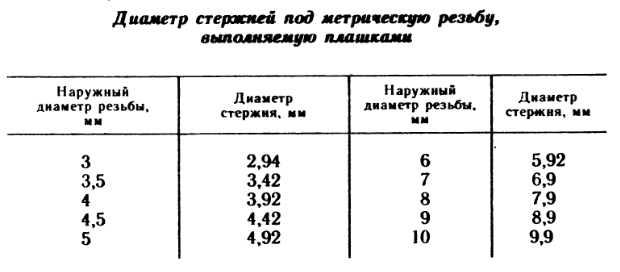
Диаметры стержней под метрическую резьбу
Таблица 1. Диаметры стержней при нарезке внешней метрической резьбы
| Диаметры | Допуски на диаметр стержня | Диаметры | Допуски на диаметр стержня | ||
| резьбы | стержня | резьбы | стержня | ||
| Резьба с крупным шагом | |||||
| 3 | 2,94 | -0,06 | 12 | 11,88 | -0,12 |
| 3,5 | 3,42 | -0,08 | 16 | 15,88 | -0,12 |
| 4 | 3,92 | -0,08 | 18 | 17,88 | -0,12 |
| 4,5 | 4,42 | -0,08 | 20 | 19,86 | -0,14 |
| 5 | 4,92 | -0,08 | 22 | 21,86 | -0,14 |
| 6 | 5,92 | -0,08 | 24 | 23,86 | -0,14 |
| 7 | 6,9 | -0,1 | 27 | 26,86 | -0,14 |
| 8 | 7,9 | -0,1 | 30 | 29,86 | -0,14 |
| 9 | 8,9 | -0,1 | 33 | 32,83 | -0,17 |
| 10 | 9,9 | -0,1 | 36 | 35,83 | -0,17 |
| 11 | 10,88 | -0,12 | 39 | 38,83 | -0,17 |
| Резьба с мелким шагом | |||||
| 4 | 3,96 | -0,08 | 24 | 23,93 | -0,14 |
| 4,5 | 4,46 | -0,08 | 25 | 24,93 | -0,14 |
| 5 | 4,96 | -0,08 | 26 | 25,93 | -0,14 |
| 6 | 5,96 | -0,08 | 27 | 26,93 | -0,14 |
| 7 | 6,95 | -0,1 | 28 | 27,93 | -0,14 |
| 8 | 7,95 | -0,1 | 30 | 29,93 | -0,14 |
| 9 | 8,95 | -0,1 | 32 | 31,92 | -0,17 |
| 10 | 9,95 | -0,1 | 33 | 32,92 | -0,17 |
| 11 | 10,94 | -0,12 | 35 | 34,92 | -0,17 |
| 12 | 11,94 | -0,12 | 36 | 35,92 | -0,17 |
| 14 | 13,94 | -0,12 | 38 | 37,92 | -0,17 |
| 15 | 14,94 | -0,12 | 39 | 38,92 | -0,17 |
| 16 | 15,94 | -0,12 | 40 | 39,92 | -0,17 |
| 17 | 16,94 | -0,12 | 42 | 41,92 | -0,17 |
| 18 | 17,94 | -0,12 | 45 | 44,92 | -0,17 |
| 20 | 19,93 | -0,14 | 48 | 47,92 | -0,17 |
| 22 | 21,93 | -0,14 | 50 | 49,92 | -0,17 |
Таблица 2. Диаметры сверл для высверливания отверстий при нарезке внутренней метрической резьбы
Диаметры сверл для высверливания отверстий при нарезке внутренней метрической резьбы
Наружный диаметр резьбы, мм | Диаметр сверла (мм) для | |
| Чугуна, бронзы | Стали, латуни | |
| 1 | 0,75 | 0,75 |
| 1,2 | 0,95 | 0,95 |
| 1,6 | 1,3 | 1,3 |
| 2 | 1,6 | 1,6 |
| 2,5 | 2,2 | 2,2 |
| 3 | 2,5 | 2,5 |
| 3,5 | 2,9 | 2,9 |
| 4 | 3,3 | 3,3 |
| 5 | 4,1 | 4,2 |
| 6 | 4,9 | 5 |
| 7 | 5,9 | 6 |
| 8 | 6,6 | 6,7 |
| 9 | 7,7 | 7,7 |
| 10 | 8,3 | 8,4 |
Таблица соотношения дюймовой и метрической резьбы
- Обзоры климатического оборудования
- Вопросы и ответы
- Кондиционирование помещений
- Системы вентиляции для помещений
- Актуальные решения
- Справочные материалы
- Таблица соотношения дюймовой и метрической резьбы
В таблице показаны основные параметры резьбовых соединений, обычно латунных или стальных, а также соотношение размеров дюймовых и метрических резьб.
