как нарезать резьбу метчиком
Опубликовано в Разное
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом.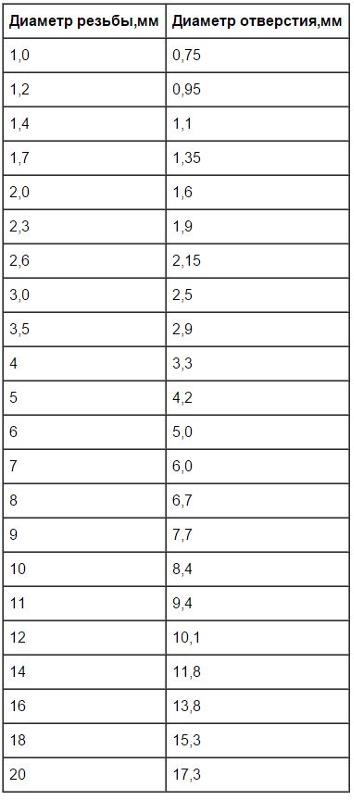
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6.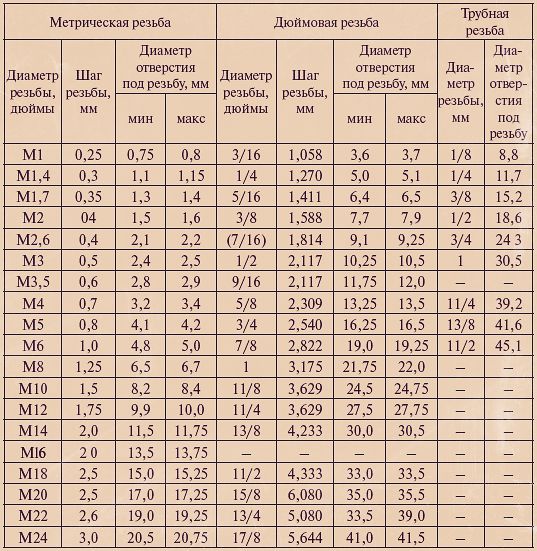 Согласно формуле:
Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8. 5мм, для шага 1.25 сверло диаметром 8.75мм.
5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
М2 | 0,25 | 1,75–1,77 (1,81) |
0,4 | 1,60–1,62 (1,68) | |
М2,5 | 0,35 | 2,15–2,17 (2,22) |
0,45 | 2,05–2,07 (2,13) | |
М3 | 0,35 | 2,65–2,67 (2,72) |
0,5 | 2,50–2,52 (2,58) | |
М4 | 0,5 | 3,50–3,52 (3,64) |
0,7 | 3,30–3,33 (3,46) | |
М5 | 0,5 | 4,50–4,52 (4,64) |
4,2–4,23 (4,42) | ||
М6 | 0,5 | 5,50–5,52 (5,64) |
0,75 | 5,20–5,23 (5,42) | |
1,0 | 4,95–5,00 (5,21) | |
М7 | 0,5 | 6,50–6,52 (6,64) |
0,75 | 6,20–6,23 (6,42) | |
1,0 | 5,95–6,00 (6,26) | |
М8 | 0,5 | 7,50–7,52 (7,64) |
0,75 | 7,20–7,23 (7,42) | |
1 | 6,95–7,00 (7,21) | |
1,25 | 6,70–6,75 (6,96) | |
М9 | 0,5 | 8,50–8,52 (8,64) |
0,75 | 8,20–8,23 (8,42) | |
1 | 7,95–8,00 (8,21) | |
1,25 | ||
М10 | 0,5 | 9,50–9,52 (9,64) |
0,75 | 9,20–9,23 (9,42) | |
1 | 8,95–9,00 (9,21) | |
| 1,25 | 8,70–8,75 (8,96) | |
1,5 | 8,43–8,50 (8,73) | |
М11 | 0,5 | 10,50-10–52 (10,64) |
0,75 | 10,20–10,23 (10,42) | |
1 | 9,95–10,00 (10,21) | |
1,5 | 9,43–9,50 (9,73) | |
М12 | 0,5 | 11,50–11,52 (11,64) |
0,75 | 11,20–11,23 (11,42) | |
1 | 10,95–11,00 (11,21) | |
1,25 | 10,70–10,75 (10,96) | |
1,5 | 10,43–10,50 (10,73) | |
1,75 | 10,20–10,25 (10,56) | |
М14 | 0,5 | 13,50–13,52 (13,64) |
0,75 | 13,20–13,23 (13,42) | |
1 | 12,95–13,00 (13,21) | |
1,25 | 12,70–12,75 (12,96) | |
1,5 | 12,43–12,50 (12,73) | |
2 | 11,90–11,95 (12,30) | |
М16 | 0,5 | 15,50–15,52 (15,64) |
0,75 | 15,20–15,23 (15,42) | |
1 | 14,95–15,00 (15,26) | |
1,5 | 14,43–14,50 (14,73) | |
2 | 13,90–13,95 (14,30) | |
М18 | 0,5 | 17,50–17,52 (17,64) |
0,75 | 17,20–17,23 (17,42) | |
1 | 16,95–17,00 (17,21) | |
1,5 | 16,43–16,50 (16,73) | |
2 | 15,90–15,95 (16,30) | |
2,5 | 15,35–15,40 (15,88) | |
М20 | 0,5 | 19,50–19,52 (19,64) |
0,75 | 19,20–19,23 (19,42) | |
1 | 18,95–19,00 (19,21) | |
1,5 | 18,43–18,50 (18,73) | |
2 | 17,90–17,95 (18,3) | |
2,5 | 17,35–17,40 (17,88) |
Общие правила выбора сверла.

Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
- метчик
- резьба
- отверстие под резьбу
Вперёд >
Добавить комментарий
Специальные размеры метчиковых сверл | Таблица метчиковых сверл
| метчик | метчик | Десятичный размер сверла | Тео. % резьбы | Вероятный увеличенный размер | Вероятный размер отверстия | % резьбы |
|---|---|---|---|---|---|---|
| 0-80 | 56 | .0465 | 83 | .0015 | .0480 | 74 |
| 3/64 | .0469 | 81 | . 0015 0015 | .0480 | 71 | |
| 1-64 | 54 | .0550 | 89 | .0015 | .0565 | 81 |
| 53 | .0595 | 67 | .0015 | .0610 | 59 | |
| 1-72 | 53 | .0595 | 75 | .0015 | .0610 | 67 |
| 1/16 | .0625 | 58 | .0015 | 0640 | 50 | |
| 2-56 | 51 | .0670 | 82 | .0017 | 0687 | 74 |
| 50 | .0770 | 69 | .0017 | .0717 | 62 | |
| 49 | .0730 | 56 | .0017 | .0747 | 49 | |
| 2-64 | 50 | . 0700 0700 | 79 | .0017 | .0717 | 70 |
| 49 | .0730 | 64 | .0017 | .0747 | 56 | |
| 3-48 | 48 | .0760 | 85 | .0019 | .0779 | 78 |
| 5/64 | .0781 | 77 | .0019 | .0800 | 70 | |
| 47 | .0785 | 76 | .0019 | .0804 | 69 | |
| 46 | .0810 | 67 | .0019 | .0829 | 60 | |
| 45 | .0820 | 63 | .0019 | .0839 | 56 | |
| 3-56 | 46 | .0810 | 78 | .0019 | .0829 | 69 |
| 45 | . 0820 0820 | 73 | .0019 | .0839 | 65 | |
| 44 | .0860 | 56 | .0020 | .0880 | 47 | |
| 4-40 | 44 | .0860 | 80 | .0020 | .0880 | 74 |
| 43 | .0890 | 71 | .0020 | .0910 | 65 | |
| 42 | .0935 | 57 | .0020 | .0955 | 51 | |
| 3/32 | .0938 | 56 | .0020 | .0958 | 50 | |
| 4-48 | 42 | .0935 | 68 | .0020 | .0955 | 61 |
| 3/32 | .0938 | 68 | .0020 | .0958 | 60 | |
| 41 | . 0960 0960 | 59 | .0020 | .0980 | 52 | |
| 5-40 | 40 | .0980 | 83 | .0023 | .1003 | 76 |
| 39 | .0995 | 79 | .0023 | .1018 | 71 | |
