Таблица отверстий для нарезания резьб
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
4.60/5 (92.00%) проголосовало 5
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая).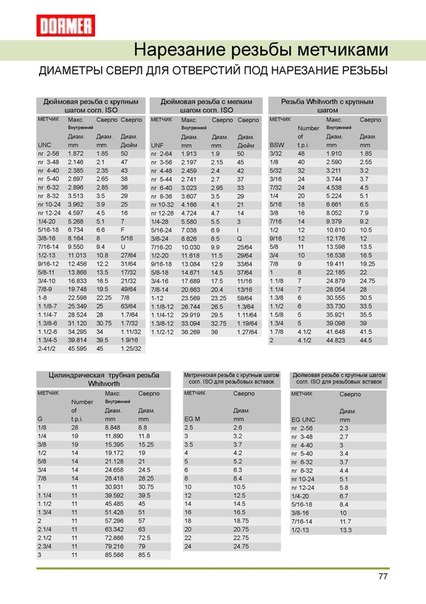 Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
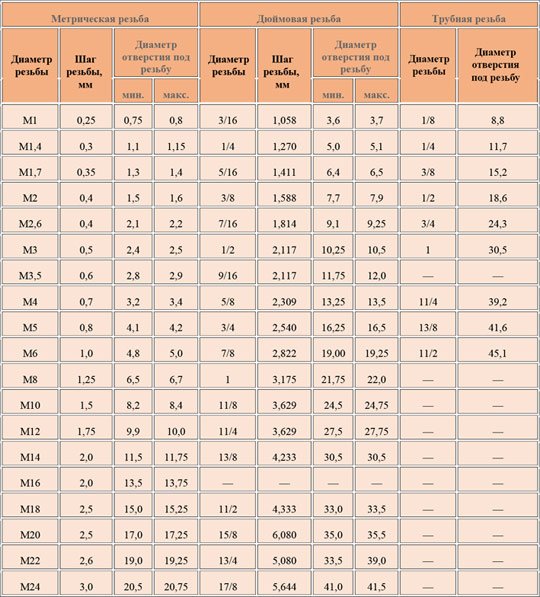
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
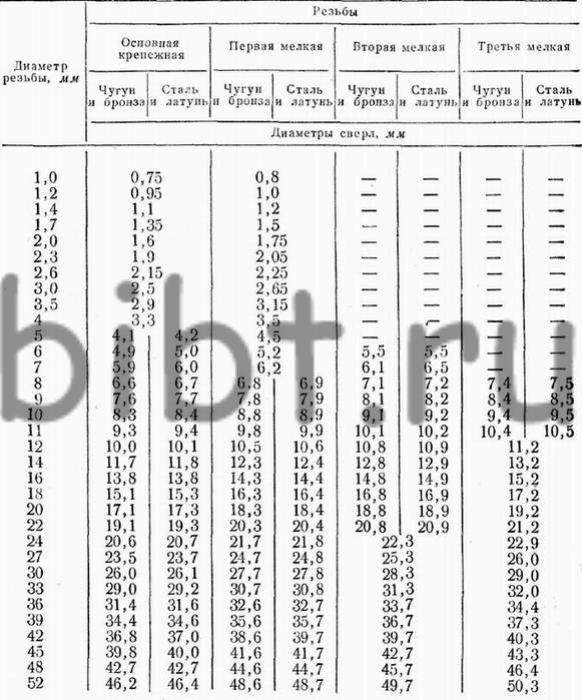
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
Особенности нарезания
Таблица диаметров отверстия для нарезания резьбы
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика; - Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика;Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Фото таблицы диаметров отверстия для нарезания резьбы
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
 Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.

Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
 При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
 Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиковПо назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.

Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.
С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
 труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
Таблицей диаметров сверл для нарезания метрической резьбы
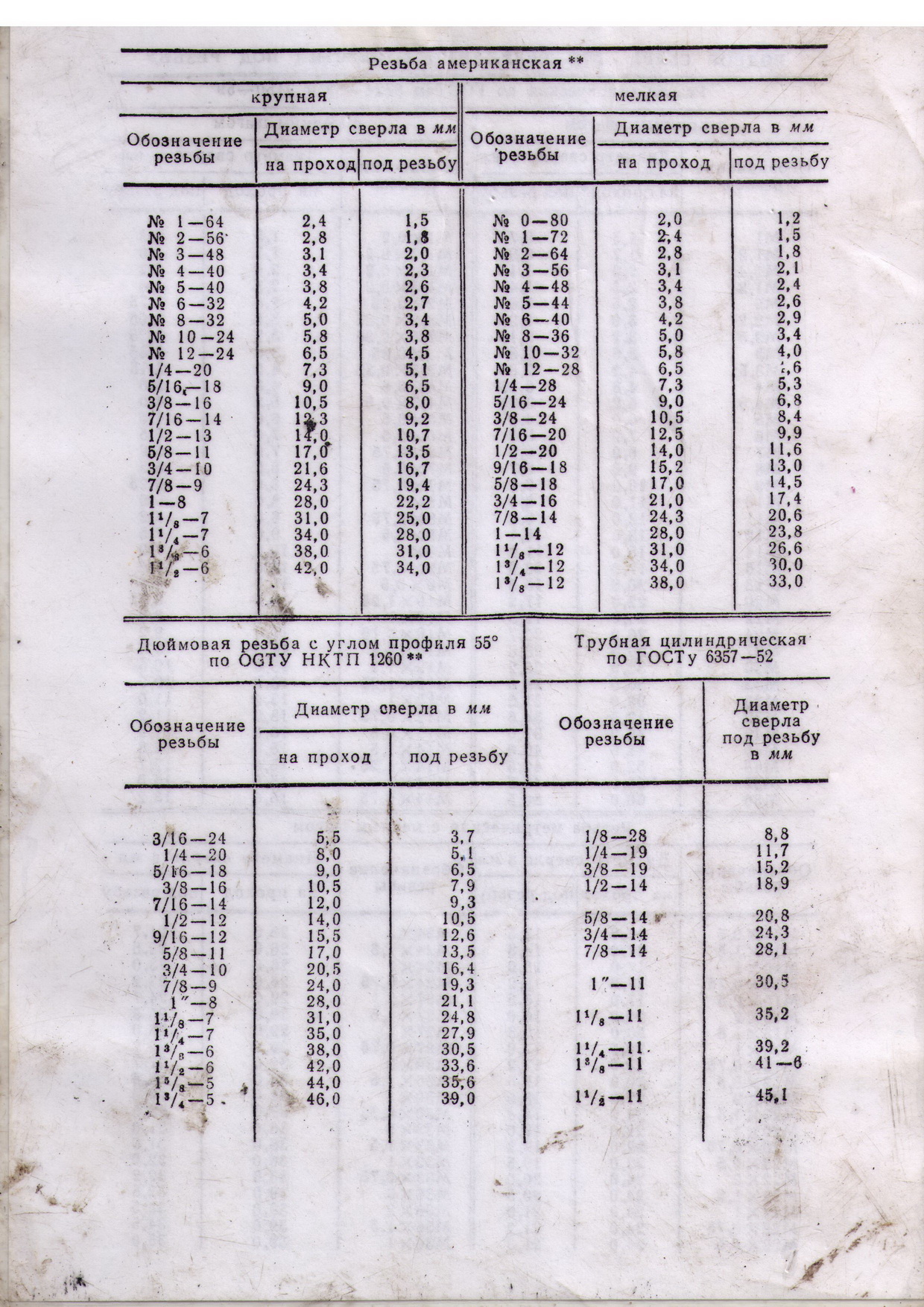
Таблица отверстий под дюймовые резьбы
Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8. 5 5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| Мб | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42. 8 8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.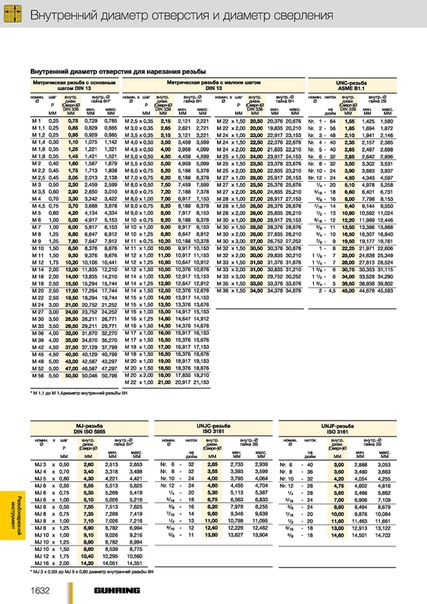
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.

При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
Таблица диаметров отверстий для нарезания резьбы метчиками
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.

Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки.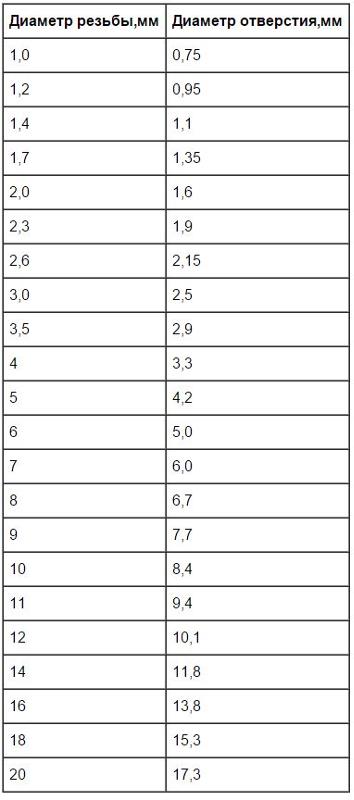 При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
 С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
 Показатель точности – до 14 квалитета.
Показатель точности – до 14 квалитета.Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
 Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.

Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
4.60/5 (92.00%) проголосовало 5
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.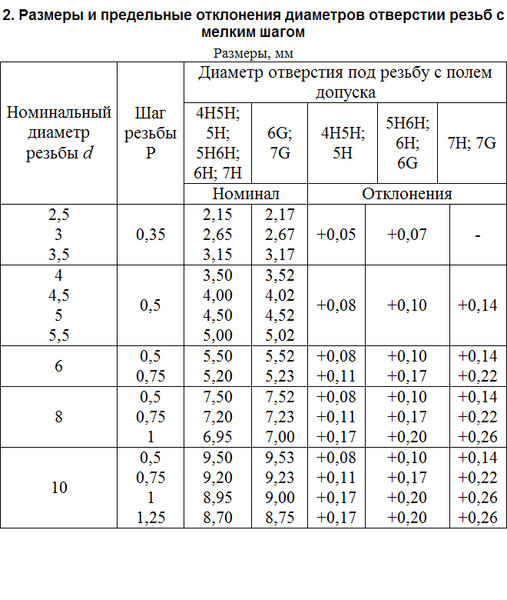
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
Нарезание наружной резьбы
Нарезание наружной резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька – цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт – цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Винт – цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).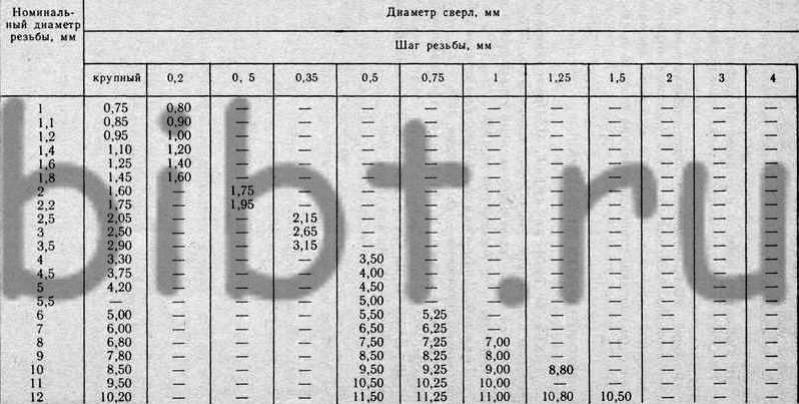
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации.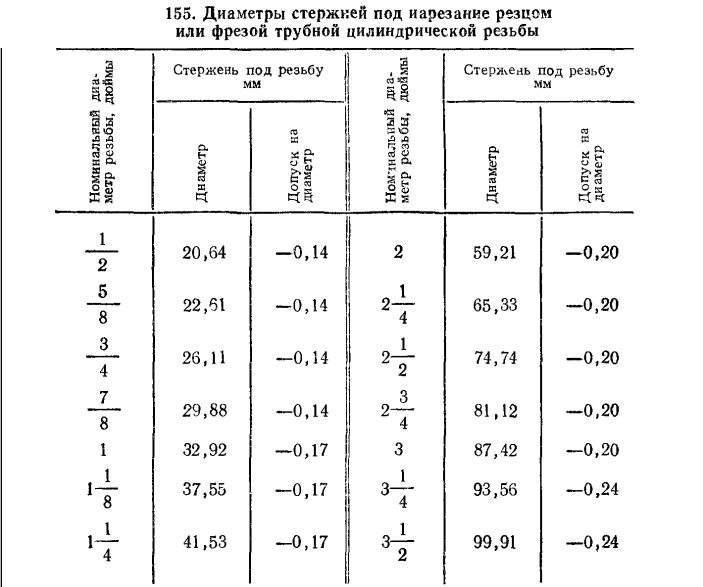 Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
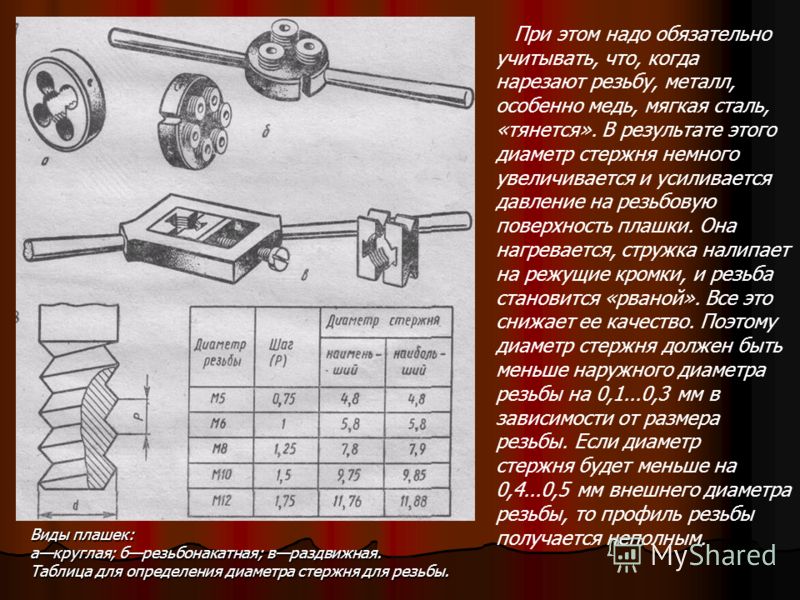
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| М6 | 1 | 5,8 | 5,8 |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. ..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы – это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы – диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы – диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля – угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля – участок профиля, соединяющий боковые стороны выступа.
Впадина профиля – участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы – угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля – угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба – имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба – имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба – применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы – применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы – крупная, нормальная и мелкая – применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба – применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая – трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба – применяется для червяков.
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Таблица размеров сверл для нарезания резьбы: диаметр под
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10.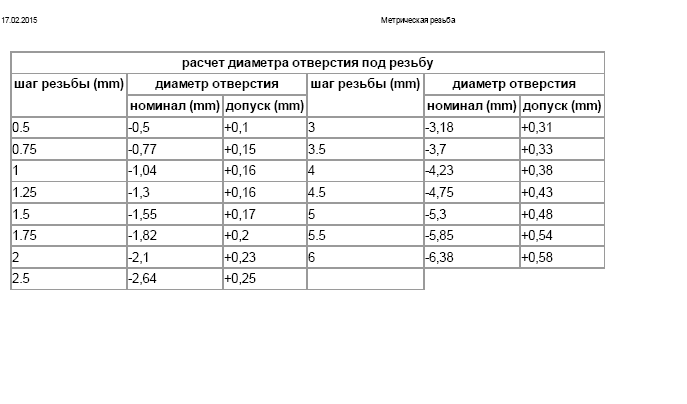 Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Диаметры сверл под метрическую (M) резьбу
А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм.
Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1. 25 25 |
6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0. 75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу.
Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Диаметр отверстия (сверла) под резьбу
Для резьбовых соединений чаще всего применяют метрическую резьбу. Кроме метрической резьбы существует еще довольно много различных видов резьба, на них мы останавливаться не будем.
Внутреннюю резьбу нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные и станочные метчики. При нарезании глубокой резьбы обычно применяют комплект из двух или трех метчиков: первый метчик – предварительный нарезает черновую резьбу, второй нарезает полноценную резьбу и в случае наличия третьего мечика происходит калибровка резьбы.
Большое значение имеет правильный подбор диаметров отверстия под резьбу. Если диаметр отверстия больше, чем следует, то внутренняя резьба не будет иметь полного профиля – соединение будет непрочное. При диаметре меньше необходимого вход метчика в него затруднителен, это приводит к срыву первых витков резьбы или в худшем случае к заклиниванию и поломке метчика.
В первом столбце нижеследующей таблицы представлены метрические резьбы от М2 до М48. Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
Таблица отверстий под метрическую резьбу
| Диаметр резьбы | Шаг (стандартный) | Диаметр отверстия (сверла) | Шаг | Отверстие | Шаг | Отверстие |
| М2 | 0,4 | 1,6 | 0,25 | 1,75 | ||
| М3 | 0,5 | 2,5 | 0,35 | 2,65 | ||
| М4 | 0,7 | 3,3 | 0,5 | 3,5 | ||
| М5 | 0,8 | 4,2 | 0,5 | 4,5 | ||
| М6 | 1,0 | 5,0 | 0,75 | 5,2 | 0,5 | 5,5 |
| М7 | 1,0 | 6,0 | 0,75 | 6,2 | 0,5 | 6,5 |
| М8 | 1,25 | 6,7 | 1,0 | 7,0 | 0,75 | 7,2 |
| М9 | 1,25 | 7,7 | 1,0 | 8,0 | 0,75 | 8,2 |
| М10 | 1,5 | 8,5 | 1,25 | 8,7 | 1,0 | 9,0 |
| М11 | 1,5 | 9,5 | 1,0 | 10,0 | 0,75 | 10,2 |
| М12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 |
| М14 | 2,0 | 12,0 | 1,5 | 12,5 | 1,25 | 12,6 |
| М16 | 2,0 | 14,0 | 1,5 | 14,5 | 1,0 | 15,0 |
| М18 | 2,5 | 15,4 | 2,0 | 16,0 | 1,5 | 16,5 |
| М20 | 2,5 | 17,4 | 2,0 | 18,0 | 1,5 | 18,5 |
| М22 | 2,5 | 19,4 | 2,0 | 20,0 | 1,5 | 20,5 |
| М24 | 3,0 | 20,9 | 2,0 | 22,0 | 1,5 | 22,5 |
| М27 | 3,0 | 23,9 | 2,0 | 25,0 | 1,5 | 25,5 |
| М30 | 3,5 | 26,4 | 3,0 | 26,9 | 2,0 | 28,0 |
| М33 | 3,5 | 29,4 | 3,0 | 29,9 | 2,0 | 31,0 |
| М36 | 4,0 | 31,9 | 3,0 | 32,9 | 2,0 | 34,0 |
| М39 | 4,0 | 34,9 | 3,0 | 35,9 | 2,0 | 37,0 |
| М42 | 4,5 | 37,4 | 4,0 | 37,9 | 3,0 | 38,9 |
| М45 | 4,5 | 40,4 | 4,0 | 40,9 | 3,0 | 41,9 |
| М48 | 5,0 | 42,8 | 4,0 | 43,9 | 3,0 | 44,9 |
ГОСТ 19257-73 — Отверстия под нарезание метрической резьбы.
Slesarnaya 9 Нарезание резьбы
1. СЛЕСАРНАЯ ОБРАБОТКА
НАРЕЗАНИЕ РЕЗЬБЫ
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба характеризуется профилем, шагом и диаметром. В зависимости от конфигурации профиля резьба бывает треугольной, трапецеидальной, прямоугольной и круглой.
По направлению движения винтовой линии резьба бывает правой и левой. В судостроении применяют в основном правую резьбу. Кроме того, резьбы бывают одно и многозаходными. Однозаходные имеют малые углы подъема винтовой линии и применяются для надежного крепления деталей. В судостроении применяют три системы резьб: метрическую, дюймовую и трубную.
Резьбу на деталях получают нарезанием на резьбонарезных, сверлильных и токарных станках, накатыванием или вручную при помощи метчиков, служащих для нарезания внутренней резьбы (рис. 1.21), и плашек, используемых для нарезания наружной резьбы (рис. 1.22).
1.21), и плашек, используемых для нарезания наружной резьбы (рис. 1.22).
Метчики делятся на ручные и машинные, изготавливаемые из инструментальной стали марок У8, У12, 9ХС. Для нарезания внутренней резьбы вручную требуется большое усилие. Для облегчения работы и для получения более чистой резьбы ручные метчики выпускаются комплектно: черновой, средний и чистовой, причем на метчиках соответственно наносят 1, 2 и 3 кольца для их различия.
Для уменьшения нагревания метчика и для получения более чистой резьбы необходимо применять смазочно-охлаждающие жидкости, выбираемые в зависимости от материала детали.
Рис. 1.21. Инструмент для нарезания внутренней резьбы:
а – метчик и его части; б – цилиндрические метчики; в – конический метчик;
г – гаечный метчик; д – плашечный метчик; е – маточный метчик
Наружную резьбу нарезают с помощью плашек (лерок). Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.
Нарезание резьбы производят за один проход. Призматические плашки состоят из двух половинок, благодаря чему полный профиль резьбы можно нарезать за несколько проходов.
До нарезания резьбы в деталях сверлят отверстия диаметром несколько меньше, чем диаметр будущей резьбы.
Диаметр сверла выбирают по табличным данным (табл. 1.5) или вычисляют по формулам:
Dсв = dр – S, мм или d = D – 1,5 t, мм,
где Dсв – диаметр сверла, мм; dр – диаметр резьбы, мм; S – шаг резьбы, мм; d – диаметр отверстия под резьбу, мм; D – наружный диаметр резьбы, мм; t – глубина резьбы, мм.
Рис. 1.22. Инструмент для нарезания наружной резьбы:
а – цельная плашка; б – разрезная плашка и ее части;
в – резьбонакатная плашка; г – раздвижная плашка
Таблица 1.5 Диаметры свёрл, применяемых для получения резьбовых отверстий
Диаметр нарезанной резьбы измеряют штангенциркулем. Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Диаметр стержня для нарезания резьбы определяют по табл.1.6.
Таблица 1.6 Диаметр стержня для нарезания резьбы
Диаметр сверла под резьбу: таблица
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Классификация резьб.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Виды сверл.
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Рисунок 1. Таблица подбора диаметра сверла под резьбу.
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.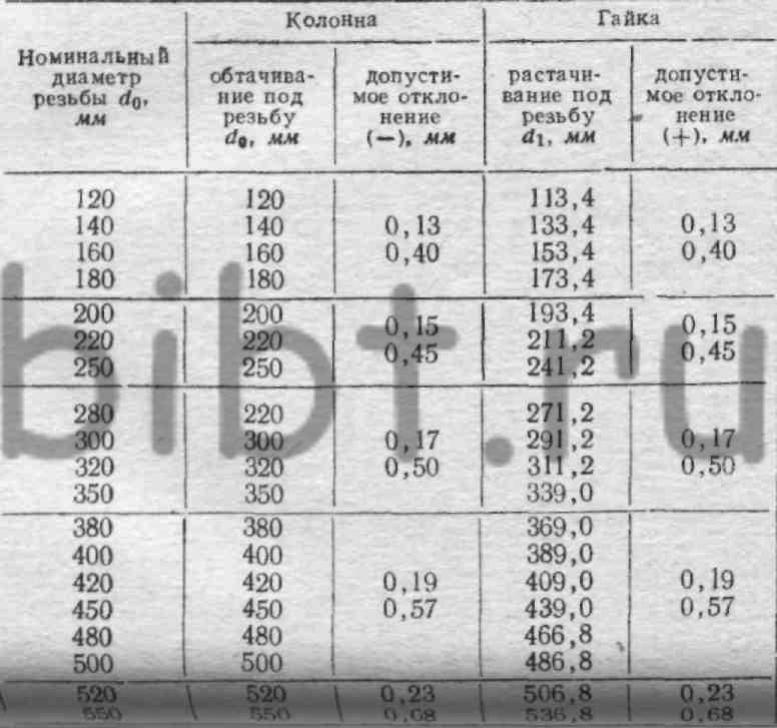
Рекомендации по нарезанию резьбы
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
Устройство метчика для нарезания резьбы.
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
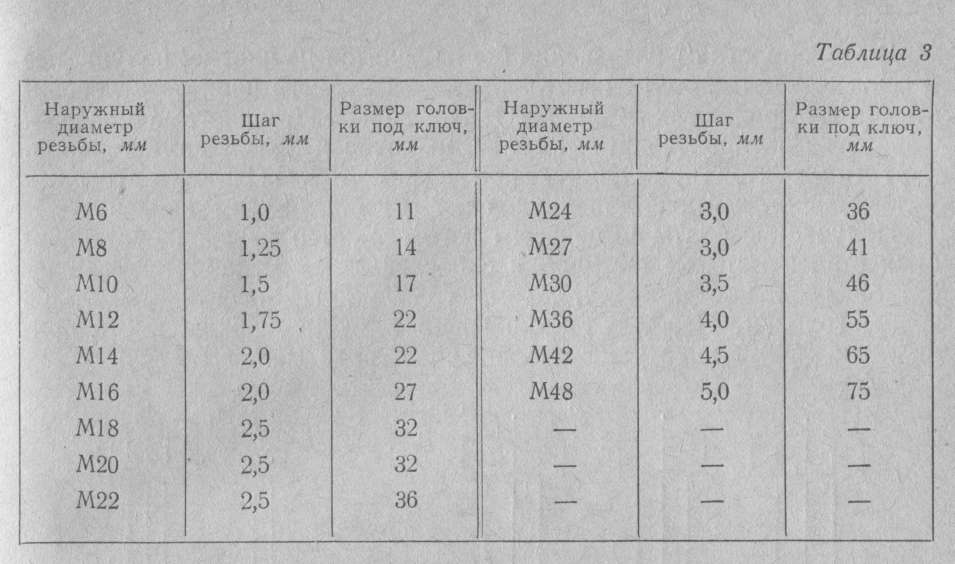 Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Рисунок 2. Нарезание резьбы метчиком.
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
Острая верхушка канавок образовывает режущую кромку.
http:
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис. 2).
2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
http:
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
Нарезание резьбы
Нарезание резьбы24. Нарезание резьбы
Многие детали машин, строительных конструкций и бытовых приборов скрепляют между собой при помощи резьбовых соединений. В резьбовых соединениях применяют болты, шпильки и винты.
Болт — цилиндрический стержень с головкой на одном конце и с резьбой на другом (рис. 75, а).
Шпилька — цилиндрический стержень с резьбой на
обоих концах (рис.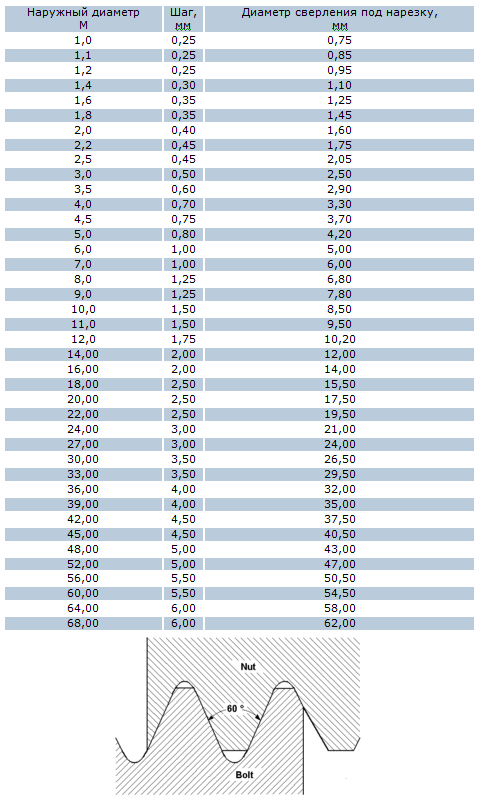 75, 6). Один конец шпильки ввинчивается в одну из соединяемых
деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку.
75, 6). Один конец шпильки ввинчивается в одну из соединяемых
деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку.
Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм (рис. 75, в).
Резьба — это выступы на поверхности винтов и гаек, расположенные по винтовой линии. Основными элементами резьбы являются угол подъема винтовой линии α, шаг резьбы р, угол профиля γ, наружный и внутренний диаметры резьбы (рис. 76).
Изображение резьбы на чертеже показано на рис. 60.
Для нарезания наружной крепежной резьбы
используют специальный инструмент — плашки (рис. 77, а). Плашка имеет вид
гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные
отверстия.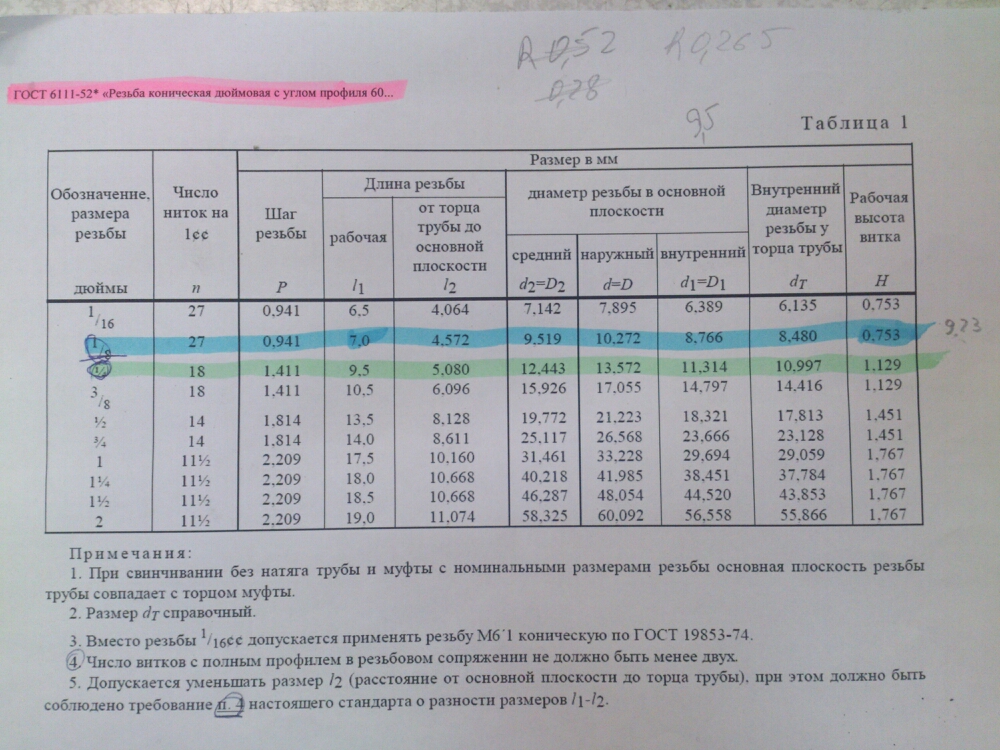 Режущие кромки, образованные этими отверстиями в местах пересечения с
профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка
выходит в отверстия.