Резьба, дюймов | Размеры, мм | Число ниток | ||||||
диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
1/8 | 9,729 | 8,567 | 9,148 | 0,907 | 0,581 | 0,125 | 28 | 140 |
1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
1/2 | 20,956 | 18,632 | 1,814 | 1,162 | 0,249 | 14 | 70 | |
5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 0,317 | 11 | 55 | |
2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |
Размер буровой записи нажатия: калькулятор, от диаграмм и диаграмм
Содержание
- .
 Таблица размеров
Таблица размеров
 Таблица размеров
Таблица размеровЧто такое размер метчиков?
«Размер укропа» — это диаметр сверла, который мы должны использовать перед операцией нарезания резьбы. По умолчанию размер, который вы найдете в большинстве таблиц, соответствует диаметру 75% глубины резьбы на метчике. Здесь вы узнаете, как получить правильный диаметр сверла в зависимости от типа метчика и требуемой высоты резьбы.
Калькулятор
Учить больше
Размер бурового калькулятора. – Номинальный диаметр резьбы (мм/дюйм)Формулы:
| Нарезание резьбы Технология | Дюймовая резьба | Метрическая резьба |
|---|---|---|
| Метчик | \(\НАИБОЛЬШИЙ D – \frac{H_p}{76. | \(\НАИБОЛЬШИЙ D – \frac{H_p\,\times\,P}{ 76.98}\) |
| Метчик формовочный | \(\НАИБОЛЬШИЙ D – \frac{H_p\,\times\,P}{294.12}\) 6 }\) 6 3 – \frac{H_p}{294.12\,\times\,TPI}\) |
 98\,\times\,TPI}\)
98\,\times\,TPI}\)Расстояние между вершиной и основанием называется высотой резьбы. Стандарты резьбы определяют максимальную высоту резьбы и одинаковы для метрической и дюймовой резьбы.
\(H_{max}=\Large \frac{5}{8}\times\frac{\sqrt{3}}{2}\normalsize\times{P}\,=\,0,5413\times{P } \)
\( H_{max}=\Large \frac{5}{8}\times\frac{\sqrt{3}}{2}\normalsize\times{P} \) \(\,=\,0,5413\times{P} \)
При нарезании резьбы принято выражать высоту резьбы (иногда называемую глубиной резьбы) как отношение в процентах между фактической глубиной и максимальной глубиной.
\( H_{p}=\Large \frac{H_{max}\,-\,H}{H_{max}}\normalsize\times{100} \)
- Большая высота резьбы означает меньший размер сверла.
- Меньшая высота резьбы означает больший размер метчика.
Почему это важно?
- Поскольку подача всегда равна шагу резьбы, а вся глубина резьбы по определению обрабатывается за один проход, мы не можем контролировать эти факторы. Глубина резьбы является основным фактором (наряду со скоростью резания), влияющим на крутящий момент резьбонарезного инструмента и срок службы инструмента.
- Увеличение диаметра сверла облегчает нарезание резьбы и увеличивает срок службы метчика. Однако прочность резьбы снижается, и меньший диаметр может выйти за допустимые пределы.
- Неофициальным правилом является то, что глубина потока по умолчанию составляет 75%. Поэтому в большинстве таблиц, которые вы найдете в различных каталогах или в Интернете, значение размера сверла для метчика составляет 75% высоты резьбы. Фактический рабочий диапазон в большинстве случаев составляет 65%-85%.
