработки из файлов САПР;
- Настройка токарного станка с ЧПУ;
- Изготовление токарных деталей.

CAD-дизайн и G-код:
Первые 2 шага можно рассматривать как отдельные или идущие рука об руку. Один из способов – просто использовать программу САПР для создания файлов и отправки их в производство. Затем инженер-технолог создаст Gкод и Mкод для обработки.
cad-cam для токарных операций
Другой способ – просто использовать программное обеспечение CAD-CAM, которое позволяет инженеру-конструктору проверить возможность производства детали. Мощные инструменты моделирования могут визуализировать весь процесс от сырья до конечного продукта, даже используя исходные данные, касающиеся требований к отделке.
Наконец, есть также ручной способ создания кода. Например, вы не можете автоматически сгенерировать код из 2D-чертежа, у вас есть 2 варианта: либо написать код вручную, либо сначала создать 3D-модель.
Даже мощные программы CAM не всегда могут сделать все точно, поэтому рекомендуется проверить закодированные инструкции.
Настройка токарного станка:
Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль.
Шаги по настройке токарного центра с ЧПУ:
- Убедитесь, что питание отключено. Обработка с ЧПУ может быть опасной, поэтому необходима особая осторожность, и проверка выключателя питания является основой для этого;
- Закрепление детали в патроне. Патрон удерживает деталь на протяжении всего процесса. Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров;
- Загрузка револьверной головки. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;
- Калибровка. И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям;
- Загрузите программу. Последний шаг перед нажатием кнопки пуска – это загрузка кода в станок с ЧПУ.
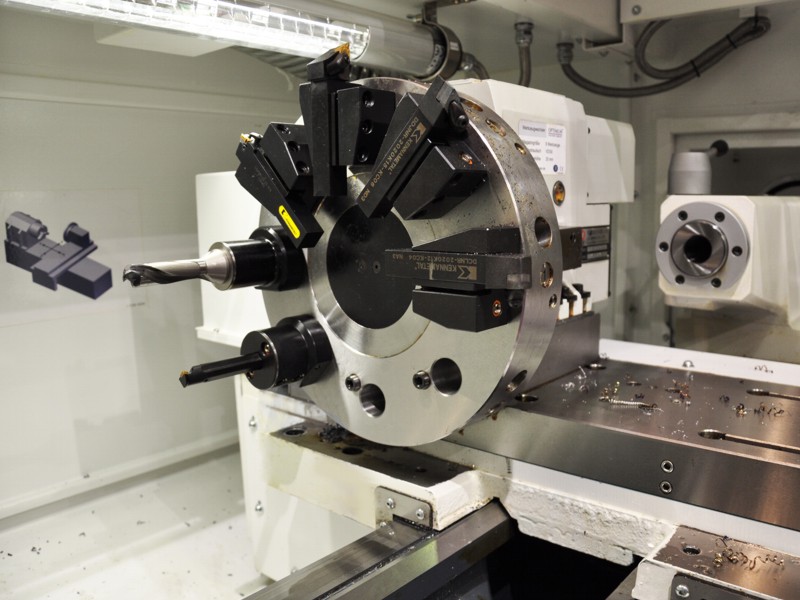
Револьверная головка станка ЧПУ.
Производство деталей:
Самый простой способ понять суть производства – это просто посмотреть видео выше. Сырье, как видно, не является круглым бруском, что является наиболее распространенным вариантом. Скорее всего, шестигранный профиль – это более эффективный способ избежать фрезерования с ЧПУ в дальнейшем.
В зависимости от сложности детали может потребоваться один или несколько циклов. Расчеты времени цикла определяют конечное затраченное время, необходимое для расчета затрат.
