Штангенциркуль – Энциклопедия по машиностроению XXL
Измерение длин с точностью 0,1-0,05 производится штангенциркулями. Измерения длин наружных поверхностей с точностью до 0,01 мм выполняют с помощью микрометров. [c.189]Помимо описанного штангенциркуля существуют и другие их типы, шкалы нониуса которых имеют различные деления. Эти типы штангенциркуля упрощают измерения и позволяют выполнять измерения с точностью до 0,05 и 0,02 мм. [c.191]
В этом случае штангенциркулем измеряют диаметр отверстия Db и расстояние п, затем опреде- [c.222]
П4.3. Точность измерения стальной линейкой, рулеткой, кронциркулем и нутромером обычно не превышает 0,25. .. 0,5 мм (из-за цены делений линейки и рулетки), штангенциркулем — 0,1. .. 0,02 мм и микрометром — 0,01. .. 0,002 мм. [c.266]
Особенности обмера деталей.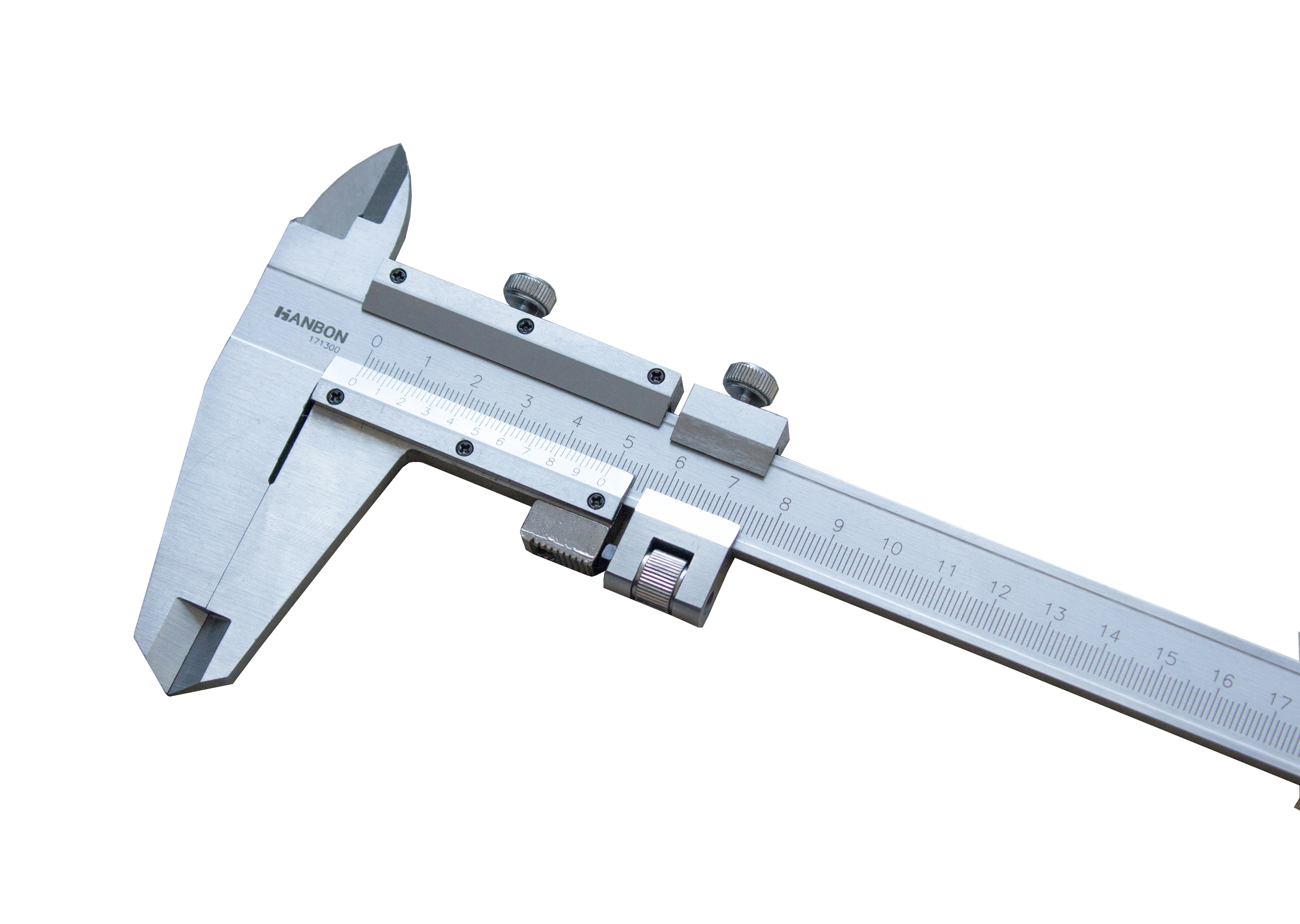
Проверяются толщина и эксцентриситет покрытия электродов, изготовленных в лаборатории или на заводе. Для этого в трех местах напильником удаляется покрытие на участке 10—15 мм (рис. 15). Размеры в местах, где удалено покрытие, определяют штангенциркулем. [c.36]
Размеры валиков (А, 6, с) на образцах измерить штангенциркулем, [c.42]
Штангенциркуль с припаянными к губкам заточенными вольфрамовыми стерженьками. [c.78]
Замерить расстояние между точками 1—Г 2—2 3—3 поперек стыка и точками 4—4 вдоль стыка штангенциркулем. [c.79]
Замерить D, и штангенциркулем с точностью до 0,1 мм и рассчитать kr, по формуле (59). [c.110]
При единичном производстве, когда размеры деталей, обрабатываемых на данном станке, весьма разнообразны, применяется измерительный инструмент общего назначения, т. е. такой, которым можно проверять различные размеры например, линейки, кронциркули, штангенциркули, микрометры, нутромеры, глубиномеры, штихмасы, измерительные приборы и т. п. В серийном и массовом производстве с частой повторяемостью деталей одних и тех же размеров применяется специальный измерительный инструмент — калибры и шаблоны, а также измерительные приспособления, приборы, автоматические устройства.
[c.135]
е. такой, которым можно проверять различные размеры например, линейки, кронциркули, штангенциркули, микрометры, нутромеры, глубиномеры, штихмасы, измерительные приборы и т. п. В серийном и массовом производстве с частой повторяемостью деталей одних и тех же размеров применяется специальный измерительный инструмент — калибры и шаблоны, а также измерительные приспособления, приборы, автоматические устройства.
[c.135]
Межосевые расстояния и непараллельность осей проверяют микрометром, индикатором или штангенциркулем (рис. 249, г). [c.422]
На дуге лимба 2 нанесена шкала с ценой деления Г, а на дуге сектора 3 — нониус, который дает возможность отсчитывать дробные части шкалы. Устройство нониуса аналогично устройству нониуса на штангенциркулях. Так как интервал основной шкалы принят равным 1° (60 ), а число делений на нониусе равно 30, то отсчет по нониусу равен 2.
Отклонение от параллельности осей и межцентровое расстояние А (рис.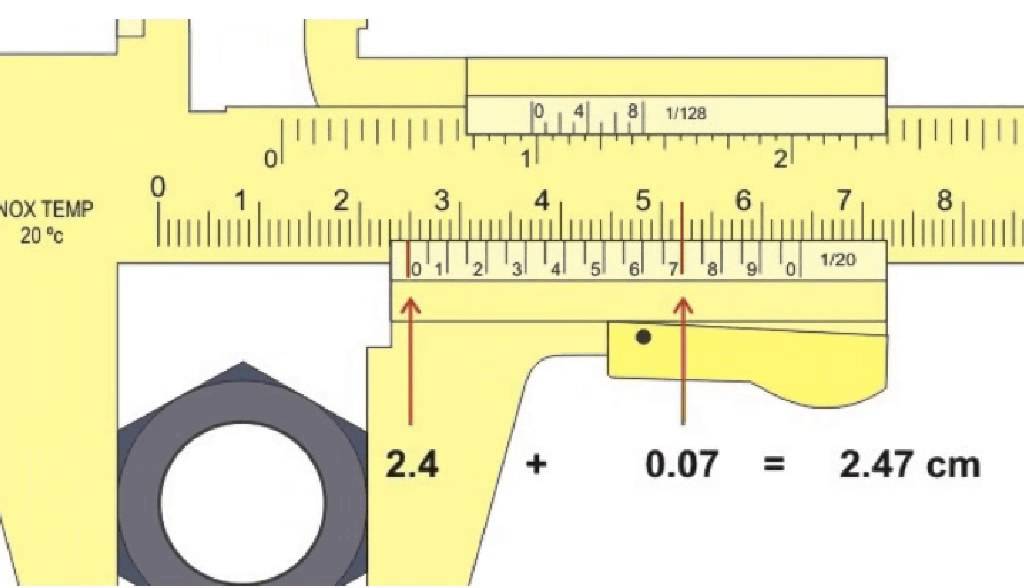 12.8, б) проверяют измерением расстояний между внутренними образующими контрольных оправок (размеры а, и Ог) при помощи индикаторного нутромера, штихмаса или блока концевых мер, либо расстояний между внешними образующими контрольных оправок mi и при помощи микрометра или штангенциркуля. Зная диаметры оправок di, и d , рассчитывают межцентровое расстояние.
[c.183]
12.8, б) проверяют измерением расстояний между внутренними образующими контрольных оправок (размеры а, и Ог) при помощи индикаторного нутромера, штихмаса или блока концевых мер, либо расстояний между внешними образующими контрольных оправок mi и при помощи микрометра или штангенциркуля. Зная диаметры оправок di, и d , рассчитывают межцентровое расстояние.
