Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
|
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
|
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска.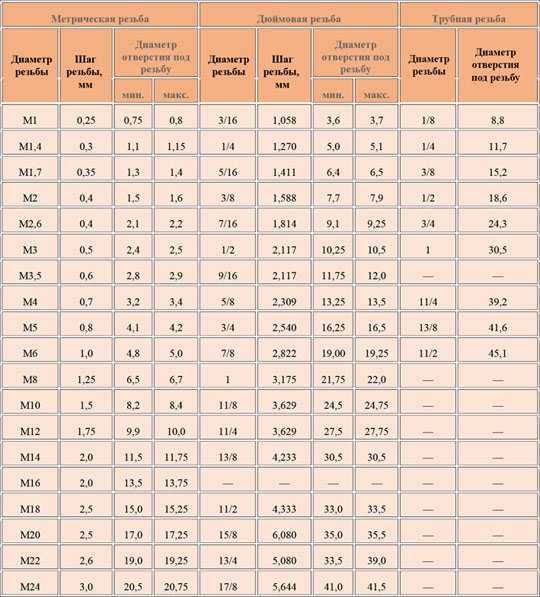
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
|
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
|
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
|
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
|
|
M4 |
0,7 |
|
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
|
|
M5 |
0,8 |
|
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
|
|
M6 |
1 |
|
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
|
|
M8 |
1,25 |
|
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
|||
|
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
|
|
M10 |
1,5 |
|
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
|||
|
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
|
|
M12 |
1,75 |
|
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
|||
|
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
|
|
M14 |
2 |
|
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
|||
|
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
|
|
M16 |
2 |
|
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
|||
|
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
|
|
M18 |
2,5 |
|
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
|||
|
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
|
|
M20 |
2,5 |
|
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
|||
|
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
|
|
M22 |
2,5 |
|
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
|||
|
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
|
|
M24 |
3 |
|
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
|||
|
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
|
|
M27 |
3 |
|
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
|||
|
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
|
|
M30 |
3,5 |
|
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
|||
|
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
|
|
M33 |
3,5 |
|
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
|||
|
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
|
|
M36 |
4 |
|
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
|||
|
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
|
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
Как правильно подобрать сверло под резьбу для метчиков − таблицы диаметров и рекомендации
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.
 д.
д. - Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
 д.
д.
Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.

Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Диаметр предварительного отверстия для метрических метчиков
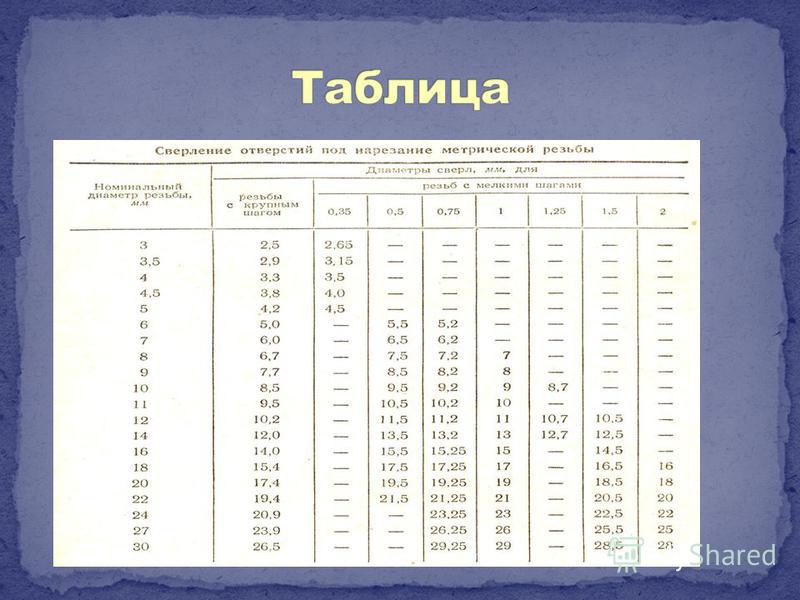
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10. 2 2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
| М | Шаг, мм | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) |
| 1 | 0,25 | *0,774 | 0,75 |
| 1,1 | 0,25 | *0,874 | 0,85 |
| 1,2 | 0,25 | *0,974 | 0,95 |
| 1,4 | 0,3 | *1,128 | 1,1 |
| 1,6 | 0,35 | 1,321 | 1,25 |
| 1,8 | 0,35 | 1,521 | 1,45 |
| 2 | 0,4 | 1,679 | 1,6 |
| 2,2 | 0,45 | 1,838 | 1,75 |
| 2,5 | 0,45 | 2,138 | 2,05 |
| 3 | 0,5 | 2,599 | 2,5 |
| 3,5 | 0,6 | 3,010 | 2,9 |
| 4 | 0,7 | 3,422 | 3,3 |
| 4,5 | 0,75 | 3,878 | 3,7 |
| 5 | 0,8 | 4,334 | 4,2 |
| 6 | 1 | 5,153 | 5,0 |
| 7 | 1 | 6,153 | 6,0 |
| 8 | 1,25 | 6,912 | 6,8 |
| 9 | 1,25 | 7,912 | 7,8 |
| 10 | 1,5 | 8,676 | 8,5 |
| 11 | 1,5 | 9,676 | 9,5 |
| 12 | 1,75 | 10,441 | 10,2 |
| 14 | 2 | 12,210 | 12,0 |
| 16 | 2 | 14,210 | 14,0 |
| 18 | 2,5 | 15,744 | 15,5 |
| 20 | 2,5 | 17,744 | 17,5 |
| 22 | 2,5 | 19,744 | 19,5 |
| 24 | 3 | 21,252 | 21,0 |
| 27 | 3 | 24,252 | 24,0 |
| 30 | 3,5 | 26,771 | 26,5 |
| 33 | 3,5 | 29,771 | 29,5 |
| 36 | 4 | 32,270 | 32,0 |
| 39 | 4 | 35,270 | 35,0 |
| 42 | 4,5 | 37,799 | 37,5 |
| 45 | 4,5 | 40,799 | 40,5 |
| 48 | 5 | 43,297 | 43,0 |
| 52 | 5 | 47,297 | 47,0 |
| 56 | 5,5 | 50,796 | 50,5 |
| 60 | 5,5 | 54,796 | 54,5 |
| 64 | 6 | 58,305 | 58,0 |
| 68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | |
| 2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
| 2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
| 2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
| 2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
| 2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
| 3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
| 3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
| 4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
| 4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
| 5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
| 6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
| 6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
| 7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
| 8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
| 8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
| 8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
| 9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
| 9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
| 10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
| 10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
| 10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
| 10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
| 11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
| 12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
| 12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
| 12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
| 12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
| 13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
| 14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
| 14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
| 14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
| 15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
| 15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
| 16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
| 16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
| 18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
| 18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
| 18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
| 20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
| 20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
| 20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
| 22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
| 22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
| 22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.
Обратите внимание! Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг.
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Как подобрать сверло под метчики-раскатники (бесстружечные)
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
| М | (доп. по ISO2 — 7H) | ||||
| 1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
| 1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
| 1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
| 1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
| 1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
| 1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
| 2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
| 2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
| 2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
| 3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
| 3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
| 4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
| 4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
| 5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
| 6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
| 7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
| 8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
| 9 | 1,25 | 7,982 | 8,41 | 8,48 | |
| 10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
| 11 | 1,5 | 9,751 | 10,28 | 10,37 | |
| 12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
| 14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
| 16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
| 18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
| 20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | (доп. по ISO2 — 7H) | |||
| 2×0,25 | *1,785 | 1,9 | 1,91 | |
| 2,2×0,25 | *1,985 | 2,1 | 2,11 | |
| 2,3×0,25 | *2,071 | 2,2 | 2,21 | |
| 2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
| 2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
| 3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
| 3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
| 4×0,35 | *3,701 | 3,87 | 3,89 | |
| 4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
| 5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
| 6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
| 6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
| 7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
| 8×0,5 | **7,599 | 7,8 | 7,83 | |
| 8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
| 8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
| 9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
| 9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
| 10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
| 10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
| 10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
| 10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
| 11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
| 12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
| 12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
| 12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
| 14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
| 14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
| 14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
| 15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
| 15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
| 16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
| 16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
| 18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
| 18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
| 18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
| 20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
| 20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
| 20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
| 22×1,5 | 20,751 | 21,26 | 21,36 | |
| 22×2 | 20,310 | 21 | 21,15 | |
| 24×1,5 | 22,751 | 23,26 | 23,38 | |
| 24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
| G | Число ниток на дюйм | |||||
| G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
| G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
| G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
| G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
| G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
| G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
| G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
| G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
| G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
| G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
| G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
| G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
| G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
| G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
| G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Диаметры сверл для трубных (дюймовых) метчиков
Таблица размеров предварительных отверстий для трубной резьбы:
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0. 907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0. 18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | — | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | — | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | — | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | — | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | — | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 0.907 | 11 | — | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 1. 337 | 11 | — | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 1.337 | 11 | — | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | — | 110. 12 | +0.22 | +0.43 |
| G4 1/2 | 1.814 | 11 | — | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | — | 135. 52 | +0.22 | +0.43 |
| G5 1/2 | 1.814 | 11 | — | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | — | 160. 92 | +0.22 | +0.43 |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
- зафиксировать заготовку в тисках;
- установить необходимые настройки на пульте управления;
- получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
| Диаметр, мм | Габариты заготовки в виде стержня, мм |
| М6 | 5,8 |
| М8 | 7,8 |
| М10 | 9,8 |
| М12 | 11,8 |
| М14 | 13,7 |
| М16 | 15,7 |
| М18 | 17,7 |
| М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку. Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Тогда он создаст в детали точное зеркальное отражение своего профиля.