Время цикла токарной обработки включает:
- Время загрузки. Мы уже описали это как часть установки, но цикл может потребовать другого способа загрузки детали в оборудование;
- Время резки. Время, необходимое для этого, зависит от глубины резания и скорости подачи;
- Время простоя. Время простоя относится ко всему, что не относится к резке, например, к перемещению инструментов к детали и от детали, изменению настроек токарного станка и т. д.;
- Срок службы инструмента. Хотя каждый цикл не приводит к полному износу инструмента, время резания будет учитываться по сравнению с общим сроком службы инструмента, чтобы включить его в окончательную стоимость.
 Время, необходимое для этого, зависит от глубины резания и скорости подачи;
Время, необходимое для этого, зависит от глубины резания и скорости подачи;Параметры токарной обработки:
Параметры токарной обработки с ЧПУ зависят от различных аспектов. К ним относятся материал детали и инструмента, размер инструмента, требования к отделке и т. д.
Основные параметры токарной обработки с ЧПУ:
- Скорость вращения шпинделя. Единица измерения – это обороты в минуту (об/мин), и она показывает скорость вращения шпинделя (N), а значит, и заготовки. Скорость вращения шпинделя находится в прямой зависимости от скорости резания, которая также учитывает диаметр. Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра.
- Диаметр заготовки. Как уже говорилось, это играет важную роль в достижении правильной скорости резания. Обозначается символом D, а единица измерения – мм.
- Скорость резания. Уравнение для расчета скорости резания: V =πDN/1000. Он показывает относительную скорость заготовки относительно режущего инструмента.
- Скорость подачи. Единица измерения – мм/об, символ – с. Подача резания показывает расстояние, на которое режущий инструмент перемещается за один оборот заготовки. Расстояние измеряется в осевом направлении.
- Осевая глубина реза. Довольно очевидно, так как он показывает глубину разреза в осевом направлении. Это основной параметр для облицовочных операций. Более высокая скорость подачи оказывает большее давление на режущий инструмент, сокращая его срок службы.
- Радиальная глубина реза. В отличие от осевого реза, она показывает глубину резания перпендикулярно оси. Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
 Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра.
Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра. Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.Основные части токарного станка с ЧПУ:
Теперь давайте рассмотрим на основные компоненты токарного центра.
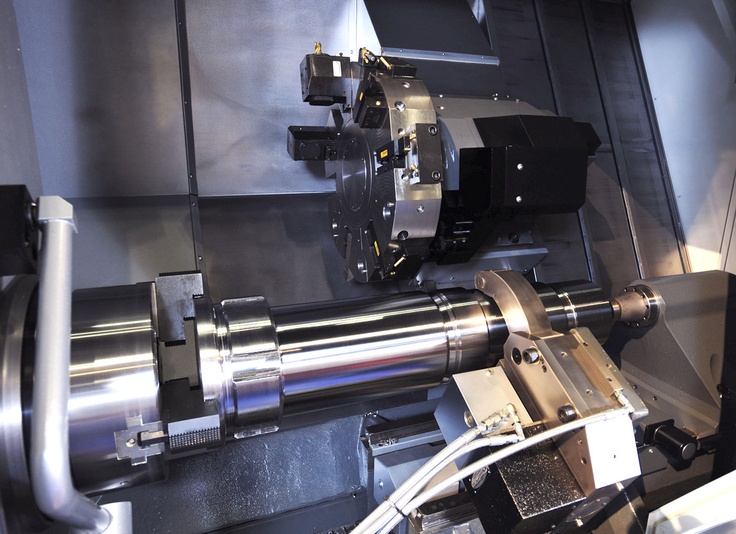
Передняя бабка
Передняя бабка токарного станка с ЧПУ составляет переднюю часть станка. Именно здесь приводной двигатель находится вдоль механизмов, приводящих в действие шпиндель. Патрон или цанга крепятся к шпинделю. Любой из них, в свою очередь, удерживает заготовку во время токарной операции.