| 38 | .1015 | 72 | .0023 | .1038 | 65 | |
| 37 | .1040 | 65 | .0023 | .1063 | 58 | |
| 5-44 | 38 | .1015 | 79 | .0023 | .1038 | 72 |
| 37 | .1040 | 71 | .0023 | .1063 | 63 | |
| 36 | .1065 | 63 | .0023 | .1088 | 55 | |
| 6-32 | 37 | . 1040 1040 | 84 | .0023 | .1063 | 78 |
| 36 | .1065 | 78 | .0023 | .1088 | 72 | |
| 7-64 | .1094 | 70 | .0026 | .1120 | 64 | |
| 35 | .1100 | 69 | .0026 | .1126 | 63 | |
| 34 | .1110 | 67 | .0026 | .1136 | 60 | |
| 33 | .1130 | 62 | .0026 | .1156 | 55 | |
| 6-40 | 34 | .1110 | 83 | .0026 | .1136 | 75 |
| 33 | .1130 | 77 | .0026 | .1156 | 69 | |
| 32 | . 1160 1160 | 68 | .0026 | .1186 | 60 | |
| 8-32 | 29 | .1360 | 69 | .0029 | .1389 | 62 |
| 28 | .1405 | 58 | .0029 | .1434 | 51 | |
| 8-36 | 29 | .1360 | 78 | .0029 | .1389 | 70 |
| 28 | .1405 | 68 | .0029 | .1434 | 57 | |
| 9-64 | .1406 | 68 | .0029 | .1435 | 57 | |
| 10-24 | 27 | .1440 | 85 | .0032 | .1472 | 79 |
| 26 | .1470 | 79 | .0032 | .1502 | 74 | |
| 25 | . 1495 | 75 | .0032 | .1527 | 69 | |
| 24 | .1520 | 70 | .0032 | .1552 | 64 | |
| 23 | .1540 | 67 | .0032 | .1572 | 61 | |
| 10-32 | 5/32 | .1563 | 83 | .0032 | .1595 | 75 |
| 22 | .1570 | 81 | .0032 | .1602 | 73 | |
| 21 | .1590 | 76 | .0032 | .1622 | 68 | |
| 20 | .1610 | 71 | .0032 | .1642 | 64 | |
| 19 | .1660 | 59 | .0032 | .1692 | 51 | |
| 12-24 | 11/64 | . 1719 | 82 | .0035 | .1754 | 75 |
| 17 | .1730 | 79 | .0035 | .1765 | 73 | |
| 16 | .1770 | 72 | .0035 | .1805 | 66 | |
| 15 | .1800 | 67 | .0035 | .1835 | 60 | |
| 14 | .1820 | 63 | .0035 | .1855 | 56 | |
| 12-28 | 16 | .1770 | 84 | .0035 | .1805 | 77 |
| 15 | .1800 | 78 | .0035 | .1835 | 70 | |