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||||||||||||||
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм | ||||||||||||
| 1/4х20 | 5. 1 | 7/8х9 | 19.5 | ||||||||||||
| 5/16х18 | 6.5 | 1х8 | 22.25 | ||||||||||||
| 3/8х16 | 8 | 1 1/8х7 | 25 | ||||||||||||
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 | ||||||||||||
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 | ||||||||||||
| 9/16х12 | 12.2 | 1 1/2х6 | 34 | ||||||||||||
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 | ||||||||||||
| 3/4х10 | 16.5 | 2х4 | 45 | ||||||||||||
пп
| Дюймовая мелкая резьба UNF | |||||||||||||||
| Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм | ||||||||||||
| 1/4х28 | 5. 5 | 3/4х16 | 17.5 | ||||||||||||
| 5/16х24 | 6.9 | 7/8х14 | 20.5 | ||||||||||||
| 3/8х24 | 8.5 | 1х12 | 23.25 | ||||||||||||
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 | ||||||||||||
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 | ||||||||||||
| 9/16х18 | 12.9 | 1 3/8х12 | 33 | ||||||||||||
| 5/8х18 | 14.5 | 1 1/2х12 | 36 | ||||||||||||
Конец таблицы
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Как правильно подобрать сверло под метчик?
Как правильно подобрать сверло под метчик?
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Особенности выбора сверла под метчик.
При выборе сверла под метчик необходимо учитывать следующие рекомендации:
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т.п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М 8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
На практике мастера постоянно пользуются простой формулой, когда нет возможности обратиться к таблице:
Диаметр сверла = Нормальный диаметр резьбы – Шаг резьбы
(Пример: М 10-1,5=8,5 мм)
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Диаметр предварительного отверстия
для метрических метчиков под основной шаг (DIN 13/ГОСТ 24705)| Нормальный диаметр резьбы | Шаг резьбы, мм | Диаметр сверла, мм |
| М 1,0 | 0,25 | 0,75 |
| М 1,1 | 0,25 | 0,85 |
| М 1,2 | 0,25 | 0,95 |
| М 1,4 | 0,3 | 1,1 |
| М 1,6 | 0,35 | 1,25 |
| М 1,8 | 0,35 | 1,45 |
| М 2,0 | 0,4 | 1,6 |
| М 2,2 | 0,45 | 1,75 |
| М 2,5 | 0,45 | 2,05 |
| М 3,0 | 0,5 | 2,5 |
| М 3,5 | 0,6 | 2,9 |
| М 4,0 | 0,7 | 3,3 |
| М 4,5 | 0,75 | 3,7 |
| М 5,0 | 0,8 | 4,2 |
| М 6,0 | 1,0 | 5,0 |
| М 7,0 | 1,0 | 6,0 |
| М 8,0 | 1,25 | 6,8 |
| М 9,0 | 1,25 | 7,8 |
| М 10,0 | 1,5 | 8,5 |
| М 11,0 | 1,5 | 9,5 |
| М 12,0 | 1,75 | 10,2 |
| М 14,00 | 2,0 | 12,0 |
| М 16,00 | 2,0 | 14,0 |
| М 18,00 | 2,5 | 15,5 |
| М 20,00 | 2,5 | 17,5 |
| М 22,00 | 2,5 | 19,5 |
| М 24,00 | 3,0 | 21,0 |
| М 27,00 | 3,0 | 24,0 |
| М 30,00 | 3,5 | 26,5 |
| М 33,00 | 3,5 | 29,5 |
| М 36,00 | 4,0 | 32,0 |
| М 39,00 | 4,0 | 35,0 |
| М 42,00 | 4,5 | 37,5 |
| М 45,00 | 4,5 | 40,5 |
| М 48,00 | 5,0 | 43,0 |
| М 52,00 | 5,0 | 47,0 |
| М 56,00 | 5,5 | 50,5 |
| М 60,00 | 5,5 | 54,5 |
| М 64,00 | 6,0 | 58,0 |
| М 68,00 | 6,0 | 62,0 |
Диаметры сверл для
метчиков с крупной дюймовой цилиндрической резьбой UNC| Нормальный диаметр резьбы | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| UNC 1/4” | 20 | 5,1 |
| UNC 5/16” | 18 | 6,5 |
| UNC 3/8” | 16 | 8,0 |
| UNC 7/16” | 14 | 9,4 |
| UNC 1/2” | 13 | 10,8 |
| UNC 9/16” | 12 | 12,2 |
| UNC 5/8” | 11 | 13,6 |
| UNC 3/4” | 10 | 16,5 |
| UNC 7/8” | 9 | 19,5 |
| UNC 1” | 8 | 22,25 |
| UNC 1-1/8” | 7 | 25,0 |
| UNC 1-1/4” | 7 | 28,25 |
| UNC 1-3/8” | 6 | 30,75 |
| UNC 1-1/2” | 6 | 34 |
| UNC 1-3/4” | 5 | 39,5 |
| UNC 2” | 4 | 45 |
Диаметры сверл для
метчиков с мелкой дюймовой цилиндрической резьбой UNF| Нормальный диаметр резьбы | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| UNF 1/4” | 28 | 5,5 |
| UNF 5/16” | 24 | 6,9 |
| UNF 3/8” | 24 | 8,5 |
| UNF 7/16” | 20 | 9,9 |
| UNF 1/2” | 20 | 11,5 |
| UNF 9/16” | 18 | 12,9 |
| UNF 5/8” | 18 | 14,5 |
| UNF 3/4” | 16 | 17,5 |
| UNF 7/8” | 14 | 20,5 |
| UNF 1” | 12 | 23,25 |
| UNF 1-1/8” | 12 | 26,5 |
| UNF 1-1/4” | 12 | 29,75 |
| UNF 1-3/8” | 12 | 33 |
| UNF 1-1/2” | 12 | 36 |
| Нормальный диаметр резьбы | Шаг резьбы, мм | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| G 1/8” | 0,907 | 28 | 8,7 |
| G 1/4” | 1,337 | 19 | 11,5 |
| G 3/8” | 1,337 | 19 | 15,0 |
| G 1/2” | 1,814 | 14 | 18,75 |
| G 5/8” | 1,814 | 14 | 20,75 |
| G 3/4” | 1,814 | 14 | 24,25 |
| G 7/8” | 1,814 | 14 | 28,0 |
| G 1” | 2,309 | 11 | 30,5 |
| G 1-1/8” | 2,309 | 11 | 35 |
| G 1-1/4” | 2,309 | 11 | 39 |
| G 1-3/8” | 2,309 | 11 | 41,5 |
| G 1-1/2” | 2,309 | 11 | 45 |
| G 1-3/4” | 2,309 | 11 | 51 |
| G 2” | 2,309 | 11 | 56,7 |
Метчик метрический комплектный
Метчик ЛЕВЫЙ метрический комплектный
Метчик метрический для глухих отверстий
Метчик ЛЕВЫЙ метрический для глухих отверстий
Метчик метрический для сквозных отверстий
Метчик метрический комбинированный
Метчик метрический гаечный
Метчик метрический шахматный
Метчики дюймовые UNC и UNF
Метчики дюймовые BSW и BSF
Метчики трубные G
Метчики конические K и Rc
Сверло по металлу Р6М5 / Р6АМ5 / HSS
Сверло по металлу Р6М5К5 (кобальт)
Сверло по металлу ВК8
Шаг для основной и мелкой резьбы
Используйте таблицу для подбора метизов без резьбомера.