[c.183]
Предварительная грубая установка угломера fia заданный размер производится вращением подвижной линейки 5 от руки. Для точной установки предусмотрена микрометрическая подача. Подвижная линейка 5 фиксируется в нужном положении специальными винтами. Устройство нониуса универсального угломера принципиально ничем не отличается от устройства нониуса штангенциркуля. [c.174]
Тангенциальные зубомеры, по сравнению со штангенциркулями, отличаются совершенством метода измерения, большей точностью измерений и долговечностью измерительных элементов. [c.216]
[c.216]
С разность между температурой штангенциркуля и нормальной Atj = 30 – 20 = 10°С. По формуле (3.5) определяем погрешность А/= 50(17,1 30 — 12 10) 10 % 0,012 мм. [c.53]
Индикатор Штангенциркуль с ценой деления 15 15 15 15 15 16 16 16 [c.66]
Простейшие приемы обмера деталей. Промышленность выпускает различные измерительные приборы н устройства, позволяющие производить измерения с высокой точностью (их изучают на старших курсах). В курсе черчения обычно используют простейшие измерительные средства — металлическую линейку, кронциркуль (рис. 10.3,0), нутромер (рис. 10.3,6), позволяющие производить измерение с точностью до 0,5… 1 мм, микрометр (рис. 10.3, в) —с точностью измерения 0,01 мм, штангенциркуль (рис. 10.4) —с точностью измерения 0,1 мм. При опре-
Описанньсе приемьс измерений кронциркулем, нутромером и линейкой не дают высокой точности и употребляются главным образом в учебном процессе.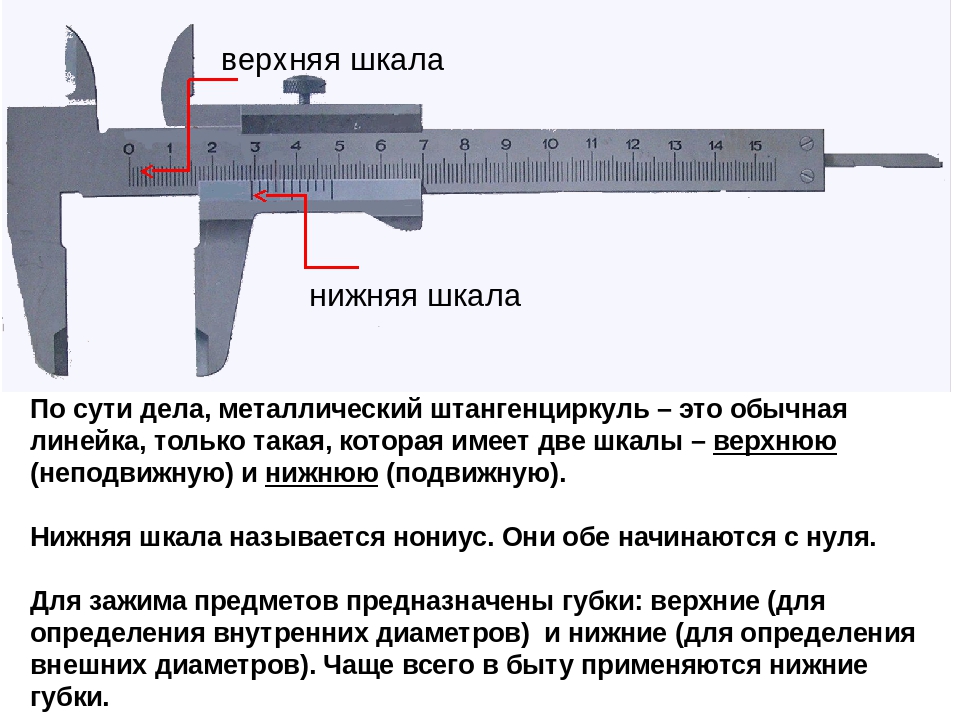 В производственной практике измерение длин с большей точностью производится универсальным штангенциркулем (рис. 345, а). Имеются штангенциркули и других конструкций более совершенных.
[c.190]
В производственной практике измерение длин с большей точностью производится универсальным штангенциркулем (рис. 345, а). Имеются штангенциркули и других конструкций более совершенных.
[c.190]
Штангенциркуль состоит из линейки (штанги) I с нанесенными на ней миллиметровь[ми делениями. Штанга заканчрвинта 4. На нижней скошенной части рамки сделана специальная шкала 6 с делениями, называемая нониусом. Нониус имеет десять равных делений на длине 9 мм, г. е. каждое деление нониуса меньше деления штанги на 0,1 мм. При соприкасающихся губках нулевые деления штанги и нониуса совпадают. [c.190]
Можно измерить глубиномером штангенциркуля высоту h винтового Bbi iyna червяка, которая равна высоте зуба червячного колеса (рис. 417), [c.235]
При контроле готовых поковок нх осматривают, выборочно измеряют геометрические размеры, твердость. Размеры контролируют универсальными измерительными инструментами (штангенциркулями, штангенвысотомерами, штангенглубиномерами и др. ) и специальными инструментами (скобами, шаблонами и контрольными приспособлениями). Несколько поковок из партии иногда подвергают металлографическому анализу и механическим испытаниям. Внутренние дефекты в поковках определяют ультразвуковым методом контроля и рентгеновским просвечиванием.
) и специальными инструментами (скобами, шаблонами и контрольными приспособлениями). Несколько поковок из партии иногда подвергают металлографическому анализу и механическим испытаниям. Внутренние дефекты в поковках определяют ультразвуковым методом контроля и рентгеновским просвечиванием.
Размеры и предельные отклонения. На чертежах валов задают сопряженные, цепочные, габаритные и свободные размеры. На рис. 22.14 показан способ задания осевых размеров вала. На этом рисунке обозначены размеры С и С2 —сопряженные (длины ишоночных пазов) Ги Ц — габаритный и цепочный, К П К2 — координирующие расположение шпоночных пазов, удобные для контроля штангенциркулем или шаблоном 1 —длина выступающего конца вала (присоединительный размер), 2 и /3 —длины сопряженных поверхностей. Размеры 1, 12, /3, /4 отвечают последовательным этапам токарной обработки вала. [c.354]
Установка деталина столе станка пора-3 м е т к е. Разметкой называется нанесение на заготовку осей и линий, определяющих положение обрабатываемых поверхностей.
Контроль шпинделей является весьма ответственной операцией. Вначале проверяются геометрические размеры. Диаметральные размеры контролируются предельными скобами, штангенциркулями, микрометром (до 0,01 мм), пассаметром (до 0,002 мм) и микротастом (до 0,001 мм).
Диаметры отверстий проверяют штангенциркулями, микрометрами, предельными калибрами. При повышенных требованиях к точности диаметральных размеров, особенно при необходимости определить отступления поверхностей отверстий от цилиндрической формы, пользуются штихмасами с индикаторами (рис.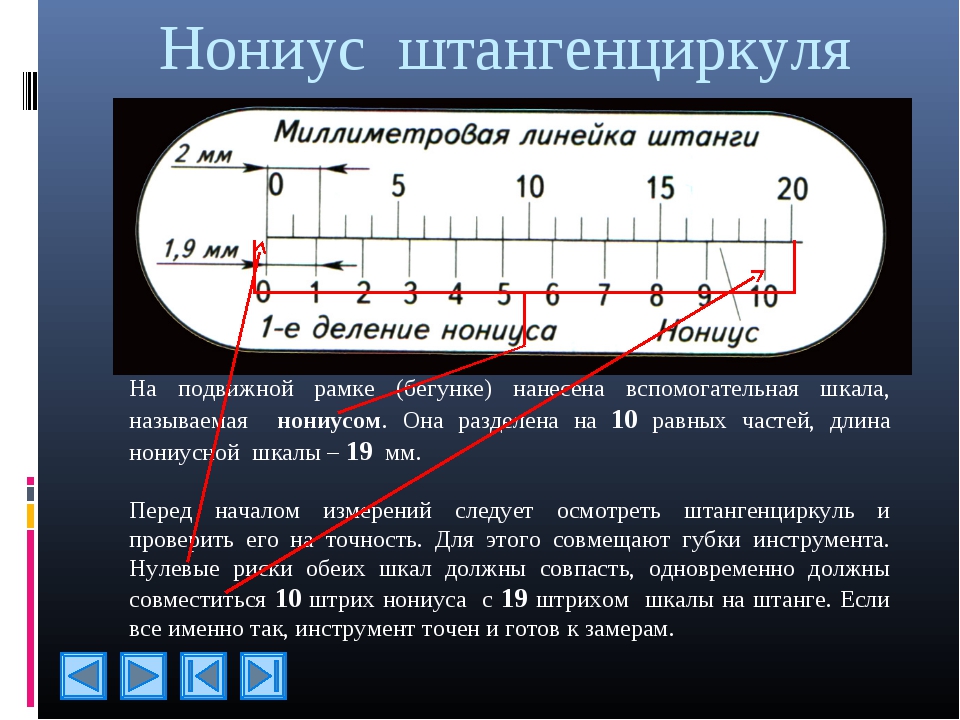 249, а), обеспечивающими точность измерения до 0,01 мм. Для более точных измерений применяются пассиметры или микротасты с точностью измерения до 0,002 мм.
[c.422]
249, а), обеспечивающими точность измерения до 0,01 мм. Для более точных измерений применяются пассиметры или микротасты с точностью измерения до 0,002 мм.
[c.422]
ОСТ 166— 73 п едусматрнвает изготовление трех типов штангенциркулей-. П1Ц-1 с йеной деления 0,1 м.м ШЦ-П — с ценой деления [c.118]
Измерение длины общей нормали. Измерением длины общей нормали по колесу Х 1 (см. рис. 16.2, г) можно выявить погрешность обката, зависящую от неточности делительной червячной пары зубо-обрабатывающих станков. Среднее значение длины общей нормали характеризует смещение исходного контура Анг- Длину общей нормали можно проверять (для повышения точности измерений) штангенциркулем, микрометром с тарельчатыми наконечниками (рис. 17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко закрепленную измерительную губку 3. В корпусе б установлена подвижная губка 4, которая может совершать небольшие по-
[c. 213]
213]
Решение. Находим допуск отверстия 0 60 по табл. П18 TD = IT11 = 190 мкм = 0,19 мм. Затем по заданному диаметру отверстия и найденному допуску с помощью рис. 5.3 ориентировочно выбираем для контроля штангенциркуль с ценой, деления 0,02 мм.
