выбор сверла, порядок расчета диаметра, советы специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.


Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
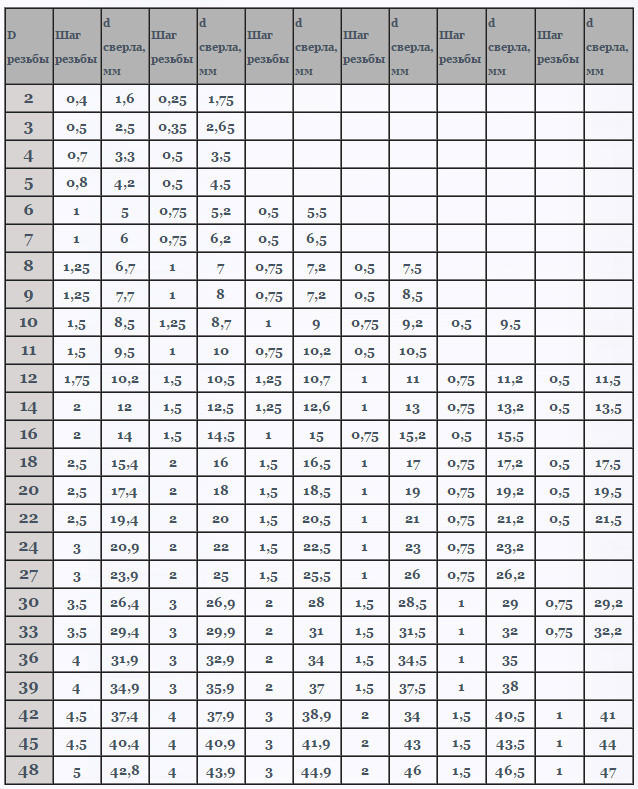
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.

Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.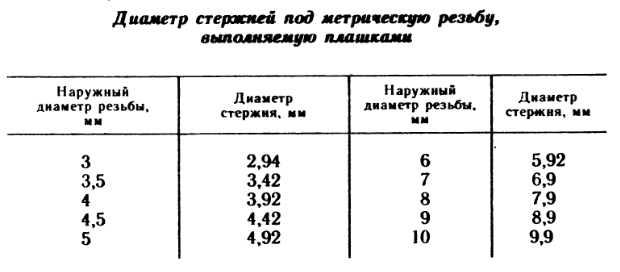
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.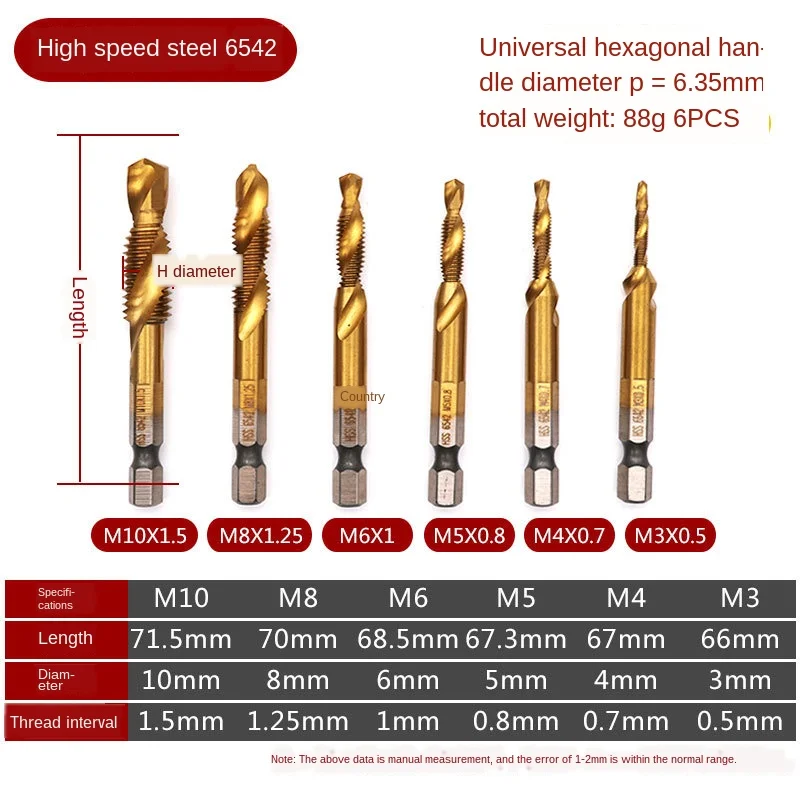
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
Виды метчиков по способу использования и типу резьбы
Содержание
- Что такое метчики
- Виды метчиков по типу использования
- Виды метчиков по типу резьбы
- Виды метчиков по типу канавок
- Купить метчики
Метчики – это металлорежущий инструмент для нарезания внутренней резьбы в глухих и сквозных отверстиях ручным или машинным способом. Метчиками нарезают различные виды резьбы – метрическая, дюймовая, коническая, трапецеидальная и т. д.
