Проект “станок с чпу своими руками” + чертежи
В интернете не так много готовых проектов по которым можно самостоятельно собрать себе станок с чпу.
- Многие жаждут денег за подобные конструкции, которые по сути ничего из себя не представляют.
- Поэтому я взял какой-то станок, который нашел на авито и на его базе, точнее по фоткам, быстренько “спроектировал”, а точнее нарисовал станок.
- Мой проект поможет тем, кто хочет самостоятельно своими руками собрать фрезерный станок с чпу.
- Причины могут быть разные, нет денег на готовый или просто хочется построить что-то своими руками.
В любом случае данная статья для Вас.
Написать эту статью подтолкнуло очередное заявление одного “производителя”
Некоторые “спецы” продают станки чпу и их комплектующие дешево, пытаясь, как мне кажется, заработать на неосведомленности жаждущих заполучить такой волшебный станок для своих столярных целей.
Я говорю о фрезерных станках с чпу по дереву, так как по моему разумению, они не годятся для коммерческого использования и причиной тому – время затрачиваемое на обработку изделия, а большинство нуждается в таком станке в коммерческих целях.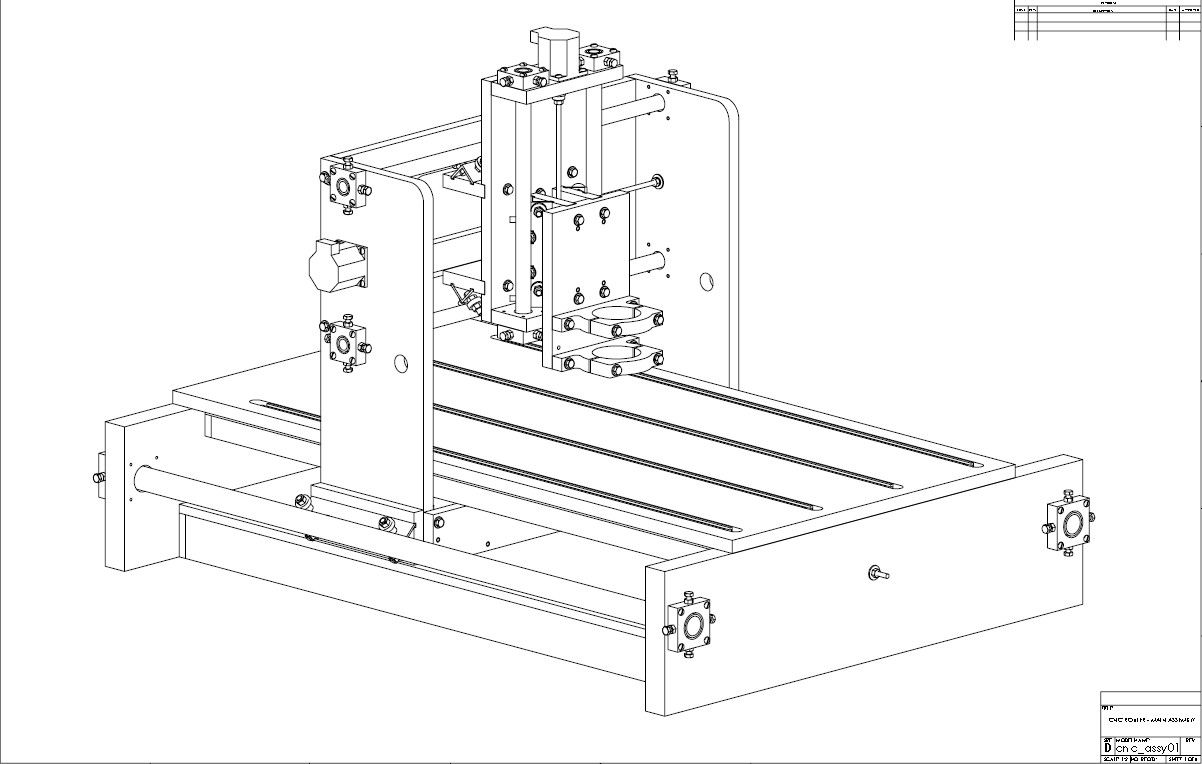
Если у вас много времени, то эта статья поможет сэкономить денег, если вы вдруг решите собрать такой станок.
В данной статье вы получите полную информацию по механике трех-осевого станка портального типа, вы найдете чертежи и файлы для передачи на производство или самостоятельного изготовления элементов и комплектующих станка.
Сложности и трудности
Основная сложность – это подбор нужных комплектующих под свои желания рабочего поля станка.
Сделано все под готовые детали с алиэкспресс. По сути вы получаете готовый конструктор и проблем со сборкой возникнуть не должно.
План действий по сборке фрезерного станка
1. Определяем размеры станка
- Размер рабочего поля станка зависит от ходовых винтов
- Винты со стандартной разделкой концов продаются на али комплектами.
- В комплект входит: винт, гайка, крепление гайки, муфта и держатели винтов.
Данный станок имеет следующие размеры:
- оси Y: винт 700мм, профиль 685мм.

- соединительный профиль 685мм
- оси X: винт 500мм, профиль 455мм.
- ось Z: винт 300мм
при этих параметрах
- рабочее поле станка: X-295мм Y-480мм Z-160мм. размеры без установленных концевиков.
Пример
для увеличения размеров по оси Y
берем винт 1500мм, тогда длина профиля составит 1485мм (1500-700+685=1485) увеличиваем ось X (портал)
для винта длиной 1200мм понадобится профиль длиной 1155мм (1200-500+455=1155)
а длина соединительного профиля составит 1385мм (685+(1200-500)=1385)при таких винтах получаем станок с рабочим полем X-995м Y-1280мм Z-160мм
2. Металлические части
- Станок состоит из 14 разных частей 6мм конструкционной стали Ст3. Части собираются посредством сварки, для позиционирования используется шип-паз, с его помощью без труда собираются элементы в единую деталь.
- Кликнув по картинке в описании можно посмотреть номер и количество деталей необходимых для сборки станка.
- Элементы детали рекомендую заказывать на лазерной резке. Малые отверстия КЕРНИМ для дальнейшего просверливания отверстий и нарезания резьбы.
3. Алюминиевый профиль
- Металлический профиль 60х60 30 серия нарезаем в размер в зависимости от длины выбранного ходового винта.*
- Выбираем длину винта и получаем длину профиля для каждой оси. Как посчитать я писал выше.
- Для соединения сварных деалей с профилем используются Т-образные гайки
- Винты М5,M6,M8,М10
4. Комплектующие с АЛИ
Для механики потребуются:
- Четыре винта 1605 (ШВП) разной длины (оси Х,Y,Z)
- Четыре гайки 1605
- Четыре муфты с диаметрами 10мм и 8мм
- Четыре крепления гайки
- Четыре фиксируемые опоры FK12
- Четыре Шаговых мотора серии NEMA23 на 18кгс
- Цилиндрические рельсы SBR20 на ось X,Y SBR16 на ось Z
- Подшипники SBR20UU на X,Y (8 шт. ) SBR16UU на Z (4 шт.)
 ) SBR16UU на Z (4 шт.)
) SBR16UU на Z (4 шт.)ШВП – Шариковинтовая передача 1605, где 16 его диаметр, а 5 шаг на 1 оборот.
* профиль тоже можно посмотреть на алиэкспресс
5. Сборка деталей
- Предварительно во всех элементах нарезаем резьбу согласно чертежам.
- Сборка элементов производится посредством шип-паза, после сборки и фиксации – провариваем.
- Провариваем без фанатизма, иначе поведет и все будет кривое.
- Варим на прихватки либо завариваем шип-паз или комбинируем.
5.1. Собираем “углы” крепления основоной рамы станка
Для сборки необходимо собрать из деталей 1,2,3,4 угловые элементы рамы станка с чпу, чертеж прилагается.
Предварительно нарежьте резьбу согласно чертежу.
Обратите внимание, что “углы” собираются зеркально
Теперь у нас есть 4 “угловых” элемента5.2. Собираем стойки портала
Стойки портала для станка с чпу собираются аналогично угловым элементам, берем детале 5,6,7,8 и внимательно собираем.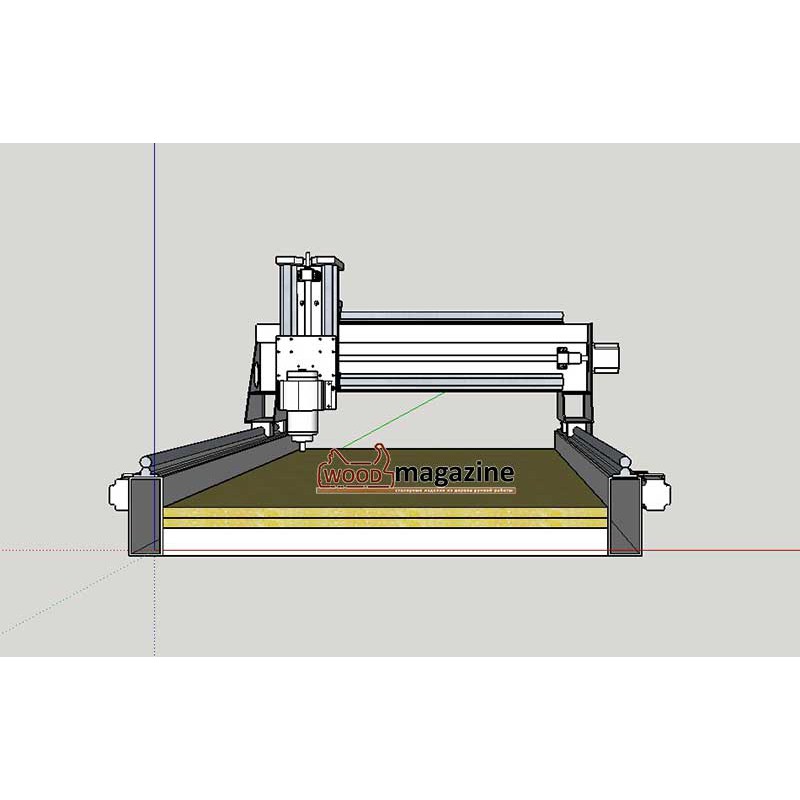
Cледите за тем с какой стороны устанавливаете маленькие детали, на Деталь 5 устанавливается мотор приводящий в движение каретку по оси.
Предварительно нарежьте резьбу согласно чертежу.
5.3. Собираем ось Z станка своими руками
Основу оси Z собираем из деталей 9,12,13, смотрим на картинку и внимательно собираем, не перепутайте.
Предварительно нарежте резьбу согласно чертежу.
Фиксируйте свариваемые детали, к примеру можно взять квадратную трубу и притянув к ней струбцинами детали получим угол 90 градусов. Даже если не получится идеального угла, муфта соединения вала мотора с ШВП (винтом) имеет мягкую вставку, которая компенсирует не соосность.
6. Собираем сам станок
Все элементы готовы и теперь осталось только собрать-скрутить все детали в одно целое, чтобы получить станок на который впоследствии установить чпу систему.
Алюминиевый конструкционный профиль собирается на Т-гайках, поэтому берем горсть гаек и винтов я использую с внутренним шестигранником (DIN 912). Берем винты класса прочности 8.8 они есть в любом хозмаге.
6.1. Собираем левую и правую часть оси Y
- 1. устанавливаем угловые элементы.
- 2. Собираем направляющую, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к алюминиевому профилю 60х60 винтами М6.
- 3. Тиким же образом собираем вторую направляющую.
- 4. Все теми же винтами М8 соединяем обе направляющие между собой заранее подготовленным профилем, который задает длину оси X, получаем основание станка. Не затягиваем.
- 5. В угловые элементы устанавливаем фиксируемые опоры винтов FK12, крепим на винты М5.
- 6. Берем винт с накрученной на него гайкой, одеваем крпеление гайки к стойке и прикручиваем его на 6 винтов М5.
- 7. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12 слегка фиксируя гайкой на опоре.
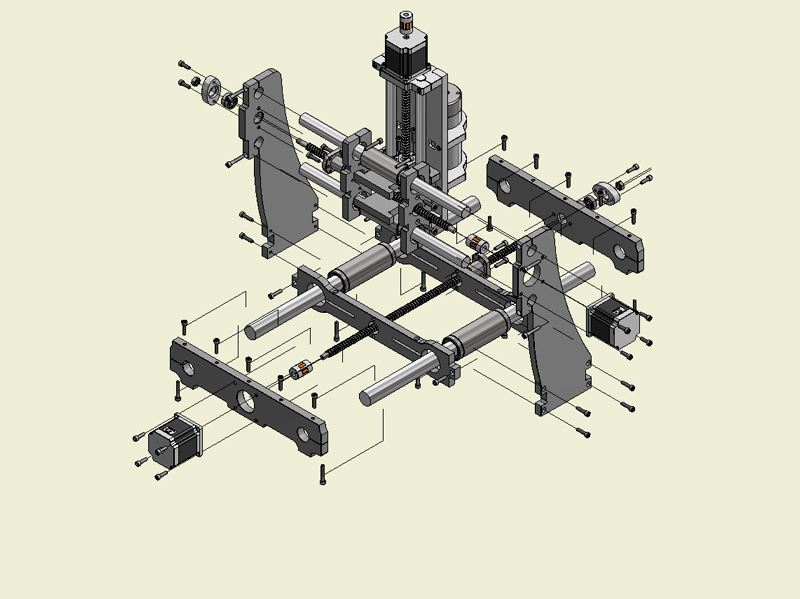
- 8. Шаговый двигатель NEMA 23 c надетой на вал муфтой, устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 9. Затягиваем гайку, фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП и валу двигателя, затягивая винты на соответсвующих половинках муфты.
6.2. Портал фрезерного станка, ось Х
- 1. Соответвующие стороне стойки портала крепим на подшипники SBR20UU на винты М5. Гайку ШВП (SFU1605) не прикручиваем к стойке.
- 2. Устанавливаем заготовленный для портала профиль и прикручиваем его винтами М8,
- 3. Прокатываем портал в одну сторону до упора и подтягиваем винты М8 основной рамы станка.
- 4. Прокатываем портал в противоположную сторону и подтягиваем винты основной рамы станка.
- 5. Проверяем как перемещаяется портал, прокатывая его из стороны в сторону. Нужно добиться плавного перемещения портала по всей длине оси Y. После чего протягиваем винты основной рамы станка.
- 6. Собираем направляющую оси X, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к конструкционному профилю сечением 60х60 винтами М6.
- 7. В правую часть портала устанавливаем опору винта FK12, прикручиваем винтами М5.
- 8. Собираем винт, накручиваем на него гайку, на гайку одеваем крпеление и прикручиваем его на 6 винтов М5.
- 9. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12, слегка фиксируя гайкой на опоре.
- 10. Шаговый двигатель NEMA 23 c надетой на его вал муфтой устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 11. Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.

 Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.
Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.6.3. Ось Z фрезерного станка
- 1. Опору FK12 устанавливаем снизу платформы оси Z, крепим на винты М5.
- 2. Устанавливаем основу оси Z на подшипники SBR20UU, крепим винтами М5. Подтягиваем винты.
- 3. Прокатывая влево, подтягиваем винты крепления профиля к стойке, прокатывая вправо, подтягиваем винты крепления правой стойки.
- 4. Регулировкой добиваемся плавного движения оси X, затягиваем винты крепления профиля к стойкам.
- 5. Одеваем подшипники SBR16UU на цилиндрические рельсы SBR16, крепим их через проставки Деталь 14 к основе оси Z винтами М5
- 6. Прикручиваем Деталь 10 на подшипники SBR16UU, подтягиваем винты.
- 7. Перемещая каретку оси Z, добиваемся плавного хода, фиксируем винты крепления цилиндрического рельса и Детали 10.
- 8. Устанавливаем винт с гайкой и модулем крепления гайки к подвижной пастине крепения шпинделя. Фиксируем финт гайкой на опоре.
- 9. устанавливаем двигатель с муфтой.
- 10. Устанавливаем крепление шпинделя. В данном варианте используется проставка под брекет шпинделя.

Ну вот, собственно, и вся сборка станка чпу своими руками которую осилит любой желающий.
Ведь здесь от вас требуется только сварка и нарезание резьб. Ну может, еще подрезать цилиндрические рельсы.
- Не забудьте протянуть все винты.
- Если нужно, установите концевики, гибкий кабель-канал.
- Если лень нарезать резьбы, используйте винты с гайками.
Что можно доработать
- Добавить крепления гибкого кабель-канала.
- Увеличить жесткость, например добавить перемычек или сделать “жертвенный” стол из фанеры 18мм
- Проработать стойки портала и конструкцию оси Z, облегчив всю конструкцию.
Заключение
Этот станок может собрать каждый.
Я постарался до мелочей рассказать и показать как и из чего можно все это собрать.
- Габарит станка вы выбираете сами, только не надо делать длинные станки с таким конструктативом.
- Такой станок – прекрасная возможность познакомиться с обработкой материалов резанием. Вы узнаете на каких режимах сможет работать станок с таким конструктативом, сколько времени будет занимать изготовление той или иной детали, 3д картины и тд.
И уже потом сделаете вывод на собственном опыте (как это сделал я собрав второй станок) первый тут), что вы хотите от фрезерного станка с чпу и будете понимать, что могут и что не могут станки супербюджетного ценового диапазона.
И не будете вестись на всякие там уловки, что этот станок все сделает за вас, он позводлит вам сделать все то о чем вы только мечтали.
Мое любимое изречение продаванов таких станков “хотите мы можем поставить такой шпиндель, а хотите в пять раз мощнее”.![]() И ни один не спрашивает, а что вы будете на нем резать. Мощьный шпиндель на дохлом станке не сможет раскрыть весь потенциал, и так со всеми элементами станка.
(это касаемо дешевых полусамодельных станков коих пруд пруди)
И ни один не спрашивает, а что вы будете на нем резать. Мощьный шпиндель на дохлом станке не сможет раскрыть весь потенциал, и так со всеми элементами станка.
(это касаемо дешевых полусамодельных станков коих пруд пруди)
Станок – это железяка и очень непростая, когда дела касается нагрузок, огромную работу нужно провести, чтобы заставить его работать правильно.
Все в этой статье – мое собственное мнение, основанное на личном опыте постройки и обслуживании своих станков и модернизации станков от таких “супер-пупер” производителей.
Я не являюсь супер специалистом в данной области и у меня нет никаких ученых степеней, но есть 5 летний опыт работы на своих двух самодельных станках.
Успехов тем, кто хочет собрать свой станок!
Если понравиться статья ПОДЕЛИСЬ в соцсетях! пусть как можно больше желающих собрать станок своими руками получат такую возможность.
сделаем хэштег данного проекта #станоксавито
 youtube.com/embed/nXyHm51sNfs?ecver=1″ frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/nXyHm51sNfs?ecver=1″ frameborder=”0″ allowfullscreen=””/>
Самодельный станок с чпу | Все Станки
Сборка самодельного фрезерного ЧПУ станка занимает от одной до нескольких недель. Станина для него изготавливается из профильной трубы сечением 80х80 мм. Аппарат будет размещаться на верстаке, а мощное основание обеспечит лучшую устойчивость всей конструкции, предотвращая последствия вибраций. Направляющие фиксируются на подставке из профильных труб сечением 60х20 мм.
Собираем станину не с помощью сварки, а на резьбовых болтовых соединениях. В противном случае случаются силовые деформации. Резьбовая сборка позволит избежать люфтов и перекосов. После этого самодельный CNC агрегат сможет обрабатывать материал:
- дерево;
- пластик;
- листовой металл до 4 мм.
Оптимальным размером рабочей поверхности самодельного станка ЧПУ будет площадка 350х320 мм.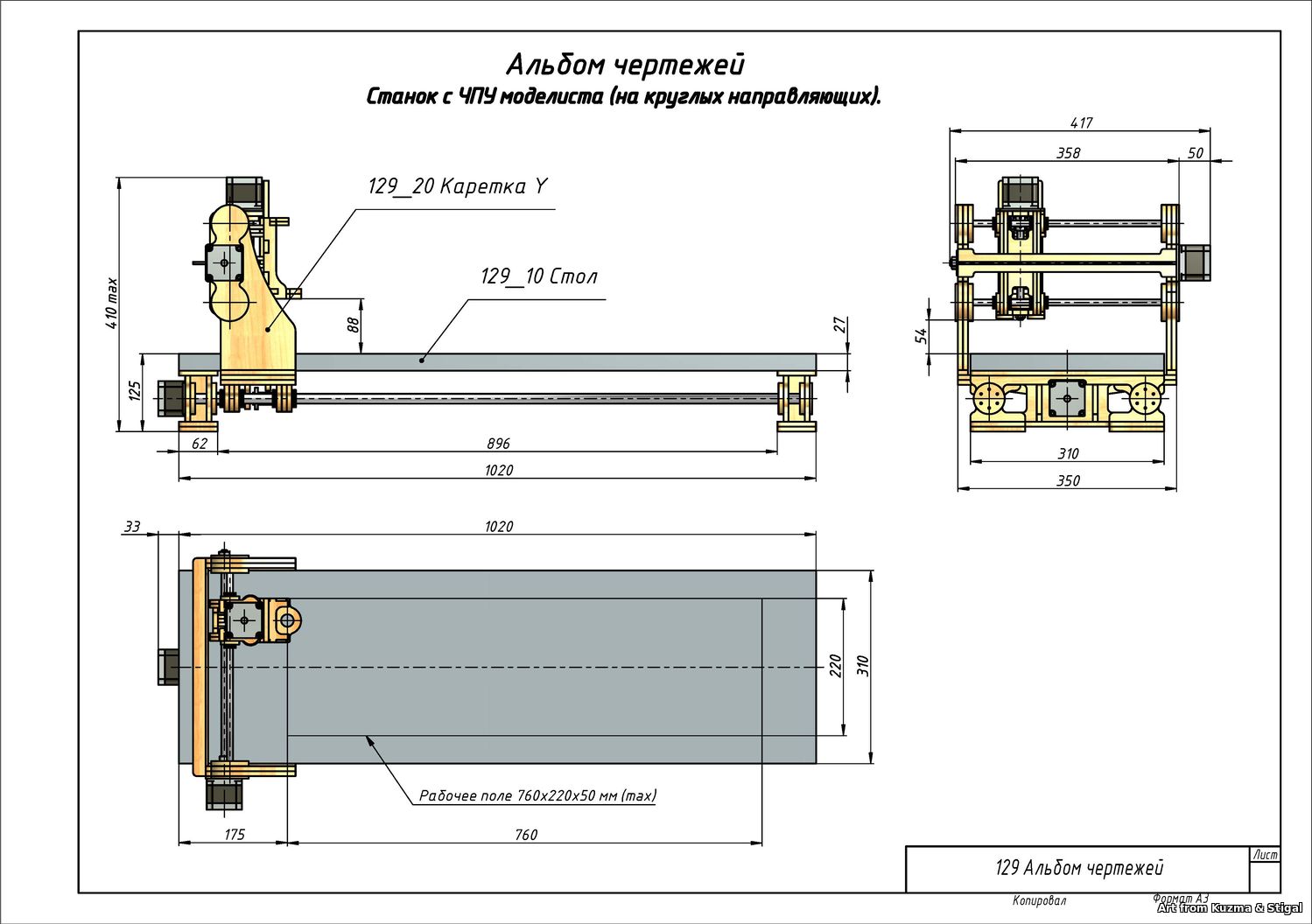 В эти габариты укладывается большинство востребованных изделий. Диаметр направляющих валов для осей подбирают в пределах 10-20 мм. Для вертикальной оси он должен быть максимальным, так как она испытывает силовую нагрузку. Подшипники скольжения и направляющие подойдут от старых принтеров.
В эти габариты укладывается большинство востребованных изделий. Диаметр направляющих валов для осей подбирают в пределах 10-20 мм. Для вертикальной оси он должен быть максимальным, так как она испытывает силовую нагрузку. Подшипники скольжения и направляющие подойдут от старых принтеров.
Передачу вращения от мотора на шпиндель осуществляет зубчатый ремень шириной не менее 10 мм. Плоские ремни в самодельном ЧПУ станке будут проскальзывать. Востребованным будет шаговый двигатель, имеющий крутящий момент не менее 18 кг/см. Мощность его будет 1,5 кВт.
В короб ставятся важные блоки:
- контроллер;
- материнская плата;
- частотный конвектор.
Пространство обеспечиваем хорошим продувом, так как в жаркую погоду наблюдается перегрев. Для подключения внешних устройств используется порт LPT. В программном обеспечении самодельных станков ЧПУ прописываются персональные драйвера для контроллеров. Последние выбираются четырехосного типа.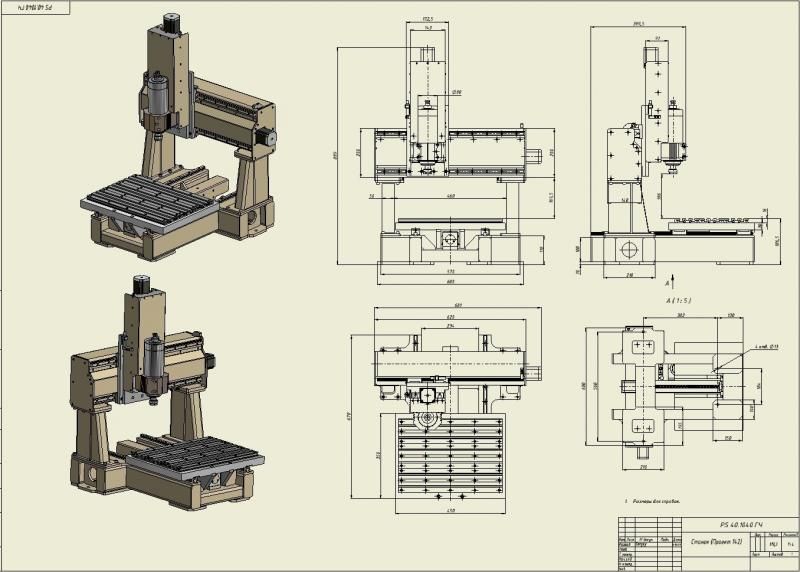 Короб защищает также от возможных помех.
Короб защищает также от возможных помех.
Важно знать, что контроллеры, оснащенные USB, не подойдут для станка с ЧПУ, использующего Linux.
В определенных случаях требуется установить систему охлаждения инструмента. Для этого ближе к шпинделю монтируют гибкий шланг. Второй его конец уходит в емкость с эмульсией. Для прокачки используется небольшая водяная помпа.
При выборе двигателя учитывается не только его мощность, но и скорость вращения, так как для инструментов небольшого диаметра требуются высокие обороты. В подобной ситуации выручает шаговый двигатель или коробка скоростей.
Предпочтительно выбирать готовые шпиндели, имеющие конус Морзе или возможность установки цангового патрона. В отличие от трехкулачковых патронов обеспечивается лучший захват инструмента при силовой нагрузке.
