что можно на нем сделать, как им пользоваться
Токарные станки, основа для большинства малых и средних производств, пользуются популярностью во всем мире ввиду высокого КПД при обработке заготовок и изготовлении разнообразных деталей.
Станки имеют довольно большое количество разновидностей, обусловленных их функциональными задачами, и со всем этим многообразием мы ознакомим читателя в нашем материале.

Что он делает?
Токарный станок служит для обработки деталей: расточки и обточки, сверления и зенкерования, развертывания и нарезания резьбы, подрезания и обработки торцов, некоторых других операций. Все это вместе называется обработкой тел вращения.
Тело вращения — это объемное тело, которое получается при вращении объекта (фигуры-контура) обработки вокруг оси вращения, которая расположена в одной плоскости с этим объектом.
Виды оборудования для токарной обработки
Виды станков разделяют в зависимости от следующий параметров:
- предназначения станка;
- точности выполняемых им работ;
- его массы;
- максимальной длины и диаметра детали, которую можно обработать на станке, а также ее положения по отношению к инструменту обработки, установленном в станке.
Фактически, можно разделить станки на деревообрабатывающие и металлообрабатывающие, после чего выделить в каждой группе свои подгруппы, в зависимости от специфики оборудования, сориентированного на выполнение конкретных поставленных перед станками задач.
Работы по дереву
Станки по дереву обычно имеют несколько меньший размер и мощность по сравнению с их «коллегами», работающими по металлу, кроме того, они не требуют наличия системы подачи жидкости-охладителя, т. к. работа с деревом дает значительно меньшие нагрузки. Существует довольно большое количество разновидностей станков для работы по дереву, рассмотрим их подробнее.

Пилильные
Оборудование такого типа используется для придания формы выбранным деревянным элементам, а также для распилки заготовок, оборудование требует минимального уровня подготовки работника для выполнения работ. Этот вид станков делится на:
- пилорамы, которые с помощью линейных пил обеспечивают поперечную либо продольную распиловку деревоматериала, они обеспечивают общую подготовку материала к дальнейшей работе;
- ленточные станки, которые разрезают деревоматериал во время линейного движения пилы, используются для предварительной заготовки материала и его обработки;
- круглопильные устройства, распиливающие древесину в вертикальной либо наклонной плоскостях с использованием круглых пил, чаще всего используются при формовке ввиду их более высокую точность работы, по сравнению с другими устройствами этой группы.
Строгальные
Строгальное станочное оборудование выполняет задачи, связанные со снятием верхнего слоя обрабатываемого материала, и делятся на:
- рейсмусовые односторонние, с помощью которых обрабатывается верхняя поверхность, чаще всего на крупных заготовках, просты как конструктивно, так и при обслуживании;
- рейсмусовые двухсторонние, которые могут обрабатывать обе плоскости, и нижнюю, и верхнюю, значительно повышают эффективность работы, но сложнее в обслуживании;
- фуговальные, главным преимуществом которых является возможность снятия фаски под нужным углом, при этом функция обработки поверхности также доступна.
Сборочные
Сборочные станки — автоматизированные устройства, служащие для сборки ряда элементов в готовое изделие либо полуфабрикат, служащий для последующей обработки и/или сборки с другими элементами.
Гнутарные
Как можно понять из названия данной группы станков, главная функция данного оборудования — придание элементам определенной формы последствием их выгибания, для чего используются гидравлические прессы, оборудованные фиксирующими зажимами.
Шлифовальные
Эти станки обычно используются на последних стадиях изготовления деталей, с их помощью делают чистовую обработку, снимая верхний слой материала с помощью покрытого абразивами инструмента. Шлифовальные станки делятся на несколько групп:
- круглошлифовальные, для обработки тел вращения;
- плоскошлифовальные, для соответствующих поверхностей;
- кромкошлифовальные, для обработки кромки фигурных элементов;
- специальные шлифовальные, для сложных поверхностей.
Фрезерные
Фрезерные станки нужны для обработки фасонных и плоских поверхностей. В зависимости от своей конфигурации, они разделяются на:
- вертикально-фрезерные, с перпендикулярным расположением инструмента по отношению к столу и детали;
- горизонтально-фрезерные, с горизонтальным расположением шпинделя;
- универсальные, на которых можно менять расположение заготовки по отношению к обрабатывающему узлу без ее переустановки.

Сверлильные
Станки такого типа служат для просверливания и рассверливания отверстий в деталях либо для их обработки. Также имеют деление на несколько видов:
- вертикальные, работающие исключительно в вертикальной плоскости;
- горизонтальные, аналогично обрабатывающие детали, но в горизонтали;
- радиальные, на которых можно менять угол наклона инструмента для обработки закрепленной детали.
Токарные
Деревообрабатывающие токарные станки применяются для точения корпусных деталей и крепежа, изготовление декоративных элементов. Делятся они на группы, обусловленные степенью автоматизации устройства:
- устройства с ручным управлением, полностью зависящие от работника;
- автоматизированное оборудование, в котором есть узлы, обеспечивающие копирование ряда процессов без участия человека, но под его контролем;
- полностью автоматическое оборудование, в которых все процессы контролируются заданной до запуска станка компьютерной программой.
Для работ по металлу
Станки для работы по металлу имеют меньшее количество разновидностей, но несколько другую специфику.
Исходя из степени точности выполняемых работ оборудование может быть:
- сверхточным;
- повышенной точности;
- особо точным;
- точным;
- нормальной точности.
Исходя из типа предстоящих работ, можно подобрать оборудование с учетом его специфики.
Лоботокарные
Данные механизмы работают с металлическими деталями большого или неравномерного диаметра, вытачивания цилиндрообразных заготовок большой тяжести, работают они в горизонтальной плоскости.

Карусельные
С помощью таких станков можно выполнять простую подготовку деталей (обтачивание) либо создать заготовки для изготовления более сложных объектов, например, зубчатых колес, так как они могут использоваться как для обычного токарного точения, так и для:
- сверления;
- растачивания;
- подрезания торцов;
- нарезки резьбы;
- зенкирования;
- создания канавок.

Токарно-винторезные
Пожалуй, самый распространенный тип устройств для обработки металла ввиду своей универсальности, кроме того, существуют модели действительно небольших размеров, которые можно поставить в любой маленькой мастерской.
Такой станок позволяет работать с цветметом и черметом, точить конусы, нарезать резьбу разных типов: дюймовую или метрическую, питчевую.

Токарно-револьверные
Токарно-револьверные станки также имеют большое распространение, особенно в формате ЧПУ, с револьверной головкой под несколько инструментов сразу. Многопозиционная поворотная головка, конструктивный элемент, который значительно увеличивает эффективность работы устройства, сокращая время на обработку детали.