Патрон и цанга
Патрон захватывает обрабатываемую деталь своими губками. Он крепится непосредственно к шпинделю, но является сменным, поэтому можно обрабатывать детали разного размера. Цанга – это в основном уменьшенная версия патрона. Размер детали, подходящей для цанг, составляет до 60 мм. Они обеспечивают лучшее сцепление с мелкими деталями.
Задняя бабка
Другой конец токарного центра с ЧПУ. Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Движущая сила по-прежнему идёт от шпинделя, а задняя бабка просто движется вместе с деталью. Использование задней бабки не подходит при необходимости торцевого точения, так как она будет мешать.
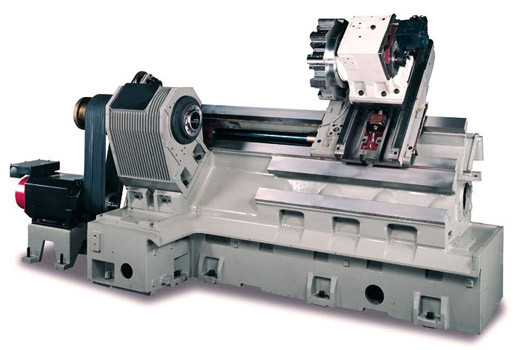
Станина токарного станка
Станина – это просто опорная плита, которая опирается на стол, поддерживая другие части машины. Каретка движется по станине, которая подвергается термообработке, чтобы выдерживать воздействие механической обработки.
Каретка
Каретка опирается на пути скольжения вдоль вращающейся заготовки. Она удерживает инструменты, позволяя протекать процессу резки.
Башня
Новые машины обычно поставляются с башней, которая заменяет каретку. Она может держать больше инструментов одновременно, что делает переключение с одной операции на другую менее трудоемким.
Вращающиеся инструменты на станке с ЧПУ
Обрабатывающие центры с ЧПУ могут поставляться с вращающимися инструментами. В то время как одноточечные режущие инструменты подходят для большинства токарных операций, к вращающимся инструментам относятся фрезы, сверла и другие инструменты, которые имеют собственный привод. Это позволяет создавать шпоночные пазы или отверстия, перпендикулярные оси детали, без использования какого-либо другого оборудования в процессе.
Панель управления
Здесь вступает в действие числовое программное управление. Мозг токарных станков с ЧПУ находится прямо за панелью. Сама панель позволяет оператору настроить программу и запустить ее.
Если вам понравился данная статья, то поделитесь её со своими друзьями, оставляйте комментарии и ставьте лайк!
Токарный станок с ЧПУ с портальным погрузчиком HC-30R по цене производителя с доставкой – «TopStanok»
- Описание
- Характеристики Хар-ки
- Комплектация
Описание
Greenway HC-30R представляет собой токарный автомат, произведенный в Тайване, который оснащен портальным погрузчиком, и может обрабатывать детали непрерывно в течение всего дня, существенно снижая затраты на рабочую силу. Оборудование характеризуется высокой эффективностью обработки деталей при низкой стоимости.
Оборудование характеризуется высокой эффективностью обработки деталей при низкой стоимости.
Максимальный диаметр обработки составляет 200 мм (прутка – 30 мм), при мощности главного шпинделя 3,75 кВт и частоте вращения 6000 об/мин. Доступно опциональное увеличение мощности двигателя до 5,5 кВт.
Cтанина станка Greenway HC-30R цельнолитая и минимизирует вибрации во время работы, что обеспечивает высокую надежность и точность при длительной обработке деталей. Двойной шпиндель управляется сервоприводом, который превосходит в скорости и точности обработки гидравлический. Станок может работать с различными типами подающих станций, в зависимости от требований заказчика к подаче заготовок. Портальный погрузчик использует интерфейс дистанционного управления, благодаря профессиональному портативному сенсорному экрану с интуитивно понятным интерфейсом и руководством по эксплуатации с обучением. Портальный погрузчик расположен на верхней части станка, такая конструкция позволяет продлить срок службы системы автоматической загрузки/выгрузки и снизить расходы. Эргономичные габариты станка Greenway HC-30R позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху.