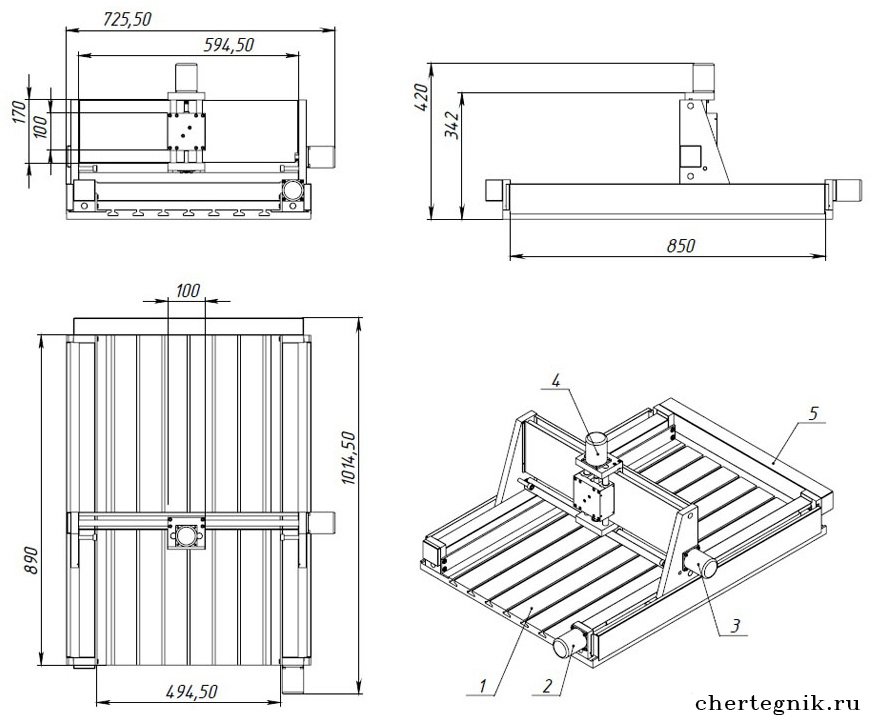
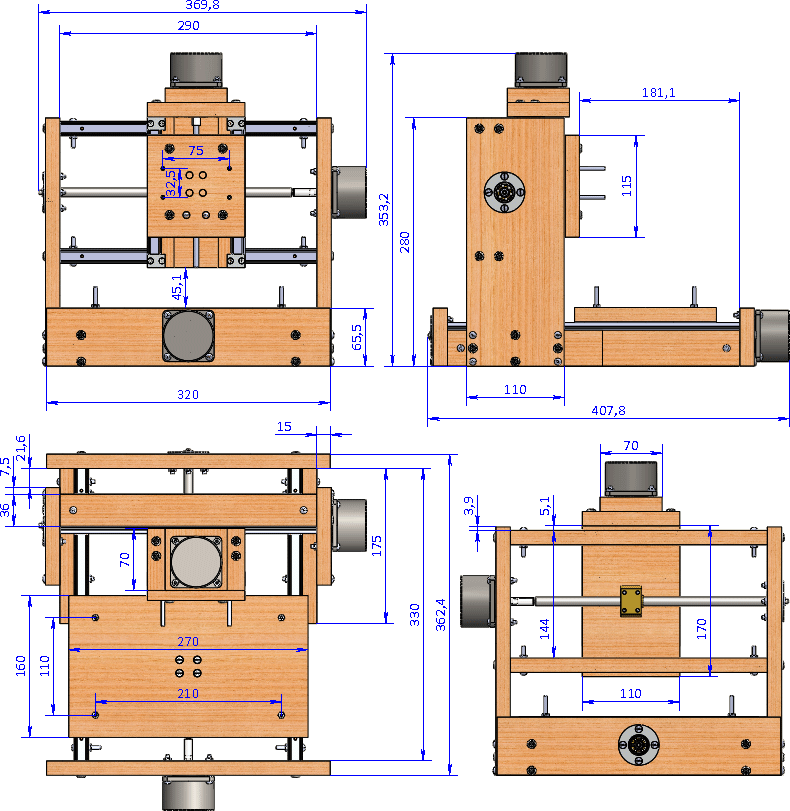
Представляем чертежи самодельных станков с габаритными размерами.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов.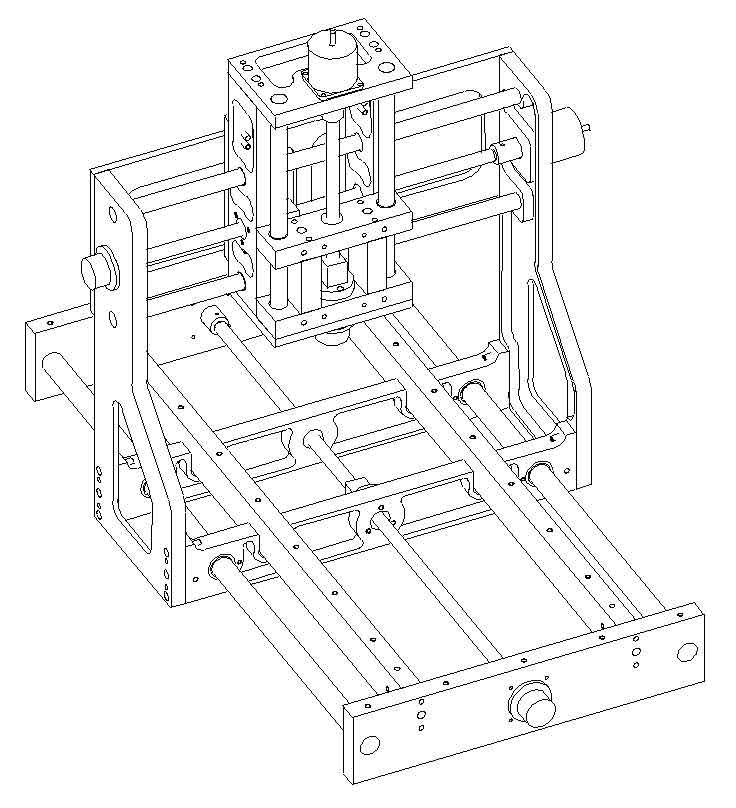 Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Строим самодельный ЧПУ фрезерный станок: пошаговая инструкция
Любой мастер, работающий с металлом, мечтает о приобретении дополнительного оборудования для расширения возможностей в плане производства. Однако новые станки не каждому по карману. Чтобы оборудовать мастерскую не обязательно покупать дорогое оборудование. Можно изготовить фрезерный станок с ЧПУ своими руками.
Фрезерный станок с ЧПУ своими руками
Выбор конструктивных особенностей
Перечень действий при разработке, изготовлению мини устройства для фрезерования по дереву следующий:
- Первоначально нужно определиться о каких работах идёт речь. Это подскажет, какие габариты и толщины деталей можно будет на нём обрабатывать.
- Сделать компоновку и предполагаемый перечень деталей на самодельный настольный станочек для изготовления своими руками.
- Выбрать программное обеспечение по приведению его в рабочее состояние, чтобы он работал по заданной программе.
- Приобрести нужные компоненты, детали, изделия.
- Имея чертежи, сделать своими руками недостающие элементы, собрать и отладить готовое изделие.
 Это подскажет, какие габариты и толщины деталей можно будет на нём обрабатывать.
Это подскажет, какие габариты и толщины деталей можно будет на нём обрабатывать. youtube.com/embed/PUPdiY_X42Q?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/PUPdiY_X42Q?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Конструкция
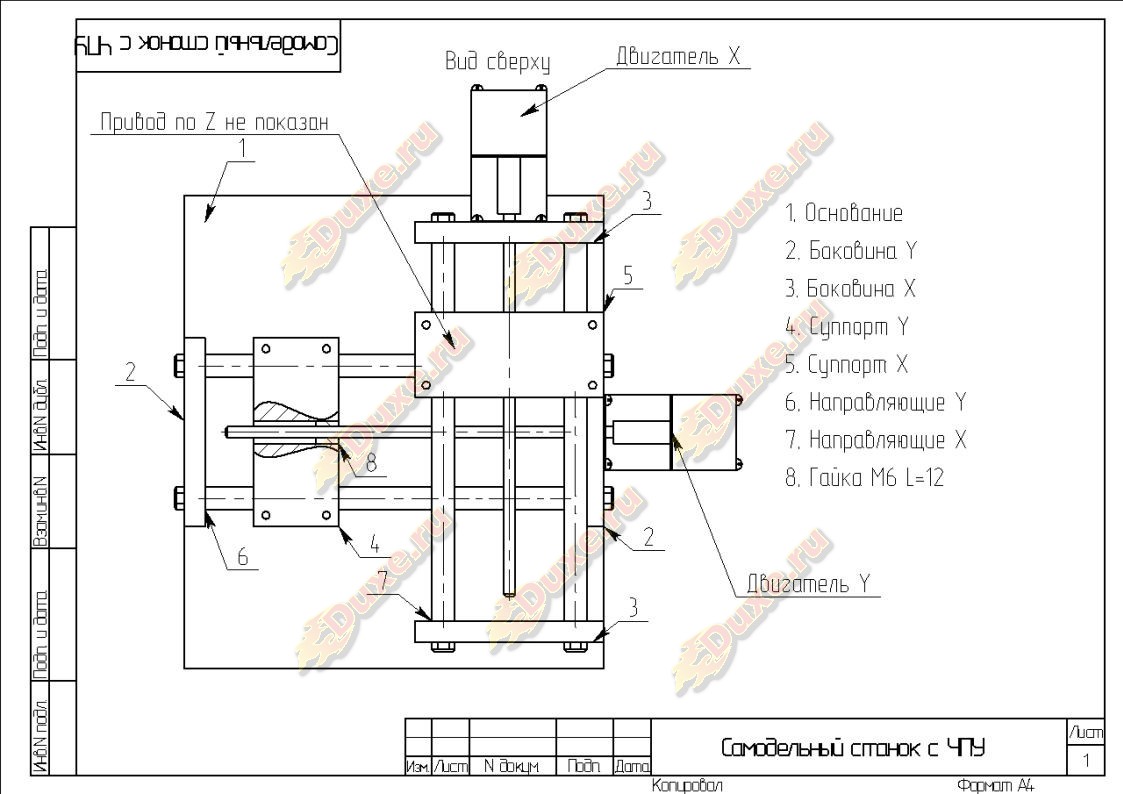
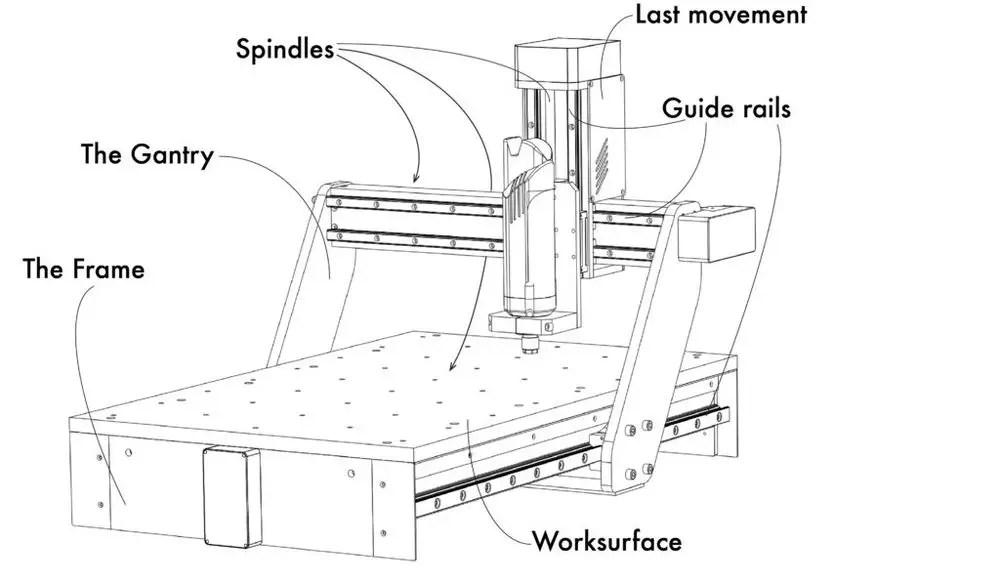
Самодельный станок состоит из следующих основных частей:
- станины с размещенным на ней столом;
- суппортов, имеющих возможность перемещения режущей фрезы в трех координатах;
- шпинделя с фрезой;
- направляющих по перемещению суппортов и портала;
- блока питания, обеспечивающего электроэнергией двигатели, контроллер или плату коммутации с использованием микросхем;
- драйверов для стабилизации работы;
- пылесоса для сбора опилок.
На станине устанавливают направляющие для перемещения портала по оси Y. На портале размещены направляющие для перемещения суппорта по оси X. Шпиндель с фрезой крепится на суппорт. Он двигается по своим направляющим (ось Z).
Контроллер и драйвера обеспечивают автоматизацию работы станка с ЧПУ за счёт передачи команд на электродвигатели. Использование программного комплекса Kcam позволяет использовать любой контроллер и обеспечивает управление двигателями в соответствии с внесённым в программу чертежом детали.
Конструкцию надо сделать жесткой, чтобы противостоять возникающим при работе рабочим усилиям и не приводить к вибрациям. Вибрации приведут к понижению качества получаемого изделия, поломке инструмента. Поэтому размеры крепежных элементов должны обеспечивать монолитность конструкции.
Самодельный фрезерный станок с ЧПУ используют для получения объёмного 3D изображения на деревянной детали. Она крепится на столе данного устройства. Его можно использовать и как гравировальный. Конструкция обеспечивает перемещение рабочего органа — шпинделя с установленной фрезой в соответствии с заданной программой действий. Перемещение суппорта по осям Х и Y происходит по шлифованным направляющим с применением шаговых электродвигателей.
Конструкция обеспечивает перемещение рабочего органа — шпинделя с установленной фрезой в соответствии с заданной программой действий. Перемещение суппорта по осям Х и Y происходит по шлифованным направляющим с применением шаговых электродвигателей.
Перемещение шпинделя по вертикальной оси Z позволяет изменять глубину обработки на создаваемом рисунке по дереву. Для получения рельефного рисунка 3D нужно сделать чертежи. Желательно использовать различные виды фрез, которые позволят получить лучшие параметры отображения рисунка.
Самодельный много функциональный фрезерный станок с ЧПУ Самодельный настольный фрезерный станок с ЧПУ по дереву Самодельный фрезерный станок с ЧПУ с металлической станиной
Особенности устройства
Современные фрезерные станки с ЧПУ представляют собой набор разнообразных механизмов, которые зависят друг от друга. Создать идентичную машину в домашних условиях невозможно. Однако это не означает, что нельзя собрать более простой станок. Главное знать из каких деталей он состоит и как их правильно объединить между собой.
Конструкция
Фрезерный станок представляет собой конструкцию, к которой есть режущая часть, корпус (конструкция), подвижные и соединительные элементы. Необходимо обозначить ключевые элементы оборудования:
- Станина. Представляет собой массивное основание, которое должно гасить вибрации двигателя и не давать станку двигаться при работе.
- Рабочий стол. Должен быть изготовлен из листа металла, чтобы при обработке заготовки не повредить рабочую поверхность.
- Направляющая станина по которой будет передвигаться режущая часть.
- Шпиндель.
- Направляющие для возможности изменения положения рабочего стола.
Главным элементом станка является электродвигатель. Выбирать его мощность необходимо в зависимости от обрабатываемых материалов. Минимальная мощность — 500 Вт. Оптимальным считается показатель в 2 кВт.
Выбирая электродвигатель на самодельный станок, желательно покупать модель с возможностью регулирования оборотов. Таким образом можно увеличить функционал самодельного оборудования и обрабатывать гораздо больше видов материалов.

Также на самодельный станок необходимо установить контроллер ЧПУ. Он представляет собой частотный конвектор и материнскую плату. Эти два элемента необходимо закрыть защитным кожухом, который убережёт их от повреждения во время работы.
Размеры
Размеры самодельного станка будут зависеть о того, какие детали и заготовки мастер хочет обрабатывать. Исходя из этого создаются рабочая поверхность. Нельзя забывать про то, что к размеру нужно прибавить направляющие, по которым будет передвигаться рабочий стол.
Рабочая поверхность
Подбор комплектующих
Для направляющих применяют прутки из стали D = 12 мм. Для лучшего перемещения кареток они шлифуются. Длина их зависит от размера стола. Можно использовать закаленные стержни из стали от матричного принтера.
Шаговые двигатели можно использовать оттуда же. Их параметры: 24 В, 5 А.
Фиксацию фрез желательно обеспечить цангой.
На самодельный фрезерный мини станок лучше использовать блок питания заводского изготовления, так как от него зависит работоспособность.
В контроллере нужно использовать конденсаторы и резисторы в корпусах SMD для поверхностного монтажа.
Сборка
Чтобы собрать самодельный станок для фрезерования 3D детали по дереву своими руками нужно сделать чертежи, подготовить необходимый инструмент, комплектующие, изготовить недостающие детали.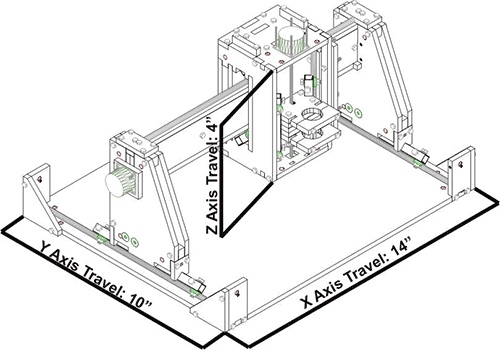 После этого можно приступать к сборке.
После этого можно приступать к сборке.
Очередность сборки своими руками мини станка с ЧПУ с обработкой 3D складывается из:
- направляющие суппортов устанавливают в боковины вместе с кареткой (без винта).
- каретки перемещают по направляющим до тех пор, пока их ход не станет плавным. Тем самым производится притирка отверстий в суппорте.
- затяжки болтов на суппортах.
- крепления сборочных единиц на станке и установка винтов.
- установки шаговых двигателей и соединения их с винтами при помощи муфт.
- контроллер выделен в отдельный блок для уменьшения влияния на него работающих механизмов.
Самодельный станок с ЧПУ после сборки обязательно должен быть опробован! Тестирование 3D обработки проводится посредством использования щадящих режимов для выявления всех неполадок и их устранения.
Работа в автоматическом режиме обеспечивается программным обеспечением. Продвинутые пользователи компьютеров могут использовать блоки питания и драйверы к контроллерам, шаговым двигателям. Блок питания преобразует поступающий переменный (220 В, 50 Гц) в постоянный ток необходимый для питания контроллера и шаговых двигателей. Для них управление станком с персонального компьютера проходит через порт LPT. Рабочими программами являются Turbo CNC и VRI-CNC. Для подготовки необходимых для воплощения в дерево рисунков используют программы графических редакторов CorelDRAW и ArtCAM.
Блок питания преобразует поступающий переменный (220 В, 50 Гц) в постоянный ток необходимый для питания контроллера и шаговых двигателей. Для них управление станком с персонального компьютера проходит через порт LPT. Рабочими программами являются Turbo CNC и VRI-CNC. Для подготовки необходимых для воплощения в дерево рисунков используют программы графических редакторов CorelDRAW и ArtCAM.
Большой портальный фрезерный станок с ЧПУ своими руками
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.
Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка
представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил).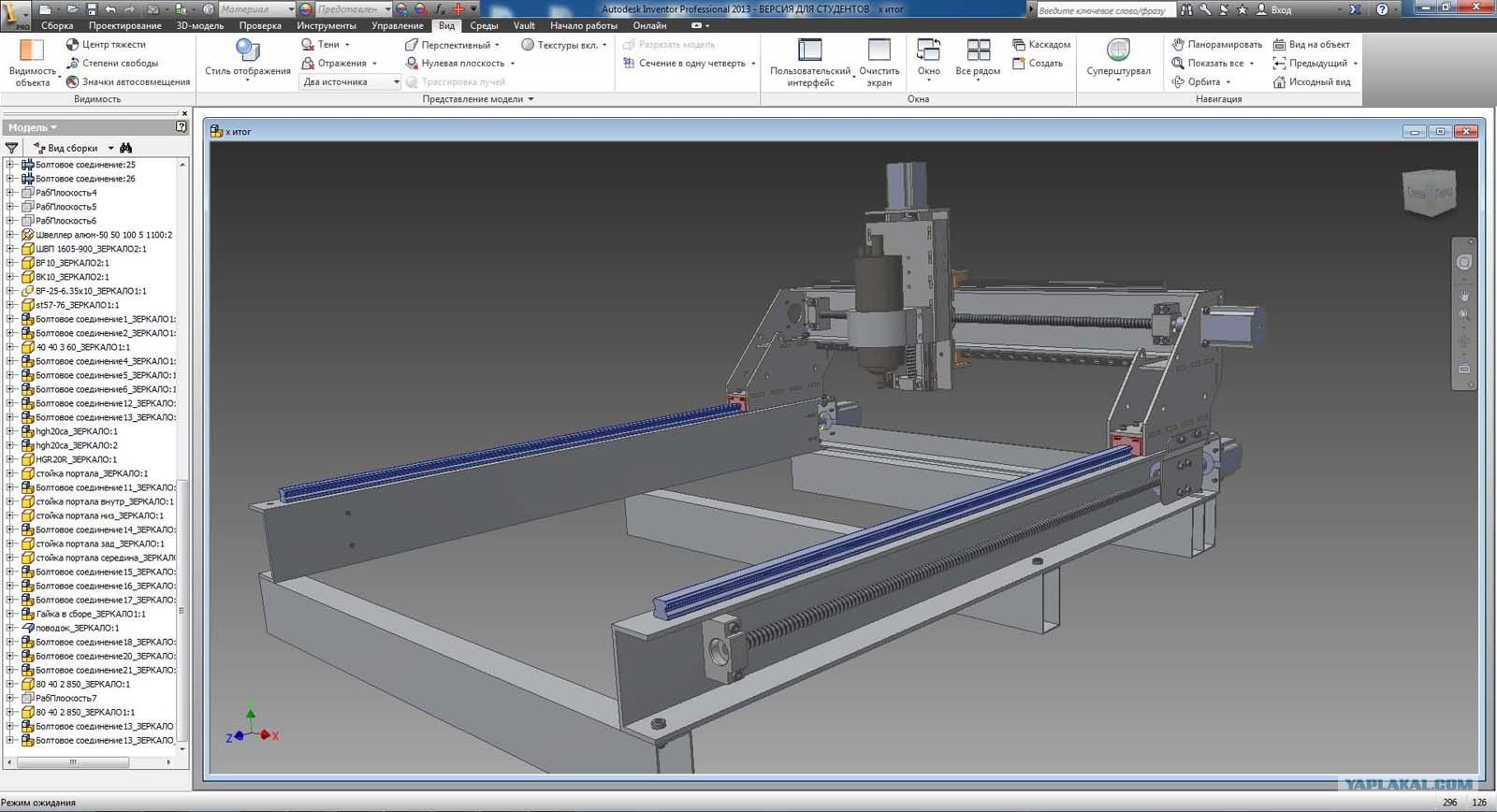 Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена. Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась… В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена. Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась… В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу.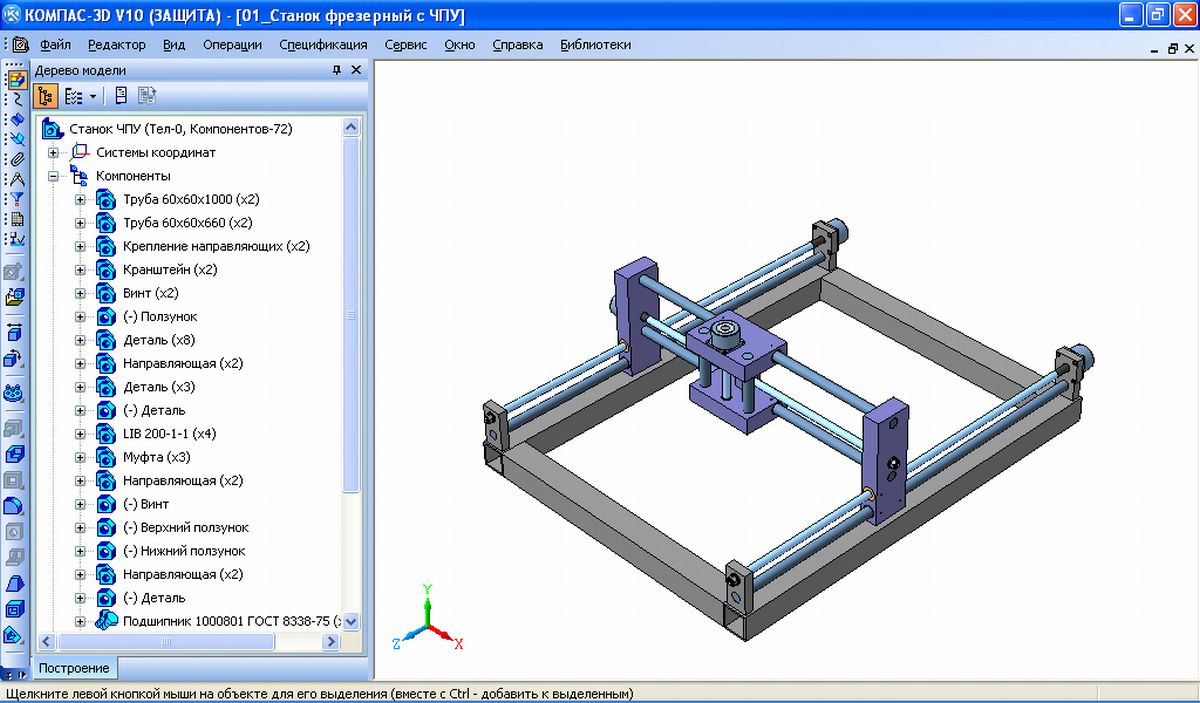 Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части
, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка.
В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach4. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach4, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
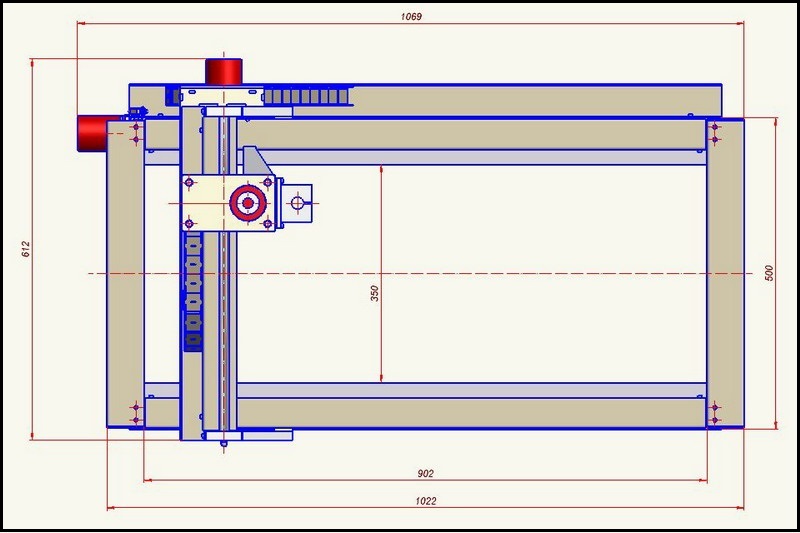
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200; Скорость перемещения осей, мм/мин: 3000; Мощность шпинделя, кВт: 2,2; Габариты, мм: 2800х2070х1570; Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм. Полоса металлическая 10х80мм. ШВП TBI 2510, 9 метров. ШВП гайки TBI 2510, 4 шт. Профильные направляющие HIWIN каретка HGh35-CA, 12 шт. Рельс HGh35, 10 метров. Шаговые двигатели: NEMA34-8801: 3 шт. NEMA 23_2430: 1шт. Шкив BLA-25-5M-15-A-N14: 4 шт. Шкив BLA-40-T5-20-A-N 19: 2 шт. Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт. Драйвер шагового двигателя DM542: 4шт. (Китай) Импульсный источник питания 48В, 8А: 2шт. (Китай) Частотный преобразователь на 2,2 кВт. (Китай) Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке:
В конечном итоге спустя почти полтора года, станок мы все же запустили.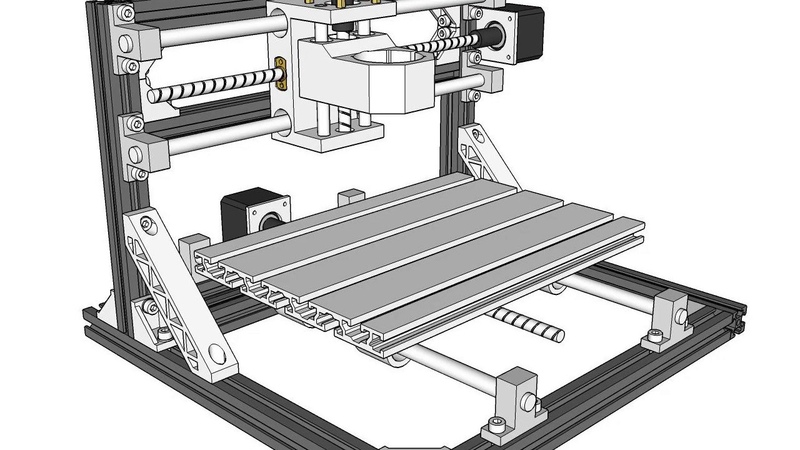 Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе:
Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…:
По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Итоги
Самодельный мини фрезерный станок с ЧПУ для получения 3D деталей прост в управлении, обеспечивает точность и качество обработки. При необходимости сделать более сложные работы нужно использовать шаговые электродвигатели большей мощности (например: 57BYGH-401A). В этом случае для перемещения суппортов нужно для вращения винтов использовать зубчатые ремни, а не муфту.
При необходимости сделать более сложные работы нужно использовать шаговые электродвигатели большей мощности (например: 57BYGH-401A). В этом случае для перемещения суппортов нужно для вращения винтов использовать зубчатые ремни, а не муфту.
Установку блока питания (S-250-24), платы коммутации, драйверов можно сделать в старом корпусе от компьютера, доработав его. На нём можно установить красную кнопку «стоп» для аварийного отключения оборудования.
Немного о шаговых двигателях
Любой агрегат с ЧПУ, в том числе и гравировальный станок, в обязательном порядке оснащается электродвигателями шагового типа.
При сборке самодельного фрезеровального оборудования с ЧПУ в качестве такого мотора можно использовать двигатели от старых матричных принтеров. В большинстве матричных принтеров установлено два таких элемента с достаточной мощностью.
Кроме этого, в матричных принтерах имеются еще и стальные стержни, изготовленные из прочной стали, которые также можно использовать в самодельном станке.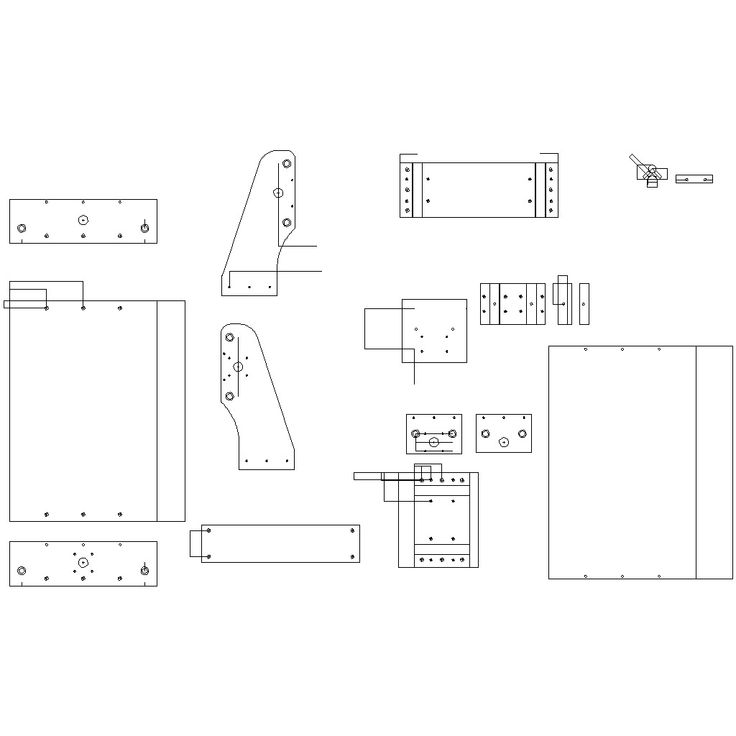
В этом случае следует отметить, что для сборки такого агрегата своими руками потребуется три отдельных двигателя шагового типа, а значит, придется искать и разбирать два матричных принтера.
Лучше, если такие двигатели будут иметь порядка пяти отдельных проводов управления, так как в этом случае функциональность самодельного станка увеличится в несколько раз.
Подбирая двигатели шагового типа для самодельного фрезерного станка с ЧПУ, необходимо выяснить число их градусов на один шаг, а также рабочее напряжение и обмоточное сопротивление.
Это поможет впоследствии правильно настроить все программное обеспечение оборудования.
Рекомендуется в качестве привода мини станка с ЧПУ, собранного своими руками, использовать гайку и шпильку соответствующих размеров.