|
Резьба |
Шаг резьбы Р, мм |
|||
|---|---|---|---|---|
| Основная резьба М | Мелкая резьба М | |||
|
мелкая |
мелкая 2 |
супермелкая |
||
|
M1 |
0.25 |
(0.2) |
– |
– |
|
M1.2 |
0.25 |
(0.2) |
– |
– |
|
M1.4 |
0.3 |
(0. 2) |
– |
– |
|
M1.6 |
0.35 |
(0.2) |
– |
– |
|
M1.8 |
0.35 |
(0.2) |
– |
– |
|
M2 |
0.4 |
(0.25) |
– |
– |
|
M2.2 |
0.45 |
(0.25) |
– |
– |
|
M2. 5 |
0.45 |
(0.35) |
– |
– |
|
M3 |
0.5 |
(0.35) |
– |
– |
|
M3.5 |
0.6 |
(0.35) |
– |
– |
|
M4 |
0.7 |
0.5 |
– |
– |
|
M5 |
0.8 |
0. 5 |
– |
– |
|
M6 |
1.0 |
0.75 |
0.5 |
– |
|
M8 |
1.25 |
1.0 |
0.75 |
0.5 |
|
M10 |
1.5 |
1.25 |
1.0 |
0.75 |
|
M12 |
1.75 |
1.5 |
1.25 |
1. 0 |
|
M14 |
2.0 |
1.5 |
1.25 |
1.0 |
|
M16 |
2.0 |
1.5 |
– |
1.0 |
|
M18 |
2.5 |
2.0 |
1.5 |
1.0 |
|
M20 |
2.5 |
2.0 |
1.5 |
1.0 |
|
M22 |
2. 5 |
2.0 |
1.5 |
1.0 |
|
M24 |
3.0 |
2.0 |
1.5 |
1.0 |
|
M27 |
3.0 |
2.0 |
1.5 |
(1.0) |
|
M30 |
3.5 |
2.0 |
1.5 |
(1.0) |
|
M33 |
3.5 |
2. 0 |
1.5 |
– |
|
M36 |
4.0 |
3.0 |
2.0 |
1.5 |
|
M39 |
4.0 |
3.0 |
2.0 |
1.5 |
|
M42 |
4.5 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M45 |
4.5 |
(4.0) 3.0 |
2. 0 |
1.5 |
|
M48 |
5.0 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M52 |
5.0 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M56 |
5.5 |
4.0 |
3.0 (2.0) |
1.5 |
|
M60 |
5.5 |
4.0 |
3.0 (2.0) |
1. 5 |
|
M64 |
6.0 |
4.0 |
3.0 |
2.0 (1.5) |
|
M68 |
6.0 |
4.0 |
3.0 |
2.0 (1.5) |
Метрическая – основной тип крепежной резьбы, отличающийся номинальным диаметром и шагом.
Название “метрическая” указывает на то, что она измеряется в миллиметрах. Обозначается буквой “М” рядом с диаметром.
Преимущества:
Шаг резьбы – это расстояние между двух её выступов (витков профиля), один из важнейших параметров резьбового крепежа.
Согласно ГОСТ 8724-81 предприятиям рекомендуется производить изделия с двумя видами резьбы:
Стоит учесть, что крупный шаг всегда имеет одно значение, тогда как мелкий может различаться даже при одинаковом диаметре стержня.
Крупношаговый вид – рекомендуемый к применению на территории РФ.
Применяется он повсеместно и продаётся в любом строительном магазине. Мелкий же идет в ход в условиях вибрационных и динамических нагрузок – в авиа- и машиностроении, для скрепления высокоточных механизмов.
Обозначение крупного шага в маркировке опускается согласно ГОСТ 8724-2002. Вне зависимости от того, внутренняя или наружная резьба используется в производстве метиза, обозначение её едино у гаек, болтов, винтов и штанг.
Если у вас возникнут вопросы – специалисты ЦКИ с радостью помогут вам!
Понравился материал?
comments powered by HyperCommentsПолучайте свежие статьи на почту:
Размеры под накатку резьбы
Изготовление резьбы накаткой производится на резьбонакатных станках. Это эффективный способ, позволяющий в короткие сроки сформировать резьбу большого количества видов крепежных элементов. Резьбовые детали, изготовленные методом накатки, прочны и долговечны.
Для болтов и винтов, резьба которых сформирована методом накатки, необходимы шайбы с диаметром, немного превышающем размеры стержня. Отверстия должны быть меньше, чем наружный диаметр резьбы. Шайбы объединяют с болтами, винтами и гайками перед проведением накатки.
При использовании накатки для создания резьбы гайки оснащают кольцевым выступом на опорном торце, превышающим толщину шайбы. В дальнейшем шайбу одевают на торцевой выступ с последующим завальцовыванием.
Крепежные изделия стандартного образца производятся из углеродистых сталей марок 10 и 35. Они изготавливаются с использованием метода холодной высадки с последующей накаткой. Использование технологии накатывания резьбы позволяет увеличить срез витков на 4-8%, что повышает прочность соединения до 1100 МПа. Накатанная резьба, при условии отсутствия термической обработки, проявляет на 30% большее сопротивление усталости, чем нарезанная. Резьба, изготовленная методом накатки, позволяет уменьшить концентрацию напряжения, сохраняя структурные волокна металла целостными.
| РАЗМЕРЫ ПОД НАКАТКУ РЕЗЬБЫ | |||||
|---|---|---|---|---|---|
| d | p | 6g | допуск | 8g | допуск |
| 2 | 0,4 | 1,71 | -0,04 | ||
| 2,5 | 0,45 | 2,18 | -0,05 | ||
| 3 | 0,5 | 2,55 | -0,05 | ||
| 4 | 0,7 | 3,52 | -0,06 | ||
| 5 | 0,8 | 4,45 | -0,06 | 4,42 | -0,09 |
| 6 | 1 | 5,32 | -0,07 | 5,29 | -0,11 |
| 8 | 1,25 | 7,15 | -0,07 | 7,29 | -0,11 |
| 1 | 7,32 | -0,07 | 7,29 | -0,11 | |
| 1,5 | 8,99 | -0,08 | 8,96 | -0,12 | |
| 10 | 1,25 | 9,15 | -0,07 | 9,12 | -0,11 |
| 1 | 9,32 | -0,07 | 9,29 | -0,11 | |
| 1,75 | 10,83 | -0,09 | 10,78 | -0,13 | |
| 12 | 1,25 | 11,15 | -0,09 | 11,12 | -0,13 |
| 1 | 11,31 | -0,08 | 11,28 | -0,12 | |
| 14 | 2 | 12,66 | -0,1 | 12,62 | -0,14 |
| 1,5 | 12,98 | -0,09 | 12,95 | -0,14 | |
| 2 | 14,66 | -0,1 | 14,02 | -0,14 | |
| 16 | 1,5 | 14,98 | -0,09 | 14,95 | -0,14 |
| 1 | 15,31 | -0,08 | 15,28 | -0,12 | |
| 2,5 | 16,34 | -0,1 | 16,29 | -0,14 | |
| 18 | 1,5 | 16,98 | -0,09 | 16,95 | -0,14 |
| 1 | 17,31 | -0,08 | 17,28 | -0,12 | |
| 2,5 | 18,34 | -0,1 | 18,29 | -0,14 | |
| 20 | 1,5 | 18,98 | -0,09 | 18,95 | -0,14 |
| 1 | 19,31 | -0,08 | 19,28 | -0,12 | |
| 2,5 | 20,34 | -0,1 | 20,29 | -0,14 | |
| 22 | 1,5 | 20,98 | -0,09 | 20,95 | -0,14 |
| 1 | 21,31 | -0,08 | 21,28 | -0,12 | |
| 3 | 22 | -0,13 | 21,95 | -0,18 | |
| 24 | 2 | 22,65 | -0,11 | 22,61 | -0,17 |
| 1,5 | 22,97 | -0,1 | 22,94 | -0,15 | |
| 3 | 25 | -0,13 | 24,95 | -0,18 | |
| 27 | 2 | 25,65 | -0,11 | 25,61 | -0,17 |
| 1,5 | 25,97 | -0,1 | 25,94 | -0,15 | |
| 3,5 | 27,68 | -0,13 | 27,62 | -0,19 | |
| 30 | 2 | 28,65 | -0,11 | 28,61 | -0,17 |
| 1,5 | 28,97 | -0,1 | 28,94 | -0,15 | |
| 1 | 29,31 | -0,09 | 29,28 | -0,13 | |
| 3,5 | 30,68 | -0,13 | |||
| 33 | 2 | 31,65 | -0,11 | 31,61 | -0,17 |
| 1,5 | 31,97 | -0,1 | 31,94 | -0,15 | |
| 4 | 33,35 | -0,13 | 33,29 | -0,19 | |
| 36 | 2 | 34,65 | -0,11 | 34,61 | -0,17 |
| 1,5 | 34,97 | -0,1 | 34,94 | -0,15 | |
| 4 | |||||
| 39 | 2 | 37,65 | -0,11 | 37,61 | -0,17 |
| 1,5 | 37,97 | -0,1 | 37,94 | -0,13 | |
| 4,5 | 39,03 | -0,14 | -0,2 | ||
| 42 | 3 | 40 | -0,13 | ||
