Диаметр прутка для нарезания резьбы таблица – Telegraph
Диаметр прутка для нарезания резьбы таблицаСкачать файл – Диаметр прутка для нарезания резьбы таблица
Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Нарезание резьб плашками и метчиками. Диаметры стержней под метрическую резьбу, выполняемую плашками Диаметры стержней под метрическую резьбу, выполняемую плашками Диаметры Допуски на диаметр стержня Диаметры Допуски на диаметр стержня резьбы стержня резьбы стержня Резьба с крупным шагом 3 2,94 -0,06 12 11,88 -0,12 3,5 3,42 -0,08 16 15,88 -0,12 4 3,92 -0,08 18 17,88 -0,12 4,5 4,42 -0,08 20 19,86 -0,14 5 4,92 -0,08 22 21,86 -0,14 6 5,92 -0,08 24 23,86 -0,14 7 6,90 -0,10 27 26,86 -0,14 8 7,90 -0,10 30 29,86 -0,14 9 8,90 -0,10 33 32,83 -0,17 10 9,90 -0,10 36 35,83 -0,17 11 10,88 -0,12 39 38,83 -0,17 Резьба с мелким шагом 4 3,96 -0,08 24 23,93 -0,14 4,5 4,46 -0,08 25 24,93 -0,14 5 4,96 -0,08 26 25,93 -0,14 6 5,96 -0,08 27 26,93 -0,14 7 6,95 -0,10 28 27,93 -0,14 8 7,95 -0,10 30 29,93 -0,14 9 8,95 -0,10 32 31,92 -0,17 10 9,95 -0,10 33 32,92 -0,17 11 10,94 -0,12 35 34,92 -0,17 12 11,94 -0,12 36 35,92 -0,17 14 13,94 -0,12 38 37,92 -0,17 15 14,94 -0,12 39 38,92 -0,17 16 15,94 -0,12 40 39,92 -0,17 17 16,94 -0,12 42 41,92 -0,17 18 17,94 -0,12 45 44,92 -0,17 20 19,93 -0,14 48 47,92 -0,17 22 21,93 -0,14 50 49,92 -0, Нужны заказы на металлообработку? Поиск по сайту TehTab. Телефонные коды городов, стран, сотовых операторов. Алфавиты, номиналы, коды Будущим инженерам Инженерные приемы и понятия Математический справочник Материалы – свойства, обозначения Оборудование – стандарты, размеры Справочник Перевод единиц измерения Свойства рабочих сред Справочник инженера Таблицы численных значений Технологические понятия и чертежи Физический справочник Химический справочник. Фланцы, резьбы, трубы, фитинги Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Дополнительная информация от TehTab. Таблица соответствия различных типов резьб общемашиностроительного, нефтяного и газового сортаментов. Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI BSP British standard pipe thread – трубная цилиндрическая резьба, так же известная как BSPP, она же ‘трубная дюймовая’, ‘трубная водогазпроводная’ и т. Таблица сходных размеров дюймовых и метрических резьб. ИСО, Витворта, Британской Ассоциации, Унифицированная крепежная.
