Выбор диаметра электрода для РДС (ММА)
25.03.2013
Диаметр сварочных электродов
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сваркиСогласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D – диаметр с покрытием, а d – диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d. 4.0, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2.6, d. 3.2, d. 4.0, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.
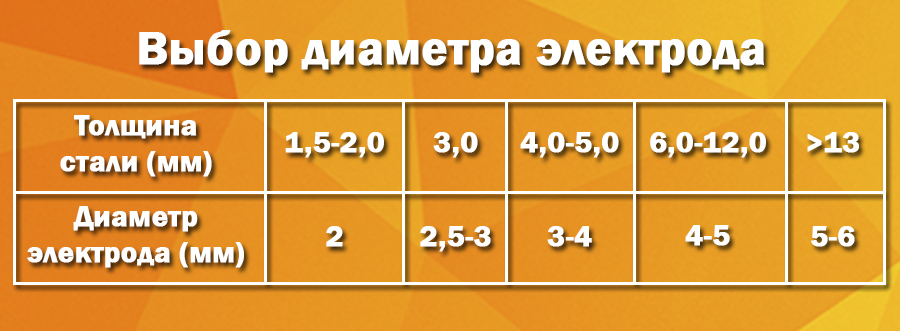
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Ø 1,0 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Ø 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Ø 2,0 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Ø 2,5 мм
5. Ø 3,0 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
Ø 3,0 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Ø 4,0 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Ø
5,0 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;8. Ø 6,0 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
Ø 6,0 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Ø 8,0-12,0 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3,0 мм для МР-3 сила тока 70-100А, а для УОНИ-13/55 сила тока 80-140А.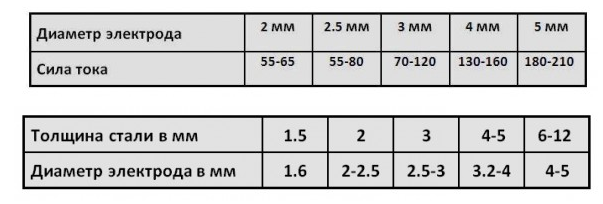
← Правила пользования сварочными аппаратами Выбор сварочного кабеля →
Сварочный ток и диаметр электрода:выбор,таблица соотношения
Сварка считается одним из самых надежных способов получения качественного неразъемного соединения металлов. Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Важно не только правильно выбрать их, но и правильно использовать. Здесь требуется не только мастерство сварщика, так как правильно подобранный режим оборудования также вносит свою долю в успешность процедуры. Опыт прошлых поколений уже помог вывести основные данные, как подобрать правильно параметры для того или иного материала и как проходит зависимость сварочного тока от диаметра электрода.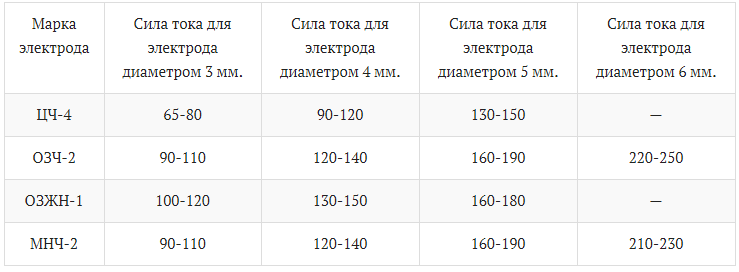 Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.
Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.
Сварочные электроды
Режимы проведения операций
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Выбор диаметра электрода для сварки
Подбор силы тока
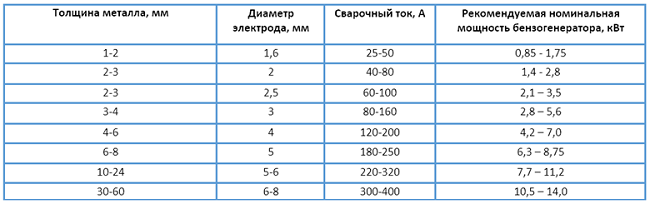
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.

- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
«Обратите внимание! Неправильный выбор режима приведет к тому, что металл не будет провариваться, если тока не будет хватать, а при превышении, заготовка будет пропаливаться.
 »
»Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10. .20 .20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Ампер против размера стержня против толщины металла
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Рукоять: Ампер, размер стержня, толщина металла
+ Ответить на тему
28.