| 14 | .1820 | 73 | .0035 | .1855 | 66 | |
| 13 | .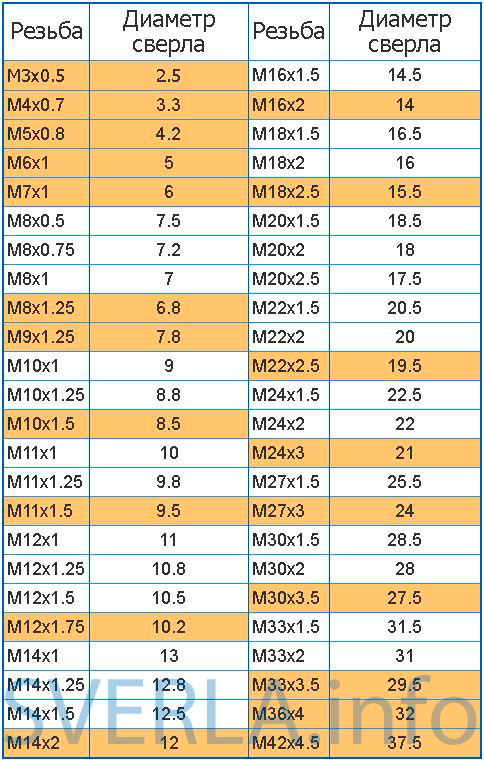 1850 1850 | 67 | .0035 | .1885 | 59 | |
| 3/16 | .1875 | 61 | .0036 | .1910 | 54 | |
| 1/4-20 | 9 | .1960 | 83 | .0038 | .1998 | 77 |
| 8 | .1990 | 79 | .0038 | .2028 | 73 | |
| 7 | .2010 | 75 | .0038 | .2048 | 70 | |
| 13/64 | .2031 | 72 | .0038 | .2069 | 66 | |
| 6 | .2040 | 71 | .0038 | .2078 | 65 | |
| 5 | .2055 | 69 | .0038 | .2093 | 63 | |
| 4 | .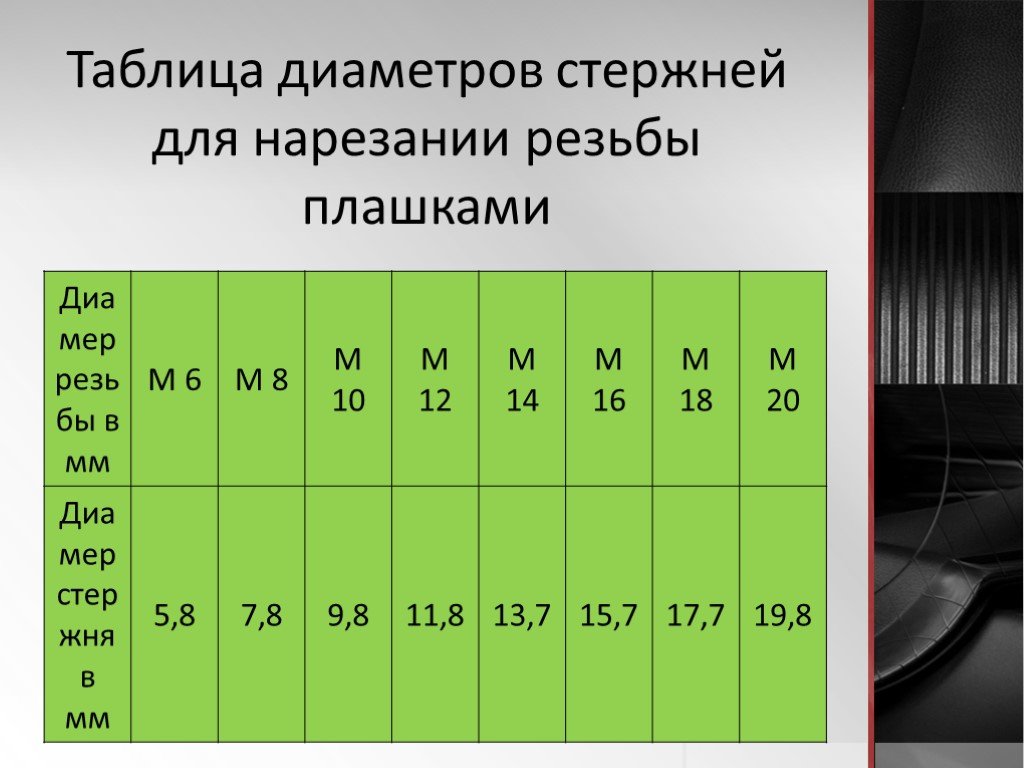 2090 2090 | 63 | .0038 | .2128 | 57 | |
| 1/4-28 | 3 | .2130 | 80 | .0038 | .2168 | 72 |
| 7/32 | .2188 | 67 | .0038 | .2226 | 59 | |
| 2 | .2210 | 63 | .0038 | .2248 | 55 | |
| 16-18 5/18 | Ф | .2570 | 77 | .0038 | .2608 | 72 |
| Г | .2610 | 71 | .0041 | .2651 | 66 | |
| 17/64 | .2656 | 65 | .0041 | .2697 | 59 | |
| Х | .2660 | 64 | .0041 | .2701 | 59 | |
| 16-24 5 | Х | . 2660 2660 | 86 | .0041 | .2701 | 78 |
| я | .2720 | 75 | .0041 | .2761 | 67 | |
| Дж | .2770 | 66 | .0041 | .2811 | 58 | |
| 3/8-16 | 5/16 | .3125 | 77 | .0044 | .3169 | 72 |
| О | .3160 | 73 | .0044 | .3204 | 68 | |
| Р | .323 | 64 | .0044 | .3274 | 59 | |
| 3/8-24 | 21/64 | .3281 | 87 | .0044 | .3325 | 79 |
| В | .3320 | 79 | .0044 | .3364 | 71 | |
| Р | .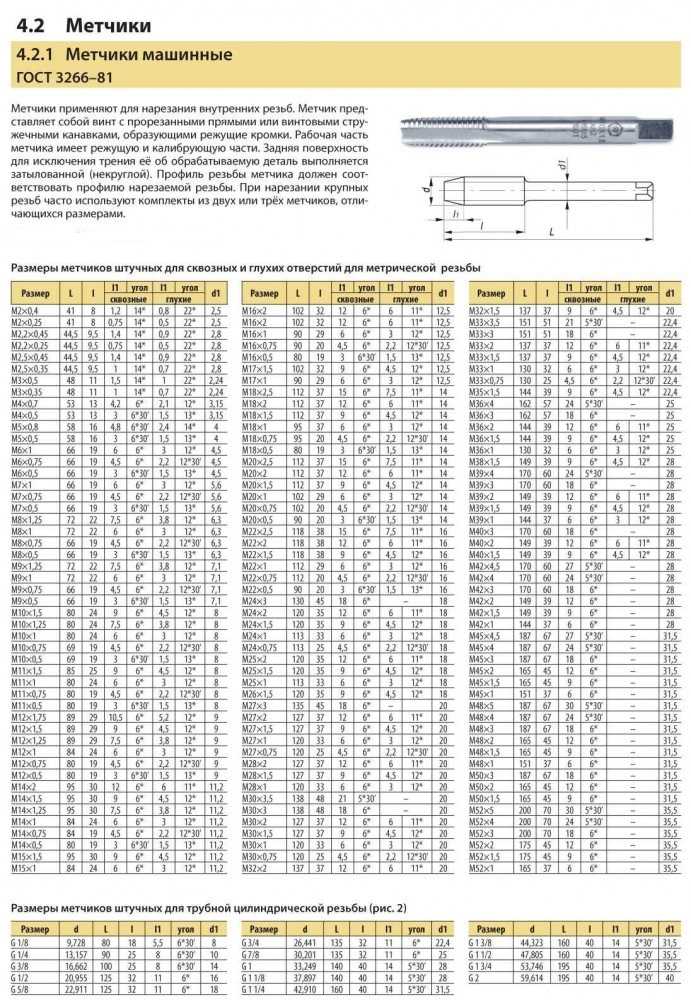 3390 3390 | 67 | .0044 | .3434 | 58 | |
| 16-14 июля | Т | .3580 | 86 | .0046 | .3626 | 81 |
| 23/64 | .3594 | 84 | .0046 | .3640 | 79 | |
| У | .3680 | 75 | .0046 | .3726 | 70 | |
| 3/8 | .3750 | 67 | .0046 | .3796 | 62 | |
| В | .3770 | 65 | .0046 | .3816 | 60 | |
| 16-20 июля | Вт | .3860 | 79 | .0046 | .3906 | 72 |
| 25/64 | .3906 | 72 | .0046 | .3952 | 65 | |