 Фактический рабочий диапазон в большинстве случаев составляет 65%-85%.
Фактический рабочий диапазон в большинстве случаев составляет 65%-85%.С помощью нашего калькулятора и таблицы вы можете рассчитать точный размер сверла под метчик в зависимости от высоты резьбы.
Примеры расчетовРасчет размера сверла метчика для M8 X 1,25 (метрическая резьба)
\( \begin{array}{l} D=8\текст{ мм} \\ Р=1,25\текст{мм} \\ H_p=65\текст{%} \\ TD = 8\,-\,\Large \frac{65\,\times\,1,25}{76,98}\normalsize=\,6,94\text{мм} \end{array} \)
Расчет размера сверла метчика для UNC 1/4-20 (дюймовая резьба)
\( \begin{array}{l} Д=0,25\текст{“} \\ TPI=20\text{ Зуб на дюйм} \\ H_p=80\текст{%} \\ TD = 0,25\,-\,\Large \frac{80}{76,98\,\times\,20}\normalsize=\,0,198\text{“} \конец{массив} \)
- Приведенные выше примеры относятся к метчикам.
Технологии нарезания резьбы
Метчики- Метчики намного популярнее и могут использоваться для всех материалов.
- Как следует из названия, он режет материал так же, как фрезерный или токарный инструмент, удаляя материал и образуя стружку .
- Они имеют канавки (обычно прямые).
- диаметр отверстия , создаваемый метчиком , не меняет и является меньшим диаметром резьбы.

- Метчики формовочные являются альтернативным решением для нарезания резьбы в мягких материалах, таких как алюминий, латунь, медь, нержавеющая сталь 300 и низкоуглеродистая сталь.
- Как следует из названия, он формирует нить вдавливая материал.
- Они Не иметь канавок (иногда имеют узкие смазочные канавки).
- Диаметр отверстия , созданный метчиковым сверлом , уменьшается из-за материала, который проталкивается для создания резьбы. Этот «материальный рост» следует учитывать.
 Этот «материальный рост» следует учитывать.
Этот «материальный рост» следует учитывать.Преимущества формовочных метчиков (по сравнению с режущими метчиками):
- Время цикла меньше за счет более высоких скоростей резания.
- Лучшая однородность и точность резьбы.
- Более высокая прочность резьбы (из-за внутреннего напряжения, создаваемого в процессе формовки).
- Стружка не образуется, поэтому проблем с удалением стружки никогда не бывает.
Недостатки формовочных метчиков (по сравнению с режущими метчиками):
- Их можно использовать только для пластичных материалов, таких как алюминий, латунь, медь, нержавеющая сталь серии 300 и низкоуглеродистая сталь.
- Формовочные метчики создают более высокий крутящий момент. Это становится более проблематичным при больших диаметрах.
- Они более чувствительны к переломам, особенно при неправильном применении.
Tap Dill Size Dize Dize
Unified Dchine Threads (UNC/UNF/UNEF) Диаграмма размер бухга вся ширина (55%-85%). Метрическая резьба Таблица размеров метчиков
Метрическая резьба Таблица размеров метчиков Размер метчиков на высоту резьбы (в процентах)
- Нажмите ⊕ для просмотра всей ширины (55%-85%).
сообщите об этом объявлении
Основы тем | Get It Made
Нити используются для соединения двух отдельных частей вместе, и каждая нить имеет соответствующую пару внешней резьбы (папа) и внутренней резьбы (мама). Наиболее распространенная форма крепежного изделия представляет собой гайку и болт, причем гайка имеет резьбу, нарезанную внутри цилиндрического корпуса (внутренняя резьба), а болт имеет резьбу, нарезанную снаружи цилиндрического корпуса (папа).
Терминология резьбы
На следующей диаграмме показаны основные размеры при определении резьбы:
Наибольший Диаметр — Наибольший диаметр представляет собой наибольший диаметр резьбы и измеряется от вершины резьбы до вершины (пика нить).
Второстепенный диаметр – Второстепенный диаметр — это наименьший диаметр резьбы, измеряемый от основания резьбы до основания (нижняя часть резьбы).