Как пользоваться?
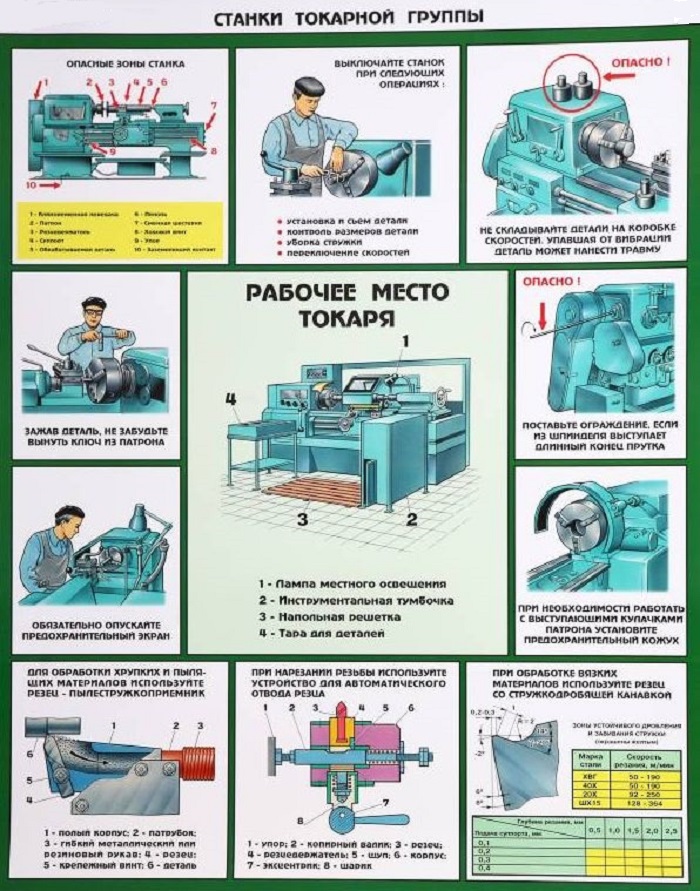
Перед тем, как дать краткий экскурс в особенности использования токарных станков, обязательно необходимо напомнить выполнении правил техники безопасности при работе с этим оборудованием:
- Одежда и обувь работника должны закрывать все тело, оставляя открытыми только кисти, шею и голову, одежда в идеале не должна быть прилегающей или свободной — этот комплекс мер защитит как от мелкой стружки, летящей во время работы, так и от серьезных травм, которые могут возникнуть при затягивании одежды в подвижные элементы станка.
- Необходимо использовать защитные очки и стоять на деревянном настиле во избежание поражения током во время работы на оборудовании.
- Категорически необходимо всегда использовать защитный кожух станка, который закроет зону вращения закрепленной детали.
Токарные станки, в большинстве своем, достаточно просты в освоении, поэтому как под руководством опытных мастеров, так и с помощью обучающих роликов в сети можно познать азы их использования и сделать первые шаги в этой сфере.
Примитивно, принцип работы на станке (для примера берем токарно-винторезный) выглядит следующим образом:
- работник становится перед станком;
- размещает заготовку между двумя окончаниями ходового вала;
- включает станок;
- плавно и медленно перемещает резец, выполняя обработку;
- выключает станок по завершению работы.
Более детальные инструкции, конечно, лучше получать под контролем опытных коллег, поскольку даже видеоролики пока еще не умеют отвечать на заданные вопросы, возникающие в процессе работы на станках.
Что можно сделать на нем?
Токарный станок в умелых руках и при наличии необходимых для работы материалов является крайне эффективным инструментов для изготовления металлических или деревянных изделий, причем сюда можно отнести как высокоточные детали для другого оборудования, так и разнообразные ручные поделки для дома или досуга.
Изделия из древесины
Изготавливать изделия из дерева можно как «для дома, для семьи», так и на продажу. В последнем случае сделанные вещи имеют магическую приставку в своем названии «сделано индивидуально», что в нашу эпоху глобализации всех процессов имеет немалый вес в глазах многих потенциальных покупателей.

Можно изготавливать элементы мебели для ее последующей сборки (думаем, все помнят школьные табуретки, изготовленные и собранные на уроках труда), рукоятки для инструментов, средний и мелкий декор — основу для настенных часов, вазы, фигурки существ, популярным видом изготовляемых на станке изделий являются шахматы, шашки, нарды.

Металлические поделки
Токарные станки для металлообработки обычно не связывают с поделками, ведь с их помощью масса предприятий и мастеров-одиночек работает над изготовлением гаек и болтов, втулок и муфт, колец и валов различного назначения, максимум, что может представить себе человек, не владеющий информацией — это расточка каких-то деталей во время ремонта и схожие действия.

Тем не менее, круг выполняемых задач не ограничивается только работой. Металлические поделки может изготовить как опытный работник, так и начинающий практикант, чаще всего это фигурки либо отдельные декоративные элементы: шары и брелоки, кубики и целые модельки (например, автомобилей).

В заключение хочется отметить следующее: мир токарных станков, при всей его величине и многообразии, доступен каждому, кто захочет попробовать себя на этой стезе. Тем более, сейчас, с активным распространение устройств с ЧПУ, маленький токарный станок можно установить даже у себя дома, а после прохождения курсов по его использованию со временем и растущим опытом можно стать одним из тех, кто может превратить кусок материала в настоящий шедевр, будь он предназначен для работы или досуга.
что можно сделать, виды станков, методы
Токарные станки предназначены для обработки тел вращения. При работе на токарном станке производится точение цилиндрических, конических и фасонных поверхностей, как внутренних, так и наружных, а также нарезание резьбы и накатку рифления. Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок. Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
- Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.

Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.

Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности. По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. Токарные станки с ЧПУ стали особо популярны в последнее время.

Если говорить об универсальности, то стоит выделить:
- Универсальное оборудование, которое позволяет выполнять детали различной формы, размеров и сложности.
- Специализированное, которое предоставляет выполнять обработку деталей в определенной диапазоне размеров.
- Специальное, предназначенное для изготовления только одной определенной детали.
Сверлильные
Они необходимы для просверливания отверстий, которые находятся в оси или не в оси деталей, а также обработки отверстий. Классифицируются по многим параметром, однако основным можно назвать конфигурацию, по которому они разделяются на:
- Вертикально-сверлильные, которые выполняют работу только в вертикальной плоскости;
- Горизонтально-сверлильные, выполняющие обработку только в горизонтальной плоскости;
- Радиально-сверлильные, позволяющие изменять угол наклона инструмента.

Фрезерные
Такие станки используются для обработки плоских и фасонных поверхностей. Как и сверлильные, они разделяются по плоскостям, в которых работает фреза. По конфигурации их следует разделить:
- Горизонтально-фрезерные, у которых шпиндель расположен горизонтально относительно поверхности стола;
- Вертикально-фрезерные, инструмент которых расположен перпендикулярно относительно стола и закрепленной на нем детали;
- Универсальные, позволяющие менять расположение заготовки без ее переустановки.

Шлифовальные
Данные станки предназначены для чистовой обработки и предполагают снятие верхнего слоя небольшой толщины инструментом с абразивным покрытием. Различают:
- Плоскошлифовальные, на которых выполняется обработка плоских поверхностей;
- Круглошлифовальные, предназначенные для тел вращения;
- Специальные шлифовальные станки, которые предназначены для обработки сложных поверхностей;
- Кромкошлифовальные. Используются для окончательной обработки фигурных элементов.

Гнутарные
Представляют собой гидравлические прессы со специальными зажимами. Используются для придания элементом особой формы.

Сборочные
Чаще всего это автоматические устройства для сборки отдельных элементов в полуфабрикат или готовое изделие.

Технология проведения работ
Токарные станки предназначены для обработки тел вращения. На данном оборудовании выполняются следующие работы:
- Подрезка торцов;
- Точение наружных поверхностей;
- Нарезание резьбы любого типа;
- Отрезание деталей;
- Нанесение рифлений;
- Сверление и растачивание внутренних отверстий.

Однако это не единственное, что можно делать на данном станке. Помимо этого на нем можно выполнять полирование и притирку отверстия. Полирование может выполнять при помощи специального войлочного круга и пасты ГОИ. С их помощью изделие приобретает зеркальную поверхность, однако точность поверхности не обеспечивается. Доводка поверхности отверстия выполняется при помощи притира. Данная операция позволяет получить точное отверстие с низким показателем шероховатости.
Обработка на токарном станке обеспечивается путем вращения детали относительно закрепленного инструмента.
Инструмент может быть закреплен в шпинделе или в центрах. Центра – это специальные приспособления, которые закреплены в шпинделе и в задней бабке. Для ее обеспечения необходимо предварительно зацентровать (просверлить специальным сверлом отверстие в оси) заготовку с двух сторон. Установка для обработки в центрах позволяет выполнить все переходы за один установ.
По степени точности оборудование следует разделить на: нормальной точности; точные; особо точные; повышенной точности; сверхточности.
По типу подразделяются на:
- лоботокарные;
- карусельные;
- токарно-винторезные;
- токарно-револьверные.
Первые две разновидности предназначены для обработки крупногабаритных деталей, от полуметра до нескольких метров. Токарно-винторезные являются самыми распространенными, поскольку являются универсальными и предназначены для обработки деталей до пятисот миллиметров. Токарно-револьверные относятся к полуавтоматическим станка. Обработка на таком оборудовании осуществляется по упорам.

Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.

Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Техника безопасности
В ходе выполнения работ на токарном станке необходимо использовать защитный кожух, который закрывает зону вращения детали. Таким образом, рабочий защищен от отлетающией стружки.
Работник должен стоять на специальном деревянном настиле, это обеспечивает защиту от поражения током.
Одежда должна закрывать тело, оставляя открытыми только кисти рук, голову и шею. Обувь должна быть закрытой. Все это необходимо для защиты от стружки. Одежда не должна быть прилегающей или чересчур свободной. В первом случае она будет стеснять движения, а во втором может стать причиной травмы при затягивании одежды в шпиндель.

Рабочего перед началом работы должны выдать специальные очки, которые защищают органы зрения от попадания стружки или пыли. Если производится точение сыпучего материала (к примеру, графит или дерево), то помимо очков должны быть выданы респираторы для защиты органов зрения. Также при работе с сыпучими материала необходима вытяжка, которая позволит защитить не только того, что непосредственно точит, но и других работников цеха.
Перед снятием детали следует не только выключить вращение шпинделя, но и притупить острые кромки.
Самое главное: к работе на токарном станке человек допускается только после прохождения инструктажа.
Элементы и режимы резания
Прежде чем говорить о способах обработки, познакомимся вкратце с элементами и режимом резания.
Здесь нам встретятся новые понятия: глубина резания, подача, скорость резания.
Все они связаны между собой, и величина их зависит от различных причин.
Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Подача —это движение резца вдоль обрабатываемой поверхности. Численно она выражается в миллиметрах, обозначается буквой S и указывает на величину смещения резца за один оборот детали. В зависимости от прочности обрабатываемого материала, жесткости узлов станка и резца, величина подачи может меняться от 0,1—0,15 мм/об до 2—3 мм/об при скоростных режимах резания. Чем тверже металл, тем меньше должна быть подача.
Скорость резания зависит от числа оборотов шпинделя и диаметра детали и подсчитывается по формуле.
Выбирая ту или иную скорость резания, нужно учитывать твердость обрабатываемого материала и стойкость резца, которая измеряется временем непрерывной работы его до затупления в минутах. Она зависит от формы резца, его размеров, материала, из которого изготовлен резец, от точения с охлаждающей эмульсией или без нее.
Наибольшую стойкость имеют резцы с пластинками из твердых сплавов, наименьшую — резцы из углеродистой стали.
Вот, например, какие скорости резания можно рекомендовать при точении различных материалов резцом из быстрорежущей стали. Стойкость его без охлаждения равна 60 минутам.
Примерные данные о скорости резания металлов:
| Материал | Скорость резания в м/мин. |
|---|---|
| Серый чугун | 25 |
| Твердая сталь | 25 |
| Мягкая сталь | 50 |
| Бронза | 75 |
| Латунь | 100 |
| Алюминий | 250 |
Обтачивание гладких цилиндрических поверхностей
Гладкие цилиндрические поверхности деталей обтачивают проходными резцами в два приема. Сначала черновым резцом производят обдирку — грубое обтачивание, — быстро снимая основную массу лишнего металла. На рисунке изображен прямой резец для черновой обработки:
Черновые резцы: а — прямой; б — отогнутый; в — конструкции Чекалина.
Отогнутый резец удобен при протачивании поверхности детали около кулачков патрона и для подрезания торцов. Обычно резцы имеют рабочий ход только в одну сторону, чаще всего справа налево. Двухсторонний проходной резец конструкции токаря-новатора Н. Чекалина позволяет ликвидировать обратный холостой ход резца, сокращая время обработки.
После обточки черновым резцом на поверхности детали остаются крупные риски и качество обработанной поверхности поэтому невысоко. Для окончательной обработки служат чистовые резцы:
Чистовые резцы: а — нормальный; б — с широкой режущей кромкой; в — отогнутый, конструкции А. В. Колесова.
Нормальный тип чистового резца применяется при точении с небольшой глубиной резания и малой подачей. Чистовой резец с широкой режущей кромкой позволяет работать на больших подачах и дает чистую и гладкую поверхность.
Подрезание торцов и уступов
Для подрезания торцов и уступов на токарном станке пользуются обычно подрезными резцами. Такой резец изображен на следующем рисунке:
Подрезание в центрах: а — подрезной резец; б — подрезание торца с полуцентром.
Его лучше употреблять при точении детали в центрах. Для того, чтобы торец можно было обрабатывать целиком, в заднюю бабку вставляется так называемый полуцентр.
Если деталь закреплена только одним своим концом — при обработке в патроне, — то для проточки торца может быть использован и проходной отогнутый резец. Для этой же цели и для проточки уступов используются и специальные подрезные упорные резцы, которые работают с поперечной и с продольной подачей.
Подрезание торцов: а — подрезание проходным отогнутым резцом, б — подрезной упорный резец и его работа.
При подрезании торцов и уступов юный мастер должен следить за тем, чтобы вершина резца была всегда установлена строго на уровне центров. Резец, установленный выше или ниже уровня центров, оставит на середине сплошного торца неподрезанный выступ.
Вытачивание канавок
Для вытачивания канавок служат прорезные резцы. Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.
Прорезной и отрезной резцы
По этой же причине головка имеет небольшой передний угол.
Отрезные резцы очень похожи на прорезные, но имеют более длинную головку. Более узкая головка делается с целью сократить расход материала при отрезании.
Длина головки должна подбираться по размерам детали и быть несколько больше половины ее диаметра.
При установке прорезных и отрезных резцов нужно тоже быть очень внимательным и точным. Небрежная установка резца, например небольшой его перекос, вызовет трение резца о стенки канавки, брак в работе, поломку инструмента.
Вытачивание узких канавок производится за один проход резца, который подбирается по ширине будущей канавки. Широкие канавки вытачивают в несколько проходов.
Последовательность операций при протачивании широкой канавки
Порядок работы таков: по линейке или другим мерительным инструментам намечают границу правой стенки канавки. Установив резец, протачивают узкую канавку, не доводя резец на 0,5 мм до нужной глубины — остаток для чистового прохода. Затем сдвигают резец вправо на ширину его режущей кромки и делают новую проточку. Выбрав таким образом канавку намеченной ширины, делают окончательный, чистовой проход резца, двигая его вдоль детали.
Установленную в центрах заготовку не следует разрезать до конца: обломившаяся часть может повредить инструмент. Короткую деталь, зажатую в патроне, можно отрезать начисто, пользуясь специальным отрезным резцом со скошенной кромкой.
Прорезание детали до центра отрезным резцом со скошенной кромкой
Величина подачи и скорость резания при вытачивании канавок и отрезании должны быть меньше, чем при обработке цилиндров, потому что жесткость проходных и отрезных резцов не велика.
Вытачивание конусов
В практике юного токаря вытачивание конусов будет встречаться реже, чем другие работы. Наиболее простой способ— точение небольших конусов (не более 20 мм) специальным широким резцом.
Вытачивание конуса широким резцом
При изготовлении наружного или внутреннего конуса на детали, закрепленной в патроне, пользуются другим приемом. Повернув верхнюю часть суппорта на угол, равный половине угла конуса при его вершине, протачивают деталь, двигая резец с помощью верхних салазок суппорта. Так точат относительно короткие конусы.
Для изготовления длинных и пологих конусов нужно сместить задний центр, передвинуть на определенное расстояние к себе или от себя заднюю бабку.
Обтачивание конической поверхности при поперечном смещении заднего центра
Если деталь закреплена в центрах таким образом, что широкая часть конуса будет у передней бабки, то заднюю бабку следует сместить к себе, и наоборот, при перемещении задней бабки от работающего широкая часть конуса будет находиться слева — у задней бабки.
Этот способ точения конусов имеет серьезный недостаток: вследствие смещения детали происходит быстрый и неравномерный износ центров и центровых отверстий.
Проверка выточки шаблоном
Обработка внутренних поверхностей
Обработка отверстий может производиться различными инструментами, в зависимости от требуемой формы поверхности и точности обработки. На производстве встречаются заготовки с отверстиями, сделанными при отливке, ковке или штамповке. У юного металлиста готовые отверстия будут встречаться главным образом в отливках. Обработку отверстий в сплошных заготовках, не имеющих подготовленных отверстий, всегда придется начинать со сверления.
Сверление и рассверливание
Неглубокие отверстия на токарном станке сверлят перовыми и спиральными (цилиндрическими) сверлами.
Перовое сверло имеет плоскую лопатку с двумя режущими кромками, переходящую в стержень. Угол при вершине сверла обычно имеет 116—118°, однако он может быть, в зависимости от твердости материала, от 90 до 140°— чем тверже металл, тем больше угол. Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.
Перовое сверло
Спиральные сверла — основной инструмент для сверления. Точность обработки этими сверлами достаточно высока. Спиральное сверло состоит из рабочей и части конического или цилиндрического хвостовика, которым сверло крепится в пиноли задней бабки или в патроне.
Спиральные сверла: а — с коническим хвостовиком; б — с цилиндрическим хвостовиком
Рабочая часть сверла — цилиндр с двумя винтовыми канавками, образующими режущие кромки сверла. По этим же канавкам выводится наружу стружка.
Головка сверла имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой. Идущие вдоль винтовых канавок фаски направляют и центрируют сверло. Величина угла при вершине спирального сверла одинакова с перовым и может изменяться в тех же пределах. Изготовляются сверла из легированной или быстрорежущей стали. Иногда сверла из легированной стали оснащаются пластинками твердого сплава.