| 2 | 40,65 | -0,11 | -0,17 | ||
| 45 | 4,5 | ||||
| 2 | 43,65 | -0,11 | -0,17 | ||
| 48 | 5 | 44,7 | -0,15 | 44,63 | -0,21 |
| 2 | 46,64 | -0,12 | 46,6 | -0,18 | |
| 52 | 5 | 48,7 | -0,15 | 48,63 | -0,21 |
| 2 | 50,64 | -0,12 | 50,6 | -0,18 | |
| 56 | 5,5 | ||||
Стандартная внутренняя метрическая резьба и размеры крепежа M 0,25
Таблица размеров внутренней метрической резьбы Размеры крепежа M 0,25 – M 8
Технические данные оборудования ISO
Конструкция крепежа и винта/болта, формула и расчеты
Метрическая система ISO | Шаг | Метрическая внутренняя резьба | |||||||
Допуск | Малый диаметр | Диаметр шага | Большой диаметр | Метчик | |||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Базовый | |||
М0,25х0,075 | 0,075 | 6ч | 0,172 | 0,208 | 0,201 | 0,215 | 0,255 | 0,276 | 0,175 |
М0,3х0,08 | 0,08 | 6ч | 0,217 | 0,254 | 0,248 | 0,262 | 0,306 | 0,327 | 0,210 |
М0,3х0,09 | 0,09 | 6ч | 0,206 | 0,247 | 0,242 | 0,257 | 0,306 | 0,330 | 0,220 |
М0,35х0,09 | 0,09 | 6ч | 0,256 | 0,297 | 0,292 | 0,307 | 0,356 | 0,380 | 0,245 |
М0,4х0,1 | 0,1 | 6ч | 0,296 | 0,340 | 0,335 | 0,351 | 0,407 | 0,432 | 0,280 |
М0,45×0,1 | 0,1 | 6ч | 0,346 | 0,390 | 0,385 | 0,401 | 0,457 | 0,482 | 0,315 |
М0,5х0,125 | 0,125 | 6ч | 0,370 | 0,422 | 0,419 | 0,437 | 0,509 | 0,538 | 0,350 |
М0,55х0,125 | 0,125 | 6ч | 0,420 | 0,472 | 0,469 | 0,487 | 0,559 | 0,588 | 0,380 |
М0,6х0,15 | 0,15 | 6ч | 0,444 | 0,504 | 0,503 | 0,523 | 0,611 | 0,644 | 0,420 |
М0,7х0,175 | 0,175 | 6ч | 0,518 | 0,586 | 0,586 | 0,608 | 0,713 | 0,750 | 0,500 |
М0,8х0,2 | 0,2 | 6ч | 0,592 | 0,668 | 0,670 | 0,694 | 0,814 | 0,856 | 0,560 |
М0,9×0,225 | 0,225 | 6ч | 0,666 | 0,750 | 0,754 | 0,780 | 0,916 | 0,962 | 0,630 |
М1х0,25 | 0,25 | 6ч | 0,729 | 0,809 | 0,838 | 0,909 | 1. | 1,107 | 0,750 |
М1х0,2 | 0,2 | 6ч | 0,783 | 0,858 | 0,870 | 0,933 | 1.000 | 1,092 | 0,800 |
М1,1х0,25 | 0,25 | 6ч | 0,829 | 0,909 | 0,938 | 1,009 | 1.100 | 1,207 | 0,850 |
М1,1х0,2 | 0,2 | 6ч | 0,883 | 0,958 | 0,970 | 1,033 | 1.100 | 1,192 | 0,900 |
М1,2х0,25 | 0,25 | 6ч | 0,929 | 1,009 | 1,038 | 1,109 | 1. | 1,307 | 0,950 |
М1,2х0,2 | 0,2 | 6ч | 0,983 | 1,058 | 1,070 | 1,133 | 1.200 | 1,292 | 1.000 |
М1,4х0,3 | 0,3 | 6ч | 1,183 | 1,258 | 1,270 | 1.350 | 1.400 | 1,509 | 1.100 |
М1,4х0,2 | 0,2 | 6ч | 1,183 | 1,258 | 1,270 | 1,333 | 1.400 | 1,492 | 1.200 |
М1,6х0,35 | 0,35 | 6ч | 1,221 | 1,321 | 1,373 | 1,458 | 1. | 1,736 | 1.250 |
М1,6х0,3 | 0,3 | 6ч | 1,275 | 1,360 | 1,405 | 1,465 | 1.600 | 1,703 | 1.300 |
М1,6х0,2 | 0,2 | 6ч | 1,383 | 1,458 | 1,470 | 1,537 | 1.600 | 1,690 | 1.400 |
М1,7х0,35 | 0,35 | 6ч | 1,321 | 1,421 | 1,473 | 1,558 | 1.700 | 1,836 | 1.350 |
М1,8х0,35 | 0,35 | 6ч | 1,421 | 1,521 | 1,573 | 1,658 | 1. | 1,936 | 1.450 |
М1,8х0,2 | 0,2 | 6ч | 1,583 | 1,658 | 1,670 | 1,737 | 1.800 | 1,896 | 1.600 |
М2х0,4 | 0,4 | 6ч | 1,567 | 1,679 | 1,740 | 1,830 | 2.000 | 2,148 | 1.600 |
М2х0,25 | 0,25 | 6ч | 1,729 | 1,809 | 1,838 | 1,913 | 2.000 | 2.111 | 1.750 |
М2,2×0,45 | 0,45 | 6ч | 1,713 | 1,838 | 1,908 | 2,003 | 2. | 2,360 | 1.750 |
М2,2×0,25 | 0,25 | 6ч | 1,929 | 2,009 | 2,038 | 2,113 | 2.200 | 2,311 | 1.950 |
М2,3х0,45 | 0,45 | 6ч | 1,813 | 1,938 | 2,008 | 2.103 | 2.300 | 2,460 | 1.850 |
М2,3х0,4 | 0,4 | 6ч | 1,867 | 1,979 | 2.040 | 2.130 | 2.300 | 2,448 | 1.900 |
М2,5×0,45 | 0,45 | 6ч | 2,013 | 2,138 | 2,208 | 2,303 | 2. | 2,660 | 2.050 |
М2,5×0,35 | 0,35 | 6ч | 2,121 | 2.221 | 2,273 | 2,358 | 2.500 | 2,636 | 2.150 |
М2,6×0,45 | 0,45 | 6ч | 2,113 | 2,238 | 2,308 | 2,393 | 2.600 | 2.750 | 2.150 |
М3х0,5 | 0,5 | 6ч | 2,459 | 2,599 | 2,675 | 2,775 | 3.000 | 3,172 | 2.500 |
М3х0,35 | 0,35 | 6ч | 2,621 | 2,721 | 2,773 | 2,863 | 3. | 3.141 | 2.650 |
М3,5×0,6 | 0,6 | 6ч | 2.850 | 3.010 | 3.110 | 3.222 | 3.500 | 3,699 | 2.900 |
М3,5×0,35 | 0,35 | 6ч | 3.121 | 3.221 | 3,273 | 3,363 | 3.500 | 3,641 | 3.150 |
М4х0,7 | 0,7 | 6ч | 3.242 | 3,422 | 3,545 | 3,663 | 4.000 | 4.219 | 3.300 |
М4х0,5 | 0,5 | 6ч | 3,459 | 3,599 | 3,675 | 3,775 | 4. | 4,172 | 3.300 |
М4,5х0,75 | 0,75 | 6ч | 3,688 | 3,878 | 4.013 | 4.131 | 4.500 | 4,726 | 3.750 |
М4,5х0,5 | 0,5 | 6ч | 3,959 | 4,099 | 4,175 | 4,275 | 4.500 | 4,672 | 4.000 |
М5х0,8 | 0,8 | 6ч | 4.134 | 4,334 | 4.480 | 4,605 | 5.000 | 5.240 | 4.200 |
М5х0,5 | 0,5 | 6ч | 4,459 | 4,599 | 4,675 | 4,775 | 5. | 5.172 | 4.500 |
М5,5х0,5 | 0,5 | 6ч | 4,959 | 5,099 | 5,175 | 5.295 | 5.500 | 5,692 | 5.000 |
М6х1 | 1 | 6ч | 4,917 | 5.153 | 5.350 | 5.500 | 6.000 | 6.294 | 5.000 |
М6х0,8 | 0,8 | 6ч | 5.134 | 5,334 | 5.480 | 5,586 | 6.000 | 6.221 | 4.200 |
М6х0,75 | 0,75 | 6ч | 5. | 5,378 | 5,513 | 5,645 | 6.000 | 6.240 | 5.000 |
М6х0,7 | 0,7 | 6ч | 5.242 | 5.422 | 5,545 | 5,671 | 6.000 | 6.226 | 5.300 |
М6х0,5 | 0,5 | 6ч | 5.459 | 5,599 | 5,675 | 5,787 | 6.000 | 6.184 | 5.500 |
М7х1 | 1 | 6ч | 5,917 | 6.153 | 6.350 | 6.500 | 7.000 | 7,294 | 6. |
М7х0,75 | 0,75 | 6ч | 6.188 | 6,378 | 6.513 | 6,645 | 7.000 | 7.240 | 6.250 |
М7х0,5 | 0,5 | 6ч | 6.459 | 6,599 | 6,675 | 6.787 | 7.000 | 7,184 | 6.500 |
М8х1,25 | 1,25 | 6ч | 6,647 | 6.912 | 7,188 | 7,348 | 8.000 | 8.340 | 6.750 |
М8х1 | 1 | 6ч | 6.917 | 7. | 7.350 | 7.500 | 8.000 | 8.294 | 7.000 |
М8х0,8 | 0,8 | 6ч | 7.134 | 7,334 | 7.480 | 7.620 | 8.000 | 8.255 | 7.200 |
М8х0,75 | 0,75 | 6ч | 7,188 | 7,378 | 7,513 | 7,645 | 8.000 | 8.240 | 7.250 |
М8х0,5 | 0,5 | 6ч | 7,459 | 7,599 | 7,675 | 7,787 | 8.000 | 8.184 | 7.500 |
Связанный:
- Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
- Обозначение болта с шестигранной головкой
- Размеры внутренней метрической резьбы и крепежа M 9 – M 24
- Размеры внутренней метрической резьбы и крепежа M 24 – M 50
- Размеры внутренней метрической резьбы и крепежа M52–M72
- Размеры внутренней метрической резьбы и крепежа M75–M120
- Размеры внутренней метрической резьбы и крепежа M125–M180
- Размеры внутренней метрической резьбы и крепежа M185–M230
- Размеры внутренней метрической резьбы и крепежа M235 – M600
TR База знаний | Геометрия резьбы
База знаний TR | Геометрия резьбы – метрическая грубая В соответствии с ISO965.