Шаг – Это расстояние (мм) от одной резьбы до другой, его можно измерить от кончика до кончика или от канавки до канавки. Шаг также может быть определен как TPI, что означает число витков на дюйм.
Резьба Угол – Угол между гранями резьбы.
Правосторонняя резьба — Резьба соберется при вращении по часовой стрелке. “правая затяжка левая свободно”
Левая резьба – Резьба соберется при вращении против часовой стрелки.
Символы внутренней резьбы
На изображении ниже показаны символы, которые вы можете увидеть на инженерном чертеже при наличии отверстия с резьбой.
Описание метрической и дюймовой резьбы
Метрическая резьба
Метрическая резьба определяется обозначением серии резьбы «M», за которым следуют номинальный диаметр и шаг в миллиметрах.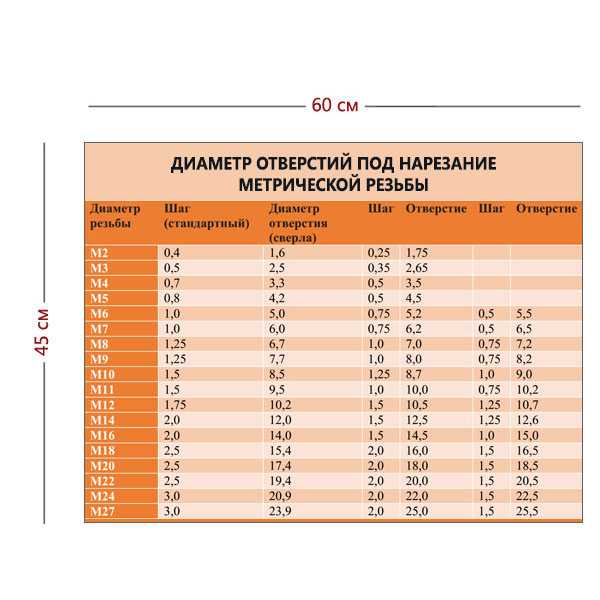 Если шаг не указан, это считается крупной резьбой, как показано ниже в метрической таблице крупной резьбы. Это стандарт ISO для простого обозначения крупной резьбы, поэтому вам не нужно запоминать шаг резьбы. Все резьбы считаются правыми, если не указано иное.
Если шаг не указан, это считается крупной резьбой, как показано ниже в метрической таблице крупной резьбы. Это стандарт ISO для простого обозначения крупной резьбы, поэтому вам не нужно запоминать шаг резьбы. Все резьбы считаются правыми, если не указано иное.
Рассмотрим резьбу M8 x 1,0 :
M = Обозначение метрической резьбы
8 = Номинальный диаметр (мм)
1,0 = Шаг (мм)
Дюймовая резьба, а затем дюймовая резьба определяется с помощью основного диаметра резьбы количество нитей на дюйм в секунду. Все резьбы считаются правыми, если не указано иное. Это обозначение чаще используется в Северной Америке.
Рассмотрим резьбу 3/8 – 16 :
3/8 = Номинальный наружный диаметр (дюйм)
16 = Количество витков резьбы на дюйм
Резьба 3/8–16 считается крупной резьбой, резьба 3/8–24 имеет такой же номинальный диаметр; однако у него больше нитей на дюйм, что делает его тонкой резьбой.
Class Fit
Когда наружная и внутренняя резьбы сопрягаются, две части соединяются вместе с плотностью, определяемой посадкой двух резьб. Три набора классов резьбы были созданы для определения герметичности между резьбами. Имеется унифицированная форма резьбы, классы посадки:
Класс 1 – Свободная посадка. Нитки соберутся быстро вручную. Это полезно, когда требуется частая сборка и разборка. При использовании этого класса посадки рекомендуется использовать стопорное устройство (стопорную шайбу, стопорные гайки и т. д.). Посадка класса 1 встречается у большинства гаек и болтов.
Класс 2 – Стандарт ит. Нити будут собираться вручную, но для этого потребуются инструменты. Этот тип посадки предназначен для сборок, которые требуют разборки время от времени, но не постоянно. Класс 2 используется чаще всего.