Передняя часть спирального сверла
Закрепление сверла производится двумя способами, в зависимости от формы хвостовика. Сверла с цилиндрическим хвостовиком закрепляются в пиноли задней бабки при помощи специального патрона, сверла с коническим хвостовиком вставляются прямо в отверстие пиноли.
Патрон для закрепления сверл с цилиндрическим хвостовиком
Может случиться, что конический хвостовик мал по своим размерам, не подходит к отверстию. Тогда придется воспользоваться переходной втулкой, которая вместе со сверлом вставляется в пиноль.
Переходная втулка к сверлам с коническими хвостовиками: 1 — хвостовик сверла; 2 — втулка.
Чтобы вытолкнуть сверло из пиноли, нужно вращением маховичка затянуть ее в корпус задней бабки. Винт упрется в хвостовик сверла и вытолкнет его. С помощью специальной державки можно закрепить сверло и в резцодержателе.
При сверлении нужно внимательно следить за тем, чтобы сверло не уводило в сторону, иначе отверстие будет неправильным, а инструмент может сломаться. Подачу сверла производят медленным и равномерным вращением маховичка задней бабки или перемещением суппорта, если сверло с державкой закреплено в резцодержателе.
Высверливая глубокие отверстия, нужно время от времени выводить сверло из отверстия и убирать из канавки стружку.
Глубина отверстия не должна превышать длины рабочей части сверла, в противном случае стружка не будет выводиться из отверстия и сверло сломается. При сверлении глухих отверстий на заданную глубину можно проверять глубину сверления по делениям на пиноли. Если их нет, то отметку ставят мелом на самом сверле. Когда при сверлении слышится характерный визг, это значит, что либо сверло имеет перекос, либо оно затупилось. Сверление нужно немедленно прекратить, убрав сверло из отверстия. После этого можно остановить станок, выяснить и устранить причину визга.
Рассверливание — это то же сверление, но сверлом большего диаметра по уже имеющемуся отверстию. Поэтому все правила сверления относятся и к рассверливанию.
Другие методы обработки внутренних поверхностей
В практике юного токаря может встретиться и такой случай, когда диаметр нужного отверстия гораздо больше диаметра самого большого сверла в его наборе, когда в отверстии нужно выточить канавку или сделать его конусным. Для каждого из этих случаев существует свой метод обработки.
Растачивание отверстий ведется специальными расточными резцами — черновыми и чистовыми, в зависимости от нужной чистоты и точности обработки. Черновые резцы для проточки глухих отверстий отличаются от черновых резцов для точения сквозных отверстий. Чистовую обработку сквозных и глухих отверстий проводят одним и тем же чистовым резцом.
Расточные резцы: а — черновой для сквозных отверстий; б — черновой для глухих отверстий; в — чистовой
Растачивание имеет свои трудности по сравнению с наружным точением. Расточные резцы обладают малой жесткостью, их приходится значительно выдвигать из резцодержателя. Поэтому резец .может пружинить и гнуться, что, конечно, отрицательно влияет на качество обработки. Кроме того, затруднено наблюдение за работой резца. Скорость резания и величина подачи резца должны быть поэтому меньше, чем при наружной обработке, на 10—20%.
Особую трудность представляет обработка тонкостенных деталей. Зажимая такую деталь в патроне, ее легко деформировать, и резец выберет на вдавленных частях более толстую стружку. Отверстие не будет строго цилиндрическим.
Измерение глубины расточенного отверстия
Для правильной обработки при растачивании резец устанавливается на уровне центров. Затем нужно расточить отверстие на 2—3 мм в длину и замерить диаметр.
Неправильное растачивание детали, сильно зажатой в патроне
Если размер верен, можно растачивать отверстие на всю длину. При растачивании глухих отверстий или отверстий с уступами, так же как и при сверлении, на резце делают мелом отметку, указывающую глубину растачивания.
Подрезание внутреннего торца
Вытачивание внутренней канавки
Подрезание внутренних торцов производится подрезными резцами, а вытачивание внутренних канавок — специальными прорезными канавочными резцами, у которых ширина режущей кромки в точности соответствует ширине канавки. Резец устанавливается на соответствующую глубину по меловой риске на теле резца.
Измерение внутренней канавки: линейкой, штангенциркулем и шаблоном
Кроме расточных резцов, для растачивания цилиндрических отверстий употребляются зенкеры. Они похожи на спиральные сверла, но имеют три или четыре режущие кромки и не годятся для получения отверстий в сплошном материале.
Спиральные хвостовые зенкеры: а — из быстрорежущей стали; б — с пластинками из твердого сплава
Очень чистые и точные цилиндрические отверстия делают развертками. Оба эти инструмента применяют не для расширения отверстия, а для подгонки под точный размер и форму.
Развертки: а — хвостовая; б — назадная
Изготовление конических отверстий
Вытачивание внутренних конусов, пожалуй, наиболее трудное дело. Обработка ведется несколькими способами. Часто конические отверстия делают растачиванием резцом с поворотом верхней части суппорта.
Высверливание ступенчатого отверстия под конус
В сплошном материале предварительно нужно высверлить отверстие. Для облегчения растачивания можно высверлить ступенчатое отверстие. Следует помнить, что диаметр сверла нужно подбирать с таким расчетом, чтобы оставался припуск в 1,5—2 мм на сторону, который затем снимается резцом. После точения можно воспользоваться коническим зенкером и разверткой. Если уклон конуса невелик, сразу же после сверления применяют набор конических разверток.
Изготовление конического отверстия набором разверток
Последняя из основных операций, производимых на токарном станке, — нарезание резьбы.
Механическое изготовление резьбы возможно только на специальных винторезных станках. На простых станках эта операция производится вручную. Приемы ручного изготовления наружной и внутренней резьбы изложены выше.
Измерительный инструмент
В токарных работах используется тот же инструмент, что и при слесарной обработке: стальная линейка, кронциркуль, штангенциркуль и другие. О них уже было сказано раньше. Новыми здесь могут быть различные шаблоны, которые юный мастер будет изготовлять сам. Они особенно удобны при изготовлении нескольких одинаковых деталей.
Помните, что все измерения можно производить только после полной остановки станка. Будьте осторожны! Не производите замеров вращающейся детали!
Меры предосторожности
При работе на токарном станке нужно руководствоваться следующими правилами:
1) начинать работать на станке можно только после детального ознакомления со станком и методами обработки;
2) не работать на неисправном станке или негодным (тупым) инструментом;
3) прочно закреплять деталь и следить за исправностью ограждающих устройств;
4) не работать в свободной одежде: рукава завязывать у кисти, длинные волосы прятать под головной убор;
5) своевременно убирать стружку и следить за порядком на рабочем месте;
6) не останавливать руками вращающийся патрон;
7) в случае неисправности немедленно выключить станок.
Применение защитного щитка при точении
Уход за станком
Чем тщательнее уход за станком, тем лучше и дольше он будет работать. Это простое правило следует твердо запомнить и аккуратно его выполнять. Уход за токарным станком сводится к следующему.
Основное — это смазка всех трущихся частей. Перед началом работы необходимо осмотреть станок и проверить, достаточно ли смазки. Наиболее внимательно нужно следить за смазкой подшипников, заполняя масленки и смазочные отверстия машинным маслом. Станок в это время, во избежание несчастного случая, должен быть остановлен.
После работы нужно вычистить станок, убрать стружку, протереть направляющие станины и суппорта, и смазать их тонким слоем масла.
Абсолютно чистыми должны быть и конические отверстия шпинделя и пиноли задней бабки. Точность работы станка будет зависеть от их хорошего состояния.
До начала работы нужно также проверить состояние приводного ремня. Его нужно оберегать от масляных брызг и капель, так как замасленный ремень проскальзывает и быстро срабатывается. Натяжение ремня должно быть не слишком сильным, но и не слишком слабым: слабо натянутый ремень проскальзывает, а при сильном его натяжении сильно греются и быстро изнашиваются подшипники. Ограждение приводного ремня тоже должно быть в порядке.
Автор: П.В. Леонтьев
Читайте еще:
Токарные станки уже много десятков лет действуют, как самый надежный способ обработать и художественно украсить любую самоделку из дерева или металла. Обработка на электрооборудовании придаёт изделию изящный и полностью законченный вид. Поделки должны иметь гладкую поверхность и плавные фигурные переходы.
 Поделки, изготавливаемые на токарных станках по дереву
Поделки, изготавливаемые на токарных станках по деревуДля изготовления деревянных самоделок своими руками, используются мягкие породы деревьев, такие как:
- клен;
- ольха:
- липа;
- сосна;
- орех.
Изделия, требуемые твердых пород, выполняются преимущественно из дуба или березы. Для красоты и живописности на поделки можно наносить разные элементы декора, тонировку или краску.
Чтобы изготовлять поделки своими руками, необязательно быть токарем или столяром по специальности и уметь делать профессиональные чертежи. Имея в распоряжении токарный станок, можно многому научиться в домашних условиях.
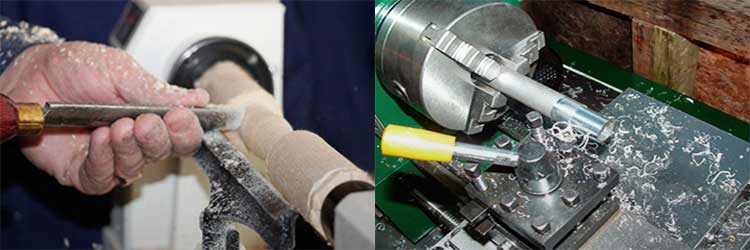
Точение деревянных изделий
Большинство поделок требуют для себя обработку методом точения. Чтобы выполнить поделку на токарном станке в форме вазы, тарелки или бокала – предметов, имеющих поперечную форму круга, заготовку необходимо закрепить в специальном патроне станка. Для крепления длинных деталей, применяется трезубец, который поджимает их центром задней бабки.
Перемещая стамеску вдоль оси вращения, деталь будет затачиваться. Такой вид точения называется продольным. Если самоделка небольшая, ее можно закрепить шурупами к планшайбе, или плоскому диску.
