как пользоваться, таблица деления УГД, как работать, виды, устройство, настройка, принцип работы, таблица, расчет
01.07.2020
Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.
Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
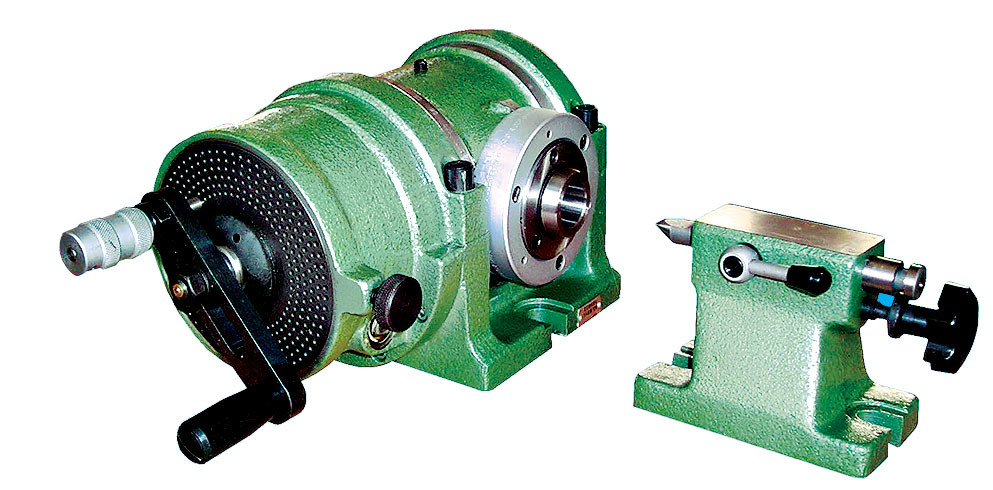
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
Особенности конструкции и устройства делительной головки
- • Угол при повороте может быть как фиксированным (одинаковым), так и переменным (разным) – на выбор оператора, для оптимальной точности позиционирования.
- • Заготовка закрепляется в патроне. Если она слишком длинная, для обеспечения должного качества контакта следует использовать заднюю бабку, но так, чтобы не отклоняться от начальной базы.
- • Введение данного приспособления в эксплуатацию целесообразно только в том случае, когда проводить какую-либо работу без него сложнее или невозможно.
- • Допустимо ориентировать устройство на последовательное решение нескольких задач – на нарезание канавок, впадин и зубьев, на расточку многогранников и так далее.


Пример 2
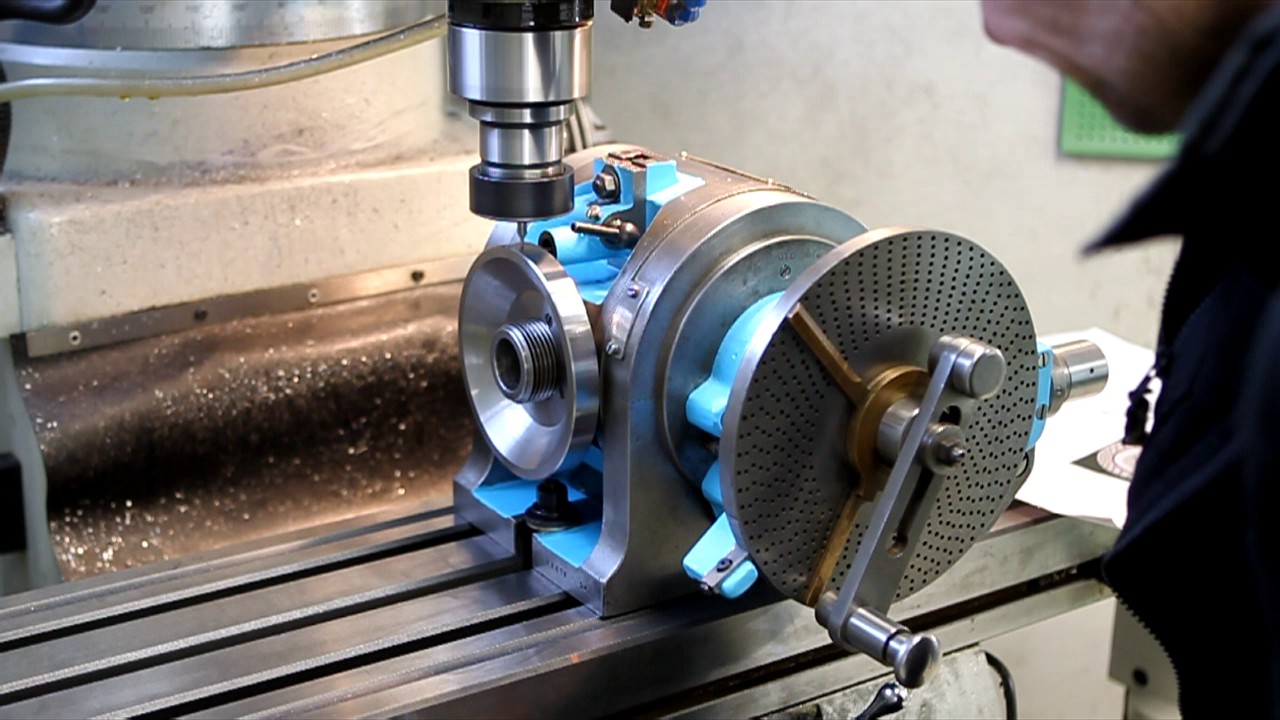
Для того чтобы отфрезеровать на части детали 3 равные грани её обычно закрепляют в патроне делительной головки. При необходимости деталь можно поджать центром задней бабки. И, конечно же, перед началом работы проводят необходимый расчёт.