Класс 3 – Плотная посадка. Эту посадку часто можно начать вручную, но для полной сборки всегда требуются инструменты.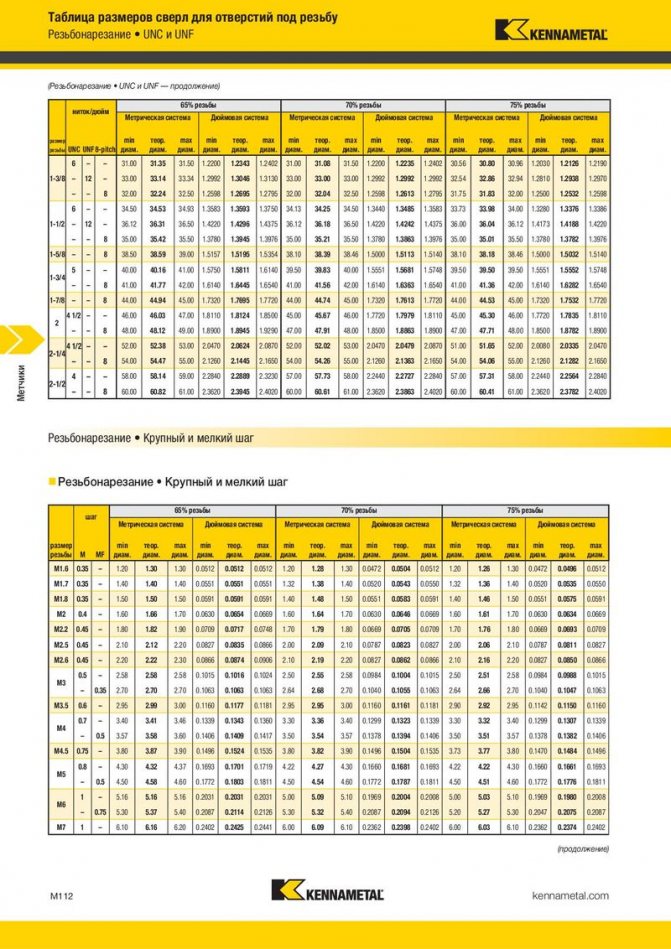 Эта посадка используется для стационарных сборок, не требующих разборки. Класс 3 обычно используется для установочных винтов.
Эта посадка используется для стационарных сборок, не требующих разборки. Класс 3 обычно используется для установочных винтов.
Выноски
Выноски включаются в инженерный чертеж, чтобы указать производителю конкретную информацию об элементе. Четыре наиболее часто используемых обозначения выделены ниже:
Зенковка — операция вторичной обработки, используемая для создания цилиндрического отверстия большего размера для углубления головки крепежа.
Зенковка – Вторичная операция механической обработки, используемая для создания конической формы для углубления головки крепежа.
Диаметр – Диаметр определяется, если пилотное отверстие, просверленное до нарезания резьбы, уникально. Диаметр направляющего отверстия задает внутренний диаметр внутренней резьбы.