Сначала на заготовку нужно нанести разметку под шурупы, а затем просверлить несквозное отверстие, по глубине равное ввинчиваемой длине шурупа. Также можно проколоть отверстие шилом. Чтобы определить местоположение шурупов, заготовку нужно приложить к планочной шайбе и через отверстия, которые находятся по обратной стороне, очертить места под шурупы.
Обрабатывая плоскую деталь на планшайбе, необходимо подготовить стамеску и путем ее перпендикулярного перемещения, обтачивать заготовку лобовым, или торцовым способом.
Режущая часть токарных станков, называемая лезвием, имеет клиновидную форму. Передняя и задняя поверхности образуют на пересечении режущую кромку. Точение деревянных изделий может подразумевать отрезку части заготовки, разметку центров вращения, осмотр состояния заготовки и придание ей нужной цилиндрической формы.
Используя все возможности, предоставляемые токарным станком, можно своими руками добиться идеальной бочкообразной формы нужного изделия. Без точения не обойтись изготавливая ручки и ножки мебели.
Изготовление деревянной шкатулки
Рекомендуемое для изготовления шкатулки дерево – акация, которая при шлифовке, дает красивый светло-зеленый цвет. Для выполнения поделки своими руками, понадобятся различные токарные резцы из хорошей стали.
- Прежде всего, заготовку необходимо округлить и снять с нее грани. Сначала можете использовать полукруглый резец, потом более гладкий резец-косяк, которым наносятся углубления, своего рода декоративные канавки.
- Потом срезаются обе стороны этих углублений, что создает на шкатулке выпуклости.
- Затем закругляем получившиеся грани.
- Теперь можно перейти к созданию внутренней полости. На торец заготовки переставляем опорную планку и приступаем к углублению от центра к краю прямым узким резцом.
- Затем нужно плавно расширить полость до самого дна. Для этого используем острие треугольного резца.
- Широким резцом выравниваем дно, придаем ему нужную толщину и делаем паз под крышку.
- Переходим к шлифовке. Наждачной бумагой зачищаем дно и стенки.
- Когда все готово, отделяем ножовкой деталь от станка.
Крышка шкатулки должна иметь куполообразную форму, размером, совпадающим с габаритами самой шкатулки. Для этого нам понадобится полукруглый резец.
Металлические поделки
Из металла можно сделать достаточно много разных замысловатых поделок, в том числе элементов украшений. Перед тем как приступить к работе, можно нанести чертежи на бумагу. Один из интересных элементов декора – фигурка «Два человека играют в шашки».
Берем два гвоздя, длиной не более 5 см, несколько маленьких гвоздей и четыре гайки. Плоскогубцами загибаем гвозди, повторяя контур сидящих людей. Две гайки – это «стулья», на которых будут сидеть человечки, остальные две – игровой стол, на котором должны быть размещены миниатюрные шашки. Доску можно изготовить из небольшого куска картона, а для шашек подойдут откусанные шляпки гвоздей. Для закрепления всех этих фигур используйте спецклей или точечную сварку.
Владея токарным станком, мастер с богатой фантазией всегда сможет своими руками украсить быт и сделать достойный подарок своим близким, в виде элегантной самоделки.
Видео инструкция изготовления на токарном станке по металлу поделки «Додекаэдры в шаре»
История обработки древесины на токарном станке насчитывает более 2 тысячелетий. Прогресс не стоит на месте, усовершенствуются инструменты и сам станок. Вместо 2 человек, как в самом начале токарного дела, обслуживается он одним мастером, а вращение детали задаётся при помощи электричества. По-прежнему, древесина располагает к творческому процессу, что позволяет мастерам своими руками создавать оригинальные элементы декора для интерьера, сувениры, деревянную посуду, резную мебель и многое другое.
 Точение подсвечника на токарном станке по дереву
Точение подсвечника на токарном станке по деревуДля изготовления своими руками банок из дерева под сыпучие продукты, цилиндрических шкатулок под украшения, матрёшек и прочих сувениров используется древесина с различными характеристиками плотности, хрупкости и показателями влажности. Прежде чем начать точение, необходимо рассчитать нагрузку, которую сможет выдержать взятый для работы вид древесины. Во многом от этого будет зависеть успех в производстве, особенно, если предполагается резкое сужение детали из дерева, например, для резной тонкой ножки. Небольшой просчёт с давлением резца на обрабатываемую деталь, и можно начинать всё сначала.
На токарном настольном станке с ручным типом обработки многое зависит от умения мастера – верности его руки и точности глазомера. Точение может вестись как вдоль, так и поперёк древесных волокон. При изготовлении деревянной посуды чертежи не обязательны. Красота глубоких мисок часто зависит от выбора древесины. Хвойные деревья имеют более ровные наросты годовых колец, что позволяет при равномерном точении по дереву, при совмещении центра ствола с осью вращения, создавать изделия с повторяющимся в периоде рисунком. Лиственные породы зависят от засушливости или влажности года, поэтому годовые кольца могут очень разниться между собой. Правда, для хранения овощей и фруктов в свежем виде, деревянные ёмкости из них менее эффективны, чем из хвойных ввиду меньшего содержания смол.
Чтобы ёмкость с крышкой закрывалась герметично, не следует пренебрегать чертежами. Чтобы сделать своими руками целый набор одинаковых емкостей, проще всего на основании чертежа и неоднократной сверки размеров создать трафарет. Работать с шаблоном можно лишь при наличии на токарном станке устройства для крепления резцов и копира. На таком станке своими руками можно не просто создавать единичные изделия, но и поставить на поток выпуск наборов предметов деревянной домашней утвари.
Точение таких изделий как балясины для украшения крыльца и лестницы, постройки беседки, лучше чтобы на токарном станке был копир — это более надёжно, чем надежда на собственный глазомер. Каким бы умелым ни был мастер и насколько хорошо не владел резцом, более надёжно, чем по копиру, воспроизвести предыдущее изделие не удастся. Для мастеров отлично владеющих резцом нет никаких преград для создания на токарном станке своими руками многослойной резьбы, которая станет достойным украшением мебели – спинок стульев, изголовий кроватей.
Отдельным видом искусства можно считать точение картин и ликов святых – это способны сделать мастера высокого класса, способные мыслить объёмами и создавать многослойные копиры. Менее сложно в плане перенесения задуманного рисунка на деревянную заготовку при помощи станков оснащённых ЧПУ. Для выпуска единичного изделия времени понадобится много. Точение резной картины на станке с ЧПУ отличается от ручной резьбы по дереву отсутствием физических усилий со стороны мастера. В отличие от человека, у станка «рука» не дрогнет – все элементы будут произведены в соответствие с заложенной программой.
Для детских площадок даже в городах всё чаще устанавливают не металлические игровые площадки, а деревянные. Дерево даёт больший полёт фантазии мастерам. Изготавливая качели для своих детей и внуков, многие вспомнят лошадок на гнутых полозьях. На домашнем токарном станке можно произвести точение отдельных элементов такой игрушки-качалки, после чего при помощи столярного клея собрать игрушку воедино.
Своими руками из дерева можно сделать на обычном токарном станке с дополнительным креплением – планшайбой, резную шкатулку. Выбрав подходящий узор или орнамент, его необходимо перенести на плоские заготовки крышки и стенок при помощи карандаша и копировальной бумаги. Резка орнамента проводится ручным инструментом. Нанесение декоративной резьбы на округлые или цилиндрические шкатулки также производится ручным инструментом, только крепиться заготовка может в шпинделе без зажима задней бабкой, которая будет создавать помехи при нанесении вертикальных элементов рисунка на горизонтально закреплённую на станке деталь.
Особенность изготовления сувениров на токарном станке состоит в том, что сначала выполняются все действия по созданию внешнего и внутреннего силуэтов изделия, наносится украшающая резьба, только после этого происходит отделение готового предмета от общего объёма заготовки.
Токарное дело появилось на заре промышленной революции и с тех пор прошло длинный путь эволюции. В наше время профессия токаря успела утратить привлекательность для молодых людей. Но с другой стороны с появлением большого количества станков с программным управлением, токарное дело обретает новое звучание и переходит в разряд инженерного искусства. Детали токарной обработки применяются в машиностроении, электроэнергетике, строительстве и других областях промышленности и техники.
 Токарное дело
Токарное делоОсновные принципы токарной обработки
Для начинающих токарное дело кажется темным лесом, полным непонятных терминов. Хотя на самом деле суть процесса токарного точения довольно проста. Главный инструмент токаря — это станок в котором зажатая деталь вращается на высокой скорости, а режущий элемент производит обрабатывающие процессы по дереву, металлу или пластику.
Обрабатываться могут самые различные материалы. Наиболее востребованным материалом в токарном деле безусловно является сталь.
Но исторически все начиналось с обработки дерева, 12 еще действующих токарных станков Петра Первого до сих пор сохранились в коллекции Эрмитажа. Русский царь увлекался ремеслами, но токарная обработка деревянных и металлических деталей была его любимым занятием.
Современные станки, конечно, гораздо сложнее первых деревянных образцов. Но базовый принцип сохраняется, несмотря на появление электрического двигателя вместо ручного привода и многократное увеличение в размерах.
Токарный станок состоит из нескольких базовых элементов:
- станина, на которую крепятся все остальные элементы;
- передняя бабка с двигателем и шпинделем для фиксации детали;
- суппорт движущийся по направляющим в станине, с расположенным на нем резцом;
- задняя бабка с фиксатором габаритных деталей.
Деталь зажимается, привод сообщает ей вращение и, регулируя положения режущего или фрезеровочного инструмента, производится обработка материала.