Режущие кромки, образованные этими отверстиями в местах пересечения с
профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка
выходит в отверстия.
Для того чтобы нарезать резьбу плашкой на стержне, надо по табл.6 определить диаметр стержня для данной резьбы и проточить заготовку на этот диаметр с обязательным выполнением фаски на конце стержня. Фаска необходима для того, чтобы плашка в начальной стадии нарезания резьбы легче захватывала металл.
Таблица 6
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр стержня, мм | 2,9 | 3,9 | 4,8 | 5,8 | 7,9 | 9,9 |
|
Заготовку закрепляют вертикально в тисках,
предварительно разметив на стержне длину нарезаемой резьбы. Плашку для нарезания требуемой резьбы (диаметр резьбы и ее шаг обозначены на поверхности плашки) закрепляют в плашкодержателе (рис. 77, 6), накладывают на верхний торец стержня и с небольшим нажимом, без перекосов, вращают ее (рис. 78). Первые нитки резьбы можно нарезать без смазки, так как плашка захватывает сухой металл легче, затем стержень смазывают маслом. Вращают плашкодержатель следующим образом: один-два оборота по часовой стрелке и пол-оборота в обратном направлении для ломания стружки. Качество нарезанной резьбы в условиях школьных мастерских можно проверить, навинчивая на нее соответствующую гайку. |
 Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Внутреннюю резьбу (резьбу в отверстии) нарезают
метчиком (рис. 79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают по одному, либо для труднообрабатываемых материалов в комплекте по два (чистовой и черновой) или три (черновой, средний и чистовой) штуки. На хвостовой части всех метчиков нанесены круговые риски (одна, две или три) или проставлены номера метчиков и указаны диаметр и шаг резьбы.
Перед нарезанием резьбы метчиком в детали выполняют отверстие соответствующего диаметра (табл. 7).
Таблица 7.
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр сверла, мм | 2,5 | 3,4 | 4,2 | 5 | 6,7 | 8,4 |
|
Заготовку с отверстием закрепляют в тисках так,
чтобы ось отверстия была перпендикулярна плоскости губок тисков. один-два оборота по часовой стрелке и пол-оборота против. Так нарезают все отверстие. Закончив нарезание черновым метчиком, его вывертывают, вставляют средний и повторяют нарезание. Окончательно доводят резьбу чистовым метчиком. Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт. При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать: 1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки; 2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы; З) перекос резьбы или поломка метчика и плашки —
если диаметр отверстия меньше нормы или диаметр стержня больше нормы. |
 Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом:
Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом: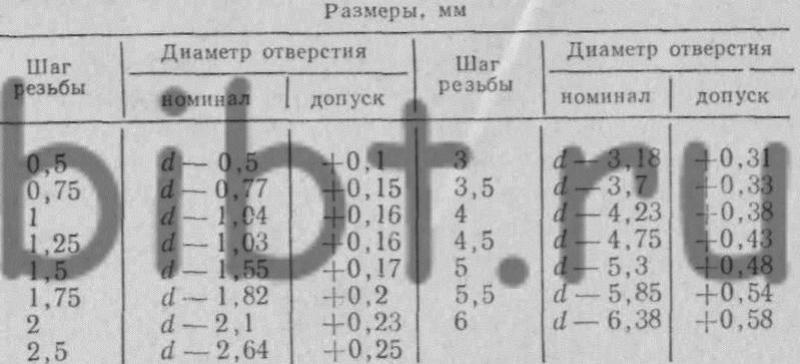
Практическая работа
Нарезание резьбы плашкой на токарно-винторезном станке
1. Настройте станок на минимальную частоту вращения шпинделя.
2. Закрепите заготовку в трехкулачковый патрон.
З. Закрепите требуемую плашку в плашкодержателе.
4. Переместите заднюю бабку к правому торцу заготовки и закрепите ее так, чтобы между пинолью и торцом заготовки можно было вставить плашкодержатель
5. Установите плашку заборной частью на фаску заготовки и подожмите плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя обоприте на планку, закрепленную в резцедержателе (рис. 81).
6. Включите станок. Вращая маховик задней бабки, подожмите
пинолью плашкодержатель к вращающейся заготовке. Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
7. Не доходя 3…4 мм до конца нарезаемого участка, выключите станок, отведите пиноль и переместите поперечные салазки на себя. Вращением плашкодержателя вручную нарежьте резьбу до конца.
Примечание: нарезание резьбы можно производить без включения станка, проворачивая шпиндель вручную.
Новые термины: Резьбовое соединение, болт, шпилька, винт, резьба (наружная и внутренняя), плашка, плашкодержатель, метчик, вороток.
Вопросы и задания
1. Где применяются резьбовые соединения?
2. Чем болт отличается от шпильки?
3. Какими инструментами нарезают наружную резьбу? Внутреннюю резьбу?
4. Что общего у плашки, метчика, резца, сверла?
Что общего у плашки, метчика, резца, сверла?
5. Каково назначение канавок в плашке и метчике?
6. В какой последовательности вручную нарезают резьбу на стержне? В отверстии?
7. Почему место нарезания резьбы смазывают маслом?
8. С какой целью при нарезании резьбы плашку или метчик надо периодически возвращать на пол-оборота назад?
Сайт управляется системой uCoz Меню оборудования ANSI | Инженерная таблица выбора винта и метизов
а. Базовый = номинальный |

 0447
0447 0730
0730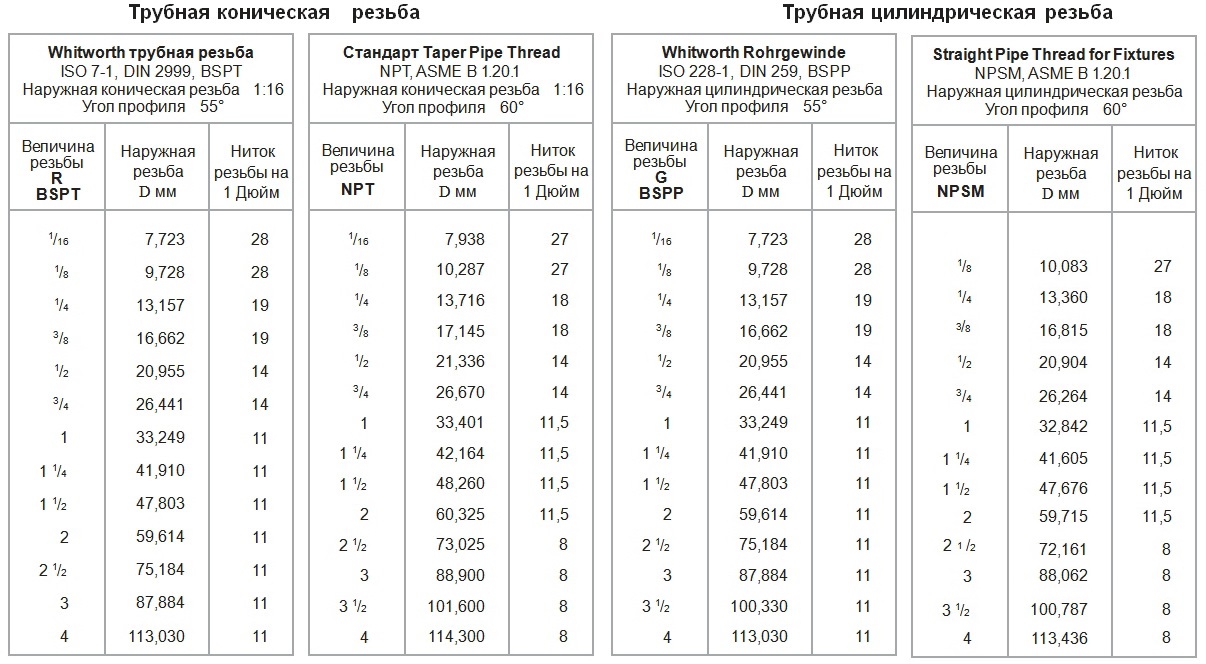 0626
0626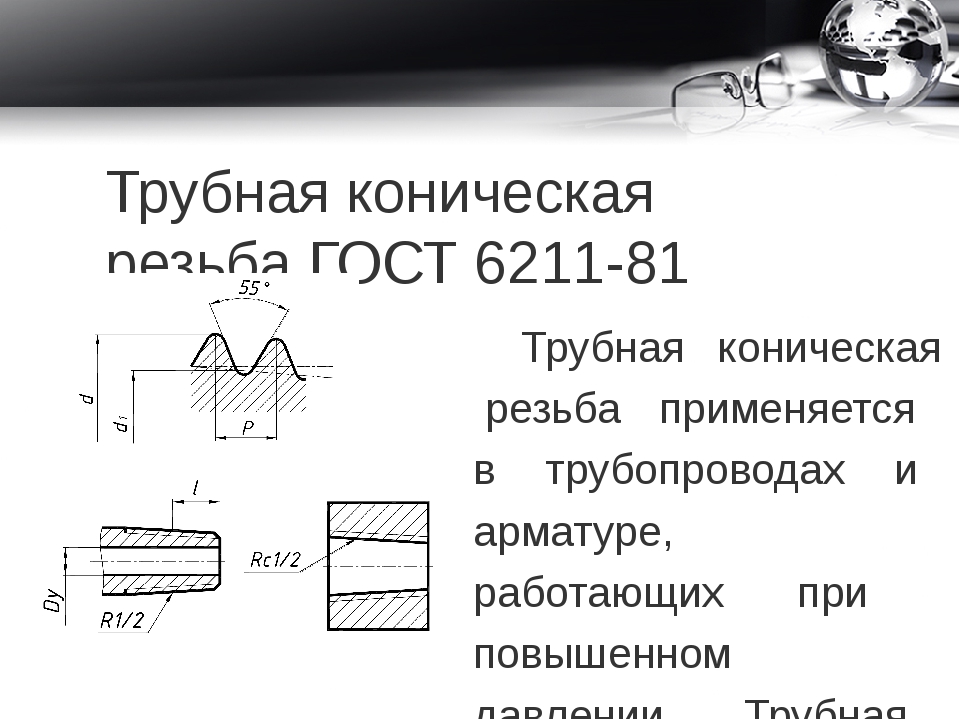 0860
0860 0744
0744 0990
0990 0858
0858 1120
1120Таблицы резьбы винтов Стол для крупной резьбы
Стол для тонкой резьбы
| ||||||||
Таблицы размеров крепежа | MechaniCalc
ПРИМЕЧАНИЕ. Эта страница использует JavaScript для форматирования уравнений для правильного отображения.Пожалуйста, включите JavaScript.
На этой странице представлены таблицы с размерами дюймовых и метрических болтов, гаек и шайб. Для получения информации о болтовых соединениях см. Наш справочник по анализу болтовых соединений.
Содержание
Размеры оборудования: унифицированная дюймовая резьба
В этом разделе содержатся таблицы размеров крепежа с дюймовой резьбой.
Размеры резьбы болта
Следующая таблица размеров резьбы для крупной и мелкой резьбы была адаптирована из ASME B1.1:
| Размер | Номинал (основной) Диаметр [дюйм] | Грубая резьба (UNC) | Тонкая резьба (UNF) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Резьба на дюйм | Растягивающее напряжение Площадь [дюйм 2 ] | Малая Площадь [в 2 ] | ниток на дюйм | Растягивающее напряжение Площадь [дюйм 2 ] | Малая Площадь [в 2 ] | ||||
| # 0 | 0.0600 | — | — | — | 80 | 0,00180 | 0,00151 | ||
| № 2 | 0,0860 | 56 | 0,00370 | 0,00310 | 64 | 0,00394 | 0,00339 | ||
| # 4 | 0,1120 | 40 | 0,00604 | 0,00496 | 48 | 0.00661 | 0,00566 | ||
| # 5 | 0,1250 | 40 | 0,00796 | 0,00672 | 44 | 0,00830 | 0,00716 | ||
| № 6 | 0,1380 | 32 | 0,00909 | 0,00745 | 40 | 0,01015 | 0,00874 | ||
| № 8 | 0,1640 | 32 | 0.0140 | 0,01196 | 36 | 0,01474 | 0,01285 | ||
| № 10 | 0,1900 | 24 | 0,0175 | 0,01450 | 32 | 0,0200 | 0,0175 | ||
| 1/4 дюйма | 0,2500 | 20 | 0,0318 | 0,0269 | 28 | 0,0364 | 0.0326 | ||
| 5/16 “ | 0,3125 | 18 | 0,0524 | 0,0454 | 24 | 0,0580 | 0,0524 | ||
| 3/8 дюйма | 0,3750 | 16 | 0,0775 | 0,0678 | 24 | 0,0878 | 0,0809 | ||
| 7/16 “ | 0,4375 | 14 | 0.1063 | 0,0933 | 20 | 0,1187 | 0,1090 | ||
| 1/2 “ | 0,5000 | 13 | 0,1419 | 0,1257 | 20 | 0,1599 | 0,1486 | ||
| 9/16 “ | 0,5625 | 12 | 0,182 | 0,162 | 18 | 0,203 | 0.189 | ||
| 5/8 “ | 0,6250 | 11 | 0,226 | 0,202 | 18 | 0,256 | 0,240 | ||
| 3/4 “ | 0,7500 | 10 | 0,334 | 0,302 | 16 | 0,373 | 0,351 | ||
| 7/8 “ | 0,8750 | 9 | 0.462 | 0,419 | 14 | 0,509 | 0,480 | ||
| 1 “ | 1,0000 | 8 | 0.606 | 0,551 | 12 | 0,663 | 0,625 | ||
| 1-1 / 8 “ | 1,1250 | 7 | 0,763 | 0,693 | 12 | 0,856 | 0,812 | ||
| 1-1 / 4 “ | 1.2500 | 7 | 0,969 | 0,890 | 12 | 1.073 | 1.024 | ||
| 1-3 / 8 “ | 1,3750 | 6 | 1,155 | 1.054 | 12 | 1,315 | 1,260 | ||
| 1-1 / 2 “ | 1,5000 | 6 | 1.405 | 1,294 | 12 | 1.581 | 1,521 | ||
| 1-3 / 4 “ | 1.7500 | 5 | 1,90 | 1,74 | — | — | — | ||
| 2 “ | 2,0000 | 4,5 | 2,50 | 2.30 | — | — | — | ||
Размер резьбы болта
Следующие уравнения можно использовать для расчета размеров резьбы Unified Inch:
| Уравнение, единицы США [дюймы] | Источник | ||
|---|---|---|---|
| Малый диаметр | д м.внешний = d ном – 1,2 | / TPIСправочник по машинам | |
| Диаметр шага | d p.ext = d nom – 0,64 | 5 / TPI | ASME B1.1, раздел 10.1p |
| Номинальная площадь | |||
| Область растягивающего напряжения | ASME B1.1, Приложение B | ||
| Малая зона (зона сдвига) |
В приведенной выше таблице d nom – это номинальный диаметр в дюймах, а TPI – резьба на дюйм.
