Сверло под резьбу м20
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.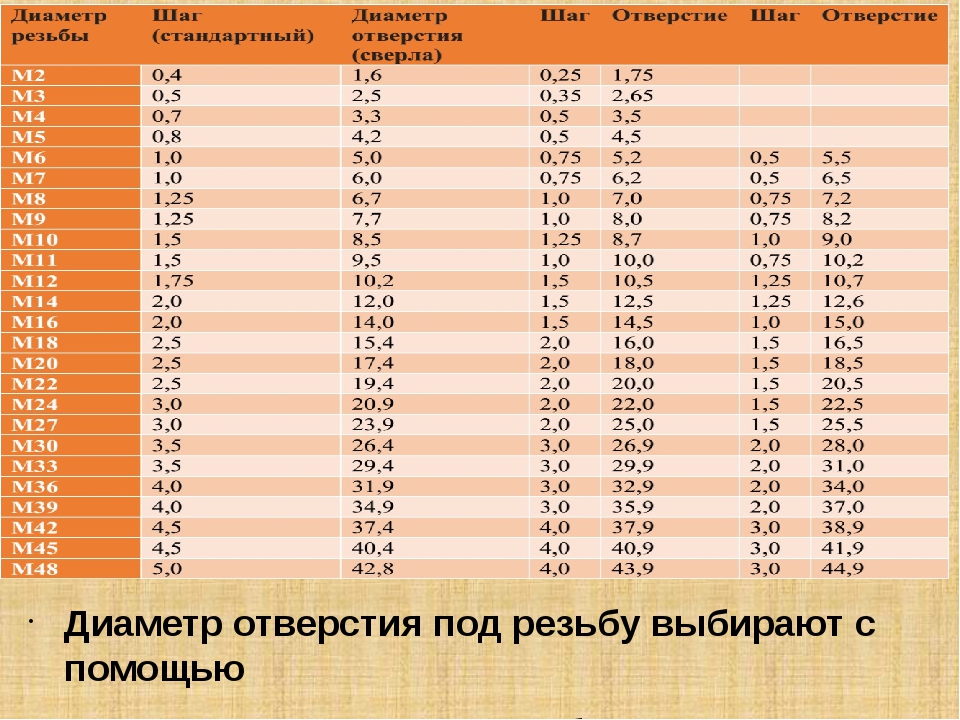 16 16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.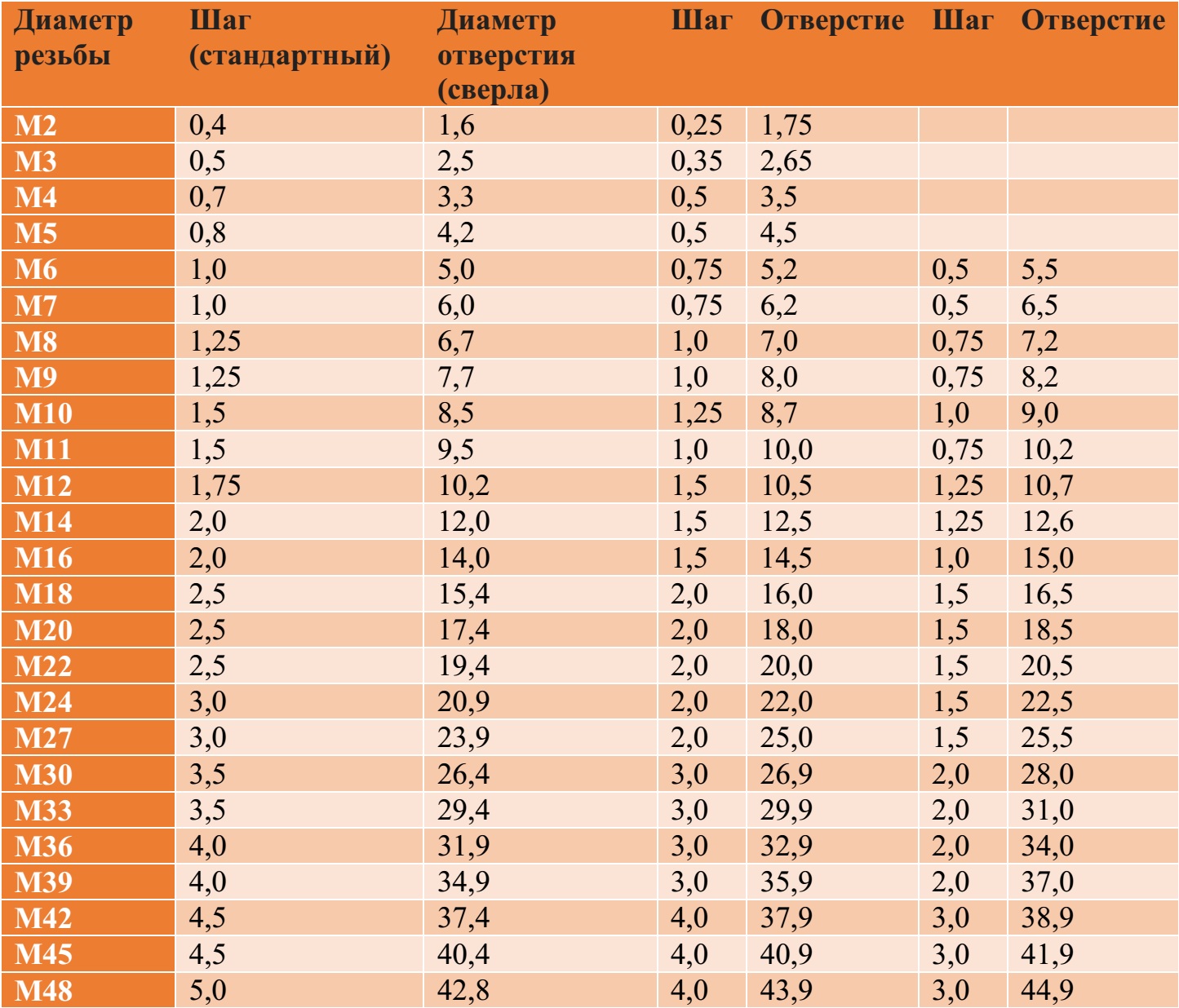 48 48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
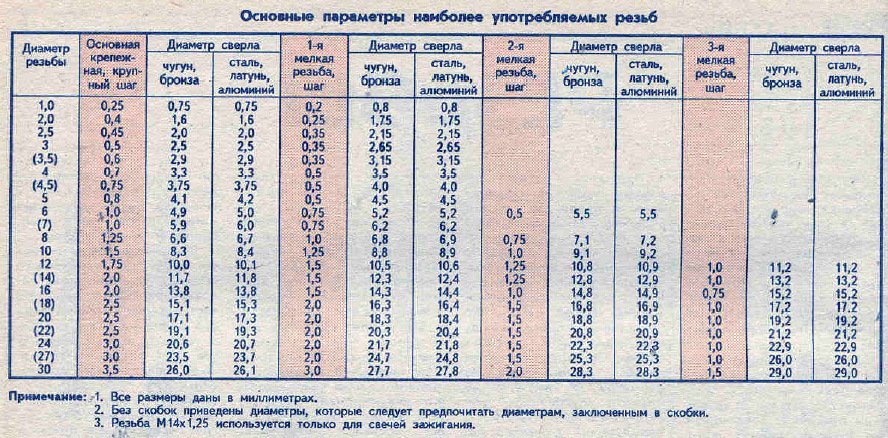
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
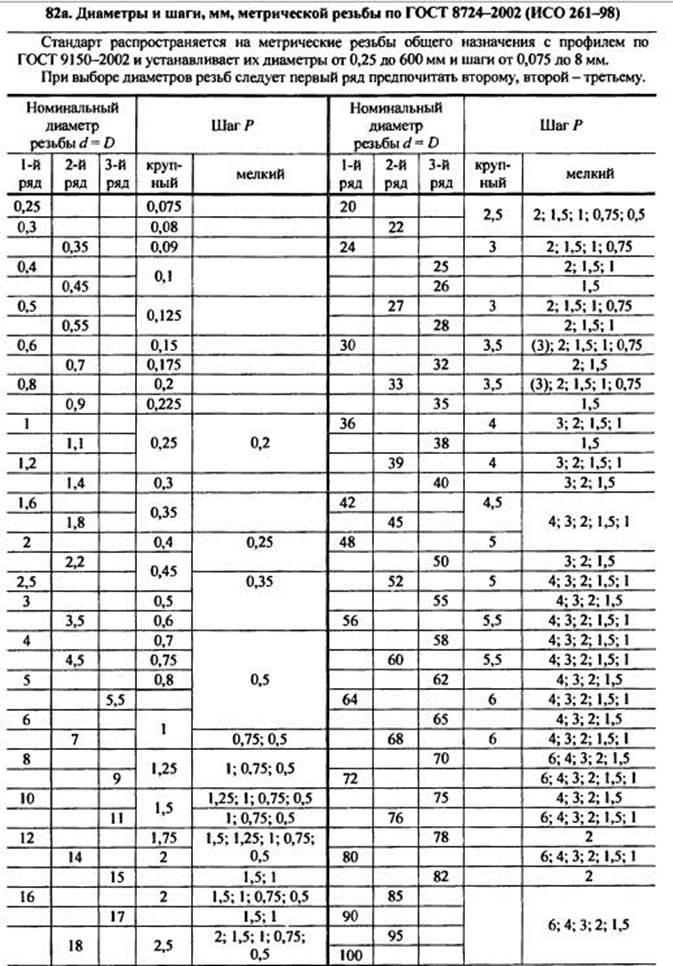
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.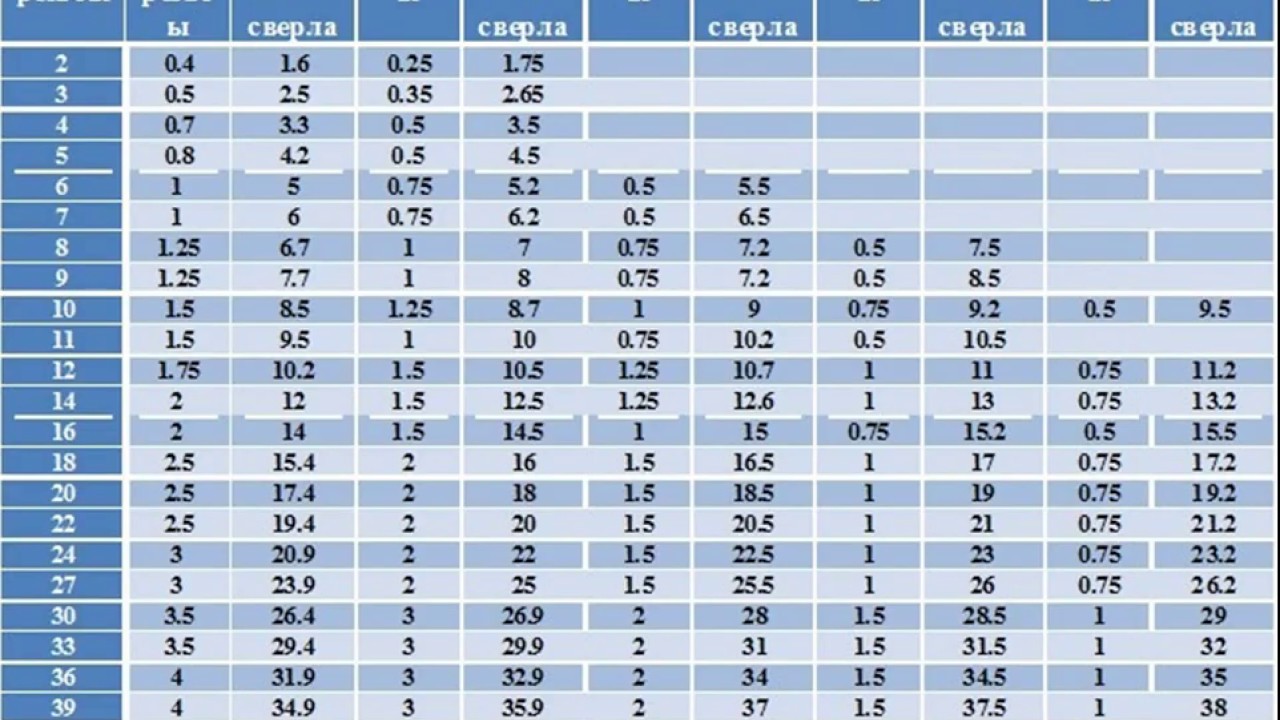 5 5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.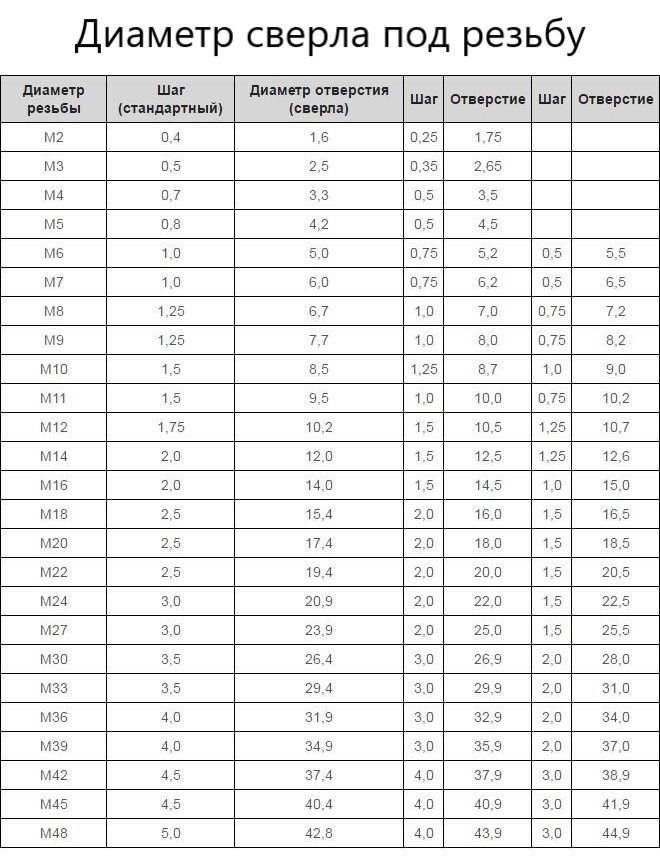 5 5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 34 | 1.5 | 34.5 | 1 | 35 | |||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы.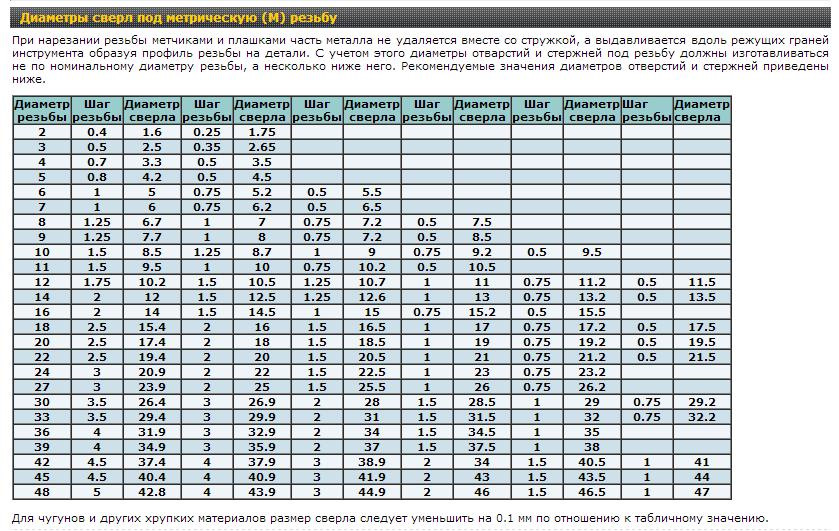 Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
25. Отверстия под нарезание метрической резьбы (по ГОСТ 19257-73)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81 в сером чу1уне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 10702-78, ГОСТ 5632-72 (кроме сплавов на никелевой основе), в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
Номинальный
диаметр
резьбы d
Диаметр отверстая под резьбу с полем допуска
4Н5Н; 5Н;
5Н6Н; 6Н; 7Н
ГОСТ предусматривает отверстия для резьб ы с крупным шагом
Номинальный диаметр резьбы d
Диаметр отверстая под резьбу с полем допуска
5Н6Н; 6Н; 7Н
ГОСТ предусматривает отверстия для резьб с Д = 1,0 – 200 мм и для с1 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
27. Диаметры отверстий под нарезание дюймовой конической резьбы с углом профиля 60° по ГОСТ 6111-52
Размеры отверстий под нарезание резьбы распространяются на металлы и сплавы, не обладающие повышенной вязкостью.
Размер резьбы,
дюймы
Число шагов
на 1″
Шаг резьбы
Р Внутренний
диаметр
резьбы d1
Диаметр отверстия с развертыванием на конус
Диаметр отверстия без развертывания на конус
28. Диаметры отверстий под нарезание трубной цилин д рической резьбы (по ГОСТ 21348-75)
Диаметры отверстий под нарезаиие трубной цилиндрической резьбы по ГОСТ 6357-81 в изделиях из сталей по ГОСТ 380-94, ГОСТ 4543-71, ГОСТ 1050-88 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78.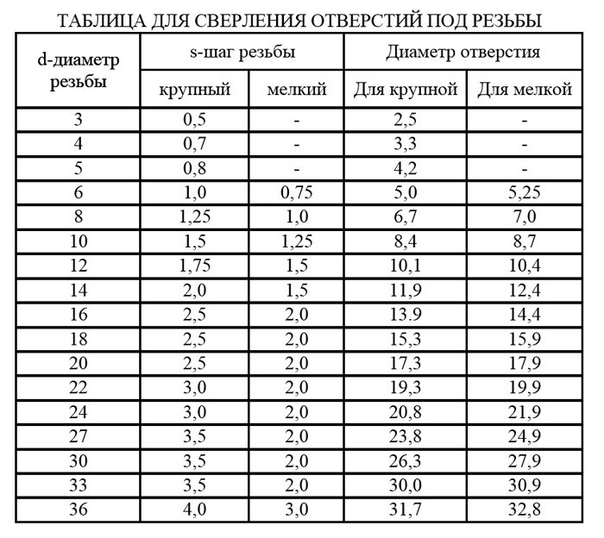
Номинальный размер резьбы, дюймы
Число шагов на 1″
Диаметр отверстия под резьбу
Номинальный размер резьбы, дюймы
Число шагов на 1″
Диаметр оэтверстия под резьбу
Отклонения для классов точности
Отклонениядля классов точности
62,80
72,27
78,62
84,97