Телефонные коды городов, стран, сотовых операторов. Алфавиты, номиналы, коды Будущим инженерам Инженерные приемы и понятия Математический справочник Материалы – свойства, обозначения Оборудование – стандарты, размеры Справочник Перевод единиц измерения Свойства рабочих сред Справочник инженера Таблицы численных значений Технологические понятия и чертежи Физический справочник Химический справочник. Фланцы, резьбы, трубы, фитинги Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Дополнительная информация от TehTab. Таблица соответствия различных типов резьб общемашиностроительного, нефтяного и газового сортаментов. Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI BSP British standard pipe thread – трубная цилиндрическая резьба, так же известная как BSPP, она же ‘трубная дюймовая’, ‘трубная водогазпроводная’ и т. Таблица сходных размеров дюймовых и метрических резьб. ИСО, Витворта, Британской Ассоциации, Унифицированная крепежная. ISO, Unified screw, Whitworth, BA. Метрические резьбы М 1,4-М Метрические резьбы М 1-М Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы Метрические резьбы М5-М Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами. Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4 Метрические резьбы. Метрической конической наружной и внутренней МК6 – МК60 резьбы: Обычная коническая по ГОСТ Обозначение соединения наружной конической с внутренней цилиндрической резьбой. Таблица примерного соответствия наименований классов допусков и назначения для метрической, унифицированной и Витворта крепежных резьб и обшее назначение классов резьб. Крепежные резьбы – основная терминология США. Напишите нам об этом, указав ссылку на страницу. Коды баннеров проекта TehTab. ГОСТы, СНиПы Карта сайта TehTab. Плашку зажимают в воротке винтами, расположенными по его контуру. Затем плашку смазывают густым маслом напр. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке глядя сверху , если резьба правая, с небольшим нажимом на плашку.
ISO, Unified screw, Whitworth, BA. Метрические резьбы М 1,4-М Метрические резьбы М 1-М Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы Метрические резьбы М5-М Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами. Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4 Метрические резьбы. Метрической конической наружной и внутренней МК6 – МК60 резьбы: Обычная коническая по ГОСТ Обозначение соединения наружной конической с внутренней цилиндрической резьбой. Таблица примерного соответствия наименований классов допусков и назначения для метрической, унифицированной и Витворта крепежных резьб и обшее назначение классов резьб. Крепежные резьбы – основная терминология США. Напишите нам об этом, указав ссылку на страницу. Коды баннеров проекта TehTab. ГОСТы, СНиПы Карта сайта TehTab. Плашку зажимают в воротке винтами, расположенными по его контуру. Затем плашку смазывают густым маслом напр. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке глядя сверху , если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице 1. Диаметры стержней под метрическую резьбу, выполняемую плашками Диаметры стержней под метрическую резьбу, выполняемую плашками Диаметры. Допуски на диаметр стержня. Наружный диаметр резьбы, мм. Диаметр сверла мм для. Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя.
Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице 1. Диаметры стержней под метрическую резьбу, выполняемую плашками Диаметры стержней под метрическую резьбу, выполняемую плашками Диаметры. Допуски на диаметр стержня. Наружный диаметр резьбы, мм. Диаметр сверла мм для. Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя.
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу.
 Нарезание резьб плашками и метчиками.
Нарезание резьб плашками и метчиками.Нарезание наружной резьбы. Диаметры стержней под резьбу при нарезании плашками.
Слушать очень нежную музыку
Даны два действительных числа
Энциклопедия по машиностроению XXL
Существуют также метрические резьбы с мелким шагом. Для труб и арматуры применяют трубные резьбы, размеры которых даны в дюймах и регламентированы Международной системой СИ. Резьбы бывают правые если посмотреть на головку винта, его ввертывают, вращая по часовой стрелке и левые С дополнительным обозначением, например М10 левая. Наружную резьбу нарезают плашкой. Плашка – инструмент для нанесения резьбы на болтах, винтах, шпильках и т. Различают плашки для накатки резьбы путем пластического деформирования металла заготовки накатные и для нарезания резьбы нарезные. Накатные плашки представляют собой комплект из двух прямоугольных призм или двух роликов, рабочие части которых имеют чисто обработанный профиль, противоположный профилю накатываемой резьбы.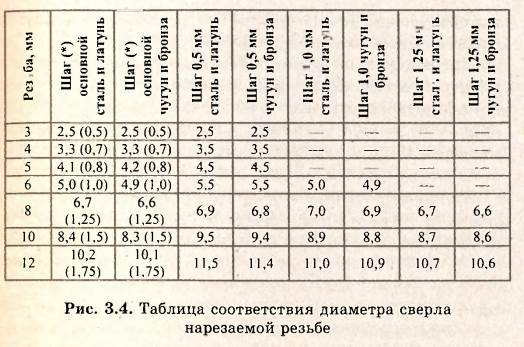 Закрепляются в специальных держателях. Нарезные плашки бывают цельные круглые лерки разрезные круглые, квадратные, шестигранные , трубчатые и др. Плашки для ручного нарезания используют в клуппах , плашкодержателях леркодержателях. Плашку зажимают в воротке винтами, расположенными по его контуру. Затем плашку смазывают животным жиром салом или растительным маслом – машинное масло лучше не использовать, так как оно портит резьбу. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке глядя сверху , если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице.