Минимальные диаметры отверстий с зазором
Следующая таблица отверстий с зазором адаптирована из ASME B18.2.8. Приведено минимальных диаметров отверстия .
| Размер болта | Диаметр болта. [дюйм] | Нормальная посадка [дюйм] | Плотная посадка [дюйм] | Свободная посадка [дюйм] |
|---|---|---|---|---|
| # 0 | 0,0600 | 0,076 | 0,067 | 0,094 |
| № 2 | 0.0860 | 0,102 | 0,094 | 0,116 |
| # 4 | 0,1120 | 0,128 | 0,120 | 0,144 |
| # 5 | 0,1250 | 0,156 | 0,141 | 0,172 |
| № 6 | 0,1380 | 0,170 | 0,154 | 0,185 |
| № 8 | 0,1640 | 0.196 | 0,180 | 0,213 |
| № 10 | 0,1900 | 0,221 | 0,206 | 0,238 |
| 1/4 дюйма | 0,2500 | 0,281 | 0,266 | 0,297 |
| 5/16 “ | 0,3125 | 0,344 | 0,328 | 0,359 |
| 3/8 дюйма | 0,3750 | 0,406 | 0.391 | 0,422 |
| 7/16 “ | 0,4375 | 0,469 | 0,453 | 0,484 |
| 1/2 “ | 0,5000 | 0,562 | 0,531 | 0.609 |
| 5/8 “ | 0,6250 | 0,688 | 0,656 | 0,734 |
| 3/4 “ | 0,7500 | 0,812 | 0,781 | 0.906 |
| 7/8 “ | 0,8750 | 0,938 | 0,906 | 1.031 |
| 1 “ | 1,0000 | 1.094 | 1.031 | 1,156 |
| 1-1 / 8 “ | 1,1250 | 1,219 | 1,156 | 1,312 |
| 1-1 / 4 “ | 1,2500 | 1,344 | 1,281 | 1,438 |
| 1-3 / 8 “ | 1.3750 | 1,500 | 1,438 | 1,609 |
| 1-1 / 2 “ | 1,5000 | 1,625 | 1,562 | 1,734 |
Длина резьбы болта
Согласно ASME B18.2.1, номинальную длину резьбы болтов дюймовой серии можно найти по:
где L – общая длина болта, а d nom – номинальный диаметр болта.
Размеры головки болта с шестигранной головкой
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.6.3, таблица 29, «Размеры обычных (без шлицов) и шлицевых обычных и больших винтов с шестигранной головкой». Эта таблица используется для оборудования меньшего размера.
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|---|
| Минимум [дюйм] | Максимум [дюйм] | Минимум [дюйм] | Максимум [дюйм] | ||
| № 2 | 0,0860 | 0,120 | 0.125 | 0,040 | 0,050 |
| # 4 | 0,1120 | 0,181 | 0,188 | 0,049 | 0,060 |
| № 6 | 0,1380 | 0,244 | 0,250 | 0,080 | 0,093 |
| № 8 | 0,1640 | 0,244 | 0,250 | 0,096 | 0,110 |
| № 10 | 0.1900 | 0,305 | 0,312 | 0,105 | 0,120 |
| 1/4 дюйма | 0,2500 | 0,367 | 0,375 | 0,172 | 0,190 |
| 5/16 “ | 0,3125 | 0,489 | 0,500 | 0,208 | 0,230 |
| 3/8 дюйма | 0,3750 | 0,551 | 0,562 | 0.270 | 0,295 |
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.2.1, Таблица 2, «Размеры болтов с шестигранной головкой».
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|---|
| Номинальное [дюймы] | Минимум [дюйм] | Номинальный [дюйм] | Минимум [дюйм] | ||
| 1/4 дюйма | 0.2500 | 7/16 “(0,438) | 0,425 | 11/64 “ | 0,150 |
| 5/16 “ | 0,3125 | 1/2 дюйма (0,500) | 0,484 | 7/32 “ | 0,195 |
| 3/8 дюйма | 0,3750 | 9/16 “(0,562) | 0,544 | 1/4 “ | 0,226 |
| 7/16 “ | 0,4375 | 5/8 “(0,625) | 0.603 | 19/64 “ | 0,272 |
| 1/2 “ | 0,5000 | 3/4 дюйма (0,750) | 0,725 | 11/32 “ | 0,302 |
| 5/8 “ | 0,6250 | 15/16 “(0,938) | 0,906 | 27/64 “ | 0,378 |
| 3/4 “ | 0,7500 | 1-1 / 8 “(1,125) | 1.088 | 1/2 “ | 0.455 |
| 7/8 “ | 0,8750 | 1-5 / 16 “(1,312) | 1,269 | 37/64 “ | 0,531 |
| 1 “ | 1,0000 | 1-1 / 2 “(1.500) | 1,450 | 43/64 “ | 0,591 |
| 1-1 / 8 “ | 1,1250 | 1-11 / 16 “(1.688) | 1,631 | 3/4 “ | 0,658 |
| 1-1 / 4 “ | 1.2500 | 1-7 / 8 “(1,875) | 1,812 | 27/32 “ | 0,749 |
| 1-3 / 8 “ | 1,3750 | 2-1 / 16 “(2,062) | 1,994 | 29/32 “ | 0,810 |
| 1-1 / 2 “ | 1,5000 | 2-1 / 4 “(2,250) | 2,175 | 1 “ | 0,902 |
| 1-5 / 8 “ | 1.6250 | 2-7 / 16 “(2,438) | 2.356 | 1-3 / 32 “ | 0,978 |
| 1-3 / 4 “ | 1.7500 | 2-5 / 8 “(2,625) | 2,538 | 1-5 / 32 “ | 1.054 |
| 1-7 / 8 “ | 1.8750 | 2-13 / 16 “(2,812) | 2,719 | 1-1 / 4 “ | 1,130 |
| 2 “ | 2,0000 | 3 дюйма (3.000) | 2.900 | 1-11 / 32 “ | 1.175 |
Размеры шестигранной гайки
Следующая таблица размеров шестигранных гаек была адаптирована из ASME B18.2.2, Таблица 1-1, «Размеры квадратных и шестигранных гаек для винтов». Эта таблица используется для оборудования меньшего размера.
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Толщина | ||
|---|---|---|---|---|---|
| Номинальное [дюймы] | Минимум [дюйм] | Минимум [дюйм] | Максимум [дюйм] | ||
| # 0 | 0.060 | 5/32 “(0,156) | 0,150 | 0,043 | 0,050 |
| № 2 | 0,086 | 3/16 “(0,188) | 0,180 | 0,057 | 0,066 |
| # 4 | 0,112 | 1/4 дюйма (0,250) | 0,241 | 0,087 | 0,098 |
| № 6 | 0,138 | 5/16 “(0,312) | 0,302 | 0.102 | 0,114 |
| № 8 | 0,164 | 11/32 “(0,344) | 0,332 | 0,117 | 0,130 |
| № 10 | 0,190 | 3/8 дюйма (0,375) | 0,362 | 0,117 | 0,130 |
| 1/4 дюйма | 0,250 | 7/16 “(0,438) | 0,423 | 0,178 | 0,193 |
| 5/16 “ | 0.312 | 9/16 “(0,562) | 0,545 | 0,208 | 0,225 |
| 3/8 дюйма | 0,375 | 5/8 “(0,625) | 0.607 | 0,239 | 0,257 |
Приведенная ниже таблица размеров шестигранных гаек была адаптирована из ASME B18.2.2, таблица 4, «Размеры шестигранных гаек и шестигранных гаек».
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Толщина | ||
|---|---|---|---|---|---|
| Минимум [дюйм] | Максимум [дюйм] | Минимум [дюйм] | Максимум [дюйм] | ||
| 1/4 дюйма | 0.2500 | 0,428 | 0,438 | 0,212 | 0,226 |
| 5/16 “ | 0,3125 | 0,489 | 0,500 | 0,258 | 0,273 |
| 3/8 дюйма | 0,3750 | 0,551 | 0,563 | 0,320 | 0,337 |
| 7/16 “ | 0,4375 | 0,675 | 0,688 | 0.365 | 0,385 |
| 1/2 “ | 0,5000 | 0,736 | 0,750 | 0,427 | 0,448 |
| 9/16 “ | 0,5625 | 0,861 | 0,875 | 0,473 | 0,496 |
| 5/8 “ | 0,6250 | 0,922 | 0,938 | 0,535 | 0,559 |
| 3/4 “ | 0.7500 | 1.088 | 1,125 | 0,617 | 0,665 |
| 7/8 “ | 0,8750 | 1,269 | 1,312 | 0,724 | 0,776 |
| 1 “ | 1,0000 | 1,450 | 1,500 | 0,831 | 0,887 |
| 1-1 / 8 “ | 1,1250 | 1,631 | 1.688 | 0.939 | 0,999 |
| 1-1 / 4 “ | 1,2500 | 1,812 | 1,875 | 1.030 | 1.094 |
| 1-3 / 8 “ | 1,3750 | 1,994 | 2,062 | 1,138 | 1.206 |
| 1-1 / 2 “ | 1,5000 | 2,175 | 2,250 | 1,245 | 1,317 |
| 1-5 / 8 “ | 1.6250 | 2,350 | 2,430 | 1,364 | 1,416 |
| 1-3 / 4 “ | 1.7500 | 2,538 | 2,625 | 1,460 | 1,540 |
| 1-7 / 8 “ | 1.8750 | 2,722 | 2,813 | 1,567 | 1,651 |
| 2 “ | 2,0000 | 2.900 | 3.000 | 1.675 | 1,763 |
Размеры внутренней резьбы
Следующие уравнения можно использовать для расчета размеров внутренней резьбы для унифицированной дюймовой резьбы:
| Уравнение, единицы США [дюймы] | Источник | ||
|---|---|---|---|
| Малый диаметр | d m.int = d nom – 1.08253175 / TPI | ASME B1.1, раздел 10.1s | |
| Диаметр шага | д с.int = d nom – 0,64 | 5 / TPI | ASME B1.1, раздел 8.3 |
В приведенной выше таблице d nom – это номинальный диаметр в дюймах, а TPI – резьба на дюйм.
Размеры плоской шайбы
Следующая таблица размеров плоских шайб была адаптирована из ASME B18.21.1, таблица 11 для плоских шайб типа A. Шайбы типа А бывают двух серий: узких и широких.
| Размер | Базовый диаметр.[дюйм] | серии | Внутренний диаметр, Базовый [дюйм] | Наружный диаметр, Базовый [дюйм] | Толщина, Basic [дюймы] |
|---|---|---|---|---|---|
| # 0 | 0,0600 | — | 0,078 | 0,188 | 0,020 |
| № 2 | 0,0860 | — | 0,094 | 0,250 | 0,020 |
| # 4 | 0,1120 | — | 0.125 | 0,312 | 0,032 |
| № 6 | 0,1380 | — | 0,156 | 0,375 | 0,049 |
| № 8 | 0,1640 | — | 0,188 | 0,438 | 0,049 |
| № 10 | 0,1900 | — | 0,219 | 0,500 | 0,049 |
| 1/4 дюйма | 0.2500 | Узкий | 0,281 | 0,625 | 0,065 |
| 1/4 дюйма | 0,2500 | широкий | 0,312 | 0,734 | 0,065 |
| 5/16 “ | 0,3125 | Узкий | 0,344 | 0,688 | 0,065 |
| 5/16 “ | 0,3125 | широкий | 0,375 | 0.875 | 0,083 |
| 3/8 дюйма | 0,3750 | Узкий | 0,406 | 0,812 | 0,065 |
| 3/8 дюйма | 0,3750 | широкий | 0,438 | 1.000 | 0,083 |
| 7/16 “ | 0,4375 | Узкий | 0,469 | 0,922 | 0,065 |
| 7/16 “ | 0.4375 | широкий | 0,500 | 1,250 | 0,083 |
| 1/2 “ | 0,5000 | Узкий | 0,531 | 1.062 | 0,095 |
| 1/2 “ | 0,5000 | широкий | 0,562 | 1,375 | 0,109 |
| 9/16 “ | 0,5625 | Узкий | 0,594 | 1.156 | 0,095 |
| 9/16 “ | 0,5625 | широкий | 0,625 | 1.469 | 0,109 |
| 5/8 “ | 0,6250 | Узкий | 0,656 | 1,312 | 0,095 |
| 5/8 “ | 0,6250 | широкий | 0,688 | 1,750 | 0,134 |
| 3/4 “ | 0.7500 | Узкий | 0,812 | 1.469 | 0,134 |
| 3/4 “ | 0,7500 | широкий | 0,812 | 2.000 | 0,148 |
| 7/8 “ | 0,8750 | Узкий | 0,938 | 1,750 | 0,134 |
| 7/8 “ | 0,8750 | широкий | 0,938 | 2.250 | 0,165 |
| 1 “ | 1,0000 | Узкий | 1.062 | 2.000 | 0,134 |
| 1 “ | 1,0000 | широкий | 1.062 | 2,500 | 0,165 |
| 1-1 / 8 “ | 1,1250 | Узкий | 1,250 | 2,250 | 0,134 |
| 1-1 / 8 “ | 1.1250 | широкий | 1,250 | 2,750 | 0,165 |
| 1-1 / 4 “ | 1,2500 | Узкий | 1,375 | 2,500 | 0,165 |
| 1-1 / 4 “ | 1,2500 | широкий | 1,375 | 3.000 | 0,165 |
| 1-3 / 8 “ | 1,3750 | Узкий | 1,500 | 2.750 | 0,165 |
| 1-3 / 8 “ | 1,3750 | широкий | 1,500 | 3,250 | 0,180 |
| 1-1 / 2 “ | 1,5000 | Узкий | 1,625 | 3.000 | 0,165 |
| 1-1 / 2 “ | 1,5000 | широкий | 1,625 | 3,500 | 0,180 |
| 1-5 / 8 “ | 1.6250 | — | 1,750 | 3,750 | 0,180 |
| 1-3 / 4 “ | 1.7500 | — | 1,875 | 4.000 | 0,180 |
| 1-7 / 8 “ | 1.8750 | — | 2.000 | 4,250 | 0,180 |
| 2 “ | 2,0000 | — | 2,125 | 4.500 | 0.180 |
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Размеры оборудования: метрическая резьба
В этом разделе содержатся таблицы размеров метрической резьбы.
Размеры резьбы болта
Приведенная ниже таблица размеров резьбы для резьбы с крупным и мелким шагом была создана с использованием стандартных размеров из ASME B1.13М. Предпочтительна резьба с крупным шагом, и ее следует использовать по возможности, как указано в ASME B1.13M. При построении таблицы использовались уравнения резьбы, приведенные ранее для области растягивающего напряжения и для небольшой площади.