Все размеры указаны в мм, если не указано иное.
Допуски: Наружная резьба 6g, внутренняя резьба: 6h.
d1 – Внутренний диаметр наружной резьбы d2 – внутренний диаметр внутренней резьбы d3 – Делительный диаметр d4 – Большой диаметр р – Шаг |
| Резьба | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| М1 | 1,0 | 0,25 | 0,838 | 0,693 | 0,729 |
| М1.1 | 1,1 | 0,25 | 0,938 | 0,793 | 0,829 |
| M1.2 | 1,2 | 0,25 | 1,038 | 0,893 | 0,929 |
| M1. 4 | 1,4 | 0,30 | 1.205 | 1,032 | 1,075 |
| М1,6 | 1,6 | 0,35 | 1,373 | 1,171 | 1,221 |
| М1,8 | 1,8 | 0,35 | 1,573 | 1,371 | 1,421 |
| М2 | 2,0 | 0,40 | 1,740 | 1,509 | 1,567 |
| M2.2 | 2,2 | 0,45 | 1,908 | 1,648 | 1,713 |
| M2,5 | 2,5 | 0,45 | 2,208 | 1,948 | 2,013 |
| М3 | 3,0 | 0,50 | 2,675 | 2,387 | 2,459 |
| Резьба | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| М3,5 | 3,5 | 0,60 | 3. 110 | 2,764 | 2,850 |
| М4 | 4,0 | 0,70 | 3,545 | 3.141 | 3,242 |
| М4,5 | 4,5 | 0,75 | 4.013 | 3,580 | 3,688 |
| М5 | 5,0 | 0,80 | 4.480 | 4.019 | 4.134 |
| М6 | 6,0 | 1,00 | 5.350 | 4,773 | 4,917 |
| М7 | 7,0 | 1,00 | 6.350 | 5,773 | 5,917 |
| М8 | 8,0 | 1,25 | 7,188 | 6.466 | 6,647 |
| М9 | 9,0 | 1,25 | 8.188 | 7,466 | 7,647 |
| М10 | 10,0 | 1,50 | 9.026 | 8.160 | 8.376 |
| M11 | 11,0 | 1,50 | 10.026 | 9.160 | 9,376 |
| Резьба | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M12 | 12,0 | 1,75 | 10. 863 | 9.853 | 10.106 |
| M14 | 14,0 | 2,00 | 12.701 | 11.546 | 11.835 |
| М16 | 16,0 | 2,00 | 14.701 | 13.546 | 13.835 |
| М18 | 18,0 | 2,50 | 16.376 | 14.933 | 15.394 |
| М20 | 20,0 | 2,50 | 18.376 | 16.933 | 17.294 |
| M22 | 22,0 | 2,50 | 20.376 | 18.933 | 19.294 |
| M24 | 24,0 | 3,00 | 22.051 | 20.319 | 20.752 |
| М27 | 27,0 | 3,00 | 25.051 | 23.319 | 23.752 |
| М30 | 30,0 | 3,50 | 27.727 | 25.706 | 26.211 |
| М33 | 33,0 | 3,50 | 30. 727 | 28.706 | 29.211 |
| Резьба | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M36 | 36,0 | 4,00 | 33.402 | 31.093 | 31.670 |
| М39 | 39,0 | 4,00 | 36.402 | 34.093 | 34.670 |
| М42 | 42,0 | 4,50 | 39.077 | 36.479 | 37.129 |
| М45 | 45,0 | 4,50 | 42.077 | 39.479 | 40.129 |
| М48 | 48,0 | 5,00 | 44.752 | 41.866 | 42.857 |
ISO — Accu
Метрическая резьба изготавливается в соответствии со строгими спецификациями, установленными органом по стандартизации ISO, для обеспечения взаимной совместимости сопрягаемых компонентов. Приведенные ниже данные представляют размеры метрической крупной резьбы машинного винта в соответствии со стандартами ISO.
Обратите внимание, что эти цифры относятся к конструкции продукта и всегда выполняются с учетом допусков. На практике значения, относящиеся к нарезанию резьбы и сверлению, могут значительно различаться в зависимости от многих факторов, таких как материал и рабочая температура.
| Размер резьбы | Номинальный диаметр (мм) | Диаметр сердечника (мм) | Шаг резьбы (мм) | Эффективный диаметр (мм) | Сверло для нарезания резьбы (мм) | Отверстие с зазором (мм) |
|---|---|---|---|---|---|---|
| М1,6 | 1,6 | 1.1706 | 0,35 | 1,373 | 1,25 | 2,0 |
| М1,8 | 1,8 | 1.3706 | 0,35 | 1,573 | 1,45 | 2,3 |
| М2 | 2,0 | 1,5092 | 0,40 | 1,740 | 1,60 | 2,6 |
| M2. 2 | 2,2 | 1,6480 | 0,45 | 1,908 | 1,75 | 2,9 |
| М2,5 | 2,5 | 1,9480 | 0,45 | 2,208 | 2,05 | 3.1 |
| М3 | 3,0 | 2,3866 | 0,50 | 2,675 | 2,50 | 3,6 |
| М3,5 | 3,5 | 2,7638 | 0,60 | 3.110 | 2,90 | 4,2 |
| М4 | 4,0 | 3.1412 | 0,70 | 3,545 | 3,30 | 4,8 |
| М4,5 | 4,5 | 3,5798 | 0,75 | 4.013 | 3,80 | 5,3 |
| М5 | 5,0 | 4.0184 | 0,80 | 4.480 | 4,20 | 5,8 |
| М6 | 6,0 | 4,7732 | 1,00 | 5.350 | 5,00 | 7,0 |
| М7 | 7,0 | 5,7732 | 1,00 | 6. 350 | 6,00 | 8,0 |
| М8 | 8,0 | 6.4664 | 1,25 | 7,188 | 6,80 | 10,0 |
| М10 | 10,0 | 8.1596 | 1,50 | 9.026 | 8,50 | 12,0 |
| M12 | 12,0 | 9,8530 | 1,75 | 10.863 | 10.20 | 15,0 |
| M14 | 14,0 | 11.5462 | 2,00 | 12.701 | 12.00 | 17,0 |
| М16 | 16,0 | 13.5462 | 2,00 | 14.701 | 14.00 | 19,0 |
| М18 | 18,0 | 14.9328 | 2,50 | 16.376 | 15,50 | 22,0 |
| М20 | 20,0 | 16.9328 | 2,50 | 18.376 | 17,50 | 24,0 |
| M22 | 22,0 | 18. 9328 | 2,50 | 20.376 | 19,50 | 26,0 |
| M24 | 24,0 | 20.3194 | 3,00 | 22.051 | 21.00 | 28,0 |
| М27 | 27,0 | 23.3194 | 3,00 | 25.051 | 24.00 | 33,0 |
| М30 | 30,0 | 25.7060 | 3,50 | 27.727 | 26,50 | 35,0 |
| М33 | 33,0 | 28.7060 | 3,50 | 30.727 | 29,50 | 38 |
| М36 | 36,0 | 31.0924 | 4,00 | 33.402 | 32,00 | 41 |
| М39 | 39,0 | 34.0924 | 4,00 | 36.402 | 35,00 | 44 |
| М42 | 42,0 | 36.4790 | 4,50 | 39.077 | 37,50 | 47 |
| М45 | 45,0 | 39. 4790 | 4,50 | 42.077 | 40,50 | 50 |
| М48 | 48,0 | 41.8646 | 5,00 | 44.752 | 43,00 | 53 |
| М52 | 52,0 | 45.8646 | 5,00 | 48.752 | 47,00 | 57 |
| М56 | 56,0 | 49.2522 | 5,50 | 52.428 | 50,50 | 61 |
| М60 | 60,0 | 53.2522 | 5,50 | 56.428 | 54,50 | 65 |
| М64 | 64,0 | 56.6388 | 6,00 | 60.103 | 58,00 | 69 |
| М68 | 68,0 | 60.6388 | 6,00 | 64.103 | 62,00 | 73 |
Accu предоставляет полный спектр 3D-моделей CAD с точными размерами и размерами резьбы, которые можно интегрировать в ваш проект. Доступны форматы STEP, IGES и STL.