Метчики изготавливают из быстрорежущей стали различных марок: HSS (Р6М5), HSS-G, HSSE, HSS-Co (Р6М5К5).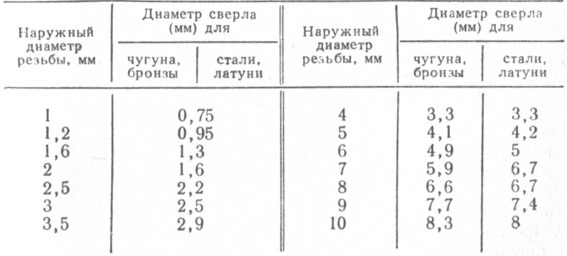 Также современные технологии производства позволяют производить метчики из порошковой стали и твердого сплава. Метчики из твёрдых сплавов имеют высокую твердость, износостойкость и жаропрочность, способны долго работать на высоких скоростях с максимальной производительностью. Метчики из порошковой быстрорежущей стали HSS-PM используются там, где требуется высокая прочность инструмента, для обработки высокопрочных и труднообрабатываемых материалов, титан и его сплавы, нержавеющая сталь.
Также современные технологии производства позволяют производить метчики из порошковой стали и твердого сплава. Метчики из твёрдых сплавов имеют высокую твердость, износостойкость и жаропрочность, способны долго работать на высоких скоростях с максимальной производительностью. Метчики из порошковой быстрорежущей стали HSS-PM используются там, где требуется высокая прочность инструмента, для обработки высокопрочных и труднообрабатываемых материалов, титан и его сплавы, нержавеющая сталь.
Наши метчики делаются на самых передовых технологиях с применением только надежных материалов и полностью соотвествуют ГОСТ 3266-81.
Виды метчиков по способу использования
- Ручные метчики – как правило используются в слесарных работах. Помимо одного метчика, выпускаются 2-х и 3-х комплектные, которые используются последовательно один за другим – черновой, основной, чистовой. Номер метчика определяется по числу кольцевых рисок на хвостовике.
- Машинно-ручные метчики – являются наиболее универсальными и могут использоваться как для машинного применения, так и для ручного использования. Для нарезания резьбы в сквозных отверстиях используются метчики с шестью нитками на основании рабочей части, для глухих отверстий – с тремя нитками. Их изготавливают из быстрорежущих сталей HSS, HSS-E которые имеет повышенную твердость, стойкость к нагреванию и высоким нагрузкам.
- Машинные метчики – используются исключительно для установки в резьбонарезной патрон станка, отличаются винтовыми и укороченными канавками. В отличие от ручных метчиков, где используется комплект из 2шт. или 3 шт., машинными метчиками можно нарезать резьбу за один проход. Для изготовления метчиков используется высокопроизводительная инструментальная сталь (HSS, HSSE, HSS-Co), обладающая устойчивостью к повышенным температурам и механическим нагрузкам, с пределом прочности до 1000 Н/мм². Также такие метчики изготавливаются из твердых сплавов, они применяются для нарезания резьбы в жаропрочных сталях с повышенной твердостью.


Метчики по типу резьбы
Метрические метчики
предназначены для нарезания внутренней метрической резьбы с различным шагом, в сквозных и глухих отверстиях. Обозначаются такие метчики буквенным обозначением «M» и измеряются в миллиметрах, числа после него обозначают диаметр и шаг резьбы М6 х 1.0. Размер угла резьбы метрических метчиков равен 60°.