Обозначение размера резьбы для метрической резьбы дается как «M [диаметр] x [шаг]». Например, резьба с номинальным диаметром 6 мм и шагом 1 мм обозначается как «M6 x 1».
| Номинал (основной) Диаметр [мм] | Крупная смола | с мелким шагом | ||||||
|---|---|---|---|---|---|---|---|---|
| Шаг [мм] | Растягивающее напряжение Площадь [мм 2 ] | Незначительное Площадь [мм 2 ] | Шаг [мм] | Растягивающее напряжение Площадь [мм 2 ] | Незначительное Площадь [мм 2 ] | |||
| 1.6 | 0,35 | 1,270 | 1.076 | — | — | — | ||
| 2 | 0,4 | 2,073 | 1,789 | — | — | — | ||
| 2,5 | 0,45 | 3,391 | 2,980 | — | — | — | ||
| 3 | 0.5 | 5,031 | 4,473 | — | — | — | ||
| 3,5 | 0,6 | 6,775 | 6.000 | — | — | — | ||
| 4 | 0,7 | 8,779 | 7.750 | — | — | — | ||
| 5 | 0.8 | 14,18 | 12,68 | — | — | — | ||
| 6 | 1 | 20,12 | 17,89 | — | — | — | ||
| 8 | 1,25 | 36,61 | 32,84 | 1 | 39,17 | 36,03 | ||
| 10 | 1.5 | 57,99 | 52.29 | 1,25 | 61,20 | 56,30 | ||
| 12 | 1,75 | 84,27 | 76,25 | 1,25 | 92.07 | 86,04 | ||
| 14 | 2 | 115,4 | 104,7 | 1,5 | 124,5 | 116,1 | ||
| 16 | 2 | 156.7 | 144,1 | 1,5 | 167,2 | 157,5 | ||
| 20 | 2,5 | 244,8 | 225,2 | 1,5 | 271,5 | 259,0 | ||
| 24 | 3 | 352,5 | 324,3 | 2 | 384,4 | 364,6 | ||
| 30 | 3.5 | 560,6 | 519,0 | 2 | 621,2 | 596,0 | ||
| 36 | 4 | 816,7 | 759,3 | 2 | 914,5 | 883,8 | ||
| 42 | 4,5 | 1121 | 1045 | 2 | 1264 | 1228 | ||
| 48 | 5 | 1473 | 1377 | 2 | 1671 | 1629 | ||
| 56 | 5.5 | 2030 | 1905 | 2 | 2301 | 2252 | ||
| 64 | 6 | 2676 | 2520 | 2 | 3031 | 2975 | ||
| 72 | 6 | 3460 | 3282 | 2 | 3862 | 3799 | ||
| 80 | 6 | 4344 | 4144 | 1.5 | 4851 | 4798 | ||
| 90 | 6 | 5591 | 5364 | 2 | 6099 | 6020 | ||
| 100 | 6 | 6995 | 6740 | 2 | 7562 | 7473 | ||
| 110 | — | — | — | 2 | 9182 | 9084 | ||
Размер резьбы болта
Следующие уравнения можно использовать для расчета размеров метрической резьбы ISO.Профиль резьбы основан на параметре H, высоте основного треугольника. Значение H связано с шагом резьбы P следующим образом:
| Уравнение, метрические единицы [мм] | Источник | ||
|---|---|---|---|
| Малый диаметр | d m.ext = d nom – 1,226869 · P | Шигли | |
| Диаметр шага | d p.ext = d nom – 0.75 · H = d ном – 0,64 | 5 · P | Справочник по машинам |
| Номинальная площадь | |||
| Область растягивающего напряжения | ASME B1.13M, Приложение B | ||
| Малая зона (зона сдвига) |
В приведенной выше таблице d nom – номинальный диаметр в миллиметрах, а P – шаг резьбы в миллиметрах.
Минимальные диаметры отверстий с зазором
Следующая таблица отверстий с зазором адаптирована из ASME B18.2.8. Приведено минимальных диаметров отверстия . Эта таблица также соответствует таблице рекомендуемых отверстий с зазором из ASME B18.2.3.1M.
| Размер болта | Нормальная посадка [мм] | Плотная посадка [мм] | Свободная посадка [мм] |
|---|---|---|---|
| М1.6 | 1,8 | 1,7 | 2 |
| м2 | 2.4 | 2,2 | 2,6 |
| M2,5 | 2,9 | 2,7 | 3,1 |
| М3 | 3,4 | 3,2 | 3,6 |
| М4 | 4,5 | 4,3 | 4,8 |
| M5 | 5,5 | 5,3 | 5,8 |
| M6 | 6,6 | 6,4 | 7 |
| M8 | 9 | 8.4 | 10 |
| M10 | 11 | 10,5 | 12 |
| M12 | 13,5 | 13 | 14,5 |
| M14 | 15,5 | 15 | 16,5 |
| M16 | 17,5 | 17 | 18,5 |
| M20 | 22 | 21 | 24 |
| M24 | 26 | 25 | 28 |
| M30 | 33 | 31 | 35 |
| M36 | 39 | 37 | 42 |
| M42 | 45 | 43 | 48 |
| M48 | 52 | 50 | 56 |
| M56 | 62 | 58 | 66 |
| M64 | 70 | 66 | 74 |
| M72 | 78 | 74 | 82 |
| M80 | 86 | 82 | 91 |
| M90 | 96 | 93 | 101 |
| M100 | 107 | 104 | 112 |
Длина резьбы болта
Согласно ASME B18.2.3.1M, таблица 7, «Длина резьбы», номинальную длину резьбы метрических болтов можно найти по:
где L – общая длина болта, а d nom – номинальный диаметр болта.
Размеры головки болта с шестигранной головкой
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.6.7M, Таблица 14, «Размеры крепежных винтов с шестигранной головкой». Эта таблица используется для оборудования меньшего размера.
| Номинальный диаметр и шаг резьбы | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|
| Минимум [мм] | Максимум [мм] | Минимум [мм] | Максимум [мм] | |
| M2 x 0.4 | 3,02 | 3,20 | 1,3 | 1,6 |
| M2,5 x 0,45 | 3,82 | 4,00 | 1,8 | 2,1 |
| M3 x 0,5 | 4,82 | 5,00 | 2,0 | 2,3 |
| M3,5 x 0,6 | 5,32 | 5,50 | 2,3 | 2,6 |
| M4 x 0,7 | 6.78 | 7,00 | 2,6 | 3,0 |
| M5 x 0,8 | 7,78 | 8,00 | 3,3 | 3,8 |
| M6 x 1 | 9,78 | 10,00 | 4,1 | 4,7 |
| M8 x 1,25 | 12,73 | 13,00 | 5,2 | 6,0 |
| M10 x 1,5 | 15,73 | 16.00 | 6,5 | 7,5 |
| M12 x 1,75 | 17,73 | 18,00 | 7,8 | 9,0 |
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.2.3.1M, таблица 3, «Размеры винтов с шестигранной головкой».
| Номинальный диаметр и шаг резьбы | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|
| Минимум [мм] | Максимум [мм] | Минимум [мм] | Максимум [мм] | |
| M5 x 0.8 | 7,78 | 8,00 | 3,35 | 3,65 |
| M6 x 1 | 9,78 | 10 | 3,85 | 4,15 |
| M8 x 1,25 | 12,73 | 13,00 | 5,10 | 5,50 |
| M10 x 1,5 | 15,73 | 16,00 | 6,17 | 6,63 |
| M12 x 1,75 | 17.73 | 18,00 | 7,24 | 7,76 |
| M14 x 2 | 20,67 | 21,00 | 8,51 | 9,09 |
| M16 x 2 | 23,67 | 24,00 | 9,68 | 10,32 |
| M20 x 2,5 | 29,16 | 30,00 | 12,12 | 12,88 |
| M24 x 3 | 35,00 | 36.00 | 14,46 | 15,44 |
| M30 x 3,5 | 45,00 | 46,00 | 17,92 | 19,48 |
| M36 x 4 | 53,80 | 55,00 | 21,62 | 23,38 |
| M42 x 4,5 | 62,90 | 65,00 | 25,03 | 26,97 |
| M48 x 5 | 72,60 | 75.00 | 28,93 | 31.07 |
| M56 x 5,5 | 82,20 | 85,00 | 33,80 | 36,20 |
| M64 x 6 | 91,80 | 95,00 | 38,68 | 41,32 |
| M72 x 6 | 101,40 | 105,00 | 43,55 | 46,45 |
| M80 x 6 | 111,00 | 115.00 | 48,42 | 51,58 |
| M90 x 6 | 125,50 | 130,00 | 54,26 | 57,75 |
| M100 x 6 | 140,00 | 145,00 | 60,10 | 63,90 |
Размеры шестигранной гайки
Следующая таблица размеров шестигранных гаек была адаптирована из ASME B18.2.4.1M, Таблица 1, «Размеры шестигранных гаек, стиль 1.» Для получения дополнительной информации также см. ASME B18.2.4.2M, таблица 1, «Размеры шестигранных гаек типа 2».
| Номинальный диаметр и шаг резьбы | Ширина в квартирах | Толщина | ||
|---|---|---|---|---|
| Минимум [мм] | Максимум [мм] | Минимум [мм] | Максимум [мм] | |
| M1,6 x 0,35 | 3,02 | 3,20 | 1.05 | 1,30 |
| M2 x 0,4 | 3,82 | 4.00 | 1,35 | 1,60 |
| M2,5 x 0,45 | 4,82 | 5,00 | 1,75 | 2,00 |
| M3 x 0,5 | 5,32 | 5,50 | 2,15 | 2,40 |
| M3,5 x 0,6 | 5,82 | 6,00 | 2,55 | 2,80 |
| M4 x 0,7 | 6,78 | 7,00 | 2.90 | 3,20 |
| M5 x 0,8 | 7,78 | 8,00 | 4,40 | 4,70 |
| M6 x 1 | 9,78 | 10,00 | 4,90 | 5,20 |
| M8 x 1,25 | 12,73 | 13,00 | 6,44 | 6,80 |
| M10 x 1,5 | 15,73 | 16,00 | 8,04 | 8.40 |
| M12 x 1,75 | 17,73 | 18,00 | 10,37 | 10,80 |
| M14 x 2 | 20,67 | 21,00 | 12,10 | 12,80 |
| M16 x 2 | 23,67 | 24,00 | 14,10 | 14,80 |
| M20 x 2,5 | 29,16 | 30,00 | 16,90 | 18.00 |
| M24 x 3 | 35,00 | 36,00 | 20,20 | 21,50 |
| M30 x 3,5 | 45,00 | 46,00 | 24,30 | 25,60 |
| M36 x 4 | 53,80 | 55,00 | 29,40 | 31,00 |
Размеры внутренней резьбы
Следующие уравнения можно использовать для расчета размеров внутренней резьбы для метрической резьбы ISO:
| Уравнение, метрические единицы [мм] | Источник | ||
|---|---|---|---|
| Малый диаметр | д м.int = d nom – 1,25 · H = d nom – 1.08253175 · P | Справочник по машинам | |
| Диаметр шага | d p.int = d nom – 0,75 · H = d nom – 0,64 | 5 · P | Справочник по машинам |
В приведенной выше таблице d nom – номинальный диаметр в миллиметрах, а P – шаг резьбы в миллиметрах.
Размеры плоской шайбы
Следующая таблица размеров плоских шайб была адаптирована из ASME B18.22M, таблица 1, «Размеры метрических плоских шайб (общего назначения)». Простые шайбы бывают трех серий: обычные, узкие и широкие.
| Номинальный размер | серии | Внутренний диаметр | Внешний диаметр | Толщина | |||
|---|---|---|---|---|---|---|---|
| Мин. [Мм] | Макс [мм] | Мин. [Мм] | Макс [мм] | Мин. [Мм] | Макс [мм] | ||
| М1.6 | Узкий | 1.95 | 2,09 | 3,70 | 4,00 | 0,50 | 0,70 |
| М1.6 | Обычный | 1,95 | 2,09 | 4,70 | 5,00 | 0,50 | 0,70 |
| М1.6 | широкий | 1,95 | 2,09 | 5,70 | 6,00 | 0.60 | 0,90 |
| м2 | Узкий | 2.50 | 2,64 | 4,70 | 5,00 | 0.60 | 0,90 |
| м2 | Обычный | 2,50 | 2,64 | 5,70 | 6,00 | 0.60 | 0,90 |
| м2 | широкий | 2,50 | 2,64 | 7,64 | 8,00 | 0.60 | 0,90 |
| М2.5 | Узкий | 3,00 | 3,14 | 5,70 | 6,00 | 0.60 | 0,90 |
| M2,5 | Обычный | 3,00 | 3,14 | 7,64 | 8,00 | 0.60 | 0,90 |
| M2,5 | широкий | 3,00 | 3,14 | 9,64 | 10,00 | 0,80 | 1.20 |
| М3 | Узкий | 3,50 | 3,68 | 6,64 | 7,00 | 0.60 | 0,90 |
| М3 | Обычный | 3,50 | 3,68 | 9,64 | 10,00 | 0,80 | 1,20 |
| М3 | широкий | 3,50 | 3,68 | 11,57 | 12.00 | 1,00 | 1,40 |
| M3.5 | Узкий | 4,00 | 4,18 | 8,64 | 9,00 | 0,80 | 1,20 |
| M3,5 | Обычный | 4,00 | 4,18 | 9,64 | 10,00 | 1,00 | 1,40 |
| M3,5 | широкий | 4,00 | 4.18 | 14,57 | 15,00 | 1,20 | 1,75 |
| М4 | Узкий | 4,70 | 4,88 | 9,64 | 10,00 | 0,80 | 1,20 |
| М4 | Обычный | 4,70 | 4,88 | 11,57 | 12,00 | 1,00 | 1,40 |
| М4 | широкий | 4.70 | 4,88 | 15,57 | 16,00 | 1,60 | 2.30 |
| M5 | Узкий | 5,60 | 5,78 | 10,57 | 11,00 | 1,00 | 1,40 |
| M5 | Обычный | 5,60 | 5,78 | 14,57 | 15,00 | 1,20 | 1,75 |
| M5 | широкий | 5.60 | 5,78 | 19,48 | 20,00 | 1,60 | 2.30 |
| M6 | Узкий | 6,65 | 6,87 | 12,57 | 13,00 | 1,20 | 1,75 |
| M6 | Обычный | 6,65 | 6,87 | 18,28 | 18,80 | 1,20 | 1,75 |
| M6 | широкий | 6.65 | 6,87 | 24,88 | 25,40 | 1,60 | 2.30 |
| M8 | Узкий | 8,90 | 9,12 | 18,28 | 18,80 | 1,60 | 2.30 |
| M8 | Обычный | 8,90 | 9,12 | 24,88 | 25,40 | 1,60 | 2.30 |
| M8 | широкий | 8.90 | 9,12 | 31,38 | 32,00 | 2,00 | 2,80 |
| M10 | Узкий | 10,85 | 11,12 | 19,48 | 20,00 | 1,60 | 2.30 |
| M10 | Обычный | 10,85 | 11,12 | 27,48 | 28,00 | 2,00 | 2,80 |
| M10 | широкий | 10.85 | 11,12 | 38,38 | 39,00 | 2,50 | 3,50 |
| M12 | Узкий | 13,30 | 13,57 | 24,88 | 25,40 | 2,00 | 2,80 |
| M12 | Обычный | 13,30 | 13,57 | 33,38 | 34,00 | 2,50 | 3,50 |
| M12 | широкий | 13.30 | 13,57 | 43,38 | 44,00 | 2,50 | 3,50 |
| M14 | Узкий | 15,25 | 15,52 | 27,48 | 28,00 | 2,00 | 2,80 |
| M14 | Обычный | 15,25 | 15,52 | 38,38 | 39,00 | 2,50 | 3,50 |
| M14 | широкий | 15.25 | 15,52 | 49,38 | 50,00 | 3,00 | 4,00 |
| M16 | Узкий | 17,25 | 17,52 | 31,38 | 32,00 | 2,50 | 3,50 |
| M16 | Обычный | 17,25 | 17,52 | 43,38 | 44,00 | 3,00 | 4,00 |
| M16 | широкий | 17.25 | 17,68 | 54,80 | 56,00 | 3,50 | 4,60 |
| M20 | Узкий | 21,80 | 22,13 | 38,38 | 39,00 | 3,00 | 4,00 |
| M20 | Обычный | 21,80 | 22,32 | 49,00 | 50,00 | 3,50 | 4,60 |
| M20 | широкий | 21.80 | 22,32 | 64,80 | 66,00 | 4,00 | 5,10 |
| M24 | Узкий | 25,60 | 26,12 | 43,00 | 44,00 | 3,50 | 4,60 |
| M24 | Обычный | 25,60 | 26,12 | 54,80 | 56,00 | 4,00 | 5,10 |
| M24 | широкий | 25.60 | 26,12 | 70,80 | 72,00 | 4,50 | 5,60 |
| M30 | Узкий | 32,40 | 33.02 | 54,80 | 56,00 | 4,00 | 5,10 |
| M30 | Обычный | 32,40 | 33.02 | 70,80 | 72,00 | 4,50 | 5,60 |
| M30 | широкий | 32.40 | 33.02 | 88,60 | 90,00 | 5,00 | 6.40 |
| M36 | Узкий | 38,30 | 38.92 | 64,80 | 66,00 | 4,50 | 5,60 |
| M36 | Обычный | 38,30 | 38.92 | 88,60 | 90,00 | 5,00 | 6.40 |
| M36 | широкий | 38.30 | 38.92 | 108,60 | 110,00 | 7,00 | 8,50 |
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Список литературы
Общие ссылки:
- Барретт, Ричард Т., «Руководство по проектированию крепежа», справочная публикация НАСА 1228, 1990 г.