- Создайте бесплатную учетную запись на сайте accu.co.uk.
- Перейдите к нужному компоненту.
- Выберите нужный формат файла.
Если вы не можете импортировать какую-либо из наших моделей или нет доступной модели, свяжитесь с нами через чат, и мы сделаем все возможное, чтобы помочь вам.
Таблица резьб (метрическая) | Главные и второстепенные диаметры
Переключение навигации
Поиск
- сравнить продукты
Меню
Счет
- По Ли Лехнер
- 18 мая 2022 г.
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
Ниже вы найдете краткую справочную таблицу и более подробный список размеров метрической резьбы. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.
ТАБЛИЦА РЕЗЬБЫ (МЕТРИЧЕСКАЯ РЕЗЬБА)
| Простое обозначение резьбы | Обозначение резьбы | Шаг (мм) | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| М1 | M1x0,25 | 0,25 | 0,982 | 0,729 |
| М2 | М2х0,4 | 0,4 | 1,981 | 1,567 |
| М3 | М3х0,5 | 0,5 | 2,980 | 2,459 |
| М4 | М4х0,7 | 0,7 | 3,978 | 3,242 |
| М5 | M5x0,8 | 0,8 | 4,976 | 4. 134 |
| М6 | М6х1 | 1 | 5,974 | 4,917 |
| М7 | М7х1 | 1 | 6,974 | 5,917 |
| М8 | М8х1,25 | 1,25 | 7,972 | 6,647 |
| М9 | М9х1,25 | 1,25 | 8,972 | 7,647 |
| М10 | М10х1,5 | 1,5 | 9,968 | 8.376 |
| M12 | М12×1,75 | 1,75 | 11.970 | 10.106 |
| M14 | М14х2 | 2 | 13.960 | 11.835 |
| М16 | М16х2 | 2 | 15,960 | 13.835 |
| М18 | М18х2,5 | 2,5 | 17.960 | 15.294 |
| М20 | М20×2,5 | 2,5 | 19. 960 | 17.294 |
| M22 | М22х2,5 | 2,5 | 21.960 | 19.294 |
| M24 | М24х3 | 3 | 23.950 | 20.752 |
| М27 | М27х3 | 3 | 26.950 | 23.752 |
| М30 | М30×3,5 | 3,5 | 29.950 | 26.211 |
| М33 | М33х3,5 | 3,5 | 32,970 | 29.211 |
| М36 | М36х4 | 4 | 35.940 | 31.670 |
| М39 | М39х4 | 4 | 38.940 | 34.670 |
| М42 | М42х4,5 | 4,5 | 41,940 | 37.129 |
| М45 | М45х4,5 | 4,5 | 44.940 | 40.129 |
| М48 | М48х5 | 5 | 47. 930 | 42.587 |
| М52 | М52х5 | 5 | 51.930 | 46.587 |
| М56 | M56x5,5 | 5,5 | 55.930 | 50.046 |
Загрузить полную таблицу размеров метрической резьбы
Введите адрес электронной почты ниже, чтобы получить доступ к полной метрической резьбе PDF
Метрическая и стандартная
Основное различие между метрической и стандартной резьбой заключается в том, как указаны резьбы. Когда речь идет о крепежных элементах с резьбой, после измерения диаметра добавляется дополнительное измерение, называемое «шагом резьбы». Примеры стандартных застежек: 1/4–20, 1/4–28 и 3/8–16. Примерами метрических крепежей могут быть M6x1, M12x1,75 и M18x2,5.
Стандартный шаг резьбы — это количество витков резьбы на дюйм. Например, резьба 1/4-20 означает, что диаметр гайки или болта составляет 1/4 дюйма и что на дюйм приходится 20 витков резьбы.
Шаг метрической резьбы — это расстояние между витками резьбы. Например, резьба M18x2,5 означает, что диаметр гайки или болта составляет 18 миллиметров, а расстояние между витками составляет 2,5 мм.
Использование таблицы для выбора маскирующих колпачков и заглушек
Существуют различные причины, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Метрические болты | Cap It
Если вам нужно замаскировать болт с метрической резьбой, вам, скорее всего, понадобится защитный колпачок из силикона или каучука EPDM.
Простая версия поиска колпачка нужного размера заключается в том, что мы предлагаем найти колпачок с внутренним диаметром на 0,4–0,8 мм меньше, чем основной диаметр резьбы, которую вы маскируете. Для процессов, основанных на погружении, таких как электронное покрытие, вам нужно, чтобы крышка плотно прилегала.
Метрические отверстия | подключи это
Для конических плунжеров необходимо, чтобы малый диаметр точно соответствовал среднему диаметру плунжера (см. рисунок). Таким образом, если ваше отверстие имеет диаметр 6,35 миллиметра, вам нужно, чтобы средний диаметр заглушки (показан красным на иллюстрации здесь) был около 6,35 миллиметра. Если это не точно, установите заглушку глубже в отверстие. При установке этих заглушек вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Вы должны выбрать заглушку на 0,8 мм больше, чем отверстие для заглушки, чтобы добиться плотного прилегания.
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предоставляет промышленным отделочникам решения для маскировки. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из самых известных в мире линий отделки металлов. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов.
Если вам нужен раствор для маскировки или у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Вам также может понравиться.
..Потоки Метрика
Поделиться:
Опубликовано в Порошковое покрытие, Маскирующие нити, Электронное покрытие и гальваническое покрытие
Категории
Последние сообщения
Размер крупной и мелкой резьбы в метрической системе ISO
Перейти к содержимомуРазмеры метрической резьбы ISOOptimas2022-03-31T15:12:12+01:00
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ
Орган по стандартизации ISO определяет строгие спецификации для метрической резьбы. Это необходимо для обеспечения совместимости с сопрягаемыми компонентами. В приведенной ниже таблице показаны различные размеры и требуемый диаметр метчика для крупной и мелкой резьбы от M1 до M68.
Допуски следует учитывать при проектировании продукции. Значения, относящиеся к сверлению и нарезанию резьбы, могут значительно различаться в зависимости от таких факторов, как рабочая температура и материал.
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
Все размеры указаны в миллиметрах (мм). Только для руководства.