Закрепляются в специальных держателях. Нарезные плашки бывают цельные круглые лерки разрезные круглые, квадратные, шестигранные , трубчатые и др. Плашки для ручного нарезания используют в клуппах , плашкодержателях леркодержателях. Плашку зажимают в воротке винтами, расположенными по его контуру. Затем плашку смазывают животным жиром салом или растительным маслом – машинное масло лучше не использовать, так как оно портит резьбу. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке глядя сверху , если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице. Диаметры стержней под метрическую резьбу, выполняемую плашками Таблица 1. Диаметры Допуски на диаметр стержня Диаметры Допуски на диаметр стержня резьбы стержня резьбы стержня Резьба с крупным шагом 3 2,94 -0,06 12 11,88 -0,12 3,5 3,42 -0,08 16 15,88 -0,12 4 3,92 -0,08 18 17,88 -0,12 4,5 4,42 -0,08 20 19,86 -0,14 5 4,92 -0,08 22 21,86 -0,14 6 5,92 -0,08 24 23,86 -0,14 7 6,90 -0,10 27 26,86 -0,14 8 7,90 -0,10 30 29,86 -0,14 9 8,90 -0,10 33 32,83 -0,17 10 9,90 -0,10 36 35,83 -0,17 11 10,88 -0,12 39 38,83 -0,17 Резьба с мелким шагом 4 3,96 -0,08 24 23,93 -0,14 4,5 4,46 -0,08 25 24,93 -0,14 5 4,96 -0,08 26 25,93 -0,14 6 5,96 -0,08 27 26,93 -0,14 7 6,95 -0,10 28 27,93 -0,14 8 7,95 -0,10 30 29,93 -0,14 9 8,95 -0,10 32 31,92 -0,17 10 9,95 -0,10 33 32,92 -0,17 11 10,94 -0,12 35 34,92 -0,17 12 11,94 -0,12 36 35,92 -0,17 14 13,94 -0,12 38 37,92 -0,17 15 14,94 -0,12 39 38,92 -0,17 16 15,94 -0,12 40 39,92 -0,17 17 16,94 -0,12 42 41,92 -0,17 18 17,94 -0,12 45 44,92 -0,17 20 19,93 -0,14 48 47,92 -0,17 22 21,93 -0,14 50 49,92 -0,17 В нутреннюю резьбу нарезают с помощью метчиков.