Основы стандартизации, допуски, посадки и технические измерения (1979) — [ c.118 ]
Лабораторный практикум по сопротивлению материалов (1975) — [ c.159 ]
Машиностроительное черчение в вопросах и ответах Изд.2 (1992) — [ c.41 , c.42 ]
Ремонт котельных агрегатов (1955) — [ c.32 ]
Машиностроительное черчение в вопросах и ответах Справочник
(1984) — [
c.39
,
c. 40
]
40
]
Ремонт автомобилей Издание 2 (1988) — [ c.59 ]
Справочник работника механического цеха Издание 2 (1984) — [ c.115 ]
Краткий справочник прокатчика (1955) — [ c.404 ]
Справочник по электротехническим материалам (1959) — [ c.232 ]
Технический справочник железнодорожника Том 12 (1954) — [ c.635 ]
Технический справочник железнодорожника Том 5 (1951) — [ c.484 ]
Техническая энциклопедия том 25 (1934) — [ c.0 ]
Инженерная графика Издание 3 (2006) — [ c.222 ]
Как выбрать штангенциркуль – Токарный, измерительный инструмент, оснастка станков.
 Изготовление оснастки и инструментов под заказ. Услуги металлообработки. Производство деталей из металла.Самым известным мерительным инструментом является штангенциркуль. Назначение штангенциркуля измерять наружные, линейные размеры, такие как диаметры валов, уступы, габаритные размеры, глубину или как еще называют длину отверстия и т.д. Без штангенциркуля не обходится ни одно предприятие особенно в машиностроительной и авиастроительной отраслях . Устройство штангенциркуля крайне простое : штанга, нониус, измерительная линейка, фиксирующий винт. Именно простота, надежность и универсальность штангенциркуля обеспечило ему широкую известность. Штангенциркули обозначаются следующим образом: обычный штангенциркуль -ШЦ, штангенциркуль цифровой обозначаются ШЦЦ, с круглой шкалой – ШЦК. Как и любой мерительный инструмент, штангенциркуль имеет свою шкалу делений, например цена деления 0,01 означает, что штангенциркуль способен измерять размер с точностью до одной сотой миллиметра, или цена деления 0,1 – измеряет размер с точностью до одной десятой миллиметра, что менее точно сем у штангенциркуля с ценой деления 0.
Изготовление оснастки и инструментов под заказ. Услуги металлообработки. Производство деталей из металла.Самым известным мерительным инструментом является штангенциркуль. Назначение штангенциркуля измерять наружные, линейные размеры, такие как диаметры валов, уступы, габаритные размеры, глубину или как еще называют длину отверстия и т.д. Без штангенциркуля не обходится ни одно предприятие особенно в машиностроительной и авиастроительной отраслях . Устройство штангенциркуля крайне простое : штанга, нониус, измерительная линейка, фиксирующий винт. Именно простота, надежность и универсальность штангенциркуля обеспечило ему широкую известность. Штангенциркули обозначаются следующим образом: обычный штангенциркуль -ШЦ, штангенциркуль цифровой обозначаются ШЦЦ, с круглой шкалой – ШЦК. Как и любой мерительный инструмент, штангенциркуль имеет свою шкалу делений, например цена деления 0,01 означает, что штангенциркуль способен измерять размер с точностью до одной сотой миллиметра, или цена деления 0,1 – измеряет размер с точностью до одной десятой миллиметра, что менее точно сем у штангенциркуля с ценой деления 0. 01мм. Помимо цены деления у штангенциркуля всегда присутствует погрешность измерения. Сама погрешность измерения складывается из нескольких составляющих: износ рабочих частей штангенциркуля при многократных измерениях, человеческий фактор, при замере может дрогнуть рука как ни как все мы люди, загрязненность рабочих частей штангенциркуля. Считается что если погрешность составляет менее 10 процентов от точности измерения т.е. цены деления то это является допустимой нормой. Еще хотелось бы заметить что время от времени штангенциркули должны проходить обязательную поверку.
01мм. Помимо цены деления у штангенциркуля всегда присутствует погрешность измерения. Сама погрешность измерения складывается из нескольких составляющих: износ рабочих частей штангенциркуля при многократных измерениях, человеческий фактор, при замере может дрогнуть рука как ни как все мы люди, загрязненность рабочих частей штангенциркуля. Считается что если погрешность составляет менее 10 процентов от точности измерения т.е. цены деления то это является допустимой нормой. Еще хотелось бы заметить что время от времени штангенциркули должны проходить обязательную поверку. Как выбрать штангенциркуль для измерения определенного размера?
Скажем необходимо измерить размер болта диаметром 10f7 (-0,049-0,030) штангенциркуль с ценой деления ШЦ-0,1 не подойдет, так как допуск измеряемой поверхности меньше цены деления штангенциркуля, здесь больше подойдет штангенциркуль ШЦЦ-0,01 с ценой деления 0,01.
Поверка штангенциркуля должна проходить один раз в 6 месяцев, и проходит она следующим образом.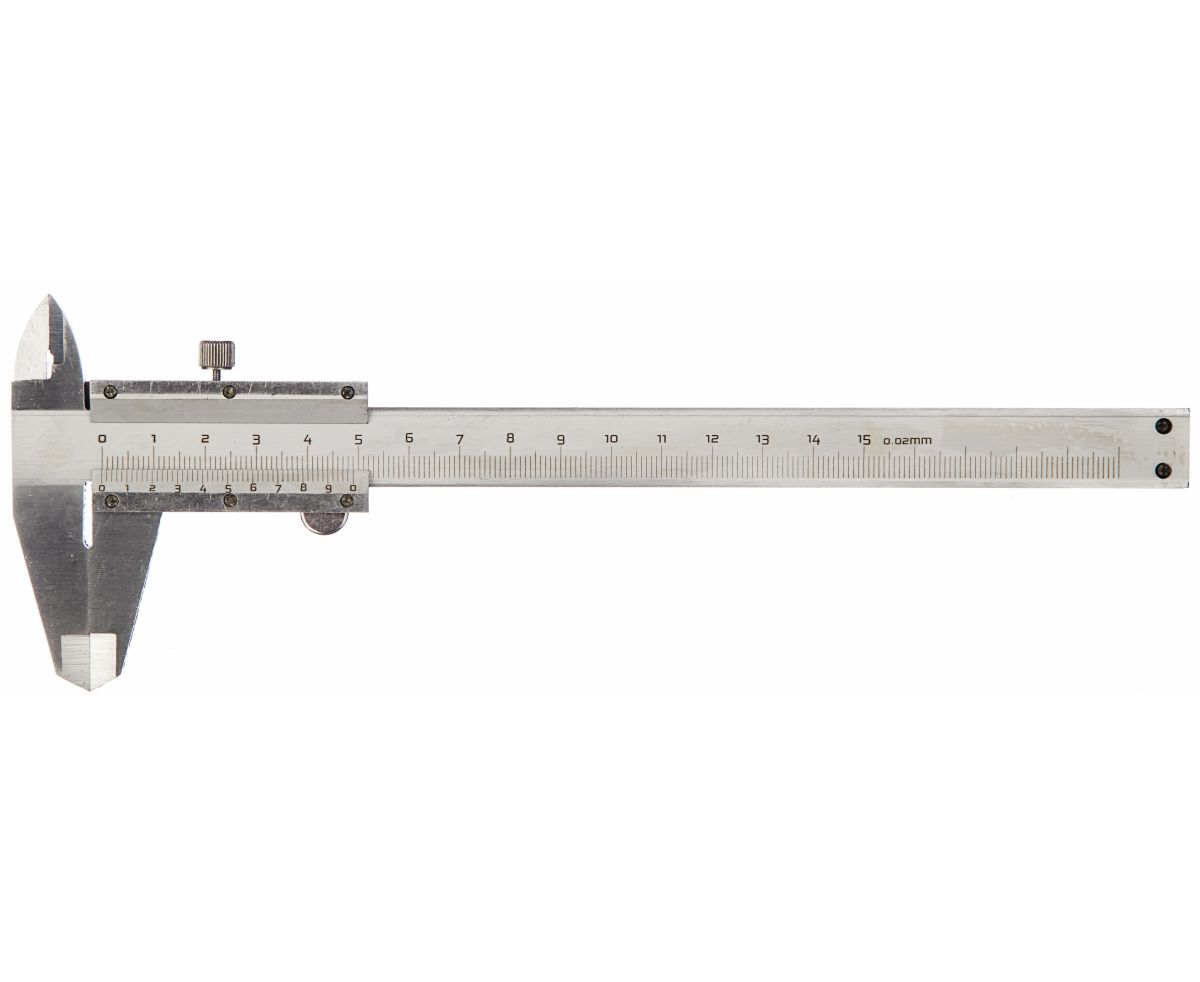 Ответственное лицо как чаще бывает это контролер на предприятии проводит измерение штангенциркулем специальной калиброванной плитки (их еще называют концевые меры) которая имеет точный номинальный размер и считывают полученный размер с штангенциркуля если значение размера отличается от заявленного размера концевой меры, то можно смело говорить о неисправности данного инструмента. Как правило не прошедший поверку инструмент ремонту не подлежит и должен быть заменен инструментом прошедшим поверку.
Ответственное лицо как чаще бывает это контролер на предприятии проводит измерение штангенциркулем специальной калиброванной плитки (их еще называют концевые меры) которая имеет точный номинальный размер и считывают полученный размер с штангенциркуля если значение размера отличается от заявленного размера концевой меры, то можно смело говорить о неисправности данного инструмента. Как правило не прошедший поверку инструмент ремонту не подлежит и должен быть заменен инструментом прошедшим поверку.
Для измерения трудно доступных размеров к примеру отверстий применяются штангеннутромеры, глубинных размеров- штангенглубиномеры, габаритных размеров штангенрейсмасы к ним применяются такие же требования как и к обычному ШЦ.
Штангенциркуль как и любой мерительный инструмент должен эксплуатироваться и храниться в специальных условиях. протирается штангенциркуль щелочным раствором для исключения возможности появления коррозии. Предохраняет ШЦ от внешних механических воздействий футляр.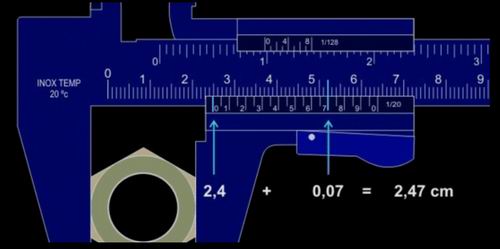 При каждом измерении размера штангенциркуль должен быть взят из футляра и помещен в футляр.
При каждом измерении размера штангенциркуль должен быть взят из футляра и помещен в футляр.