04.2009#1Палка: Амперы против размера стержня против толщины металла
Пожалуйста, простите меня, что я действительно не знаю, как сформулировать этот вопрос, чтобы не показаться идиотом. Я почти уверен, что ответ будет примерно таким: «После месяцев/лет практики вы просто поймете».
Обычно это моя стандартная процедура.
1. Начните с 1/8″ 6013 при полной мощности (мне кажется, это 70 ампер).
2. Не могу добиться хороших результатов, поэтому перехожу на 3/32″ 6011.
3. Испарить все, над чем я работал.
4. Уменьшите мощность усилителя.
5. Все равно все прожечь.
6. Переключитесь на 7014 в 3/32″.
7. Не удается зажечь дугу, снова включите усилители.
8. Получится ужасная куча шлака.
9. Все сошлифовать и склеить эпоксидной смолой.Сварка у меня явно хреновая. Вот почему я здесь, пишу в интернете о офисной работе, а не занимаюсь ремонтом.
Но в любом случае, я на самом деле несколько раз получал корраж, чтобы принести сварной шов в местный магазин, чтобы посмеяться над ним и, надеюсь, дать мне какой-нибудь совет.
Парень из магазина расходных материалов в прошлый раз сказал мне, что все включения шлака можно исправить простым решением: использовать более толстый стержень и больше ампер. Я сказал ему, что мой сварщик не может справиться с большей силой тока для более толстых стержней, и тогда он сказал мне, что ответом будет использование более тонких стержней и меньшего тока. Затем я начал задаваться вопросом, действительно ли он знал так много, как думал.Более толстые стержни не работают.
с 3/32 дюйма дуга выглядит нормально, но я не могу получить приличных результатов. С 6011 я не могу найти золотую середину между прожиганием всего и получением валика, чтобы на самом деле склеить два куска металла вместе. Мне стать тоньше? Я видел в сети 1/16-дюймовое удилище, рекомендованное для дешевых коробок с переменным током, таких как мой. Стоит ли вообще пробовать?0035
Я постараюсь выложить несколько фотографий позже, но боюсь, если кто-нибудь действительно увидит некоторые из сварных швов, которые я сделал, вы любезно скажете мне, что я никогда больше не должен брать в руки горелку.
“Чтобы узнать, какую полярность использовать, идите в ванную и вылейте немного воды в канализацию. Если он течет по часовой стрелке, используйте прямую полярность. Если он идет против часовой стрелки, используйте обратную полярность.
Или, если он просто булькает, используйте переменный ток. ” -РэндомДэйвОтветить Ответить с цитатой
28.04.2009 #2
Re: Палка: Ампер, размер стержня, толщина металла.
Было бы неплохо увидеть несколько фотографий. Какой толщины материал, который вы пытаетесь сварить?
Я бы начал с использования более толстого материала для практики (вещи, в которых вы не сможете легко проделать дыру) и убедитесь, что вы используете стержни переменного тока.
Похоже, вы могли бы двигаться немного быстрее и держать длину дуги короткой и устойчивой.
Может ошибаться.
Фотки бы помогли.Последний раз редактировалось ЛарриО; 28 апреля 2009 г., 07:57.
Ответить Ответить с цитатой
28.04.2009#3
Re: Палка: Ампер, размер стержня, толщина металла.
Скиппи – ваши вопросы слишком открытые и бессвязные, чтобы кто-то мог дать вам хороший ответ, не написав книгу. Мы не знаем, какой у вас сварочный аппарат или металл какой толщины вы пытаетесь сваривать.
Я согласен с Ларри, просто выберите один стержень, например, 6013, и одну толщину металла, например 1/8 дюйма, и потренируйтесь на этом. Разместите несколько фотографий своих сварных швов, и люди смогут вам помочь. Нам всем нужно было с чего-то начинать, так что вот не стыдно публиковать плохо выглядящий сварной шов и задавать вопросы о том, как его улучшить.0038 Отвечая на ваш более общий вопрос, стержень 3/32 или 1/8 дюйма, как правило, является хорошим размером для использования в гараже. Я также использую стержень 1/16 дюйма, но я часто свариваю металл 16 калибра. Вот довольно хорошее руководство по дуговой сварке и выбору стержня, но опять же, вам действительно не нужно сходить с ума с большим количеством стержней, пока вы не научитесь сваривать с одним или двумя.http://content.lincolnelectric.com/p…ture/c2410.pdf
Последний раз редактировалось smyrna5; 28.04.2009 в 08:40.