Крепить вал двигателя шагового типа лучше всего при помощи резинового кабеля с толстой обмоткой. Он поможет и при присоединении самого двигателя непосредственно к шпильке.
Выполнить фиксаторы можно из изготовленной своими руками втулки с винтом. Для этого следует взять нейлон, а в качестве инструмента дрель и напильник.
ВАЖНО ЗНАТЬ: Работа фрезерных станков с ЧПУ по металлу
О том, как сделать своими руками гравировально-фрезерный станок с блоком ЧПУ, подробно рассказано на видео ниже.
Видео:
Фрезерный станок с ЧПУ своими руками. Часть 1. | Деревянные самоделки
Здравствуйте.
Сегодня я расскажу о самом большом на сегодняшний день моем проекте. Это сборка фрезерного станка с ЧПУ. В процессе работы были испытания, ошибки и их исправления, но как говорят «из песни слов не выбросишь» – описание ошибок наглядно объясняет причину конструктивных решений. Даже в кратком изложении текст получился очень длинный, поэтому я разбил статью на 3 части.
Фото финальной версии станка.Фото финальной версии станка.Нужен ли вообще в домашней мастерской деревообрабатывающий станок с ЧПУ? Вопрос спорный. Мастера скажут, что все можно сделать и руками, причем изделие будет нести свою энергетику, станет неповторимо и т.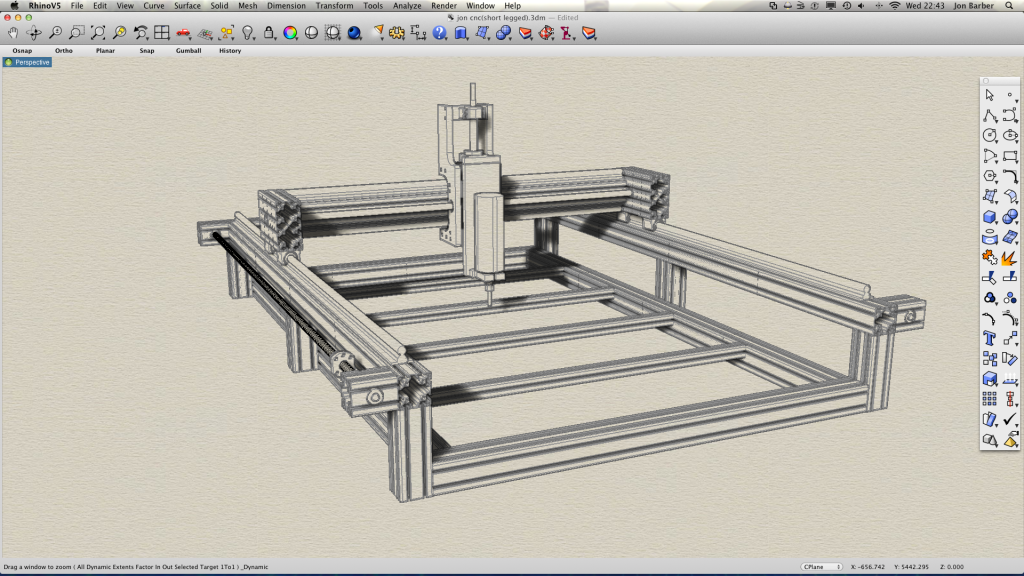 п. Возможно они будут правы, но на дворе 21 век и никуда от компьютерных технологий уже не деться. Даже эту статью не получилось бы сейчас читать, если не было бы компьютера или планшета/смартфона. Свой станок я собрал 2 года назад и могу сказать, что у меня стало больше возможностей, а многие детали изготовлять получается гораздо проще и точнее, особенно, если требуются абсолютно одинаковые. Вот небольшие примеры.
п. Возможно они будут правы, но на дворе 21 век и никуда от компьютерных технологий уже не деться. Даже эту статью не получилось бы сейчас читать, если не было бы компьютера или планшета/смартфона. Свой станок я собрал 2 года назад и могу сказать, что у меня стало больше возможностей, а многие детали изготовлять получается гораздо проще и точнее, особенно, если требуются абсолютно одинаковые. Вот небольшие примеры.
Например, фоторамку из фанеры 10мм и размером 60*90см было бы проблематично сделать из цельного куска фанеры без моего станка.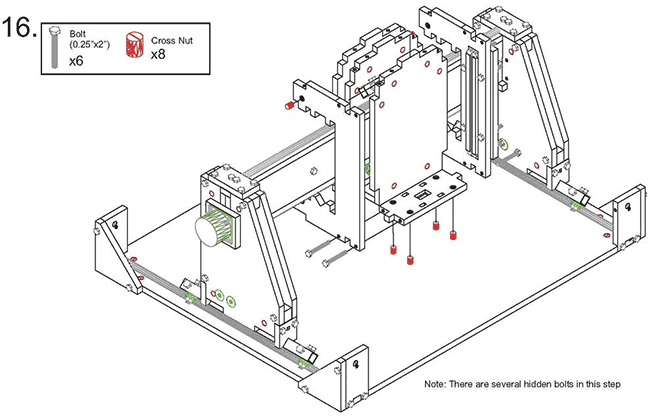 Изготовление «барашков», гнезд под гайки, различные круги без центрального отверстия – работа не сложная, но требует времени. Теперь это все делается только на станке.
Изготовление «барашков», гнезд под гайки, различные круги без центрального отверстия – работа не сложная, но требует времени. Теперь это все делается только на станке.
Сейчас предлагается огромное количество различных готовых станков, но стоимость их для хобби часто недоступна, хотя цена бывает вполне обоснована. Для меня был в первую очередь интересен сам процесс разработки и сборки станка, а уж потом перспективы его применения и возможности хотя бы вернуть потраченные деньги. Перед началом сборки я перечитал огромное количество статей в интернете, насмотрелся до тошноты фотографий готовых станков и с удивлением понял, что внятной инструкции нигде нет. Часто предложены готовые чертежи, что меня не устраивало или общее описание теории. Поэтому попытаюсь изложить ту информацию, которую удалось собрать и которой я в последствии руководствовался. К сожалению, статья тоже не раскрывает многие детали, так как информации очень много – по некоторым вопросам я хочу написать отдельные статьи.
Возможно многим это будет не интересно, так как информации слишком много, тогда при желании можно просто посмотреть картинки.
Сначала немного теории – только основные моменты . Все 3D станки имеют одно общее решение. Есть 3 оси по которым может двигаться обрабатывающий инструмент по нужной траектории. В зависимости от инструмента (фреза, лазер, нож, экструдер, карандаш и т.д.) можно получить разные по функционалу станки. Так как места в моей мастерской не много, я решил сделать универсальную станину на разные инструменты. Изначально рассчитывалось рабочее поле 600х900мм с ходом по вертикали 250мм, но реально получилось чуть меньше. За основу была взята конструкция фрезерно-гравировального станка.
Существует основные 2 конструкции:
1. С подвижным столом и неподвижным порталом;
2. С подвижным порталом и стационарным столом.
Первый вариант более прост конструктивно, но рассчитан только на небольшие по площади столы, второй наиболее распространен, причем эта конструкция различается по типу привода: с одним приводом по центру или двумя по бокам.
Два привода используются также в более громоздких конструкциях, так как меньше вариантов перекоса портала на направляющих из-за неравномерного скольжения по ним и при этом портал имеет большую жесткость.
В первую очередь нужно определиться с максимальными размерами рабочей области. Она зависит от предполагаемых задач. Нужно помнить, чем меньше станок, тем он получается бюджетнее. Нет смысла замахиваться сразу на большие размеры. Исправление ошибок в конструкции также обходятся дешевле на маленьких станках. Многие, кто собирал самодельные ЧПУ станки начинали с малых конструкций, а уже с помощью них делали более мощные модели.
Я буду рассматривать конструкцию с мобильным козловым порталом и стационарным столом. Для начала определимся с системой координат. Она стандартная – три оси X Y Z. Ось Х перемещает фрезер по порталу влево-вправо и она параллельна к торцу станка. Ось Y перемещает портал вперед-назад вдоль длинной стороны стола. Ось Z перемещает фрезер вверх-вниз.
Форма портала, соотношения расстояний между осями и направляющими, расстояние между подшипниками требует отдельной статьи – там много физики, сапромата, механики и возможно будет моя отдельная статья. Я перечислю только конечные выводы, которыми желательно пользоваться при проектировании конструкции (данные советы актуальны для фрезерного станка, для лазера конструкция может быть значительно легче и проще):
– минимизировать расстояние по вертикали между направляющими оси Y и нижней направляющей оси X, то есть чем меньше зазор над столом, тем жестче конструкция. В некоторых станках проектировщики специально поднимают рельсы оси Y выше над столом, чтобы увеличить толщину заготовки, но сократить это расстояние;
– направляющие оси Z должны быть максимально жесткими и не очень длинными, чтобы избежать прогиба и биения при движении фрезы в заготовке;
– стараться максимально увеличить расстояние между направляющими оси Х, это снизит кручение;
– желательно определить центр тяжести портала и выбрать такую форму боковых опор, чтобы он попадал в точку размещения фрезы и при этом находился между передним и задним подшипниками оси Y. Поэтому вертикальные стойки часто имеют изогнутую назад форму. В своем станке я определял примерный центр тяжести экспериментально и об этом расскажу ниже.
Поэтому вертикальные стойки часто имеют изогнутую назад форму. В своем станке я определял примерный центр тяжести экспериментально и об этом расскажу ниже.
Есть еще несколько моментов, но я их сразу не учел и это привело к необходимости изменения конструкции. О них я подробно расскажу в процессе описания сборки как собственные ошибки, поэтому советую дочитать статью до конца.
Кроме этого, обязательно при сборке станка нужно добиться максимальной жесткости соединений. Любые люфты приводят к потере как точности (инструмент будет двигаться не по нужной траектории), так и повторяемости (траектория правильная, но второй проход может быть смещен относительно первого).
Выбор материала. Как и многие самоделки, свой первый вариант я начал делать из фанеры. Это значительно дешевле алюминия и проще в сборке, тем более что нужно прочувствовать конструкцию и выявить ее недостатки. В качестве направляющих я брал рельсы и стержни из полированной нержавейки. Это достаточно не дешевый вариант, но наиболее долговечный и жесткий конструктивно (цена-качество для меня была наиболее оптимальное).
Приводные винты – ШВП. Это на сегодня самый дорогой вариант. Можно делать привод используя обычную строительную шпильку, зубчатые ремни, шпильку с трапецеидальной резьбой, велосипедные цепи, тросы и т.д. Все они имеют люфты, с которыми придется бороться, но в моем варианте они минимальны. Шаговые двигатели покупал специализированные. Часто бытует мнение, что можно взять двигатели от матричных или лазерных принтеров. Я имею отношение к ремонту этого оборудования и могу сказать, что возможно они подойдут только для привода с зубчатым ремнем и на небольшие станочки, так как слабые по моменту сил и имеют огромный угол поворота за один шаг. ШВП у меня перемешает гайку за один оборот на 5мм. Если у двигателя угол 12 градусов, то за один шаг будет 1мм – это максимальная точность, поэтому использовать их не получится.
Для удешевления конструкции использовал обычные подшипники, а все фланцы и кронштейны делал фанерными. По опыту других конструкций могу сказать, что на небольших оборотах, где нет сильного нагрева подшипников они ничем не хуже и если плотно запрессовать подшипник, то вынуть его удастся только распилив деталь.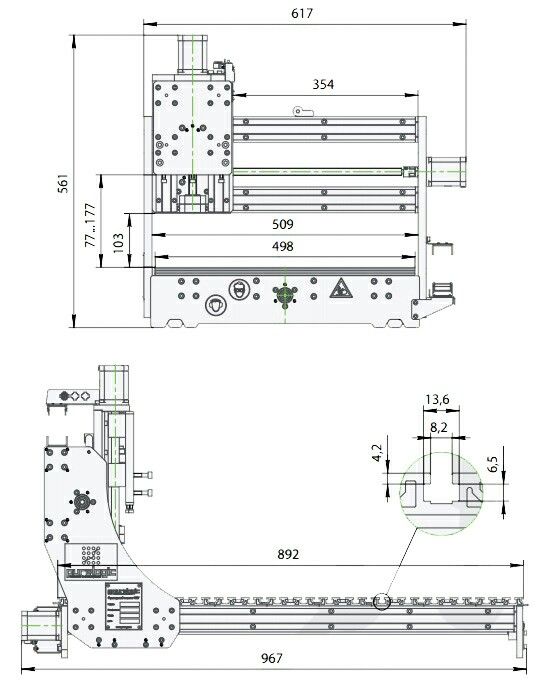 Существует несколько способов установки подшипников на винт. Я использовал вариант, когда винт имеет 2 независимых подшипника на концах и крепится к двигателю на гибкой муфте. Это было среднее по простоте-качеству соединение. Можно купить готовые наборы со всеми крепежами и подшипниками для ШВП – работы заметно убавится, но расходы тоже существенно возрастут и опять же – ремонт будет возможен только заменой детали, а фанерную можно вырезать заново и быстро.
Существует несколько способов установки подшипников на винт. Я использовал вариант, когда винт имеет 2 независимых подшипника на концах и крепится к двигателю на гибкой муфте. Это было среднее по простоте-качеству соединение. Можно купить готовые наборы со всеми крепежами и подшипниками для ШВП – работы заметно убавится, но расходы тоже существенно возрастут и опять же – ремонт будет возможен только заменой детали, а фанерную можно вырезать заново и быстро.
Сборку всех основных деталей решил делать на ящичных шипах. Такого я нигде не видел и считаю собственным изобретением, так как мне очень не нравились конструкции скрепленные с помощью болтов и ощетинившиеся гайками как броненосец «Потемкин». Для нарезки шипа использовал свою самодельную ящичную шипорезку.
Сборку станка начал с вертикальной оси Z как самой маленькой, но на которой можно было отработать все детали. Начал со сборки ШВП. Гайки и винты продаются как отдельно, так и в сборе. Я брал отдельно, так как не смог подобрать нужные по длине готовые винты.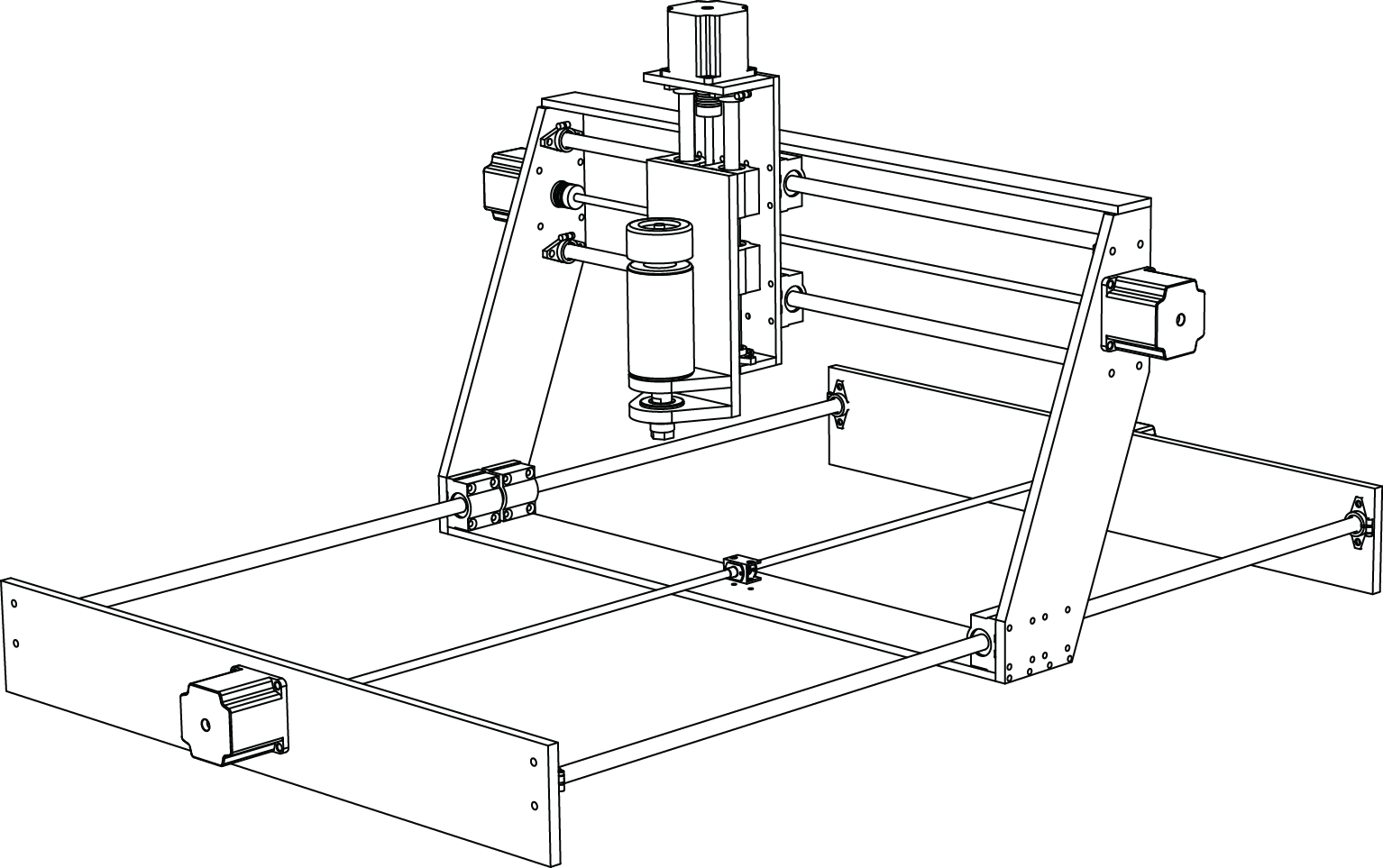 Кроме этого, заводская проточка рассчитана на фирменные подшипники и крепеж, который сложно заменить на обычный. Минусом такого выбора является необходимость самостоятельно обтачивать винт. Я думал, что с этим справится любой токарь и оказался не прав. Получилось только со второго раза и далеко не так идеально как я рассчитывал, но это другая история. После токарной обработки нужно надеть гайку на винт – это очень ответственная операция и любая ошибка может привести к высыпанию шариков. Поэтому советую собирать над емкостью, чтобы шарики не потерялись. Если гайка рассыпалась – это конечно печально, но не смертельно – ее можно собрать, хоть и не просто. У меня уже есть по этому поводу опыт.
Кроме этого, заводская проточка рассчитана на фирменные подшипники и крепеж, который сложно заменить на обычный. Минусом такого выбора является необходимость самостоятельно обтачивать винт. Я думал, что с этим справится любой токарь и оказался не прав. Получилось только со второго раза и далеко не так идеально как я рассчитывал, но это другая история. После токарной обработки нужно надеть гайку на винт – это очень ответственная операция и любая ошибка может привести к высыпанию шариков. Поэтому советую собирать над емкостью, чтобы шарики не потерялись. Если гайка рассыпалась – это конечно печально, но не смертельно – ее можно собрать, хоть и не просто. У меня уже есть по этому поводу опыт.
Наконец винты в сборе и на гайку вырезал я крепежный блок. С первого раза он не получился, так как сложно было определить его высоту. Это уже окончательный вариант. После этого собрал весь модуль оси Z. Длина направляющих больше винта. Это для экономии.
Так как по направляющей двигается два линейных подшипника, то съедается длина хода на расстояние между подшипниками, а так можно немного увеличить ход. У меня винт длиной 1 метр был разрезан на привод двух осей Z и Х и его хватило. Опоры направляющих стержней (диаметр 12мм) я сделал без дополнительных обжимных фиксаторов. На малой длине это получилось, а на более длинной оси Х уже нет. Самое сложное, это получить соосность всех деталей. Здесь важна точность иначе конструкция будет клинить или бить. Поэтому было много испытаний и подгонок. В качестве экспериментального привода использовал шуруповерт.
У меня винт длиной 1 метр был разрезан на привод двух осей Z и Х и его хватило. Опоры направляющих стержней (диаметр 12мм) я сделал без дополнительных обжимных фиксаторов. На малой длине это получилось, а на более длинной оси Х уже нет. Самое сложное, это получить соосность всех деталей. Здесь важна точность иначе конструкция будет клинить или бить. Поэтому было много испытаний и подгонок. В качестве экспериментального привода использовал шуруповерт.
Для пылезащиты передняя панель оси Z полностью закрывается в поднятом состоянии. Кроме этого большая плоскость позволяет навешивать разные инструменты, а боковые грани придают жесткость.
На этом первый этап сборки модуля оси Z был завершен. Пока всё без электрооборудования. Продолжение описания можно будет увидеть в части 2.
Если вы заинтересовались статьей, нажмите “палец вверх”.
Чтобы проще находить мои статьи, подпишитесь на канал.
Все вопросы и замечания пишите в комментариях.

фрезерные, токарные и сверлильные станки для домашней мастерской (110 фото)
Использование фрезеровочного станка бывает различным. Некоторые могут выполнять одну функцию, некоторые – несколько. Однако его покупка может быть довольно дорогой для простого обывателя. Поэтому, если вы хотите сэкономить, то наилучшим вариантом для вас будет сделать его дома своими руками. В данной статье вы узнаете, как это сделать.
Обычно дерево обрабатывает по кривому и прямому контуру. Основную работу совершает металлическая головка ножа, которая с большой скоростью двигается вверх и вниз.
У фрезеров могут быть различные варианты строения (и у каждого есть как свои плюсы, так и минусы):
- Одношпиндельная (шпиндель установлен в вертикальном положении)
- Однишпиндельные с подвижным шпинделем (можно менять угол наклона)
- Копировальный вариант фразера (размещение верхнее)
- То же, что и предыдущее, только размещение горизонтальное
Содержимое обзора:
Как же изготовить токарный станок по дереву?
Намного проще, чем вы думаете. Но не без определенных сложностей и нюансов. Сделать его можно из дрели или с использованием электрического мотора, снятого с другого носителя. Мощность, однако, должна быть не выше 500 Вт. Для изготовления привода прекрасно подойдет дрель.
Но не без определенных сложностей и нюансов. Сделать его можно из дрели или с использованием электрического мотора, снятого с другого носителя. Мощность, однако, должна быть не выше 500 Вт. Для изготовления привода прекрасно подойдет дрель.
Перед началом работы создайте подробный чертеж изделия. Обратите внимание на все мелкие детали – они должны быть тщательно прорисованы. Особенно аккуратно отнеситесь к масштабу.
Из материалов, которые должны быть у вас, надо иметь:
- Станину из металла
- Подручник
- Заднюю бабку
- Электромотор
Аккуратно соедините все детали вместе, как показано на фото. Вот и все! Самодельный станок готов!
Изготовление ЧПУ станка
Изготовление ЧПУ станка немного отличается от технологии создания обычного станка тем, что здесь имеется программа, которая будет контролировать его работу. Однако, как и многие другие станки, в его основе лежит балка с прямоугольным сечением.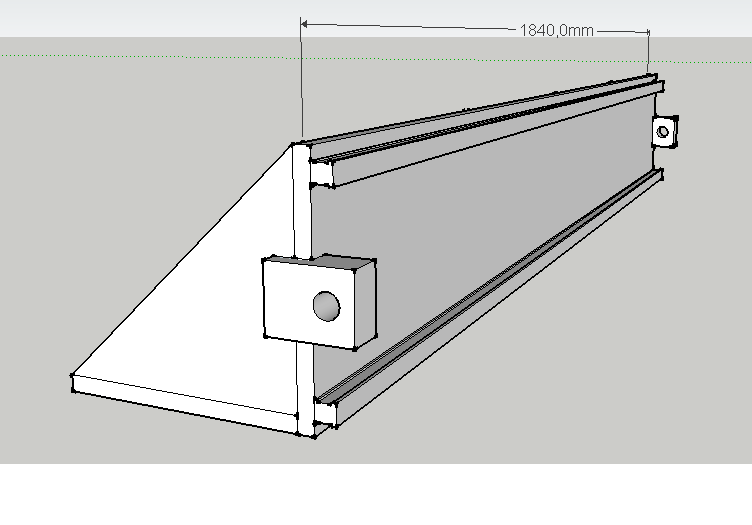
Важно для скрепления использовать не сваривание, а болты, так как это обеспечит большую прочность (вибрация на болты оказывает меньшее воздействие, чем на сварочные швы).
Постарайтесь предусмотреть возможность перемещения станка по вертикали. Это предоставит вам большее поле для экспериментов и использования вашей фантазии.
При сборке лучше всего начать с моторов. Они должны работать на электричестве и быть шагового типа. Прикреплять их надо прямо на ось, вертикально. Один будет двигать фрезер горизонтально, другой – вверх и вниз. После установки двигателей, переходите к прикреплению оставшихся частей конструкции.
Передаваться вращательные движения будут через систему ремней. Это обеспечит работу узловой системы.
Проверьте работоспособность фразера. Если все готова и нет дефектов, то можете подключать к нему программное обеспечение.
Какое оборудование нужно иметь?
Для того чтобы изготовить такой станок у себя дома, вам, в первую очередь, надо иметь три шаговых двигателя.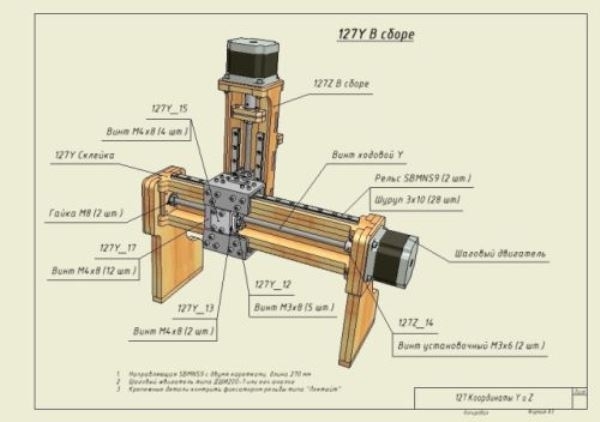 Они будут определять движения вашего станка вверх, вниз и в стороны. Это является основой его функционала. Взять их можно из любого матричного принтера. Кроме них обязательно иметь в наличии пару железных стержней.
Они будут определять движения вашего станка вверх, вниз и в стороны. Это является основой его функционала. Взять их можно из любого матричного принтера. Кроме них обязательно иметь в наличии пару железных стержней.
Конечно, иметь ровно 3 двигателя не обязательно – можно обойтись и двумя, имеющимися в матричном принтере. Но если вы хотите регулировать угол наклона, то третий двигатель вам обязательно понадобится.
К тому же, количество проводов управления значительно повышает количество операций, которые можно на станке выполнить. Учитывать также стоит градус поворота при одном шаге, обмоточное сопротивление и то, какое напряжение подается на двигатели.
Кроме всего вышеописанного, есть еще один вариант станка, который вы можете с легкостью изготовить в домашних условиях. Это шлифовальный станок.
Обычно делают ленточный станок – для обработки деталей тогда, когда они уже почти готовы. Изготовить его также сможет любой мастер.
 Главное – желание!
Главное – желание!Итак, для начала, вам понадобится двигатель – его можно снять со старой стиральной машинки. Станину можно изготовить из листа металла. Обратите внимание, что стороны станины должны быть максимально ровными.
Затем вам понадобятся два вала. Сделать из можно и легкость из куска ДСП. Один из них должен иметь прямое соединение с электродвигателем, а второй быть закрепленным на оси с узлами из подшипников.
Затем закрепить ленту на валах. Они должна располагаться ровно посередине. Самый оптимальный материал для ее изготовления – наждачное полотно. Материал надо клеить очень близко друг к другу.
Подробнее с тем, как изготовить шлифовальный станок своими руками вы можете в видео в конце статьи. Таким образом, если вы хотите изготавливать какие-нибудь изделия из дерева дома, но не хотите тратиться на дорогостоящее оборудование, то можете с легкостью изготовить все в домашних условиях.
Фото станков по дереву своими руками
 youtube.com/embed/irN6NZK8QxE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/irN6NZK8QxE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Также рекомендуем просмотреть:
Где найти чертежи для станков с ЧПУ
Современное обрабатывающее оборудование способно из любого материала изготовить качественную продукцию. Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.
Важным этапом является создание графической модели, на основе которой потом составляется маршрут обработки. Для построения электронного чертежа плоской заготовки или 3-D модели используются специальные программы. Некоторые из них имеются в бесплатном доступе в Интернете, так что можно попробовать создать файл самостоятельно.
Использование программного обеспечения для самостоятельного моделирования
Для подготовки эскиза плоской контурной резки достаточно графического редактора, с помощью которого можно создавать двухмерные векторные изображения. Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.
Библиотеки программ по трехмерному моделированию
Пакет программного обеспечения, поставляемый вместе с ЧПУ станком, может содержать готовые файлы для фрезерной или лазерной резки. Также можно найти образцы в библиотеках программ по 3d моделированию.
Помощь профессионалов
Опытные бизнесмены часто заказывают услуги трехмерного моделирования компаниям или частным разработчикам, специализирующимся на изготовлении 3d моделей под заказ. Для работы над трехмерной моделью им необходимо предоставить эскиз, чертеж или фото заготовки с указанием точных размеров, для деталей сложной формы может потребоваться ее изображение в разрезе. Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Фирмы, предоставляющие услуги раскроя
Часто можно скачать файлы для фрезеровки и лазерной резки на сайте компаний, предоставляющих подобные услуги. Некоторые несложные модели доступны для бесплатного скачивания. Для создания более сложных макетов следует заказать создание файла дизайнеру. Конечно же, за эту работу придется заплатить, но не каждая компания согласится изготовить только макет, чаще они нацелены на оказание комплексных услуг.
Некоторые несложные модели доступны для бесплатного скачивания. Для создания более сложных макетов следует заказать создание файла дизайнеру. Конечно же, за эту работу придется заплатить, но не каждая компания согласится изготовить только макет, чаще они нацелены на оказание комплексных услуг.