В данном случае если характеристика делительной головки равна сорока, то нужно её значение разделить на три. В результате операции деления получится тринадцать целых оборотов и ещё одна треть. У полученной дроби знаменатель указывает на число отверстий делительного круга. Но так как диска с тремя отверстиями нет, то надо подобрать круг на диске, значение которого будет кратно трём. Таким параметрам соответствуют круги 21, 30, 33, 39, 54. За основу выберем число отверстий, которое будет наиболее удобно, например 21. Далее расширяем дробь одну третью до семи двадцать первых.
| n = | 40Z | = | 403 | = 13 | 13 | = 13 | 1 × 73 × 7 | = 13 | 721 |
Результатом вычислений получится дробь тринадцать целых семь двадцать первых, иначе говоря, рукоятку нужно повернуть 13 раз и ещё отсчитать 7 отверстий от начальной точки на круге с 21 отверстием.
Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
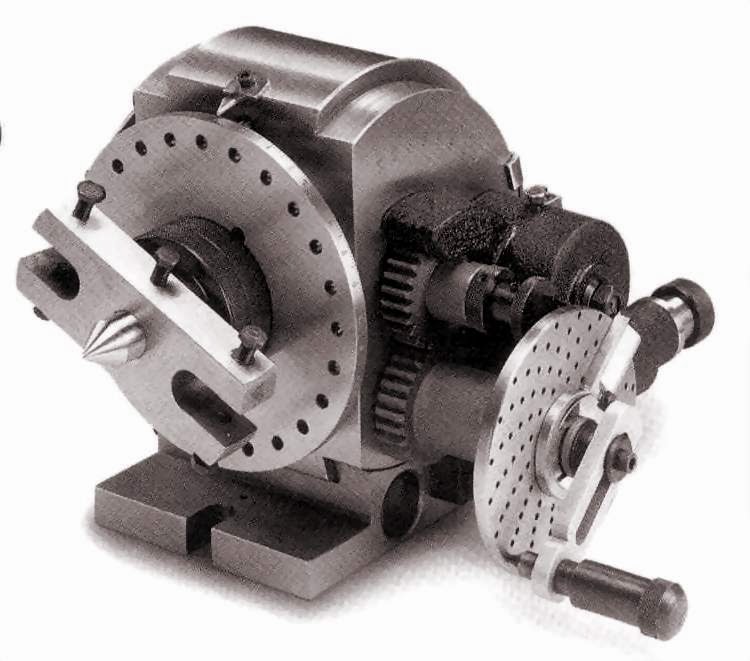
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – обеспечивающие повышенную точность позиционирования в самых ответственных случаях.

Наиболее распространенным на практике является второй вариант, так как он оказывается уместен почти во всех ситуациях. И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с участием неподвижного диска, очень популярный метод (в силу своей быстроты и отсутствия факторов негативного влияния).
- • Дифференциальное – возможно тогда, когда оснастка обладает дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление последовательно реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом связанные со шпинделем и винтом оборудования и поддерживающие продольную подачу.
План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная
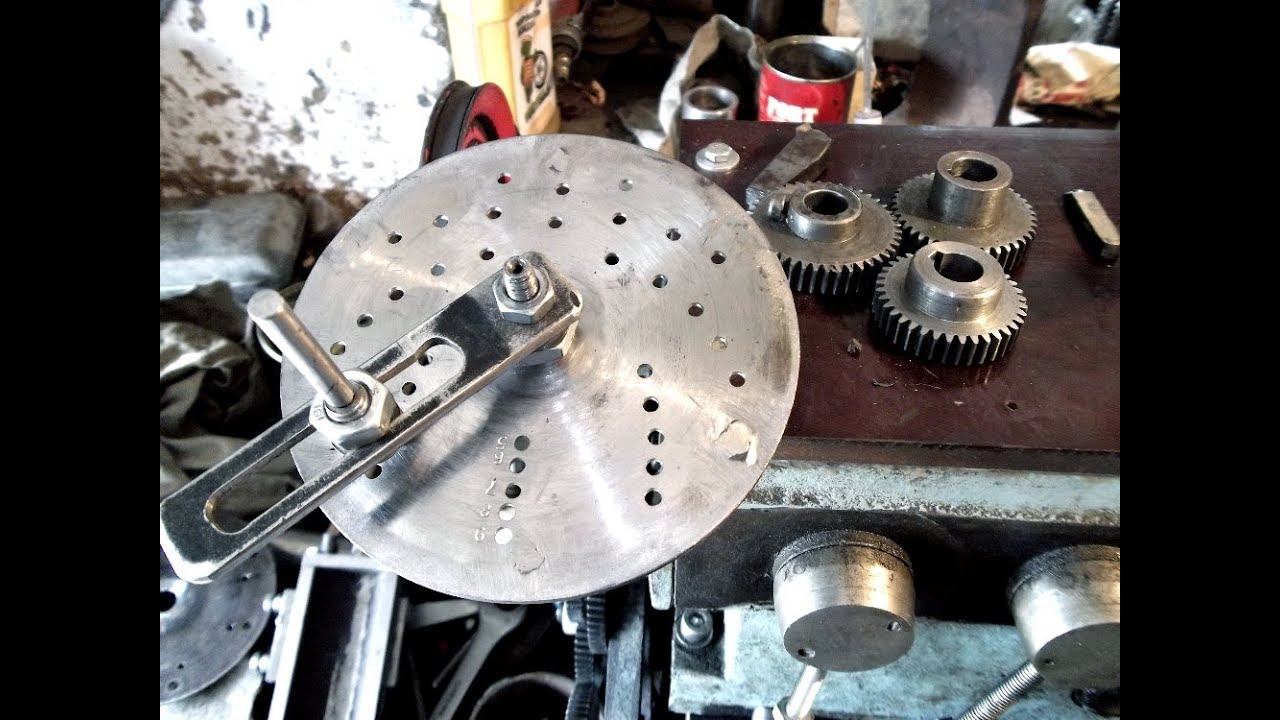
Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная
Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).

Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)
Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.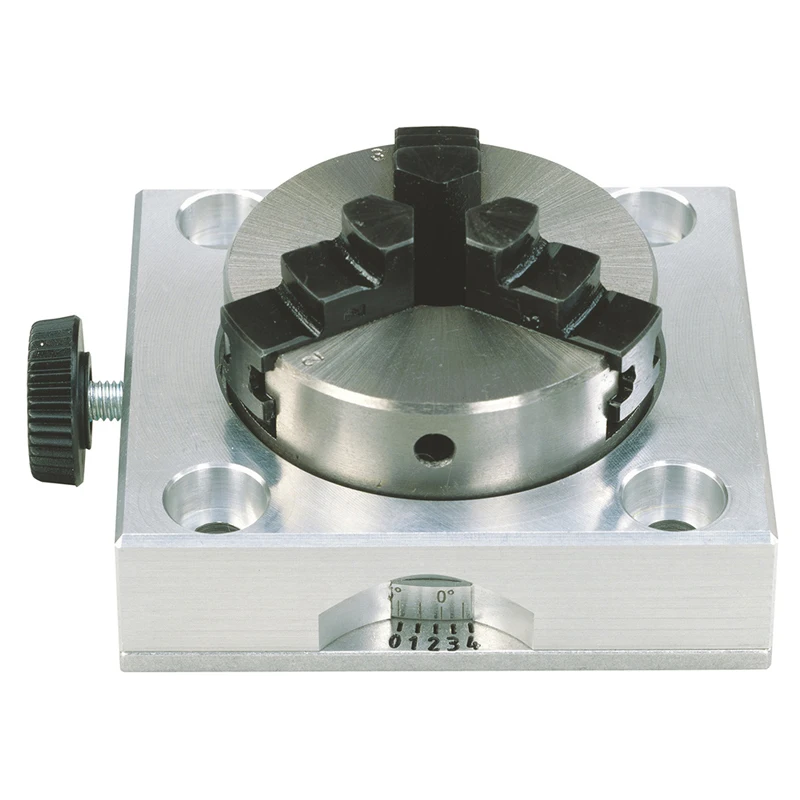
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.
За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Проекты по теме:
Поиск Вики Архив Дети Наука Бизнес Рабочие программы Факультеты Математика
С помощью делительной головки, у которой шпиндель приводится во вращение с помощью червячной передачи, можно выполнять технологические операции простого деления для всевозможных деталей, где требуется обработка поверхностей со сменой углового положения.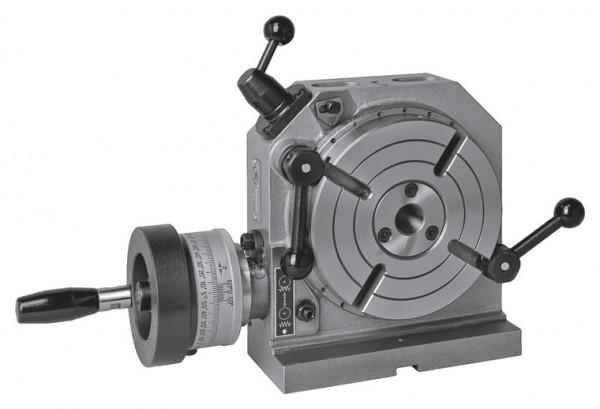 У подобных делительных головок есть характеристики выражаемые числом оборотов, которые необходимо сделать рукояткой, чтобы шпиндель повернулся на один полный оборот.
У подобных делительных головок есть характеристики выражаемые числом оборотов, которые необходимо сделать рукояткой, чтобы шпиндель повернулся на один полный оборот.
Чтобы вычислить то число, на которое нужно повернуть рукоятку делительной головки для соответствующих поворотов шпинделя, используется следующая формула:
- n – обороты рукоятки
- N – характеристика делительной головки
- Z – на сколько частей надо разделить
Если вместо буквы N поставить характеристику делительной головки, например 40, то получим:
| n = | 40Z |
Основные маркировки
У каждой модели есть целый ряд показателей разной степени важности – передаточное отношение, наибольшая нагрузка, высота центров и так далее – но «на борт» попадают далеко не все из них. Поэтому посмотрим, по каким принципам должна в общем случае называться делительная головка для фрезерного станка, инструкция предписывает указывать:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.

Таким образом, аббревиатура УДГ-40-Д350 указывает на принадлежность к многофункциональному типу, на 40 оборотов в течение поворота и на возможность растачивать заготовки с двойным радиусом до 350 мм.
В конкретных ситуациях маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой сразу после ОДГ – это показатель д.ц., определяемый производителем.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:
- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
Какую лучше выбрать?
При выборе рассматриваются условия, диктующие критерии выбора:
- Параметры головки и элементов крепежа на станине.
- Для каких работ нужна головка:
- для штучного ремонта или реставрации – нужна УДГ;
- для высокоточной – оптическая головка;
- для работы на поток – головка упрощённой конструкции.
Соотношение цены и качества. Окупаемость затрат. Новая или БУ. Выбор страны и бренда предприятия изготовителя.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.
Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.
Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.
Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики. Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.

Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
Пример 3
Самой распространённой технологической операцией при фрезеровании является обработка деталей с целью получения шестигранных поверхностей. Для того чтобы обработать шесть граней нужно определить количество оборотов рукоятки делительной головки, чтобы шпиндель в результате поворачивался на равные углы. Для этого нужно воспользоваться формулой расчёта при простом делении.
Для этого нужно воспользоваться формулой расчёта при простом делении.
Если разделить сорок на шесть то получится шесть целых и дробное число четыре шестых, которое сокращается до двух третьих. Далее дробь две третьих расширяется до четырнадцати двадцать первых.
| n = | 40Z | = | 406 | = 6 | 46 | = 6 | 23 | = 6 | 2 × 73 × 7 | = 6 | 1421 |
Для поворота на одну грань шестигранника требуется сделать 6 полных оборотов и отс
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
| Кол-во частей, на кот-е разделяется деталь | Полных оборотов ручки | Кол-во отверстий, отсчитываемых сектором на диске | Число на окружности |
| 2 | 20 | – | |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 10 | 30 |
| 5 | 13 | 13 | 39 |
| 6 | 10 | – | |
| 7 | 8 | – | |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | – | |
| 14 | 4 | 24 | 54 |
| 15 | 4/3/3 | –/21/13 | –/33/39 |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 18 | 21 | |
| 20 | 22 | 33 | |
| 21 | 20 | 30 | |
| 22 | 25 | 39 | |
| 23 | 1 | 17 | 23 |
| 24 | 22 | 33 | |
| 25 | 20 | 30 | |
| 26 | 26 | 39 | |
| 27 | 18 | 30 | |
| 28 | 21 | 39 | |
| 29 | 26 | 54 | |
| 30 | 21 | 49 | |
| 31 | 9 | 21 | |
| 32 | 11 | 29 | |
| 33 | 11 | 33 | |
| 34 | 10 | 30 | |
| 35 | 13 | 39 | |
| 36 | 9 | 31 | |
| 37 | 4 | 16 | |
| 38 | 7 | 33 | |
| 39 | 3 | 17 | |
| 40 | 7 | 49 | |
| 41 | 3 | 21 | |
| 42 | 6 | 54 | |
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.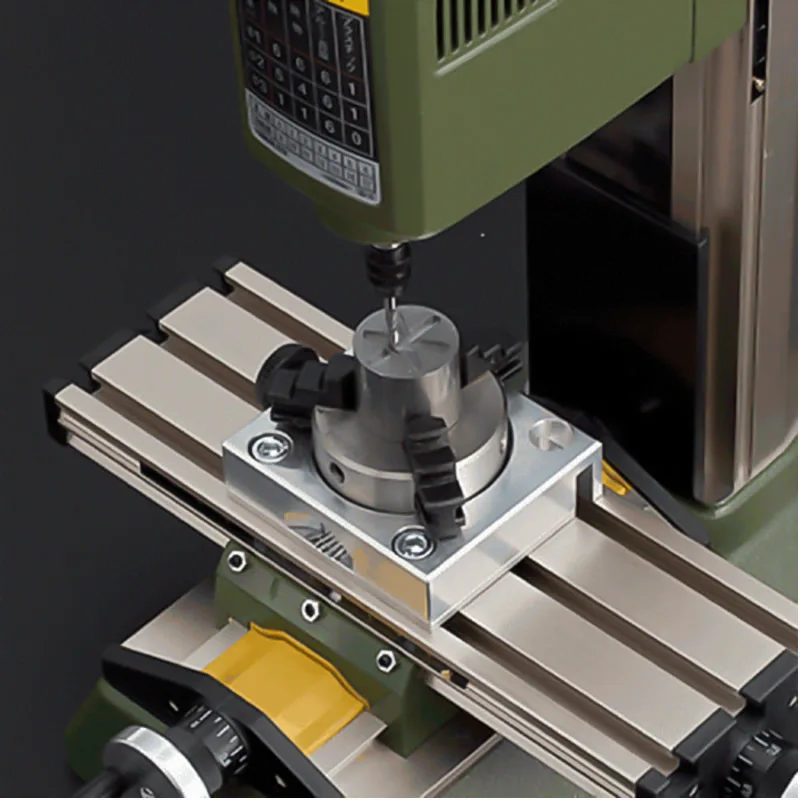
Технические характеристики УДГ
| Головка | УДГ 400 | УДГ 320 | УДГ 250 | УДГ 160 | УДГ 125 |
| Диаметр заготовки, мм | 400 | 320 | 250 | 160 | 125 |
| Червячная пара | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 |
| Диаметр сменных колес | 32 x f9 | 32 x f9 | 20 x f9 | 20 x f9 | 20 x f9 |
| Диаметр шпинделя, мм | 38,2 | 38,2 | 26,5 | 14,9 | 20,2 |
| Цена деления лимба | 15 | 15 | 15 | 15 | 15 |
| Диаметр патрона, мм | 200 | 160 | 160 | 100 | 125 |
| Ширина шпонок, мм | 22 | 18 | 18 | 12 | 14 |
| Масса, кг | 106 | 101 | 536,6 | 25 | 28 |
УДГ 400
УДГ 320
УДГ 250
УДГ 160
УДГ 125
Расчет делительной головки
При непосредственном способе реализовано так называемое простое позиционирование, при котором диск остается неподвижным, а размещение оснастки осуществляется при вращении рукоятки, приводящей в действие боковой лимб.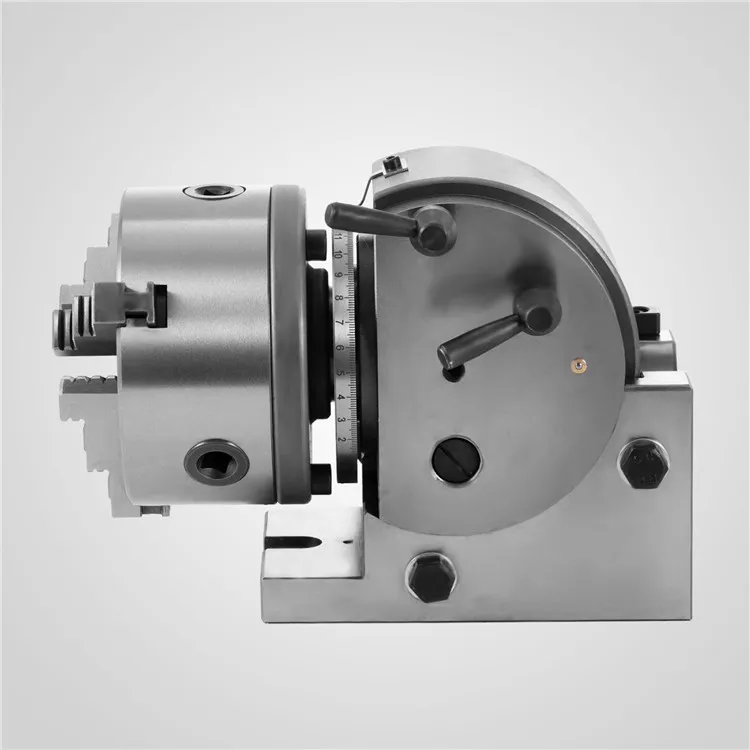
Но также возможна комбинированная технология: согласно ей, оснастка проворачивается вокруг диска, а он, в свою очередь, – относительно заднего штифта.
Если все вышеперечисленные варианты не могут обеспечить достаточную точность расположения инструмента, используется дифференциация. Шпиндель оказывается в нужной точке за счет перемещения сначала рукоятки относительно лимба, а потом и его самого, причем в принудительном порядке, через сменные зубчатые шестерни.
В последнем случае сильно изменяется приведенная выше таблица настройки делительной головки (УДГ). Максимальное количество частей вырастает с 42 до 75, появляется фактор числа зубьев, которых может быть от 30 до 80 на приводном валу. Необходимо даже учитывать паразитные шестерни. Данный метод является сравнительно сложным и заслуживает очень подробного рассмотрения: объективности ради, дифференциации нужно посвящать отдельный обзор.
Есть еще один способ – непрерывное давление, и актуален при обработке спиральных и винтовых канавок. Реализуется при механическом контакте вала продольной подачи и шпинделя нашей оснастки.