Глубина – Глубина резьбы определяется как сквозная или глухая. Сквозная резьба проходит через всю заготовку, поэтому глубину определять не нужно.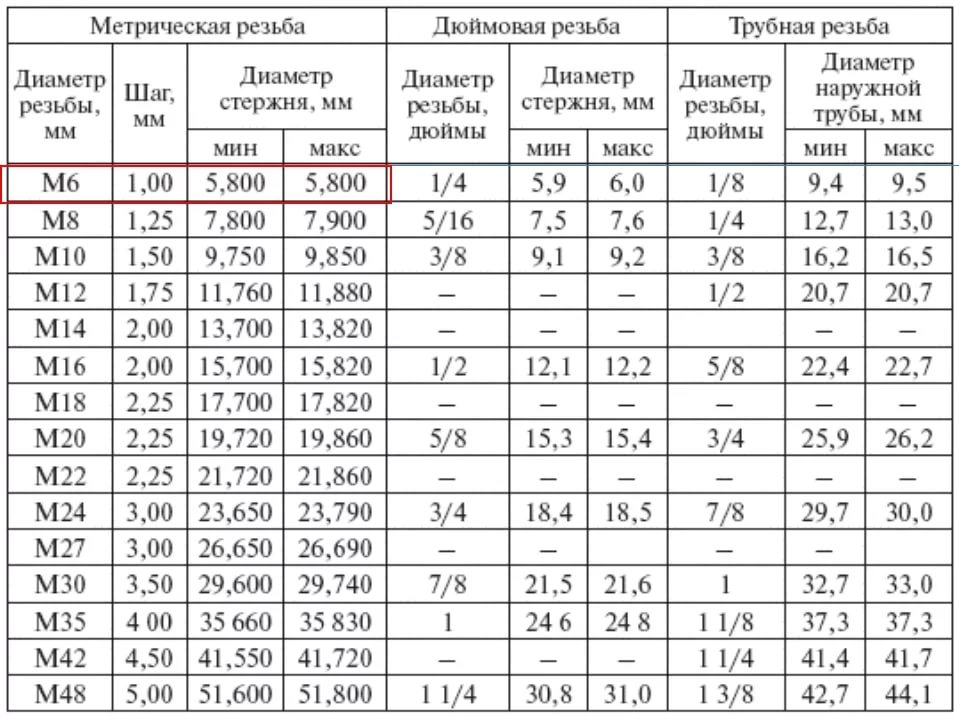 Распространенной ошибкой является указание «THRU» в качестве сноски для темы. Если глубина не указана, по умолчанию резьба является сквозным отверстием. Глухая резьба обрабатывается на определенную глубину, поэтому требуется обозначение глубины.
Распространенной ошибкой является указание «THRU» в качестве сноски для темы. Если глубина не указана, по умолчанию резьба является сквозным отверстием. Глухая резьба обрабатывается на определенную глубину, поэтому требуется обозначение глубины.
Несколько вхождений — Когда одна и та же операция нарезания резьбы требуется для нескольких одинаковых отверстий, нет необходимости добавлять выноски для каждого отверстия. Лучше всего написать выноску на одном отверстии и указать количество одинаковых отверстий с резьбой в примечании. Пример того, как правильно отображать эту выноску, показан ниже.
Типы застежек
На рынке представлен широкий ассортимент механических застежек, в этом разделе мы покажем вам шесть наиболее распространенных застежек, которые вы можете ожидать, вместе с общепризнанными стандартными аббревиатурами для каждого типа.
- Гексагональная головка (HEX HD)
- ГОЛОДА ПЛОТА (FLAT HD)
- HEDIST
- Овальная головка (OVAL HD)
- Головка с торцевым ключом (SOC HD)
Таблица метрических резьб (грубая)
В следующих таблицах указаны основные размеры стандартных метрических резьб от . 6 до M6 от M81 до M6. согласно ISO 724. Все единицы измерения указаны в миллиметрах (мм). Для получения более подробной таблицы метрических резьб нажмите здесь.
6 до M6 от M81 до M6. согласно ISO 724. Все единицы измерения указаны в миллиметрах (мм). Для получения более подробной таблицы метрических резьб нажмите здесь.
Мы рекомендуем моделировать резьбовые отверстия по размеру сверла под метчик и указывать размер и шаг резьбы на инженерном чертеже или аннотированном снимке экрана при проектировании деталей для производства.
Чтобы рассчитать размер сверла для метчика, необходимо вычесть шаг (мм) из номинального диаметра (мм). Например, отверстие с резьбой M4 имеет номинальный диаметр 4 мм и шаг 0,7 мм , поэтому размер резьбового сверла составляет 4 – 0,7 = 3,3 мм .
| **Размер – номинальный диаметр
(мм)** | **Шаг
(мм)** | **Метчиковое сверло
(мм)** | **Сверло с зазором
(мм)** |
|————————————–|———– ———-|—————————————|————– —————-|
| **M1.6** | 0,35 | 1,25 | 1,8 |
| **М2** | 0,4 | 1,6 | 2.