Просторы Интернета
Пользователи Интернета могут не только знакомиться с различной информацией, но и скачивать нужные файлы. Существуют интернет-магазины, продающие эскизы и чертежи для станков с ЧПУ, на которых можно также выставлять на продажу собственные разработки. На различных сайтах, посвященных работе на ЧПУ оборудовании, имеются страницы с платным и бесплатными предложениями. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
- сайты для скачивания;
- тематические форумы;
- группы и сообщества в соцсетях.
Кроме электронных макетов здесь можно получить полезную информацию, изучить опыт, которым делятся подписчики.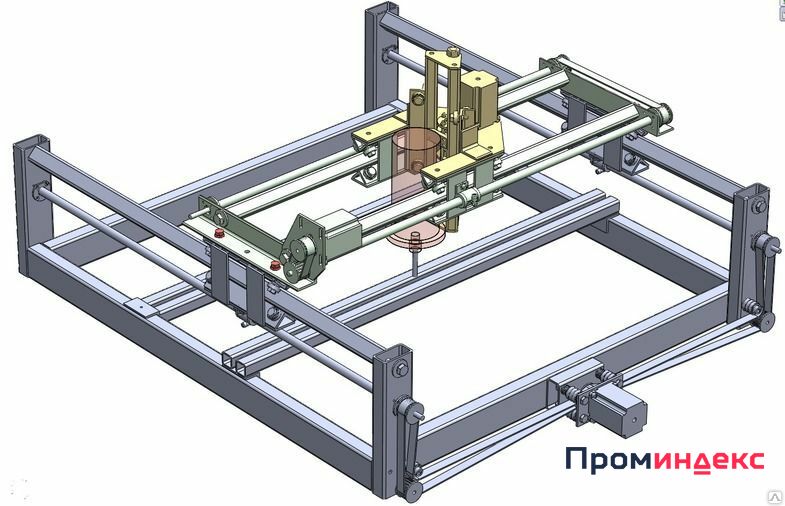 Даже если вы не найдете необходимых чертежей, можно обратиться за помощью к форумчанам или участникам групп.
Даже если вы не найдете необходимых чертежей, можно обратиться за помощью к форумчанам или участникам групп.
Основы обработки чертежей с ЧПУ
В современную эпоху моделей САПР и программирования САПР можно предположить, что мы вышли за рамки тех времен, когда печать деталей и чертежи с ЧПУ были обычным явлением в производстве. В конце концов, есть много информации, которую можно извлечь из 3D-модели, так что в распечатках больше нет необходимости, верно?
Неправильно! Хотя трехмерное проектирование является благом для отрасли и является ценным инструментом как для инженеров, так и для машинистов, ценность подробных чертежей с ЧПУ нельзя недооценивать.Ниже мы обсудим несколько советов по созданию тщательного чертежа и то, как его можно использовать, чтобы сэкономить время и избежать головной боли в производственном процессе.
Обеспечить различные виды Ясность – ключ к успеху. При разработке чертежа инженеры должны включать несколько видов, которые выделяют ключевые особенности / компоненты детали и избегают ненужных «догадок» со стороны любого, кто пытается интерпретировать геометрию детали.
Это должно быть чистое представление готовой детали.Обычно его наклоняют таким образом, чтобы продемонстрировать как можно больше деталей детали. Этот вид обычно изображается без размеров, чтобы не отвлекать от общего представления детали.
Ортографическая проекцияИзготовителю важно понимать ориентацию детали в связи с размерной геометрией. Орфографические проекции предлагают такое представление, как если бы вы смотрели прямо на деталь с разных ракурсов (сверху / спереди / снизу / справа / слева).Обычно они отображаются на отпечатке с поворотом на 90 градусов. Это критические элементы любого чертежа с ЧПУ, поскольку они предоставляют большой объем информации и помогают ограничить неопределенность при обработке детали.
Виды в разрезе Что касается более подробных функций, вид в разрезе может быть полезным инструментом для включения дополнительных размеров детали или для представления внутренней геометрии, которая может быть не видна в ортогональных проекциях. Сечения также могут использоваться для увеличения масштаба конкретного элемента, который может потребовать дополнительных инженерных деталей (допуски, чистота поверхности, уникальная геометрия и т. Д.))
Сечения также могут использоваться для увеличения масштаба конкретного элемента, который может потребовать дополнительных инженерных деталей (допуски, чистота поверхности, уникальная геометрия и т. Д.))
Ясные допуски и размеры
Правильно подобранный принт – это красота. Он предоставляет изготовителю всю необходимую информацию для обработки детали без посторонних данных, которые могут спутать чертеж и привести к путанице.
С другой стороны, деталь с превышением допусков или отсутствующими размерами приведет к задержкам производства и ненужным пересылкам между машинистами и инженерами для устранения несоответствий или пропусков в их чертежах.Понимание важности допусков и размеров на отпечатках с ЧПУ имеет решающее значение для обеспечения успеха при производстве компонента.
Знайте свои допуски Допуски необходимы при определении размеров детали, но они могут мешать настолько, насколько могут помочь. Жесткие допуски могут иметь решающее значение для определенных деталей, но если они не нужны, не требуйте их. Это поможет ограничить дополнительное время / затраты, связанные с обработкой и проверкой данного элемента.
Это поможет ограничить дополнительное время / затраты, связанные с обработкой и проверкой данного элемента.
Также следует избегать складывания допусков. Это относится к сценариям, в которых ряд связанных функций могут сами соответствовать требуемым размерам, но будут выпадать из спецификации при объединении в факторы. Допуски также следует указывать только на тех элементах, которые важны для работы детали. Для других, менее важных размеров общий индикатор допуска может отображаться в другом месте отпечатка.
Обеспечьте четкие размерыОпределите, что является важным и что можно измерить, и избегайте всего остального.Ограничивая ненужные размеры, вы можете выделить ключевые компоненты детали, не ухудшая общей четкости печати. Это также помогает производителям понять элементы детали, которые будут наиболее важны для ее функционирования.
Также важно учитывать, что можно и что нельзя измерить в полевых условиях. Хотя рабочее пространство 3D CAD предоставляет инженерам безграничные возможности для определения размеров своей работы, обработка и проверка этих элементов в полевых условиях может оказаться гораздо более сложной (а иногда и невозможной). Абстрактные и произвольные размеры затруднят работу даже самого сложного контрольно-измерительного оборудования, поэтому всегда разумно проявлять благоразумие при выборе размеров для механического чертежа.
Абстрактные и произвольные размеры затруднят работу даже самого сложного контрольно-измерительного оборудования, поэтому всегда разумно проявлять благоразумие при выборе размеров для механического чертежа.
Оставить подробные записи
Технические заметки могут быть невероятно полезны для обеспечения того, чтобы деталь была изготовлена именно так, как задумано. Сюда могут входить сведения о чистоте поверхности, удалении заусенцев / очистке, вторичных процессах, сертификатах материалов и многом другом. Любые прочие требования, которые ожидаются от готовой детали, могут и должны быть включены.Это поможет улучшить качество производства и обеспечит удовлетворение конечным продуктом всех сторон.
От САПР к ЧПУ за 3 шага
Слушать «говорящие головы» на экране компьютера в течение шести часов из домашнего офиса – это не норма, когда дело доходит до посещения торговых конференций. Ни одна из женских моделей динамиков не специализируется на аддитивном производстве.
На недавней конференции TIPE 3D Printing 2021 (27-28 января), организованной некоммерческой организацией «Женщины в 3D-печати», был представлен состав спикеров, состоящих исключительно из женщин, по темам, от достижений в аддитивном производстве, биоматериалах и аддитивной печати металлов до массовой настройки , раздвигая границы 3D-печати в здравоохранении и инновациях, ориентированных на человека.
Стимулом к объединению списка спикеров явилось признание того факта, что в отрасли преобладают мужчины. Сегодня примерно 12% индустрии аддитивного производства составляют женщины, как отмечается в обзоре заработной платы в мире аддитивного производства 2021 года, подготовленном Alexander Daniels Global. В отчете отмечается, что благодаря усилиям отрасли, таким как мероприятие TIPE 3D Printing, предпринимаются усилия, чтобы противостоять тенденции.
Считайте успех конференции доказательством того, что коллективные усилия могут вдохновить как провидцев, так и подающих надежды. В течение двух дней конференция привлекла 147 спикеров и более 1600 посетителей.
В течение двух дней конференция привлекла 147 спикеров и более 1600 посетителей.
Участников привлекла сеть «Женщины в 3D-печати», насчитывающая более 75 отделений в 28 странах. Как отметила основатель и директор Нора Туре, группа выросла из блога в одно из крупнейших сообществ AM в мире.
В одном из двух выступлений группа женщин размышляла о своих стилях лидерства. «Это был форум, где никто не был символом, и никто не уклонялся от жестких разговоров», – прокомментировала модератор Сара Гёрке, основатель Additive Integrity LLC.
Эксперты – Мишель Бокман, генеральный директор, 3DPrinterOS; Вики Холт, президент и главный исполнительный директор Protolabs; Мари Лангер, генеральный директор EOS; и Сонита Лонто, директор по маркетингу 3D-печати и цифрового производства, HP, – были приглашены поделиться своими наблюдениями как движущими силами изменений и обсудить идеи о разнообразии, союзничестве и устойчивости. Они также ответили на вопросы аудитории о препятствиях на пути внедрения AM, о том, будет ли отрасль в будущем централизованной или децентрализованной, и как мужчины, не занимающие руководящие должности, могут расширить права и возможности женщин.
Ниже приведены основные моменты выступления «Властные женщины». Комментарии членов комиссии отредактированы для краткости и ясности.
Программная панель TIPE 3D Printing с участием Мари Лангер, генерального директора EOS; Мишель Бокман, генеральный директор, 3DPrinterOS; Сара Гёрке, основатель Additive Integrity LLC; Сонита Лонто, директор по маркетингу 3D-печати и цифрового производства, HP; и Вики Холт, президент и генеральный директор Protolabs.TIPE 3D Printing
TIPE 3D Printing Keynote (28 января 2021 г.)
Участники дискуссии:
Мари Лангер, генеральный директор EOS; Мишель Бокман, генеральный директор, 3DPrinterOS; Сонита Лонто, директор по маркетингу 3D-печати и цифрового производства, HP; и Вики Холт, президент и главный исполнительный директор Protolabs.
Модератор:
Сара Гёрке, основатель, Additive Integrity LLC.
Скорость производства, разработка материалов, постобработка и проблемы с программным обеспечением – типичные препятствия для AM. Узкие места проистекают из потребности в эффективном дизайне, отсутствия образования и затрат.
Узкие места проистекают из потребности в эффективном дизайне, отсутствия образования и затрат.
Vicki Holt: Помните, что производители создают продукты, которые должны соответствовать форме, подгонке, функциям и стоимости в мире их клиентов.Они всегда будут взвешивать все элементы в зависимости от различных производственных технологий. Итак, то, что сдерживает его, – это разработка для аддитивного производства таким образом, чтобы вы использовали преимущества технологии для создания ценностного предложения в вашем конечном продукте, которое будет экономически целесообразным. Мы должны создать для этого дизайн. Кроме того, технология также должна развиваться как с точки зрения стоимости, так и материалов.
Мишель Бокман : Исходя из нашего опыта, всегда нужны образованные люди, которые действительно знают, как работать с этой технологией.И, конечно же, это также связано с затратами, поскольку во многих случаях это все еще нерентабельно – или, по крайней мере, если вы смотрите только на определенные части производственной цепочки.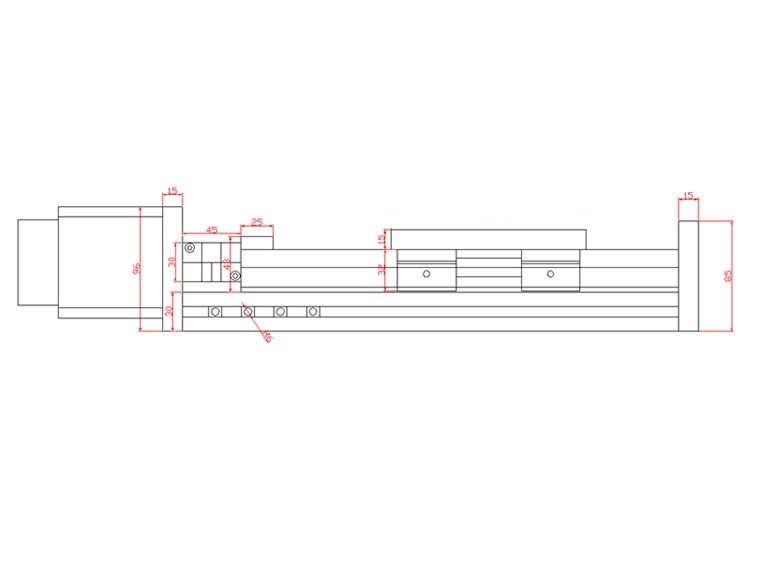
Sonita Lontoh : Я думаю, мы должны быть реалистами. Я не думаю, что аддитивное производство – это все и все. Это инструмент в наборе инструментов, который будет использоваться, когда это будет иметь смысл, как с точки зрения экономического обоснования, так и с технической точки зрения. И это зависит от приложения; использование добавки для одних приложений отличается от других.Образование или способность и знания в полной мере использовать преимущества аддитивов, что обычно означает разработку аддитивов, а не попытки вписать AM в традиционный производственный дизайн, очень важны.
Мишель Бокман, генеральный директор, 3DPrinterOS. 3D Control Systems
Слияния и поглощения характерны для зрелого ландшафта AM, и отрасль взяла курс на прорыв на производственный рынок стоимостью 12 миллиардов долларов.
Вики Холт: Приобретения действительно должны служить стратегической цели для нашей компании… Иногда это может быть комплексный подход, когда он должен соответствовать стратегической цели того, что нам нужно делать для лучшего обслуживания наших клиентов. Иногда совместная работа может быть успешной, иногда вам действительно хочется сделать так, чтобы это могло принести уникальную ценность для клиента. Так что я думаю, что это действительно разные вещи, но на самом деле он должен [удовлетворять] стратегическую потребность. (Примечание редактора: 19 января 2021 года Protolabs заключила сделку на 280 миллионов долларов по приобретению онлайн-производственной платформы 3D Hubs, Inc.)
Иногда совместная работа может быть успешной, иногда вам действительно хочется сделать так, чтобы это могло принести уникальную ценность для клиента. Так что я думаю, что это действительно разные вещи, но на самом деле он должен [удовлетворять] стратегическую потребность. (Примечание редактора: 19 января 2021 года Protolabs заключила сделку на 280 миллионов долларов по приобретению онлайн-производственной платформы 3D Hubs, Inc.)
Marie Langer : Создавайте ценностное предложение, которое вы действительно хотите предложить … Знайте, что вам нужно иметь возможность полностью влиять на него и связать его со своей культурой и своим образом работы.Я большой поклонник сотрудничества и определенно считаю, что в большинстве случаев это отличный путь вперед. Убедитесь, что это действительно основа, и тогда слияния и поглощения могут стать хорошей возможностью.
Мари Лангер, генеральный директор EOS.EOS
Гендерное неравенство может быть устранено за счет союзничества; Усилия по обеспечению гендерного паритета эффективны, когда мужчины верят, что могут участвовать.
Мишель Бокман : Мужчины-союзники. Если у вас как у женщины есть идея, предложите ее коллеге-мужчине, с которым у вас есть отношения, особенно если он имеет какое-то влияние.Получите его отзывы, получите поддержку и пригласите своего союзника на встречу. Убедитесь, что он поддерживает вас, или он немного лучше массирует идею, если вы не можете, чтобы человек, которому вы ее рассказываете, понял ее. Я думаю, это очень мощный инструмент.
Вики Холт, президент и генеральный директор Protolabs.Protolabs
Есть много возможностей для реализации инициатив в области устойчивого развития. Сосредоточьтесь на редизайне продуктов и процессов, исследуйте ниши и развивайте экосистему.
Marie Langer : Когда дело доходит до устойчивого развития, мы называем это ответственным производством.Мы действительно верим, что здесь мы можем иметь огромное влияние. Кроме того, если взглянуть на цифровое пространство, то здесь все идеально.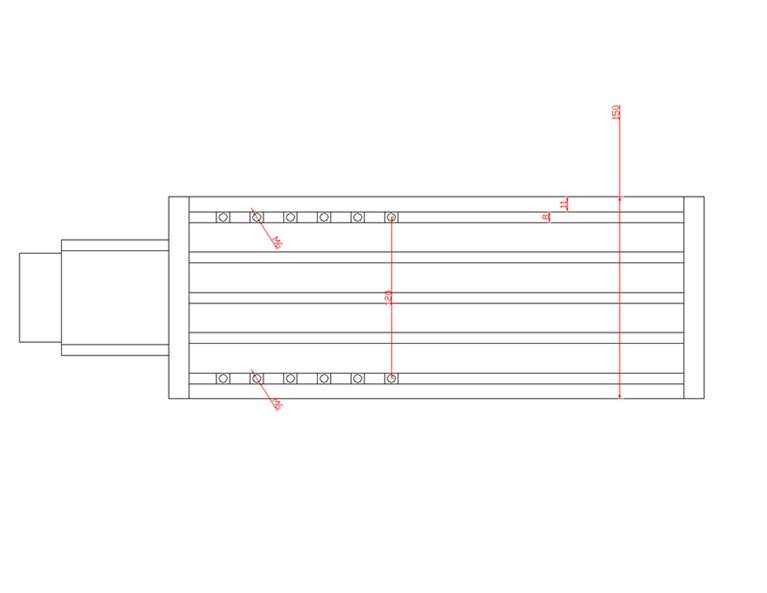 Все, что [отрасль] испытала во время пандемии, убедило меня в том, что у нас есть что-то революционное, очень разрушительное, что может внести свой вклад в благотворный мир, в котором мы более сознательны, более сознательны в отношении ресурсов. Мы предлагаем миру разные концепции, и это меня убедило.
Все, что [отрасль] испытала во время пандемии, убедило меня в том, что у нас есть что-то революционное, очень разрушительное, что может внести свой вклад в благотворный мир, в котором мы более сознательны, более сознательны в отношении ресурсов. Мы предлагаем миру разные концепции, и это меня убедило.
Сонита Лонто, руководитель отдела маркетинга (CMO), 3D-печать и цифровое производство, HP.HP
Женщин по-прежнему значительно меньше, чем среди руководителей начального уровня . Доля женщин в высшем руководстве различается в зависимости от ролей и стиля управления.
Sonita Lontoh : Это обобщение, но я действительно думаю, что женщины-лидеры более чуткие и склонные к сотрудничеству… Для всех нас, работающих в технологических и производственных секторах, где преобладают мужчины, женщины-лидеры ориентированы на клиента.Женщины находят время, чтобы понять болевые точки клиентов и сформулировать, как их решения – даже в сотрудничестве с другими решениями других компаний – могут действительно помочь в решении проблем клиентов
Лидеры развивают других лидеров, а не других последователей. По моему опыту, женщины-лидеры уделяют этому больше внимания. Может быть, они более целеустремленны и с большей готовностью развивают других как лидеров. И мы более открыты для сотрудничества и инклюзивны… Когда вы объединяете людей с разным опытом и опытом, я называю это сетью создания ценности.
По моему опыту, женщины-лидеры уделяют этому больше внимания. Может быть, они более целеустремленны и с большей готовностью развивают других как лидеров. И мы более открыты для сотрудничества и инклюзивны… Когда вы объединяете людей с разным опытом и опытом, я называю это сетью создания ценности.
Примечание редактора: Центр машиностроения «Женщины в науке и технике» (WISE) обобщает наш обзор вопросов гендерного представительства, влияющих на инженерное дело, в дополнение к вкладам женщин-авторов и профильных экспертов в различных дисциплинах. Нажмите здесь, чтобы узнать больше.
ЧПУ на основе эскиза: 13 шагов (с изображениями)
Я создал приложение на C #, которое могло связываться с программным обеспечением ShopBot через базу данных реестра ПК.Полный код этого приложения находится здесь. Для тех, кто читает это и имеет твердое мнение о языках программирования, я обычно не пишу на C #. В этом случае я декомпилировал один из инструментов проектирования ShopBot, который поставляется с их программным обеспечением, чтобы указать, как вызывались команды реестра ПК. Он был написан на C #, и у меня было мало времени. Можно создать приложение, которое взаимодействует с реестром ПК на большинстве Windows-совместимых языков.
Он был написан на C #, и у меня было мало времени. Можно создать приложение, которое взаимодействует с реестром ПК на большинстве Windows-совместимых языков.
Приложение регулярно считывает данные из реестра ПК, чтобы отслеживать состояние ShopBot.Это включает в себя бег трусцой, движение или ожидание команды. Он также отслеживает текущие координаты x, y и z шпинделя. Точно так же приложение содержит набор команд для отправки данных GCode в программное обеспечение ShopBot. Это достигается путем отправки команды, которая инструктирует программное обеспечение ShopBot открыть и выполнить данный файл .SBP. (.SBP – это формат файлов для файлов GCode с командами, специфичными для ShopBot). Когда программное обеспечение C # получает входные данные GCode из внешнего источника (см. Ниже), оно записывает GCode в локальный файл и сохраняет имя файла в списке.Когда он обнаруживает, что ShopBot перешел в состояние ожидания, он инструктирует программное обеспечение ShopBot выполнить код в любом файле, который в данный момент находится первым в списке, в порядке «первым пришел – первым обслужен» (FIFO).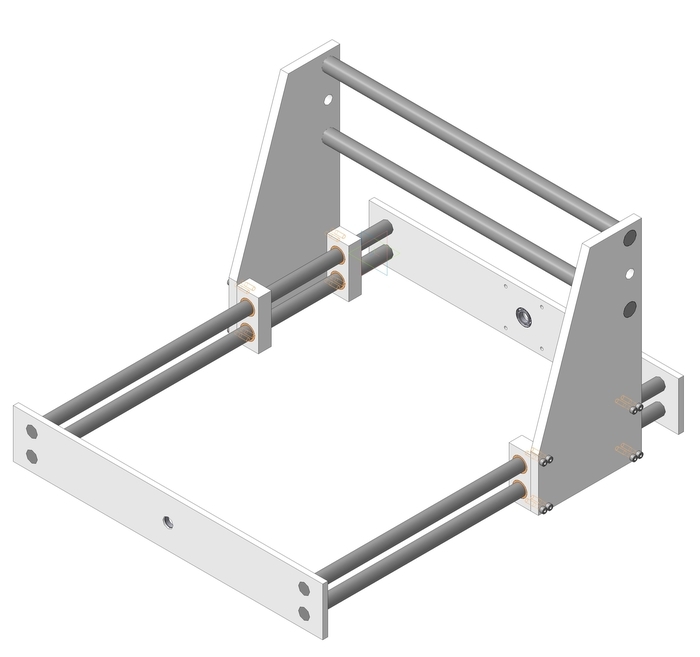
Чтобы связать приложение для рисования iOS с приложением C # (тем самым связав его с управляющим программным обеспечением ShopBot), я создал сервер веб-сокетов Node. Это позволило приложению iOS передавать по беспроводной сети команды GCode в прокси-приложение C #. Точно так же прокси-приложение регулярно передавало обновленные координаты и состояния шпинделя в приложение iOS, позволяя ему визуализировать текущее состояние ShopBot человеку, контролирующему его.
В сжатом виде, эта серия шагов позволила мне прочитать состояние ShopBot в реальном времени в приложении iOS и отправить ему сегменты GCode по мере их создания художником. На видео я впервые тестирую этот рабочий процесс. Вы могли заметить ошибку в моем коде, которая меняет координаты чертежа по оси x. Я исправил это позже …
Как сделать чертеж САПР для производства станков с ЧПУ
Обработка с ЧПУ – это широко используемый термин в машиностроении и промышленном производстве.Обработка с ЧПУ – это метод или процесс, используемый в промышленности для управления станками с помощью компьютеров для производства различных деталей машин. ЧПУ означает компьютерное числовое управление. Управление различными типами инструментов осуществляется с помощью станка с ЧПУ, включая фрезерные, токарные и шлифовальные станки. Станок с ЧПУ на самом деле представляет собой комбинацию таких станков, как токарный и фрезерный, и управляется с помощью кодирования, которое программируется с помощью компьютеров для производства различных деталей.
ЧПУ означает компьютерное числовое управление. Управление различными типами инструментов осуществляется с помощью станка с ЧПУ, включая фрезерные, токарные и шлифовальные станки. Станок с ЧПУ на самом деле представляет собой комбинацию таких станков, как токарный и фрезерный, и управляется с помощью кодирования, которое программируется с помощью компьютеров для производства различных деталей.
Если вы хотите, чтобы деталь производилась с помощью производственного процесса с ЧПУ, вам следует знать несколько терминов.Существуют различные методы обработки с ЧПУ, и они имеют определенные преимущества, и для точного выполнения вашей работы вы должны знать, как эти методы работают?
Что такое чертежи САПР?
чертежей САПР создаются с помощью различного программного обеспечения на компьютере. Эти рисунки создаются в 2D и 3D. САПР означает автоматизированное проектирование. Чертежи САПР создаются с точностью в программном обеспечении для дальнейшего использования. Эти чертежи используются для анализа и производства станков с ЧПУ. Существуют различные программы для создания проектов САПР, и почти все программы позволяют создавать точные модели для производства ЧПУ.
Существуют различные программы для создания проектов САПР, и почти все программы позволяют создавать точные модели для производства ЧПУ.
Что такое G-код?
Уже упоминалось, что станок с ЧПУ использует специальную кодировку для производства деталей. Этот код, который обычно используют станки с ЧПУ, называется G-кодом. Этот код содержит инструкции для станка по работе под определенными углами в течение определенного времени, повторяющиеся циклы, координаты и скорость вращения используемого инструмента.Эти чертежи или файлы САПР могут использоваться станками с ЧПУ для создания деталей, но перед этим для преобразования этих трехмерных чертежей в G-код необходимо программное обеспечение CAM, которое могло бы преобразовывать различные параметры из чертежа для создания G-кода. CAM означает автоматизированное производство. Теперь этот G-код является инструкцией для компьютера, управляющего различными инструментами, для создания желаемых деталей. Этот код работает небольшими частями. Каждая строка кода содержит информацию о детали, которая должна быть сгенерирована из блока сырья.Станок с ЧПУ работает в трех измерениях. Теперь, если вам нужно, чтобы деталь была изготовлена именно так, как вы хотите, вы должны предоставить для этого трехмерный чертеж.
Каждая строка кода содержит информацию о детали, которая должна быть сгенерирована из блока сырья.Станок с ЧПУ работает в трех измерениях. Теперь, если вам нужно, чтобы деталь была изготовлена именно так, как вы хотите, вы должны предоставить для этого трехмерный чертеж.
Как выполняется кодирование? и как это работает?
Станки с ЧПУ также можно кодировать вручную, но при этом может быть ошибка. Поскольку код содержит много информации и работает с использованием одной инструкции за раз, поэтому, если что-то интерпретируется неправильно, это может испортить всю геометрию той части, которую вы хотите. Например, у вас есть блок, и вы хотите создать в нем несколько отверстий, обрезать края под определенными углами и полностью удалить некоторые части под определенным углом.Теперь соответственно будет сгенерирован G-код в другой комбинации чисел, и этот код будет указывать машине двигаться под определенными длинами и углами. Если во время этого процесса будет сделана небольшая ошибка и набор углов, которые вы хотите использовать на более длинной стороне детали, поменяется местами с набором углов на более короткой стороне детали, тогда вся геометрия детали будет нарушена. Для предотвращения подобных ошибок используются 3D рисунки.
Для предотвращения подобных ошибок используются 3D рисунки.
Как создавать 3D-чертежи? И их преимущество
3D-чертежи создаются в программном обеспечении.Разное программное обеспечение для 3D-дизайна имеет другой пользовательский интерфейс и команды для создания дизайна. Чаще всего сначала выбираются длина, ширина и их размеры для создания 2D-проекта детали, а затем путем выдавливания его до определенной толщины создается 3D-дизайн. Теперь для внесения разных изменений в дизайн выполняются разные операции. Создание любого рисунка отверстий в детали и удаление материала под некоторым углом можно выполнить в программе, чтобы получить именно ту деталь, которую вы хотите.Теперь для создания этой детали с помощью обработки с ЧПУ программное обеспечение CAM используется для генерации G-кода для инструктирования станков с ЧПУ. Существуют различные программы CAD / CAM, такие как Autodesk, которые используются для создания 3D-дизайна и последующего преобразования его в G-код. После правильного сохранения файла G-кода теперь точная деталь будет создана в процессе обработки с ЧПУ с использованием именно этого кода.
После правильного сохранения файла G-кода теперь точная деталь будет создана в процессе обработки с ЧПУ с использованием именно этого кода.
Хотя трехмерное проектирование занимает некоторое время в зависимости от его сложности, этот процесс легко справится с этим процессом.Итак, чтобы получить именно то, что вы хотите, создайте 3D-дизайн. Убедитесь, что 3D-дизайн является именно тем, который вам нужен, и затем произведите его точно с помощью обработки с ЧПУ.
Creatingway концентрируется на обрабатывающем производстве с ЧПУ , механической обработке прототипов , мелкосерийном производстве , металлообработке, и услугах отделки деталей , предоставляют вам лучшую поддержку и услуги. спросите нас один спросите сейчас .
Если у вас возникнут вопросы или запрос предложений по технологии обработки металлов и пластмасс и обработке на заказ, свяжитесь с нами по номеру
Позвоните + 86-0 (755) -894 Добро пожаловать к нам в гости, по любым вопросам проектирования и обработки металла и пластика, мы здесь, чтобы поддержать вас. Адрес электронной почты службы поддержки:
Адрес электронной почты службы поддержки:
Лучшее программное обеспечение CAD / CAM для начинающих станков с ЧПУ [2020]
Посмотрим правде в глаза – вам предстоит многому научиться, когда вы только начинаете работать с ЧПУ.И, учитывая, что ЧПУ – это станки с компьютерным управлением, большая часть этого обучения связана с программным обеспечением. Любой новичок в области ЧПУ должен будет получить представление о базовом программном пакете, который лежит в основе всей работы с ЧПУ.