91,07
97,42
103,77
110,12
122,82
135,52
148,22
160,92
ГОСТ 21348-75 допускает под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
29. Отверстия под нарезание трубной конической резьбы (ГОСТ 21350-75)
Отверстия предназначены под нарезание трубной конической резьбы по ГОСТ 6211-81 в изделиях из сталей по ГОСТ 380-94, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78.
Резьба, дюймы
Число шагов
на 1″
Отверстие с развертыванием на конус
Отверстие раз- вертывания
безна конус
Для резъб с номинальным размером свыше 2″ номинальные диаметры отверстий dо и их предельные отклонения должны быть равны установленным ГОСТ 6211-81 для внутреннего диаметра резьбы.
Допускается под иарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
30. Сквозные отверстия под крепежные детали (ГОСТ 11284-75)
Стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
А. Диаметры сквозных отверстий Размеры, мм
Диаметр стержней крепеж-
ных деталей
Диаметр сквозных отверстий dh
(см. рис. 1)
Диаметр стержней крепеж-
ных деталей
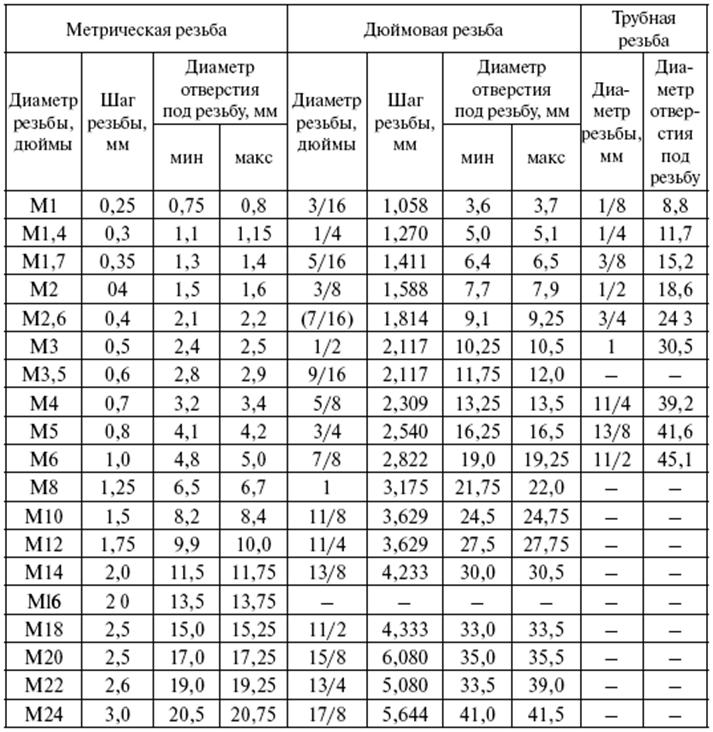 рис. 1)
рис. 1)1. 3-й рад отверстий не допускается применять для заклепочных соединений.
2. Предельные отклонения диаметров отверстий: для1-го рада – по Н12; для 2-го рада по Н13; для 3-го рада – по Н14.
3 . Размеры в скобках применять не рекомендуется.
Б. Рекомендуемые ряды сквозных отверстий
Количество и раcположениее отверстий
Способ образования отверстий
Тип соединения (см. рис. 1)
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их
расположение
Обработка отверстий по кондукторам
Отверстия расположены в один ряд и координарованы относительно оси отверстия или базовой плоскости
Пробивка отверстий штампами повышенной точности под давлением и литье по выплавляемым моделям повышенной точности
Отверстия (не более четырех расположены в два ряда и координированы относительно их осей.
Отверстия расположены в два ряда и более относительно осей отверстий или базовых плоскостей
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемыммоделям повышеннойточности
Оверстия расположены по окружности
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
Рекомендации по выбору радов сквозных отверстий
Рис.1 Типы соединений крепежными деталями
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по табл. 30.
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстоянием между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в табл.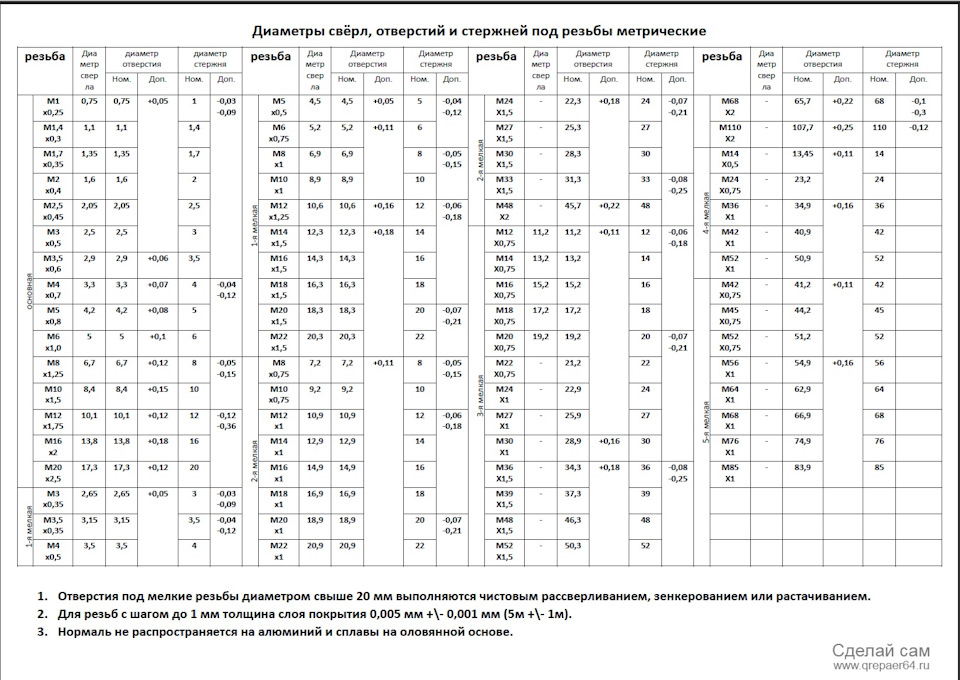 30) ряды сквозных отверстий.
30) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкова-ны на размер, соответствующий переходному радиусу между головкой и стержнем крепежной детали.
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали, отверстие рекомендуется раззенковать.
31. Отверстия под концы установочных винтов (ГОСТ 12415-80) Размеры, мм
Номинальный диаметр
резьбы винта d
болт м6, м8, м10, м12, м16, м20
ГОСТ 7798-70 – самый известный и наиболее широко применяемый вид болтов. Основное назначение: соединение разнообразных деталей в машиностроении.
Для их производства применяется стальная среднеуглеродистая проволока повышенной точности изготовления. Применяемые марки стали – сталь 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 45 и др. Производство осуществляется холодной высадкой на специальных автоматах с последующей накаткой резьбы.
ГОСТ 7798-70 – болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм (зарубежные аналоги – DIN 933 и DIN 931). Стандарт полностью соответствует СТ СЭВ 4728-84.
Конструкция и размеры указаны на чертеже и в таблицах:
Таблица 1
| Марка стали: | 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 20Г2Р |
| Класс точности: | В |
| Класс прочности: | 4,8; 5,8; 8,8; 10,9 |
| Поле допуска резьбы: | 6g |
| Аналог: | DIN933, 931, ТУ 14-4-1760-94 |
| Номинальный диаметр резьбы d | болт м6 | болт М8 | болт М10 | болт М12 | (14) | болт М16 | (18) | болт М20 | (22) | болт м24 | (27) | болт м30 | болт м36 | болт м42 | болт м48 | |
| Шаг резьбы | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
| мелкий | – | 1 | 1,25 | 1,5 | 2 | 3 | ||||||||||
| Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Размер «под ключ» S | 10 | 13 | 17 | 19 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
| Высота головки k | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 | |
| Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
| dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 | |
| hw | не менее | 0,15 | 0,20 | 0,25 | ||||||||||||
| не более | 0,6 | 0,8 | ||||||||||||||
| Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | ||||||||
| Диаметр отверстия в головке d4Н15 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | |||||||||||
| Расстояние от опорной поверхности до оси отверстия в головке l2js15 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 | |
Примечание: Размеры болтов, приведенные в скобках, использовать не рекомендуется.
Чертеж болта 7798:
Перевод болтов из штук в килограммы приведен в таблице 2.
Таблица 2
| Длина болта, мм | Теоретическая масса 1000 шт. болтов кг» при номинальном диаметре резьбы d, мм | ||||||||||||||
| болт м6 | болт М8 | болт М10 | болт М12 | болт м14 | болт М16 | болт м18 | болт М20 | болт м22 | болт м24 | болт м27 | болт м30 | болт м36 | болт м42 | болт м48 | |
| 8 | 4,306 | 8,668 | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 10 | 4,712 | 9,394 | 16,68 | – | – | – | – | – | – | – | – | – | – | – | – |
| 12 | 5,118 | 10,120 | 17,82 | – | – | – | – | – | – | – | – | – | – | – | – |
| 14 | 5,524 | 10,850 | 18,96 | 27,89 | – | – | – | – | – | – | – | – | – | – | – |
| 16 | 5,930 | 11,570 | 20,10 | 29,48 | 43,98 | – | – | – | – | – | – | – | – | – | – |
| 18 | 6,336 | 12,300 | 21,23 | 31,12 | 46,21 | 65,54 | – | – | – | – | – | – | – | – | – |
| 20 | 6,742 | 13,020 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | – | – | – | – | – | – | – | – |
| 22 | 7,204 | 13,520 | 23,51 | 34,40 | 50,69 | 71,44 | 99,52 | – | – | – | – | – | – | – | – |
| 25 | 7,871 | 14,840 | 25,22 | 36,86 | 54,05 | 75,87 | 105,10 | 133,3 | – | – | – | – | – | – | – |
| 28 | 8,537 | 16,330 | 26,92 | 39,32 | 57,40 | 80,29 | 110,60 | 140,2 | – | – | – | – | – | – | – |
| 30 | 8,981 | 17,120 | 28,52 | 40,96 | 59,64 | 83,24 | 114,30 | 144,8 | 193,0 | – | – | – | – | – | – |
| 32 | 9,426 | 17,910 | 29,43 | 42,59 | 61,87 | 86,19 | 118,00 | 149,4 | 198,6 | 237,0 | – | – | – | – | – |
| 35 | 10,090 | 19,090 | 31,28 | 45,34 | 65,24 | 90,62 | 123,60 | 156,3 | 207,0 | 246,9 | 340,6 | – | – | – | – |
| 38 | 10,760 | 20,280 | 33,18 | 48,00 | 68,59 | 95,04 | 129,20 | 163,2 | 215,4 | 256,9 | 353,3 | – | – | – | – |
| 40 | 11,200 | 21,070 | 34,36 | 49,78 | 71,25 | 97,99 | 132,90 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | – | – | – |
| 45 | 12,310 | 23,040 | 37,45 | 54,22 | 77,30 | 105,70 | 142,10 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | – | – | – |
| 50 | 13,420 | 25,020 | 40,53 | 58,67 | 83,35 | 113,60 | 152,40 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 | – | – |
| 55 | 14,530 | 26,990 | 43,62 | 63,11 | 89,39 | 121,50 | 162,40 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 | 1304 | – |
| 60 | 15,640 | 28,970 | 46,70 | 67,55 | 95,44 | 129,40 | 172,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 | 1356 | – |
| 65 | 16,760 | 30,940 | 49,79 | 71,99 | 101,50 | 137,30 | 182,40 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 | 1407 | 2009 |
| 70 | 17,870 | 32,910 | 52,87 | 76,44 | 107,50 | 145,20 | 192,40 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 | 1458 | 2076 |
| 75 | 18,980 | 34,890 | 55,96 | 80,88 | 113,60 | 153,10 | 202,40 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 | 1509 | 2143 |
| 80 | 20,090 | 36,860 | 59,04 | 85,33 | 119,60 | 161,00 | 212,40 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 | 1561 | 2211 |
| 85 | 21,200 | 38,840 | 62,13 | 89,77 | 125,70 | 168,90 | 222,40 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 | 1612 | 2278 |
| 90 | 22,310 | 40,810 | 65,21 | 94,20 | 131,70 | 176,80 | 232,40 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 | 1663 | 2345 |
| 95 | – | 42,790 | 68,30 | 98,64 | 137,80 | 184,70 | 242,40 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | 1715 | 2412 |
| 100 | – | 44,760 | 71,38 | 103,10 | 143,80 | 192,60 | 252,40 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | 1766 | 2479 |
| 105 | – | – | 74,47 | 107,50 | 149,90 | 200,50 | 262,40 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | 1826 | 2546 |
| 110 | – | – | 77,55 | 112,00 | 155,90 | 208,40 | 272,30 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | 1880 | 2614 |
| 115 | – | – | 80,63 | 116,40 | 162,00 | 216,30 | 282,30 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | 1934 | 2690 |
| 120 | – | – | 83,72 | 120,90 | 168,00 | 224,20 | 292,30 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | 1989 | 2760 |
| 125 | – | – | 86,80 | 125,30 | 174,00 | 232,10 | 302,30 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | 2043 | 2831 |
| 130 | – | – | 89,89 | 129,70 | 180,10 | 240,00 | 312,30 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | 2098 | 2903 |
| 140 | – | – | 96,06 | 138,60 | 192,20 | 255,80 | 332,30 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | 2207 | 3045 |
| 150 | – | – | 102,18 | 147,50 | 204,30 | 271,60 | 352,30 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | 2315 | 3187 |
| 160 | – | – | 108,38 | 156,40 | 216,40 | 287,40 | 372,30 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | 2424 | 3329 |
| 170 | – | – | 114,58 | 165,30 | 228,50 | 303,20 | 392,30 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | 2533 | 3471 |
| 180 | – | – | 120,68 | 174,20 | 240,60 | 319,00 | 412,30 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | 2642 | 3614 |
| 190 | – | – | 126,88 | 183,10 | 252,70 | 333,80 | 432,30 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | 2751 | 3756 |
| 200 | – | – | 133,08 | 191,90 | 264,70 | 350,60 | 452,20 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | 2860 | 3898 |
| 220 | – | – | – | 209,70 | 228,90 | 382,20 | 492,20 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | 3077 | 4182 |
| 240 | – | – | – | 227,50 | 313,10 | 413,80 | 532,20 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | 3295 | 4466 |
| 260 | – | – | – | 245,20 | 337,60 | 445,40 | 572,20 | 709,6 | 876,1 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | 3513 | 4751 |
| 280 | – | – | – | – | 361,50 | 476,90 | 612,20 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | 3730 | 5035 |
| 300 | – | – | – | – | 385,70 | 508,50 | 652,20 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | 3948 | 5319 |
Варианты исполнения головки болта устанавливает производитель болтов.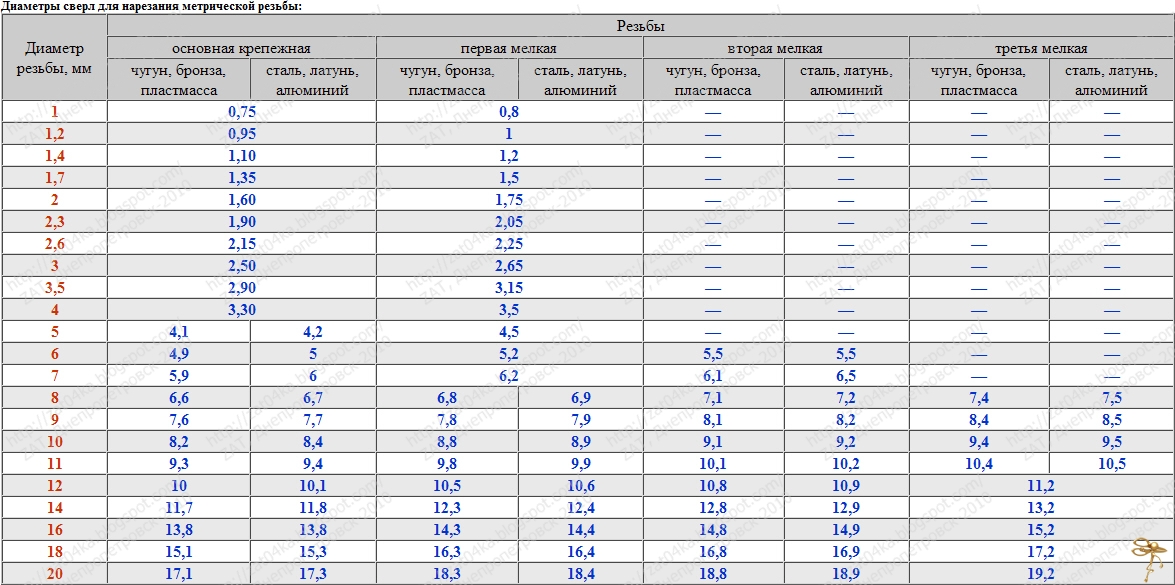 Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Примеры условного обозначения:
- Болт М12 – 6gх60.58 (S19) ГОСТ 7798-70
Болт тип исполнения 1, с диаметром резьбы d=12 мм, с размером “под ключ” S=19 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, черный.
- Болт М10х1,25 – 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=10 мм, с размером “под ключ” S=17 мм, с мелким шагом резьбы 1,25 мм., с полем допуска 6g, класса прочности 10.9, изготовленный из стали марки 40Х, с покрытием типа 01 толщиной 6 мкм. (болт оцинкованный)
- Болт М16 – 6gх60.58 (S24) ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером “под ключ” S=24 мм, длиной l=60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5.8, черный без покрытия.
- Болт М16х1,5 – 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером “под ключ” S=24 мм, длиной 60 мм, с мелким шагом резьбы с полем допуска 6g, класса прочности 10.9, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм.
- Болт 2М20 – 6gх60.58 (S30) ГОСТ 7798-70
Болт исполнения 2, с диаметром резьбы d=20 мм, с размером “под ключ” S=30 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, без покрытия.