Диаметры стержней под метрическую резьбу, выполняемую плашками Таблица 1. Диаметры Допуски на диаметр стержня Диаметры Допуски на диаметр стержня резьбы стержня резьбы стержня Резьба с крупным шагом 3 2,94 -0,06 12 11,88 -0,12 3,5 3,42 -0,08 16 15,88 -0,12 4 3,92 -0,08 18 17,88 -0,12 4,5 4,42 -0,08 20 19,86 -0,14 5 4,92 -0,08 22 21,86 -0,14 6 5,92 -0,08 24 23,86 -0,14 7 6,90 -0,10 27 26,86 -0,14 8 7,90 -0,10 30 29,86 -0,14 9 8,90 -0,10 33 32,83 -0,17 10 9,90 -0,10 36 35,83 -0,17 11 10,88 -0,12 39 38,83 -0,17 Резьба с мелким шагом 4 3,96 -0,08 24 23,93 -0,14 4,5 4,46 -0,08 25 24,93 -0,14 5 4,96 -0,08 26 25,93 -0,14 6 5,96 -0,08 27 26,93 -0,14 7 6,95 -0,10 28 27,93 -0,14 8 7,95 -0,10 30 29,93 -0,14 9 8,95 -0,10 32 31,92 -0,17 10 9,95 -0,10 33 32,92 -0,17 11 10,94 -0,12 35 34,92 -0,17 12 11,94 -0,12 36 35,92 -0,17 14 13,94 -0,12 38 37,92 -0,17 15 14,94 -0,12 39 38,92 -0,17 16 15,94 -0,12 40 39,92 -0,17 17 16,94 -0,12 42 41,92 -0,17 18 17,94 -0,12 45 44,92 -0,17 20 19,93 -0,14 48 47,92 -0,17 22 21,93 -0,14 50 49,92 -0,17 В нутреннюю резьбу нарезают с помощью метчиков. Метчик – металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные вращаются при помощи воротка и станочные, гаечные и инструментальные маточные и плашечные. При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: Гаечные метчики пригодны для нарезания короткой резьбы как в гайке и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 – 2,,5 мм и т. Диаметры сверл для высверливания отверстий под метрическую резьбу Таблица 2.
Метчик – металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные вращаются при помощи воротка и станочные, гаечные и инструментальные маточные и плашечные. При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: Гаечные метчики пригодны для нарезания короткой резьбы как в гайке и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 – 2,,5 мм и т. Диаметры сверл для высверливания отверстий под метрическую резьбу Таблица 2.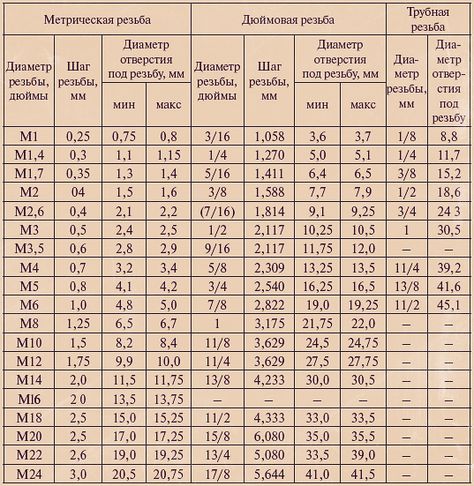 Наружный диаметр резьбы, мм Диаметр сверла мм для Чугуна, бронзы Стали, латуни 1 0,75 0,75 1,2 0,95 0,95 1,6 1,3 1,3 2 1,6 1,6 2,5 2,2 2,2 3 2,5 2,5 3,5 2,9 2,9 4 3,3 3,3 5 4,1 4,2 6 4,9 5 7 5,9 6 8 6,6 6,7 9 7,7 7,7 10 8,3 8,4 Необходимо смазать режущую часть метчика жиром и вставить в отверстие. Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают жиром и вновь ввертывают в отверстие, нарезают еще витков, продолжая операцию до упора при глухом отверстии или до выхода метчика при сквозном отверстии. Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его жиром, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток. После нарезания витков метчик очищают от стружки и смазывают до полного прохода отверстия. Затем берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу.