Линкольн 175HD
Миллер AC / DC Thunderbolt
Smith AW1, Dillion (Henrob) Mark III и Smith LittleTorchОтветить Ответить с цитатой
28.
04.2009
#4Re: Палка: Ампер, размер стержня, толщина металла.
электрод:
усилители:
толщина:1/16”–20-40a-до 3/16
3/32”–40-125а- до 1/4
1/8”–75-185а-свыше 1/8
5/32”–105-250a-свыше 1/4
3/16”–140-305a-свыше 3/8
1/4”–210-430a-свыше 3/8
5/16”–275-450a-свыше 1/2
не могу вспомнить, где я нашел этот
но это помогает мне начать, а затем настроитьОтветить Ответить с цитатой
28.
04.2009
#5Re: Палка: Ампер, размер стержня, толщина металла.
Разные типы удилищ имеют разные номинальные значения силы тока для удилища одного и того же размера.
3/32 7018 потребляет больше ампер, чем 3/32 6011.
Дэвид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить Ответить с цитатой
28.
04.2009
#6Re: Палка: Ампер, размер стержня, толщина металла.
Хорошее эмпирическое правило для установки силы тока: возьмите десятичную дробь диаметра стержня, выньте десятичную дробь и установите сварочный аппарат на это число. Это хорошее место для начала, слишком много брызг = слишком большая сила тока.
Пример: стержень 1/8 дюйма = 125 ампер
стержень 1/4 дюйма = 250 амперРазвлекайся или иди домой!
Ответить Ответить с цитатой
25-03-2017 #7
Re: Палка: Ампер, размер стержня, толщина металла.
Следующие соотношения могут быть использованы для выбора правильного усилителя и размера палки:
диаметр стержня = толщина заготовки (мм)/2 + 1
ампер = диаметр стержня * 30-40
Пример: сварка металлического листа толщиной 6 мм
стержень = 6/2 +1 = 4 мм
ампер = 4* 30 = 120 ампер
поэтому используйте стержень диаметром 4 мм и настройте машину на 120 ампер.Ответить Ответить с цитатой
25-03-2017 #8
Re: Палка: Ампер, размер стержня, толщина металла.
Привет, скиппи. Хорошим ориентиром является определение наименьшего тока, при котором стержень будет гореть, не прилипая к работе
. Затем постепенно увеличивайте силу тока до тех пор, пока стержень не будет течь плавно. меньший стержень, это очень просто. Но вы очень скоро узнаете, как
управлять усилителями и нагревом. Продолжайте практиковаться!Ответить Ответить с цитатой
25-03-2017 #9
Re: Палка: Ампер, размер стержня, толщина металла.
Тема от 2009 , так что он уже должен быть довольно хорош
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить Ответить с цитатой
25-03-2017 #10
Re: Палка: Ампер, размер стержня, толщина металла.
Извини! никогда не замечал”
Ответить Ответить с цитатой
25-03-2017 #11
Re: Палка: Ампер, размер стержня, толщина металла.
график я использую. часто новички начинают на 10 ампер ниже
Прикрепленные изображенияОтветить Ответить с цитатой
26.
03.2017
#12Re: Палка: Ампер, размер стержня, толщина металла.
Первоначально Послано WNY_TomB
диаграмма, которую я использую. часто новички начинают на 10 ампер ниже
. В недавнем проекте я сварил несколько квадратных трубок 1/8 дюйма с помощью Excalibur 3/32 дюйма 7018, я бы сказал, что эта таблица дает вам довольно хорошее представление. Думаю, я работал при силе тока около 85-90 ампер, что горячее, чем при настройке «Легко», но выполнял несколько сварных швов толщиной 1 дюйм или около того, поэтому я двигался довольно быстро. Просто нужно дать детали немного остыть. если вы делаете кучу этих сварных швов на небольшой площади вплотную друг к другу…Ответить Ответить с цитатой
26.03.2017 №13
Re: Палка: Ампер, размер стержня, толщина металла.
Старая ветка!