РАЗНИЦА МЕЖДУ ШТАНГЕНЦИРКУЛЕМ И МИКРОМЕТРОМ | СРАВНИТЕ РАЗНИЦУ МЕЖДУ ПОХОЖИМИ ТЕРМИНАМИ – НАУКА
Штангенциркуль против микрометра Штангенциркуль и микрометры – это устройства, которые используются при измерениях. Штангенциркуль – это устройство, состоящее из линейки и прикрепленной к ней нониусн
Штангенциркуль против микрометра
Штангенциркуль и микрометры – это устройства, которые используются при измерениях. Штангенциркуль – это устройство, состоящее из линейки и прикрепленной к ней нониусной шкалы. Микрометр, также известный как микрометрический винтовой калибр, представляет собой устройство, состоящее из винтовой измерительной системы. Эти устройства широко используются в таких областях, как физика, машиностроение, деревообработка, металлообработка, медицина и других областях. В этой статье мы собираемся обсудить, что такое микрометрические винтовые калибры и штангенциркуль, принципы работы микрометрического калибра для винтов и штангенциркуля, их применения, сходства и, наконец, разницу между микрометрическим калибром для винтов и штангенциркулем.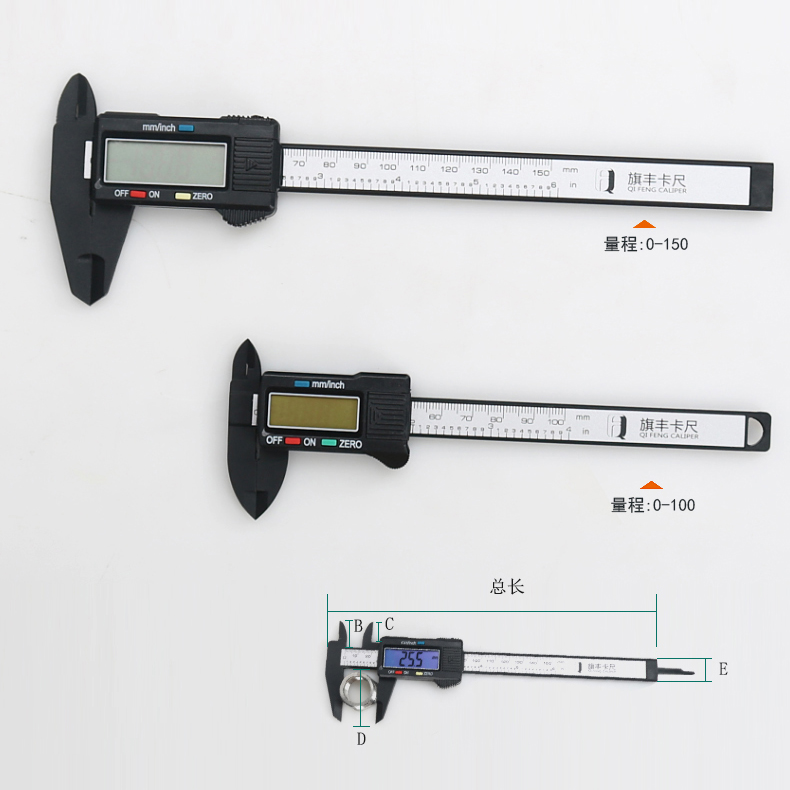
Штангенциркуль
Штангенциркуль – это устройство, используемое при измерениях. Штангенциркуль состоит из основной шкалы и нониусной шкалы, которая прикреплена к основной шкале, но может перемещаться по ее длине. Штангенциркуль измеряет расстояние между губками штангенциркуля.
Существуют внутренние губки, которые используются для измерения внутренних радиусов или расстояний, и внешние губки, которые используются для измерения внешних радиусов и внешних расстояний. Расстояние между основной шкалой составляет 0,1 см или 0,05 см. Некоторые из этих делений делятся на разное количество делений внутри нониусной шкалы. Наиболее распространенным из них является 9 единиц основной шкалы 0,1, которые разделены на 10 единиц внутри штангенциркуля. Когда челюсти соприкасаются друг с другом, 0 на шкале нониуса и 0,0 на основной шкале совпадают. Когда губки раздвигаются так, что 1 на нониусной шкале совпадает с 0,1 основной шкалы, губки раздвигаются на расстояние 0,01 см, что составляет 1/10 наименьшего показания основной шкалы.
Общая формула для измерений штангенциркулем:
Наименьшее измерение штангенциркуля = (Значение наименьшего показания на основной шкале – Размер разделения на шкале нониуса) * значение наименьшего показания на основной шкале
Винтовой датчик микрометра
Винтовой калибр микрометра, также известный как микрометр, представляет собой измерительный прибор, который используется при измерении малых диаметров. Основной принцип микрометрического калибра для винтов состоит в том, что расстояние, которое проходит винт, когда винт поворачивается на 1 полный круг, равно зазору между двумя резьбовыми отверстиями калибра. Нагреватель винта, приложенный к винту, имеет шкалу, идущую по окружности головки винта. Если шкала окружности разделена на n частей и зазор резьбы равен d мм, наименьшее показание микрометрического калибра для винтов будет d / m мм. В типичном микрометре зазор винта составляет 0,5 мм, а шкала разделена на 50 частей, что дает наименьшее показание 1/100 мм.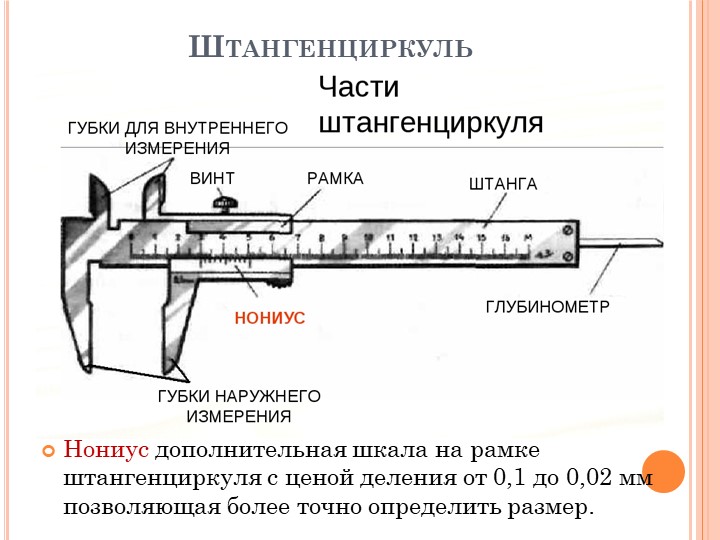 Некоторые микрометры имеют нониусную шкалу, прикрепленную к окружности основного корпуса, чтобы получить наименьшее показание в 1 микрометр.
Некоторые микрометры имеют нониусную шкалу, прикрепленную к окружности основного корпуса, чтобы получить наименьшее показание в 1 микрометр.
В чем разница между микрометром и штангенциркулем? • Микрометр способен измерять разницу в 0,01 мм в общем случае. Штангенциркуль может измерять разницу до 0,05 только в крайних случаях. • Штангенциркуль с одним нониусом может измерять внутреннюю длину, внешнюю длину и глубину без каких-либо изменений, а микрометр может измерять только один тип за раз. |
Измерительные инструменты – Техническое черчение
Для определения действительных размеров деталей применяются различные измерительные инструменты, которые делятся на универсальные, или шкальные, калибры, или бесшкальные, и точные.
К универсальным измерительным инструментам относятся: линейка, метр, штангенциркуль, глубиномер, микрометр, штихмас, угломер и др.
Для измерения отдельных элементов деталей, которые не могут быть непосредственно измерены обычными инструментами, пользуются вспомогательными инструментами: кронциркулем, нутромером, рейсмасом и др.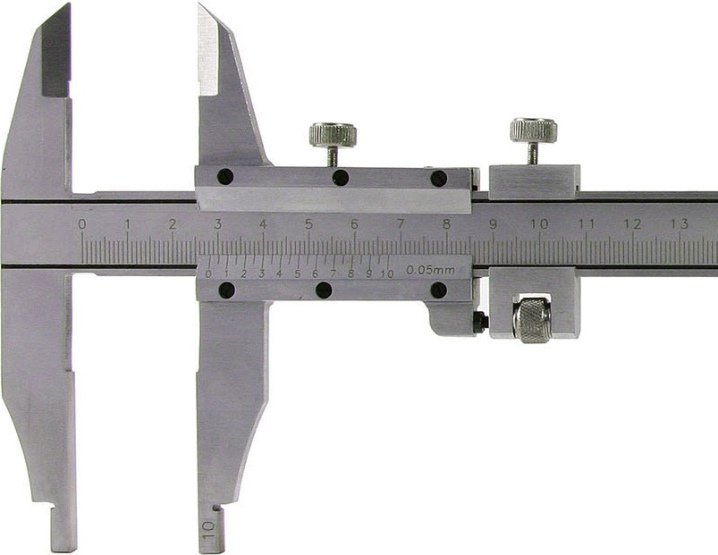
Измерительные инструменты делятся также на рабочие и контрольные. Рабочий инструмент предназначается для пользования в цехах, контрольный — для проверки рабочего инструмента.
Кроме того, в серийных производствах применяют предельные измерительные инструменты.
Как бы тщательно ни были произведены измерения размеров детали, результаты измерений получаются недостаточно точными, с одной стороны, вследствие несовершенства измерительных инструментов, с другой,— в зависимости от способа измерения. Отклонение полученного измерением размера от действительного называют точностью измерения, а величину этого отклонения—степенью точности измерения. Ясно, что чем точнее требуется измерить деталь, тем качественнее должен быть измерительный инструмент и способы измерения. Поэтому в зависимости от точности измерений применяются соответственно и измерительные инструменты, наиболее употребительные из которых следующие:
Стальная линейка. Изготовляется длиной от 150 до 500 мм (фиг. 207) и служит для измерения небольших длин. Точность измерения стальной линейкой достигает 0,25 —0,5 мм, в зависимости от навыка измеряющего.
207) и служит для измерения небольших длин. Точность измерения стальной линейкой достигает 0,25 —0,5 мм, в зависимости от навыка измеряющего.