Реализуется при механическом контакте вала продольной подачи и шпинделя нашей оснастки.
Как пользоваться?
При непосредственном способе деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
При простом способе деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
Дифференциальный способ деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Самодельные расточные головки для фрезерных станков
Расточные головки: конструктивные особенности и применяемое оборудование. Принцип работы инструмента. Виды головок по способу подачи: ручные и автоматические. Виды режущих элементов и роль держателя. Подбор подходящей расточной головки.
Виды головок по способу подачи: ручные и автоматические. Виды режущих элементов и роль держателя. Подбор подходящей расточной головки.
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.

Предназначение оснастки
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.
- Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
Принцип работы инструмента
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора.
 Таким образом, расточка выполняется за два этапа.
Таким образом, расточка выполняется за два этапа.Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.

Вышеприведенные моменты следует учитывать при рассмотрении того, какое устройство можно использовать для обработки заготовок.
Виды расточных головок
Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
Рассмотрим их подробнее.
Головки с ручной подачей
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей
Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
 Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
 Их можно взять из чертежного кульмана;
Их можно взять из чертежного кульмана;Резцы для расточных головок
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму.
 Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Правила выбора расточной головки
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Прецизионная делительная головка 10 дюймов
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Прецизионная делительная головка 10 дюймов
Увеличить
Артикул 202-2013
Наличие В наличии
Доставка Груз
728,85 $
Сохранить элемент
Поделиться Распечатать Страница каталога 261
Детали Прожектор Что включено
| Артикул | 202-2013 |
|---|---|
| Марка | Инструмент для шаровидных инструментов |
| диаметр совместимого патрона | 6 |
| Тип делительной головки | полууниверсальный |
| качели токарные | 9 |
| высота изделия | 5 |
| конус передней бабки | Конус Морзе 3 |
| центральная высота | 5. 039 039 |
|---|---|
| размер резьбы на конце шпинделя | 1-1/2 – 8 |
| Сквозное отверстие шпинделя (дюймы) | 0,787 |
| номер модели | БС1 |
Полная информация
Обзор продукта
- Шпиндели с коническими роликоподшипниками являются неотъемлемой частью всех водолазных головок
- Указательная пластина прямого монтажа имеет 24 деления
- Закаленная и отшлифованная червячная передача с передаточным числом 40:1
- Передняя бабка поворачивается на все углы
- Применение: A : 15-16-17-18-19-20, Б: 21-2327-29-31-33, C: 37-39-41-43-47-49
- Все номера от 1 до 50
- Все четные номера от 50 до 100
- Многие другие номера от 50 до 400
- Легко настраиваются на любой угол от +10 до 90 градусов от горизонтального положения
- Концентричность: 0,0006 дюйма по центру; 0,0004 дюйма внутри конуса на вершине шпинделя; 0,0012″ на оправке (8″)
Что включено
- Задняя пластина с резьбой для крепления патрона (задняя пластина плоская, требуется просверлить и нарезать 3 или 4 монтажных отверстия в зависимости от токарного патрона и выточить буртик для углубления токарного патрона)
- Центр и поводок
- 3 Разделительные пластины
- Передняя бабка
- Задняя бабка
Антикварная техника и история | Токарный станок со встроенной делительной головкой? | Практик-механик
головка61
Титан
- #1
Увидел этот токарный станок Schaublin “Jewellers” на ebay и задался вопросом, знает ли кто-нибудь здесь наверняка, является ли это разделительной пластиной в передней бабке. Никогда раньше такого не видел и никогда не слышал о Шаублин.