| х | .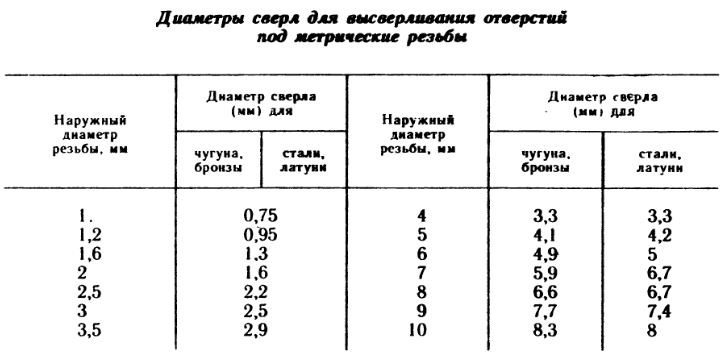 3970 3970 | 62 | .0046 | .4016 | 55 | |
| 1/2-13 | 27/64 | .4219 | 78 | .0047 | .4266 | 73 |
| 7/16 | .4375 | 63 | .0047 | .4422 | 58 | |
| 1/2-20 | 29/64 | .4531 | 72 | .0047 | .4578 | 65 |
| 9/16-12 | 15/32 | .4688 | 87 | .0048 | .4736 | 82 |
| 31/64 | .4844 | 72 | .0048 | .4892 | 68 | |
| 16-18 сентября | 1/2 | .500 | 87 | .0048 | .5048 | 80 |
| 33/64 | .5156 | 65 | .0048 | . 5204 5204 | 58 | |
| 5/8-11 | 17/32 | .5313 | 79 | .0049 | .5362 | 75 |
| 35/64 | .5469 | 66 | .0049 | .5518 | 62 | |
| 5/8-18 | 16 сентября | .5625 | 87 | .0049 | .5674 | 80 |
| 37/64 | .5781 | 65 | .0049 | .5831 | 58 | |
| 3/4-10 | 41/64 | .6406 | 84 | .0050 | .6456 | 80 |
| 21/32 | .6563 | 72 | .0050 | .6613 | 68 | |
| 3/4-16 | 16/11 | .6875 | 77 | .0050 | .6925 | 71 |
| 7/8-9 | 49/64 | . 7656 7656 | 76 | .0052 | .7708 | 72 |
| 25/32 | .7812 | 65 | .0052 | .7864 | 61 | |
| 8/8-14 | 51/64 | .7969 | 84 | .0052 | .8021 | 79 |
| 13/16 | .8125 | 67 | .0052 | .8177 | 62 | |
| 1-8 | 55/64 | .8594 | 87 | .0059 | .8653 | 83 |
| 7/8 | .875 | 77 | .0059 | .8809 | 73 | |
| 57/64 | .8906 | 67 | .0059 | .8965 | 64 | |
| 1-12 | 29/32 | .9063 | 58 | .0059 | .9122 | 54 |
| 29/32 | . 9063 9063 | 87 | .0059 | .9122 | 81 | |
| 1-14 | 59/64 | .9219 | 72 | .0060 | .9279 | 67 |
| 15/16 | .9375 | 58 | .0060 | .9435 | 52 | |
| 1-14 | 59-64 | .9219 | 84 | .0060 | .9279 | 78 |
| 15/16 | .9375 | 67 | .0060 | .9435 | 61 | |
| 1-1/8-7 | 31/32 | .9688 | 84 | .0062 | .9750 | 81 |
| 63/64 | .9844 | 76 | .0067 | .9911 | 72 | |
| 1 | 1.000 | 67 | .0070 | 1,007 | 64 | |