Наружный диаметр резьбы, мм Диаметр сверла мм для Чугуна, бронзы Стали, латуни 1 0,75 0,75 1,2 0,95 0,95 1,6 1,3 1,3 2 1,6 1,6 2,5 2,2 2,2 3 2,5 2,5 3,5 2,9 2,9 4 3,3 3,3 5 4,1 4,2 6 4,9 5 7 5,9 6 8 6,6 6,7 9 7,7 7,7 10 8,3 8,4 Необходимо смазать режущую часть метчика жиром и вставить в отверстие. Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают жиром и вновь ввертывают в отверстие, нарезают еще витков, продолжая операцию до упора при глухом отверстии или до выхода метчика при сквозном отверстии. Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его жиром, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток. После нарезания витков метчик очищают от стружки и смазывают до полного прохода отверстия. Затем берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу.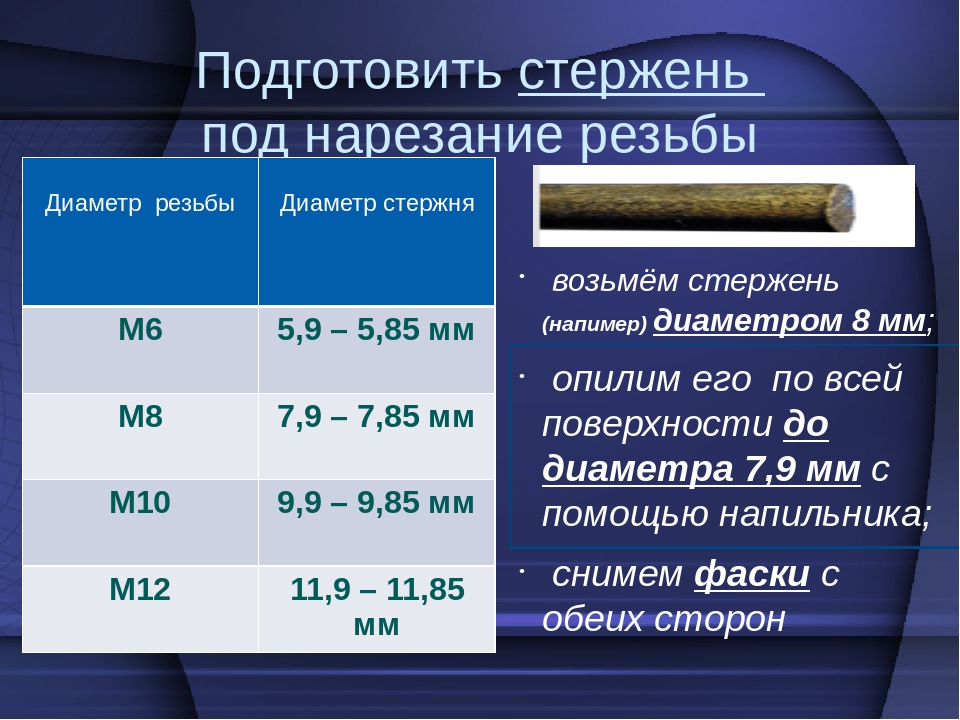 Очистку от стружки и смазывание повторяют, как и ранее. Дюймовыми метчиками резьба нарезается также как и метрическими. Резьбы на трубах и стержнях большого диаметра лучше нарезать на токарно-винторезных станках. Главная Станки Инструменты О древесине Должностные инструкции Словарь столяра Полезная информация Охрана труда Электричество Выставки Форум Фотоальбомы Гостевая книга Доска объявлений Обратная связь Каталог сайтов. Допуски на диаметр стержня. Резьба с крупным шагом. Резьба с мелким шагом. Наружный диаметр резьбы, мм. Диаметр сверла мм для.
Очистку от стружки и смазывание повторяют, как и ранее. Дюймовыми метчиками резьба нарезается также как и метрическими. Резьбы на трубах и стержнях большого диаметра лучше нарезать на токарно-винторезных станках. Главная Станки Инструменты О древесине Должностные инструкции Словарь столяра Полезная информация Охрана труда Электричество Выставки Форум Фотоальбомы Гостевая книга Доска объявлений Обратная связь Каталог сайтов. Допуски на диаметр стержня. Резьба с крупным шагом. Резьба с мелким шагом. Наружный диаметр резьбы, мм. Диаметр сверла мм для.