Ответить Ответить с цитатой
 04.2009#1
04.2009#1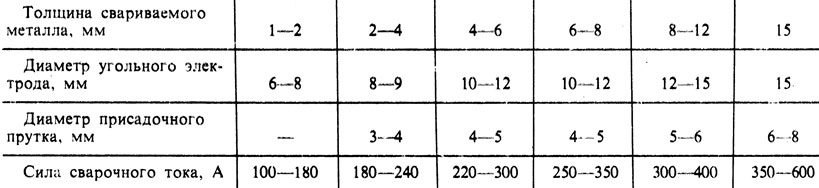
 с 3/32 дюйма дуга выглядит нормально, но я не могу получить приличных результатов. С 6011 я не могу найти золотую середину между прожиганием всего и получением валика, чтобы на самом деле склеить два куска металла вместе.
с 3/32 дюйма дуга выглядит нормально, но я не могу получить приличных результатов. С 6011 я не могу найти золотую середину между прожиганием всего и получением валика, чтобы на самом деле склеить два куска металла вместе.  Или, если он просто булькает, используйте переменный ток. ” -РэндомДэйв
Или, если он просто булькает, используйте переменный ток. ” -РэндомДэйв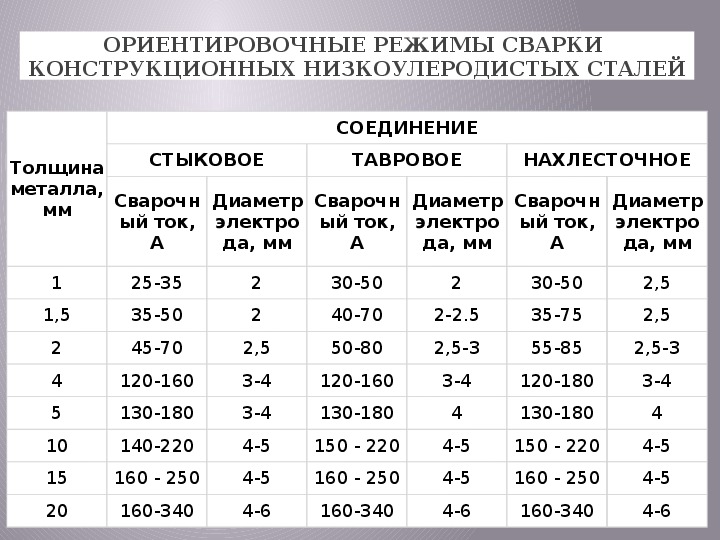
 Я согласен с Ларри, просто выберите один стержень, например, 6013, и одну толщину металла, например 1/8 дюйма, и потренируйтесь на этом. Разместите несколько фотографий своих сварных швов, и люди смогут вам помочь. Нам всем нужно было с чего-то начинать, так что вот не стыдно публиковать плохо выглядящий сварной шов и задавать вопросы о том, как его улучшить.0038 Отвечая на ваш более общий вопрос, стержень 3/32 или 1/8 дюйма, как правило, является хорошим размером для использования в гараже. Я также использую стержень 1/16 дюйма, но я часто свариваю металл 16 калибра. Вот довольно хорошее руководство по дуговой сварке и выбору стержня, но опять же, вам действительно не нужно сходить с ума с большим количеством стержней, пока вы не научитесь сваривать с одним или двумя.