Узнать цены и оформить заказ на данную продукцию оптом от одного ящика вы можете у наших менеджеров.
Какой диаметр сверла под резьбу (под метчик)?
В левой части номинал метчика, в правой диаметр сверла.M1 – 0,75 mm
M2 – 1,6 mm
M3 – 2,65 mm
M4 – 3,5 mm
M5 – 4,2 mm
M6 – 5 mm
M7 – 6 mm
M8 – 6,7 mm
M9 – 7,7 mm
M10 – 8,4 mm
M11 – 9,4 mm
M12 – 10,1 mm
M14 – 11,8 mm
M16 – 13,8 mm
M18 – 15,3 mm
M20 – 17,3 mm
а для внешней резьбы диаметр стержня на котором нарезается резьба выглядит так:
| Диаметр резьбы, мм | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
Или вот так подробнее:
М | МЕТРИЧЕСКАЯ РЕЗЬБА | ||
Размер Резьбы | Внешний диаметр резьбы, мм | Шаг резьбы, мм | Диаметр отверстия под резьбу, мм |
М 1 | 1,0 | 0,25 | 0,75 |
М 1,1 | 1,1 | 0,25 | 0,85 |
М 1,2 | 1,2 | 0,25 | 0,95 |
М 1,4 | 1,4 | 0,3 | 1,10 |
М 1,6 | 1,6 | 0,35 | 1,25 |
М 1,7 | 1,7 | 0,35 | 1,30 |
М 1,8 | 1,8 | 0,35 | 1,45 |
М 2 | 2,0 | 0,4 | 1,60 |
М 2,2 | 2,2 | 0,45 | 1,70 |
М 2,3 | 2,3 | 0,4 | 1,90 |
М 2,5 | 2,5 | 0,45 | 2,05 |
М 2,6 | 2,6 | 0,45 | 2,10 |
М 3 | 3,0 | 0,5 | 2,50 |
М 3,5 | 3,5 | 0,6 | 2,90 |
М4 | 4,0 | 0,7 | 3,30 |
М4,5 | 4,5 | 0,75 | 3,70 |
М5 | 5,0 | 0,8 | 4,20 |
М5,5 | 5,5 | 0,9 | 4,60 |
М6 | 6,0 | 1 | 5,00 |
М7 | 7,0 | 1 | 6,00 |
М8 | 8,0 | 1,25 | 6,80 |
М9 | 9,0 | 1,25 | 7,80 |
М10 | 10,0 | 1,5 | 8,50 |
М11 | 11,0 | 1,5 | 9,50 |
М12 | 12,0 | 1,75 | 10,20 |
М14 | 14,0 | 2 | 12,00 |
М16 | 16,0 | 2 | 14,00 |
М18 | 18,0 | 2,5 | 15,50 |
М20 | 20,0 | 2,5 | 17,50 |
М22 | 22,0 | 2,5 | 19,50 |
М24 | 24,0 | 3 | 21,00 |
М27 | 27,0 | 3 | 24,00 |
М30 | 30,0 | 3,5 | 26,50 |
М33 | 33,0 | 3,5 | 29,50 |
М36 | 36,0 | 4 | 32,00 |
М39 | 39,0 | 4 | 35,00 |
М42 | 42,0 | 4,5 | 37,50 |
М45 | 45,0 | 4,5 | 40,50 |
М48 | 48,0 | 5 | 43,00 |
М52 | 52,0 | 5 | 47,00 |
М56 | 56,0 | 5,5 | 51,50 |
М60 | 60,0 | 5,5 | 54,50 |
М64 | 64,0 | 6 | 58,00 |
М68 | 68,0 | 6 | 62,00 |
MF | МЕТРИЧЕСКАЯ РЕЗЬБА С МЕЛКИМ ШАГОМ | ||
Размер Резьбы | Внешний диаметр резьбы, мм | Шаг резьбы, мм | Диаметр отверстия под резьбу, мм |
М3 | 3 | 0,35 | 2,65 |
М3,5 | 3,5 | 0,35 | 3,15 |
М4 | 4 | 0,35 | 3,65 |
М4 | 4 | 0,5 | 3,50 |
М4,5 | 4,5 | 0,5 | 4,00 |
М5 | 5 | 0,5 | 4,50 |
М5 | 5 | 0,75 | 4,25 |
М6 | 6 | 0,5 | 5,50 |
М6 | 6 | 0,75 | 5,25 |
М7 | 7 | 0,5 | 6,50 |
М7 | 7 | 0,75 | 6,25 |
М8 | 8 | 0,5 | 7,50 |
М8 | 8 | 0,75 | 7,25 |
М8 | 8 | 1 | 7,00 |
М9 | 9 | 0,5 | 8,50 |
М9 | 9 | 0,75 | 8,25 |
М9 | 9 | 1 | 8,00 |
М10 | 10 | 0,5 | 9,50 |
М10 | 10 | 0,75 | 9,25 |
М10 | 10 | 1 | 9,00 |
М10 | 10 | 1,25 | 8,75 |
М11 | 11 | 0,5 | 10,50 |
М11 | 11 | 0,75 | 10,25 |
М11 | 11 | 1 | 10,00 |
М11 | 11 | 1,25 | 9,75 |
М12 | 12 | 0,5 | 11,50 |
М12 | 12 | 0,75 | 11,25 |
М12 | 12 | 1 | 11,00 |
М12 | 12 | 1,25 | 10,75 |
М12 | 12 | 1,5 | 10,50 |
М13 | 13 | 0,5 | 12,50 |
М13 | 13 | 0,75 | 12,25 |
М13 | 13 | 1 | 12,00 |
М13 | 13 | 1,25 | 11,75 |
М13 | 13 | 1,5 | 11,50 |
М14 | 14 | 0,5 | 13,50 |
М14 | 14 | 0,75 | 13,25 |
М14 | 14 | 1 | 13,00 |
М14 | 14 | 1,25 | 12,75 |
М14 | 14 | 1,5 | 12,50 |
М15 | 15 | 0,5 | 14,50 |
М15 | 15 | 0,75 | 14,25 |
М15 | 15 | 1 | 14,00 |
М15 | 15 | 1,25 | 13,75 |
М15 | 15 | 1,5 | 13,50 |
М16 | 16 | 0,5 | 15,50 |
М16 | 16 | 0,75 | 15,25 |
М16 | 16 | 1 | 15,00 |
М16 | 16 | 1,25 | 14,75 |
М16 | 16 | 1,5 | 14,50 |
М17 | 17 | 0,75 | 16,25 |
М17 | 17 | 1 | 16,00 |
М17 | 17 | 1,5 | 15,50 |
М18 | 18 | 0,5 | 17,50 |
М18 | 18 | 0,75 | 17,25 |
М18 | 18 | 1 | 17,00 |
М18 | 18 | 1,25 | 16,75 |
М18 | 18 | 1,5 | 16,50 |
М18 | 18 | 2 | 16,00 |
М19 | 19 | 1 | 18,00 |
М20 | 20 | 0,5 | 19,50 |
М20 | 20 | 0,75 | 19,25 |
М20 | 20 | 1 | 19,00 |
М20 | 20 | 1,25 | 18,75 |
М20 | 20 | 1,5 | 18,50 |
М20 | 20 | 2 | 18,00 |
М21 | 21 | 1 | 20,00 |
М21 | 21 | 1,5 | 19,50 |
М22 | 22 | 0,5 | 21,50 |
М22 | 22 | 0,75 | 21,25 |
М22 | 22 | 1 | 21,00 |
М22 | 22 | 1,25 | 20,75 |
М22 | 22 | 1,5 | 20,50 |
М22 | 22 | 2 | 20,00 |
М23 | 23 | 1 | 22,00 |
М23 | 23 | 1,5 | 21,50 |
М24 | 24 | 0,5 | 23,50 |
М24 | 24 | 1 | 23,00 |
М24 | 24 | 1,25 | 22,75 |
М24 | 24 | 1,5 | 22,50 |
М24 | 24 | 2 | 22,00 |
М25 | 25 | 1 | 24,00 |
М25 | 25 | 1,5 | 23,50 |
М25 | 25 | 2 | 23,00 |
М26 | 26 | 1 | 25,00 |
М26 | 26 | 1,25 | 24,75 |
Сверление отверстий под резьбу – Энциклопедия по машиностроению XXL
Изображение глухого отверстия с резьбой показано на рис. 326, в. Дно отверстия имеет форму конуса с углом при вершине, близким к 120 (на чертеже угол не указывают). Этот конус образуется режущей частью сверла при сверлении отверстия под резьбу. Размер глубины сверления рассчитывают и наносят на чертеже только с учетом цилиндрической части гнезда (см. рис. 326, в).
[c.192]
326, в. Дно отверстия имеет форму конуса с углом при вершине, близким к 120 (на чертеже угол не указывают). Этот конус образуется режущей частью сверла при сверлении отверстия под резьбу. Размер глубины сверления рассчитывают и наносят на чертеже только с учетом цилиндрической части гнезда (см. рис. 326, в).
[c.192]При сверлении отверстий под резьбу диаметр О сверла принимается больше внутреннего диаметра резьбы 4 на величину а = 0,3-т-0,4 глубины резьбы (рис. 73). [c.207]
Примеры винтовых соединений деталей одинаковой толщины приведены на рисунке 13.30. Оба винта с цилиндрической головкой (в) и с конической (потайной) головкой (г) имеют одинаковую резьбу диаметром 16 мм. Слева от винтовых соединений на рисунке 13.30, б показаны операционные технологические эскизы на сверление отверстия под резьбу и на обработку резьбы. [c.217]
Дополнительная длина сверления отверстий под резьбу, мм [c.36]
Перпендикулярность оси шпильки к плоской детали зависит от точности обработки отверстия и правильности нарезания резьбы. Поэтому сверление отверстий под резьбу шпильки производится по кондукторам. Дефекты появляются из-за перекосов резьбы шпильки или же резьбы в отверстии (фиг. 10, в). [c.24]
Основные размеры ступенчатых сверл конструкции ВНИИ с цилиндрическим хвостовиком для одновременного снятия фаски и сверления отверстий под резьбу, мм [c.402]
Чтобы сохранить правильное расстояние между отверстиями и обеспечить надлежащее их расположение на детали, для сверления отверстий под резьбу применяют кондукторы. В качестве кондуктора часто используют сопряженные детали (фланец, крышку). Через такой кондуктор лишь засверливают отверстия сверлом, диаметр которого равен диаметру отверстия используемой в качестве кондуктора детали, т. е. намечают центры отверстий под резьбу. После этого используют сверло меньшего диаметра, обеспечивающее получение необходимого отверстия под резьбу.
[c.587]
После этого используют сверло меньшего диаметра, обеспечивающее получение необходимого отверстия под резьбу.
[c.587]
Правильно поставленная шпилька должна не только плотно сидеть в теле детали, но и быть строго перпендикулярной к той поверхности, в которую она ввернута. Для правильного положения шпильки нужно при сверлении отверстия под резьбу тщательно следить за тем, чтобы не было перекоса сверла. Лучше всего это требование выдерживается при сверлении по кондуктору. Глубину гнезда при сверлении нужно брать больше длины нарезанной части шпильки, для того чтобы сбег резьбы в гнезде не препятствовал завинчиванию шпильки. [c.607]
Выбор диаметров сверл для сверления отверстий под резьбу [c.255]
В практике диаметр сверла для сверления отверстий под резьбу выбирается по специальным таблицам, в которых указаны величины диаметров отверстий для разных резьб (табл. 41). [c.200]
Сверление отверстий под резьбу. Диаметр отверстия под резьбу должен быть несколько меньше наружного и больше внутреннего диаметра резьбы. Объясняется это тем”, что при нарезании резьбы металл выдавливается, отчего диаметр отверстия уменьшается. Чем более тверд и хрупок металл, тем меньше изменяется диаметр отверстия при нарезании резьбы. В отверстии, меньшем нормального, метчик испытывает большее сопротивление резанию, резьба получается с рваными нитками. Если же диаметр отверстия больше нормального, получается неполная резьба. [c.168]
При сборке деталей с помощью шпилек необходимо обеспечить плотную посадку резьбового соединения и перпендикулярность оси шпильки к плоскости, в которую она ввинчивается. Это будет возможно, если сверление отверстий под резьбу будет выполнено по кондуктору, а резьба нарезана на станке. Если посадка шпильки ока- [c.479]
Специальные комбинированные сверло-зенкер и зенкер для обработки отверстий показаны на рис. 1 и 2. Некоторые конструкции нестандартизованных сверл и разверток приведены в табл. 13, в табл. 14 даны основные размеры ступенчатых сверл для одновременного снятия фаски и сверления отверстий под резьбу.