Метр. Для измерения больших длин применяются метры (фиг. 208), которые изготовляются деревянными и стальными. Деревянные метры бывают только складные и употребляются обычно для грубых измерений. Стальные метры изготовляются складными и в виде рулетки. Складные стальные метры, как и деревянные, служат для грубых измерений. Недостатком складных деревянных и стальных метров является то, что у них разбалтываются шарниры соединений, вследствие чего они дают большие погрешности. Поэтому при измерении лучше пользоваться метром-рулеткой. Метры-рулетки изготовляются одно- и двухметровые. Точность измерения такими метрами равна 0,25—0,5 мм, т. е. такая же, как и при измерении стальной линейкой.
Штангенциркуль. Штангенциркуль служит для более точных измерений длин и диаметров (фиг. 209).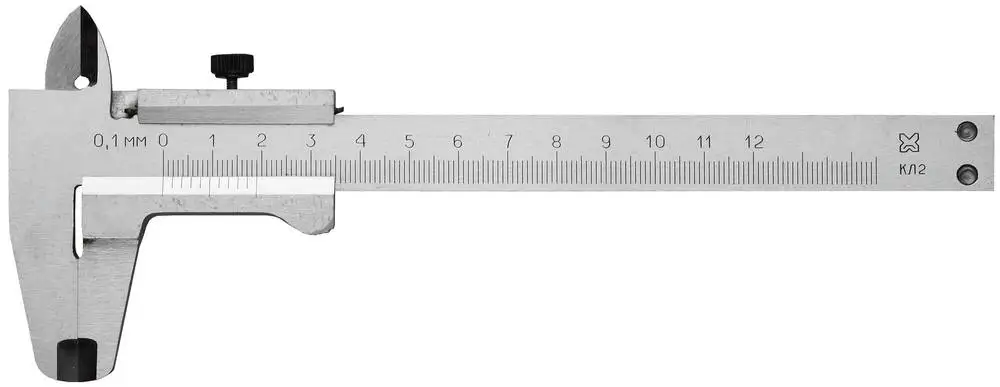 Он состоит из штанги 1 с нанесёнными на ней делениями в миллиметрах. На левом конце её имеется неподвижная губка 2. Подвижная губка 3 с рамкой 4, нониусом и закрепительным винтом соединены с ползунком 6 посредством микрометрического винта 5. На микрометрический винт 5 навинчена накатанная гайка 7. Ползунок 6 закрепляется на штанге винтом 3.
Он состоит из штанги 1 с нанесёнными на ней делениями в миллиметрах. На левом конце её имеется неподвижная губка 2. Подвижная губка 3 с рамкой 4, нониусом и закрепительным винтом соединены с ползунком 6 посредством микрометрического винта 5. На микрометрический винт 5 навинчена накатанная гайка 7. Ползунок 6 закрепляется на штанге винтом 3.
Кроме описанного, существуют также штангенциркули с глубиномером (фиг. 212).
Штангенциркулем можно производить измерения с точностью 0,1 — 0,025 мм.
Нониус штангенциркуля обычно разделён на 10 равных частей, причём каждое его деление равно 0,9 мм, следовательно, 10 делений нониуса равны 9 делениям штанги, т. е. 9 мм.
Если губки штангенциркуля сдвинуть вплотную, то первый штрих нониуса, обозначенный нулём, совпадает с нулевым делением штанги, а десятое деление нониуса—с девятым её делением (фиг. 210). Разность между первым делением штанги и первым делением нониуса составляет 0,1 мм, для второго деления—0,2 мм, третьего—0,3 мм и девятого— 0,9 мм. Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм; при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм; при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
Точность измерения штангенциркулем равняется отношению одного деления штанги к числу делений нониуса. Если нониус поделён на 10 равных частей, то точность измерения будет равна 0,1 мм. Чтобы установить штангенциркуль на заданный размер, перемещают подвижную губку вправо до тех пор, пока нулевое деление нониуса не совпадёт с нужным целым числом миллиметров на штанге, и продолжают перемещать губку в том же направлении до тех пор, пока требуемое деление на нониусе не совпадёт с ближайшим к нему делением на штанге. Деление нониуса, совпадающее с каким-либо делением штанги, укажет на число десятых долей миллиметра. Если, например, требуется установить штангенциркуль на размер 38,4 мм, то для этого освобождают закрепляющий рамку винт и перемещают её так, чтобы нулевое деление нониуса совпало с 38-м делением штанги. Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Чтобы прочесть измеренный штангенциркулем размер детали, необходимо заметить, с каким делением штанги совпадает нулевое деление нониуса. Совпавшее деление и будет показывать величину размера измеренного элемента детали. Если же нулевое деление нониуса не совпадает с целым числом делений на штанге, то замечаем на штанге ближайшее число слева от нуля нониуса и добавляем к нему число долей миллиметра на нониусе, совпадающее с ближайшим делением штанги.
На фиг. 211, б показан размер 45,3 мм соответственно измеренному размеру детали штангенциркулем.
На фиг. 210 показано измерение отверстия нижней парой губок. В этом случае к размеру, указываемому штангенциркулем, необходимо прибавлять толщину концов губок, которая обычно составляет 8 или 10 мм.
Как уже упоминалось, некоторые штангенциркули имеют приспособление для измерения глубины, так называемый глубиномер (фиг. 212).
Глубиномер прикреплён к рамке подвижной губки. Измеряемая глубина отсчитывается так, как и при измерении толщины или диаметра детали.
Микрометр. Микрометр (фиг. 213) является более точным измерительным инструментом, чем штангенциркуль. С помощью микрометра можно производить измерения с точностью до 0,01 мм.
Микрометр состоит из плоской скобы 7, пятки 2, шпинделя 3, зажимного кольца 4, трубки с делениями 5, гильзы 6 и трещотки 7. С трубкой 5 соединён подвижный шпиндель 3 с резьбой, имеющей шаг 0,5 мм.
Вращением гильзы можно установить шпиндель на нужную величину. В случае, когда шпиндель упрётся в пятку, т. е. когда расстояние между пяткой и торцом шпинделя равно нулю, нулевое деление нониуса должно быть на нулевом делении трубки. Головка трещотки связана с трещоткой внутри микрометра.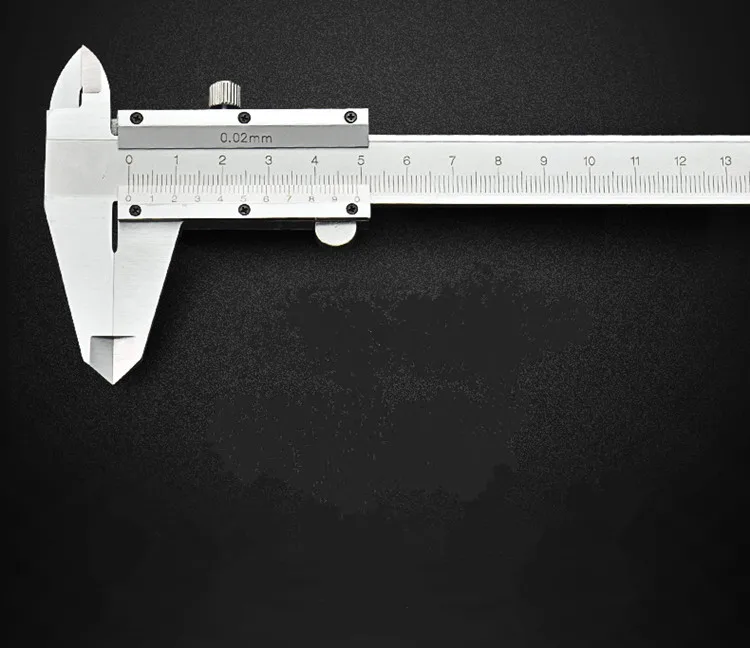 Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
На трубке и скошенной кромке гильзы имеются деления, число которых на гильзе равно 50, а на трубке — соответственно номинальному размеру микрометра. Расстояние между делениями на трубке равно 0,5 мм. При одном полном обороте гильзы шпиндель перемещается на 0,5 мм. Таким образом, при повороте гильзы на одно деление шпиндель переместится на 0,01 мм.
По делениям на трубке отсчитывают целое число и половины миллиметров, а по делениям на гильзе—сотые доли миллиметра.
Сумма отсчётов на трубке и гильзе показывает расстояние между пяткой и торцом шпинделя микрометра.
На фиг. 214, а показаны деления микрометра, установленного на величину, равную 14,31 мм, а на фиг. 214, б — на 12,38 мм.
При измерении микрометром во избежание ошибок необходимо с момента подхода шпинделя к измеряемой детали примерно на расстоянии 1—2 мм вращать не гильзу, а головку трещотки.
Микрометрический штихмас. Штихмас (фиг. 215) служит для измерения диаметров отверстий и по устройству имеет сходство с измерительным устройством микрометра. Шгихмас состоит из гильзы, снабжённой наконечником со сферической поверхностью 2. В гильзу 7 входит микрометрический винт, имеющий на конце сферическую поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
Как и у микрометра, на скошенной кромке гильзы имеется 50 делений, а на трубке 3 штихмаса нанесены миллиметровые деления.
Если гильза 4 сделает один полный оборот, то винт с наконечником 5 переместится на 0,5 мм, следовательно, при повороте гильзы на одно деление её шкалы, т. е. на 1/50 часть оборота, винт переместится на 0,01 мм.
На фиг. 215 штихмас показывает, что расстояние между торцами наконечников 2 и 5 равно 82 мм. Эта величина получилась от сложения двух размеров: номинального размера штихмаса, равного 63 мм (за номинальный размер штихмаса принимают расстояние между мерительными торцами 2 и 5 при совпадении нуля нониуса с нулевым делением трубки) и отсчёта по делениям трубки и нониуса. В данном случае эта величина составляет 19 мм. Таким образом, 63+19=82 мм.
Микрометрический глубиномер (фиг. 216) имеет такое же устройство, как и микрометр. Глубиномер состоит из поперечины 1, имеющей измерительную плоскость, жёстко скреплённую со стеблем 2. Внутри стебля имеется винт с измерительным стержнем 3 и стопорное кольцо 4, гильза 5 и трещотка 6. При измерении поперечину прижимают измерительной плоскостью к детали и производят измерение так, как при измерениях микрометром.