Я согласен с Ларри, просто выберите один стержень, например, 6013, и одну толщину металла, например 1/8 дюйма, и потренируйтесь на этом. Разместите несколько фотографий своих сварных швов, и люди смогут вам помочь. Нам всем нужно было с чего-то начинать, так что вот не стыдно публиковать плохо выглядящий сварной шов и задавать вопросы о том, как его улучшить.0038 Отвечая на ваш более общий вопрос, стержень 3/32 или 1/8 дюйма, как правило, является хорошим размером для использования в гараже. Я также использую стержень 1/16 дюйма, но я часто свариваю металл 16 калибра. Вот довольно хорошее руководство по дуговой сварке и выбору стержня, но опять же, вам действительно не нужно сходить с ума с большим количеством стержней, пока вы не научитесь сваривать с одним или двумя.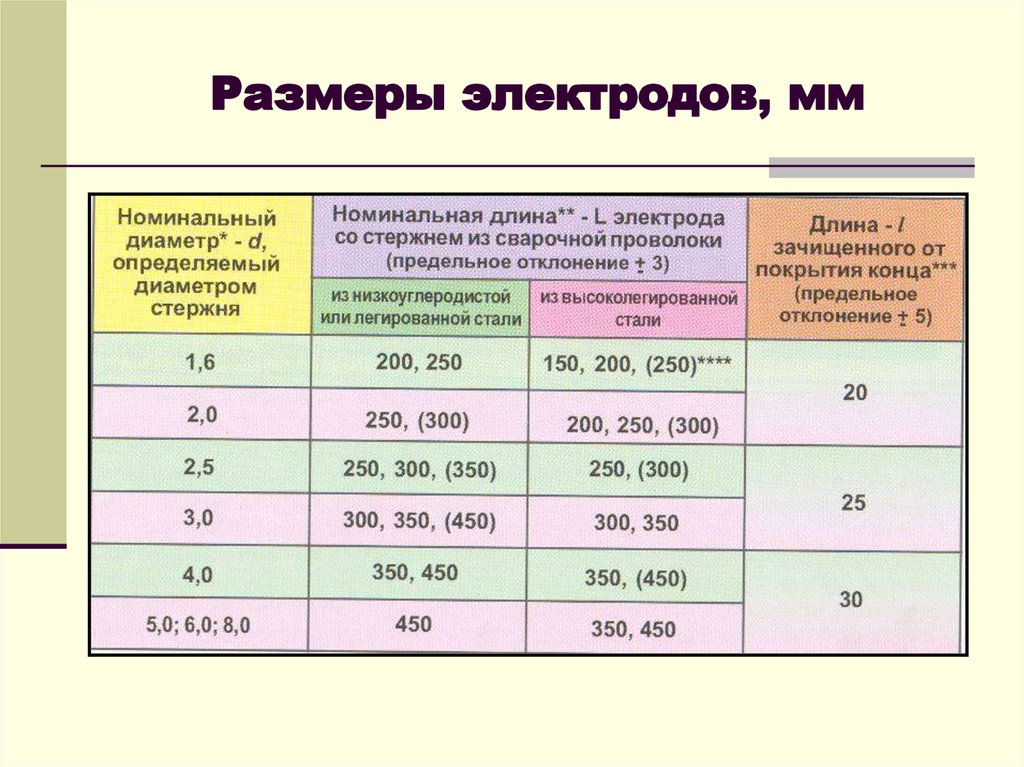 04.2009
#4
04.2009
#4 04.2009
#5
04.2009
#5 04.2009
#6
04.2009
#6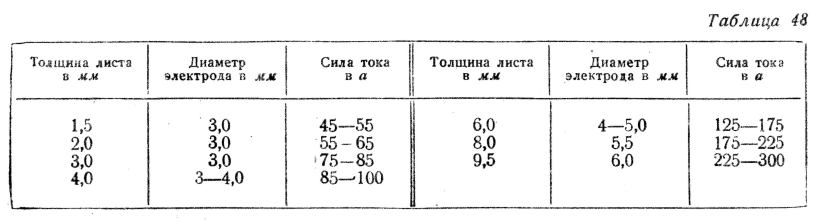


 03.2017
#12
03.2017
#12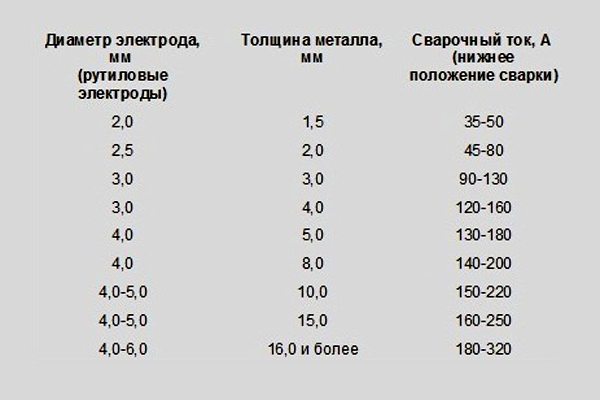 Просто нужно дать детали немного остыть. если вы делаете кучу этих сварных швов на небольшой площади вплотную друг к другу…
Просто нужно дать детали немного остыть. если вы делаете кучу этих сварных швов на небольшой площади вплотную друг к другу…+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Размер сварочного электрода по толщине металла — все, что вам нужно знать
Да, размер сварочного электрода по толщине металла имеет важное значение при выполнении процесса сварки. Сварка — это один из процессов, который используется для плавления металла, такого как сталь или алюминий. Этот процесс включает в себя использование высокой температуры и давления для соединения двух разных или одинаковых металлов вместе. Различные сварщики применяют другие методы соединения металлов, чтобы создать наилучшие и желаемые продукты. Большинство людей предпочитают использовать два распространенных метода сварки. Методы включают в себя; Сварка МИГ и ТИГ.