[c.434]
1 и 2. Некоторые конструкции нестандартизованных сверл и разверток приведены в табл. 13, в табл. 14 даны основные размеры ступенчатых сверл для одновременного снятия фаски и сверления отверстий под резьбу.
[c.434]
Важным видом сверлильных работ является сверление отверстий под резьбу. Эти отверстия сверлятся спиральным сверлом в сплошной заготовке, или рассверливают в отливках и поковках. [c.571]
ПОДБОР СВЕРЛ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД РЕЗЬБУ [c.196]
При сверлении отверстий под резьбу нужно всегда сообразовываться с диаметром (рис. 188). Если диаметр отверстия больше требуемого, получится неполная резьба, а если меньше, то будет сорвана резьба или сломается метчик. [c.196]
Диаметр сверла для сверления отверстия под резьбу выбирают обычно по таблицам (см. табл. 20 и 21). [c.196]
Сверление большого количества одинаковых деталей с высокой точностью осуществляется по кондуктору (шаблону, имеющему точно выполненные отверстия). Кондуктор накладывают на обрабатываемую заготовку или деталь и через отверстия в кондукторе производят сверление. Кондуктор не дает возможности сверлу отклоняться, благодаря чему отверстия получаются точными и расположенными на нужном расстоянии. При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала. [c.52]
При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла, в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала. [c.80]
Неправильно подбирают диаметр сверл для сверления отверстий под резьбу. [c.102]
Неправильный подбор диаметра сверл для сверления отверстий под резьбу вызван неправильным чтением учащимися справочных таблиц резьб. [c.102]
[c.102]
Подбор сверл для сверления отверстий под резьбу. Диаметр сверла под нарезание метрической и трубной резьб определяют по справочным таблицам. Когда нельзя воспользоваться таблицами, диаметр отверстия под метрическую резьбу приближенно вычисляют по формуле [c.365]
Пример. Подобрать сверло для сверления отверстия под резьбу М20, шаг которой равен 2 мм. [c.266]
Для компенсации упругих деформаций обрабатываемого материала в процессе резьбонарезания и сверления отверстий под резьбу наружный и средний диаметр метчика, а также диаметр сверла увеличивают на 0,05—0,1 мм по сравнению с аналогичными размерами метчиков и сверл для обработки металлов. [c.72]
Особым видом сверлильных работ является сверление отверстий под резьбу. Эти отверстия сверлят спиральным сверлом в сплошном теле заготовки. В отливках и поковках отверстия рассверливают, так как резьба в литых и штампованных отверстиях получается некачественная, метчики быстро изнашиваются. [c.373]
II группа—средние подачи. Сверление отверстий в недостаточно жестких деталях. Сверление отверстий под резьбу. [c.135]
Сверление отверстий под резьбу 187 [c.187]
СВЕРЛЕНИЕ ОТВЕРСТИЙ ПОД РЕЗЬБУ [c.187]
При износе или срыве резьбы производится заварка ее, зачистка от наплывов, разметка и сверление отверстия под резьбу и нарезка резьбы по чертежу. [c.315]
При сверлении отверстий под резьбу также надо иметь в виду твердость металла и соответственно с нею подбирать сверла. Для выбора диаметра сверла пользуются специальными таблицами (табл. 13). [c.161]
На рис. 28 показана схема наладки агрегатного станка с круглым поворотным столом для многопереходной двусторонней обработки с последовательной переустановкой двух Чугунных заготовок корпуса.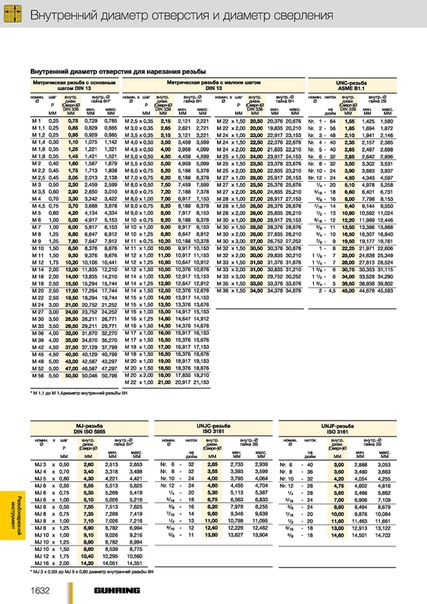 Позиция / — загрузочно-разгрузочная. Заготовки устанавливают на обработанный ранее торец Б, базируют и закрепляют в правом (п) и левом (л) рабочем приспособлении. Полностью обработанную заготовку из приспособления п снимают и на ее место устанавливают снятую с приспособления л обработанную с одной стороны заготовку, повернув ее на 90°. Освободившееся место приспособления л загружают новой заготовкой. Позиция II, л — фрезерование верхнего торца горизонтальной головкой. Позиции III, л, /К, —фрезерование вертикальной плоскости вертикальной головкой. Позиция V — центрование отверстий под резьбу у обеих заготовок позиция К,л — зенкерование трехступенчатого центрального отверстия вертикальной головкой. Позиция И/, и — сверление отверстия диаметром 18 мм горизонтальной головкой позиция VI,л — развертывание трехступенчатого отверстия вертикальной головкой. Позиция VII — сверление отверстий под резьбу у обеих заготовок позиция VII, л — протачивание трех канавок в верхней части ступенчатого отверстия с помощью копирного патрона, преобразующего осевую подачу шпинделя вертикальной головки в радиальную подачу резца. Позиция VIII — нарезание резьбы в обеих заготовках горизонтальными головками позиция VIII,л — протачивание канавки и снятие фаски в нижней ступени цен-
[c.466]
Позиция / — загрузочно-разгрузочная. Заготовки устанавливают на обработанный ранее торец Б, базируют и закрепляют в правом (п) и левом (л) рабочем приспособлении. Полностью обработанную заготовку из приспособления п снимают и на ее место устанавливают снятую с приспособления л обработанную с одной стороны заготовку, повернув ее на 90°. Освободившееся место приспособления л загружают новой заготовкой. Позиция II, л — фрезерование верхнего торца горизонтальной головкой. Позиции III, л, /К, —фрезерование вертикальной плоскости вертикальной головкой. Позиция V — центрование отверстий под резьбу у обеих заготовок позиция К,л — зенкерование трехступенчатого центрального отверстия вертикальной головкой. Позиция И/, и — сверление отверстия диаметром 18 мм горизонтальной головкой позиция VI,л — развертывание трехступенчатого отверстия вертикальной головкой. Позиция VII — сверление отверстий под резьбу у обеих заготовок позиция VII, л — протачивание трех канавок в верхней части ступенчатого отверстия с помощью копирного патрона, преобразующего осевую подачу шпинделя вертикальной головки в радиальную подачу резца. Позиция VIII — нарезание резьбы в обеих заготовках горизонтальными головками позиция VIII,л — протачивание канавки и снятие фаски в нижней ступени цен-
[c.466]
При сверлении отверстий под резьбу по контрдетали без пометки при диаметрах М16 и выше целесообразно применять кондукторные втулки. Втулка вставляется в отверстие контрдетали и сверлом, соответствующим диаметру отверстия под резьбу, производится сверление отверстия в детали. Применение кондукторных втулок позволяет повысить качество сверления и производительность, так как сверление ведется на проход без подметки или предварительного сверления. [c.481]
Некоторые конструкции нестандартизо-ванных сверл и разверток приведены в табл. 14. В табл. 15 даны основные размеры ступенчатых сверл для одновременного снятия фаски и сверления отверстий под резьбу.
[c.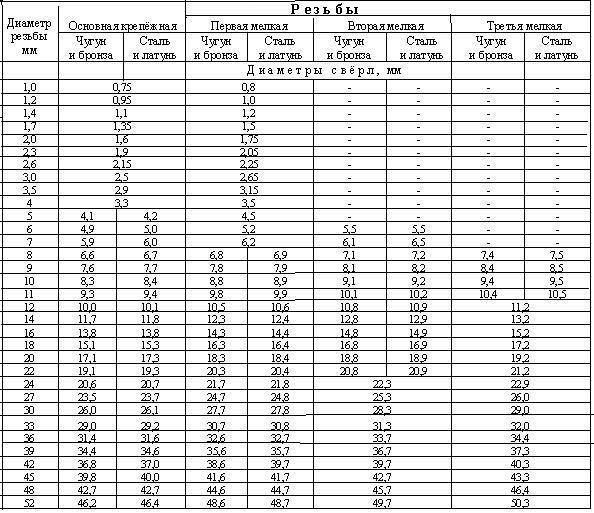 400]
400]
Радиально-сверлильная. Выполняется на радиально-сверлильном станке 2Н53. Сверлить четыре отверстия I и зенкеровать четыре отверстия 2 (рис. 1.68). Сверление отверстий под резьбу и нарезание резьбы (на эскизе не показаны). [c.88]
Для обработки сквозных отверстий во всех указанных выше случаях подачи выбираются по И группе. Эти же величины подач применяются при сверлении отверстий в нежестких и тонкостенный деталях под последующее рассверливание, растачивание или зенкерование с высокими требованиями к параллельности их осей, а также для сверления отверстий под резьбу и отверстий длцной от 2,5 до 6 диаметров сверла. [c.164]
ГОСТ, диаметр отверстия под болт М6 и М8, М10 и М12, его размер под болты М20 и М24
Существуют всевозможные виды и размеры отверстий под болты. Многие из них закреплены в ГОСТ, но необходимо обязательно знать ряд тонкостей и без обращения к нему. Полезно изучить диаметры отверстий под болты М6 и М8, М10 и М12, М20 и М24.
Требования
Основные нормативы закреплены в ГОСТ 11284, принятом в далеком уже 1975 году. Документ посвящен различного рода отверстиям под любые типы крепежных деталей. В стандарте прописано три ряда диаметров проходов под крепления. В каждом последующем ряду сечение канала должно быть больше, чем в предыдущем — при условии идентичного размера самого метиза, конечно.
Довольно часто болты делают под головку.
Преимущественно такие головки выполняются в форме шестигранника. Но иногда есть варианты:
-
с лысками под ключ;
-
с расположением шестигранника внутри;
-
со шлицами, имеющими треугольную форму.

Отверстия под высокопрочные болты необходимо раззенковывать. Продавливать каналы на полный диаметр крепежа не допускается. Это ограничение действует в случаях:
-
строительства мостов;
-
работы со сталью, рассчитанную на температуру от -40 до -65 градусов;
-
работы со сталью марки С40 или С52.
Очень важный технологический параметр в большом количестве случаев — это шероховатость изделий. Выбор ее подходящих значений, как показывает практика, ставит в тупик даже начинающих изучать курс инженерных наук. Но не погружаясь в эти «дебри», стоит заметить главное — при размере шероховатости от 20 до 80 мкм она уже будет отлично заметна визуально. Такое обстоятельство позволяет неплохо разграничивать разный уровень неровности отверстий. В целом шероховатость описывают по ГОСТ 2789, принятому в 1973 году.
Там установлен ряд ключевых свойств:
Виды
Сквозные отверстия под болты могут иметь сечение под стержни от 0,1 до 16 см. Точно такой же габарит имеют проходы для крепления шпилек, заклепок и винтов. Впрочем, размеры «глухих» проходов могут быть точно такими же. Важно: при прокладке сквозных отверстий нужно принимать специальные меры, чтобы сверло не било в верстак или иную опору. Для этой цели:
-
используют особые верстаки с выемками;
-
размещают деревянную или комбинированную (дерево-металлическую) прокладку;
-
сокращают темп сверления в самом его конце;
-
подкладывают стальной брусок с отверстием.

По форме сами головки болтов делятся на:
Размеры
Отверстия под крепеж М6 таковы (в сантиметрах):
-
для первого ряда – 0,64;
-
для второго ряда – 0,66;
-
на третьей линии еще больше — 0,7.