Стив
ТОКАРНЫЙ СТАНОК ШАУБЛИНА
рейлфанквб
Нержавеющая сталь
- #2
Похоже на делительную головку, не так ли?
Токарные станки Atlas/Craftsman имели очень простое приспособление для деления. .. один круг из (кажется) шестидесяти отверстий в зубчатом колесе и штифт в раме, который можно было вставить или вытащить.
.. один круг из (кажется) шестидесяти отверстий в зубчатом колесе и штифт в раме, который можно было вставить или вытащить.
Далеко не так сложно и универсально, как кажется.
Чарльз
машинная головка61
Титан
- #3
Спасибо, Чарльз. Просто любопытно, что вы делаете с возможностью делительной головки на токарном станке? Прикрутить какое-нибудь фрезерно-сверлильное приспособление к платной стойке? Я видел такие для больших токарных станков, но не для настольных. Или операция формирователя с инструментальным постом? Я никогда ничего не делал, кроме как формировал шпоночный паз в шкиве на токарном станке, и я мог только поставить токарный станок на старую шестерню, чтобы заблокировать шпиндель.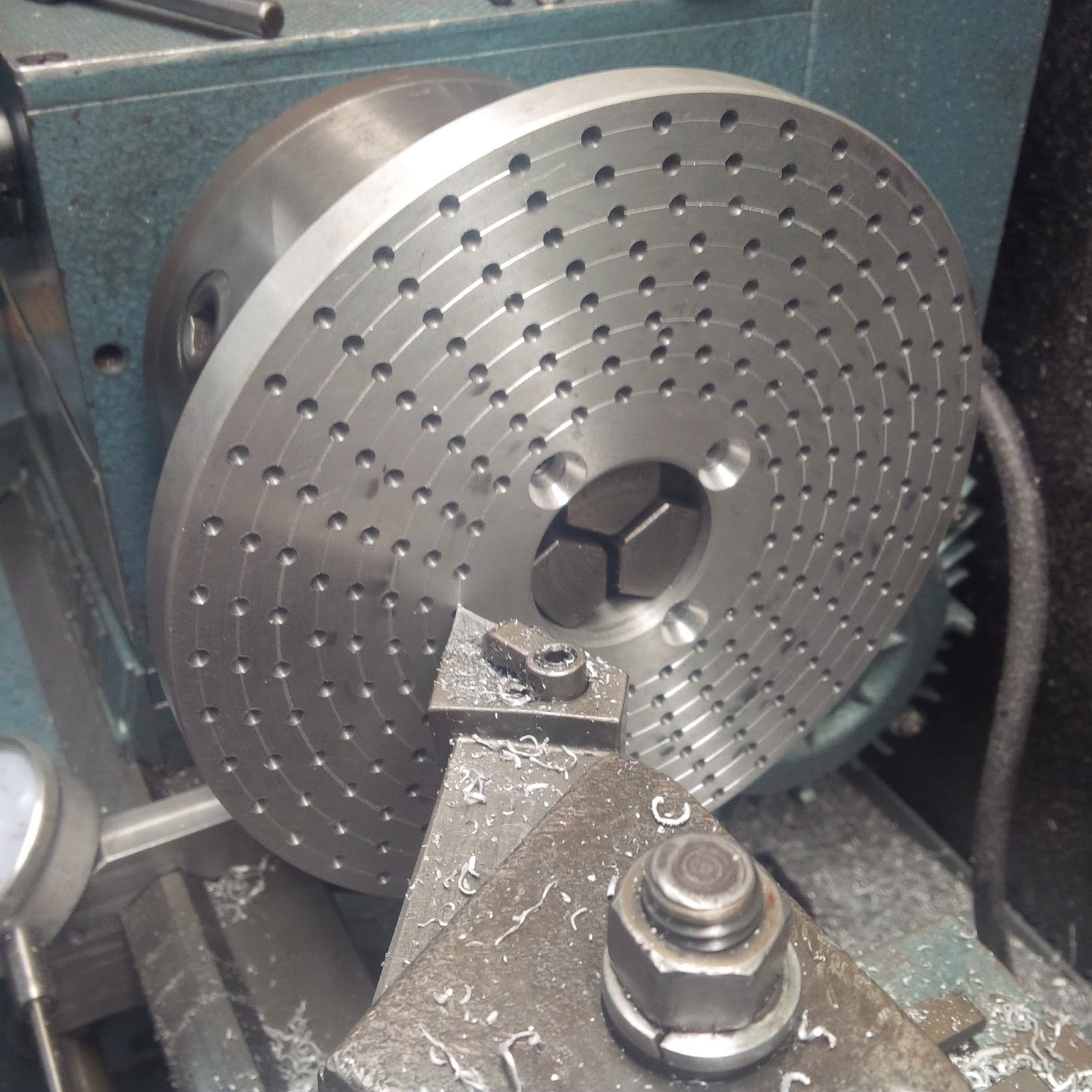
Стив
лесоруб
Нержавеющая сталь
- #4
Вы можете использовать его для расположения отверстий по кругу на лицевой стороне вашей заготовки, используйте свое воображение, и я уверен, что вы найдете другое применение.