- Будинас-Нисбетт, “Машиностроительный проект Шигли”, 8-е изд.
- Чемберс, Джеффри А., “Предварительно загруженная методология совместного анализа для систем космического полета”, Технический меморандум НАСА 106943, 1995.
- Справочник по машинному оборудованию, 27-е изд., Industrial Press Inc., 2004.
- Линдебург, Майкл Р., “Справочное руководство по машиностроению для экзамена на физическую форму”, 13-е изд.
Технические характеристики и стандарты:
- ASME B1.1, «Унифицированная дюймовая резьба (форма резьбы UN и UNR)», Американское общество инженеров-механиков, 2003.
- ASME B18.2.1, «Болты с квадратной, шестигранной, тяжелой шестигранной и перекосной головкой и шестигранные, тяжелые шестигранные, шестигранные фланцы, винты с выступом и шестигранной головкой (дюймовая серия)», Американское общество инженеров-механиков, 2012.
- ASME B18.2.2, «Гайки общего назначения: гайки машинных винтов, шестигранные, квадратные, шестигранные фланцы и соединительные гайки (дюймовая серия)», Американское общество инженеров-механиков, 2010.
- ASME B18.2.8, «Отверстия с зазором для болтов, винтов и шпилек», Американское общество инженеров-механиков, 1999.
- ASME B18.21.1, “Шайбы: винтовая пружина, фиксатор зубьев и плоские шайбы (дюймовая серия)”, Американское общество инженеров-механиков, 2009.
- FED-STD-h38 / 2B, «Стандарты винтовой резьбы для федеральных служб», Федеральный стандарт, 1991.
CGTK – Таблица размеров резьбы
Иногда я обнаруживаю, что у меня есть винтовая резьба, которая мне нужна, но стандартная (метрическая) гайка или болт не подходит.Это явно из какого-то допотопного класса потоков, такого как BSF или UNC, но не всегда очевидно, какой именно. Я обычно по умолчанию высверливаю его и повторно заправляю или наматываю спиралью с современной метрической резьбой, но это не всегда возможно.
Эта таблица предназначена для удобного измерения диаметра и шага резьбы, а также определения того, на какую резьбу вы смотрите. Он также включает размеры сверл для нарезания резьбы (рассчитанные как диаметр минус шаг). Если несколько типов резьбы имеют одинаковый диаметр и шаг (например, BSW 3/8 “-16 и UNC 3/8” -16), вы сами по себе.
Если вы хотите получить копию этой таблицы в виде электронной таблицы в формате ODS, CSV или XLSX, свяжитесь с нами (указав предпочтительный формат).
Показывать только метрическую резьбу
Показывать только крупную резьбу
Показывать только резьбу кабелепровода / трубы
| Внешний диаметр (мм) | Шаг (мм) | TPI (где применимо) | Размер метчика (мм) | Класс резьбы | Название резьбы | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,79 | 0.19 | 0,6 | BA | 16 BA | ||||||||
| 0,90 | 0,21 | 0,7 | BA | 15 BA | ||||||||
| 1,00 | 0,23 | BA | 14 BA | |||||||||
| 1,20 | 0,25 | 1,0 | BA | 13 BA | ||||||||
| 1,30 | 0,28 | 1,1 | BA | 12 BA | ||||||||
| 0,31 | 1,2 | BA | 11 BA | |||||||||
| 1,52 | 0,32 | 80 | 1,3 | UNF | UNF # 0-80 | |||||||
| 1,70 | 1,4 | BA | 10 BA | |||||||||
| 1,85 | 0,35 | 72 | 1,6 | UNF | UNF # 1-72 | |||||||
| 1,85 | 0,40 | 1 64 | 5 | UNC | UNC # 1-64 | |||||||
| 1,90 | 0,39 | 1,6 | BA | 9 BA | ||||||||
| 2,00 | 0,25 | 1,8 | метрическая метрическая M2 × 0,25 (мелкое) | |||||||||
| 2,00 | 0,40 | 1,6 | Метрическое грубое | M2 × 0,4 | ||||||||
| 2,18 | 0,40 | 64 | 1,8 | UNF | # 21751 UNF -64||||||||
| 2.18 | 0,45 | 56 | 1,8 | UNC | UNC # 2-56 | |||||||
| 2,20 | 0,43 | 1,8 | BA | 8 BA | ||||||||
| 2,50 | 2,2 | Метрическая мелкая | M2,5 × 0,35 (тонкая) | |||||||||
| 2,50 | 0,45 | 2,1 | Метрическая грубая | M2,5 × 0,45 | ||||||||
| 2.50 | 0,48 | 2,1 | BA | 7 BA | ||||||||
| 2,51 | 0,45 | 56 | 2,1 | UNF | UNF # 3-56 | |||||||
| 2,53 | 0,5 48 | 2,0 | UNC | UNC # 3-48 | ||||||||
| 2,80 | 0,53 | 2,3 | BA | 6 BA | ||||||||
| 2,84 | 0,53 | 48 | .4 | UNF | UNF # 4-48 | |||||||
| 2,84 | 0,64 | 40 | 2,3 | UNC | UNC # 4-40 | |||||||
| 3,00 | 0,35 | Метрическая мелкая | M3 × 0,35 (тонкая) | |||||||||
| 3,00 | 0,50 | 2,5 | Метрическая грубая | M3 × 0,5 | ||||||||
| 3,18 | 0,58 | 44 | 2.6 | UNF | UNF # 5-44 | |||||||
| 3,18 | 0,64 | 40 | 2,6 | BSW | BSW 1/8 “-40 | |||||||
| 3,18 | 0,64 | 40 | 917 2,6UNC | UNC # 5-40 | ||||||||
| 3,20 | 0,59 | 2,7 | BA | 5 BA | ||||||||
| 3,50 | 0,35 | 3,2 | 17 Метрические M3.5 × 0,35 (мелкое) | |||||||||
| 3,50 | 0,60 | 2,9 | метрическое грубое | M3,5 × 0,6 | ||||||||
| 3,51 | 0,64 | 40 | 2,9 | UNF | UNF | # 6-40|||||||
| 3,51 | 0,79 | 32 | 2,8 | UNC | UNC # 6-32 | |||||||
| 3,60 | 0,66 | 3,0 | BA | 4 BA | ||||||||
| 4.00 | 0,50 | 3,5 | Метрическая мелкая | M4 × 0,5 (мелкая) | ||||||||
| 4,00 | 0,70 | 3,3 | Метрическая грубая | M4 × 0,7 | ||||||||
| 0,73 | 3,4 | BA | 3 BA | |||||||||
| 4,17 | 0,71 | 36 | 3,5 | UNF | UNF # 8-36 | |||||||
| 4,17 | 0.79 | 32 | 3,4 | UNC | UNC # 8-32 | |||||||
| 4,70 | 0,81 | 3,9 | BA | 2 BA | ||||||||
| 4,76 | 0,79 | 917 917 4,0BSF | BSF 3/16 “-32 | |||||||||
| 4,76 | 1,06 | 24 | 3,8 | BSW | BSW 3/16″ -24 | |||||||
| 4,83 | 0,79 | 32 | 4.1 | UNF | UNF # 10-32 | |||||||
| 4.83 | 1.06 | 24 | 3.8 | UNC | UNC # 10-24 | |||||||
| 5.00 | 0.50 | 4.5 Метрические мелкие | M5 × 0,5 (тонкие) | |||||||||
| 5,00 | 0,80 | 4,2 | Крупные метрические | M5 × 0,8 | ||||||||
| 5,30 | 0,90 | 4.4 | BA | 1 BA | ||||||||
| 5,49 | 0,91 | 28 | 4,6 | UNF | UNF # 12-28 | |||||||
| 5,49 | 1,06 | 24 | UN 4,517 917 | UNC # 12-24 | ||||||||
| 5,56 | 0,91 | 28 | 4,7 | BSF | BSF 7/32 “-28 | |||||||
| 6,00 | 0,75 | 5,3 | Метрический | M6 × 0.75 (мелкий) | ||||||||
| 6,00 | 1,00 | 5,0 | BA | 0 BA | ||||||||
| 6,00 | 1,00 | 5,0 | Метрический грубый | |||||||||
| 6,35 | 0,91 | 28 | 5,5 | UNF | UNF 1/4 “-28 | |||||||
| 6,35 | 0,98 | 26 | 5,4 | BSF | BSF 1/4″ -26 | |||||||
| 6.35 | 1,27 | 20 | 5,1 | BSW | BSW 1/4 “-20 | |||||||
| 6,35 | 1,27 | 20 | 5,1 | UNC | UNC 1/4″ -20 | |||||||
| 7,14 | 0,98 | 26 | 6,2 | BSF | BSF 9/32 “-26 | |||||||
| 7,94 | 1,06 | 24 | 6,9 | UNF | UNF 5/16″ -26 | |||||||
| 7.94 | 1,15 | 22 | 6,8 | BSF | BSF 5/16 “-22 | |||||||
| 7,94 | 1,41 | 18 | 6,6 | BSW | BSW 5/16″ -18 | 900|||||||
| 7,94 | 1,41 | 18 | 6,6 | UNC | UNC 5/16 “-18 | |||||||
| 8,00 | 0,75 | 7,3 | Метрическая сверхтонкая | M8 × 0,75 ) | ||||||||
| 8.00 | 1,00 | 7,0 | Метрическая мелкая | M8 × 1 (мелкая) | ||||||||
| 8,00 | 1,25 | 6,8 | Метрическая грубая | M8 × 1,25 | 951 9153951 | |||||||
| 24 | 8,5 | UNF | UNF 3/8 “-24 | |||||||||
| 9,53 | 1,27 | 20 | 8,3 | BSF | BSF 3/8″ -20 | |||||||
| 9 .53 | 1,59 | 16 | 8,0 | BSW | BSW 3/8 “-16 | |||||||
| 9,53 | 1,59 | 16 | 8,0 | UNC | UNC 3/8″ -16 | |||||||
| 9,73 | 0,91 | 28 | 8,6 | BSP | BSP 1/8 “-28 | |||||||
| 10,00 | 1,00 | 9,0 | Метрическая сверхтонкая | M10 × 1 ( ) | ||||||||
| 10.00 | 1,25 | 8,8 | Метрические мелкие | M10 × 1,25 (тонкие) | ||||||||
| 10,00 | 1,50 | 8,5 | Крупные метрические | M10 × 1,5 | ||||||||
| 0,94 | 27 | 8,6 | NPT | NPT 1/8 “-27 | ||||||||
| 11,11 | 1,27 | 20 | 9,9 | UNF | UNF 7/16″ -20 | |||||||
| 11 .11 | 1,41 | 18 | 9,8 | BSF | BSF 7/16 “-18 | |||||||
| 11,11 | 1,81 | 14 | 9,3 | BSW | BSW 7/16″ -14 | |||||||
| 11,11 | 1,81 | 14 | 9,3 | UNC | UNC 7/16 “-14 | |||||||
| 12,00 | 1,50 | 10,5 | Метрическая мелкая | M12 × 1,5 (тонкая) | ||||||||
| 12.00 | 1,75 | 10,3 | Грубая метрическая | M12 × 1,75 | ||||||||
| 12,70 | 1,27 | 20 | 11,5 | UNF | UNF 1/2 “-20 | |||||||
| 1,41 | 18 | 11,3 | BSCon | BSCon 1/2 “-18 | ||||||||
| 12,70 | 1,59 | 16 | 11,2 | BSF | BSF 1/2″ -16 | |||||||
| 12.70 | 1,95 | 13 | 10,8 | UNC | UNC 1/2 “-13 | |||||||
| 12,70 | 2,12 | 12 | 10,6 | BSW | BSW 1/2″ -12 | |||||||
| 13,16 | 1,34 | 19 | 11,5 | BSP | BSP 1/4 “-19 | |||||||
| 13,72 | 1,41 | 18 | 11,1 | NPT | NPT 1/4″ -4 дюйма | |||||||
| 14.00 | 1,50 | 12,5 | Метрическая мелкая | M14 × 1,5 (мелкая) | ||||||||
| 14,00 | 2,00 | 12,0 | Метрическая грубая | M14 × 2 | ||||||||
| 18 | 12,9 | UNF | UNF 9/16 “-18 | |||||||||
| 14,29 | 1,59 | 16 | 12,7 | BSF | BSF 9/16″ -16 | |||||||
| 14 .29 | 2,12 | 12 | 12,2 | BSW | BSW 9/16 “-12 | |||||||
| 14,29 | 2,12 | 12 | 12,2 | UNC | UNC 9/16″ -12 | |||||||
| 15,88 | 1,41 | 18 | 14,5 | UNF | UNF 5/8 “-18 | |||||||
| 15,88 | 1,41 | 18 | 14,5 | BSCon | 1 BSCon||||||||
| 15.88 | 1,81 | 14 | 14,1 | BSF | BSF 5/8 “-14 | |||||||
| 15,88 | 2,31 | 11 | 13,6 | BSW | BSW 5/828″ -11 | 900|||||||
| 15,88 | 2,31 | 11 | 13,6 | UNC | UNC 5/8 “-11 | |||||||
| 16,00 | 1,50 | 14,5 | Метрические мелкие | M16 × 1,5 (тонкие) | M16 × 1,5 | |||||||
| 16.00 | 2,00 | 14,0 | Грубая метрическая | M16 × 2 | ||||||||
| 16,66 | 1,34 | 19 | 15,0 | BSP | BSP 3/8 “-19 | |||||||
| 1,41 | 18 | 14,7 | NPT | NPT 3/8 “-18 | ||||||||
| 17,46 | 1,81 | 14 | 15,7 | BSF | BSF 11/16″ -14 | |||||||
| 2,31 | 11 | 15,2 | BSW | BSW 11/16 “-11 | ||||||||
| 18,00 | 1,50 | 16,5 | Метрическая сверхтонкая | M18 × 1,5 (сверхтонкая) | ||||||||
| 18,00 | 2,00 | 16,0 | Метрические мелкие | M18 × 2 (мелкие) | ||||||||
| 18,00 | 2,50 | 15,5 | Крупные метрические | M18 × 25 | ||||||||
| 19,05 | 1,59 | 16 | 17,5 | UNF | UNF 3/4 “-16 | |||||||
| 19,05 | 1,59 | 16 | 17,5 | BSCon | BSCon | BSCon | “-16 | |||||
| 19,05 | 2,12 | 12 | 17,0 | BSF | BSF 3/4″ -12 | |||||||
| 19,05 | 2,54 | 10 | 16,6 | BSW | BSW | / 4 “-10 | ||||||
| 19.05 | 2,54 | 10 | 16,6 | UNC | UNC 3/4 “-10 | |||||||
| 20,00 | 1,50 | 18,5 | Метрическая сверхтонкая | M20 × 1,5 (сверхтонкая) | ||||||||
| 20,00 | 2,00 | 18,0 | Метрические мелкие | M20 × 2 (мелкие) | ||||||||
| 20,00 | 2,50 | 17,5 | Крупные метрические | M20 × 25 | ||||||||
| 20,96 | 1,81 | 14 | 18,7 | BSP | BSP 1/2 “-14 | |||||||
| 21,34 | 1,81 | 14 | 18,3 | NPT | NPT 1/2 “-14 | |||||||
| 22,00 | 1,50 | 20,5 | Экстра тонкая метрическая | M22 × 1,5 (сверхтонкая) | ||||||||
| 22,00 | 2,00 | 20,0 | M Тонкая 22 | × 2 (высокое качество) | ||||||||
| 22.00 | 2,50 | 19,5 | Грубая метрическая | M22 × 2,5 | ||||||||
| 22,23 | 1,81 | 14 | 20,5 | UNF | UNF 7/8 “-14 | |||||||
| 2,31 | 11 | 20,0 | BSF | BSF 7/8 “-11 | ||||||||
| 22,23 | 2,82 | 9 | 19,5 | BSW | BSW 7/8″ -9 | |||||||
| 2,82 | 9 | 19,5 | UNC | UNC 7/8 “-9 | ||||||||
| 22,91 | 1,81 | 14 | 20,7 | BSP | BSP 5/828″ -14 | 900|||||||
| 24,00 | 2,00 | 22,0 | Метрические мелкие | M24 × 2 (мелкие) | ||||||||
| 24,00 | 3,00 | 21,0 | Крупные метрические | .40 | 1,59 | 16 | 23,9 | BSCon | BSCon 1 “-16 | |||
| 25,40 | 2,12 | 12 | 23,3 | UNF | UNF 1″ -12 | 2,54 | 10 | 22,9 | BSF | BSF 1 “-10 | ||
| 25,40 | 3,18 | 8 | 22,3 | BSW | BSW 1″ -8 | |||||||
| 25.40 | 3,18 | 8 | 22,3 | UNC | UNC 1 “-8 | |||||||
| 26,44 | 1,81 | 14 | 24,2 | BSP | BSP 3/4″ -14 | |||||||
| 1,81 | 14 | 23,4 | NPT | NPT 3/4 “-14 | ||||||||
| 27,00 | 2,00 | 25,0 | Метрические мелкие | M27 × 2 | ||||||||
| 27.00 | 3,00 | 24,0 | Грубая метрическая | M27 × 3 | ||||||||
| 30,00 | 2,00 | 28,0 | Мелкая метрическая | M3051 | 917 | |||||||
| 26,5 | Метрическая грубая | M30 × 3,5 |
»Таблица шагов резьбы
Обозначения крышки серии резьбы комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
Серия с крупной резьбой (UNC / UNRC) – это наиболее распространенное обозначение болтов и гаек общего назначения. Крупная резьба полезна, потому что она менее склонна к перекрещиванию резьбы, более устойчива к неблагоприятным условиям и способствует быстрой сборке.