Устройство токарного станка
Стандартные токарные операции, которые применяются и в металлообработке, и в обработке дерева это:
- точение сфер, конусных и цилиндрических заготовок;
- торцевание;
- нарезка канавок, внутри и снаружи деталей;
- отрезание;
- центровка;
- сверловка;
- нарезка резьбы, снаружи и изнутри;
- зенкерование.
Каждая операция требует специальный инструмент, который подбирают в соответствии с материалом, требуемой точностью обработки и конструктивных особенностей станка.
Виды оборудования для токарной обработки
В советское время существовала разветвленная сеть профессиональных училищ, в которых молодые люди после школы могли освоить профессию токаря совершенно бесплатно. Обучающая программа включала теоретическую часть практическую работу на учебном станке в стенах училища и производственную практику. Одним из самых важных элементов теоретической подготовки наряду с изучением свойств металла было обучение владению инструментом. Без понимания того для чего нужен каждый вид резца, как он устанавливается в станке и под каким углом происходит обработка профессиональный токарь никак обойтись не сможет. Сейчас каталоги токарных резцов и фрез — это многотомные справочники и пособия для токаря огромного формата. Разнообразие оснастки, разработанной для любых тонкостей операций металлообработке сравнимо с классификацией видов в биологии. Основные инструменты, без которых точно не обойдется ни одно производство и можно проводить большинство операций — это резцы:
- проходные, служат для обтачивания;
- расточные, позволяют точить глухие отверстия;
- отрезные, для нарезки;
- резьбовые нужны для нарезания резьбы на заготовках;
- фасонные;
- прорезные;
- галтельные.