Крупная резьба
Мелкая резьба
Крупная резьба
Большой диаметр
(д=Д)
Шаг
(р)
Корень
Радиус
(р)
Шаг
Диаметр
(д2=Д2)
Несовершеннолетний
Диаметр
Наружная резьба
(д3)
Несовершеннолетний
Диаметр
Внутренняя резьба
(Д1)
Высота резьбы
Наружная резьба
(ч4)
Высота резьбы
Внутренняя резьба
(ч2)
1 171 208 013 188 863 394 051 402 857 103Мелкая резьба
| Резьба Размер | Майор Диаметр д=Д | Шаг р | Корень Радиус р | Шаг Диаметр д2=Д2 | Незначительный Диаметр Мужской Резьба д3 | Незначительный Диаметр Женский Резьба D1 | Резьба Высота Мужской Резьба ч4 | Резьба Высота Женский Резьба ч2 | Нажмите Дрель Диаметр |
|---|---|---|---|---|---|---|---|---|---|
| M1,0 x 0,2 | 1 | 0,2 | 0,029 | 0,87 | 0,755 | 0,783 | 0,123 | 0,108 | 0,8 |
| M1,1 x 0,2 | 1. 1 | 0,2 | 0,029 | 0,97 | 0,855 | 0,883 | 0,123 | 0,108 | 0,9 |
| M1,2 x 0,2 | 1,2 | 0,2 | 0,029 | 1,07 | 0,955 | 0,983 | 0,123 | 0,108 | 1 |
| M1,4 x 0,2 | 1,4 | 0,2 | 0,029 | 1,27 | 1,155 | 1,183 | 0,123 | 0,108 | 1,2 |
| M1,6 x 0,2 | 1,6 | 0,2 | 0,029 | 1,47 | 1,355 | 1,383 | 0,123 | 0,108 | 1,4 |
| M1,8 x 0,2 | 1,8 | 0,2 | 0,029 | 1,67 | 1,555 | 1,583 | 0,123 | 0,108 | 1,6 |
| M2 x 0,25 | 2 | 0,25 | 0,036 | 1,838 | 1,693 | 1,729 | 0,153 | 0,135 | 1,75 |
| M2,2 x 0,25 | 2,2 | 0,25 | 0,036 | 2,038 | 1,893 | 1,929 | 0,153 | 0,135 | 1,95 |
| M2,5 x 0,35 | 2,5 | 0,35 | 0,051 | 2,273 | 2,071 | 2. 121 | 0,215 | 0,189 | 2.1 |
| M3 x 0,35 | 3 | 0,35 | 0,051 | 2,773 | 2,571 | 2,621 | 0,215 | 0,189 | 2,6 |
| M3,5 x 0,35 | 3,5 | 0,35 | 0,051 | 3,273 | 3.071 | 3.121 | 0,215 | 0,189 | 3.1 |
| M4 x 0,5 | 4 | 0,5 | 0,072 | 3,675 | 3,387 | 3,459 | 0,307 | 0,271 | 3,5 |
| M4,5 x 0,5 | 4,5 | 0,5 | 0,072 | 4. 175 | 3,887 | 3,959 | 0,307 | 0,271 | 4 |
| M5 x 0,5 | 5 | 0,5 | 0,072 | 4,675 | 4.387 | 4.459 | 0,307 | 0,271 | 4,5 |
| M5,5 x 0,5 | 5,5 | 0,5 | 0,072 | 5.175 | 4,887 | 4,959 | 0,307 | 0,271 | 5 |
| M6 x 0,75 | 6 | 0,75 | 0,108 | 5.513 | 5,08 | 5. 188 | 0,46 | 0,406 | 5,2 |
| M7 x 0,75 | 7 | 0,75 | 0,108 | 6.513 | 6.08 | 6.188 | 0,46 | 0,406 | 6,2 |
| M8 x 0,75 | 8 | 0,75 | 0,108 | 7,513 | 7,08 | 7.188 | 0,46 | 0,406 | 7,2 |
| M8 x 1,0 | 8 | 1 | 0,144 | 7,35 | 6.773 | 6.917 | 0,613 | 0,541 | 7 |
| M9 x 0,75 | 9 | 0,75 | 0,108 | 8. 513 | 8.08 | 8.188 | 0,46 | 0,406 | 8,2 |
| M9 x 1 | 9 | 1 | 0,144 | 8,35 | 7,773 | 7,917 | 0,613 | 0,541 | 8 |
| M10 x 0,75 | 10 | 0,75 | 0,108 | 9.513 | 9.08 | 9.188 | 0,46 | 0,406 | 9,2 |
| M10 x 1 | 10 | 1 | 0,144 | 9,35 | 8.773 | 8.917 | 0,613 | 0,541 | 9 |
| M10 x 1,25 | 10 | 1,25 | 0,18 | 9. 188 | 8.466 | 8.647 | 0,767 | 0,677 | 8,8 |
| M11 x 0,75 | 11 | 0,75 | 0,108 | 10.513 | 10.08 | 10.188 | 0,46 | 0,406 | 10,2 |
| M11 x 1 | 11 | 1 | 0,144 | 10,35 | 9,773 | 9.917 | 0,613 | 0,541 | 10 |
| M12 x 1 | 12 | 1 | 0,144 | 11.35 | 10.773 | 10. 917 | 0,613 | 0,541 | 11 |
| M12 x 1,25 | 12 | 1,25 | 0,18 | 11.188 | 10.466 | 10.647 | 0,767 | 0,677 | 10,8 |
| M12 x 1,5 | 12 | 1,5 | 0,217 | 11.026 | 10.16 | 10.376 | 0,92 | 0,812 | 10,5 |
| M14 x 1 | 14 | 1 | 0,144 | 13,35 | 12.773 | 12.917 | 0,613 | 0,541 | 13 |
| М14 х 1,25 | 14 | 1,25 | 0,18 | 13. 188 | 12.466 | 12.647 | 0,767 | 0,677 | 12,8 |
| М14 х 1,5 | 14 | 1,5 | 0,217 | 13.026 | 12.16 | 12.376 | 0,92 | 0,812 | 12,5 |
| M15 x 1 | 15 | 1 | 0,144 | 14,35 | 13.773 | 13,917 | 0,613 | 0,541 | 14 |
| М15 х 1,5 | 15 | 1,5 | 0,217 | 14.026 | 13.16 | 13. 376 | 0,92 | 0,812 | 13,5 |
| M16 x 1 | 16 | 1 | 0,144 | 15,35 | 14.773 | 14.917 | 0,613 | 0,541 | 15 |
| М16 х 1,5 | 16 | 1,5 | 0,217 | 15.026 | 14.16 | 14.376 | 0,92 | 0,812 | 14,5 |
| M17 x 1 | 17 | 1 | 0,144 | 16,35 | 15.733 | 15.917 | 0,613 | 0,541 | 16 |
| М17 х 1,5 | 17 | 1,5 | 0,217 | 16. 026 | 15.16 | 15.376 | 0,92 | 0,812 | 15,5 |
| M18 x 1 | 18 | 1 | 0,144 | 17,35 | 16.773 | 16.917 | 0,613 | 0,541 | 17 |
| М18 х 1,5 | 18 | 1,5 | 0,217 | 17.026 | 16.16 | 16.376 | 0,92 | 0,812 | 16,5 |
| M18 x 2 | 18 | 2 | 0,289 | 16.701 | 15.546 | 15. 835 | 1,227 | 1.083 | 16 |
| M20 x 1,0 | 20 | 1 | 0,144 | 19,35 | 18.773 | 18.917 | 0,613 | 0,541 | 19 |
| M20 x 1,5 | 20 | 1,5 | 0,217 | 19.026 | 18.16 | 18.376 | 0,92 | 0,812 | 18,5 |
| M20 x 2,0 | 20 | 2 | 0,289 | 18.701 | 17.546 | 17.835 | 1,227 | 1. 083 | 18 |
| M22 x 1,0 | 22 | 1 | 0,144 | 21.35 | 20.773 | 20.917 | 0,613 | 0,541 | 21 |
| M22 x 1,5 | 22 | 1,5 | 0,217 | 21.026 | 20.16 | 20.376 | 0,92 | 0,812 | 20,5 |
| M22 x 2,0 | 22 | 2 | 0,289 | 20.701 | 19.546 | 19.835 | 1,227 | 1.083 | 20 |
| M24 x 1,0 | 24 | 1 | 0,144 | 23,35 | 22. 773 | 22.917 | 0,613 | 0,541 | 23 |
| M24 x 1,5 | 24 | 1,5 | 0,217 | 23.026 | 22.16 | 22.376 | 0,92 | 0,812 | 22,5 |
КОНТАКТЫ
Ссылка для загрузки страницыЧто такое винт М8? Размер Среднее значение (размеры и диаметр)
Крепежи, такие как винты, необходимы для надежной сборки машин, мебели, оборудования и других подобных предметов. Но все еще есть люди, которые не понимают размеры винтов, в том числе размер винта M8.
В большинстве случаев необходимо использовать застежку правильного размера. Помните, что винты бывают разных размеров и изготавливаются из различных материалов, чтобы скреплять несколько типов оборудования.
Кроме того, преимущества винтов противопоставляются гвоздям при рассмотрении их использования. Они прочны и обеспечивают длительную связь с меньшей восприимчивостью к ржавчине.
Преимущество шурупов в отличие от гвоздей заключается в том, что они более пригодны для повторного использования благодаря своей прочности и длительному сроку службы. Поскольку они редко изгибаются в процессе удаления, вы можете использовать эти винты для другой цели.
Следовательно, крайне важно знать, как правильно использовать винты в зависимости от их размеров. Давайте начнем эту напряженную дискуссию с представления винта M8 для вашего следующего проекта.
Содержание:
- Что такое винт M8?
- Как читать спецификации размеров винтов M8
- Стандартные размеры винтов M8
- Винты M8 Стандартные характеристики и требования
- Стандартные длины резьбы
- Метрические размеры отверстий под болты и размеры сверл
- Стандартные размеры шестигранных ключей и гаечный ключ
- 14 Нагрузка
- Максимальный момент затяжки
- Стандартные размеры болтов
- Часто задаваемые вопросы (FAQ):
- Является ли 5/16 таким же, как M8?
- Что означает M8 1,25?
- M8 больше, чем M6?
- 8 мм — это то же самое, что и M8?
- Вывод
Что такое винт M8?
Метрические винты обычно измеряются с помощью системы измерения «М». В этом случае миллиметровые (мм) измерения определяют метрические размеры крепежа по диаметру, шагу и длине.
Таким образом, буква «M» на винте M8 означает, что он метрический, а размер хвостовика соответствует количеству миллиметров в диаметре.
В соответствии с этим диаметр винта M8 составляет 8 мм. Кроме того, шаг резьбы болта M8 по умолчанию составляет от 1,25 до 1,0 мм.