Серия с мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях. Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для применения с мелкой резьбой требуется более длительное зацепление, чем для резьбы с крупной последовательной резьбой, чтобы предотвратить снятие изоляции.
8-резьбовая серия (8UN) – это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8 / B8M и A320. Эта серия используется для диаметров от одного дюйма и выше.
| Серия крупной резьбы – UNC | Серия с мелкой резьбой – UNF | 8-резьбовая серия – 8UN | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающих напряжений | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающих напряжений | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающих напряжений |
| дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм. | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | |||
| 3 ⁄ 8 – 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0,0809 | 0,0878 | – – | – | – | – |
| 7 ⁄ 16 – 14 | 0.3911 | 0,0933 | 0,1063 | 7 ⁄ 16 -20 | 0,4050 | 0,1090 | 0,1187 | – – | – | – | – |
| 1 ⁄ 2 – 13 | 0,4500 | 0,1257 | 0,1419 | 1 ⁄ 2 – 20 | 0.4675 | 0,1486 | 0,1599 | – – | – | – | – |
| 9 ⁄ 16 – 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 – 18 | 0,5264 | 0,189 | 0,203 | – – | – | – | – |
| 5 ⁄ 8 – 11 | 0.5660 | 0,202 | 0,226 | 5 ⁄ 8 – 18 | 0,5889 | 0,240 | 0,256 | – – | – | – | – |
| 3 ⁄ 4 – 10 | 0,6850 | 0,302 | 0,334 | 3 ⁄ 4 – 16 | 0.7094 | 0,351 | 0,373 | – – | – | – | – |
| 7 ⁄ 8 – 9 | 0.8028 | 0,419 | 0,462 | 7 ⁄ 8 – 14 | 0,8286 | 0,480 | 0,509 | – – | – | – | – |
| 1–8 | 0.9188 | 0,551 | 0.606 | 1–12 | 0,9459 | 0,625 | 0,663 | 1–8 | 0,9188 | 0,551 | 0.606 |
| 1 1 ⁄ 8 – 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 – 12 | 1.0709 | 0.812 | 0,856 | 1 1 ⁄ 8 – 8 | 1.0438 | 0,728 | 0,790 |
| 1 1 ⁄ 4 – 7 | 1,1572 | 0,890 | 0,969 | 1 1 ⁄ 4 – 12 | 1,1959 | 1.024 | 1.073 | 1 1 ⁄ 4 – 8 | 1.1688 | 0,929 | 1.000 |
| 1 3 ⁄ 8 – 6 | 1,2667 | 1.054 | 1,155 | 1 3 ⁄ 8 – 12 | 1,3209 | 1,260 | 1,315 | 1 3 ⁄ 8 – 8 | 1,2938 | 1,155 | 1,233 |
| 1 1 ⁄ 2 – 6 | 1.3917 | 1,294 | 1.405 | 1 1 ⁄ 2 – 12 | 1,4459 | 1,521 | 1,581 | 1 1 ⁄ 2 – 8 | 1,4188 | 1.405 | 1.492 |
| – – | – | – | – | – – | – | – | – | 1 5 ⁄ 8 – 8 | 1.5438 | 1,68 | 1,78 |
| 1 3 ⁄ 4 – 5 | 1,6201 | 1,74 | 1,90 | – – | – | – | – | 1 3 ⁄ 4 – 8 | 1,6688 | 1,98 | 2,08 |
| – – | – | – | – | – – | – | – | – | 1 7 ⁄ 8 – 8 | 1.7938 | 2.30 | 2,41 |
| 2 – 4 1 ⁄ 2 | 1,8557 | 2.30 | 2,50 | – – | – | – | – | 2–8 | 1,9188 | 2,65 | 2,77 |
| 2 1 ⁄ 4 – 4 1 ⁄ 2 | 2.1057 | 3,02 | 3,25 | – – | – | – | – | 2 1 ⁄ 4 – 8 | 2,1688 | 3,42 | 3,56 |
| 2 1 ⁄ 2 – 4 | 2,3376 | 3,72 | 4,00 | – – | – | – | – | 2 1 ⁄ 2 – 8 | 2.4188 | 4,29 | 4,44 |
| 2 3 ⁄ 4 – 4 | 2,5876 | 4,62 | 4,93 | – – | – | – | – | 2 3 ⁄ 4 – 8 | 2,6688 | 5,26 | 5,43 |
| 3–4 | 2,8376 | 5.62 | 5,97 | – – | – | – | – | 3–8 | 2,9188 | 6,32 | 6,51 |
| 3 1 ⁄ 4 – 4 | 3,0876 | 6,72 | 7,10 | – – | – | – | – | 3 1 ⁄ 4 – 8 | 3.1688 | 7,49 | 7,69 |
| 3 1 ⁄ 2 – 4 | 3,3376 | 7,92 | 8,33 | – – | – | – | – | 3 1 ⁄ 2 – 8 | 3,4188 | 8,75 | 8,96 |
| 3 3 ⁄ 4 – 4 | 3.5876 | 9.21 | 9,66 | – – | – | – | – | 3 3 ⁄ 4 – 8 | 3,6688 | 10,11 | 10,34 |
| 4–4 | 3,8376 | 10,61 | 11,08 | – – | – | – | – | 4–8 | 3.9188 | 11,57 | 11,81 |
Данные крепежа – ТАБЛИЦА РЕЗЬБЫ 10b
Винтовая резьбаРезьбовые детали резьбовых креплений с восемью диаграммами и видео, показывающим изготовление резьбы со ссылкой на историю резьбы.
нажмите на изображение
быстрый просмотр
Процесс накатки резьбы2 не расходует материал
Цилиндрическая заготовка, имеющая внешний диаметр между большим и меньшим диаметрами готовой резьбы, вращается между закаленными стальными штампами, имеющими форму обратной резьбы.
Резьба фильеры проникает в поверхность заготовки, образуя впадины резьбы, и смещает материал радиально наружу, образуя гребни. Металл не удаляется и не тратится, а перемещается.
Повышенная прочность на растяжение, сопротивление сдвигу и усталостиСтруктура зерна резьбы не нарушена; вместо этого он формируется непрерывными непрерывными линиями по контурам резьбы. Накатанные резьбы обладают повышенным сопротивлением отслаиванию, поскольку такие разрушения вынуждены происходить поперек потока зерна, а не вместе с ним.
Резьбы производятся с полированными основанием и боковыми поверхностями, без поверхностных дефектов, которые могут стать отправной точкой для усталостного разрушения. Поверхностные слои нити, особенно в корнях, подвергаются сжатию. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКОЕ ВИДЕО ДЛЯ ПРОКАТКИ С ДВУМЯ РЕЗЬБОЙ
ОЧЕНЬ КОРОТКОЕ ВИДЕО ДЛЯ ПРОКАТКИ С ПЛОСКОЙ РЕЗЬБОЙ
Размер резьбы NPT и шаг | Размер панели | Малая наружная резьба O.Д. | Внутренняя резьба I.D. | ||
дюймов – СОВЕТ | мм | дюймов | мм | дюймов | |
1/8 – 27 | -02 | 9,9 | 0.39 | 8,4 | 0,33 |
1/4 – 18 | -04 | 13,2 | 0,52 | 11,2 | 0,44 |
3/8 – 18 | -06 | 16,6 | 0,65 | 14.7 | 0,58 |
1/2 – 14 | -08 | 20,6 | 0,81 | 17,8 | 0,70 |
3/4 – 14 | -12 | 26,0 | 1,02 | 23.4 | 0,92 |
1 – 11. ½ | -16 | 32,5 | 1,28 | 29,5 | 1,16 |
1. ¼ – 11. ½ | -20 | 41,2 | 1,62 | 38.1 | 1,50 |
1. ½ – 11. ½ | -24 | 47,3 | 1,86 | 43,9 | 1,73 |
2–11 ½ | -32 | 59,3 | 2,33 | 56.4 | 2,22 |
2.½ – 8 | -40 | 71,5 | 2,82 | 69,1 | 2,72 |
3–8 | -48 | 87,3 | 3,44 | 84.8 | 3,34 |
Размеры резьбы NPSM
Сопутствующая резьба к NPT, NPSM представляет собой внутреннее поворотное соединение с параллельной резьбой, которое позволяет наружной резьбе NPT взаимодействовать с уплотнительной поверхностью 30 °.
Размер резьбы NPSM | Размер панели | Малая внутренняя резьба I.D. | |
дюйм – НАКОНЕЧНИК | мм | дюйма | |
1/8 – 27 | -02 | 8.6 | 0,34 |
1/4 – 18 | -04 | 11,9 | 0,47 |
3/8 – 18 | -06 | 15,0 | 0,59 |
| 1/2 – 14 | -08 | 19,1 | 0,75 |
3/4 – 14 | -12 | 24.6 | 0,92 |
1 – 11. ½ | -16 | 30,5 | 1,20 |
1. ¼ – 11. ½ | -20 | 39,4 | 1,55 |
1. ½ – 11. ½ | -24 | 45,5 | 1.79 |
2 – 11 ½ | -32 | 57,4 | 2,26 |
2.½ – 8 | -40 | 68,8 | 2,26 |
3–8 | -48 | 84,68 | 3,33 |
Что такое резьба SAE?
SAE – Общество инженеров автомобильной промышленности.Фитинги SAE в основном используются в холодильных установках, автомобильных трубопроводных системах и других приложениях с низким давлением. Медные трубы обычно используются с резьбой SAE.
Отбортовка SAE (SAE J512)
Наружная и охватывающая части SAE имеют конус под углом 45 °. Резьбы двух половин встречаются, образуя прочное механическое соединение. Уплотнение сформировано на конусе под углом 45 °. За исключением углов седла, коннекторы под развальцовку SAE 45 ° отражают коннекторы под развальцовку JIC 37 °. Некоторые фитинги этих размеров имеют седла JIC 37 ° и SAE 45 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/16 – 24 | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 – 24 | -06 | 9,5 | 0,38 | 8,4 | 0,33 | 3/16 |
7/16 – 20 | -07 | 11,1 | 0.44 | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,44 | 5/16 |
5/8 – 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | 3/8 |
3/4 – 16 | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 – 14 | -14 | 22,2 | 0.88 | 20,6 | 0,81 | 5/8 |
1,1 / 16 – 14 | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
Шаг = число ниток на дюйм (TPI).
SAE, перевернутая под углом 45 ° (SAE J512)
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
16.07 – 24 | -07 | 11,1 | 0.44 | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
5/8 – 18 | -10 | 15,9 | 0,63 | 14.2 | 0,56 | 3/8 |
16.11 – 18 | -08 | 17,5 | 0,69 | 16,0 | 0,63 | 7/16 |
Шаг = число ниток на дюйм (TPI).
Уплотнительное кольцо пилотного клапана SAEПоворотное соединение пилотного клапана
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/8 – 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | -6 |
3/4 – 18 | -12 | 19,0 | 0,75 | 17,8 | 0,70 | -8 |
7/8 – 18 | -14 | 22,2 | 0,88 | 20.6 | 0,81 | -10 |
Шаг = число ниток на дюйм (TPI)
Вертлюг с внутренней резьбой
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/8 – 18 | -10 | 15.9 | 0,63 | 14,2 | 0,56 | -6 |
3/4 – 16 | -12 | 19,0 | 0,75 | 17,5 | 0,69 | -8 |
Шаг = число ниток на дюйм (TPI).
Уплотнительное кольцо с прямой резьбой SAE
Уплотнение с прямой или параллельной резьбой SAE благодаря уплотнительному кольцу Buna-N с твердостью 90, что делает его чрезвычайно надежным и пригодным для повторного использования.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | дюйма | мм | дюйма | ||
-02 | 24 | 3.9 | 0,31 | 6,9 | 0,27 |
-03 | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
-04 | 20 | 11,2 | 0,44 | 9,9 | 0.39 |
-05 | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
-06 | 18 | 14,2 | 0,56 | 12,9 | 0,51 |
-08 | 16 | 19 | 0.75 | 17 | 0,67 |
-10 | 14 | 22,3 | 0,88 | 20,3 | 0,8 |
-12 | 12 | 26,9 | 1,06 | 24,9 | 0.98 |
-14 | 12 | 30 | 1,18 | 27,7 | 1,09 |
-16 | 12 | 33,3 | 1,31 | 31 | 1,22 |
-20 | 12 | 41.4 | 1,63 | 39,1 | 1,54 |
-24 | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
-32 | 12 | 63,5 | 2,5 | 61.2 | 2,41 |
Британская стандартная трубная резьба
- BSP – труба британского стандарта, также известная как форма резьбы 55 ° Whitworth
- BSPT – это британский стандарт трубного конуса – форма резьбы согласно AS 1722.1, BS 21, ISO 7 .
- BSPP – это британский стандарт параллельной трубы – форма резьбы согласно AS 1722.2, ISO 228
Вы должны знать:
- Наружная резьба BSPT уплотняется относительно резьбы фиксированной внутренней резьбы BSPT.
- Для достижения наилучших результатов используйте опасный герметик для соединений BSPT «папа – мама».
- Измерьте наружный диаметр наружной резьбы BSPT. и внутренняя резьба I.D. на первой полной резьбе около конца фитинга.