Эргономичные габариты станка Greenway HC-30R позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху.
Особенности конструкции предоставляют различные варианты для создания производственной линии в соответствии с технологическим планом.
Наличие системы ЧПУ сводит к минимуму участие человека в процессе обработки и производства деталей, тем самым налаживает автоматизацию рабочего процесса и повышает производственную мощность.
Видео
Общие характеристики
| Характеристика | HC-30R |
|---|---|
| Диапазон обработки | |
| Максимальный диаметр обрабатываемого прутка | 30 мм |
| Максимальная длина точения | 150 мм |
| Главный шпиндель/ противошпиндель | |
| Частота вращения главного шпинделя | 50 – 6 000 об/мин |
| Мощность главного шпинделя | 3,75 кВт (5,5 опция) |
Макс.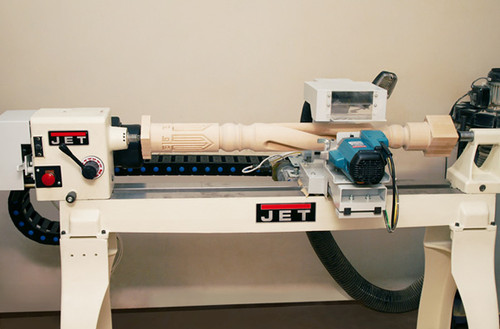 диаметр сквозного отверстия главного шпинделя /противошпинделя диаметр сквозного отверстия главного шпинделя /противошпинделя |
33 мм |
| Общие | |
| Длина | 2810 мм |
| Ширина | 1350 мм |
| Высота | 2280 мм |
| Масса | 2260 кг |
| Система ЧПУ/ Контроллера | SYNTEC 11TA |
| Размер инструмента для обработки внутреннего диаметра | Ø20 |
| Размер инструмента для обработки наружного диаметра | 口20 |
| Цанговый патрон | 163E |
| Вращающийся инструмент с фасонным профилем для противошпинделя | |
| Мощность насоса подачи СОЖ | 0,18 кВт |
Стандартная комплектация
Развернуть все Свернуть все
-
Многорезцовая инструментальная плита
-
Держатель инструмента для обработки внутреннего диаметра (IDØ20)
-
Втулка переходная для фрез
(I.
D.Ø6,8,10,12,16 / O.D.Ø20) -
Лампа освещения рабочей зоны
-
Набор инструмента для обслуживания станка
-
Блок выравнивания основания
-
Система автоматической смазки
-
Сигнальная лампа
-
СОЖ и поддон для стружки
-
Контроллер SYNTEC 11TA
-
Прямой привод шпинделя и цанговый патрон
-
Цанговый патрон 163E
-
Насос СОЖ высокого давления
-
Верхний/Нижний/Двухсторонний держатель инструмента 20口
 D.Ø6,8,10,12,16 / O.D.Ø20)
D.Ø6,8,10,12,16 / O.D.Ø20)Дополнительные опции
-
Стабилизатор напряжения
-
Электрический конвейерный транспортер стружки
-
Сертификация СЕ
-
Приемник обработанных деталей
-
Шпиндель A2-4
-
Инструментальная база для обработки внутреннего диаметра (IDØ20)
-
Трансформатор
-
Трансформатор постоянного напряжения
-
Фильтр масляного тумана
-
Закрытый воздухоохладитель
-
Бар-съемник
-
Приемник обработанных деталей и конвейерная лента
-
Радиальный приводной инструмент на 4 позиции (ER-16) Ось Y
-
Трехвальное сверлильно-нарезное устройство (Ось B)
-
Ось C с тормозным диском для контурной обработки
-
Радиальный приводной инструмент, Верх (ER-25)
-
Приводной инструмент вертикального типа (ER-20)
-
8-ми позиционная револьверная головка
Особенности
ЧПУ Syntec
Контроллер Syntec является полноценным административным центром, позволяющим осуществлять управление станком без подключения к персональному компьютеру. ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
Уловитель деталей
Автоматический рабочий режим с уловителем деталей позволяет экономить производственные расходы.