Все виды метрических метчиков
Дюймовые метчики
специализированный инструмент для нарезания резьбы в дюймовых стандартах UNC (унифицированная с крупным с шагом), UNF (унифицированная с мелким шагом), UNEF (особо мелкая резьба). Данные метчики изготавливаются по американскому стандарту, часто встречаются на зарубежном оборудовании. Диаметр метчика обозначается в дюймах, шаг – означает число витков на один дюйм. Имеет такой же угол резьбы 60° как и у метрических метчиков, но между собой они не совместимы.
Все виды дюймовых метчиков
Гаечные метчики
разновидность метчиков, которые предназначены исключительно для нарезки резьбы на гайках.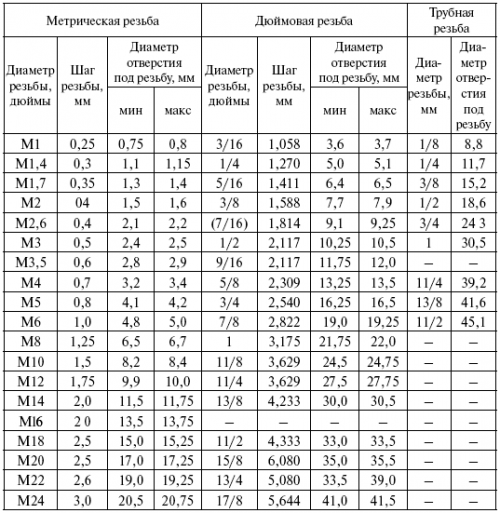 Имеют длинную хвостовую часть, которая служит для нанизывания гаек. Как только будет нарезана резьба в определенном количестве гаек, метчик извлекается из патрона станка для извлечения всей серии готовых деталей.
Имеют длинную хвостовую часть, которая служит для нанизывания гаек. Как только будет нарезана резьба в определенном количестве гаек, метчик извлекается из патрона станка для извлечения всей серии готовых деталей.
Все виды гаечных метчиков
Трубные метчики
маркируются буквой G, применяются для нарезания трубной резьбы в глухих и сквозных отверстиях в диапазоне от 1/8 до 2 дюймов. Производятся в ручном и машинно-ручном исполнении, подходят для нарезания резьбы в системах водоснабжения, гидравлики, двигателях, в изделиях из легированной стали и цветных металлов. Угол резьбы у трубного метчика составляет 55°.
Все виды трубных метчиков
Конические метчики
предназначены для нарезания конической резьбы, имеют маркировку К (конические метрические) и Rc (конические трубные). Отличаются от других метчиков удлиненной заборной начальной резьбой постепенно переходящей в полную резьбу. Применяются для резьбовых соединений водяных, топливных, масляных, воздушных трубопроводов машин и станков.
Все виды конических метчиков
Шахматные метчики
благодаря такому расположению зубьев (через зуб) уменьшается контакт рабочей части метчика с обрабатываемой поверхностью, снижается сила трения и предотвращается заклинивание витков в процессе нарезания резьбы. Именно эти свойства метчика позволяют использовать их для нарезания резьбы в вязких сплавах: алюминии, титан, нержавеющая сталь.
Все виды метчиков-раскатников
Метчики-раскатники
главное отличие таких метчиков, что резьба получается методом деформации материала (накатывания) без образования стружки. Раскатники как правило используют для получения резьбы в цветных металлах и мягких сталях (медь, алюминий, латунь, сплавы из бронзы и свинца, низкоуглеродистая сталь). Резьба получаемая таким методом получается более плотная и прочная, так как материал в месте накатывания уплотняется, становится более твердым и износоустойчивым. Производительность метчиков в 1,5 раза выше, по сравнению с традиционным методом с образованием стружки. Но технология требует обязательного использования смазочных технологических жидкостей и достаточно мощного оборудования.
Но технология требует обязательного использования смазочных технологических жидкостей и достаточно мощного оборудования.
Все виды метчиков-раскатников
Типы канавок у метчиков
Для эффективного отвода стружки метчики имеют так называемые канавки, которые влияют на эффективность резания, предупреждают налипание и заклинивание стружки и бывают различной формы. В ручных метчиках канавка, как правило, канавка прямая. В машинно-ручных и машинных метчиках профиль и угол канавки может быть разной формы. Все виды метчиков могут быть как с правой резьбой (RH) так и левой (LH).