Виды токарных резцов
Обучение работе на токарном станке включает подготовку к работе со всеми видами этих резцов. И для каждого инструмента необходима точная спецификация фиксации инструмента. Угла заточки, угла под которым резец подходит к детали, скорости подачи. При этом все параметры будут меняться со сменой материала. Даже у стали в зависимости от наличия различных присадок процесс обработки настраивается отдельно.
Станки, которые можно сейчас встретить у производителей очень сильно различаются по ряду параметров:
- по габаритам: от настольных станков в домашнюю мастерскую, до промышленных машин в десятки тонн для обработки деталей гидроэлектростанций;
- по способу управления: ручные, с ЧПУ, полностью автоматические комплексы;
- по обрабатываемым материалам: для дерева, металла, твердых пластиков.
Первые опыты начинающего токаря начинаются с изучения токарного станка, общих принципов работы и самых простых операций по нарезке деталей. Дальше с ростом навыков, работы со станком и теоретической подготовки можно переходить к новым работам, например, по нарезке резьбы или проточке.

Виды токарных работ
Но прогресс в умениях дело далеко не быстрое, придется привыкнуть к мысли о долгом кропотливом обучении. В профессиональных училищах срок подготовки занимает 3 года плюс производственная практика, которая совершенно по-другому преподносит теоретические знания.
Разряды токарей
С ростом профессиональной подготовки токарь может подтверждать свои умения сдает экзаменов для перехода в следующий разряд, чем выше разряд, тем больших теоретических знаний необходимо специалисту и, тем более, тонкое владение инструментов он должен демонстрировать
- токарь 2-го разряда владеет навыками работы на универсальных станках, с деталями 12-14 квалитета;
- токарь 3-го разряда подтвердил навыки по наладке универсальных станков, работы с плазмотроном, заточке резцов, готов обрабатывать детали 7-10 квалитета;
- токарь 4-го разряда выполняет плазменно-механическую обработку, управляет санками с тремя и более суппортами, нарезает двухзаходные резьбы;
- токарь 5-го разряда обрабатывает сложные детали до 6-7 квалитета точности, обрабатывать высоколегированные стали и накатывать многозаходные резьбы;
- токарь 6 разряда высшая ступень профессионального мастерства, специалист работает с 5 квалитетом и может выполнять настройку тонкого инструмента, с несколькими сопряженными поверхностями.

Токарь
Сдача экзаменов для перехода от разряда к разряду разделена периодом не менее года.
Последний шестой разряд свидетельствует о весьма высокой подготовке в теоретической части, практических навыках обработки деталей и настройке станков. Заработная плата такого специалиста может превышать оплату профессионального инженера.
И иногда от специалиста с уникальными токарными навыками может полностью зависеть производственный процесс на предприятии. Сдача экзаменов по специальности токарное дело открыта во многих профессиональных обучающих центрах, обычно для экзамена потребуется дополнительно пройти обучающий курс и оплатить переподготовку и сам экзамен.
Как стать профессионалом в металлообработке
Обучение токарному делу, как, например, в профессии врача, длится целую жизнь, кроме существенного объема теоретической информации, книг и практических навыков которые предстоит освоит стоит есть постоянно обновляющийся парк техники, требующий изучения, токарные станки развиваются. Также увеличивается номенклатура обрабатываемых материалов, появляются новые композитные и полимерные материалы с неизученными свойствами.
Скачать учебное пособие по токарному делу
Помочь в овладении профессии могут уроки по токарному делу и обработке металлов от более опытных коллег и преподавателей. Сейчас в интернете стала доступна библиотека технической литературы по обработке металлов: справочники, пособия токаря и учебники. Дополнительное образование требует времени, которого постоянно не хватает, и денег, которые тоже не будут лишними, но эти затраты с лихвой окупятся в будущем.
Техника безопасности
Токарные работы требуют кроме всего прочего подготовки в технике безопасности на токарном станке. Первое с чего начинается обучение — это базовые понятия техники безопасности, при их нарушении есть риск получить травмы рук, глаз, а в самых печальных случаях пренебрежение техникой безопасности грозит смертельным исходом
- спецодежда должна плотно прилегать к телу, работать необходимо в защитных очках и рабочих ботинках с металлическим подноском;
- в зоне работы не должно быть посторонних предметов, нельзя загромождать рабочее место;
- необходимо контролировать надежное крепление заготовки в фиксаторе;
- строго запрещено передавать что-либо над работающим станком, удалять стружку руками, а не сметкой, останавливать патрон во время движения, отходить от работающего станка;
- после завершения рабочего дня, токарь приводит в порядок рабочее место, очистить его от металлических отходов и обрезков протереть и разложить инструмент и оснастку в шкафы для инструмента;
- мастер постоянно контролирует уровень смазочно-охлаждающей жидкости, целостность электропроводки, отсутствие повреждений корпуса.

Техника безопасности на токарном производстве
Токарное дело интересное, но сложное занятие, требующее постоянного обучения, осваивать которое увлекательное занятие. Привлекательность этого мастерства не только в получении профессии или подсобном использовании, но и в оригинальном хобби. Вытачивание на станке оригинальных поделок доставляет удовольствие точно не меньшее, чем собирание марок или вязание, а оригинальные стальные сувениры смогут по-настоящему удивить друзей. А ценность настоящих профессионалов токарного дела на рынке труда обеспечит постоянную занятость.
основные приемы и правила точения
Умение работать на токарном станке открывает перед домашним мастером новые горизонты.
С помощью этого полезного устройства можно создавать различные изделия, имеющие форму фигур вращения. Это может быть уникальный набор для игры в шахматы или оригинальная ножка авторского обеденного стола, шкатулка или чаша из дерева.
Ассортимент изделий широк. Все зависит от квалификации токаря и его умения работать с деревом.
Мастерская резьба по дереву на токарном станке потребует собранности, пространственного воображения и умения чувствовать материал, приходящего с опытом.
Содержание статьи
Изучение станка
Прежде чем браться за создание деревянного шедевра, стоит изучить устройство станка. Он состоит из четырех основных частей.
Во-первых, это станина, остов, на котором смонтированы все узлы и агрегаты.

Следующая важная часть токарного станка – передняя бабка. На нее через систему шкивов или шестеренчатую передачу передается вращение от электродвигателя. На ее выходе установлен шпиндель с вращающимся центром или планшайбой для фиксации заготовки. В промышленном станке, сделанном под правую руку, она находится слева.
Задняя бабка – это пассивная деталь, представляющая собой свободновращающийся заостренный вал. Ее предназначение – фиксация длинной заготовки. Бабка может перемещаться для работы с деталями разной длины и надежно фиксироваться в любом положении.

Подручник или держатель резцов чаще всего представляет собой металлический столик, на который опирается стамеска или резец по дереву. Его конструкция позволяет свободно перемещаться для удобства работы.
До того как включать токарный станок, стоит разобраться в органах управления, понять принцип работы и задачу каждой детали, это позволит избежать ошибок, а возможно, и несчастного случая.
Выбор и подготовка заготовки
Основа будущего изделия – брусок квадратного сечения. Брусок должен быть без сучков, без трещин и прочих механических повреждений. С помощью линейки и карандаша намечают центры. Найти центр несложно, достаточно начертить по две диагонали на каждом торце бруска.

Прежде чем крепить болванку в токарный станок, ей надо придать форму, близкую к цилиндрической. Не стоит пытаться обточить цельный брусок, можно сломать инструмент или травмироваться в случае вылета крупных щепок. Но и создавать идеальный цилиндр необязательно, достаточно срезать углы, превратив брусок в восьмигранник. Это можно сделать топориком или рубанком.

Иногда в качестве основы используют не брусок, а заготовку, имеющую сечение, близкое к кругу, например обрезок полена. В данном случае используется несколько другая технология. Придавать полену круглую форму не придется, но возникают трудности в поиске центров. Тут не обойтись без специального инструмента плотника – центроискателя.
Крепление заготовки
По разметке на торцах болванки с помощью разметочного керна делают насечки. Они гарантируют надежную фиксацию заготовки и упрощают ее установку.

Существует два основных способа работы на токарном станке по дереву:
- обработка заготовки, закрепленной между двумя центрами;
- вытачивание изделия, зажатого в передней бабке.
Независимо от выбранного варианта, перед включением станка необходимо убедиться в надежности фиксации. Если задействуется задняя бабка, она должна плотно прижимать заготовку, при этом быть надежно зафиксированной на станине.

После закрепления выставляют подручник. Его кромка должна быть параллельна заготовке и отступать он нее примерно на 5 мм. В процессе работы по мере снятия материала его надо будет пододвигать.
Подготовка к работе завершается пробным вращением. Для этого рукой проворачивают болванку, чтобы убедиться в отсутствии чрезмерного боя.
Процесс работы при креплении между двумя центрами
Одним из наиболее популярных способов работы на токарном станке является вытачивание детали, закрепленной между передней и задней бабкой. Подобным методом можно изготавливать различные изделия, в том числе достаточно большого размера. Помимо универсальности, этот способ отличается безопасностью, его рекомендуют для обучения работе на токарном станке по дереву начинающих токарей.