- Наружная резьба BSPT и наружная резьба BSPP с коническим седлом 30 ° (включенный угол 60 °) против соответствующего конического седла 30 ° вертлюга с внутренней резьбой BSPP.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружная резьба O.Д. | BSPP Наружный диаметр резьбы | BSPT Внутренняя резьба I.D. | BSPP Внутренняя резьба I.D. | ||||
дюймов – СОВЕТ | мм | дюймов | мм | дюймов | мм | дюймов | мм | дюймов | |
1/8 – 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 – 19 | -04 | 12,8 | 0,50 | 13.0 | 0,51 | 11,2 | 0,44 | 11,9 | 0,47 |
3/8 – 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0.59 | 15,2 | 0,60 |
1/2 – 14 | -08 | 20,4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0.75 |
8/5 – 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0,81 | 20,8 | 0,82 |
3/4 – 14 | -12 | 25.9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32,6 | 1,28 | 33.1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ – 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ – 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45.5 | 1,79 |
2–11 | -32 | 58,6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ – 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71,9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86.6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Размер резьбы относится к условному проходу трубы. Шаг = число ниток на дюйм (TPI). Вычтите прибл. 1/4 ″ (6 мм) от диаметра резьбы (TD) для номинального диаметра трубы (NPS): TD – 0.25 дюймов = NPS
JIC ThreadJIC означает Объединенный отраслевой совет – SAE J514, ISO 8434-2.
Вы должны знать:
- Фитинги JIC – это тип фитингов с развальцовкой, обработанный с посадочной поверхностью под развальцовку 37 °, используемый в гидравлических системах с высоким давлением (до 10 000 фунтов на квадратный дюйм).
- Это фитинги с уплотнением “металл-металл”, имеющие унифицированный стандарт резьбы (тонкая) (UNF).
- В Европе это самый распространенный тип фитингов американского типа.
Размеры резьбы JIC
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/16 – 24 UNF | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 – 24 UNF | -06 | 9,5 | 0,38 | 8,5 | 0,33 | 3/16 |
7/16 – 20 UNF | -07 | 11.1 | 0,44 | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
9/16 – 18 UNF | -09 | 14.3 | 0,56 | 13,0 | 0,51 | 3/8 |
3/4 – 16 UNF | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 – 14 UNF | -14 | 22.2 | 0,88 | 20,3 | 0,80 | 5/8 |
1,1 / 16 – 12 ООН | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
1,3 / 16 – 12 UN | -19 | 30.2 | 1,19 | 28,2 | 1,11 | 7/8 |
1,5 / 16 – 12 UN | -21 | 33,3 | 1,31 | 31,2 | 1,23 | 1 |
1,5 / 8 – 12 UN | -26 | 41.3 | 1,63 | 39,1 | 1,54 | 1,1 / 4 |
1,7 / 8 – 12 UN | -30 | 47,6 | 1,88 | 45,5 | 1,79 | 1.½ |
2.½ – 12 UN | -40 | 63.5 | 2,50 | 61,5 | 2,42 | 2 |
Шаг = число ниток на дюйм (TPI).
Резьба ORFSORFS означает торцевое уплотнение с уплотнительным кольцом.
ORFS имеют высокий уровень герметичности благодаря механизму сжатия уплотнительного кольца. Благодаря своей хорошей вибростойкости, ORFS приобрела международную популярность как фитинги для OEM-машин.
Вы должны знать:
- Система ORFS включает фитинги с наружной резьбой с уплотнительным кольцом в канавке на плоской поверхности.
- Фитинги с внутренней резьбой состоят из плоских поверхностей и накидных гаек UNF с прямой или параллельной резьбой.
- С помощью фитинга ORFS вы можете установить шланг в сборе на фиксированное расстояние или пространство. Плоские поверхности охватываемого и охватывающего фитингов означают, что вам не нужно перемещать назад другие компоненты системы. Вы можете просто вставить шланг в сборе.
- Унифицированная стандартная резьба, мелкая (UNF) включает в себя унифицированную специальную резьбу (UNS) и унифицированную (UN).
Таблица размеров торцевого уплотнительного кольца
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
9/16 – 18 UNF | -09 | 14.3 | 0,56 | 12,9 | 0,51 | 1/4 |
11/16 – 16 UNF | -11 | 17,3 | 0,68 | 16,0 | 0,63 | 3/8 |
13/16 – 16 UNF | -13 | 20.6 | 0,81 | 19,1 | 0,75 | 1/2 |
1-14 UNS | -16 | 25,4 | 1,00 | 23,6 | 0,73 | 5/8 |
1,3 / 16 – 12 ООН | -19 | 30.0 | 1,18 | 28,2 | 1,11 | 3/4 |
1,7 / 16 – 12 ООН | -23 | 36,3 | 14,3 | 34,3 | 1,35 | 1 |
1,11 / 16 – 12 ООН | -27 | 42.7 | 1,68 | 40,6 | 1,60 | 1/1/4 |
2 – 12 UN | -32 | 51,8 | 2,00 | 48,8 | 1,92 | 1,1 / 2 |
Шаг = число ниток на дюйм (TPI).
Резьба JISJIS – это японские промышленные стандарты.В Японии существует четыре популярных стиля соединения. Первые два:
1. Коническая трубная резьба JIS
Этот разъем идентичен разъему BSPT, который также имеет коническую форму, и может быть заменен. Примечание: японская наружная резьба не имеет отбортовки 30 °. Он не подходит для шарнирного соединения с внутренней резьбой BSPP с перевернутым седлом.
Уплотнение на японском соединителе с конической трубной резьбой выполнено на резьбе. Для достижения наилучших результатов всегда используйте герметик для резьбы.
2.JIS 30˚ Flare (внутреннее коническое седло)
JIS 30˚ Flare использует перевернутое на 60 ° седло и резьбу BSPP. И у японцев, и у британцев есть 30˚ место, но британское сиденье перевернуто, поэтому они несовместимы.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружный диаметр резьбы | BSPP Наружная резьба O.Д. | BSPT Внутренняя резьба I.D. | BSPP Внутренняя резьба I.D. | ||||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | мм | дюйма | мм | дюйма | |
1/8 – 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 – 19 | -04 | 12,8 | 0,50 | 13,0 | 0,51 | 11.2 | 0,44 | 11,9 | 0,47 |
3/8 – 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0,59 | 15,2 | 0,60 |
1/2 – 14 | -08 | 20.4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0,75 |
5/8 – 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0.81 год | 20,8 | 0,82 |
3/4 – 14 | -12 | 25,9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32.6 | 1,28 | 33,1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ – 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ – 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45,5 | 1,79 |
2–11 | -32 | 58.6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ – 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71.9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86,6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Шаг = число ниток на дюйм (TPI).
3. Фланцевый фитинг Komatsu®
Фланцевый фитинг Komatsu® практически идентичен фланцевому фитингу SAE Code 61 и полностью взаимозаменяем с ним (5/8 не соответствует стандартам SAE). Размеры уплотнительного кольца различаются для каждого размера. Вы должны использовать уплотнительное кольцо типа SAE при замене фланца типа Komatsu® на фланец типа SAE.
SAE Code 61 Фланцевое соединение
Размер панели | дюйм / размер порта | Размер болта | Фланец О.D. «F» +/- .010 | Внешний диаметр фланца «А» +/- .010 | Внешний диаметр фланца «В» +/- .010 | Код 61 Максимальное рабочее давление PSI | |||
мм | дюймов | мм | дюймов | мм | дюймов | ||||
-8 | 1/2 | 5/16 – 18 х 1.1/4 | 30,2 | 1,19 | 38,1 | 1,50 | 17,5 | 0,69 | 5 000 |
-10 | * 5 \ 8 | M8 – 1,25 x 30 | 34,0 | 1.34 | 42,9 | 1,69 | 19,8 | 0,78 | 5 000 |
-12 | 3/4 | 3/8 – 16 х 1,1 / 4 | 38,1 | 1,50 | 47,6 | 1,88 | 22.4 | 0,88 | 5 000 |
-16 | 1 | 3/8 – 16 х 1,1 / 4 | 44,4 | 1,75 | 52,4 | 2,06 | 26,2 | 1,03 | 5 000 |
-20 | 1.1/4 | 7/16 – 14 х 1,1 / 2 | 50,8 | 2,00 | 58,7 | 2,31 | 30,2 | 1,19 | 4.000 |
-24 | 1,1 / 2 | 1/2 – 13 х 1,1 / 2 | 60.3 | 2,38 | 69,8 | 2,75 | 35,8 | 1,41 | 3.000 |
-32 | 2 | 1/2 – 13 х 1,1 / 2 | 71,4 | 2,81 | 77.8 | 3,06 | 42,9 | 1,69 | 3.000 |
-40 | 2,1 / 2 | 1/2 – 13 х 1,1 / 2 | 84,1 | 3,31 | 88,9 | 3,50 | 50.8 | 2,00 | 2,500 |
-48 | 3 | 5/8 – 11 х 3/4 | 101,6 | 4,00 | 106,4 | 4,19 | 62,0 | 2,44 | 2 000 |
* Размер, отличный от SAE.Распространено на оборудовании Komatsu®.
4. Конус Komatsu® 30˚ (метрическая резьба)
Соединение с отбортовкой 30 ° JIS Метрическое соединение, также известное как соединение Komatsu®, используется почти исключительно на оборудовании KOMATSU®.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | мм | дюйма | мм | дюйма | |
-12 | 1.5 | 12 | .472 | 10,5 | 4,13 |
-14 | 1,5 | 14 | .551 | 12,5 | .492 |
-16 | 1,5 | 16 | .630 | 14.5 | .571 |
-18 | 1,5 | 18 | .709 | 16,5 | .650 |
-20 | 1,5 | 20 | 0,787 | 18,5 | .728 |
-22 | 1.5 | 22 | .866 | 20,5 | .807 |
-24 | 1,5 | 24 | .945 | 22,5 | .886 |
-30 | 1,5 | 30 | 1.181 | 28,5 | 1,122 |
-33 | 1,5 | 33 | 1,299 | 31,5 | 1,240 |
-36 | 1,5 | 36 | 1,417 | 34,5 | 1.358 |
-42 | 1,5 | 42 | 1,654 | 40,5 | 1,594 |
Эти муфты также известны как метрические французские GAZ 24 ° из-за того, что они имеют посадочное место 24˚ и метрическую резьбу.
- Эти муфты очень похожи на муфты DIN, но имеют разные размеры резьбы.
- Обе резьбы метрические, но муфты Din основаны на крупной резьбе большего размера, а французская резьба – на тонкой.
- Метрическая система французского ГАЗ отражает дробное число метрический наружный диаметр. трубки, как показано в таблице.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
M20 x 1.5 | -20 | 20 | 0,78 | 18,5 | 0,72 | 13,25 |
M24 x 1,5 | -24 | 24 | 0,94 | 22,5 | 0,88 | 16,75 |
M30 x 1.5 | -30 | 30 | 1,18 | 28,5 | 1,12 | 21,25 |
M36 x 1,5 | -36 | 36 | 1,41 | 34,5 | 1,35 | 26,75 |
M45 x 1,5 | -45 | 45 | 1.77 | 43,5 | 1,71 | 33,50 |
MX52 x 1,5 | -52 | 52 | 2,04 | 50,5 | 1,98 | 42,25 |
Шаг = число ниток на дюйм (TPI).
Метрическая Французская МиллиметрическаяВ то время как Метрическая Французская GAZ использует метрическую систему O с дробным числом.D. Трубка, метрическая система Французский миллиметр использует целочисленный метрический наружный диаметр. трубки. Обратите внимание, что две серии не могут подключаться друг к другу.
- Эти уплотнения на коническом седле 24 °, которое расположено внутри на охватываемом соединителе, с использованием прямой мелкой метрической резьбы.
- Наружная резьба может соединяться с внутренним вертлюгом с прямой резьбой со сферическим носовым седлом, а также с трубкой без раструба, трубной гайкой и компрессионной оливкой или врезным кольцом.
- Затягивание внутренней гайки сжимает оливу. Это заставляет его врезаться в трубку, что создает уплотнение между трубкой, оливкой и наружным конусом 24 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюйм – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
M27 x 1.5 | -27 | 27,0 | 1,06 | 25,5 | 1,00 | 20 |
M30 x 1,5 | -30 | 30,0 | 1,18 | 28,5 | 1,12 | 22 |
M33 x 1.5 | -33 | 33,0 | 1,30 | 31,5 | 1,24 | 25 |
M36 x 1,5 | -36 | 36,0 | 1,41 | 34,5 | 1,35 | 28 |
M39 x 1,5 | -39 | 39.0 | 1,54 | 37,5 | 1,48 | 30 |
MX45 x 1,5 | -45 | 45 | 1,77 | 43,5 | 1,71 | 35 |
DIN означает Deutsche Industrie Normen, что означает Немецкий институт стандартизации.DIN разрабатывает стандарты практически для каждого производимого и разрабатываемого продукта, поэтому разные фитинги имеют разные стандарты DIN.
Стандарты DIN пересматриваются не реже одного раза в пять лет. Если стандарт больше не отражает текущее состояние технологий, он либо пересматривается, либо отменяется.
- Трубные фитинги типа DIN соответствуют требованиям стандартов ISO 8434-1, DIN 2353 и DIN EN 3850, что обеспечивает взаимозаменяемость.
- Эти метрические фитинги без раструба являются самыми популярными врезными фитингами в мире.Они включают в себя корпус, обойму или врезное кольцо и гайку. Соединения DIN используются в:
- Трубные фитинги
- Переменные клапаны
- Банджо и поворотные муфты
- Клапаны обратные и обратные
Фитинги DIN 2353 с различными конфигурациями и резьбовыми соединениями подходят для решения различных задач и предлагаются в различных сериях по давлению:
- LL для Extra Light – для приложений низкого давления
- L for Light – для приложений среднего давления
- S для тяжелых условий эксплуатации – высокого давления
Наиболее широко используются легкие и тяжелые.Популярные фитинги DIN включают:
- Форма резьбы по DIN 3853, ISO 261
- Седло с конусом 24 ° по DIN 3861, ISO 8434-1 / DIN 2353
- Кольцевое уплотнение по DIN 3865
- Склеенное уплотнение и порт по DIN 3852-1
Размеры по DIN
Шаг указан в размере тире. Для шланговых муфт и большинства переходников шаг не входит в размер черточки.
ПРИМЕЧАНИЕ : При измерении шага используйте метрический калибр шага.
Наружный диаметр резьбы & Шаг | Внутренняя резьба I.D. | Легкая серия | Heavy Series | ||||||||||||||||
Размер тире | Внешний диаметр трубки | D1 DIA | D2 DIA | Размер тире | Трубка О.Д. | D1 DIA | D2 DIA | ||||||||||||
мм | мм | мм | мм | мм | мм | мм | мм | ||||||||||||
M12 x 1,5 | 10,5 | -1215 | 6 | 7.5 | 6,3 | ||||||||||||||
M14 x 1,5 | 12,5 | -1415 | 8 | 9,5 | 8,2 | -1415 | 6 | 7,5 | 7,5 | х 1,5 | 14,5 | -1615 | 10 | 11.5 | 10,2 | -1615 | 8 | 9,5 | 7,9 |
M18 x 1,5 | 16,5 | -1815 | 12 | 14,0 | 12,2 | -1815 | 10 | ||||||||||||
18,5 | 2015 | 12 | 14,0 | 12,0 | |||||
M22 x 1,5 | 20,5 | -2215 | 15 | 17,0 | 15,2 | -2215 | 14 | 16.0 | 14,2 |
M24 x 1,5 | 22,5 | -2415 | 16 | 18,0 | 15,8 | ||||
M26 x 1,5 | 24,5 | -2615 | 18 | 20,0 | 18,2 | ||||
M30 x 2.0 | 28,0 | -3020 | 22 | 24,5 | 22,5 | -3020 | 20 | 20 | |
M36 x 2,0 | 34,0 | -3620 | 28 | 30,5 | 28.2 | -3620 | 25 | 27,5 | 24,5 |
M42 x 2,0 | 40,0 | -4220 | 30 | 33,0 | 30,0 | ||||
M45 x 2,0 | 43,0 | -4520 | 35 | 38.0 | 35,4 | ||||
M52 x 2,0 | 50,0 | -5220 | 42 | 45,0 | 45,0 | 522038 | 41,0 | 36,8 |