тревж
Титан
- #5
Schaublin также продавал фрезерный шпиндель, который устанавливался на поперечный суппорт.
Их токарный станок был гораздо более приспособлен (и должен был быть) адаптирован для многих функций, которые, по мнению большинства, нуждались в специализированном станке. Подобно мышлению токарного станка часовщика, который мог компенсировать то, что он был единственным станком в магазине, делая все, на что он был способен.
http://www.lathes.co.uk/schaublin/page5.html
Ура
Спиральная нарезка
Нержавеющая сталь
- #6
Это индексатор, я недавно установил его на свой токарный станок, вам нужна какая-то форма блокировки, чтобы предотвратить запуск шпинделя во время индексации. FWIW У меня есть 3 ряда отверстий 60, 72 и 88, прекрасно работает с дрелью. Полезно для сверления любого PCD после обработки детали, экономит время на установку ее на фрезерный станок после токарной обработки.
FWIW У меня есть 3 ряда отверстий 60, 72 и 88, прекрасно работает с дрелью. Полезно для сверления любого PCD после обработки детали, экономит время на установку ее на фрезерный станок после токарной обработки.
L Vanice
Алмаз
- #7
Часовые, инструментальные и прецизионные токарные станки почти всегда имеют индексные отверстия в шкиве передней бабки. Большинство из них имеют 60 отверстий, а некоторые имеют один или два других круга отверстий. Большинство катаракт Хардинга 7 дюймов и 9″ Настольные токарные станки с плоским ременным приводом имеют 60 отверстий для индексации. У меня есть несколько десятков токарных станков различных производителей, и я не могу придумать ни одного, у которого нет индексных отверстий.
У меня есть несколько десятков токарных станков различных производителей, и я не могу придумать ни одного, у которого нет индексных отверстий.
часовой или ювелирный токарный станок.
Эти токарные станки имели дополнительное оборудование для напильника, фрезерования и сверления, которое делает функцию индексации полезной. Но я видел вторичные делительные приспособления для токарных станков для часов и планы сделать свои собственные. Например, я видел планы по добавлению делительных и делительных приспособлений к английским токарным станкам Myford 7 “.
Ларри
СтивМ
Алмаз
- #8
Во многих старых британских книгах по ремонту домашних станков показаны сверлильно-фрезерные приспособления на токарном станке, так что функция деления оказалась удобной. Существует делительная головка Myford с червячной передачей, которая сочетается с ведущей шестерней для еще большей гибкости.
Существует делительная головка Myford с червячной передачей, которая сочетается с ведущей шестерней для еще большей гибкости.
Я использовал 60 отверстий на своем Атласе, чтобы найти отверстия для задней панели.
Установив острый инструмент на центральную линию, я мог использовать поперечный суппорт, чтобы сделать 6 равноотстоящих отметок.
Всю резьбу можно увидеть по адресу:
Обработка бэкплейта
Обработка бэкплейта – часть 2
Обработка бэкплейта – часть 3 (или как не надо)
Грег Кенневиль
Горячекатаный
- #9
Я ничего не знаю об этой насадке, кроме того, что она стоит на Hembrug DR-1, фото с сайта голландского дилера после ремонта.
http://www.schinfa.nl/
внизу страницы, белым цветом
Джим Розен
Алмаз
- #10
А также:
http://www.metalworking.com/dropbox/BB59_10.jpg
Hardinge и elgin соответственно.
Джим
Инструментальная классика
Алюминий
- #11
Помню, у нас в школе было шесть токарных станков Schaublin 102, все с делительной пластиной на передней бабке. В основном мы использовали его для изготовления прямых насечек, шлицов (в отверстиях) и циферблатов на микрометрических наперстках и т. д., зажимая V-образную фрезу сбоку в оправке и перемещая ее с помощью верхнего салазка или фартука.
В основном мы использовали его для изготовления прямых насечек, шлицов (в отверстиях) и циферблатов на микрометрических наперстках и т. д., зажимая V-образную фрезу сбоку в оправке и перемещая ее с помощью верхнего салазка или фартука.
Schaublin (сделано) производит токарные станки очень высокого качества. Они работают очень плавно и почти бесшумно. Я думаю, вы можете поставить их на первое место в списке (хорошо …. пятерку) лучших токарных станков, когда-либо созданных … Настоящее швейцарское супер качество! Веб-сайт Schaublin
Думаю, индексные отверстия очень распространены на немецких и швейцарских токарных станках. У меня есть старый немецкий токарный станок Вольфа Яна и Boley & Leinen, и у них обоих есть индексные отверстия в приводном шкиве.
Вот изображение передней бабки Wolf Jahn
Рядом с картинками показано делительное приспособление с червячным колесом, которое можно установить на заднюю часть передней бабки Wolf Jahn..