Но на практике встречаются и крепежные изделия меньшего габарита — М5. В этом случае порядная раскладка сечений такова:
При этом существует и немало отверстий под болты большего размера. Так, под М8 приходится делать каналы:
Следующий по диаметру габарит — М10. Для этого типа метизов действуют такие размерные нормы:
-
на первой линии – 1,05;
-
на второй линии – 1,1;
-
на третьей линии – 1,2 см.
Разумеется, существуют и гораздо более длинные приспособления для крепления. Речь идет, прежде всего, о категории М30. Для отверстий под такие болты установлены следующие стандарты (по рядам):
Самый крупный тип болтов, допускаемых стандартом 1975 года, – это М85. Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.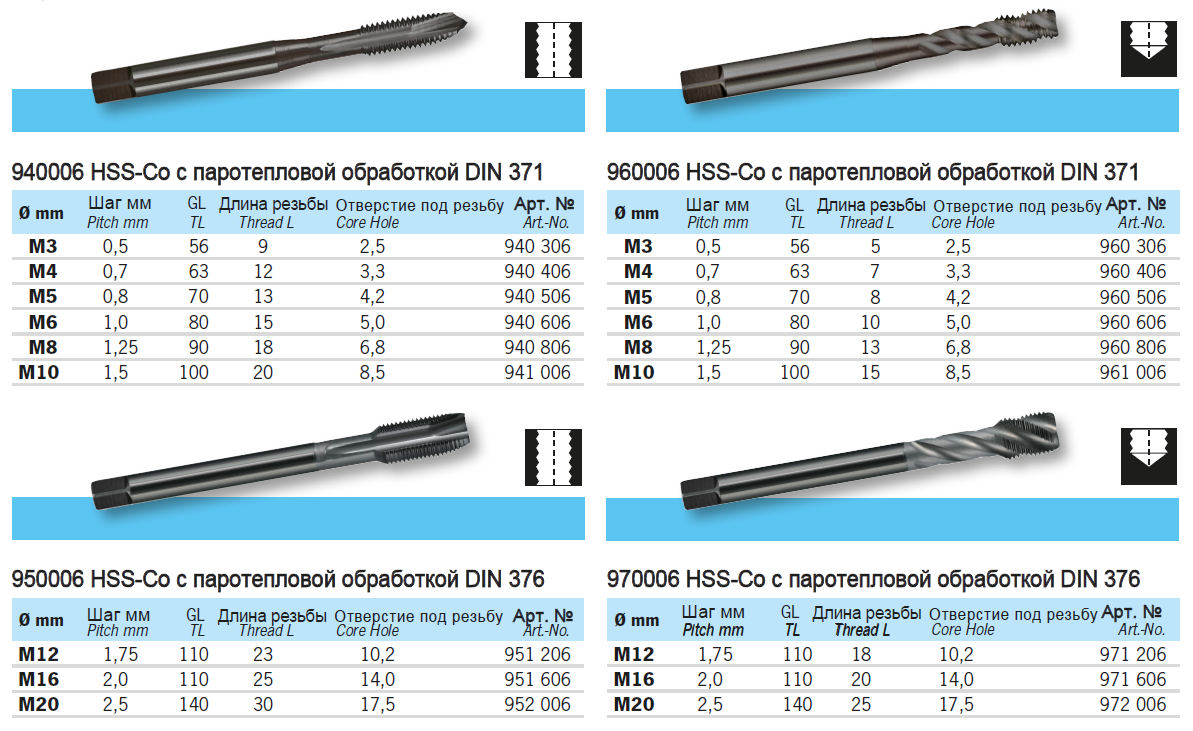
Он характерен главным образом для строительства и промышленности.
Довольно часто в индустриальном секторе находят применение и болты типа М45. Для их использования необходимо готовить отверстие:
Но, опять же, все это излишне крупно для обычного бытового крепления в большинстве случаев. Там зато находит спрос болт М12. А с ним уже ситуация заметно интереснее. В начальной размерной группе значение весьма жестко задано — 13 мм. Но в двух последующих есть выбор — 1,35/1,4 и 1,45/1,5 см соответственно.
То же самое касается и М14 (15, 15,5/16, 16,5/17), и М16 (17, 17,5/18, 18,5/19 мм). Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
Но внимания, безусловно, заслуживают и крепежные изделия категории М20, вернее, отверстия под их размещение. Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
Варьирование величины отверстий как минимум в некоторых случаях объясняется очень легко. Это связано с тем, что сами болты отличаются по классу точности. Если они отвечают требованиям категории A, то можно формировать канал и без зазора. Однако проблема в том, что это довольно сложно. И потому в реальных строительных конструкциях преимущественно используются соединения категории B.
Для фрикционных метизов сечением 12 мм номинальные размеры технического канала составляют от 13 до 15 мм.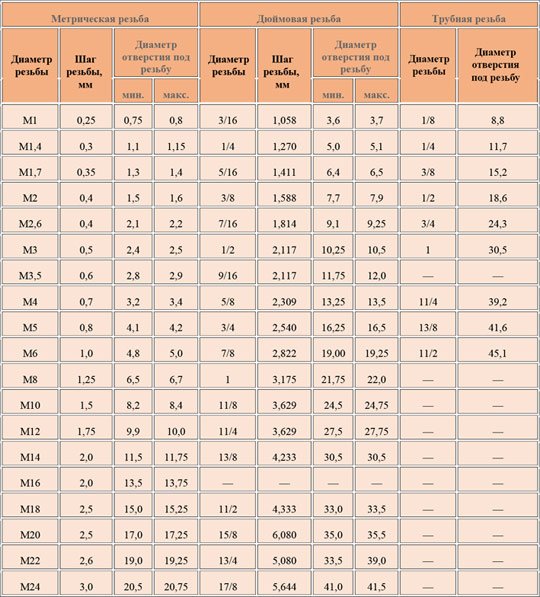 Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Еще одна немаловажная тема — выбор длины применяемого крепежа. Ее рассчитывают, суммируя размеры толщины соединяемых элементов.
Дальше нужно добавить еще толщину применяемых шайб и гаек. Дополнительно вводится поправочный коэффициент 30% к сечению метиза. Когда этот расчет произведен, необходимо подобрать среди сортамента крепежных конструкций ближайший размер. (По мере надобности расчет округляют в большую сторону, чтобы болт выходил из гайки как минимум на один оборот резьбы). Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Но есть еще несколько тонкостей, о которых следует помнить обязательно. Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
В следующем видео предлагаем наглядно ознакомиться с видами и размерами отверстий под болты.
Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.

Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
|
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
|
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
|
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
|
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
|
|
M4 |
0,7 |
|
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
|
|
M5 |
0,8 |
|
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
|
|
M6 |
1 |
|
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
|
|
M8 |
1,25 |
|
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
|||
|
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
|
|
M10 |
1,5 |
|
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
|||
|
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
|
|
M12 |
1,75 |
|
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
|||
|
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
|
|
M14 |
2 |
|
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
|||
|
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
|
|
M16 |
2 |
|
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
|||
|
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
|
|
M18 |
2,5 |
|
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
|||
|
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
|
|
M20 |
2,5 |
|
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
|||
|
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
|
|
M22 |
2,5 |
|
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
|||
|
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
|
|
M24 |
3 |
|
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
|||
|
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
|
|
M27 |
3 |
|
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
|||
|
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
|
|
M30 |
3,5 |
|
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
|||
|
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
|
|
M33 |
3,5 |
|
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
|||
|
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
|
|
M36 |
4 |
|
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
|||
|
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
|
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
Как правильно нарезать резьбу – Мекка инструмента
О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы – диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
И, конечно же, успех нарезки и качество резьбы во многом зависят от качества самого инструмента. Впрочем, эта проблема легко решаема – ведь в Интернет-магазине «Мекка инструмента» вы найдете любой требуемый инструмент по привлекательной цене.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
|
Обозначение резьбы |
Диаметр, отверстия,мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
 Диаметры отверстий под метрические резьбы.
Диаметры отверстий под метрические резьбы.
|
Обозначение резьбы, дюйм |
Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм | |
|
Ниток на дюйм |
мм | |||
| 1/8″ | 2,095 | 24 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 24 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 29 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 18 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 16 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 14 | 1,814 | 8,79 |
 Диаметры отверстия под дюймовые резьбы.
Диаметры отверстия под дюймовые резьбы.
|
Обозначение резьбы |
Наружный диаметр,мм | Шаг резьбы |
Внутренний диаметр отверстия.мм |
||
| трубы | резьбы |
ниток на дюйм |
мм | ||
| труб 1/4″ | 13,5 | 13,158 | 19 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 19 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 14 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 14 | 1.814 | 24,3 |
| труб 1″ | 33,5 | 33.250 | 11 | 2,399 | 30,5 |
 Трубные дюймовые резьбы.
Трубные дюймовые резьбы.Метрические гайки и болты | Thomsonrail Total Rail Solutions
Все метрические гайки и болты, за исключением самых низких марок, имеют идентификационную маркировку, указывающую на их прочность.
На головке каждого болта два числа, разделенных десятичной запятой, полный список включает десять классов от 3,6 до 14,9, но на станках и оборудовании обычно встречаются только классы 8,8, 9,8, 10,9 и 12,9. Головка болта также должна иметь код – обычно две или три буквы – указывающий на производителя.Обычно маркировка находится на верхней части головки болта, но иногда и сбоку.
Первое число указывает предел прочности стали в болте на разрыв. В круглых единицах это 10 кг на квадратный миллиметр болта.
Например, болт класса 12.9 не сломается, пока каждый квадратный миллиметр поперечного сечения болта не выдержит нагрузку не менее 120 кг. Точно так же болт класса 8.8 не сломается, пока не будет нести нагрузку 80 кг на квадратный миллиметр.
Болт начнет растягиваться до того, как он окончательно сломается, второе число на головке болта указывает, какую прочность на разрыв может выдержать болт, прежде чем он начнет растягиваться.
Например, болт класса 12.9 начнет растягиваться, когда нагрузка на болт составит 90% от разрушающей нагрузки. Точно так же болт класса 9,8 начнет растягиваться при 80% своей разрушающей нагрузки.
Маркировку класса прочности сложнее увидеть на метрических гайках, иногда дается в виде числа, иногда в виде точки и – линии, где положение линии указывает класс, как стрелки часы.
Если оценка дана в виде числа, она может быть выбита на верхней части гайки или на одной из плоских сторон.
Знаки оценки циферблата показаны на рисунке (справа). Поставьте точку в двенадцати позициях O-Clock, и линия покажет уклон.
Правило состоит в том, что класс гайки всегда должен быть таким же, как у болта, или на один класс выше, поэтому: болт класса 8,8 должен быть оснащен гайкой класса 8 или 9. Болт класса 12.9 должен быть оснащен гайкой класса 12 или 14.
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|
Узнайте метрические размеры болтов
Другие записи блога
Гайки и болты являются важными крепежными элементами, критически важными для безопасной сборки машин, оборудования, мебели и многого другого.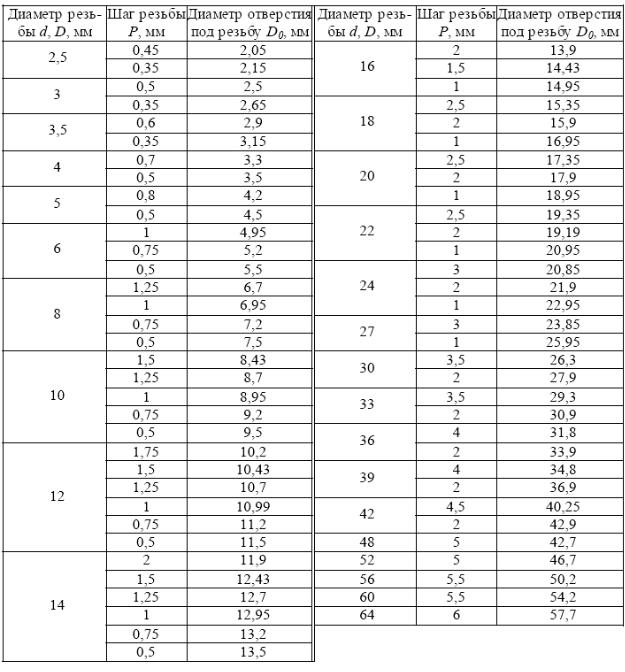 В большинстве случаев абсолютно необходимо использовать застежку правильного размера. В этом кратком руководстве мы представляем стандартные метрические размеры ISO для гаек и болтов, которые, надеюсь, помогут рассеять любую путаницу.