Угломер. Угломером называется прибор, при помощи которого производится построение и измерение углов деталей. Угломеры изготовляются с нониусом и без нониуса. Наибольшее распространение в СССР получили угломеры с нониусом, заводов „Красный инструментальщик”и „Калибр”.
Угломер завода „Красный инструментальщик” (фиг. 217) состоит из полудиска 1 с прикреплённой к нему линейкой 2. Подвижная линейка 3, жёстко скреплённая с нониусом 4, вращается вокруг оси О. Для точной установки нониуса пользуются микрометрическим винтом 5. При измерении углов от 0 до 90° на линейку 3 надевают угольник 6. Точность измерения для этого угломера находится в пределах 2′. Более совершенным угломером является угломер завода „Калибр” конструкции Д. С. Семёнова (фиг. 218, а). Этот угломер состоит из дуги 1 с нанесённой на ней градусной шкалой, по которой перемещается пластинка 2 и жёстко прикреплённый к ней нониус 3. На пластинке 2 имеется держатель 4, при помощи которого закрепляется угольник 5 с линейкой 6.
Пластинка 7 жёстко соединена с дугой 1. Основная градусная шкала разделена на 130°, однако путём установки в различные положения измерительных деталей угломера можно измерять углы от 0 до 320°(фиг.218, б). Точность измерения для угломеров этой конструкции — 2′.
Чтобы сделать, например, отсчёт угла ? по такому угломеру, когда угольник занимает положение, отмеченное буквой А (фиг. 218, а), необходимо прежде всего посмотреть, между какими делениями расположено нулевое деление нониуса. На фиг. 218, а это деление расположено между цифрами 33 и 34 основной градусной шкалы. После этого находят справа то деление нониуса, которое совпадает с одним из ближайших делений основной шкалы. В данном случае совпадает деление, соответствующее 10′. Следовательно, искомый угол а составляет 33° 10′. Легко понять, откуда получены 10′. Деление, соответствующее десяти минутам—пятое справа от нулевого деления нониуса. Так как цена каждого деления нониуса равна 2′, то для пяти делений это составит 2’X5=10′.
Пусть, например, требуется измерить угол p, соответствующий положению угольника, отмеченного буквой Б. Легко видеть, что угол ? является тупым углом, состоящим из суммы углов: а и прямого угла.
Величина угла а определена раньше и равна 33° 10′. Таким образом, угол ? = a + 90° = 33°10′ + 90° = 123°10′.
Кронциркуль и нутромер (фиг. 219, а и б) являются вспомогательными инструментами и применяются для измерения величин путем переноса размера с изделия на измерительный инструмент или наоборот.
Кронциркулем производится измерение наружных размеров деталей, нутромером — внутренних.
Кронциркуль и нутромер состоят из двух стальных ножек, соединённых шарниром.
Точность измерения этими инструментами невелика.
Рейсмас. Рейсмасом (фиг. 220) пользуются при нанесении на деталях параллельных линий, при разметочных работах и измерении недоступных мест деталей, когорые не могут быть измерены обычно применяемыми инструментами. Простейший рейсмас (фиг. 220, а) состоит из стального стержня, перемещающегося по пазу стойки и затем закрепляющегося на стойке при помощи барашка. Стойка рейсмаса укреплена на подставке. Работа рейсмасом производится на разметочной плите.
Штангенрейсмас (фиг. 220, б). Для точных измерений и разметочных работ применяют штангенрейсмас с нониусом. Подвижное устройство с чертилкой и нониусом передвигается по линейке и закрепляется в нужном положении винтами. Точная установка по нониусу производится так же, как и у штангенциркуля.
Резьбомеры. Для определения шага резьбы или числа ниток на 1″ на резьбовых изделиях служат резьбомеры (фиг.221). Резьбомеры изготовляются для разных систем резьбы и представляют собой набор стальных гребёнок, заключённых в колодку.
Определение шага резьбы или количества ниток на 1″ производится путём подбора профиля гребёнки, соответствующего углу профиля резьбы. Гребёнка точно укажет шаг резьбы или количество ниток, приходящихся на 1″ (фиг. 221, б).
Чтобы убедиться в правильности найденного шага резьбы или числа ниток, приходящихся на 1″, необходимо дополнительно измерить наружный диаметр резьбы при помощи штангенциркуля и сверить полученные данные с данными соответствующего стандарта на резьбу. Если данные измерения совпадают, то шаг или число ниток определены правильно, в противном случае измерение нужно повторить. При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.
Что такое суппорт? Преимущества, детали и типы
Штангенциркуль – это прецизионный измерительный прибор, который позволяет измерять различные размеры, такие как толщина, внешний диаметр, внутренний диаметр, длина, ширина и глубина объекта, с помощью одного инструмента. Это очень полный инструмент для поддержки многомерных измерений.
Может измерять с хорошей точностью. Точность (разрешение) штангенциркулей составляет от 0,1 до 0,02 мм. Однако наиболее часто используемый – 0,02 мм. Диапазон измерения составляет от 0 до 15 мм или 6 дюймов.Это один из хорошо известных инструментов линейного измерения, который мы используем для получения точных результатов.
Штангенциркуль изготовлен из стали. Однако иногда можно использовать углеродный материал (пластик). В некоторых случаях, когда сталь может поцарапать, можно использовать пластиковую.
Функции
ШтангенциркульКогда дело доходит до измерения диаметра цилиндрических объектов, штангенциркуль является правильным выбором. Независимо от внутреннего или внешнего диаметра, с помощью одного инструмента задача может быть легко выполнена точно.
Для измерения толщины, длины и ширины вы, безусловно, можете использовать это устройство. Используйте большие челюсти, чтобы закрепить объект, чтобы определить его внешние размеры.
Вы также можете использовать его для измерения глубины. На задней стороне суппорта находится тонкая палочка. Используйте эту палку, чтобы измерить глубину чего угодно. Убедитесь, что глубина не должна превышать 15 мм или 6 дюймов.
Благодаря своим преимуществам штангенциркуль является одним из основных измерительных инструментов, который обычно используется в различных областях, таких как машиностроение, медицина, строительство, бытовая техника и металлообработка.
Преимущества и недостатки
Ниже приводится список плюсов и минусов измерителя, который мы составляем:
Преимущества:
- Точность и прецизионность: Первое преимущество штангенциркуля заключается в том, что он обеспечивает точность и точность чтения.
- Универсальность: Штангенциркуль – универсальный инструмент, его можно использовать для различных целей. Их можно использовать для снятия внутренних и внешних показаний, а также глубины.
- Долговечность: Поскольку суппорты изготовлены из прочных материалов, таких как нержавеющая сталь, они долговечны.Вы можете использовать его в течение длительного периода времени.
- Нет необходимости в дополнительной шкале: Для штангенциркуля прямого считывания у них есть фиксированная шкала и подвижная шкала. Им не требуется дополнительная шкала для измерения.
- Цена: Суппорты легко найти на рынке. Они доступны по цене. Цена колеблется от 10 до 100 долларов в целом.
Недостатки:
- Вероятность личной ошибки: Угол чтения имеет значение.Есть вероятность личной ошибки, когда им пользуется менее опытный человек. Разумеется, это относится к штангенциркулям.
- Необходима дополнительная шкала: Для измерителей косвенного считывания требуется отдельная линейка или соответствующая шкала для расчета измерения.
- Потребность в хорошем зрении: Аналоговая модель с нониусом и штангенциркулем требует хорошего зрения. Людям с плохим зрением будет сложно считывать результаты измерений.
- Ошибка нуля: Одним из наиболее распространенных недостатков использования аналогового штангенциркуля является ошибка нуля.Когда челюсти полностью закрыты, они должны показывать нулевое показание. Если они не показывают ноль, это означает, что у него нулевая ошибка. Штангенциркуль с нулевой ошибкой необходимо откалибровать или отремонтировать, поскольку он будет давать неточные показания.
Типы штангенциркулей
Термин штангенциркуль не означает только одну форму. На самом деле есть несколько моделей и типов, которые называются суппортами. Самый простой способ различить их – по шкале отсчета, независимо от того, отделена ли шкала или закреплена на инструменте.
1. Штангенциркуль для косвенного считывания
Для этих штангенциркулей требуется дополнительная внешняя шкала для измерения расстояния.
- Внутренний штангенциркуль: Внутренний штангенциркуль предназначен для измерения внутренних размеров объекта. Ножки внутреннего суппорта регулируются в соответствии с объектом для получения желаемых размеров.
- Наружный штангенциркуль: Наружный штангенциркуль предназначен для измерения внешних размеров объекта.Как и внутренний суппорт, ножки внешнего суппорта регулируются для получения желаемых размеров.
- Штангенциркуль делителя: Штангенциркуль делителя, широко известный как компас, используется для отметки точек на поверхности. Края ножек очень острые, поэтому их можно легко использовать для рисования дуг или окружностей. Они также используются для измерения расстояния между разными точками на карте.
- Штангенциркуль с нечетной ножкой: Штангенциркуль с нечетной ножкой имеет изогнутую ножку, они сконструированы таким образом, чтобы разметать линию, в то время как согнутая ножка проходит вдоль края заготовки.
2. Штангенциркуль с прямым отсчетом
Штангенциркуль с прямым отсчетом имеет шкалу, встроенную прямо в штангенциркуль. Штангенциркуль с прямым считыванием имеет следующие типы:
- Штангенциркуль: Как и его название, штангенциркуль использует нониусную шкалу. Он состоит из двух шкал, в которых первая шкала фиксированная, а вторая скользящая.
- Штангенциркуль: Несмотря на то, что рабочий механизм штангенциркуля сложен, он обеспечивает более простое считывание, чем нониус.Штангенциркуль с круговой шкалой использует циферблатный индикатор для отображения показаний.
- Цифровой штангенциркуль: Цифровой штангенциркуль оснащен электронным цифровым дисплеем, что упрощает считывание показаний. Это позволяет переключаться между миллиметрами или дюймами с помощью одной кнопки.
Детали корпуса
Штангенциркуль с косвенным считыванием, имеющий отдельную шкалу, состоит из двух поворотных ножек, которые регулируются по точкам объекта, которые должны быть измерены.У некоторых штангенциркулей длинные ножки, у некоторых короткие, а у некоторых также могут быть изогнутые ножки.