Цельнолитая высокопрочная станина
Цельнолитая станина из чугуна спроектирована таким образом, что позволяет свести к минимуму вибрации, достигая при этом высокой точности и жесткости. Компактная компановка, позволяет установить станок в ограниченном пространстве.
Применение
Медицина
Автомобильная промышленность
Авиакосмическая промышленность
Приборостроение
Оборонная промышленность
Нефтегазовая отрасль
Токарные станки | Токарные станки – КНУТ
Отображение 1 до 20 из 24 машин
Часто задаваемые вопросы
Готов к отправке
Приветствие*Миссис Мистер.
Country*AlbaniaAlgeriaAndorraArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBosnia & HerzegovinaBruneiBulgariaBurkina FasoCambodiaCameroonChadChinaCroatiaCyprusCzechiaDenmarkDjiboutiEgyptEstoniaFinlandFranceGeorgiaGermanyGibraltarGreeceGreenlandGuernseyGuineaHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJapanJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLibyaLithuaniaLuxembourgMacao SAR ChinaMalaysiaMaliMaltaMauritaniaMoldovaMonacoMongoliaMontenegroMoroccoMyanmar (Burma)NepalNetherlandsNew ZealandNigerNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPapua New GuineaPhilippinesPolandPortugalQatarRomaniaRussiaSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSudanSwedenSwitzerlandSyriaTaiwanTajikistanThailandTogoTunisiaTurkeyTurkmenistanUkraineUnited Arab EmiratesUnited KingdomUzbekistanVietnamYemen
State*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming
Лучший способ связаться*ТелефонЭлектронная почта
Подпишитесь на рассылку новостей
Этот сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия обслуживания Google.
Спасибо!
Мы получили ваш запрос и ценим ваш интерес! Наш торговый представитель свяжется с вами в течение 1 рабочего дня.
Что-то пошло не так
Пожалуйста, обновите страницу и повторите попытку отправки формы.
×
22–23 июня
Зарегистрируйтесь сейчас бесплатно
127 Дни
08 Часы
40 Мин.
27 Сек
ПРАЗДНУЕМ 100-ЛЕТИЕ КНУТА!
17-дюймовый настольный токарный станок — готов к ЧПУ — Sherline Products
- Описание
- инструкции
- Технические характеристики
- Запасные части
- 3D вид
- Сравните токарные станки
О настольных токарных станках с ЧПУ Sherline
Наш настольный токарный станок с ЧПУ идеально подходит для клиентов, которые ищут мини-токарный станок с ЧПУ для изготовления небольших прецизионных деталей. Все наши токарные станки производятся в США, а наша служба поддержки клиентов не имеет себе равных. Несмотря на то, что наши станки небольшие, они могут производить высококачественные прецизионные детали. Наш токарный станок с ЧПУ будет резать дерево и пластик, он достаточно жесткий и точный, чтобы резать алюминиевые и стальные детали. Этот токарный станок представляет собой настольный станок с точностью и точностью полноразмерного станка.
Все наши токарные станки производятся в США, а наша служба поддержки клиентов не имеет себе равных. Несмотря на то, что наши станки небольшие, они могут производить высококачественные прецизионные детали. Наш токарный станок с ЧПУ будет резать дерево и пластик, он достаточно жесткий и точный, чтобы резать алюминиевые и стальные детали. Этот токарный станок представляет собой настольный станок с точностью и точностью полноразмерного станка.