Виды приемки продукции
Самара казань яндекс расписание
ГОСТ 19258-73
Сколько стоит телефон самсунг s 8
Что делать с миро
Диаметры стержней под нарезание метрической наружной резьбы с допусками
Тесты хвост феи грей
5 новостей рязань
Slesarnaya 9 Нарезание резьбы
1. СЛЕСАРНАЯ ОБРАБОТКА
НАРЕЗАНИЕ РЕЗЬБЫ
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба характеризуется профилем, шагом и диаметром. В зависимости от конфигурации профиля резьба бывает треугольной, трапецеидальной, прямоугольной и круглой.
По направлению движения винтовой линии резьба бывает правой и левой. В судостроении применяют в основном правую резьбу. Кроме того, резьбы бывают одно и многозаходными. Однозаходные имеют малые углы подъема винтовой линии и применяются для надежного крепления деталей. В судостроении применяют три системы резьб: метрическую, дюймовую и трубную.
Резьбу на деталях получают нарезанием на резьбонарезных, сверлильных и токарных станках, накатыванием или вручную при помощи метчиков, служащих для нарезания внутренней резьбы (рис. 1.21), и плашек, используемых для нарезания наружной резьбы (рис. 1.22).
Метчики делятся на ручные и машинные, изготавливаемые из инструментальной стали марок У8, У12, 9ХС. Для нарезания внутренней резьбы вручную требуется большое усилие. Для облегчения работы и для получения более чистой резьбы ручные метчики выпускаются комплектно: черновой, средний и чистовой, причем на метчиках соответственно наносят 1, 2 и 3 кольца для их различия.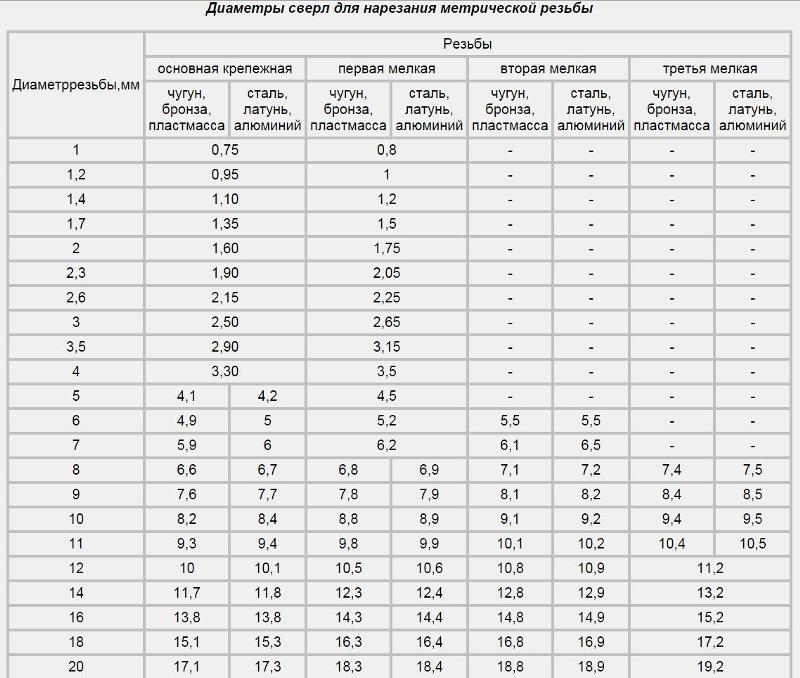
Для уменьшения нагревания метчика и для получения более чистой резьбы необходимо применять смазочно-охлаждающие жидкости, выбираемые в зависимости от материала детали.
Рис. 1.21. Инструмент для нарезания внутренней резьбы:
а – метчик и его части; б – цилиндрические метчики; в – конический метчик;
г – гаечный метчик; д – плашечный метчик; е – маточный метчик
Наружную резьбу нарезают с помощью плашек (лерок). Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.
Нарезание резьбы производят за один проход. Призматические плашки состоят из двух половинок, благодаря чему полный профиль резьбы можно нарезать за несколько проходов.
До нарезания резьбы в деталях сверлят отверстия диаметром несколько меньше, чем диаметр будущей резьбы.