Более того, для идеального размера сверла для винта № 8 вы можете использовать следующее:
- Коническое сверло (для твердой древесины) – 11/64″
- Острое сверло (для мягкой древесины) – 5/32 ″
- Прямое сверло (для твердой древесины) – 1/8″
- Прямое сверло (для мягкой древесины) – 7/64″
Важно помнить, что в Соединенных Штатах использовалась Международная система единиц (Метрическая система единиц ISO). ) в последнее время. Это стандарт ЕС, Японии и Австралии уже более 30 лет.
Как читать спецификации размеров винтов M8
Спецификации винтов M8 могут выглядеть так: M8-1,0 x 20. К винтам применяется следующий стандарт:
- Этот болт имеет метрическую резьбу в соответствии с штамп «М», указанный на его характеристиках.
- Номинальный диаметр стержня болта составляет восемь миллиметров.
- Шаг резьбы болта, измеренный в миллиметрах, равен 1,0.
- Кроме того, последнее измерение, 20 миллиметров, является длиной.
Однако довольно часто встречаются метрические винты, описанные следующим образом: M12-50.
Этот укороченный формат был изменен, чтобы исключить спецификацию шага, что привело к грубой резьбе. В болтах всегда используется грубая резьба, если размер шага отсутствует в спецификации метрического болта.
В данном случае (M12-50) диаметр 12 мм, а длина 50 мм.
В то время как работа с дюймовыми крепежными деталями для вас обыденна, шаг может вызвать недоумение. Это из-за расстояния между нитями.
Расстояние от одной резьбы до другой в показанном примере составляет 1,0 миллиметра. Винты, которые определяются как резьба на дюйм, или иногда называемая шагом, называются дюймовыми креплениями.
Чтобы измерить метрическую резьбу крепежа на дюйм, сначала переведите шаг из миллиметров в дюймы (многополосность на 0,03937), а затем разделите единицу на полученную величину.
Стандартные размеры винтов M8
Винты M8 имеют невзаимозаменяемые размеры резьбы из-за различных углов и шагов резьбы. Для справки, вот стандартизированные размеры в соответствии с тонкой и грубой.
Стандартный размер Metric Coarse — M8 x 1,25. Между тем, у нас есть M8 x 1 для Metric Fine.
Кроме того, когда речь идет о British Standard Fine или British Standard Whitworth, у нас есть стандартный размер 5/16″.
Кроме того, для унифицированной национальной грубой резьбы размер составляет 5/16–18. С другой стороны, у нас есть стандарты 5/16–24 для унифицированной национальной тонкой резьбы.
Винты M8 Стандартные характеристики и требования
Поскольку метрические винты соответствуют размерам гаек и просверленных отверстий, производители разработали специальные стандарты для винтов. Кроме того, винты изготавливаются с тонкой или крупной резьбой, которая представляет собой шаг линии винта.
Винты с крупной резьбой менее подвержены заеданию, перекручиванию резьбы и истиранию. Противоположное верно для винтов с мелкой резьбой.
Винты с мелкой резьбой с большей вероятностью ослабнут при движении, их легче нарезать и регулировать. Нет необходимости указывать тип резьбы винтов, которые нарезают резьбу в мягком материале.
По этой причине очень важно знать характеристики и требования к винтам M8 перед их покупкой.
Стандартная длина резьбы
Определение длины резьбы включено в метрический стандарт болта. Однако, если он не указан, то предполагается грубый шаг.
Метрические болты предлагаются с крупным или мелким шагом резьбы, а также с дополнительным мелким шагом для определенных диаметров.
Кроме того, вы должны помнить, что метрические болты имеют больше витков резьбы на дюйм, чем эквивалентные имперские болты. Это связано с тем, что у них более крупный шаг резьбы.
Стандартная длина резьбы для винта M8 составляет 125 мм, а наименьший размер — 22 мм. Между тем стандартом для винтов М8 длиной более 125 мм является 28 мм.
Размеры отверстий под метрические болты и размеры сверл
Диаметр метрических болтов больше диаметра вала. Поскольку диаметр стержня болта M8 меньше 8 мм, он должен пройти через отверстие диаметром 8 мм.
Тем не менее, обычно просверливают отверстия с зазором несколько большего размера, чтобы обеспечить небольшую вариацию размещения. Когда требуется нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу.
Рассчитать размер резьбового отверстия, необходимого для резьбы по метрическому болту, несложно, если известен измеренный диаметр болта.
Например, для типичного крупного шага резьбы болта M8 1,25 мм требуется отверстие диаметром 6,75 мм. Отверстие было бы 7 мм, если бы болт М8 имел шаг резьбы 1 мм.
Ниже приведен список примеров размеров отверстий и размеров сверл для винта M8:
- Зазор отверстия (мм): 9
- Шаг резьбы (стандартный): 25
- Шаг резьбы (стандартный) ): 75 мм
- Шаг резьбы (мелкий):
- Сверло для нарезания резьбы (мелкий шаг): 7 мм
Размеры шестигранного ключа и гаечного ключа
Крайне важно использовать подходящие инструменты для выполнения задачи. Помните, что вы должны использовать гаечный ключ правильного размера или шестигранный ключ, чтобы предотвратить скольжение винта.
Обратите внимание; при использовании слишком большого гаечного ключа или шестигранного ключа можно повредить гайку или болт. Итак, вот стандартные размеры этих инструментов, которые можно использовать для винта М8.
Вы можете использовать гаечный ключ размером 13 мм для винта M8. С другой стороны, шестигранный ключ на 6 мм является стандартным размером для затяжки M8.
Стандартная испытательная нагрузка
Если болт подвергается постепенной нагрузке, наступает момент, когда он начинает растягиваться и растягиваться. После этого наступает момент, когда он ломается. Стандарты определяют пробную нагрузку при определении допустимого веса болта.
Помните, что пробная нагрузка обычно составляет около 90 процентов от веса, после чего болт начинает растягиваться.
Пробные нагрузки обычно указываются в ньютонах в таблицах производителей, но мы перевели их в кг силы. Пробная нагрузка обычно считается абсолютной максимальной нагрузкой, которую должен выдерживать болт.
В сегодняшних условиях производители будут формировать свое оборудование так, чтобы болты несли гораздо меньшую нагрузку, чем пробная. Этот фактор дает хороший запас прочности конструкции.
Вот список стандартной доказательственной нагрузки винта M8:
- . Класс прочности 12.9 – 3 550 кг
Максимальный момент затяжки
Вы можете отрегулировать натяжение винта, затянув болт до крутящего момента, чтобы получить пробную нагрузку 85%. Помните, что если резьбу слегка смазать, будет работать максимально рекомендуемый крутящий момент.
Для вашей справки, вот максимальные стандарты крутящего момента застегивания для винтов M8:
- Степень 8,8 – 28,8 нм
- Grade 9,8 – 32,3 Нм
- Grade 10,9, – 41,3 NM
- Grade 10, – 41,3 НМ
- . – 48,3 Н·м
Обратите внимание; вы можете использовать эти рекомендации только в том случае, если производитель не указывает крутящий момент в руководстве.
Стандартные размеры болтов
Во избежание осложнений при использовании винтов M8 следует знать стандартные размеры. Вы увидите, что вам следует покупать в хозяйственных магазинах, которые соответствуют вашим потребностям, благодаря этому фактору.
Винт M8 должен иметь размер шага 1,25 мм. Плюс длина резьбовой части должна быть 22 мм.
Кроме того, винт должен иметь глубину головки 5,3 мм (k). В пересчете на лыски (s) он должен быть 13 мм.
Часто задаваемые вопросы (FAQ):
Является ли 5/16 таким же, как M8?
Винты размеров M8 и 5/16 не одинаковы и не взаимозаменяемы. Тем не менее, они способны функционировать в определенных условиях.
Важно отметить, что M8 указан в метрической системе и имеет диаметр болта 8 мм. Кроме того, он обычно имеет дополнительное число, например 1,0, которое служит для обозначения шага (расстояния между витками) в мм. Этот фактор является основным отличием от болта 5/16.
Болты 5/16 дюйма не имеют шага. Он дает количество ниток на дюйм. В то время как тонкие и грубые являются наиболее частой классификацией, вы можете столкнуться только с двумя типами материалов.
Что означает М8 1,25?
M8 1,25 — шаг резьбы винта. Термин «шаг резьбы» используется для измерения несоответствия между двумя резьбами.
В метрических крепежах вместо TPI используется шаг резьбы. Расстояние тоже в миллиметрах.
Метка М означает метрическую систему. В то время как 8 означает номинальный диаметр 8 мм (резьба будет короче 8 мм в самой высокой точке). Затем 1,25 означает 1,25 мм на резьбу (стандартный крупный шаг для лески).
M8 больше, чем M6?
Винт M8 больше, чем винт M6. По этой причине вы можете использовать M6 для велосипедной резьбы, а M8 для настенного крепления.
M6 представляет собой резьбу 6 x 1 мм. Вы также можете использовать это для других предметов, таких как болты крепления тормоза, безрезьбовые штоки и так далее.