Сварка — это один из процессов, который используется для плавления металла, такого как сталь или алюминий. Этот процесс включает в себя использование высокой температуры и давления для соединения двух разных или одинаковых металлов вместе. Различные сварщики применяют другие методы соединения металлов, чтобы создать наилучшие и желаемые продукты. Большинство людей предпочитают использовать два распространенных метода сварки. Методы включают в себя; Сварка МИГ и ТИГ.
Методы сварки зависят от толщины металла. Например, методы сварки включают в себя; сварка трением, лазерная сварка и др. Каждый метод имеет свои преимущества и недостатки. Например, в методе MIG используются только толстые металлы, а метод сварки TIG намного быстрее и дешевле, чем MIG. Поэтому важно учитывать толщину металлического стержня перед началом процесса сварки.
В статье ниже приведены размеры сварочного электрода для толщины металла, необходимой для процесса сварки. Кроме того, он показывает различные категории сварочных электродов, представленных на рынке сегодня. Наконец, он показывает часто задаваемые вопросы, касающиеся размера сварочного электрода для толщины металла.
Наконец, он показывает часто задаваемые вопросы, касающиеся размера сварочного электрода для толщины металла.
Contents
- 0.1 The common welding rod size for metal thickness
- 1 Different common welding rod sizes
- 1.1 1. 7024 electrodes
- 1.2 2. 7018 electrodes
- 1.3 3. 6010 electrodes
- 1.4 4 Электроды 6011
- 1.5 5. Электрод 7014
- 1.6 6. Электрод 6012
- 1.7 Часто задаваемые вопросы:
- 0353
Сварочный пруток в основном используется для обозначения лучшего электрода, который сварщик может использовать для успешного соединения металлов. Электроды бывают расходуемые и нерасходуемые, и очень важно выбрать электрод, соответствующий вашему выбору. Электроды имеют разные номера.
Первые две цифры на электроде указывают прочность электрода. Например, электрод с цифрой 70 означает, что электрод имеет мощность примерно 70 000 фунтов на каждый квадратный дюйм.
Также сварочный пруток имеет еще один номер, третий, который указывает, где можно применять электрод. Например, электроды с номером 1 показывают, что вы можете использовать электрод во всех положениях, 4 указывает на положение над головой и в горизонтальном положении. Напротив, номер 2 показывает, что вы можете использовать электрод только в горизонтальном или плоском направлении.Последние цифры показывают изоляцию на электроде и количество энергии, которую вы можете использовать с электродом. Поэтому важно понимать все цифры, присутствующие в сварочном электроде, который вы используете в процессе сварки.
Различные распространенные размеры сварочных прутков
Существуют электроды различных размеров. Также электроды имеют разный диаметр и толщину. Поэтому важно учитывать уровень толщины сварочной проволоки перед ее покупкой или началом процесса сварки. Электроды бывают разных моделей, в том числе 7024, 6010, 6011, 7018 и др. Шорткод
Electrode inches in diameter Electrode type Metal thickness 1/16 inches 20-40 5/64 inches 25 -60 в диапазоне от 3 до 16-й 32 дюйма 35-145 до ¼ 1. ches1CHES 1CHES 1CHES 1CHES.0371 5/32 дюймов 110-250 Это выше ¼ 3/16 дюймов 140-305 1. 365 ¼ inches 210-430 Above 3/8 5/16 inches 275-525 Above 1/2 If the welding rod is толще, ток, необходимый для процесса сварки, выше, а электрод обычно больше из-за его толщины. Толщина сварки зависит от типа электрода. Информация ниже описывает распространенные размеры электродов и их классификацию.
1. Электроды 7024
Электроды 7024 требуют высокого тока, что увеличивает скорость их осаждения. Рекомендуемое положение для их нанесения: либо на плоской поверхности, либо горизонтально, и их лужа обычно большая и очень горячая с флюсом, который необходим для регулирования сплошности металла.
Что касается размеров, они лучше всего работают с металлом толщиной в четверть дюйма, и вы можете использовать их с металлами половинной толщины. Им требуется больший ток по сравнению с другими электродами разных моделей.Для их использования не требуется печь для стержней, так как их можно положить на поверхность или горизонтально во время процесса сварки. Кроме того, они выгодны тем, что их легко чистить, поскольку они выделяют шлак, который можно легко удалить. Что касается цены, то они дешевые. Несмотря на множество преимуществ, у электродов есть и недостатки, а именно: им требуется много тепла и давления для плавления более толстых металлов, поэтому они очень опасны для сварщика.