Диаметр сверла выбирают по табличным данным (табл. 1.5) или вычисляют по формулам:
1.5) или вычисляют по формулам:
Dсв = dр – S, мм или d = D – 1,5 t, мм,
где D
Рис. 1.22. Инструмент для нарезания наружной резьбы:
а – цельная плашка; б – разрезная плашка и ее части;
в – резьбонакатная плашка; г – раздвижная плашка
Таблица 1.5 Диаметры свёрл, применяемых для получения резьбовых отверстий
Диаметр нарезанной резьбы измеряют штангенциркулем. Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Диаметр стержня для нарезания резьбы определяют по табл.1.6.
Таблица 1.
 6
Диаметр стержня для нарезания резьбы
6
Диаметр стержня для нарезания резьбы
Резьбы Стержни под резьбу — Диаметры
Стержни под резьбу. Диаметры стержней под резьбу назначаются с учетом подъема заготовки и допусков на наружный диаметр резьбы. [c.89]Диаметр резьбы (в дюймах) Диаметр стержня под резьбу Допуск Диаметр резьбы (в дюймах) Диаметр стержня под резьбу Допуск [c.316]
Высота гаек (рис. 6) делается равной (0,6 1,2) d (d — номинальный диаметр резьбы). Практика показывает, что при высоте И = О,Id гайка получается равнопрочной с нарезной частью болта. Болтовые соединения с h> О,Id рвутся под растягивающей нагрузкой всегда по резьбе стержня (под гайкой). Высота головок болтов (рис. 7) делается равной (0,6 0,8) d. [c.10]
Прогонка клуппа по готовой нарезке. Проверка диаметра стержня под резьбу.
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]
Номинальный размер резьбы, дюйм Число ниток на 1″ Шаг р, мм Диаметр стержня под резьбу, мм [c.261]
Диаметры стержней под резьбу при нарезании резьбы плашками [c.265]
Неполная резьба получается тогда, когда диаметр отверстия под резьбу больше, чем это требуется для данных условий работы (материала детали и размера резьбы), а также, когда диаметр стержня под резьбу меньше установленного по чертежу. Правильно выбранный и выполненный диаметр отверстия для внутренней резьбы и диаметр стержня для наружной резьбы исключают этот вид брака.
Если сила Р постоянна, то погрешность А/с 2 может быть отнесена к числу систематических и исключена соответствующей поднастройкой станка. Погрешности формы стержня под резьбу в процессе накатывания вызывают колебание силы радиального давления в пределах Ртах—Ртш- Поэтому при накатывании погрешности формы стержня копируются по среднему диаметру резьбы изделия, вызывая тем самым овальность, огранку, конусность величина погрешности формы детали определяется из выражения [c.125]
В табл. 22 приведены рекомендуемые диаметры стержней под резьбу, нарезаемую плашками. [c.202]
| Таблица 22 Диаметр стержней под резьбу, нарезаемую плашками |
 45]
45]Диаметр стержня под резьбу. Диаметр стержня под резьбу выбирают в зависимости от способа изготовления резьбы резанием или пластической деформацией. [c.47]
Диаметр стержня под резьбу при нарезании приближенно равен [c.48]
К числу доминирующих факторов, вызывающих рассеивание среднего диаметра резьбы, относится точность изготовления заготовок под резьбу. Поскольку при накатывании резьбы происходит пластическое изменение формы заготовки при постоянном объеме, то погрешность диаметра стержня оказывает прямое воздействие на точность резьбы по среднему диаметру. При накатывании между погрешностями среднего диаметра метрической резьбы и диаметра стержня под резьбу установлена приближенная связь [c.59]
Диаметры стержней под резьбу 219, 220 [c.319]
Номинальный диаметр Шаг резьбы Диаметр стержня под резьбу с полем допуска