Существует множество различных программ для ЧПУ, которые я называю «Цифровой инструмент». Вам не нужно знать обо всем этом, но если вам интересно, у нас есть Полное руководство по программному обеспечению ЧПУ, в котором подробно рассказывается, что все это делает.
Из этой статьи вы узнаете:
- Минимальный набор программного обеспечения ЧПУ для начинающих.
- Как выбрать каждый компонент в Minimum CNC Suite, чтобы убедиться, что вы получите лучший вариант для себя.
- Некоторые специальные предложения, позволяющие сэкономить на некоторых комбинациях.
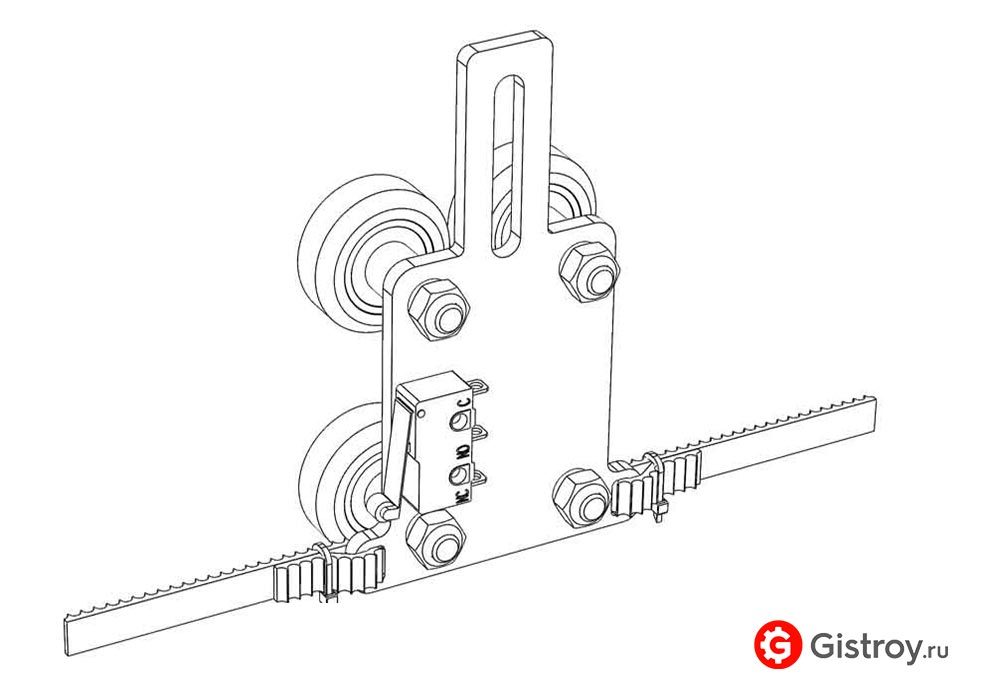
Минимальный набор программного обеспечения ЧПУ для начинающих
Что вам нужно, так это минимальный набор программного обеспечения для поддержки базового рабочего процесса CAD / CAM:
Для этого вам понадобятся следующие типы программного обеспечения:
- Программное обеспечение САПР: CAD расшифровывается как Computer Aided Design.В основном это рисунок на компьютере, но с нанесенными на чертежи размерами. Используйте его, чтобы создавать и корректировать свои проекты. Программное обеспечение CAD – это способ создания «чертежей» деталей в мире ЧПУ.
- Программное обеспечение CAM: CAM расшифровывается как Computer Aided Manufacturing. Он принимает файл чертежа САПР и с большим количеством подсказок от вас использует информацию для создания g-кода. G-код – это то, чем запрограммирован ваш станок с ЧПУ.
- Калькулятор каналов и скоростей. Хотя многие пакеты CAM имеют некоторое представление о каналах и скоростях, это действительно ужасно.Плохие каналы и скорость были одной из главных жалоб на программное обеспечение CAM в наших ежегодных опросах. Как новичку, вам понадобится вся доступная помощь, чтобы избежать поломки инструментов, а Калькулятор каналов и скоростей поможет вам в этом. Управляющее программное обеспечение
- : обычно оно встроено в ваш станок с ЧПУ, поэтому просто дайте краткий обзор этого здесь.
 Хотя многие пакеты CAM имеют некоторое представление о каналах и скоростях, это действительно ужасно.Плохие каналы и скорость были одной из главных жалоб на программное обеспечение CAM в наших ежегодных опросах. Как новичку, вам понадобится вся доступная помощь, чтобы избежать поломки инструментов, а Калькулятор каналов и скоростей поможет вам в этом.
Хотя многие пакеты CAM имеют некоторое представление о каналах и скоростях, это действительно ужасно.Плохие каналы и скорость были одной из главных жалоб на программное обеспечение CAM в наших ежегодных опросах. Как новичку, вам понадобится вся доступная помощь, чтобы избежать поломки инструментов, а Калькулятор каналов и скоростей поможет вам в этом. Мы рассмотрим каждый из них и посмотрим, на что вам следует обратить внимание перед покупкой программного обеспечения ЧПУ, и какие варианты лучше всего вам рассмотреть.Прежде чем мы это сделаем, я хочу затронуть еще пару общих тем. Во-первых, я хочу выяснить, подходят ли вам свободные программы. Во-вторых, я хочу поговорить о том, как профессионалы и новички / любители по-разному подходят к своему программному обеспечению ЧПУ, и как это должно повлиять на то, как вы выбираете программное обеспечение.
Бесплатное программное обеспечение: подходит ли оно вам?
Мы предлагаем исчерпывающее руководство по бесплатному программному обеспечению для ЧПУ, но прежде чем вы поспешите в этом направлении, остановитесь и спросите себя:
Подходит ли мне бесплатное программное обеспечение?
Ответ неочевиден, несмотря на то, что вам говорит ваш кошелек.Проблема в том, что бесплатных программ редко бывает лучшим по цене .
Как я уже упоминал, нужно многому научиться, чтобы успешно и регулярно изготавливать детали с помощью ЧПУ. Вы действительно хотите вести тяжелую битву с неинтуитивным и часто глючным программным обеспечением, просто чтобы сэкономить пару долларов? Поверьте мне на слово, нет. Большая часть доступного бесплатного программного обеспечения (но не все!) Значительно уступает платному, и есть много платных пакетов, которые в любом случае не так уж дороги.
CAD / CAM будет самым сложным программным обеспечением, которое вы будете использовать для программирования с ЧПУ. И это будет программное обеспечение, на изучение и использование которого вы тратите больше всего времени. На поиск подходящего решения стоит потратить время и, возможно, деньги.
И это будет программное обеспечение, на изучение и использование которого вы тратите больше всего времени. На поиск подходящего решения стоит потратить время и, возможно, деньги.
Вам нужно придумать только три пакета программного обеспечения – CAD, CAM и Feeds / Speeds Calculator. Есть даже предложения, которые объединяют пару из них. Читайте дальше, чтобы проверить их. Они сэкономят вам кучу времени и сэкономят нервы в обмен на несколько долларов.Хороший старт в ЧПУ стоит того!
Pro против программного обеспечения для начинающих / любителей
Во многих занятиях заманчиво начинать с самого лучшего. Получите то же самое, что и программное обеспечение Pro, как можно об этом пожалеть?
Причина, по которой это может быть не лучший подход, заключается в том, что профессионалы и новички должны решать разные проблемы.
Подумайте: многие магазины используют лидирующие на рынке программные пакеты, потому что им нужно обмениваться файлами с клиентами, и им нужно иметь возможность нанимать талантов, которые знакомы с программным обеспечением День 1, не требуя много дорогостоящего обучения, чтобы быстро освоиться.
В любом случае, выбор лидера рынка или программного обеспечения, являющегося отраслевым стандартом для их рынка, может иметь смысл. Это гарантирует, что у них с большей вероятностью будет то же программное обеспечение, что и у клиентов, чтобы они могли делиться файлами. И это гарантирует, что новые сотрудники с большей вероятностью будут знать популярное программное обеспечение, которое они выбрали, поэтому меньше обучения.
Новичков и любителей не должно волновать ни одна из этих проблем.
Кстати, ведущее программное обеспечение САПР для профессионалов – SolidWorks, а ведущее программное обеспечение САПР – Mastercam, хотя Fusion 360 быстро набирает обороты.
Pros необходимо программное обеспечение, которое лучше всего подходит для тех, кто является экспертом в использовании программного обеспечения. Им нужен САПР, который позволяет экспертам быстрее создавать точные чертежи. Им нужно программное обеспечение CAM, которое генерирует g-код, который выполняется с максимально возможной скоростью на их станке с ЧПУ, даже если это означает, что только эксперты могут заставить программу делать что угодно. Это потому, что они потенциально производят тысячи деталей из одной программы G-кода.
Это потому, что они потенциально производят тысячи деталей из одной программы G-кода.
Хотя более быстрое рисование и более быстрый g-код могут показаться отличными, новички и любители часто просто хотят как можно скорее приступить к созданию своих деталей.Кто захочет потратить сотни часов на то, чтобы сделать что-нибудь простое?
В моей статье о том, как профессионалы и новички выбирают программное обеспечение, я могу сказать гораздо больше, но давайте все упростим:
Вам нужно программное обеспечение, простое в освоении и доступное по цене, даже если оно не является самым мощным.
У любителей и новичков разные потребности, чем у представителей индустрии. Если вы примете это и будете придерживаться этого правила, вы будете намного быстрее запускать собственные детали с ЧПУ.
Программное обеспечение САПР для начинающих и любителей
Шаг первый – найдите программное обеспечение САПР, которое вы сможете полюбить. Это программное обеспечение, которое вы будете использовать чаще, чем любой другой из трех базовых пакетов, и на его освоение уйдет больше всего времени.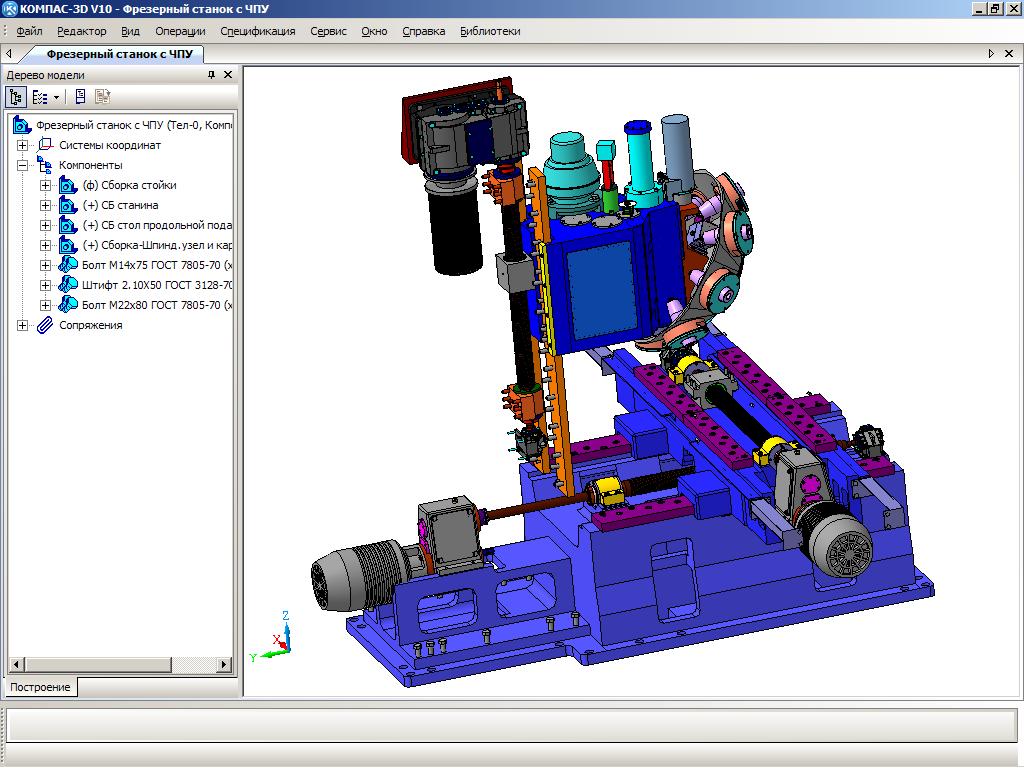 Самое первое, что вам нужно знать, это то, что не существует единственного лучшего пакета САПР для всех. Нет даже лучшего для начинающих.
Самое первое, что вам нужно знать, это то, что не существует единственного лучшего пакета САПР для всех. Нет даже лучшего для начинающих.
Это потому, что разные люди найдут разные пакеты более или менее интуитивно понятными (т.е. в соответствии с тем, как они думают о рисовании на компьютере), и поэтому их легче учить. Также разные пакеты имеют разные дизайнерские возможности. Если вы хотите разрабатывать прецизионные детали машин, это один набор возможностей. Если вы хотите создавать художественные изделия, например вывески, которые можно сделать на фрезерных станках с ЧПУ, это другой набор возможностей.
Вам нужно будет потратить около двух недель на опробование каждого пакета, который вы включили в свой короткий список, и я советую вам попробовать включить в список 3 пакета.Если вы собираете станок с ЧПУ или ждете его прибытия, потратьте это время с умом на опробование пакетов САПР, чтобы найти то, что вам подходит.
Я расскажу вам больше о том, как опробовать их, когда вы составите свой короткий список, но сначала вот несколько вещей, о которых следует подумать при составлении краткого списка пакетов САПР для рассмотрения.
Как новичок / любитель, вам не нужен непонятный пакет, которым пользуются очень немногие. Вам нужно что-то, что многие используют, чтобы оно было в наличии в течение долгого времени и чтобы вы могли найти людей, которые помогут вам с этим.Хорошие новости: мы тщательно опросили специалистов с ЧПУ о CAD и CAM и можем сказать вам, какова их доля на рынке.
Интегрированные пакеты CAD / CAMВот еще одна заманчивая возможность. Интеграция всегда звучит хорошо, правда? И большинство пакетов CAM имеют встроенный CAD. Так что, может быть, нам не стоит беспокоиться о CAD. Может быть, мы просто выберем правильный CAM, и он решит проблему с помощью встроенного CAD.
Я хочу, чтобы вы вынесли две вещи о перспективах интеграции.Во-первых, гораздо важнее иметь отличный пакет САПР, чем интегрированный пакет САПР. Большинство универсальных пакетов с двумя исключениями (Fusion360 и Aspire) пронизаны компромиссом, когда мы говорим о программном обеспечении CAM, которое имеет встроенную функцию CAD.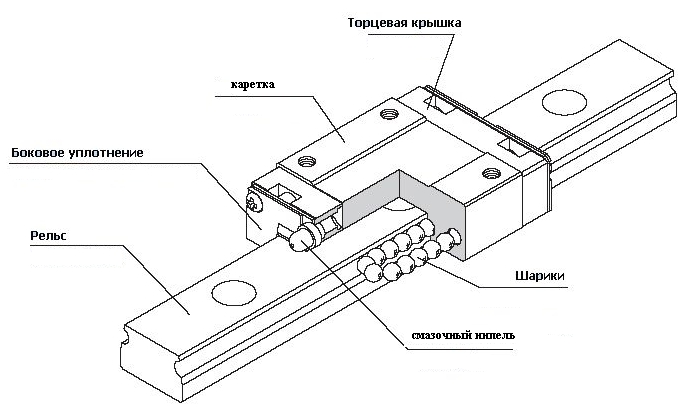 По этой причине я настоятельно рекомендую, если вам нужна интеграция, искать CAM, который интегрируется с пакетом успешного поставщика САПР. Так уж получилось, что Fusion 360 является таким пакетом, вероятно, поэтому он является единственным исключением.
По этой причине я настоятельно рекомендую, если вам нужна интеграция, искать CAM, который интегрируется с пакетом успешного поставщика САПР. Так уж получилось, что Fusion 360 является таким пакетом, вероятно, поэтому он является единственным исключением.
Во-вторых, для профессионалов интеграция гораздо важнее, чем для любителей и новичков. В принципе, возьмите его, если выбранные вами CAD и CAM совместимы и являются правильным выбором сами по себе, но не беспокойтесь об интеграции в противном случае.
СообществоЯ твердо убежден, что при выборе программного обеспечения САПР вам в первую очередь следует учитывать сообщество. Как новичку или любителю, вам понадобится помощь в изучении программного обеспечения. У вас будут вопросы.И вы не знаете того, чего не знаете. Во всем этом может помочь процветающее онлайн-сообщество.
Возьмите свой список потенциального программного обеспечения САПР и ищите отличные онлайн-сообщества, которые поддерживают это программное обеспечение. Я могу сказать вам прямо сейчас, что у Autodesk, включая Fusion 360, есть отличные онлайн-сообщества. Solidworks имеет отличное онлайн-сообщество. Rhino3D, который в противном случае был бы одним из моих любимых, использует очень старомодный (почти еще до ПК) подход к онлайн-сообществу, который не очень удобен для пользователя.Я не уверен, что могу рекомендовать его по этой причине.
Я могу сказать вам прямо сейчас, что у Autodesk, включая Fusion 360, есть отличные онлайн-сообщества. Solidworks имеет отличное онлайн-сообщество. Rhino3D, который в противном случае был бы одним из моих любимых, использует очень старомодный (почти еще до ПК) подход к онлайн-сообществу, который не очень удобен для пользователя.Я не уверен, что могу рекомендовать его по этой причине.
Не забудьте также посетить YouTube, так как доступ к обучающим видео очень полезен. Вот некоторые данные о доле рынка и видео на YouTube для различных пакетов САПР, которые могут вам помочь:
Любой пакет, содержащий от сотен тысяч до более миллиона доступных видео на YouTube, будет легко найти бесплатное онлайн-обучение. И, кстати, это шесть лучших пакетов по доле рынка из нашего обзора.
Доступность Большинство новичков и любителей не могут потратить 4000 долларов на пакет CAD больше, чем на новый ультрасовременный VMC.Им нужно что-то доступное, а это означает сотни долларов, а не тысячи долларов.
Хорошая новость заключается в том, что рынки в большей или меньшей степени признают это. Фактически, вы можете получить каждый из вышеперечисленных пакетов в ценовом диапазоне, доступном для начинающих и любителей. Я не хочу публиковать здесь все подробности, потому что боюсь, что специальные предложения исчезнут, но если вы хотите подписаться на бесплатную услугу ниже, я могу отправить вам подробную информацию по электронной почте:
2D и 3D / твердотельное моделированиеВ наши дни зачем рассматривать чистую 2D-систему CAD? Все известные 3D-системы могут читать и записывать DXF (самый популярный формат файлов 2D), а также создавать 2D-модели.
Как оценить и выбрать программное обеспечение САПР Хорошо, мы зашли так далеко, и у нас есть несколько практических правил, которые нужно использовать, чтобы добраться до нашего короткого списка. Теперь, когда у вас осталось всего 2 или 3 варианта, пора их оценить.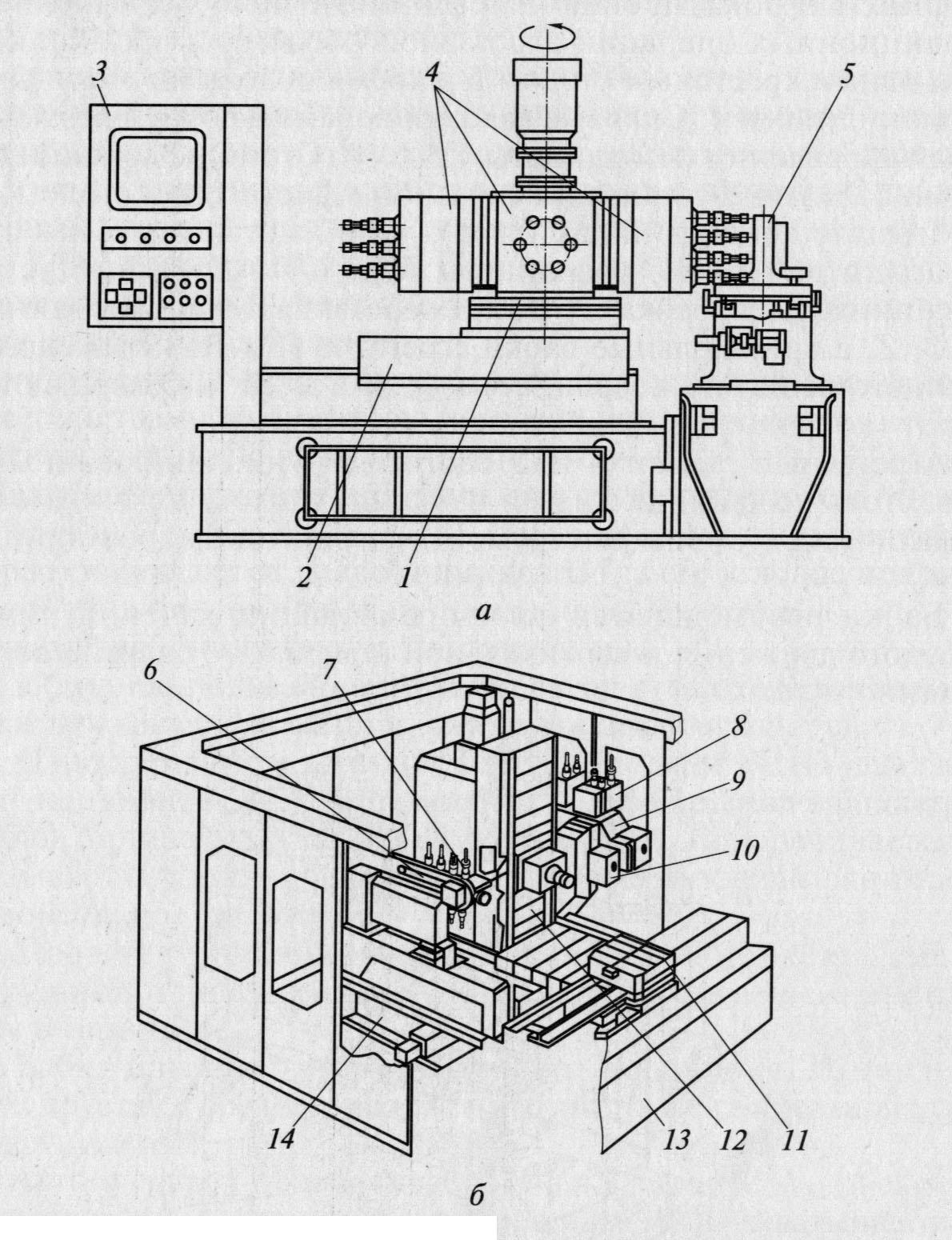 На это нужно потратить серьезное время. Я рекомендую вам потратить 2 недели на каждый пакет. Это потому, что потребуется много времени, чтобы преодолеть первоначальное разочарование и кривую обучения, чтобы вы могли начать понимать, подходит ли вам пакет или нет.
На это нужно потратить серьезное время. Я рекомендую вам потратить 2 недели на каждый пакет. Это потому, что потребуется много времени, чтобы преодолеть первоначальное разочарование и кривую обучения, чтобы вы могли начать понимать, подходит ли вам пакет или нет.
Кроме того, я рекомендую вам попытаться нарисовать как минимум 3 или 4 одинаковых детали в каждом пакете, который вы оцениваете. Это может помочь сделать сравнения больше яблок с яблоками. Для начала выберите что-нибудь простое. Вот первая часть, которую я нарисовал в пакете САПР:
Сложно сказать, но это опора для токарного патрона. Он достаточно сложен, чтобы служить реальным примером, но на чертеже не так много различных деталей, чтобы научиться их делать целую вечность.Еще более простой деталью будет эта распорная пластина карбюратора с 4 цилиндрами:
Это взято из моей статьи «Секреты перехода от CAD, Image, DXF или STL к GCode для ЧПУ и 3D-печати».
Вы также должны нарисовать что-то, что требует нескольких компонентов. Это то, что в мире САПР называется «сборкой», и вам придется много этим заниматься. Вот несколько простых сборок, которые я нарисовал:
Это то, что в мире САПР называется «сборкой», и вам придется много этим заниматься. Вот несколько простых сборок, которые я нарисовал:
YoYo – это потрясающие проекты с ЧПУ!
Больше в инструменты? Вот тиски, которые я сделал, которые очень помогли магазину…
Если вы можете нарисовать все из них в каждом оцениваемом пакете САПР (или что-то подобное, которое вы хотите нарисовать), вы сделали домашнее задание.
Вот иллюстрированное руководство, если вам нужен подробный и глубокий процесс выбора программного обеспечения САПР:
Шаг 1. Составьте список кандидатов…
Шаг 2. Проведите онлайн-исследование…
Шаг 3: Практическое тестирование. Нарисуйте по 3 части в каждом пакете САПР, чтобы определить, какая из них лучше всего подходит для вас…
Теперь спросите себя: “Какой из них было легче всего выучить?” А также: “Какой из них кажется более естественным, чтобы я продолжал его использовать?”
Скорее всего, один из пакетов будет выделяться среди других. Ваш выбор, вероятно, не будет таким же, как выбор вашего приятеля или выбор банды на онлайн-доске машиниста, говорящей о CAD. Отлично. У всех разные стили. Важно выбрать программное обеспечение, которое лучше всего подходит для вас!
Ваш выбор, вероятно, не будет таким же, как выбор вашего приятеля или выбор банды на онлайн-доске машиниста, говорящей о CAD. Отлично. У всех разные стили. Важно выбрать программное обеспечение, которое лучше всего подходит для вас!
Программное обеспечение CAM для начинающих и любителей
После того, как ваше программное обеспечение CAD было выбрано и более или менее управляемо, следующим шагом будет программное обеспечение CAM. Напомним, что роль CAM заключается в том, чтобы принять модель CAD и сгенерировать из нее g-код, который может запустить ваш станок с ЧПУ.Программное обеспечение CAM в основном предназначено для создания траекторий инструмента, которые направляют режущие части через материал для получения желаемой формы.
Каждый новичок слышит эту информацию о роли программного обеспечения CAM и у них складывается неправильное представление о 90% программ CAM. Они думают, что просто загрузят САПР в пакет CAM, нажмут кнопку, и их g-код будет готов к работе. Какое разочарование узнать, что все НАМНОГО сложнее! По крайней мере, в большинстве случаев они сложнее, в ближайшее время я упомяну одно исключение.
В действительности использование пакета CAM означает понимание того, какие траектории инструмента он может создать, а затем сопоставление этих траекторий с различными элементами готовой детали для вырезания каждого элемента. Наша статья «Полное руководство по путям инструментов CAM» проведет вас через все это и включает примеры.
Кстати, для 3D-печати их эквивалентом CAM является программное обеспечение «Slicing», и оно действительно намного проще, чем CAM. Думаю, это одна из причин, по которой многие рекомендуют новичкам начинать с 3D-печати.Но вот в чем дело:
Если вы готовы выбрать правильное упрощенное программное обеспечение CAM вместо того, чтобы настаивать на самом мощном CAM за все время, вы можете значительно сократить время обучения.
Спросите себя: «Вы хотите значительно расширить свою кривую обучения в поисках максимальной мощности или вы хотите начать изготовление деталей прямо сейчас?»
Ответ определит для вас лучшие решения.
Секретное оружие новичка: самое простое в мире CAM-программное обеспечениеЕсли вы готовы на какое-то время принять менее мощную программу CAM, вы можете почти сразу приступить к изготовлению деталей.И вы максимально приблизитесь к идеалу «Нажмите кнопку и автоматически преобразуйте модель САПР в G-код».
Менее мощная программа CAM в данном случае – это MeshCAM. Когда я обнаружил, насколько легко получить результаты с помощью MeshCAM, я пошел прямо к разработчикам и попросил их разрешить мне стать дилером MeshCAM. Я хотел поделиться этой невероятной находкой с другими, особенно с новичками. Лично я думаю, что каждый новичок должен начать с MeshCAM и перейти к чему-то более мощному, когда вы будете готовы.Это позволит вам изготавливать настоящие детали быстрее, чем что-либо еще.
Но от чего откажетесь?
MeshCAM идет на компромиссы, чтобы упростить работу. Эти компромиссы имеют следующие последствия:
- Программы G-кода MeshCAM не являются программами с оптимальной производственной скоростью, которые могут быть созданы другими CAM. Кстати, они тоже не ужасно медленные, просто они не попадут в топ-10-20% «демонов скорости». Для многих машинистов-любителей это вообще не имеет значения.Но если вы пытаетесь вести бизнес с ЧПУ, вы не сможете долго позволять себе неэффективное производство. Программы G-кода
- MeshCAM могут быть длиннее, чем другие программы CAM. Это часть общей эффективности, но на нее смотрят несколько иначе. Если ваш станок с ЧПУ не старый и у него очень мало памяти, это не имеет для вас никакого значения.
- Вы можете отказаться от некоторой точности. Многие новички слишком рано увлекаются точностью. Дайте конкурентоспособному человеку число, которое он может измерить, и внезапно ему придется побить его.Для большинства работ с ЧПУ подойдет MeshCAM. Если вам нужна точность до последней тысячной доли, не говоря уже о последних десятитысячных дюйма, MeshCAM не дает вам достаточного контроля, чтобы легко это сделать. Для большинства новичков и любителей это вообще не имеет значения.
С другой стороны, есть буквально ТОННА концепций и навыков, которые вам не понадобятся с MeshCAM:
- Вам не нужно понимать, когда и как использовать миллионы различных типов траекторий. На нашей странице обзора траектории движения инструмента буквально перечислено множество различных типов, и лучшие пакеты CAM могут выполнять их все.Проблема в том, что многому нужно научиться только для того, чтобы понять, когда использовать каждый из них, не говоря уже о том, как настраивать каждый из них. MeshCAM ограничивает это несколькими и помогает вам определить, какие из них использовать.