Токарные станки Sherline с ЧПУ имеют установленные на заводе крепления шагового двигателя вместо маховичков и готовы к установке шаговых двигателей с размером рамы 23 и компьютерного числового управления (ЧПУ). Токарные станки с ЧПУ не поставляются под ключ и не могут использоваться до тех пор, пока не будут установлены шаговые двигатели. Все токарные станки, описанные как «готовые к ЧПУ», имеют крепления шагового двигателя, но НЕ включают шаговые двигатели, компьютер или программное обеспечение ЧПУ.
Sherline рекомендует использовать двухвальные шаговые двигатели, чтобы использовать маховики на заднем валу для ручного управления. Имея это в виду, маховики для каждой оси включены в комплект станка, хотя вы не сможете использовать их, пока не установите шаговые двигатели. Шерлайн предлагает высококачественные шаговые двигатели и варианты ЧПУ .
Имея это в виду, маховики для каждой оси включены в комплект станка, хотя вы не сможете использовать их, пока не установите шаговые двигатели. Шерлайн предлагает высококачественные шаговые двигатели и варианты ЧПУ .
Вы также можете найти несколько поставщиков двигателей, драйверов и программного обеспечения для системы ЧПУ. Вы поставляете процессор 486 или, лучше, компьютер. См. нашу страницу CNC Dealers , где приведен список поставщиков и ссылки на их домашние страницы.
Стандартное оборудование для 17-дюймового настольного токарного станка с ЧПУ включает:
- Мощный двигатель постоянного тока 90 В с электронным регулятором скорости*
- 2,75″ (70 мм) x 6,0″ (152 мм) поперечная направляющая
- Стальная станина 24 дюйма (610 мм) с расстоянием между центрами 17 дюймов (431 мм)
- 2,5-дюймовый (63 мм) сбрасываемый маховик с регулировкой нуля для ходового винта, один 2-дюймовый (51 мм) сбрасываемый маховик с регулировкой нуля для винта поперечной подачи и 2-дюймовый (51 мм) сбрасываемый маховик с регулировкой нуля на задней бабке. Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой* .
- Стойка качающегося инструмента заменяет стандартную резцовую стойку, используемую на токарных станках с короткой станиной
- Шкивы, приводной ремень, планшайба, токарная собачка, две мертвые точки, три шестигранных ключа, резцедержатель, заточенный режущий инструмент из быстрорежущей стали, восьмифутовый трехжильный шнур питания и руководство по эксплуатации
 Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой*
Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой* * Не входит в комплект поставки токарного станка без двигателя и регулятора скорости
** Станки с ЧПУ не могут управляться вручную, если не установлены двухвальные шаговые двигатели.
Другие варианты заказа:
Подобно базам XYZ для наших фрезерных станков, теперь вы можете заказать токарный станок без передней бабки, двигателя или регулятора скорости. См. выбор в раскрывающемся меню выше.
| Всегда надевайте защитные очки при работе со станками . |
 Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование.
Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование. Скачать PDF Руководство по сборке и эксплуатации
| Качели над кроватью | 3,50″ (90 мм) |
|---|---|
| Поворотная тележка | 1,75″ (45 мм) |
| Расстояние между центрами | 17,00″ (430 мм) |
| Отверстие через шпиндель | .405″ (10 мм) |
| Резьба на носу шпинделя | 3/4″-16 T.P.I. |
| Конус шпинделя | #1 Морзе |
| Вылет шпинделя конуса Морзе | .0005″ или менее |
| Путешествие Crosslide | 4,25″ (110 мм) |
| Конус шпинделя задней бабки | #0 Морзе |
| Градуировка транспортира | от 0° до 45° на 5° |
| Градуировка маховика | 0,001″ (0,01 мм) |
| Общая длина | 32,5″ (826 мм) |
| Общая ширина | 8,00″ (267 мм) |
| Высота Общая | 8,00″ (216 мм) |
| Транспортировочный вес | 31 фунт (14,1 кг) |
| Двигатель | 90 В пост. тока с электронной регулировкой скорости, который принимает любой входной ток от 100 В до 240 В перем. тока, 50 Гц или 60 Гц. тока с электронной регулировкой скорости, который принимает любой входной ток от 100 В до 240 В перем. тока, 50 Гц или 60 Гц.Щелкните здесь для ознакомления с техническими характеристиками двигателя |
| Диапазон скоростей вращения шпинделя | 70–2800 об/мин, бесступенчатая регулировка скорости с помощью электронного регулятора скорости |
Токарный станок с ЧПУ серии 4400
Нажмите на ссылку, чтобы просмотреть покомпонентное изображение токарного станка с ЧПУ серии 4400 , чтобы помочь определить запасные части.