В большинстве случаев абсолютно необходимо использовать застежку правильного размера. В этом кратком руководстве мы представляем стандартные метрические размеры ISO для гаек и болтов, которые, надеюсь, помогут рассеять любую путаницу.
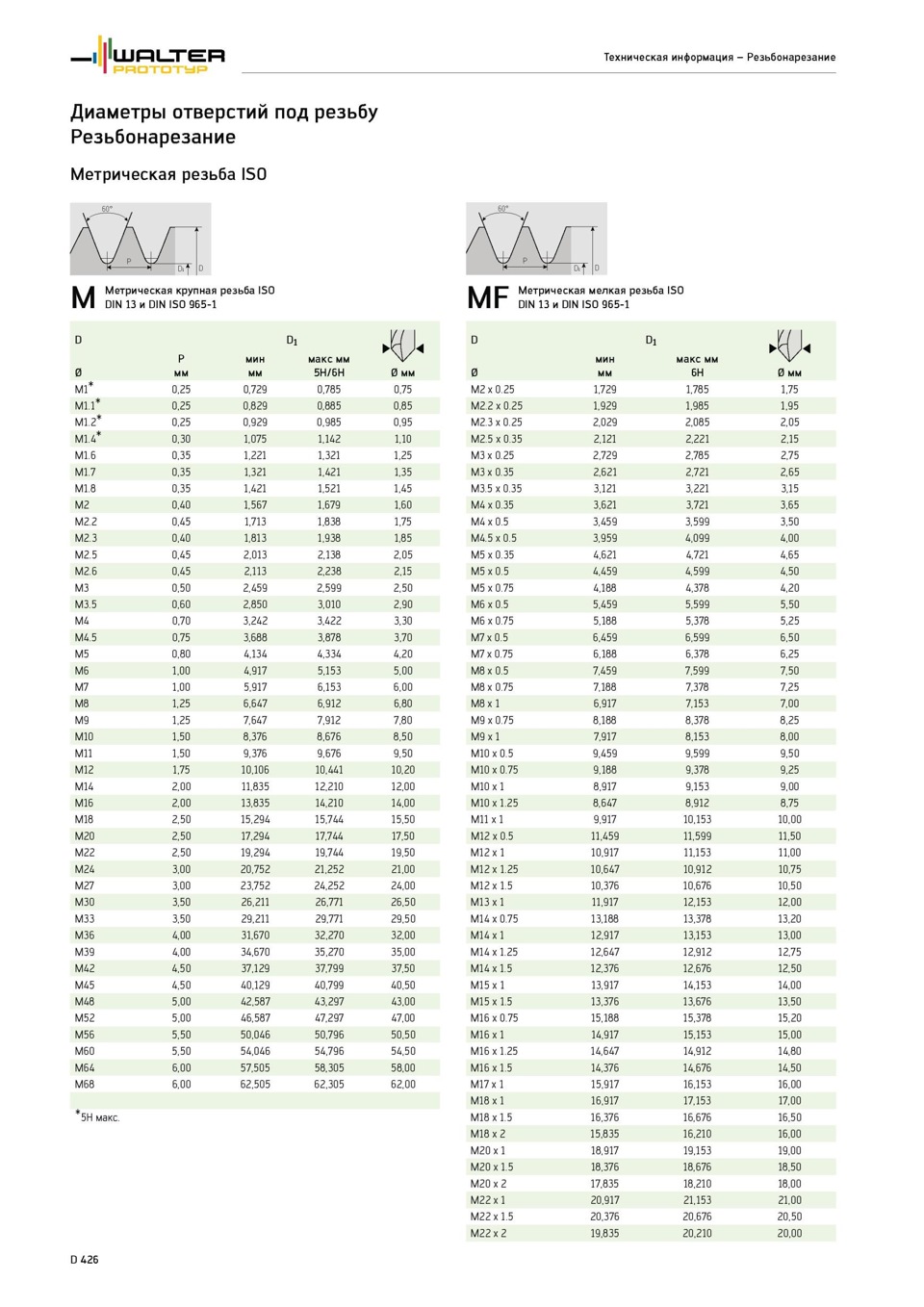
BS3643 Части 1 и 2
BS3643 определяет пределы и допуски для калибра резьбы ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, в которой представлены принципы и основные данные для спецификации метрической резьбы ISO.
и BS3643, часть 2, содержат табличные диаметры и допуски для крупной и мелкой резьбы на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размером «M», например: M3, M8, M12. Но размер метрической застежки более точно определяется с использованием размеров диаметра, шага и длины в миллиметрах. Для гаек используются просто диаметр и шаг.
Вот пример спецификации метрического болта: M8-1.0 х 20
Эта спецификация болта распределяется следующим образом:
- Буква «M» означает, что этот болт имеет метрическую резьбу.
- Число «8» обозначает номинальный диаметр стержня болта в миллиметрах.
- Число 1,0 – это шаг резьбы болта, то есть расстояние между резьбами в миллиметрах.
- И последняя цифра, 20, – длина в миллиметрах.
Но очень часто можно встретить метрические болты, указанные так: M12-50 .
В этом сокращенном формате отсутствует определение шага, что означает, что болт имеет крупную резьбу. Если размер шага не указан в метрической спецификации болта, болт всегда имеет крупную резьбу. Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как уже отмечалось, спецификация метрических болтов включает определение шага резьбы, но если это опущено, то предполагается крупный шаг. Метрические крепежные детали доступны либо с крупным, либо с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают варианты с очень мелким шагом резьбы.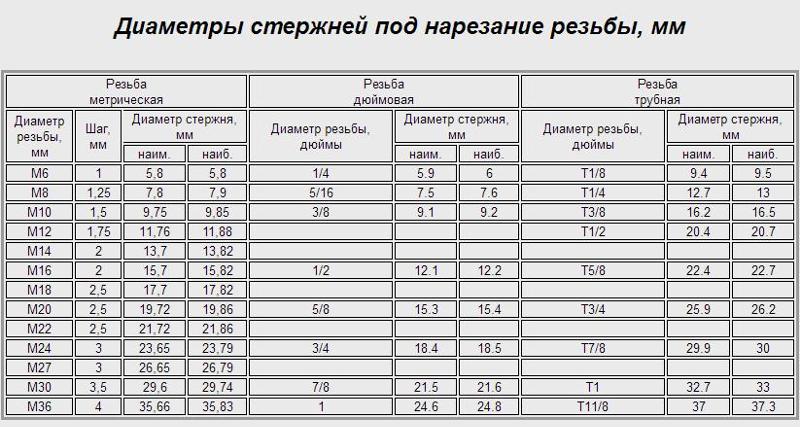 Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше резьбы на дюйм (они более близко расположены), чем сопоставимые болты в британской системе мер.
Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше резьбы на дюйм (они более близко расположены), чем сопоставимые болты в британской системе мер.
| Метрическая грубая | Мелкая метрическая | Метрическая сверхтонкая |
|---|---|---|
| M1.4-0.3 | ||
| М2-0,4 | ||
| M2,5-0,45 | ||
| М3-0.5 | ||
| M3,5-0,6 | ||
| M4-0,7 | ||
| М5-0,8 | ||
| M6-1.0 | ||
| M7-1.0 | ||
| M8-1,25 | М8-1.0 | |
| M10-1,5 | М10-1,25 | М10-1.0 |
| M12-1.75 | М12-1,5 | М12-1,25 |
| M14-2.0 | М14-1,5 | |
| M16-2.0 | М16-1,5 | |
| М18-2,5 | М18-1,5 | |
| M20-2,5 | М20-1,5 | |
| M22-2,5 | ||
| М24-3.0 | М24-2.0 | |
| M30-3,5 | ||
| M36-4.0 |
Метрическая длина болтов
Длина метрического болта измеряется и определяется точно так же, как дюймовые болты и крепежные детали в дюймовой системе. Болты с головкой под торцевой ключ, полукруглой, полукруглой и шестигранной головками измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с куполообразной головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.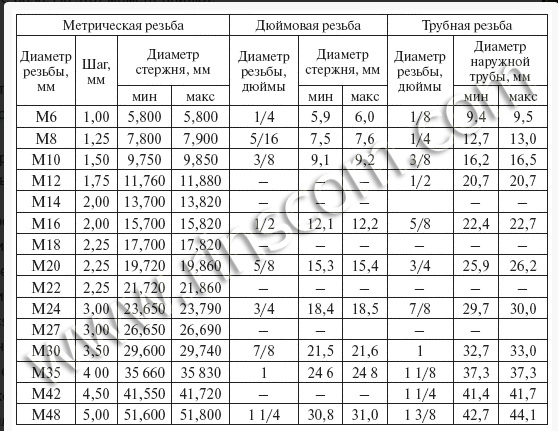
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и их описание.
| Стандартный № | Описание |
|---|---|
| DIN 84 | Машинный винт со шлицевой головкой |
| DIN 85 | Машинный винт с цилиндрической головкой и шлицем |
| DIN 94 | Пружинный шплинт |
| DIN 125A | Плоская шайба (без фаски) |
| DIN 125B | Плоская шайба (с фаской) |
| DIN 127B | Разъемная стопорная шайба |
| DIN 137B | Шайба с пружинной волной |
| DIN 315 | Гайка барашковая |
| DIN 439B | Шестигранная гайка крепежного винта, готовая шестигранная стопорная гайка |
| DIN 911 | Шестигранный ключ с длинным плечом |
| DIN 912 | Винт с головкой под торцевой ключ |
| DIN 916 | Установочный винт с внутренним шестигранником |
| DIN 931 | Винт с шестигранной головкой, частичная резьба |
| DIN 933 | Винт с шестигранной головкой, полная резьба |
| DIN 934 | Готовая шестигранная гайка |
| DIN 939 | Шпилька с двойным концом |
| DIN 960 | Винт с шестигранной головкой, частичная резьба |
| DIN 961 | Винт с шестигранной головкой, полная резьба |
| DIN 963 | Машинный винт с плоской головкой и шлицем |
| DIN 964 | Машинный винт с овальной головкой и шлицем |
| DIN 965 | Винт с плоской головкой и крестообразным шлицем |
| DIN 966 | Винт с овальной головкой и крестообразным шлицем |
| DIN 975 | Стержень с резьбой |
| DIN 980V | Стальная шестигранная стопорная гайка |
| DIN 985 | Шестигранная стопорная гайка с нейлоновой вставкой |
| DIN 6334 | Гайка муфты штока |
| DIN 6797A | Внешняя стопорная шайба |
| DIN 6797J | Внутренняя стопорная шайба |
| DIN 6912 | Винт с шестигранной головкой и низким внутренним шестигранником |
| DIN 6921 | Винт с шестигранной головкой и фланцем |
| DIN 6923 | Гайка шестигранная с фланцем |
| ISO 7379 | Винт с буртиком под шестигранник с головкой под торцевой ключ |
| ISO 7380 | Винт с шестигранной головкой и полукруглой головкой |
| DIN 7985 | Винт с цилиндрической головкой и крестообразным шлицем |
| DIN 7991 | Винт с шестигранной головкой и плоской головкой |
Размеры отверстий для метрических болтов
Определенный диаметр метрических болтов на самом деле немного больше, чем фактический диаметр стержня болта.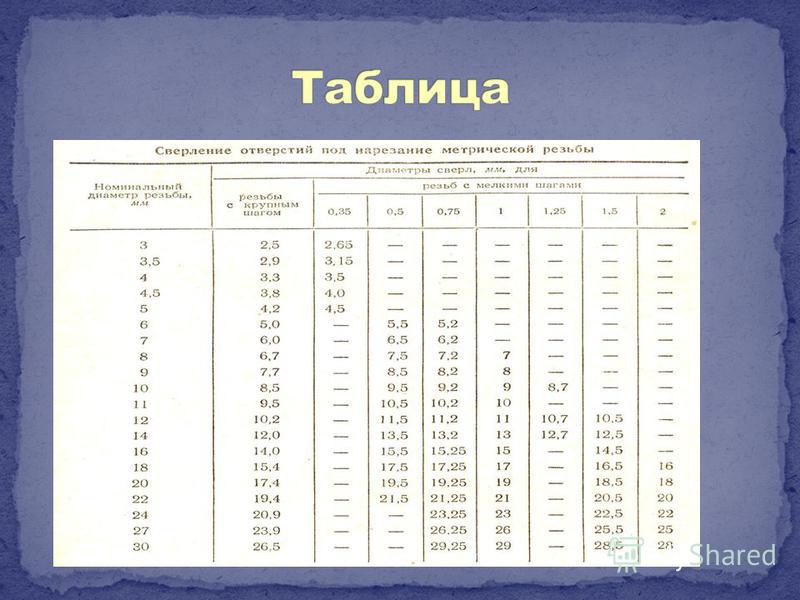 Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычтя шаг резьбы из метрического диаметра болта. Например, болт M8 со стандартным шагом крупной резьбы 1.Для нарезания резьбы 25 мм потребуется отверстие диаметром 6,75 мм. Но если бы у болта M8 была резьба с мелким шагом 1 мм, тогда диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также малых шагов резьбы и соответствующих им размеров резьбовых отверстий.