- Сообщает САПР, где на чертеже САПР разместить траекторию. Это сложный и зачастую утомительный процесс для начинающих. Установка систем координат, начала координат и обозначение различных функций для вашего программного обеспечения CAM – это хлопот. Да, это дает вам полный контроль над тем, что происходит, но для новичков нет золотой середины.С MeshCAM он воспринимает чертеж САПР как дыру и решает, как с этим бороться. Вы отвечаете на минимум вопросов, чтобы все заработало.
- Библиотеки инструментов, таблицы стилей и многое другое. Fancy CAM имеет необычные функции для опытных пользователей. Во многих случаях они заставляют вас использовать их независимо от того, нужны они вам или нет. MeshCAM отбросил большую часть этого в интересах простоты. Это означает, что вы получаете G-код для простых работ, выполняемых НАМНОГО быстрее.
MeshCAM имеет бесплатную пробную версию, поэтому я серьезно рекомендую вам попробовать, прежде чем вы даже посмотрите на конкурентов.
Мне нужна СИЛА!Да, я понял. Все ребята из Совета машиниста довели вас до сведения, насколько крута программа Acme Terminator Super Whiz Bang CAM. Они выучили это, они говорят, что это было легко, так почему ты тоже не можешь этому научиться?
Конечно, вы МОЖЕТЕ этому научиться. Вопрос только в том, сколько времени это займет. Так что давайте позаимствуем как можно больше страниц из нашей оценки САПР. Ищите:
- Сообщество.Обратите особое внимание на видео
- Доля рынка и множество видео на YouTube: я дам вам список ниже. Посмотрите тонну этих видео и узнайте, за какими из них легче следить. Это может быть потому, что за этим программным обеспечением CAM легче следить!
- Доступность: вам не нужен пакет CAM за 10 000 долларов. Скорее всего, вам даже не понадобится пакет за 1000 долларов.
- Запланируйте попробовать 2 или 3 пакета. Уделите каждому до 2 недель.
Хорошо, давайте посмотрим на долю рынка этих продуктов.Эти графики взяты из нашего обзора CAM 2017.
Вы могли бы сделать похуже, чем взять пятерку лучших из этой таблицы в качестве отправной точки. Я также хочу включить так называемые «многоуровневые» продукты. Они предлагаются в нескольких ценовых диапазонах:
Переход к делу с кратким списком пакетов CAM Боба
Позвольте мне перейти к делу. Я подробно рассмотрел большую часть этого программного обеспечения. Я разговариваю со МНОЖЕСТВОМ людей и провел много таких опросов. Мой вывод: вы хотите учитывать следующее:
- MeshCAM: Просто потому, что это действительно самый простой с большим отрывом.
- CamBam: Дешево и сердито. Это то, что вы получите, если возьмете обычный CAM, значительно упростите его и опустите множество функций для опытных пользователей. Думайте об этом как о Мустанге среди Корветов и Порше. Не самая лучшая, но довольно приятная поездка. Моя единственная проблема с ним заключается в том, что мне интересно, не сидит ли он слишком близко к MeshCAM без простоты и слишком далеко от двух других без мощности. Я думаю, что это так, но это не значит, что вы не должны тратить на это время и принимать собственные решения.
- Vectric / Aspire: Это программное обеспечение очень популярно среди фрезеровщиков с ЧПУ, потому что оно делает так много интересных вещей для создания причудливых вывесок и художественного дизайна. Мне он очень нравится, и если бы я хотел сделать кучу вычурных вещей, я бы наверняка выбрал его, а не Fusion 360.
- Fusion 360: это текущий фаворит на низком уровне. По крайней мере, он сочетает в себе довольно мощный пакет CAM (HSM Works) с довольно хорошим CAD по невероятно низкой цене. Что не нравится? Что ж, позвольте мне быть честным.Я использую Fusion 360 чаще, чем любой другой CAM, но мне не нравится, насколько он содержит ошибки, и я считаю, что его пользовательский интерфейс – худшее из всех программ, о которых я здесь говорю. Это довольно неприятный утомительный труд, чтобы стать профессиональным, и если вы не будете использовать его постоянно, вы отступите и вам придется заново учиться тому, что должно быть очевидным. Но как только вы станете профессионалом, вы будете радоваться этому. Кроме случаев, когда клопы кусаются.
Вот статистика видеороликов YouTube, доступных для каждого:
Честно говоря, MeshCam все настолько просто, что я не могу представить, о чем вы бы сняли более 2500 видео.Но вы можете ясно видеть, что у Fusion 360 и Vectric Aspire есть масса видео, на которых вы можете учиться.
Лично я рекомендую вам оценить все четыре программных пакета. Получите бесплатные пробные версии. Но покупайте их по одному. И обязательно сначала сделайте пробную версию MeshCAM. Так вы увидите, насколько это просто. Имея это в виду, вместе с другими вы оцениваете, считаете ли вы, что сможете достаточно быстро овладеть навыками, чтобы удовлетвориться пропуском MeshCAM и переходом к чему-то еще более мощному.Если можете – отлично! Но если не можете, не беспокойтесь. MeshCAM поддерживает вас, пока у вас не будет достаточно опыта, чтобы снова захотеть попробовать что-то еще.
Калькуляторы подачи и скорости
У вас есть CAD и CAM, вы готовы изготавливать детали, верно?
Держись! Друзья не позволяют им делать детали с помощью программных каналов и скоростей CAM. Проще говоря, программное обеспечение CAM плохо справляется со своей задачей, о чем из года в год говорили нам наши респонденты. Кроме того, когда мы опросили людей и спросили их, что было трудно узнать о ЧПУ, угадайте, что они сказали?
Ой!
Feeds and Speeds – самая сложная вещь для изучения.Намного сложнее, чем CAD или CAM. Вот почему вам нужен хороший калькулятор подачи и скорости. И мальчик у меня есть для тебя.
Первый в мире калькулятор подачи и скорости для начинающих и любителей
Не буду лгать – наш калькулятор подачи и скорости G-Wizard УДИВИТЕЛЬНЫЙ для профессиональных ЧПУ. Вот почему его используют тысячи лучших производителей мира.
Но в то же время я поговорил буквально с тысячами новичков в области ЧПУ и помог им решить все общие проблемы.И каждый раз, когда я обнаруживал случай, когда многие люди сталкивались с одной и той же проблемой, я пытался встроить решение в G-Wizard Calculator. Я хотел, чтобы это помогло новичкам помочь себе, прежде чем они попадут в беду. Этот процесс продолжается по сей день.
Вот лишь некоторые из вещей, которые G-Wizard делает специально для начинающих:
- Он создан для работы с ограничениями легких станков с ЧПУ. Он отрегулирует ваши подачи и скорости в соответствии с возможностями вашей машины.
- Он дает вам множество письменных советов, которые профессионалы считают само собой разумеющимся, но новички не смогут учиться, если им не посчастливится получить наставничество у профессиональных специалистов по ЧПУ.
- У него есть мощная «Шпаргалка», которая позволяет вам адаптировать вырезки по своему усмотрению. Хотите ехать быстрее? Помедленнее? Получить лучше закончить? Более длительный срок службы инструмента? Шпаргалка встроена и адаптирует каналы и скорости для ваших целей.
- База данных гигантских материалов. Но особенно часто режут многие мягкие материалы новички и фрезерные станки с ЧПУ.Подробно описаны дерево и пластик.
- Универсальные резаки. G-Wizard имеет больше различных видов фрез, чем любой другой калькулятор подачи и скорости, включая специальные фрезы, необходимые для фрезерных станков с ЧПУ. Опытные профессионалы могут найти способ получить потоки и скорости для странных инструментов, но новичкам нужно, чтобы это было легко объяснено.
- Обзорные экскурсии и глоссарий. Мы предлагаем лучшее обучение в бизнесе с видео-экскурсиями, рабочими примерами и даже встроенным глоссарием терминологии.Это все то, что многим пришлось раскопать по крупицам, и G-Wizard дает вам легкие в употреблении лакомые кусочки.
Чтобы узнать больше о том, почему G-Wizard идеально подходит для начинающих и любителей, посетите нашу страницу G-Wizard для начинающих и любителей:
[Расскажите мне больше о G-Wizard для начинающих и любителей]
Секретный совет: как ручные механики могут обойти CADCAM
У вас есть почти вся история о том, как новичок может заставить свое программное обеспечение ЧПУ работать вместе по дешевке и получить лучшее решение для своих нужд.Мне нужно рассказать еще об одной или двух вещах.
Если вы опытный механик-механик, этот раздел для вас. Если нет, пропустите это.
Машинистымогут изготавливать детали без программного обеспечения CAD или CAM. Вы знаете это, если вы ручной машинист. Но вот в чем дело – вы можете сделать то же самое, только лучше на станке с ЧПУ!
Верно, вы можете использовать свои навыки, чтобы сразу же изготавливать детали. Да, вам тоже захочется изучить CAD / CAM, но пока вы можете работать как минимум так же продуктивно, как на ручном станке с минимальной кривой обучения.
MDI превращает ваш ЧПУ в ручной станок с механической подачей и УЦИПервое, что нужно понять, это то, что вы можете управлять своим ЧПУ во многом как ручным станком, используя что-то под названием «MDI». Это означает «Ввод данных вручную». Обычно вы вводите простую команду, и машина сразу ее выполняет. Эти команды представляют собой g-код, но все, что вам нужно, это простое подмножество, состоящее всего из 10 g-кодов. Мы даем вам все необходимое для овладения этим в нашем курсе G-Code. Идите и проверьте это.Вы можете изготавливать чипы на ЧПУ за считанные часы.
Ручной машинист, разбирающийся в MDI, может рассматривать станок с ЧПУ как ручной станок с УЦИ и системой Power Feed на каждой оси. Но вы быстро увидите, что это даже лучше. Например, «УЦИ» привязаны к источникам питания, и вы можете настроить их так, чтобы они прекращали подачу в точных координатах. Кроме того, вы можете двигаться в любом направлении, а не только по оси X или Y. Таким образом, вы можете вырезать диагонали. Кроме того, круги и дуги просты – нет необходимости настраивать Rotab.Это довольно мило, если вы поймете, как легко приготовить чипсы таким способом.
Диалоговое программирование делает вас на шаг дальше, чем MDIВы когда-нибудь слышали о «разговорном программировании»?
Это следующий шаг после MDI. С помощью программного обеспечения для разговорного программирования вы отвечаете на вопросы в простом мастере, который выдает g-код, который затем можно запустить. Вопросы просты, и на них легко может ответить любой механик. Например. Предположим, вы хотите превратить несколько наружных диаметров на токарном станке с ЧПУ.Вот для этого мастер диалогового программирования:
С помощью диалогового программирования вы можете создать программу G-кода, чтобы очень быстро сократить кучу OD на детали. Узнай больше об этом здесь.
Управляющее программное обеспечение для начинающих
Я хочу коротко поговорить о Control Software, потому что не все равно одинаково. Некоторые из них мощные, но трудные в использовании, некоторые не такие мощные, но все же не такие простые в использовании, а некоторые подходят для хорошего баланса.
Я хочу особо упомянуть PathPilot Тормаха.Я считаю, что он один из лучших с точки зрения мощности и простоты использования. Он даже включает диалоговое программирование.
Что касается управляющего программного обеспечения для станков профессионального класса, Fanuc является наиболее распространенным, но Haas проще в использовании и немного мощнее. Но, если вы привыкли к управляющему программному обеспечению на машинах хобби-класса, приготовьтесь к тому, чтобы научиться на машинах профессионального класса. Я разговаривал с опытными пользователями управляющего программного обеспечения, такого как PathPilot и Mach 3, и они сказали, что им потребовалось 2-4 недели, чтобы освоиться с их Pro Control Software.
Если вы собираете собственный станок или используете один из более легких фрезерных станков с ЧПУ, вы столкнетесь с управляющим программным обеспечением, таким как Mach 3 и GRBL. Крупные производители фрезерных станков с ЧПУ потратили время на то, чтобы их управляющее программное обеспечение было интуитивно понятным для новичков, поэтому рассматривайте это как определенную причину, чтобы взглянуть на машины, подобные Shapeoko.
OTOH, китайские машины без названия часто имеют очень плохо документированное управляющее программное обеспечение, так что будьте осторожны.
Маха 3 было де-факто стандартом в течение многих лет для самодельных машин, но он давно заработал и довольно глючит.Я бы посмотрел на новые альтернативы, такие как LinuxCNC (PathPilot построен на LinuxCNC) или Centroid’s Acorn Control.
Специальные предложенияSmokin!
Эй, вы помогли нам прочитать очень подробную, но длинную статью – я ценю это! Я знаю, что это важно, поэтому я так много работаю, чтобы собрать эти статьи воедино. Но я хотел бы наградить вас Smokin ’Deal.
Как насчет копии MeshCAM и годовой лицензии на наш калькулятор каналов и скорости G-Wizard?
Если вы покупаете MeshCAM у разработчиков, обычно это 250 долларов.Если вы покупаете у нас калькулятор G-Wizard на 1 год, он обычно стоит 79 долларов. Вместе они обошлись вам в 329 долларов. Я могу позволить вам собрать их обоих вместе за 259 долларов, чтобы вы сэкономили 70 долларов. Другими словами, . Я даю вам GW Calculator всего за 9 долларов вместо 79 долларов.
Ого! Вы не увидите предложения такого рода программного обеспечения каждый день, но это поможет вам быстро начать производство деталей.
Если вы заинтересованы, вы можете оформить сделку, просто нажав здесь:
Кстати, если вас беспокоит, что GW Calculator продлится всего 1 год, не беспокойтесь.В конце года, когда он истекает, все функции продолжают работать. Единственное, что изменится – это будет ограничение мощности шпинделя в 1 л.с. Это все, что нужно многим любителям, и они получают это на всю жизнь. Если вы хотите большего, его тоже очень легко продлить.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге бесплатно раз в неделю прямо на ваш почтовый ящик. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
Лучшее программное обеспечение для обработки CAD, CAM и ЧПУ в 2021 году (бесплатно и платно)
Программное обеспечение для числового программного управления (ЧПУ) позволяет создавать программы для запуска станок.Каждая часть станка требует своей собственной программы ЧПУ. Основным языком программирования ЧПУ является G-Code. В качестве альтернативы G-Code также используются Heidenhain и Mazak.
G-код запрограммирован таким образом, что он управляет движением станка, регулируя положение осей x, y и z. Он способен контролировать скорость вращения и скорость движения.
При обработке с ЧПУ обычно используются форматы файлов STEP и IGES. Эти форматы можно использовать на разных платформах.
От проектирования до производства станок с ЧПУ использует три различных типа программного обеспечения, а именно: CAD, CAM и программное обеспечение контроллера ЧПУ. Сначала вам понадобится дизайн в векторном файле, если у вас еще нет G-Code. Этот дизайн преобразуется в G-код с помощью программы CAM.
G-код используется для связи с станками с ЧПУ и позволяет станку двигаться по желаемому шаблону.
Поскольку мы знаем, что многие наши читатели – новички, которые ищут лучшие инструменты для деревообработки и рекомендации.
Мы подготовили эту статью на основе нашего собственного опыта и исследований, которые позволят вам найти лучшее программное обеспечение для станков с ЧПУ, а также множество различных вариантов, которые являются как платными, так и бесплатными.
Шаг 1. Создайте векторный файл (DXF) с помощью программы автоматизированного проектирования (CAD).
Чтобы начать этап проектирования, вам потребуется векторный файл (векторный файл содержит координаты для перемещения инструментов по разным осям). Вы можете создавать дизайны и векторы с помощью программного обеспечения САПР, где САПР означает компьютерное проектирование.
Самый распространенный формат векторных файлов – DXF. Это расширение файла для графического изображения, обеспечивающее взаимодействие данных между САПР и другими программами. Вы можете открывать файлы DXF в Mac и Windows OS.
Самые популярные бесплатные сайты с файлами в формате обмена чертежами (DXF):1. Scan2CAD
На этом сайте каждую неделю публикуются новые дизайны. Каждая конструкция на 100% готова к резке для любых задач ЧПУ.
2. Love SVG
Предлагает бесплатные дизайны в форматах SVG и DXF.На этом сайте для загрузки доступно более 600 дизайнов. ZIP-архив с дизайнами можно загрузить в форматах PNG, SVG, DXF и EPS.
3. Ponoko
На этом сайте представлены готовые проекты. Не все дизайны на этом сайте бесплатны. Некоторым платят за использование.
4. Sign Torch
Предлагает множество дизайнерских коллекций DXF. Вы можете скачать в форматах CMX, DXF, EPS, SVG и AI.
5. Plasma Spider
Этот сайт предназначен для файлов изображений DXF.Вы можете скачать и поделиться как можно большим количеством файлов DXF.
Вы можете создавать широкий спектр проектов в программе CAD. Кроме того, вы можете использовать Scan2CAD для точного преобразования растрового дизайна в вектор и векторного в другой вектор.
Это программное обеспечение использует технологию распознавания объектов для преобразования некоторых частей изображения в проекты САПР. Он также использует оптическое распознавание символов для преобразования текста в изображения в векторные форматы.
Этот шаг применяется к системам без G-кода.На рынке доступно много программного обеспечения САПР. Вам необходимо тщательно выбрать подходящее программное обеспечение, соответствующее вашим требованиям.
5 Лучшее программное обеспечение CAD, поддерживающее обработку с ЧПУ1. Rhino3D
Rhino3d в основном используется для создания и редактирования поверхностей, сеток, кривых и твердых тел. В этом программном обеспечении также доступны инструменты трехмерного моделирования произвольной формы. Это коммерческое ПО для компьютерной графики и САПР.
2. AutoCAD
AutoCAD – самое популярное программное обеспечение САПР для 2D и 3D чертежей.Это программное обеспечение широко используется в гражданской, механической и архитектурной областях. За 34 года выпущено около 31 версии. Он выпущен как настольное приложение, работающее на микрокомпьютерах.
3. SolidWorks
Solidworks – это программа для трехмерного моделирования. Это параметрический разработчик моделей. Он может создавать 2D-чертежи вместе с моделированием. Это первый выпущенный значительный инструмент для 3D-моделирования. Его можно использовать для расширенного 3D-моделирования и автоматически создаваемых 2D-чертежей. На данный момент выпущено около 27 версий.Это программное обеспечение широко используется в различных отраслях, таких как строительство, авиакосмическая промышленность, дизайн продукции и многие другие.
4. Fusion 360
Это облачное программное обеспечение, сочетающее в себе механические и промышленные образцы. В основном это используется для оформления мебели. В нем есть самые мощные инструменты моделирования, от базовых эскизов до полностью настроенных моделей.
5. SketchList3D
Sketchlist3D – это программа для проектирования мебели, которая позволяет упростить трудоемкие, масштабные и повторяющиеся задачи проектирования.Это программное обеспечение может легко манипулировать трехмерными объектами на экране. Это быстро, легко и очень гибко в использовании.
Fusion 360, за которым следуют SolidWorks, являются наиболее популярными программными пакетами САПР. Fusion 360 имеет служебный программный инструмент, доступный вместе с пакетом, который позволяет вам делать все в одном месте. Он может работать в Windows, Mac OS и в браузерах.
Это инструмент нового поколения с множеством возможностей, таких как создание проектов, управление данными, совместная работа, запуск моделирования, проверка проектов и многое другое.
Следующее популярное программное обеспечение САПР, SolidWorks, работает под управлением Microsoft Windows и представляет собой очень производительное программное обеспечение для работы с 3D. Он имеет интегрированные инструменты аналитики и автоматизации проектирования.
Это помогает имитировать физическое поведение, подходящее для всех типов конструкций. Это одно из наиболее широко используемых программ САПР.
Бесплатное программное обеспечение САПР1. NanoCAD
NanoCAD – это недорогое программное обеспечение САПР для файлов dwg, 2D и 3D проектов CAD. Это может создать новый дизайн и поработать над существующим, чтобы улучшить его функции.Некоторые из основных функций этого программного обеспечения – оптимизация, файловая система предварительного просмотра чертежей, сглаживание, улучшенное управление файлами, контекстное меню и многое другое.
2. Wings 3D
Wings 3D – это простая и самая мощная программа для моделирования с разбиением на части. Его обычно называют крыльями. Основное применение Wings 3D – модели с низким и средним полигонами
3. DraftSight
DraftSight – отличный поставщик решений 2D и 3D CAD для архитекторов, инженеров и строительных компаний.Он также отвечает требованиям профессиональных пользователей и дизайнеров САПР.
4. QCAD
QCAD – это программное приложение, используемое для 2D-проектирования и черчения. Он поддерживается платформами Linux, Unix, Microsoft Windows и Mac OS. Графический интерфейс основан на Qt Framework. Это программное обеспечение выпущено по Стандартной общественной лицензии.
4. Draft IT
Draft IT – это программа 2D САПР, подходящая для всех пользователей, удовлетворяющих требованиям офиса и дома.Вы можете создавать, печатать и сохранять свои рисунки.
6. Sketch Up
Sketch Up – это компьютерная программа для трехмерного моделирования, используемая для широкого спектра приложений, таких как архитектура, машиностроение, ландшафтное строительство, проектирование фильмов и видеоигр. Это простое программное обеспечение, но надежное в использовании. Он доступен в виде веб-приложения. Это также одно из лучших программ для деревообработки, которое часто используется мастерами по дереву, которые ищут бесплатную программу для проектирования мебели.
7. OnShape
Программная система OnShape доступна и доставляется через Интернет через сервисную модель. Он широко использует облачные вычисления. Каждое обновление этого программного обеспечения выпускается непосредственно через веб-интерфейс. Это позволяет пользователям совместно работать над единым общим дизайном.
8. FreeCAD
FreeCAD – это средство параметрического 3D-моделирования общего назначения в САПР. Это программное обеспечение для информационного моделирования зданий, которое поддерживает метод конечных элементов.Это программное обеспечение может использовать язык программирования Python. Это в основном предназначено для использования в машиностроении.
9. TinkerCAD
TinkerCAD – это онлайн-программа для трехмерного моделирования, которая запускается в веб-браузере. У него простой интерфейс и простота использования. Это популярное программное обеспечение для создания моделей для 3D-печати и конструктивной твердотельной геометрии.
Это бесплатное программное обеспечение САПР намного проще и проще в использовании. Он не только обеспечивает 2D-рисование, но также помогает создавать 3D-модели.
Если вы не хотите создавать дизайн самостоятельно, вы можете попробовать вырезать DXF-проекты в качестве альтернативного варианта. Их легко найти на рынке. Самые популярные бесплатные сайты DXF – My DXF, Scan2CAD, Vector Ink, Ponoko, SignTorch, Free DXF и т. Д.
Основным ограничением этого бесплатного программного обеспечения является его ограниченное количество исходных текстов.
Scan2CAD может добавить больше по сравнению с другими вариантами в списке. Это отличный источник для CAD, CAM и ЧПУ. Он может предоставить вам готовые проекты ЧПУ.Scan2CAD предоставляет гибкие возможности лицензирования и круглосуточную поддержку.
Он предоставляет множество опций в функциях экспорта ЧПУ, таких как настройки Z, настройки масштабирования, вращение дуги и окружности, а также опции G-кода Безье.
Бонус : GrabCAD имеет интересную функцию под названием Workbench, которая позволяет пользователю совместно работать над проектом САПР с другими. Это платформа, на которой люди из всех слоев общества, такие как плотники, архитекторы и профессиональные дизайнеры, могут работать вместе и загружать тонны различных файлов САПР.Приобретенные компанией Stsratasys, теперь у них есть два продукта: GrabCAD Workbench и GrabCAD Print
Шаг 2. Преобразование векторного файла в G-код с помощью программного обеспечения для автоматизированного производства (CAM).
Из программы CAD векторный файл конвертируется в G-код. Это язык, используемый при обработке с ЧПУ. Этот процесс выполняется с помощью программного обеспечения CAM, которое расшифровывается как Computer Aided Manufacturing.
Программное обеспечение CAM может генерировать G-код из проекта САПР или изображения.Это программное обеспечение использует модели и сборки, созданные в программном обеспечении САПР, для создания траекторий, которые заставляют станки превращать конструкции в физические детали.
Он может устранить разрыв между проектированием и производством путем соответствующей реализации чертежей, проектов и моделей и обеспечить ожидаемый результат. Со временем это расширяет объемы производства и изготовления.
Некоторые программы CAM могут напрямую редактировать файл САПР и генерировать соответствующие G-коды с помощью программ редактирования САПР.Существуют программы редактирования G-кода, которые можно использовать для преобразования G-кода в Conversation CNC или для имитации самого G-кода.
G-Code – один из самых популярных и широко используемых языков программирования. G-код используется для инструктирования и управления автоматизированными инструментами. Это также указывает направление, в котором должна двигаться машина.
Управляет машиной по скорости и глубине движения. Существует много типов файлов G-кода, самые популярные типы файлов G-кода – это .CNC, .NC и.КРАН.
Для простых требований, таких как круги и линии, вы можете легко создать G-код вручную. Но сделать то же самое с помощью программного обеспечения CAM еще проще.
В новейшей системе обработки с ЧПУ 2D-чертежи больше не требуются для производства станка. Современные системы обработки могут напрямую интерпретировать геометрию детали из файлов 3D CAD. Давайте посмотрим на лучшее программное обеспечение CAM.
После импорта модели CAD в CAM программа начинает создание модели для обработки.
Лучшее платное программное обеспечение CAM1. MeshCAM
MeshCAM работает во всех программах 3D CAD. Поддерживаемые форматы файлов: STL и DXF. Это самая быстрая программа для генерации кода.
2. OneCNC
Программное обеспечение OneCNC предоставляет систему CAM для фрезерования и токарной обработки на станке. Он способен обрабатывать до 5 осей. Это единственное программное обеспечение CAM, необходимое для токарно-фрезерной обработки, плазменной, лазерной, фрезерной обработки с ЧПУ и многого другого.
3. MasterCAM
1.FreeMILL
FreeMILL – это фрезерный модуль для фрезерных и фрезерных станков. Это позволяет полностью моделировать модели деталей. Для этого программного обеспечения нет ограничений по времени, кодам или пробным версиям. Это помогает создавать траектории инструмента.
2. G-Simple
G-Simple – это простой пакет CAN для 3-осевой обработки. Он применяет различные фильтры для управления инструментами библиотеки, удаляет лишние материалы, настройки сверления и гравировку текста.
3. PyCAM
PyCAM генерирует траекторию для 3-осевой обработки.Он поддерживает файлы STL, DXF или SVG. Это поддерживает множество стратегий траектории для 3D и 2D моделей. Он работает под управлением Linux
Scan2CAD конвертирует растровые проекты в векторный формат файла за несколько секунд. Пакеты растрового и векторного редактирования могут использоваться для создания оптимального векторного изображения для любого проекта ЧПУ. Он поддерживает 33 типа файлов и поддерживает пакетную обработку. Scan2CAD – одно из самых популярных программ CAM.
Шаг 3: Используйте программное обеспечение ЧПУ для обработки G-кода, чтобы машина работала желаемым образом.
G-код из программного обеспечения CAM обрабатывается программным обеспечением ЧПУ. Основная задача программного обеспечения ЧПУ теперь состоит в том, чтобы ввести G-код и обеспечить правильные электрические выходы, чтобы маршрутизатор с ЧПУ работал.
Существует два типа управляющего программного обеспечения ЧПУ. Одно управляющее программное обеспечение встроено в вашу машину, а другое – программное обеспечение для ПК.
Если вы используете станок с ЧПУ, такой как HAAS Vertical Machining, вам потребуется комплексное решение аппаратного и программного обеспечения, встроенное в станок.При этом вы можете передать G-код прямо на машину.
Лучшее программное обеспечение для контроллеров на базе ПК1. Mach
Серия Mach работает на большинстве ПК с Windows. Последняя версия – Mach5. Это можно настроить. Это может контролировать до 6 осей машины. Это программное обеспечение очень врожденное и настраиваемое. Mach4 – один из самых известных и широко используемых контроллеров станков с ЧПУ.
2. LinuxCNC
LinuxCNC полностью открыт.Это программное обеспечение работает в Linux. Это может контролировать до 9 осей. Это поддерживает жесткое нарезание резьбы и компенсацию резца. Это помогает в числовом управлении станками.
3. TurboCNC
TurboCNC может контролировать до 8 осей движения и обеспечивает полностью параметрическое программирование. Это полностью функциональная условно-бесплатная программа.
4. Универсальный отправитель Gcode
Универсальный отправитель Gcode – широко используемое программное обеспечение, используемое для преобразования дуг в линейные сегменты. Это полнофункциональная платформа G-Code, работающая на JAVA.Он имеет настраиваемую оптимизацию G-кода, оценки продолжительности, поддержку кроссплатформенности, визуализатор 3D G-кода и многое другое, что можно добавить.
Другое программное обеспечение для управления ЧПУ включает:
1. Caliper2PC
Caliper2PC – это цифровое считывающее устройство для фрезерных станков, токарных станков и других инструментальных станков. Это очень гибкое и удобное программное обеспечение.
2. Baldor HPGL
Baldor HPGL предлагает бесплатный плоттер HPGL с ЧПУ с двумя станциями.5 осей управления.
3. CNCZeus
CNCZeus – это современное недорогое программное обеспечение для управления станком. Идеально подходит для больших профессиональных машин. Его особенности включают состав фрезы, оцифровку датчика, оптимизированный язык ассемблера и многое другое.
CNC для деревообработки
Деревообработка является наиболее широко используемым применением фрезерного станка с ЧПУ, поскольку он предлагает множество преимуществ и гибкость при работе с деревом, чем с любым другим другой материал. Новички или мастера по дереву часто начинают работать с одиночными фрезерными станками с ЧПУ для создания вещей и проектов своими руками.
Для таких пользователей мы рассмотрели лучшее программное обеспечение для деревообработки, так как есть много вещей, которые следует учитывать при получении вашего первого программного обеспечения для проектирования деревообработки, которое позволит работать с инструментами и элементами, которые вы хотите.
3 лучших программы для деревообработки для вашего фрезерного станка с ЧПУ:
Часто задаваемые вопросы
Что такое G-код и M-код?