2. Электроды 7018
С точки зрения простоты этот тип электрода является наиболее рекомендуемым. Электроды 7018 поставляются с более густым флюсом и содержат большое количество порошка. При использовании электродов они проникают с низкой скоростью, в результате чего получается гладкий продукт, который меньше разбрызгивается по сравнению с другими электродами.
Вы можете использовать электрод во всех положениях, таких как горизонтальное, горизонтальное и вертикальное, без каких-либо проблем. Необходимая толщина металла составляет примерно четверть, а его прочность составляет около 70 000 фунтов.Что касается тока, электроду требуется сильный ток, переменный или постоянный; AC и DC+. Если вы хотите получить гладкий металл, перетащите стержень по поверхности и измените его положение, в том числе и боковое. Кроме того, изменение процесса позволяет сварщику плавить желаемый прочный металл.
Несмотря на множество преимуществ, низкое содержание водорода в них требует специального хранения для увеличения срока их службы. Плохое хранение металла может привести к процессу сварки, и они не выдерживают воды или любой влаги. Большинство людей предпочитают использовать их при строительстве больших мостов, атомных электростанций и напорных труб. Наиболее рекомендуемым электродом является сварочный пруток Forney 30681.
3. Электроды 6010
Для электродов требуется только постоянный ток, а их покрытие представляет собой целлюлозное покрытие.
Когда дело доходит до проникновения, электрод 6010 имеет глубокое проникновение и может проходить через многие участки, в том числе пыльные, ржавые, окрашенные и масляные. Электрод легче чистить, так как он работает плавно, без каких-либо затруднений. Несмотря на множество плюсов, электрод не так прост в использовании, как другие электроды.Кроме того, электрод можно использовать в сухих температурных условиях и выдерживать влажные места. При их использовании вы должны немного увлажнять и избегать попадания влаги на этот тип электрода. Если вы промокнете электрод, вы можете легко или полностью повредить его и увеличить стоимость покупки нового. Наиболее рекомендуемым электродом этого типа является электрод Forney 31610.
4. Электроды 6011
Для эффективного функционирования электрода этого типа требуется постоянный или переменный ток. Как и другие электроды, такие как электроды 6010, их можно использовать в разных местах, в том числе в запыленных, ржавых, окрашенных и масляных зонах.
Несмотря на то, что он эффективен во многих областях, его трудно очистить, если сравнивать его с другими электродами, даже если он выделяет мало шлака. Поэтому при очистке важно следовать инструкциям производителя, чтобы получить наилучшие положительные результаты. Наиболее рекомендуемый электрод Forney 312055.
Электрод 7014По сравнению с электродами 6012 оба имеют одинаковую проникающую способность. Вы можете использовать их на углеродистом металле и очень мягких сплавах металлов, таких как сталь. Когда дело доходит до тока, им требуется большой ток для плавления толстых металлов, а скорость тока увеличивает их осаждение. Кроме того, они могут выдерживать большую силу тока по сравнению с другими электродами, такими как 6012. Вы можете использовать электрод в таких местах, как сельскохозяйственная техника и автомобильные детали. Наиболее рекомендуемым электродом является синий демон 7014.
6.
Электрод 6012Эти электроды 6012 подходят для всех направлений и требуют высокой скорости и высокого тока, особенно если вы используете их горизонтально.
Их проплавление не такое глубокое, как у других электродов, таких как 6011 и 6010. Процесс очистки после сварки утомителен, так как шлак липкий, даже если он небольшой.Часто задаваемые вопросы:
- Когда можно использовать электрод с высоким уровнем осаждения?
Иногда можно спешить и хотеть успеть на работу за меньшее время. В таких условиях необходимо уметь выбирать электрод с очень высоким напылением. Осаждение должно прилипать очень быстро, чтобы сократить время, затрачиваемое на соединение металлов. Электроды с высоким наплавлением наиболее рекомендуются из-за их отличной пригодности для второстепенных функций, когда нужно просто сварить металлы
Если необходимо выполнить важную сварку для определенной организации, не рекомендуется использовать электрод с очень высоким наплавлением . Это не рекомендуется, потому что они не выдерживают таких применений, как производство котлов и сосудов под давлением, где единственным рекомендуемым условием для сварки является большое напряжение.