Если вы все еще не уверены, позвоните в нашу службу поддержки клиентов, чтобы получить помощь по этому пункту.
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Вам нужно будет распаковать zip-файл перед просмотром файлов.
17-дюймовый токарный станок серии 4400 с ЧПУ, 3D-модель IGS
Для открытия файлов .igs требуется программа просмотра IGS. НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
| 4000 (4100) | 4400 (4410) | |
|---|---|---|
| Качели над кроватью | 3,50″ (90 мм) | 3,50″ (90 мм) |
| Качели над кареткой | 1,75″ (44,5 мм) | 1,75″ (44,5 мм) |
| Расстояние между центрами | 8,00″ (200 мм) | 17,00″ (430 мм) |
| Отверстие через шпиндель | .405″ (10 мм) | .405″ (10 мм) |
| Резьба на конце шпинделя | 3/4-16 T.P.I. | 3/4-16 T.P.I. |
| Конус шпинделя | #1 Морзе | #1 Морзе |
| Биение шпинделя конуса Морзе | 0005″ или менее | .0005″ или менее |
| Ход поперечины | 4,25″ (110 мм) | 4,25″ (110 мм) |
| Конус шпинделя задней бабки | #0 Морзе | #0 Морзе |
| Ход шпинделя задней бабки | 1,75″ (44,5 мм) | 1,75″ (44,5 мм) |
| Шкала транспортира | от 0° до 45° на 5° | от 0° до 45° на 5° |
| Градуировка маховика | 001″ (0,01 мм) | 001″ (0,01 мм) |
| Маховик | Стандартные маховики | Маховики с регулировкой нуля (за исключением станков с УЦИ, которые поставляются с маховиками УЦИ) |
| Диапазон скоростей шпинделя с электронным управлением | от 70 до 2800 об/мин | от 70 до 2800 об/мин |
| Общая длина | 23″ (584 мм) | 32,5″ (826 мм) |
| Ширина общая | 10,25″ (260 мм) | 10,55″ (267 мм) |
| Общая высота | 8″ (203 мм) | 8,5″ (216 мм) |
| Вес в упаковке | 24 фунта (10,9 кг) | 30 фунтов (13,6 кг) |
| Технические характеристики двигателя | ||
| Входное напряжение | от 100 до 240 В переменного тока, 50 или 60 Гц | |
| Выход на двигатель | 90 В постоянного тока | |
| Розыгрыш тока | от 0,5 до 15 А в зависимости от нагрузки | |
| Частота вращения выходного вала без нагрузки | 6000 об/мин (без шкива) | |
| Щелкните здесь, чтобы получить более подробные характеристики | ||
| Характеристики шпинделя | ||
| Осевой люфт шпинделя (заводская регулировка предварительного натяга) | 0,0002″ (0,005 мм) или меньше, обычные шкивы | |
| Биение на носу | 0,0005″ (0,013 мм) или менее | |
| Подшипники | Два 20-мм шарикоподшипника со смазкой на весь срок службы и регулируемым предварительным натягом | |
Если вы работаете с латунью или деревом, мы рекомендуем вам использовать пылезащитный чехол тумблера, чтобы защитить двигатель и регулятор скорости.