И G-код, и M-код несут разную информацию. G-код (геометрия) связан с размещением оборудования относительно заготовки, например с задачами резки и определения единиц.M-код (Разное) касается различных функций и конфигураций, таких как команды включения / выключения, скорости, смены инструмента и СОЖ.
Сложно ли научиться обработке с ЧПУ?
Научиться обработке с ЧПУ несложно. Хотя, если вы новичок в фрезерных станках / станках с ЧПУ, вам может быть немного сложно привыкнуть к количеству различных функций на станках с ЧПУ. Но как только вы это поймете, со временем все станет легко. Это похоже на изучение нового произведения искусства.
Заключение
Основными преимуществами использования станков с ЧПУ в каждой отрасли являются:
- Повышенная точность обработки
- Позволяет легко выполнять сложные задачи
- Обеспечивает гибкость
- Затраты на техническое обслуживание намного ниже, если вы не выполняете тяжелые задачи
- Сохраняет конструкцию и трудозатрат меньше.
- Значительно сокращает время на выполнение работы.
- Могли бегать целый день.
- Отсутствие возможности человеческого фактора или ручного вмешательства.
Используя программное обеспечение станка с ЧПУ, вы можете полностью контролировать все производственные процессы и контролировать их от начала до конца. Процесс производства фрезерного станка с ЧПУ сокращает количество шагов, необходимых для изготовления детали.
Весь процесс изготовления автоматизирован, и, выбирая правильное программное обеспечение ЧПУ на каждом этапе, вы повышаете эффективность.
Одни и те же компоненты можно воспроизводить и тиражировать сколько угодно раз без ущерба для качества. Один человек может с легкостью контролировать несколько фрезерных станков с ЧПУ, если он привыкнет к программному обеспечению с ЧПУ.
Нет необходимости делать прототип. Вы можете напрямую смоделировать требования в программном обеспечении.
Есть несколько ограничений, связанных с ЧПУ. Из-за возраста и сложности станки с ЧПУ имеют ограниченные возможности в системах управления и приводов.
Большинство управляющих программ ЧПУ интерпретируют только движения по прямой и дуги окружности. Во многих случаях дуги ограничиваются главными плоскостями XYZ.
Спрос на фрезерные станки с ЧПУ с огромными возможностями все еще растет. Хотя у него много ограничений, его преимуществ превосходит их. Следовательно, ЧПУ здесь надолго и время от времени расширяет свои возможности.
Ресурсы для токарных станков с ЧПУ
Токарный станок с ЧПУ
Учебные ресурсы
Эта веб-страница описывает знания, необходимые для безопасного программирования, настройки и запуска ЧПУ. токарный станок в Конструкторско-производственной лаборатории.Многие изображения и ссылки созданы другими и имеют соответствующие гиперссылки.
Содержание
1. Деталь CAD Модель и чертеж
2. Таблица настройки детали
3. Методы программирования деталей
4. Программирование ручного кодирования
5. Советы по программированию
6. Выбор инструмента
7. Загрузка инструмента
8. Рабочий Холдинг
9. Настройка рабочего смещения
10. Программа Графика / Симуляторы
11. Программа Сухой (он же тестовый) запуск
12. Прототип (Первая часть) Запуск
13. Производство Бег
14. Уборка
15. Важно Очки
16.Бонус Материал
17. Руководства по машинам и справочная документация
Деталь CAD Модель и чертеж [ВОЗВРАТ К T.O.C.]
Всегда начинать с точной CAD-моделью детали, которая должна быть изготовлена. Однажды часть Модель проверена на точность, чертеж хорошего качества должен быть выполнен из деталь, которая включает соответствующие допуски для каждого элемента детали, как а также отмечает о , какие поверхности нуждаются в отделке , насколько хорошо отделка должна быть и допустимой (т.е.е. максимум) размеры филе на каждой части особенность . Печатная копия этого чертежа будет использоваться как для части программирование и контроль после обработки, поэтому потребуется время, чтобы сделать точный и легко читаемый рисунок. Если вы не можете этого сделать, у вас нет навыков, терпения или времени, чтобы пытаться изготовить детали.
Деталь базовые данные чертежей и размеров должны отображаться в точном соответствии с оси станков, чтобы снизить риск недопонимания между деталями ориентация один раз в машине и координаты, отображаемые на машинах зачитать.На рисунке ниже для Например, обратите внимание на то, что ось Z детали горизонтальна, а ноль Z находится на сторона задней бабки детали / чертежей, точно так, как это было бы при резке в машине.
Для большинства детали изготавливаются на токарном станке DML с ЧПУ, траектории инструмента программируются вручную, потому что малейшее недопонимание кода, созданного с помощью программного обеспечения CAM может иметь катастрофические последствия для пользователя, станка и / или режущего инструмента. Когда создание чертежа детали, используемого для программирования токарного станка с ЧПУ, все диаметры детали должны иметь размеры, а также начальные и конечные координаты для всех дуги / радиусы.Все координаты оси Z должны быть измерены от лицевой стороны деталь, как показано на приведенном ниже примере чертежа детали.
Образец ЧПУ чертеж детали токарного станка (примечания начальные и конечные координаты дуг отсутствуют)
Лист наладки детали [ВОЗВРАТ К T.O.C.]
Дополнительно для получения точного и ясного детального чертежа необходимо также заполнить лист наладки для станка, который вы планируете использовать для изготовления своей детали:
ЧПУ Лист наладки токарного станка
Установка лист включает в себя подробную информацию о каждом инструменте, используемом в производстве, а также эскизы и примечания, объясняющие, где расположены точки / нули ваших деталей для каждого операция.Другими словами, , инструкция по установке должна содержать ВСЕ информация, необходимая другому компетентному оператору для успешной настройки и запустите свою программу обработки деталей.
Деталь инструкция по установке должна учитывать количество инструментов, необходимых для конкретная геометрия детали и обрабатываемый материал, а также количество деталей (т.е. для большего количества деталей из более твердых материалов требуется отдельная черновая и чистовая обработка инструменты при соблюдении жестких допусков и требований к чистоте поверхности).Конкретная геометрия детали может потребовать большего чем один инструмент для точного завершения кривизны или желаемой торцевой геометрии. Эти расхождения следует четко учитывать. для и объяснения на листе настройки детали. Этот документ должен быть как подробным, так и точность, чтобы гарантировать правильную обработку детали.
Таким образом, плохо заполненные листы наладки приводят к плохо выполненным деталям.
Установочный лист детали к токарному станку с ЧПУ
Методы программирования деталей [ВОЗВРАТ К Т.O.C.]
Есть три способа программирования станков с ЧПУ: CAM (автоматизированное производство), разговорный (библиотека подпрограмм), или вручную писать G&M (геометрия и разное) код. Как упоминалось ранее, мы в основном используем руководство ручное кодирование для программирования токарного станка с ЧПУ DML, потому что малейшее непонимание кода, созданного с помощью программного обеспечения CAM, может иметь катастрофические последствия пользователю, станку и режущему инструменту.
Пример простая программа для токарного станка с ЧПУ
Большинство деталей состоящие из линий и дуг постоянного радиуса, легко программируются вручную и вырезать на токарном станке с ЧПУ.Для более сложных геометрии детали (т.е. носового конуса со сложной геометрией эллипсоида), модель детали напрямую импортируется в программное обеспечение CAM, которое, в свою очередь, используется для генерировать траектории, используемые для резки детали.
Программирование ручного кодирования [ВОЗВРАТ К T.O.C.]
В этом разделе объясняется безопасное программирование. на токарном станке Haas SL-10 с ЧПУ. Лаборатория Пример программы ступицы колеса будет использован для демонстрации следующего операции, обнаруженные на отмеченных страницах SL-10 Руководство по эксплуатации :
G00 Быстрое позиционирование (П.118)
G01 Облицовка (стр.118) G01 Автоматическое снятие фаски Вариант (стр.121)
G40 / G41 / G42 Носик инструмента Компенсация радиуса (стр.130)
G50 SXXXX Зажим скорости шпинделя (п.130)
Цикл удаления материала G71 OD / ID (стр.133)
G75 Обработка канавок / отрезка OD / ID Цикл (стр.147)
G83 Сверло с обычным током Цикл (стр.155)
G86 с цилиндрическим отверстием и упором Цикл (развертывание) (стр.156)
G96 / G97 Режимы скорости шпинделя (стр.162) |
1. Общий формат программы
а. Напишите код от руки в текстовом редакторе, например Блокнот
г.Процент (% ) знак должен быть в первой и последней строке каждой программы
г. Вторая строка кода должна следовать за формат: O ##### (Название программы)
г. В начале каждой операции и следующей к каждой смене инструмента оставляйте комментарий в круглых скобках с указанием операции это:
я. Например (СВЕРЛЕНИЕ OP) или T303 (0.5 ″ Jobber Drill)
II. Машина игнорирует любые комментарии в круглые скобки, но комментарии не могут быть длиннее 80 символов и не могут содержать дополнительные скобки внутри скобок
e. Перед последним знаком процента в конце программе укажите M30 , который обозначает конец программы
ф. Все значения координат должны быть записаны с десятичный разряд
я. G00 X3 будет интерпретироваться как быстрое по оси X положение, которое находится на расстоянии 0,0003 от оси шпинделя
II. G00 X3.0 будет интерпретироваться как быстрое по оси X положение, которое находится на расстоянии 3,0 от оси шпинделя
iii. ВНИМАНИЕ: ДАННАЯ ОШИБКА МОЖЕТ ВЫЗВАТЬ Столкновение.ВСЕГДА ПРОЧИТАЙТЕ КОД, ЗАПУСКАЙТЕ МОДЕЛИРОВАНИЕ И ВЫПОЛНЯЙТЕ СУХОЙ ПРОБЕГ С 5% БЫСТРОМ КАЖДОЕ ИЗМЕНЕНИЕ В ПРОГРАММУ, НЕ ВАЖНО НАСКОЛЬКО МОГУТ БЫТЬ ИЗМЕНЕНИЯ.
2. Предохранительный блок
а. Блок безопасности должен существовать в начале каждая программа, обычно в третьей строке:
G00 G28 G40 G54 G80 G97
G00 Режим быстрого позиционирования
G28 Вернуться к машине Нулевой (Домашний) Позитон
G40 Компенсация выступа инструмента Отмена
G54 Выбрать систему координат работы
G80 Отмена постоянного цикла
G97 Постоянная скорость резания ВЫКЛЮЧЕНА (т.е.е. Постоянный Режим скорости шпинделя)
3. Замена инструмента
а. Всегда возвращайтесь домой для смены инструмента, указав перемещение по оси X от вашей детали, затем укажите по оси Z переместите инструмент в исходное положение
я. G00 G53 X0.0
II. G00 G53 Z0.0
iii. ВНИМАНИЕ: Если указать G28 X0.0 Z0.0 , аппарат будет отправлять инструмент в X0.0 и Z0.0 текущей системы координат заготовки (детали) как перемещение вектора И ТОГДА ДОМОЙ, вызывает инструмент для ВСАСЫВАНИЯ в деталь
г. Не программируйте векторные быстрые движения (перемещение оси X и Z одновременно)
я.Код выполняется построчно, поэтому поместив
координаты X и Z в одной строке будут одновременно перемещать как X, так и
Оси Z для каждой координаты (т.е. G00 X0. Z0. )
II. ВНИМАНИЕ: При указании G28 аппарат отправляет установка башни в исходное положение с помощью быстрого векторного перемещения, поэтому используйте вместо этого G53s, как описано выше
iii. ВНИМАНИЕ: ДАННАЯ ОШИБКА МОЖЕТ ВЫЗВАТЬ Столкновение. ВСЕГДА ПРОВЕРЬТЕ КОД, ЗАПУСТИТЕ МОДЕЛИРОВАНИЕ И СДЕЛАЙТЕ СУХОЙ ЗАПУСК С БЫСТРОМ 5% ВСЕГДА ЛЮБЫЕ В ПРОГРАММУ ВНЕСЕНЫ ИЗМЕНЕНИЯ, НЕТ ВАЖНО НАСКОЛЬКО МАЛЕНЬКИЕ ИЗМЕНЕНИЯ.
4. Облицовка Эксплуатация: G01 (стр.118)
Номера строк (N) в следующие программы не являются обязательными и включены для большей ясности в последующие объяснения.
N1 (СТОРОНА ОП) N2 G28 (Домашняя турель) N3 T0101 (CNMG 432) N4 G00 G54 Z0. N5 G00 X2.1 N6 G50 S1500 N7 G96 S400 M03 N8 M08 N9 G01 X-0.062 F0.005 N10 G00 Z0.1 N11 G00 X2.1 N12 M09 N13 M05 N14 G00 G53 X0. N15 G00 G53 Z0. |
N1 (Операция лицом к лицу) Начните с комментария в скобках, описывающего операцию
N2 G28 (Домашняя револьверная головка) Всегда отправляйте револьверную головку в ее НАЧАЛЬНОЕ местоположение (G28) перед выполнение смены инструмента
я.На токарном станке Haas с ЧПУ G28 будет содержать Сначала ось X, а затем ось Z при запуске программы
II. ВНИМАНИЕ: НИКОГДА не программируйте G28 X0. Z0., Как при этом запускается другой режим, который отправляет инструменту информацию о местоположении детали. 0,0 и ТОГДА отправьте его домой, в результате чего инструмент ВРЕСИТЬ в деталь
N3 T0101 (CNMG 432) Выберите токарный торцевой инструмент, запросив смену инструмента
я.Команды смены инструмента соответствуют формату TXXYY , где XX – номер инструмента револьверной головки, а YY – смещение инструмента на использоваться с инструментом XX
II. В той же строке, что и команда смены инструмента, в скобках укажите описание инструмента: (CNMG 432)
iii. ВНИМАНИЕ: команда TXXYY НЕМЕДЛЕННО выполняет смену инструмента НА ТЕКУЩЕМ МЕСТОПОЛОЖЕНИИ ИНСТРУМЕНТА / РЕВОЛЮЦИИ!
N4 G00 G54 Z0.0 Быстро переместите (G00) токарный / торцевой инструмент к G54. смещение Z0.0 расположение детали
N5 G00 X2.1 Быстро переместите в положение X не менее 0,050 радиально от наружный диаметр заготовки; поскольку G00 является модальным, на этом он не является обязательным. строка
N6 G50 S1500 Ограничение (зажим) максимальной скорости шпинделя до 1500 об / мин, так как деталь удерживается в патроне 6 из-за большей инерции и меньшего зажима усилие традиционного трехкулачкового патрона на более высоких скоростях
N7 G96 S400 M03 Постоянная поворота Поверхность Скорость ВКЛ (G96) при 400 SFM и поворот шпиндель включен в прямом или по часовой стрелке (M03)
я. ВНИМАНИЕ: При торцевании с постоянной скоростью резания (G96) скорость шпинделя будет пытаться увеличивайте до максимальной скорости станка (6000 об / мин) по мере приближения инструмента к детали осевая линия. Это ОЧЕНЬ опасно для всех, кроме самых опытных. операторов, использующих цанговые патроны для коротких заготовок, и почему скорость ДОЛЖНА быть ограничено безопасным максимальным значением путем программирования G50 до команды G96. Это максимальное значение зависит от вашего крепления и зажима. сила.Начните с малого и продвигайтесь вверх, но обычно не превышайте 2000 об / мин.
N8 M08 Включить охлаждающую жидкость
N9 G01 X-0.062 F0.005 Подайте инструмент к центральной линии детали с контролируемой скоростью 0,005 дюйма / об
я. G01 Движение с линейной интерполяцией по сравнению с G00 Быстрое движение
II. X-0,062 Инструмент должен подавать поперек центральная линия детали на расстоянии больше, чем длина вершины инструмента радиус так, чтобы полностью обращать внимание на деталь.График ниже иллюстрирует где машина считает, что острие инструмента существует. В этом примере мы с использованием пластины CNMG 43 2 с радиусом вершины инструмента 2 /64 (0,03125), поэтому мы переходим к X-0,062 (по диаметру), чтобы полностью повернуться лицом к часть.
iii. F0.005 Единицы измерения по умолчанию для скорость подачи в дюймах на оборот
N10 G00 Z0.1 Быстро (G00) отведите инструмент ОТ с обработанной поверхностью
N11 G00 X2.1 Быстро (G00) переместите инструмент в сейф. расположение ВНЕ диаметра заготовки; поскольку G00 является модальным, он не является обязательным для эта строка
N12 M09 Отключить охлаждающую жидкость (M09)
N13 M05 Остановка шпинделя (M05)
N14 G00 G53 X0. Сначала отправьте машину домой в X-направление; так как G00 является модальным, это необязательно в этой строке
N15 G00 G53 Z0. Затем отправьте машину домой в Z-направление; так как G00 является модальным, он не является обязательным в этой строке
5. Токарная обработка: G71 O.D./I.D. Акции Цикл снятия (стр.133)
а. Параметры цикла:
* D : Глубина резания для каждого прохода снятия припуска, положительная
* F : подача для использования во всем G71 PQ блок
* I : размер и направление оси X G71 припуск на грубый проход, радиус
* K : размер и направление оси Z G71 надбавка за грубый проход
P : Запуск Номер блока пути к черновому
Q : Окончание Номер блока пути к черновому
* S : Скорость шпинделя для использования повсюду G71 PQ блок
* T : Инструмент и корректор для использования во всем G71 PQ блок
* U : размер и направление оси X G71 припуск на чистовую обработку, диаметр
* W : размер оси Z и направление G71 припуск на финиш
* указывает опционально
г.Тип I G71
я. Указывается только X или Z переместить номер кадра, указанный в P, и не позволяет инструменту оси X путь реверсирования во время резки (как показано на рисунке G71 выше)
II. Пример: N100 G01 X2.1
г. Тип II G71
я.Указывается как X , так и Z переместиться в номер кадра, указанный в P, и позволяет траектории оси X реверсировать направление во время резки, как показано на рисунке ниже
II. Пример: N100 G01 X2.1 Z0.05
iii. СОВЕТ: это хорошо Практика определения КАЖДОЙ траектории инструмента G71 как Типа II, независимо от того, на самом деле есть или нет.
г. Припуск на чистовую отделку
я. Как показано на рисунке выше, дополнительный Параметры U & W позволяют постоянному циклу G71 оставлять материал на поверхность для измерения детали и компенсации или другого инструмента для выполнения Чистовая обработка после использования G71 для черновой обработки
II. Эти значения также можно использовать для настройки окончательный размер элемента, если для черновой и чистовой обработки используется один и тот же инструмент (как часто бывает при малом количестве.работает или при работе с легкими в обработке материалами как алюминий
e. Припуск на черновую
я. Как показано на рисунке выше, дополнительный Параметры I & K позволяют постоянному циклу G71 оставлять материал на поверхности, ЗА ПРЕДЕЛАМИ ЛЮБЫХ УКАЗАННЫХ ДОПУСКА НА ОТДЕЛКУ
II. Так как цикл G71 оставляет лестницу профиль на любом цикле PQ, который объединил движение X и Z, задав черновую обработку припуск – это, по сути, получистовой проход, то есть он удаляет лестница и оставляет готовую поверхность со смещением на значение, указанное через любой параметры чистового припуска
ф.Пример # 1: G71 (тип II, без фаски )
N20 (ПОВОРОТНЫЙ) N30 G28 (домашняя турель) N40 T101 (CNMG 432) N50 G00 G54 Z0.1 N60 G00 X2.1 N70 G50 S1500 N80 G96 S400 M03 N90 M08 N100 G71 P200 Q250 D0.050 I0.005 К0.005 N200 G00 X1.25 Z0.1 N210 G01 Z-1.0 N250 G01 X2.1 G00 G53 X0. G00 G53 Z0. |
N100 G71 P100 Q200 D0.050 I0.01 K0.005 Обрезать профиль уступа радиально 0,050 DOC, припуск на черновую обработку 0,01 и припуск на чистовую обработку 0,005
г. Пример # 2: G71 (тип II, фаски + инструмент Компенсация носа (TNC) )
N20 (ПОВОРОТНЫЙ) N30 G28 (Домашняя турель) N40 T101 (CNMG 432) N50 G00 G54 Z0.1 N60 G00 X2.1 N70 G50 S1500 N80 G96 S400 M03 N90 M08 N100 G71 P200 Q300 D0.050 I0.005 K0.005 N200 G00 G42 X1.2 Z0.1 N210 G01 Z0.0 N220 G01 X1.2 К-0,030 N230 G01 Z-1.0 N240 G01 X2.0 К-0.030 N250 G01 Z-1.5 N300 G00 G40 X2.1 G00 G53 X0. G00 G53 Z0. |
N200 G01 G42 X1.2 Z0.1 Включение правостороннего TNC (компенсация выступа инструмента) для учета Радиус вершины инструмента при выполнении комбинированных движений XZ (стр.130 в Руководстве по эксплуатации SL-10)
N220 G01 X1.25 K-0,030 Вырежьте фаску 0,030 x 45 на углу детали, используя уголок G01 опция снятия фаски (стр.119-121 в Руководстве по эксплуатации SL-10)
N300 G00 G40 X2.1 Отмена TNC (компенсация вершины инструмента) в конце запрограммированного инструмента путь (стр.129 в Руководстве по эксплуатации SL-10)
6. Операция сверления: G83 Стандартный цикл сверления с постоянным током (стр.155)
а.Параметры цикла:
F : Скорость подачи
* I : размер первой глубины резания
* J : количество для уменьшения глубины резания каждый проход
* K : минимальная глубина резания
* L : количество повторов
* P : Время выдержки в нижней части отверстие
* Q : значение включения, всегда инкрементальный
R : Положение плоскости R
* W : инкрементное расстояние по оси Z
* X : команда движения по оси X
* Z : Положение дна отверстия
* указывает опционально
г.Drill Zero кончик сверла обнулен на щуп, поэтому всегда учитывайте длину конуса при сверлении
г. Пример:
(БУРОВОЙ ОП)
G28 (домашняя турель)
T303 (сверло 0,297)
G00 G54 Z0.1
G00 X0.0
G97 S1500 M03
M08
G83 Z-1.625 Q0.1 R0.2 F0.004
M09
M05
G53 G00 X0.0
G53 G00 Z0.0
G97 S1500 M03 Постоянная оборотов Шпиндель Включение скорости (G97) при 1500 об / мин и поворот шпиндель включен в прямом или по часовой стрелке (M03)
G83 Z-1.625 Q0.1 R0.2 F0.004 Сверление на глубину 1,625 с использованием глубины клевания 0,1 и скорости подачи 0,004 / об
7. Операция развёртывания: стандартный цикл расточки и остановки G86 (стр.156)
а.Параметры цикла:
F : Скорость подачи
* L : количество повторов
R : Положение плоскости R
* U : инкрементное расстояние по оси X
* W : инкрементное расстояние по оси Z
* X : команда движения по оси X
* Z : Положение дна отверстия
* указывает опционально
г. Пример:
(РАЗВЕРТЫВАНИЕ ОП)
G28 (домашняя турель)
T505 (0.376 развертка)
G00 G54 Z0.1
G00 X0.0
G97 S750 M03
M08
G86 Z-1.5 F0.004 R0.2
M09
M05
G53 G00 X0.0
G53 G00 Z0.0
G86 Z-1.5 F0.004 R0.2 Разверните на 1,5 глубины с использованием глубины клевания 0,1 и скорости подачи 0,004 / об остановка шпинделя на дне отверстия и втягивание
8. Пример отрезки: цикл обработки канавок G75 OD / ID (стр.147)
а. Параметры цикла:
* D : Зазор инструмента при возврате в стартовый самолет, положительный
* F : Подача
* I : размер приращения по оси X между клевки за цикл (измерение радиуса)
* K : Размер шага по оси Z между точками циклы
* U : инкрементное расстояние по оси X до общая глубина клевания
W : ось Z инкрементное расстояние до самого дальнего цикла клевания, со знаком
* X : общее абсолютное местоположение по оси X глубина клевания, диаметр со знаком
Z : ось Z абсолютное местоположение для самого дальнего цикла клевания, подписанное
* указывает опционально
г.Пример:
(РАЗЪЕМ ОП)
G28 (домашняя турель)
T1111 (ЧАСТЬ ОТКЛЮЧЕНА, НУЛЬ ВКЛЮЧЕН TSS)
G00 G54 Z-1.5
G00 X2.1
G50 S1000
G96 S400 M03
M08
G75 X0.375 I0.1 F0.002
G97 S500 M03
G01 X0.4 F0.02
G01 X0.0 F0.002
G01 X2.1 F0.02
M09
M05
G53 G00 X0.0
G53 G00 Z0.0
G75 X0.375 I0.2 F0.002 Отрезка заготовки до 0,375 с использованием 0,1 радиальных пиков и 0,002 / оборот подача
G97 S500 M03 Включите шпиндель с постоянной скоростью 500 об / мин, чтобы деталь не летала. при разрыве
G01 X0.4 F0.02 Быстро вернитесь в предварительно вырезанный паз
G01 X0.0 F0.002 Завершите отрезку со скоростью подачи 0,002 / оборот
G01 Х2.1 F0.02 Быстро вернитесь в сейф расположение вне диаметра детали
Советы по программированию [ВОЗВРАТ К T.O.C.]
1. Рассчитать скорости и подает с помощью информация представлена на странице EML2322L Advanced Speeds and Feeds. Если вы не понимаете, как ваши корма и скорости рассчитываются, НЕ продолжать. I просто использовал то, что мне дал кто-то другой, НИКОГДА не является приемлемым оправданием для сломал инструмент или выдернул деталь из патрона, потому что вы не понять, что ты делал.Связанный документ легко понять и, внимательно прочитав его, вы можете задать Майку столько вопросов, сколько сможете. подобно.
2. Понять F t = K s a f r , где
F t – тангенциальная сила резания
K s – резка материала жесткость
а – это глубина резания
f r – подача на оборот
Следовательно, силы резания линейно пропорционально глубине резания и скорости подачи, а также агрессивному программированию параметры на малых токарных станках с ЧПУ прикладывают большие моменты к резанию инструмент (отклоняя его в револьверной головке и вызывая вибрацию) и заготовку (пытаясь вытащите его из патрона или цанги).Так что лучше использовать инструменты, которые позволяет увеличить скорость резания при попытке уменьшить время цикла.
3. Приоритет безопасности превышение скорости при программировании прототипов. Никогда не программируйте перемещение вектора при запуске прототип; всегда сначала программируйте движение Z, а ЗАТЕМ движение X, чтобы вы могли определить правильность смещения, когда инструмент перемещается в положение относительно лицо детали. Это касается всех инструментов: токарных, торцевых, обработка канавок, сверла, развертки, метчики, зенковки и т. д.
4. Будьте осторожны команды TXXXX на Токарные станки с ЧПУ. В отличие от большинства Фрезерные станки с ЧПУ, токарно-револьверный станок с ЧПУ всегда имеет инструменты, готовые для изготовления смена инструмента. По этой причине нет безопасной смены инструмента по умолчанию. место для большинства токарных станков с ЧПУ; они запрограммируют смену инструмента везде, где револьверная головка находится при смене инструмента (TXXXX, где XXXX – номер инструмента и смещение, например T1010). Если вы вызываете смену инструмента во время режущий инструмент находится близко к вращающемуся (или остановленному) патрону, токарный станок с ЧПУ не имеет проблема при попытке запустить каждый инструмент на револьверной головке прямо через патрон на машина при отжиме 5000 об / мин.
5. Be очень осторожно G28s на ЧПУ токарные станки. В зависимости от режима работы, многие токарные станки с ЧПУ выполняют перемещение в исходное положение вектора при выполнении G28, поэтому всегда ожидать что. Это может вызвать серьезный сбой при вызове G28 с помощью инструмента. слишком близко к детали или живому центру. Более безопасный способ – выполнить G53 Х0. сначала команду, которая полностью перемещает ось X убрана позиция. А затем выполнение G53 Z0. команда для перемещения оси Z до ее полного втягивания позиция.Вот отличное видео, объясняющее разницу.
6. Программные развертки правильно. Развертки должны работать на половину скорость шпинделя и удвоенная скорость подачи сверла сопоставимого размера. Их также следует втягивать при выключенном шпинделе, чтобы сохранить чистоту и уменьшить колоколообразность входа в отверстие.
7. Длинные инструменты не люблю высокие скорости. Для более длинных инструментов необходимо снизить скорость вращения шпинделя на 75%, чтобы уменьшить вибрация для предотвращения преждевременного выхода инструмента из строя. Практическое правило, которое хорошо работает – уменьшить расчетную скорость шпинделя на 25% для каждого инструмента диаметр D превышает глубину резания 2XD и увеличивайте скорость шпинделя только после проверки адекватная жесткость режущего инструмента и удаление стружки.
Выбор инструмента [ Печатный (Сокращенная) Версия ] [ВОЗВРАТ НА T.O.C.]
Генерал рекомендации по выбору подходящих режущих инструментов при токарной обработке:
1. Понять выбор режущего инструмента для токарной обработки с ЧПУ по своей сути более сложен, чем выбор режущих инструментов для фрезерования с ЧПУ , потому что при фрезеровании в основном используются два типа инструментов: концевые фрезы и сверла. Торцевые фрезы, угловые инструменты, развертки и все краны попадают в эти две категории. Но когда дело касается ЧПУ токарная обработка, существует множество различных инструментов: торцевание, токарная обработка, профилирование, обработка канавок (наружный диаметр, торцовая), отрезка, сверление, развертывание, нарезание резьбы, накатка и т. д.Кроме того, при выборе концевых фрез для фрезерования с ЧПУ есть только несколько геометрий на выбор: фрезерование более слабых материалов и фрезерование более прочных. В следующие изображения взяты из Черной книги инженеров, исключительный ресурс по теме идентификации и выбора режущего инструмента.