 Также сварочный пруток имеет еще один номер, третий, который указывает, где можно применять электрод. Например, электроды с номером 1 показывают, что вы можете использовать электрод во всех положениях, 4 указывает на положение над головой и в горизонтальном положении. Напротив, номер 2 показывает, что вы можете использовать электрод только в горизонтальном или плоском направлении.
Также сварочный пруток имеет еще один номер, третий, который указывает, где можно применять электрод. Например, электроды с номером 1 показывают, что вы можете использовать электрод во всех положениях, 4 указывает на положение над головой и в горизонтальном положении. Напротив, номер 2 показывает, что вы можете использовать электрод только в горизонтальном или плоском направлении. ches
ches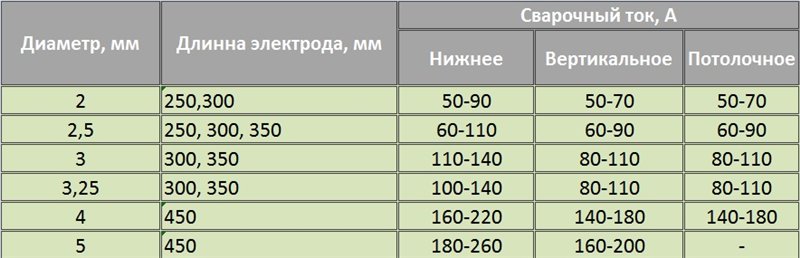 Что касается размеров, они лучше всего работают с металлом толщиной в четверть дюйма, и вы можете использовать их с металлами половинной толщины. Им требуется больший ток по сравнению с другими электродами разных моделей.
Что касается размеров, они лучше всего работают с металлом толщиной в четверть дюйма, и вы можете использовать их с металлами половинной толщины. Им требуется больший ток по сравнению с другими электродами разных моделей.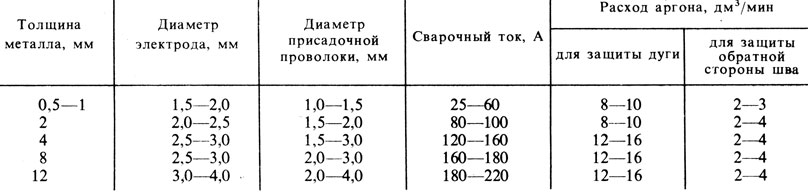 Вы можете использовать электрод во всех положениях, таких как горизонтальное, горизонтальное и вертикальное, без каких-либо проблем. Необходимая толщина металла составляет примерно четверть, а его прочность составляет около 70 000 фунтов.
Вы можете использовать электрод во всех положениях, таких как горизонтальное, горизонтальное и вертикальное, без каких-либо проблем. Необходимая толщина металла составляет примерно четверть, а его прочность составляет около 70 000 фунтов. Когда дело доходит до проникновения, электрод 6010 имеет глубокое проникновение и может проходить через многие участки, в том числе пыльные, ржавые, окрашенные и масляные. Электрод легче чистить, так как он работает плавно, без каких-либо затруднений. Несмотря на множество плюсов, электрод не так прост в использовании, как другие электроды.
Когда дело доходит до проникновения, электрод 6010 имеет глубокое проникновение и может проходить через многие участки, в том числе пыльные, ржавые, окрашенные и масляные. Электрод легче чистить, так как он работает плавно, без каких-либо затруднений. Несмотря на множество плюсов, электрод не так прост в использовании, как другие электроды. Несмотря на то, что он эффективен во многих областях, его трудно очистить, если сравнивать его с другими электродами, даже если он выделяет мало шлака. Поэтому при очистке важно следовать инструкциям производителя, чтобы получить наилучшие положительные результаты. Наиболее рекомендуемый электрод Forney 31205
Несмотря на то, что он эффективен во многих областях, его трудно очистить, если сравнивать его с другими электродами, даже если он выделяет мало шлака. Поэтому при очистке важно следовать инструкциям производителя, чтобы получить наилучшие положительные результаты. Наиболее рекомендуемый электрод Forney 31205 Их проплавление не такое глубокое, как у других электродов, таких как 6011 и 6010. Процесс очистки после сварки утомителен, так как шлак липкий, даже если он небольшой.
Их проплавление не такое глубокое, как у других электродов, таких как 6011 и 6010. Процесс очистки после сварки утомителен, так как шлак липкий, даже если он небольшой.