| Размер | Габаритное отверстие мм | Шаг резьбы (стандарт) | Сверло для нарезания резьбы (стандартное расстояние) | Шаг резьбы (мелкий) | Сверло для нарезания резьбы (мелкий шаг) |
|---|---|---|---|---|---|
| M5 | 5.5 | 0,8 | 4,2 мм | ||
| M6 | 6,5 | 1,0 | 5,0 мм | 0,75 | 5,25 мм |
| M8 | 9 | 1,25 | 6,75 мм | 1,0 | 7 мм |
| M10 | 11 | 1,5 | 8,5 мм | 1,0 или 1,25 | 9,0 или 8,75 мм |
| M12 | 14 | 1.75 | 10,25 мм | 1,5 | 10,5 мм |
| M16 | 18 | 2,0 | 14 мм | 1,5 | 16,5 мм |
| M20 | 22 | 2,5 | 17,5 мм | 1,5 | 20,5 мм |
| M24 | 26 | 3,0 | 21 мм | 2,0 | 22 мм |
| M30 | 32 | 3.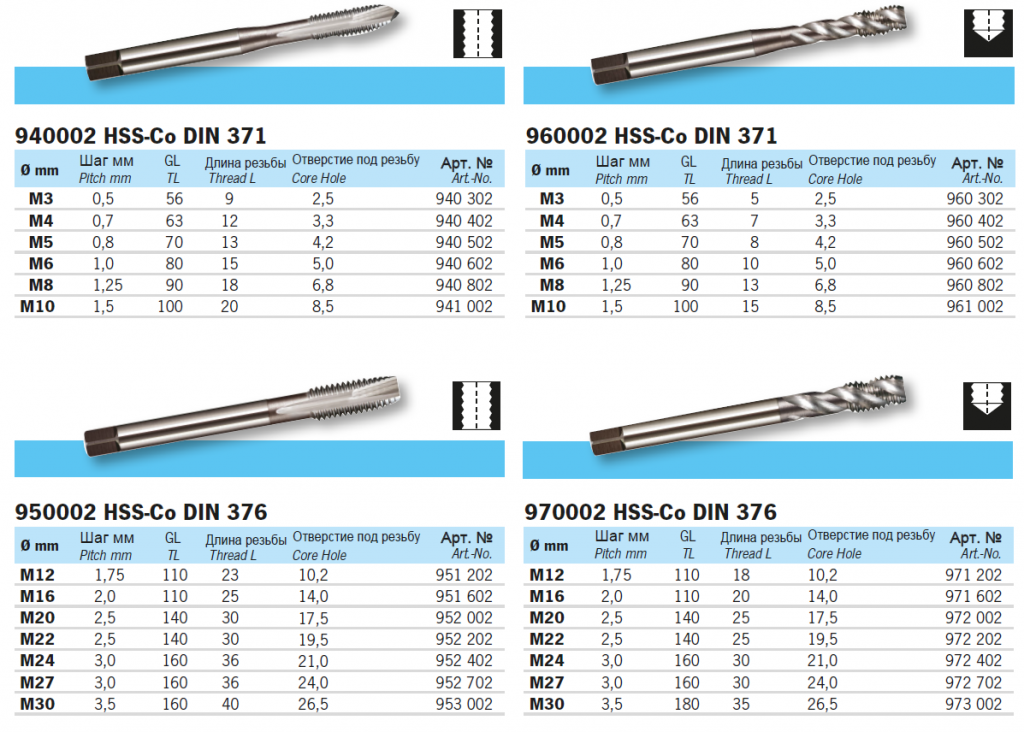 5 5 | 26,5 мм | 2,0 | 28 мм |
Размер стандартного гаечного ключа и шестигранного ключа
Всегда важно использовать правильный инструмент для работы. Важно использовать гаечный ключ правильного размера или шестигранный ключ, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных ключей и шестигранных ключей, которые подходят для наиболее часто используемых метрических гаек и болтов.
| Размер | Гаечный ключ | Шестигранный ключ |
|---|---|---|
| M5 | 8 мм | 4 мм |
| M6 | 10 мм | 5 мм |
| M8 | 13 мм | 6 мм |
| M10 | 17 мм | 8 мм |
| M12 | 19 мм | 10 мм |
| M16 | 24 мм | 14 мм |
| M20 | 30 мм | 17 мм |
| M24 | 36 мм | 19 мм |
| M30 | 46 мм |
Если у вас есть какие-либо вопросы или сомнения относительно необходимых вам крепежных изделий, помните, что мы здесь, чтобы помочь.Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Это сообщение было добавлено 19 Июнь 2020 Пятница
Допуск резьбы
Ранее было заявлено, что существенный принцип состоит в том, что фактический профиль резьбы как гайки, так и болта никогда не должен пересекать или выходить за рамки теоретического профиля. Практически, чтобы
сделать резьбу, должны применяться допуски, чтобы гарантировать, что это
всегда применяется существенный принцип.Допуск винтовой резьбы
осложняется сложной геометрической природой винта
форма резьбы. К основному профилю необходимо нанести зазоры.
резьбы, чтобы можно было ввинтить резьбу болта в
ореховая резьба. Для того, чтобы резьба была сделана практически, необходимо
быть допусками, применяемыми к основным элементам резьбы.
Практически, чтобы
сделать резьбу, должны применяться допуски, чтобы гарантировать, что это
всегда применяется существенный принцип.Допуск винтовой резьбы
осложняется сложной геометрической природой винта
форма резьбы. К основному профилю необходимо нанести зазоры.
резьбы, чтобы можно было ввинтить резьбу болта в
ореховая резьба. Для того, чтобы резьба была сделана практически, необходимо
быть допусками, применяемыми к основным элементам резьбы.Обычно резьба гайки имеет допуск, применяемый к основной профиль так, что теоретически возможна резьба гайки профиль должен быть равен теоретическому профилю.Болтовая резьба обычно имеют промежуток между основным и фактическим профилями резьбы. Этот зазор называется припуском с дюймовой резьбой и принципиальное отклонение с метрической резьбой. Терпимость впоследствии наносится на резьбу. Поскольку для резьбы с покрытием допуски применимы к резьбе от до покрытие (если не указано иное), зазор заполняется толщина покрытия.После покрытия фактический профиль резьбы не должен выходить за рамки основного профиля резьбы.
Полное обозначение метрической резьбы включает информацию не только по диаметру и шагу резьбы, но и по обозначению для класса допуска резьбы. Например, поток, обозначенный поскольку M12 x 1 – 5g6g означает, что резьба имеет номинальный диаметром 12 мм и шагом 1 мм.5g указывает на класс допуска для делительного диаметра и 6g – допуск класс по большому диаметру.
Посадка между резьбовыми частями обозначается резьбой гайки
обозначение допуска, за которым следует допуск резьбы болта
обозначение через косую черту.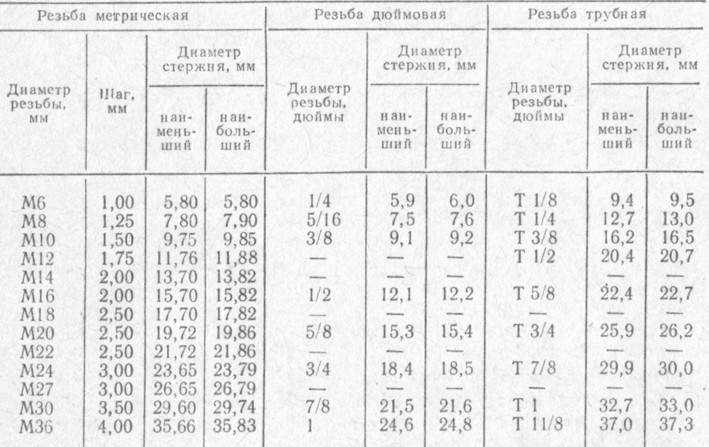 Например: M12 x 1 – 6H / 5g6g
указывает класс допуска 6H для гайки (внутренней) резьбы
и класс допуска 5g для делительного диаметра с 6g
класс точности по большому диаметру.
Например: M12 x 1 – 6H / 5g6g
указывает класс допуска 6H для гайки (внутренней) резьбы
и класс допуска 5g для делительного диаметра с 6g
класс точности по большому диаметру.
Класс допуска состоит из двух частей, класс допуска и позиция допуска.
Установлен ряд классов допуска для диаметры шага и гребня (диаметр гребня – второстепенный диаметр в случае резьбы гайки и наибольший диаметр в случае болтовой резьбы. Представлены классы допуска цифрами, чем меньше число, тем меньше допуск.Оценка 6 используется для качества средней точности и нормального качества. длина зацепления резьбы. Оценки ниже 6 предназначены для точных допусков и / или малой длины резьбы помолвка. Классы выше 6 предназначены для грубых допусков. качество и / или большая длина зацепления резьбы.
Есть:
5 классов допуска (классы 4-8) для несовершеннолетних
диаметр резьбы гайки.
3 класса точности (классы 4,6 и 8) по большому диаметру
резьбы болта.
5 классов допуска (классы 4-8) на делительный диаметр
допуск на резьбу гайки.
7 классов допуска (классы от 3 до 9) на делительный диаметр
допуск резьбы болта.
Положения допуска обозначаются буквами, заглавными буквами
для резьбы гаек и строчных букв для резьбы болтов.В
позиция допуска – это расстояние допуска от
базовый размер профиля резьбы.
Для резьбы гайки есть два положения допуска, H с
нулевое основное отклонение (расстояние от позиции допуска
от базового размера) и G с положительным фундаментальным отклонением.![]()
Для резьбы болтов имеется четыре положения допуска, h имеет нулевое фундаментальное отклонение и отрицательное фундаментальное отклонение e, f и g отклонения.(Положительное фундаментальное отклонение указывает на то, что размер элемента резьбы будет больше основного размер. Отрицательное фундаментальное отклонение указывает на то, что размер элемента резьбы будет меньше основного размер.
Одна практическая проблема, с которой часто сталкиваются, – это то, какой поток
допуск, применяемый к резьбовому отверстию. Стандартный допуск
классы 6g для резьбы болта и 6H для резьбы гайки
обычно включаются в чертеж по умолчанию.Проблема
иногда случается, что при зацеплении длинной резьбы (что
часто используются для резьбовых отверстий в мягких материалах)
может быть натяг между резьбой гайки и винта
резьбы по мере того, как винт ввинчивается в резьбовое отверстие. Там
может быть небольшое несоответствие шага резьбы между
внутренняя резьба и внешняя резьба, требующие гаечного ключа
повернуть застежку до низа резьбы i.е. Это
не может свободно вращаться. Применяются стандартные классы допуска
строго только при относительно небольшой продолжительности взаимодействия
используется (например, с гайкой, которая обычно составляет 0,8d, где
d – размер резьбы). Допуск диаметра деления должен быть
способны компенсировать ошибки по тангажу и углу фланга, которые могут
иногда только путем изменения положения допуска
скажем, от H до G для внутренней резьбы (поскольку стандарт
винты – 6g – желательно использовать).