- Метчик с прямой канавкой – является самым универсальным и недорогим, чаще применяется для нарезания резьбы небольшой глубины в стали и чугуне, так стружка накапливается внутри канавок. Метчики этой категории используются для нарезания сквозных и глухих отверстий дюймовой и метрической резьбы, а также ими можно нарезать трубную и коническую резьбу. Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
- Метчик с прямой канавкой и подточкой – или его еще называют «со стружколомом», Используется в основном для нарезания резьбы в сквозных отверстиях. Благодаря подточке стружка ломается и отправляется вперед в сторону отверстия, СОЖ при этом легко добраться до режущих кромок. Также подточка обеспечивает позитивный передний угол для всех зубьев и способствует снижению усилия в заборной части метчика, которая как правило имеет форму В (3,5-5 витков).
- Метчики со спиральной канавкой – данный вид метчика специально разработан для глухих отверстий, однако может использоваться и для сквозных. Благодаря спиральным канавкам стружка отводится вверх, что очень удобно при нарезании глухой резьбы. Также такие метчики очень хорошо зарекомендовали себя по вязким материалам, такие как нержавеющая сталь, так как имеют достаточно узкую режущую часть и широкие канавки.
 Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
В нашем каталоге вы найдете метчики всех типов и многое другое к ним. А так же много полезной дополнительной информации.
Хохлов Денис
Автор блога и эксперт в металлорежущем инструменте
Размеры направляющих отверстий в листовом металле
Связанные ресурсы: аппаратное обеспечение
Размеры направляющих отверстий в листовом металле
Руководство по проектированию и применению оборудования ANSI
Данные по проектированию и проектированию оборудования в метрических единицах ISO
Приблизительные размеры направляющих отверстий для стальных резьбонарезных винтов типа C в листовом металле для резьбонарезных винтов
Приблизительные размеры отверстий для стальных резьбонарезных винтов типа C в листовом металле | |||
| Размер винта | Толщина металла | Размер отверстия | Размер сверла |
| 4-40 | 0,037 | 0,094 | 42 |
| 0,048 | 0,094 | 42 | |
| 0,062 | 0,096 | 41 | |
| 0,075 | 0,100 | 39 | |
| 0,105 | 0,102 | 38 | |
| 0,134 | 0,102 | 38 | |
| 6-32 | 0,037 | 0,113 | 33 |
| 0,048 | 0,116 | 32 | |
| 0,062 | 0,116 | 32 | |
| 0,075 | 0,122 | 3,1 мм | |
| 0,105 | 0,125 | 1/8 | |
| 0,134 | 0,125 | 1/8 | |
| 8-32 | 0,037 | 0,136 | 29 |
| 0,048 | 0,144 | 27 | |
| 0,062 | 0,144 | 27 | |
| 0,075 | 0,147 | 26 | |
| 0,105 | 0,150 | 25 | |
| 0,134 | 0,150 | 25 | |
Приблизительные размеры отверстий для стальных резьбонарезных винтов типа C в листовом металле | |||
Размер винта | в листовой стали толщиной | Размер отверстия | Размер сверла |
10-24 | 0,037 | 0,154 | 23 |
0,048 | 0,161 | 20 | |
0,062 | 0,166 | 19 | |
0,075 | 0,170 | 18 | |
0,105 | 0,173 | 17 | |
0,134 | 0,177 | 16 | |
10-32 | 0,037 | 0,170 | 18 |
0,048 | 0,170 | 18 | |
0,062 | 0,170 | 18 | |
0,075 | 0,173 | 17 | |
0,105 | 0,177 | 16 | |
0,134 | 0,177 | 16 | |
12-24 | 0,037 | 0,189 | 12 |
0,048 | 0,194 | 10 | |
0,062 | 0,194 | 10 | |
0,075 | 0,199 | 8 | |
0,105 | 0,199 | 8 | |
0,134 | 0,199 | 8 | |
Приблизительные размеры отверстий для стальных резьбонарезных винтов типа C в листовом металле | |||
| Размер винта | Толщина металла | Размер отверстия | Размер сверла |
| 1⁄4-20 | 0,037 | 0,221 | 2 |
| 0,048 | 0,221 | 2 | |
| 0,062 | 0,228 | 1 | |
| 0,075 | 0,234 | А | |
| 0,105 | 0,234 | А | |
| 0,134 | 0,236 | 6 мм | |
| 1⁄4-28 | 0,037 | 0,224 | 5,7 мм |
| 0,048 | 0,228 | 1 | |
| 0,062 | 0,232 | 5,9 мм | |
| 0,075 | 0,234 | А | |
| 0,105 | 0,238 | Б | |
| 0,134 | 0,238 | Б | |
| 5/16-18 | 0,037 | 0,290 | л |
| 0,048 | 0,290 | л | |
| 0,062 | 0,290 | л | |
| 0,075 | 0,295 | М | |
| 0,105 | 0,295 | М | |
| 0,134 | 0,295 | М | |
Все размеры указаны в дюймах, за исключением размеров сверла. Может потребоваться изменить размер отверстия в зависимости от конкретного применения.