Я очень надеюсь когда-нибудь найти такое.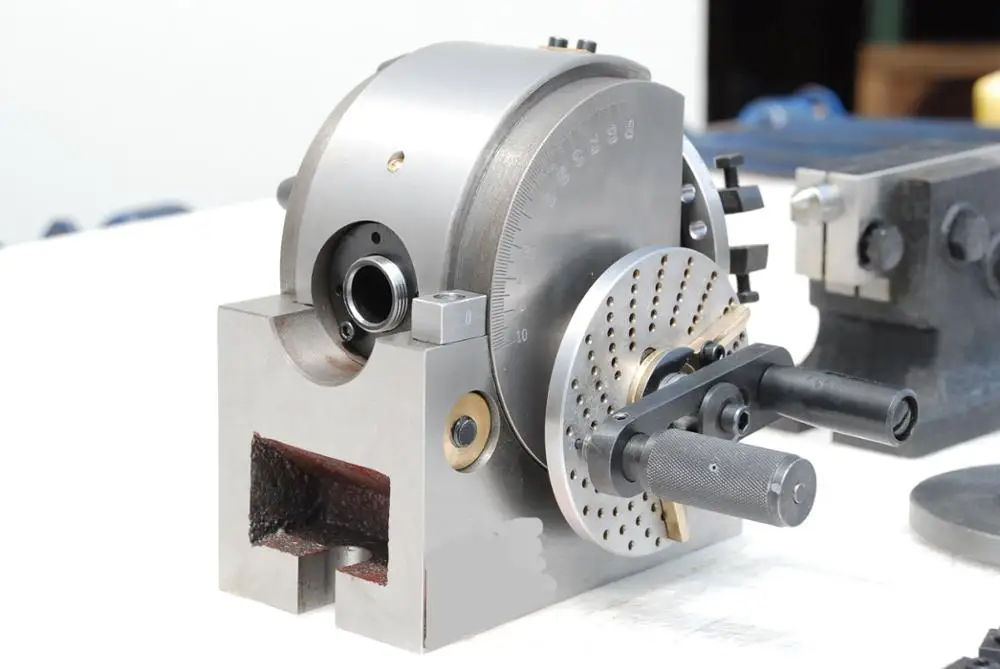 .($$$$.. . )
.($$$$.. . )
С уважением, Геррит
масло для резки Mac
Нержавеющая сталь
- #12
Мой маленький Boley & Leinen, имеет направляющие отверстия на шкиве передней бабки, что идеально подходит для использования ее приспособления для опиловки (изготовление крошечных квадратов на валах и т. д.), а также для удерживания заготовки в цангах или патроне и использования его вертикального суппорта с фрезерованием. насадка, устанавливаемая на верхний салазок, для более сложной работы. Эта машина используется только для мелкой работы.
старый байкер-Великобритания
Чугун
- №13
Несмотря на то, что Майфорд производил делительную головку в качестве аксессуара, именно Г.Х.Томас разработал делительную насадку с бычьим колесом, показанную здесь.
Прежде чем сделать это, я использовал простой фиксатор, который зацепился за зубья бычьего колеса.
С насадкой GHT вы можете разделить любое число до 3600 (если вам когда-нибудь понадобится!)
Кстати, сегодня вечером я сфотографировал колесо быка Atlas, но я вижу, что кто-то опередил меня, опубликовав его.
Марка
головка61
Титан
- №14
Ну, я никогда не знал, что так много токарных станков оборудовано для деления.
Имеются ли какие-либо из них с фиксатором шпинделя для предотвращения вибрации во время обработки? Или они зависели исключительно от индексного штифта, чтобы поглощать удары концевой фрезы, пытающейся вращать шпиндель во время резки?
Стив
Майк Пауэлл
Нержавеющая сталь
- №15
У меня были токарные станки по дереву с делительной головкой. Я использовал их с фрезером для гофрирования и вырезания ласточкиного хвоста на круглых ножках. На токарном станке по металлу его можно использовать для шлицевания валов и нарезания шестерен. Однако эти работы требуют сильной руки, поскольку вы обеспечиваете мощность, а двигатель остается выключенным во время бурения.
Майк
Джим Розен
Алмаз
- №16
Посмотрите на картинку выше, там
два контакта. Нижний с барашковым винтом
используется для индексации. Второй больше
блокировка шпинделя, я добавил под нее пружину
, потому что общий режим отказа для них – это
, когда штифт проскальзывает во время вращения шпинделя.
Но помимо блокировки шпинделя для смены инструмента
, его также можно использовать в качестве четырехходового индексатора
.
Джим
JST
Алмаз
- # 17
Только что приобретенный мной Boley имеет два набора индексных отверстий: внешнее кольцо на 60 и внутреннее на 4.
Я не знаю, для чего предназначены 4, так как штифт не совпадает с ними. и не может быть поставлен в соответствие с ними. Вы можете видеть часть штифта в левом нижнем углу изображения
(конечно, на изображении он выглядит ржавым, на самом деле это не так. Шпиндель легко вращается и будет вращаться сам по себе, чтобы опустить тяжелую сторону, хотя есть без дрожи)
Джон Лейден
Алюминий
- # 18
Универсальная делительная насадка
Hembrug AI DR1S вместе со многими другими токарными станками для мастерских!
При заказе была доступна опция «Универсальная делительная насадка» в качестве оборудования для сверления, что делает функцию индексации очень полезной для реальной экономии времени.
Hembrug AI машина превосходного качества, с передней бабкой и V-образной станиной, отлитыми в виде одного массивного блока и установленными на тяжелой чугунной стойке с направляющими из твердой стали. внимание к механическим деталям, красивый внешний вид, жесткая конструкция, простота в эксплуатации и широкий диапазон скоростей при использовании этого делительного приспособления, шпиндель удерживался устойчиво и вращался в двухрядном цилиндрическом роликоподшипнике спереди и паре однорядных радиально-упорных подшипников. подшипники сзади; в качестве опции может поставляться комплект подшипников сверхвысокой точности, которые, как гарантировали производители, позволят получить шероховатость поверхности на латунном стержне диаметром 1 дюйм на длине 1,25 дюйма и с использованием алмазного инструмента наилучшего качества. чем 0,075 мкм.