Детали корпуса суппортаС другой стороны, штангенциркуль с прямым отсчетом имеет две шкалы: одна фиксированная основная шкала, а другая – подвижная. Он состоит из челюстей вместо ног. Когда челюсти полностью закрыты, они должны показывать нулевое показание.
Штангенциркуль с прямым отсчетом позволяет считывать результаты измерения через нониусную шкалу, циферблат или цифровой дисплей. Все части этих трех типов в основном одинаковы, за исключением внешнего вида дисплея для чтения.
На изображении выше показан типичный штангенциркуль с нониусом и его части. Список ниже представляет собой объяснение каждого числа, отмеченного на изображении.
- Внутренние губки : губки для измерения внутреннего размера, например внутреннего диаметра.
- Внешние клещи : Измерительная поверхность для фиксации объекта с целью измерения его внешних размеров, таких как длина, толщина, внешний диаметр и ширина.
- Стопорный винт : При необходимости вы можете повернуть винт, чтобы затянуть измеряемый объект.Он действует, чтобы препятствовать движению объекта.
- Верхняя нониусная шкала : Часть нониусной шкалы, в которой имеет место градуировка в дюймах.
- Нижняя шкала Нониус : Точно так же это часть нониусной шкалы, на которой расположена метрическая градация, если вы собираетесь проводить измерения в метрических единицах.
- Основная шкала : Это основная шкала. Градуировка регулируется в двух положениях: верхняя сторона – дюйм, а нижняя – миллиметр.
Три изображения ниже – это другие части суппорта. Самое важное, что нужно знать, – это палка для измерения глубины. Это третья слева позиция. Все остальное – фотографии сзади.
Давайте подведем итоги
Когда важно получить точное измерение, мы можем положиться на штангенциркуль. Штангенциркуль – идеальный выбор, если вы собираетесь измерить объект цилиндрической формы как по внутреннему, так и по внешнему диаметру, длине, толщине и глубине.Все эти задачи можно выполнить с помощью удобного инструмента. Вам необходимо сохранить для этого инструмента хотя бы одну единицу в вашем наборе инструментов на тот случай, если вам нужно измерить эти размеры как можно точнее.
Что такое суппорт?
Что такое суппорт?
Для многих строительных проектов – будь то личное улучшение дома или рабочий день – потребуется штангенциркуль. Это устройство используется для измерения размеров объекта, поэтому вы можете убедиться, что все идеально подходит, и выполнить работу без изъянов.Существует несколько типов суппортов, каждый из которых имеет свое предназначение. Узнай, как их все использовать, и ты будешь реализовывать свои проекты.
Что такое суппорт?
На протяжении веков человек полагался на штангенциркуль для измерения толщины и диаметра объекта. Самый старый калибр был найден при кораблекрушении недалеко от Италии, относящийся к VI веку до нашей эры. Наше постоянное применение этого измерительного инструмента показывает, что штангенциркуль – надежный источник измерения размеров, который стоит иметь в любом ящике для инструментов.
Непрофессионалу хорошо будет иметь суппорт для любого проекта по благоустройству дома, но суппорты играют важную роль и вне амбициозного самостоятельного ремонта. Они используются во многих специализированных областях, включая деревообработку, металлообработку, лесное хозяйство, науку и медицину. Чаще всего штангенциркули находят в инженерных и научных лабораториях, где точные измерения имеют первостепенное значение.
Как пользоваться штангенциркулем
Хотя существует много разных типов суппортов, большинство из них работают с одной и той же механикой.Практически все типы штангенциркуля напоминают линейку – полоску со шкалой измерений – с набором верхней и нижней губок на левом конце. Эти челюсти открываются и закрываются винтами, и по мере их регулировки ползунок, прикрепленный к правым челюстям, перемещается по шкале.
На противоположном конце шкалы находится небольшой выступающий стержень, который перемещается вместе с ползунком и губками. Это называется стержнем глубины, и его можно использовать для измерения глубины отверстий.
Ползунок и положение зажима на шкале – это то, что обеспечивает измерения, но способ считывания измерений будет зависеть от того, какой тип штангенциркуля вы используете.
Большинство суппортов этого типа имеют винт с накатанной головкой, расположенный в нижней части ползунка, что облегчает управление движениями губок. Также вверху есть стопорный винт. Эта деталь обеспечивает положение губок и ползунка, так что вы можете считывать измерения, не перемещая случайно губки, или сравнивать измерения с другим предметом.
Штангенциркульможет измерять как внешние, так и внутренние размеры объекта. Челюсти большего размера, расположенные на нижней стороне инструмента, предназначены для измерения внешней поверхности чего-либо.Предмет входит внутрь челюстей, которые стягиваются по ширине или длине.
Набор челюстей меньшего размера расположен в верхнем конце нижних челюстей. Эта часть штангенциркуля предназначена для измерения внутренней части объекта, например, диаметра прорези или отверстия.
Штангенциркуль
Штангенциркуль – самый простой в этом инструменте, но, возможно, самый надежный. Этот тип инструмента имеет две разные линейки: одна с основной шкалой, а другая с нониусной шкалой.Основная шкала находится вверху, а нониусная шкала – внизу. Каждая отметка на основной шкале соответствует одному целому миллиметру. Нулевая отметка на нониусной шкале отметит количество миллиметров для ваших измерений.
Считать показания в миллиметрах просто, если нулевая отметка находится точно на миллиметровой линии. Однако, поскольку большинство измерений не дает точного миллиметра, вам потребуется дополнительная форма измерения.
Вот где появляется нониусная шкала.Шкала от 0 до 10, иногда с более мелкими отметками между ними. Каждая основная отметка на нониусной шкале представляет собой одну десятую миллиметра. Если нулевая отметка не совпадает точно, другая из отметок 0-10 на шкале нониуса может, и это скажет вам точное дробное измерение предмета. Например, если отметка «6» выровнена точно, это будет означать дополнительные 0,6 миллиметра для общего измерения. Некоторые штангенциркули имеют еще более точные размеры – например, 0,02 миллиметра – и будут иметь дополнительные маркеры на нониусной шкале.
ШтангенциркулиVernier чрезвычайно точны и более надежны в долгосрочной перспективе благодаря своей простой конструкции. Однако для некоторых людей чтение может быть затруднительным, поэтому тем, кто не хочет выполнять точные математические операции, необходимые для считывания шкал, лучше подойдет циферблат или цифровой штангенциркуль.
Набор суппортов
Штангенциркуль
работает так же, как штангенциркуль, в котором есть два набора губок, ползунок и шкала для измерения.Чтобы использовать его, вы помещаете предмет, который хотите измерить, внутрь больших челюстей или за пределы маленьких и перемещаете ползунок, чтобы открыть их, пока они не станут туго затянутыми. Разница здесь в том, что вместо использования основной шкалы и шкалы нониуса для получения измерений вы просто смотрите на циферблат. Циферблат на этих штангенциркулях использует иглу для смещения измерения в пределах доли миллиметра. Вы используете эту информацию вместе со шкалой, чтобы получить окончательное измерение.
Штангенциркульлегче считывать, чем их нониусные аналоги, но, поскольку в этих инструментах больше механики, их также легче сломать и сложнее починить.
Штангенциркуль с цифровым управлением
Из всех штангенциркулей
легче всего читать, поскольку они заменяют аналоговый циферблат цифровым дисплеем. Этот электронный измерительный инструмент работает с использованием линейного кода, а не рейки и поршня. Линейный код считывает положение челюстей, вычисляет измерение и отображает его на экране для удобства чтения.
Цифровой штангенциркуль используется так же, как штангенциркуль или штангенциркуль.Отличается только метод чтения. Это просто и не требует математики. Многие цифровые измерители позволяют выбрать, будут ли отображаться измерения в миллиметрах, сантиметрах или дюймах.
Недостатком цифрового штангенциркуля является аккумулятор. Как и вся электроника, у этого инструмента может закончиться питание, что приведет к тому, что вы застрянете без измерений, пока не возьметесь за замену батареек.
PLTW Human Body Syst -Reitz
PLTW Human Body Sys
Суппорт
Перейти к содержанию Щиток приборовАвторизоваться
Приборная панель
Календарь
Входящие
История
Справка по холсту
- Мой Dashboard
- PLTW Human Body Sys
- Страницы
- Штангенциркули
- Главная
- Модули
- Учебный план
- Задания
- Страниц
- Тесты
- Файлы
- Сотрудничество
- Google Диск
Caliper – обзор | Темы ScienceDirect
Установка футбольных наплечников
Наплечники выполняют четыре основные функции: поглощают удары, защищают плечи, защищают грудную клетку и прилегают к средней части шейного отдела позвоночника по отношению к туловищу. 3–7
Правильная подгонка к груди важна для равномерного распределения удара по плечам. Лучшая защита плеч должна позволить не использовать голову как инструмент блокировки и захвата. Неправильно установленное оборудование может привести к травмам или усугубить их тяжесть. Те, кто подходит к подплечникам, должны хорошо разбираться в технике подгонки.
Существует два основных типа подплечников: плоские и консольные (рис.59-1). 5 Полузащитники и приемники используют плоские подушечки, потому что они обеспечивают большую подвижность плечевого сустава. Консольные подушки названы в честь моста, который простирается над верхней частью плеча и носит игроки, находящиеся в постоянном контакте. Консольные подушки состоят из двух компонентов: внутренней и внешней. Внутренняя консоль более распространена, но внешняя консоль обеспечивает большую защиту с большей блокирующей поверхностью и, таким образом, используется линейными гонщиками. Некоторые пэды специально разработаны с большими передними поверхностями, которые слегка наклонены вперед для игроков, которые получают удары в положении стоя.
В некоторых случаях могут использоваться антропометрические штангенциркули для правильной подгонки наплечников. С помощью этого устройства измерение выполняется от края плеча до противоположного плеча. Затем аналогичное измерение производится на нижней поверхности прокладки и протравливается на передней поверхности прокладки. Эти измерения затем используются для определения правильного размера. Штангенциркули в основном используются для ускорения процесса подгонки. Тем не менее, для полной и правильной подгонки все же следует соблюдать все принципы подгонки.При наложении плечевых накладок для оценки посадки необходимо учитывать следующие моменты: 1,3,4
- •
Кончик плечевой накладки должен подходить только к боковому краю плеча
- •
Отверстие для шеи должно быть достаточно большим, чтобы игрок мог вытянуть руку над головой, не касаясь шеи и не допуская чрезмерного скольжения по плечу. Слишком маленькие шейные отверстия могут сдавливать шейные или дельтовидные области.Подушечки с чрезмерно большими шейными отверстиями могут вызвать шейные или акромиально-ключичные травмы.