Может потребоваться изменить размер отверстия в зависимости от конкретного применения.
Тип C не рекомендуется для новых конструкций.
Родственные
- Пилотные отверстия Асбестовые стекловолоконные композиции с саморезами
- Размеры направляющих отверстий в фанере (пропитанной смолой) для резьбонарезных винтов типа А из стального листового металла
- Размеры направляющих отверстий для стальных бригад из листового металла
- Самонарезающие винты ANSI для листового металла Размеры для резьб B и BP
- Размеры резьбы для листового металла для резьбонарезных саморезов типов AB, A и U
- Максимальный момент затяжки для метрических саморезов
- Калькулятор вытягивания самонарезающего винта и крутящего момента
- Калькулятор вытягивания саморезов и крутящего момента
- Саморезы Проектирование установки и проектирование
Нарезание резьбы: стандартные отверстия
Спинка
Материалы
Материалы по обслуживанию
МАТЕРИАЛЫ ПОДПИСКА.
0004Боретесь с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Скачать
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Истории успеха Вспомогательные средства дизайна Вебинары и выставки
Блог Видео Часто задаваемые вопросы Преподаватели и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупка
Связаться с США
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
Соединенные ШтатыP: 877.
9 479.3680
F: 763.479.2679
E: [электронное письмо Protected]
F: 763.479.2679
. Лучшее в своем классе онлайн-котированиеПосле загрузки проекта детали вы получите онлайн-предложение, включающее производственный анализ, который поможет повысить технологичность изготовления детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
 0004
0004 479.3680
479.3680 Получить предложениеВойти
- UNC
- УНФ
- ММ
| Резьба UNC | Минимальный моделируемый диаметр (дюймы) | Максимальный моделируемый диаметр (дюймы) | Диаметр отверстия 75% (дюймы) | Максимальная глубина резьбы (дюймы)* |
|---|---|---|---|---|
| #2-56 | 0,067 | 0,074 | 0,070 | 0,200 |
| #3-48 | 0,076 | 0,084 | 0,082 | 0,200 |
| #4-40 | 0,085 | 0,094 | 0,089 | 0,300 |
| #5-40 | 0,098 | 0,104 | 0,102 | 0,300 |
| #6-32 | 0,105 | 0,114 | 0,109 | 0,400 |
| #8-32 | 0,130 | 0,139 | 0,134 | 0,400 |
| #10-24 | 0,145 | 0,156 | 0,150 | 0,600 |
| #12-24 | 0,171 | 0,181 | 0,176 | 0,600 |
| 1/4-20 | 0,196 | 0,207 | 0,201 | 0,650 |
| 16-18 5/18 | 0,252 | 0,265 | 0,259 | 0,650 |
| 3/8-16 | 0,307 | 0,321 | 0,314 | 1.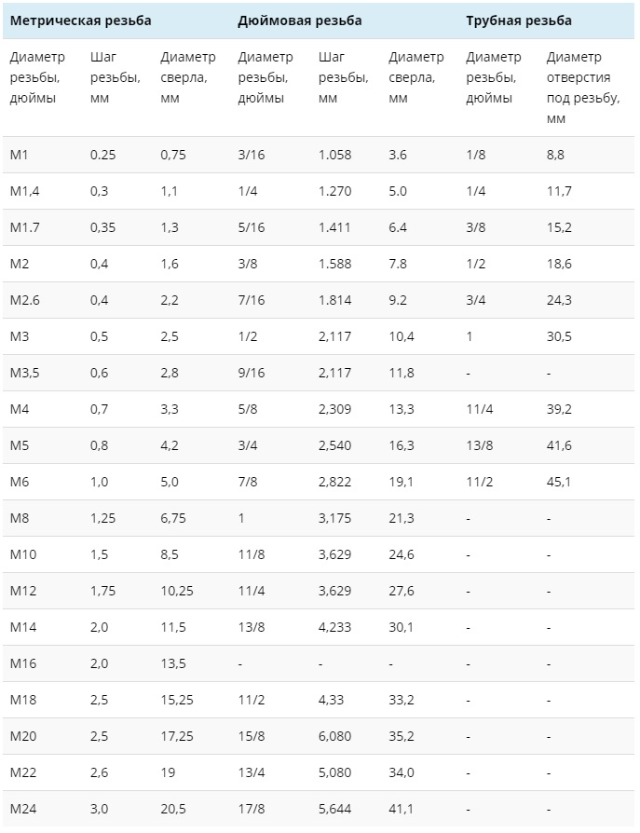 000 000 |
| 16-14 июля | 0,360 | 0,376 | 0,372 | 1.000 |
| 1/2-13 | 0,417 | 0,434 | 0,426 | 1.200 |
*Препятствие из-за других особенностей вашей детали, вводных обработок или требований к креплению может уменьшить максимальную глубину резьбы.