| 1-1/64 | 1.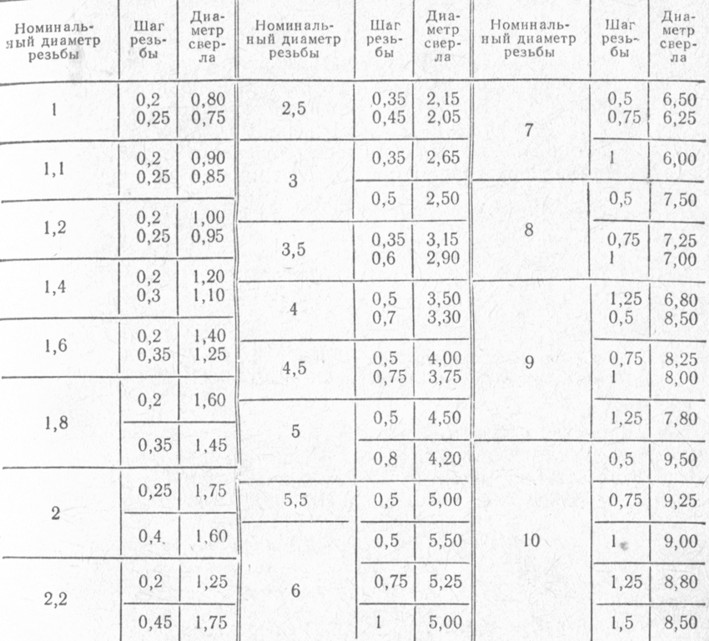 0156 0156 | 59 | .0070 | 1.0226 | 55 | |
| 1-1/8-12 | 1-1/32 | 1.0313 | 87 | .0071 | 1.0384 | 80 |
| 1-3/64 | 1.0469 | 72 | .0072 | 1.0541 | 66 | |
| 1-1/4-7 | 1-3/32 | 1.0938 | 84 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-7/64 | 1.1094 | 76 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/8 | 1,125 | 67 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/4-12 | 1-5/32 | 1.1563 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-11/64 | 1. 1719 1719 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-3/8-6 | 1-3/16 | 1.1875 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-13/64 | 1.2031 | 79 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-7/32 | 1.2188 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-15/64 | 1.2344 | 65 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-3/8-12 | 1-9/32 | 1.2813 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-19/64 | 1,2969 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/2-6 | 1-5/16 | 1. 3125 3125 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-21/64 | 1.3281 | 79 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-11/32 | 1.3438 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-23/64 | 1.3594 | 65 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/2-12 | 1-13/32 | 1.4063 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-27/64 | 1.4219 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ |
Таблица метчиков и сверл
Таблица метчиков и сверлПоиск
Стандартная V-образная резьба ANSI Рекомендуемый размер сверла для метчика
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