Обтачивание до цилиндрической формы
Используя полукруглый резец с ровной режущей кромкой, выполняют выравнивание детали. Начиная с одного конца заготовки, без сильного нажима, медленно и аккуратно снимают избыточный материал. Не надо гнаться за скоростью, эта работа не терпит суеты. В результате с поверхности должны исчезнуть все плоскости, а заготовка должна обрести форму правильного цилиндра требуемого диаметра.

Выравнивание плоским резцом
После того как болванке придана форма правильного цилиндра, токарный станок отключают. Поскольку в процессе работы было снято некоторое количество материала, заготовка стала тоньше, следовательно, нужно пододвинуть подручник ближе.
Дальнейшее выравнивание выполняют с помощью косого плоского резца. Это простой и эффективный прием. Полотно резца упирается на подручник, его поддерживают одной рукой, второй держат за ручку, немного приподымая инструмент для противодействия вращению заготовки.

Обратите внимание! По всей длине будущего изделия необходимо поддерживать одинаковую глубину резки, тогда поверхность получится гладкой, словно обработанная рубанком.
Время от времени станок отключают, с помощью штангенциркуля контролируют диаметр детали.
Использование отрезного резца
Данный тип резцов применяют в случае необходимости отрезать заготовку из дерева определенной длины. Он оставляет идеально ровный срез, практически не требующий последующей шлифовки.
Чтобы срез получился точным, рекомендуется предварительно поставить пометку на детали. Для этого подойдет обычный карандаш. Удерживая резец перпендикулярно заготовке, с легким нажимом его вдавливают в древесину. Срез делают не на полную глубину, оставляют тонкую шейку, которую впоследствии срезают ножом или пилой.

Выполнение декоративных элементов
Основные декоративные элементы, которые изготавливают на токарном станке, – это валик и желобок. Чаще всего между ними оставляют цилиндрический поясок. Комбинируя эти три несложные детали, можно вытачивать самые разные изделия из дерева: от карнизов до элементов мебели.

Работать будет проще, если выполнить предварительную разметку. Для этого достаточно линейки и простого карандаша. Пометки делают при выключенном станке, а когда заготовка начнет вращаться, их наводят с помощью того же карандаша. Достаточно поднести грифель к вращающейся поверхности, линия получится отчетливой и контрастной.
Обратите внимание! Валики делают с помощью плоского резца с косой режущей кромкой.
Работу начинают с того, что резцом проделывают канавку чуть в стороне от намеченной линии. Глубина канавки примерно 3 мм. Наклоняя режущую часть в одну сторону и в другую, расширяют канавку.

Остается придать валику правильную форму, для этого резец устанавливают точно посредине канавки и медленно проворачивают ручку, позволяя режущей кромке снимать лишнюю древесину. Точно так же делают другую сторону валика.
Создавать желобки удобно с помощью полукруглого резца. Медленно передвигая его по заготовке между пометками, снимают лишнюю древесину, постепенно увеличивая глубину выемки. Придать законченность желобку можно с помощью косого резца. Им формируют переход от желобка к валику или цилиндрическому пояску.
Вытачивание при зажиме с одного конца
Особого подхода требует обработка дерева на токарном станке при зажиме с одного конца. Так изготавливают всевозможные шкатулки, декоративные чаши и бокалы, деревянные тарелки. Для этих целей крепление между центрами не подойдет, необходим один патрон, который удержит деталь во время ее обработки.

Фиксацию заготовки осуществляют с помощью различных держателей. Чаще всего используется:
- держатель с шурупом;
- чашечный держатель;
- фиксатор со шпонкой;
- трехкулачковый патрон.
Кроме вышеперечисленных фиксаторов широко используется комбинированный держатель. В его конструкции собраны все известные методы фиксации заготовки, что делает его универсальным инструментом.
Вытачивание полостей
Прежде чем создавать углубление в детали, выполняют ее черновую обработку. Это удобнее сделать при обычном межцентровом креплении. В ходе черновой обработки формируют наружную поверхность изделия, намечают параметры углубления.

Заднюю бабку станка снимают, она не понадобится. Отрезают заготовку необходимой длины и устанавливают ее в фиксатор передней бабки. Проверяют надежность крепления. Подручник поворачивают перпендикулярно заготовке, включают станок. С помощью полукруглого резца начинают точение полости.
Важно! Работать надо лишь с той частью заготовки, которая движется сверху вниз, в противном случае можно выронить инструмент или даже получить травму.

Удобнее работать, если предварительно просверлить в центре заготовки отверстие нужной глубины.
Шлифовка изделия
Как правило, изделие, изготовленное на токарном станке, не требует дополнительной шлифовки, но при необходимости легко довести поверхность до требуемого состояния.
Чтобы выполнить шлифовку, подручник снимают. Используется полоска мелкозернистой наждачной бумаги. Станок включают на небольших оборотах, двигая полоску бумаги по изделию, добиваются необходимой гладкости.
Важно не переусердствовать, даже самым мелким абразивом легко испортить изделие.

Техника безопасности
Работа будет приносить удовольствие и не станет причиной травмы только в том случае, если токарь знает и выполняет правила техники безопасности.

Работы выполняют только в защитной спецодежде. Длинные волосы должны быть убраны, на одежде не должно быть висящих украшений.
Станок должен быть надежно заземлен. Токарное оборудование должно проходить регулярные проверки.

Прежде чем включить станок, необходимо проверить надежность крепления заготовки. Ни в коем случае нельзя передавать предметы через работающий станок.
Помимо писаных правил есть еще одно, неписаное – не бойся станка, он всего лишь инструмент. Если придерживаться этого правила и усиленно трудиться, можно запросто стать настоящим токарем-профессионалом. Немного усилий, вера в результат и любая деталь, вышедшая из-под резца, станет настоящим творением мастера.
Латы – это сложные машины, и покупка одного требует взвешивания множества вариантов. Мы уже говорили о покупке новых азиатских или старых американских станков (с извинениями перед немцами, англичанами, швейцарцами и всеми другими прекрасными странами-изготовителями станков 20-го века). Мы также говорили о длине кровати и качелях, и у вас ничего не получится, если у вас нет таких качелей. Давайте поговорим о наборе функций сейчас. Если вы покупаете новый, вы будете делать покупки на эти детали.Если вы покупаете б / у, знание различий поможет вам выбрать хорошую проектную машину.
Имперский или Метрический?
Первый и главный – имперский или метрический? Если вы покупаете новую машину и проживаете за пределами Северной Америки, ответ, конечно, метрический. Однако, если вы находитесь в Северной Америке, выбор менее очевиден. Инстинкт инстинкта может быть метрическим, потому что он современный и «явно лучше», верно? Ну, не так быстро. Большинство запасов, оборудования и инструментов в Северной Америке все еще легче и дешевле найти в имперских размерах.Оба имеют свои преимущества и недостатки. Прежде чем Метрический отряд раскрутит свои десятичные злые комментирующие машины, позвольте мне объяснить.
Для измерения размеров в типичном диапазоне деталей машин (скажем, меньше, чем у вас) Imperial проще. Тысячи тысяч очень удобны, потому что все является целым числом, и общие допуски для посадок пресса, зазоров в отверстиях и т. Д. Легко выражаются и измеряются. С метрикой вы имеете дело с долями миллиметра, и там много десятичных знаков.
При работе с аппаратными средствами, такими как сверление и резьбонарезание, выбор и измерение крепежных элементов и т. Д., Метрика определенно лучше. Метрические размеры сверла проще в управлении, чем дурацкая система Fraction-Letter-Number, в которую развился Imperial. Отношения между отверстиями, резьбами и размерами крепежа в метрике логичны и просты в управлении. С помощью Imperial вы прикрепляете график к своей стене и много на него смотрите.
Моя личная рекомендация – чувствовать себя комфортно с обоими.