| Резьба UNF | Минимальный моделируемый диаметр (дюймы) | Максимальный диаметр модели (дюймы) | Диаметр отверстия 75% (дюймы) | Максимальная глубина резьбы (дюймы)* |
|---|---|---|---|---|
| #2-64 | 0,069 | 0,075 | 0,072 | 0,200 |
| #3-56 | 0,080 | 0,084 | 0,083 | 0,200 |
| #4-48 | 0,087 | 0,098 | 0,093 | 0,300 |
| #5-44 | 0,100 | 0,104 | 0,104 | 0,300 |
| #6-40 | 0,111 | 0,119 | 0,115 | 0,400 |
| #8-36 | 0,134 | 0,142 | 0,138 | 0,400 |
| #10-32 | 0,156 | 0,164 | 0,160 | 0,600 |
| #12-28 | 0,177 | 0,186 | 0,182 | 0,600 |
| 1/4-28 | 0,211 | 0,220 | 0,215 | 0,650 |
| 16-24 мая | 0,267 | 0,277 | 0,272 | 0,650 |
| 3/8-24 | 0,330 | 0,340 | 0,335 | 1. 000 |
| 16-20 июля | 0,383 | 0,395 | 0,389 | 1.000 |
| 1/2-20 | 0,446 | 0,457 | 0,451 | 1.200 |
*Препятствие из-за других особенностей вашей детали, обработка ввода или требования к креплению могут уменьшить максимальную глубину резьбы.
*Препятствие из-за других особенностей вашей детали, обработки ввода или требований к креплению может уменьшить максимальную глубину резьбы.
**Только алюминий
ВСТАВКИ КАТУШЕК | КЛЮЧЕВЫЕ ВСТАВКИ | НАРУЖНАЯ РЕЗЬБА
Резьба NPT
В настоящее время доступно только для фрезерованных деталей из алюминия, меди и латуни
| Внутренняя резьба NPT | Минимальный смоделированный диаметр пилота (дюймы) | Макс. смоделированный диаметр пилота (дюймы) | Номинальный смоделированный диаметр пилота (дюймы) | Минимальная глубина пилота (дюймы) (сквозное отверстие) | МИН. (глухое отверстие) | Глубина резьбы (дюймы) (сквозное/глухое отверстие) |
|---|---|---|---|---|---|---|
| Прямой цилиндр | ||||||
| 1/16 х 27 | 0,2343 | 0,2494 | 0,2421 | 0,389 | 0,419 | 0,389 |
| 1/8 х 27 | 0,3268 | 0,3417 | 0,3346 | |||
| 1/4 x 18 | 0,4232 | 0,4448 | 0,4331 | 0,582 | 0,621 | 0,582 |
| 3/8 x 18 | 0,5571 | 0,5794 | 0,5669 | |||
| 1/2 x 14 | 0,6870 | 0,7165 | 0,7008 | 0,748 | 0,795 | 0,748 |
| 3/4 x 14 | 0,8976 | 0,9257 | 0,9114 | |||
| 1 х 11-1/2 | 1. | |||||
 Глубина пилота (дюймы)
Глубина пилота (дюймы)