- •
Эластичные ремни, удерживающие подушечки на груди и спине, должны быть тугими, но удобными, позволяющими равномерно распределять силы.
- •
Клапаны (погоны) на боковых сторонах подушечек должны полностью закрывать дельтовидную область. Могут быть прикреплены дополнительные погоны, чтобы адекватно прикрывать дельтовидные мышцы.
- •
Передняя часть подушечек должна надлежащим образом закрывать грудину и ключицу, а задняя часть подушечек должна полностью закрывать лопатки.
В дополнение к двум стандартным типам наплечников для футболистов существует несколько серийно выпускаемых устройств, которые дополнительно защищают определенные области плечевого комплекса и прилегающие области (обсуждаются позже).
Существуют также различные формы защиты плечевого пояса для тех, кто играет в мужской лакросс и хоккей с шайбой. Поскольку эти виды спорта имеют высокий компонент контакта и столкновения, мужские наплечники для лакросса и хоккея с шайбой сконструированы так же, как и футбольные.Подушечки для мужского футбола, хоккея с шайбой и лакросса предназначены для защиты грудной клетки и плечевого сустава, обеспечивая при этом функциональный диапазон движений. Колодки для хоккея с шайбой защищают от сильных столкновений, как и футбольные площадки. В мужском лакроссе было продемонстрировано, что высокий процент вывихов акромиально-ключичного сустава и переломов ключицы происходит у нападающих, получивших удар в ключичной области от защитников. 8 В результате плечевые накладки для лакросса обеспечивают лучшую защиту ключичной области с помощью полиэтилена высокой плотности, покрывающего ключицу и акромиально-ключичный сустав.
Правильное использование суппортов
Штангенциркуль используется для измерения толщины анатомической части. Этот измерительный инструмент представляет собой не что иное, как линейку с неподвижной полосой и перемещаемой параллельно ей. Вертикальная часть вместе с подвижной штангой отмечена как в сантиметрах, так и в дюймах. Обязательно считайте сантиметровую шкалу при использовании штангенциркуля, поскольку техническая таблица основана на сантиметровых показаниях. Чтобы использовать штангенциркуль, самая толстая часть анатомической части, подлежащей повторной диографии, помещается между двумя стержнями.Подвижный стержень перемещается, чтобы стержни слегка прилегали к измеряемой детали. Всегда считывайте шкалу сразу под подвижной полосой. Не считывайте шкалу над подвижной полосой, так как это приведет к ошибочным показаниям.
Вот пример использования штангенциркуля. Предположим, нужно сделать рентгенографию запястья или лучезапястного сустава собаки. Запрошены два представления: AP и ML. Сначала правый запястье помещается между двумя перекладинами с ногой в положении AP. Неподвижная штанга находится за шарниром, а подвижная штанга слегка опирается на верхнюю часть шарнира.Предположим, нижний край подвижной планки опирается на сантиметровую шкалу на 3 см. Запишите измерение в сантиметрах в области «см» в бортовом журнале и направление AP в разделе «вид» той же строки. После получения этой первой рентгенограммы снова измерьте сустав, но на этот раз неподвижная планка находится на медиальной стороне сустава, а подвижная планка опирается на сантиметровую шкалу. На этот раз показание может быть 5 см, потому что запястье обычно шире, чем толщина. Запишите в журнал размер 5 см и направление измерения ML.Используйте эту информацию для установки датчиков экспонирования в рентгеновском аппарате с помощью технологической таблицы. Запишите эту информацию в одной строке с именем пациента, другими данными, а также информацией «вид» и «см».
Не забудьте держать штангенциркуль рядом с бортовым журналом, чтобы его можно было легко найти при необходимости. По мере развития экспертных знаний возникает соблазн «навести глаз» на пациента, а не использовать штангенциркуль. Это приводит только к плохому качеству фильмов и более частым повторным съемкам. Фактически экономится время, тратя несколько минут на измерение каждой анатомической части и определения направления раха.Всегда не забывайте измерять самую толстую часть исследуемой области. Правильное использование штангенциркуля – одна из основ создания качественных пленок.
Препарат
1. Имейте под рукой пациента.
2. Подтвердите личность пациента.
3. Подтвердите запрошенные исследования.
4. Проверьте положение пациента.
5. Найдите суппорты.
6. Найдите журнал и ручку.
Процедура
1. Поместите неподвижную часть штангенциркуля в то место, где должна выходить балка.
2. Переместите передвижную штангу над местом, куда должна войти балка.
3. Переместите штангенциркуль вдоль участка исследования в самую толстую часть области.
4. Считайте сантиметровую шкалу на той части подвижной планки, которая ближе всего к телу пациента.
5. Запишите измерение в «см» и «ракурсе» в журнал в той же строке, что и другие данные пациента.
6. Сделайте рентгеновский снимок пациента.
7. Повторите описанный выше процесс для второй рентгенограммы, за исключением того, что вторая проекция перпендикулярна первой.
Последующие действия
1. После использования всегда возвращайте штангенциркуль на то же место.
2. Всегда записывайте и измерения, и вид для каждой пленки.
– ножки, предмет, наперсток и микрометр
Штангенциркуль – это инструмент, используемый для измерения линейных размеров, которые нелегко измерить с помощью таких устройств, как измерительные стержни или линейки. Два примера таких измерений включают внешние размеры трубы или внутренний диаметр стеклянной трубы .
Хотя существует множество видов штангенциркулей, все они сконструированы по общему принципу: две ножки шарнирно закреплены на одном конце, что позволяет перемещать свободные концы ножек как по направлению друг к другу, так и в сторону друг от друга.Суппорт выглядит как обычный пинцет. Расстояние между свободными концами двух опор – это линейный размер, измеренный штангенциркулем.
Ножки внешнего суппорта в форме полумесяца изогнуты внутрь друг к другу. Когда концы штангенциркуля помещаются снаружи какого-либо объекта, расстояние между концами ножек можно прочитать на шкале (обычно нарезанной на поворотном конце штангенциркуля), что дает внешний диаметр объекта. Ножки внутреннего суппорта, напротив, изогнуты друг от друга, как песочные часы.Чтобы найти внутренний диаметр, штангенциркуль помещается внутрь объекта и открывается. Опять же, расстояние между концами штангенциркуля можно определить по шкале.
Микрометр – одно из самых распространенных устройств, использующих принцип штангенциркуля. Микрометр состоит из металлической ручки , вокруг которой прикреплен подвижный цилиндр, называемый наперстком. При вращении наперстка шпиндель, соединенный с рукояткой, перемещается к неподвижной наковальне или от нее. Размеры объекта можно измерить, поместив объект между наковальней и шпинделем и медленно вращая наперсток.Когда объект находится в плотном контакте с наковальней с одной стороны и шпинделем с другой, его линейные размеры можно прочитать на шкале, расположенной на рукоятке микрометра.
Штангенциркуль микрометра относительно легко может обеспечить точные измерения. Поворот наконечника продвигает шпиндель лишь на небольшое расстояние. Один оборот на гильзы на большинство микрометров продвигает шпиндель на расстояние 0,025 дюйма (0,064 см). Сам наперсток разделен на 25 сегментов, что позволяет микрометру измерять расстояние до нуля.001 в (0,0025 см). Добавление к микрометру нониусной шкалы может дополнительно повысить точность измерения в 10 раз.
| ИЗОБРАЖЕНИЕ | ПРОДУКТ | ДЕТАЛИ | ЦЕНА |
|---|---|---|---|
| НАШ ЛУЧШИЙ ВЫБОР | Anytime Tools Один из 6-дюймовых суппортов | Допустим, вы ищете лучшие на рынке инструменты для измерения штангенциркуля с точными показаниями и эффективными функциями.В этом случае 6-дюймовый суппорт с циферблатом Anytime Tools – лучший вариант для вас. Узнайте, почему он первый в нашем списке! | |
| RUNNER UP | Электронный штангенциркуль Starrett | Электронный штангенциркуль Starrett с цифровым дисплеем и универсальной функцией измерения, несомненно, является лучшим измерителем штангенциркуля в этом списке. Показания циферблата ушли в прошлое, а наличие цифрового штангенциркуля сделает вещи в вашем сарае быстрее и эффективнее. | |
| ТАКЖЕ БОЛЬШОЙ | Science Purchase 6-дюймовый штангенциркуль с круговой шкалой | Нержавеющая конструкция, точность и универсальность – вот три определяющих качества штангенциркуля с круговой шкалой Science Purchase Utility! Приобретите в сарае для инструментов точный штангенциркуль, чтобы упростить вам работу по дереву. | |
| Zhenshui Black Vernier Caliper | Если вы ищете один из лучших штангенциркулей с нониусом, который может обеспечить идеальную симметрию в ваших деревянных изделиях, то штангенциркуль Zhenshui Black Vernier – лучший выбор для вас! Он отличается элегантным дизайном и очень надежен. | ||
| Штангенциркуль Starrett 3202-6 | Если вам нужен лучший измерительный инструмент штангенциркулем с прочной конструкцией и точными измерениями, то штангенциркуль Starrett 3202-6 – лучший вариант для вас! Включите этот инструмент в свой набор инструментов, и ваши столярные проекты будут более плавными. | ||
| SE 6-дюймовый суппорт с циферблатом | Универсальный, легко читаемый и долговечный – это три определяющих качества 6-дюймового суппорта SE с циферблатом, которые делают его одним из лучших суппортов в мире. рынок сегодня! Добавьте этот аксессуар в свой ящик для инструментов и сделайте свою работу по дереву более гладкой и быстрой. | ||
| Proster Digital Vernier Caliper | Если вы ищете один из лучших универсальных инструментов для измерения штангенциркуля с тремя режимами измерения, то штангенциркуль Proster Digital Vernier Caliper – лучший выбор для вас! Запишите точные измерения на деревянных изделиях с помощью этого инструмента в коробке. |