2. Понять выбор режущего инструмента для токарных центров с ЧПУ – это компромисс между прочностью и твердость (т.е. износостойкость).Заявил еще один способ, выберите самый прочный инструмент, который прослужит достаточно долго для работы (который по совпадению также должно привести к самой низкой стоимости режущей кромки). Вы уже знаете, что инструментов HSS много прочнее (устойчивее к ударам без сколов), чем унитаз. Однако инструменты WC доступны в спектре рецептов, предназначенных для приложений, требующих более высокая вязкость или более высокая износостойкость:
3. Понимание резки более жесткие и высокопрочные материалы превышают пределы традиционных (высокая скорость) режущие инструментальные материалы на основе стали. Клайв очень хорошо резюмирует здесь. Карбид начинался как отрицательный передний угол, потому что материал изначально более хрупкость, чем любая инструментальная сталь, и резка с положительным передним углом создает силы, ведущие к поломке наконечника, а геометрия переднего края отрицательна направляет силы в основную массу материала. Следовательно, отрицательный режущие инструменты с граблями намного долговечнее.
Обратной стороной является резка с отрицательным передним углом. требует большей мощности и, как правило, требует лучшего контроля над тем, что происходит, чтобы дать хорошая отделка.Было обнаружено, что если режущий инструмент с отрицательным передним углом вращался достаточно сильно расход энергии на кубический дюйм удаляемого материала значительно снижается существенно. Инструмент сильно нагревается, но карбид выдерживает это в сжатии. Работа в этом регионе также обычно дает лучшие отделка из-за высоких температур, способствующих пластификации металл по линии сдвига. Интересно, что если получится работающий условия правильные, большая часть тепла уходит в чип, а не на работу кусок, который остается относительно прохладным.Хотя все еще жарко. Следовательно основной упор в разработке твердосплавных инструментов был сделан на использование жестких инструмент для быстрого удаления металла с хорошей обработкой в промышленных ситуации. Обычно чистовые пропилы чужды инструментам с отрицательным углом наклона, который в любом случае по своей природе плох при небольших разрезах, а работа идет прямо в размер из приличных порезов.
Инструмент с положительным передним углом появился позже как улучшение материалов привело к усилению режущих кромок В целом положительно инструмент для граблей был разработан для обеспечения малой глубины резания, особенно на деликатные компоненты, сохраняя способность карбидов справляться с высокими температуры и быстрое удаление металла.Промышленный драйвер был потенциальное снижение затрат при замене инструментов для переточки на простые замена машины без необходимости переустанавливать положение держателя резака. Для по этой причине МНОГО индексируемого инструмента (сталь или WC резцедержатели с заменяемыми пластинами WC) используется на современных токарных станках. Последние разработки – сверхострые вставки, которые могут соперничать с алмазом в их способность производить оптическую отделку из тонких разрезов. Положительный рейк инструмент по-прежнему является относительно хрупким и легко раскалывается по сравнению с HSS. Особая осторожность требуется при начале резки.
Итог – карбид любой вид не является прямой заменой HSS в любой форме. За правильное использование требует скорости и твердого кормления. Важно помнить материал прочен в разрезе и при высоких температурах, но свойственный остается хрупкостью, поэтому его относительно легко повредить при входе в резать. Твердосплавные пластины оптимизированы для различных задач, поэтому числа типа gazillion.Меньшие легкие машины не могут правильно использовать но есть типы и сорта, которые хорошо работают в таких условиях, обычно сильно отличается от тех, для которых они предназначены.
4. Типы сменных державок. В целом существует три типа сменных державок: правая (R), нейтральная (N) и левая (L), в зависимости от того, с какой стороны обрабатывается заготовка.
5а. Там – это алфавитный суп из вставки типы и формы. Нет буквально, действительно есть.
5б. При добавлении во вставку зазор или заданный угол, класс допусков, отверстие / стружколом геометрия, размер, толщина, информация о геометрии грязесъемника и подготовка режущей кромки, этого достаточно, чтобы вызвать головную боль у любого, кроме ботаника, работающего с режущим инструментом. Действительно. К счастью, каждый режущий инструмент производитель, который не является шуткой, расшифровывает всю эту информацию в своих каталоги режущего инструмента.Инженеры Черная книга – еще один БОЛЬШОЙ справочник для этой информации, как и вкладыш Carbide Depots. Таблица обозначений (из которой взяты следующие изображения):
6а. грабли угол (общее определение). Грабли угол – эффективный угол, под которым режущий инструмент представлен к заготовка. Существует три основных категории переднего угла: положительный, нейтральный, и отрицательный, как показано на рисунке ниже.Положительные передние углы используются для резки более слабых материалов, таких как алюминий и пластик. Нейтральный передний угол используется для резки более прочных материалов, таких как низкоуглеродистые и нормализованные легированные стали. Отрицательные передние углы используются для резки самые прочные материалы, такие как термообработанная сталь. Нержавеющие стали и аэрокосмические сплавы, такие как титан, инконель и т.п., режутся с положительным Грабли с отточенной верхней кромкой по сравнению с очень острой отшлифованной верхней кромкой с практически нулевой шириной площадки, как показано ниже.
6б. Передний угол (индексируемый, держатели нейтрального разгрузки). Из-за прочности твердосплавных пластин индексируемые державки с нейтральными рельефными (не граблями!) пластинами, обычно изготавливаются с седлами с отрицательным передним углом, как показано ниже.
Эта конфигурация позволяет различные пластины, которые можно использовать в одной державке, которые имеют отрицательные, нейтральный или положительный передний угол к обрабатываемой детали.Вот является примером различных типов топологии вставки, доступных с разными передний угол и геометрия стружколома.
7. Indexable прочность пластины. На следующем рисунке показан относительная прочность пластин различной геометрии.
8. Использование подходящая пластина или приготовьтесь к разочарованию. Правильный сплав пластины (комбинация вязкости и твердости, подготовки кромок, стружколома и покрытие) необходимо для обеспечения хорошей стойкости инструмента.Многие люди не принимают время, чтобы ориентироваться в томах информации и схемах каждого качественного режущего инструмента производитель предоставляет, поэтому они покупают вставку, которую они прочитали, работала на кого-то еще или тот, который доступен OTS от MSC, так как они заказывают у них еженедельно (ага!). И результаты обычно меньше звездный. Разница в правильном выборе сорта может быть в 10 раз больше. срок службы инструмента или более. Вот хорошее короткое видео, в котором обсуждаются преимущества CVD vs PVD покрытий.
9. Используйте черновой инструмент для черновой обработки и сохраните чистовые инструменты для чистовой обработки. Пластины для черновой обработки имеют разную конструкцию. прочнее, чем инструменты для чистовой обработки, потому что у них большие скругления или фаски на их режущие кромки и зубчатые края для дробления стружки на более мелкие части улучшенная эвакуация и меньшая вероятность повторной резки. Использование одного инструмента для грубая и чистовая обработка изнашивает ее намного быстрее и часто скалывает ее еще до того, как она добирается до финиша проходит.Итак, используя черновые инструменты по возможности фактически снижает общую стоимость инструмента для работы.
ВЫБОР ТОКАРНОГО ИНСТРУМЕНТА | |||||
Тип инструмента | Державка Стиль | Тип пластины | Относительная прочность (1 10) | ||
токарная / торцовая | CNMG | CNMG43X | 8 | ||
профилирование | ДНМГ | DNMG43X | 5 | ||
профилирование | ВНМГ | VNMG33X | 3 | ||
пробор | МГИХ | ГТН-3 | 2 | ||
пробор | SGFH | ГФР-3 | 3 | ||
| |||||
10. Выбрать самый короткий инструмент / резцедержатель. Когда при выборе державки всегда выбирайте самую короткую длину, которая позволяет адекватный зазор инструмента для максимально глубокой резки и достаточный зазор при носу на все, с чем он может столкнуться (стенка детали, губки тисков, зажим приспособление и т. д.). Другими словами: всегда выбирайте самый жесткий Имеется резцедержатель, обеспечивающий достаточный рабочий зазор.
Загрузка инструмента [ВОЗВРАТ К Т.O.C.]
1. Прочтите и следуйте рекомендациям по выбору инструмента, опубликованным ранее, чтобы точно знаете, какой тип инструмента вам нужен (размер, материал, тип и длина реза) или у вас есть особые вопросы о том, какие инструменты вам нужны.
2. Если у вас нет инструмента, вы хотите использовать или инструмент еще не загружен в машину, принесите Майку свой наладочный лист и попросите его. Если вы откроете ящики для инструментов (чтобы посмотреть, что можно использовать или удалить инструмент), СДЕЛАЙТЕ ЗАМЕТКИ, чтобы ТОЧНО откуда пришли инструменты или вставки (особенно) и верните их в нужное место хранения и коробка после завершения изготовления детали (ей).
3. Будьте ОЧЕНЬ осторожны с кулачками патрона зазор на соседних инструментах и зазор между корпусом станка при более длинных сверлах которые загружаются в башню. Его обычно необходимо для смещения режущих инструментов с внутренним / внешним диаметром, чтобы смежные инструменты не сталкиваются с вращающимися губками патрона, когда другой инструмент пытается разрезать заготовка. Цанговые патроны не имеют этой проблемы, что является одним из БОЛЬШИЕ причины, по которым они ВСЕГДА предпочтительнее обычных патронов.
а.Проверьте зазор инструмента вручную, толкнув револьверную головку вперед до максимального запрограммированного отрицательного перемещения по оси Z от нуля Z до убедитесь, что инструменты не сталкиваются с кулачками патрона или металлическим кожухом машина.
г. Читать ЧПУ Поваренная книга Советы по настройке токарного станка с ЧПУ для получения дополнительных сведений .
4. Используйте TOOL BLOCKS для установки. сверла / метчики / развертки / расточные оправки
а. Очистите сопрягаемую поверхность каждой инструментальной колодки перед каждое использование. Всегда протирайте прецизионная плоская сопрягаемая поверхность и удалите любую коррозию с помощью куска Скотч-Брайт, камень зернистостью 400 и чистая тряпка. Если у вас есть вопросы о том, как очистить инструментальный блок, спросите, поскольку загрузка грязного или корродированного инструментального блока приводит к повреждению револьверной головки.
г. Очистите поверхность сопрягаемой револьверной головки камнями, чтобы убедитесь, что на нем нет сколов или вмятин.
г. Убедитесь, что установочный выступ инструментального блока сидит напротив башни во время установки.
г. Слегка затянув каждую застежку, используйте удар, чтобы упереть буртик инструментального блока в револьверную головку.
e. Приложите окончательный момент затяжки (50 фунт-футов) к четыре винта крепления инструментального блока. Три чугга с ударным драйвером Dewalt 3/8 ″.
5. Выберите подходящий тип резцедержателя для центрируемого инструмента и должным образом затяните гайки цанги. Меньшая серия цангового типа резцедержатели имеют меньший диаметр гаек, что обеспечивает лучшую подачу охлаждающей жидкости приложение к наконечнику инструмента, но обеспечивает меньший зажимной момент на инструменте.
В следующей таблице перечислены типы державок, которые мы сейчас используем в лаборатории, минимальная и максимальный размер хвостовика инструмента каждого типа будет зажимать, соответствующий крутящий момент спецификации и относительной силы зажима.
СРАВНЕНИЕ ПРОЧНОСТИ ЗАЖИМА ПРИСОЕДИНЕНИЯ | |||||
Державка Стиль | Мин. Диаметр зажима | Макс.диаметр зажима | Диаметр гайки | Момент затяжки гайки (фунт-фут) | Относительная сила зажима (1 10) |
DA 200 | 1/16 ″ | 3/8 ″ | 0.85 ″ | 20 | 2 |
DA 180 | 1/16 ″ | 3/4 ″ | 1,5 ″ | 60 | 3 |
ER 16 | 1/16 ″ | 3/8 ″ | 1.1 ″ | 30 | 3 |
ER 20 | 3/32 ″ | 1/2 ″ | 1,35 ″ | 60 | 4 |
ER 32 | 5/32 ″ | 3/4 ″ | 2 ″ | 100 | 6 |
ER 40 | 9/32 ″ | 1 ″ | 2.5 ″ | 130 | 8 |
БОКОВОЙ ЗАМОК | 1/8 ″ | 1 ″ | 0,8 ″ 2 ″ | уютный J | 11 |
– | – | – | – | – | – |
СВЕРЛО ПАТРОН | 0.02 ″ | 5/16 ″ | 1,5 ″ | НЕТ | 5 |
СВЕРЛО ПАТРОН | 0,02 ″ | 1/2 ″ | 2 ″ | НЕТ | 5 |
ВНИМАНИЕ: При установке инструментов в Цанговые патроны типа ER, всегда загружают цангу в гайку цанги ПЕРЕД установкой гайки цанги на цангу патрон или вы повредите цангу, гайку и резцедержатель.
6. Используйте КЛИНОВЫЕ ЗАЖИМЫ для установки держатели для токарных и торцевых инструментов (также известные как палочные инструменты)
а. Слегка затяните клиновые винты против держателя инструмента, нанесите сильный удар по державке инструмента на одном уровне с револьверной головкой, затем затяните клиновой зажим
7. Инструмент для измерения / обнуления
а. Немедленно измерить длину каждого инструмента после загрузки , поскольку , если это не сделать, может привести к значительный ущерб инструментам и станкам. Если у вас нет времени исследовать инструмент, не загружайте его, как последствия могут быть катастрофическими.
г. С башней в исходном положении ОСТОРОЖНО опустите щуп инструмента обеими руками
г. В меню «Смещение инструмента» убедитесь в правильности X или регистр смещения Z выделяется перед обнулением (нажмите Смещение , чтобы прокрутите различные меню смещения). Например, при зондировании Смещение инструмента по оси Z для токарного торцовочного инструмента, который находится в пазу 1, выделите Смещение Z в той же строке, что и инструмент номер 1.
г. ВНИМАТЕЛЬНО переместите инструмент вручную в пределах 0,1 ″ от щуп в направлении X или Z (в зависимости от того, с какой стороны вы обнуляете), выберите шаг 0,001 или 0,0001, а затем нажмите и удерживайте стрелку направления для перемещения инструмент, пока он не коснется зонда.
e. Вы услышите звуковой сигнал, подтверждающий использование инструмента. был обнулен, и инструмент перестанет двигаться.
ф. ВНИМАТЕЛЬНО снять щуп инструмента, используя стрелки направления.Как только вы достигнете безопасного расстояния и щуп инструмента был убран, отправьте револьверную головку домой (G28)
г. При измерении инструментов помните смещения износа автоматически сбрасываются на ноль. Это означает если раньше у вас была компенсация износа, вы больше не будете J.
ч. Тип наконечника
я. Тип наконечника инструмента определяет ориентацию в инструмент был обнулен, как если бы вы смотрели вниз на верхнюю грань зонд.
II. Инструмент для токарной обработки и торцевания: Тип наконечника 3
iii. Сверла: Тип наконечника 7
iv. Инструмент для снятия части (обнуление по TSS): Тип наконечника 4
v. Инструмент для снятия детали (ноль на HSS): тип наконечника 3
vi.Расточная оправка: Тип наконечника 2
и. Несколько смещений для одного инструмента
я. Часто бывает полезно программировать инструменты для неполного использования от наличия двух нулей: один на стороне передней бабки инструмента и один на со стороны задней бабки инструмента.
1. Сторона передней бабки (HSS) T1111
2. Сторона задней бабки (TSS) T1121
8. По завершении уберите инструменты. Когда вы закончите со своей частью, выгрузите все загруженные вами инструменты, вернув инструменты на их соответствующие контейнеров и Майку на хранение, а держатели инструментов и цанги соответствующие тележки или ящики.Невыполнение этого требования приведет к приостановке ЧПУ используют привилегии, потому что это неуважительно, и вот как инструменты теряются.
Work Holding [ВОЗВРАТ НА T.O.C.]
Всегда держите деталь за доступная самая безопасная оснастка , которая означает, если возможно, цанговый патрон, в противном случае – патрон.
1. Регулировка давления зажима
а. Всегда регулируйте усилие зажима ПЕРЕД загрузкой детали в патрон, используя таблицу давления зажима и калибр на задней бабке станка.
2. 3-кулачковый патрон
а. Прежде чем продолжить, посмотрите следующее видео по замене токарных патронов:
г. Используйте беспроводной ударный драйвер с внутренним шестигранником правильного размера, чтобы ослабить (но не снимайте полностью) болты кулачка патрона, чтобы вы могли отрегулировать их положение на стыковочные зубцы.
я. ВНИМАНИЕ! Обязательно, чтобы каждый кулачок патрона находится на таком же радиальном расстоянии от центра патрона.Подсчитайте количество зубцов и убедитесь, что что количество зубцов на кромке одинаково.
II. Всегда убедитесь, что губки зажимают деталь в пределах отметок индикатора хода мастера челюсти:
iii. Убедитесь, что винты кулачка затяните должным образом (50 фунт-футов) перед продолжением. Если вы забыли затянуть кулачок патрона винты результаты могут быть катастрофическими, поэтому всегда будьте откровенны.
iv. Всегда медленно запускайте шпиндель в MDI для проверки новой заготовки. Если вы допустили ошибку при установке зажима или программировании скорости шпинделя, результат может быть катастрофическим из-за того, насколько быстро машина может разогнать патрон до 6к об / мин. Всегда проверять ваше рабочее место на 250 или 500 об / мин перед запуском более высоких скоростей (S500 M03 в режиме MDI) и всегда программируйте безопасную скорость шпинделя зажим ( G50 S250 или S500 ).
г. При необходимости обрежьте мягкие губки на нужную деталь зажима, как показано в следующем исключительном видео, и используйте твердосплавную пластину с чрезвычайно высокой вязкостью (по сравнению с твердостью):
3. Цанговый патрон
а. НИКОГДА НЕ УСТАНАВЛИВАЙТЕ КОЛЛЕТ В КОЛЛЕКУ ПАТРОН БЕЗ ЧАСТИ МАТЕРИАЛА В ЦАНЖИ. Если цанговый патрон приводится в действие пустая цанга, цанга будет раздавлена. Кроме того, цанговый патрон срабатывает при отключении (или потере мощности) как безопасное состояние, так что это вторая причина никогда не загружать пустую цангу.
г. Есть специальный инструмент для загрузки / разгрузочные цанги, чтобы не порезать руку об острые края цанги.
4. Живые центры
а. По возможности используйте живой центр в Токарный станок с ЧПУ из-за риска выброса детали при более высоких скоростях шпинделя достижимо на этих машинах.
5. Зажим скорости шпинделя G50
а. ВСЕГДА программируйте безопасную скорость шпинделя зажим (максимально допустимая скорость) при использовании G96 (, постоянная скорость резания Режим).
г. При использовании обычного 3- или 4-кулачкового патрона, фиксатор скорости должен быть установлен НИЖНЕЕ ДЛЯ БОЛЬШОГО И / ИЛИ БОЛЕЕ ДЕТАЛИ из-за собственное снижение зажимного усилия и увеличение инерции вращения присуще на более высоких скоростях шпинделя.
г. При использовании цангового патрона фиксатор скорости должен быть установлен НИЖНИЙ ДЛЯ МЕНЬШИХ ДИАМЕТРОВ И / ИЛИ БОЛЬШИХ ДЕТАЛЕЙ (И ДЕТАЛИ НА СКЛАДЕ) из-за присущего частичному уменьшению жесткость, которая способствует короблению / короблению внутри вытяжной трубы шпинделя при более высокие скорости шпинделя.
Настройка рабочего смещения [ВОЗВРАТ В T.O.C.]
После загрузка заготовки с использованием информации, представленной в удержании заготовки в разделе этой страницы следующим шагом является установка рабочего смещения, которое обычно выполняется касанием детали, когда она медленно вращается.
1. Безопасная отправка турели в положение HOME и переключитесь на T0101 (токарный / торцовочный инструмент).
2. Включите шпиндель ВПЕРЕД на безопасная скорость: MDI >> G97 S500 M03
3. Осторожно переместите рукой X и Z осей, чтобы подвести токарный и торцовочный инструмент (T1) близко к торцу заготовка (с шагом 0,1 ″ приращения)
4. Уменьшить размер приращения до 0,001 ″ / импульс маховика и БЕЗОПАСНОЕ прикосновение лицевая сторона заготовки
5. Записать текущую позицию как рабочее смещение: Смещение >> G54 >> Выделите координату Z >> Z размер лица
6. Осторожно бегите рукой от грань детали на МЕДЛЕННО вращая циферблат ЧАСОВАЯ СТРЕЛКА (направление Z +), а затем отправить турель домой, нажав HOME (G28)
7. Смещение Z-смещения на -0,010 ″: Смещение >> G54 >> Выделите координату Z >> Введите -0,010 >> нажмите Введите
Графика / Моделирование [ВОЗВРАТ К T.O.C.]
1. Всегда проверяйте Программируйте, используя графику, пока не будете уверены, что понимаете КАЖДЫЙ ход каждый инструмент сделает. Используйте сочетание пошагового режима, рабочих координат и пройденного расстояния устраните любые проблемы с программированием. Если вы этого не сделаете понять, почему происходит определенное движение, НЕ ПРОДОЛЖАЙТЕ к следующему шаг.
2. Всегда запускать графику проверка такая же, как и на любом станке с ЧПУ: с выключенным RAPID до 5% и одним пальцем нажмите кнопку FEED HOLD, , потому что на токарных станках Haas с ЧПУ имеется фундаментальная ошибка конструкции что позволяет пользователю запускать машину вместо графического моделирования, если ОДНО нажатие клавиши нарушено.Так что ожидайте примерно один раз из 100, вы совершите эту ошибку, и ЕДИНСТВЕННЫЙ способ вовремя ее поймать – это если у вас есть БЫСТРЫЙ, уменьшенный до 5%, и палец на FEED HOLD EACH TIME .
3. Для ввода графики: Редактировать >> График настроек x2
4. Нажмите F4 , чтобы отобразить активный код в правом нижнем углу окна моделирования
5. Нажмите F2 и используйте PAGE UP / PAGE ВНИЗ для увеличения / уменьшения траектории инструмента и с помощью клавиш со стрелками переместите увеличенная область; после определения размера интересующей области нажмите Введите
6. Держа левую руку на корме Удерживая , нажмите Cycle Start , чтобы начать симуляцию; нажмите Удержание подачи при необходимости приостановить траекторию
7. Включите Single Block для выполнять один блок программы для каждого нажатия Cycle Start
Пробный запуск (также известный как тестовый запуск) [ВОЗВРАТ К T.O.C.]
1. A замена SL-10 стоит около 80к $. Запомните это значение, потому что именно столько может стоить исправление СЕРЬЕЗНОЙ ошибка, если вы не обратите внимание на остальную часть этого документа.
2. Когда будете готовы протестировать программу, удалите заготовку при использовании патрона или перемещайте заготовку заподлицо с лицевой стороной цанга , чтобы вы могли протестировать программу в воздухе.
3. Домой турель, так что находится в самой безопасной позиции для смены инструмента.
4. Установите для быстрой коррекции RAPID на 5% (что все еще очень быстро на токарном станке с ЧПУ, когда близко к патрону, так что будьте осторожны). Вы можете используйте 25% для смены инструмента в НАЧАЛЬНОМ положении револьверной головки, но замедлите его до 5% до подхода к детали.
5. Уменьшите ПОВЫШЕНИЕ СКОРОСТИ ШПИНДЕЛЯ и ПРЕОБРАЗОВАНИЕ ПОДАЧИ по мере необходимости для БЕЗОПАСНОГО подхода к патрону / заготовке.
6. Открыть программу в машине в редакторе, нажмите кнопку RESET и войдите в режим MEM.
7. С большим пальцем левой руки зеленую кнопку CYCLE START и большой палец правой руки на красной кнопке ЗАДЕРЖКА ПОДАЧИ, запустите программу, нажав кнопку CYCLE START, и приостановите программу, нажав кнопку КНОПКА УДЕРЖАНИЯ ПОДАЧИ.
8. Установите RAPID на 5% ВСЕГДА вы находитесь в пределах 6 дюймов от детали , чтобы убедиться, что инструмент не движется быстро к детали или патрону. челюсти.
9. При движении каждого инструмента на место, внимательно проверьте зазор инструмента текущего инструмента, прилегающего инструмент (ы), и любые более длинные инструменты, которые установлены на револьверной головке (длинные инструменты могут удариться о заднюю стенку корпус машины).
10. Обязательно установите турель на конец каждого пробного прогона, поэтому НУЛЕВАЯ вероятность того, что вы случайно запустите программу с инструментом в том же почтовом индексе, что и патрон.
Запуск первой части (также известный как прототип Run) [ВОЗВРАТ НА T.O.C.]
1. Безопасное размещение турели.
2. Установите для быстрой коррекции RAPID на 5% (что все еще очень быстро на токарном станке с ЧПУ, когда близко к патрону, так что будьте осторожны).Вы можете используйте 25% для смены инструмента в НАЧАЛЬНОМ положении револьверной головки, но замедлите его до 5% до подхода к детали.
3. Установить СКОРОСТЬ ШПИНДЕЛЯ до 60%, а FEEDRATE до 40% отменяет.
4. Запустите первый инструмент, будучи очень будьте осторожны при КОРМОВАНИИ, если что-то ВЫГЛЯДИТ, ЗВУК, ЧУВСТВИТЕЛЬНО или ЗАПАХИТ неправильно!
5. Если все в порядке, контролировать скорость шпинделя и загрузка чипа на экране ТЕКУЩИЕ КОМАНДЫ и постепенно довести переопределения до 100%.
6. Сброс СКОРОСТИ ШПИНДЕЛЯ (60%) и FEEDRATE (40%) переопределения для каждого нового инструмента, используемого в вашей программе, и повторите шаги 4 и 5.
Производственный цикл [ВОЗВРАТ К T.O.C.]
1. Если НИЧЕГО изменить в программа, вы должны повторно подтвердить связанные части программы и инструмента (ов) участвует.
2. Если вы НЕ КРИТИЧНО измеряете КАЖДУЮ важную функцию в вашей последней части вы быстро создадите лом части. Потому что человеческой ошибки, всегда полезно спросить другого человека, метрология которого навыки, которым вы доверяете, чтобы использовать созданный вами точный и четкий подробный рисунок предварительно проверить каждую важную функцию в вашей последней части.
3. Понять износ инструмента, так что его необходимо проверять детали по мере их выхода из машины во время производственных циклов.
Очистка [ВЕРНУТЬСЯ К T.O.C.]
Не уходи машина за ночь испачкалась, так как поступать так неуважительно. Если вы цените привилегию использования ЧПУ токарный станок, покажите это, оставив машину безупречной.
1. Защитите уши во время очистки. Износ средства защиты органов слуха при чистке машин, так как воздух не регулируется (полное давление) и, следовательно, очень громко.Позвоните в EARS перед использованием для другие в этом районе.
2. Используйте сжатый воздух для продувки фишек сверху вниз: начинаются с турель, затем патрон и, наконец, путь. Осторожно взорвите СОЖ и стружка внутри станка из поддона для стружки задней бабки (вне со стороны задней бабки).
3. Удалите СУХИЕ стружки (после охлаждающая жидкость успевает стечь за ночь) и поместить в красный мусорный бак с надписью ЧИПЫ ЧПУ .Используйте рабочие перчатки на верхней части машины, потому что стружка будет ОСТРОЙ и (серьезно) вызовет порезы, так что не играйте здесь.
4. Осторожно верните турель НА ДОМ и установите револьверную головку обратно в положение №1 перед выключением станка нажатием кнопки Power OFF.
Важные моменты [ВОЗВРАТ К T.O.C.]
1. НИКОГДА не запускайте ЧПУ, пока разговаривать с другим человеком. FEED HOLD, продолжайте разговор, проинструктируйте их тихо, если вы не против, чтобы они смотрели, ОТКРЫВАЙТЕ свое внимание, и только тогда Продолжить.
2. НИКОГДА не запускайте машину с открытой дверцей или стоять в плоскости вращающихся кулачков патрона. человек погибли при ошибка программирования привела к быстрому перемещению инструмента во вращающиеся кулачки патрона, срезание крепежных болтов и вылет из машины.
3. Всегда запускайте медленно шпиндель в MDI, чтобы проверить новую заготовку. Если вы ошиблись при настройке удержание заготовки или программирование скорости шпинделя, результат может быть катастрофическим из-за того, как быстро станок может разгонять патрон до 6к об / мин. Перед запуском всегда проверяйте рабочее положение при 250 500 об / мин. более высокие скорости и всегда программируйте фиксатор скорости шпинделя G50 SXXXX (предел).
4. Никогда не нажимайте Кнопку ENTER на контроллере, не зная, что вы делаете. Если вы по ошибке сделали это при редактировании программа, эти данные будут перезаписывать любую строку, выделенную в программа, что может вызвать сбой при запуске программы.
5. Убедитесь в правильности регистр смещения памяти выделяется перед измерительными инструментами, иначе значение будет НЕ записываться. На станке Haas есть ошибка, из-за которой вы можете измерить инструмент без обновления данных коррекции. если вы находитесь не на правильном экране и выделяете правильное смещение Переменная.
6. Понять SL-10 – не очень жесткая платформа по сравнению с более дорогим японским M-брендом. токарные центры, и поэтому вам необходимо использовать правильную стратегию обработки. А именно, меньшая глубина резания и более высокие скорости шпинделя (если это позволяет ваш выбор инструмента. основная стратегия должна заключаться в увеличении глубины резания, пока вы не столкнетесь с болтовня; затем увеличивайте скорость подачи и скорость шпинделя (в указанном порядке) до тех пор, пока страдает срок службы инструмента.На этом этапе у вас будут оптимальные параметры для операция.
Бонусные вещи [ВОЗВРАТ К T.O.C.]
Показан двухкоординатный токарный станок с ЧПУ с наклонной станиной и ЧПУ без крышки:
Типовая криволинейная револьверная головка токарного станка с ЧПУ муфта:
Типовая трансмиссия револьверной головки токарного станка с ЧПУ:
Руководства и справочные материалы для станков Документы [ВОЗВРАЩЕНИЕ К Т.O.C.]
Haas SL-10 Руководство оператора
Haas SL-10 Контрольная книга
Haas SL-10 Control Book Упражнения
Haas Токарный станок, коды G&M
Haas Рабочая тетрадь по программированию SL-10
Haas Примеры задач из рабочей книги по программированию SL-10
Haas Кривая крутящего момента SL-10
.