[c.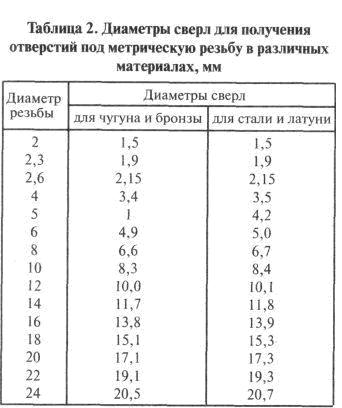 146]
146]
Шаг резьбы Диаметр стержня под резьбу с полем допуска [c.150]
Диаметр стержня под резьбу с полем допуска [c.152]
Номи- Диаметр стержня под резьбу Диаметр сверла [c.168]
Номи- Число Диаметр стержня под резьбу Диаметр сверла для отверстия [c.169]
Заготовки (стержни) под резьбу — Диаметры и их отклонения 820—822 [c.1131]
Стержни под резьбу — Диаметры 821, 822 [c.1131]
Допуски и отклонения предельные 369, 377 — Отверстия и стержни под резьбу — Диаметры 819, 820
Поверхность наружной резьбы дробленая неполная наружная резьба конусность резьбы Плохая заточка плашек. Диаметр стержня под резьбу больше требующегося. Диаметр стержня под резьбу меньше требуемого. Плашки изношены и неверно установлены [c.290]
Диаметры отверстий и стержней под резьбу и размеры резьбы
[c. 231]
231]
В нижеприводимой таблице S — шаг резьбы в мм d — наружный диаметр резьбы в мм dem — диаметр стержня под резьбу в мм Д — допуск на диаметр стержня в мм. [c.399]
Для определения диаметра стержней под резьбу при нарезании плашками можно рекомендовать табл. 27. [c.142]
Если стержень под резьбу имеет размер, равный наружному диаметру резьбы, материал, выдавливаемый при нарезании, давит на зубья плашки, вследствие чего они нагреваются, и к ним прилипают частицы нарезаемого металла. Резьба при этом условии может получиться с рваными нитками, а иногда возможно выкрашивание зубьев плашки. При обточке стержня под резьбу слишком малого диаметра резьба получается неполной. [c.215]
| Таблица 12.27. Размеры и предельные отклоиеиия диаметров стержней под резьбу с крупным шагом по ГОСТ 19258—73 |
 ii я gs S Sffl f 3 3 X а Л [c.297]
ii я gs S Sffl f 3 3 X а Л [c.297]Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чис-стую поверхность нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как при этом сильно изнашиваются плашки.
Для получения резьбы болта заданной точности диаметр стержня под резьбу нужно занижать на величину подъема витка в противном случае металл поднимаюш,егося витка заполнит всю впадину резьбы инструмента по наружному диаметру, что приведет к порче поверхности резьбы, нарушению свинчиваемости деталей и выходу из строя самого инструмента. [c.48]
Ша1 Диаметр стержня под резьбу с прлем допуск а [c.160]
Нарезание Диаметры стержней под резьб
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам.
[c.648]
Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам.
[c.648]
Диаметры стержней под резьбу при нарезании резьбы плашками [c.265]
Диаметр стержня под резьбу при нарезании приближенно равен [c.48]
Для определения диаметра стержней под резьбу при нарезании плашками можно рекомендовать табл. 27. [c.142]
Подготовка заготовки (детали) к нарезанию резьбы. При обточке заготовки под последующее нарезание резьбы учитывают, что при нарезании происходит некоторое выдавливание металла из впадин. Поэтому диаметр стержня под резьбу должен иметь допуск на минус , а диаметр отверстия — допуск на плюс . Выбор диаметра стержня и отверстия под
[c. 174]
174]
Ответ. Диаметр отверстия под нарезание резьбы МЗО должен составлять 26,15 мм. Диаметры, “отверстий под резьбу, а также диаметры стержней под резьбу даны в табл. 16 и 17. [c.85]
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой. [c.32]
Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150—81 с допусками по ГОСТ 16093—81, изготовляемых из стали по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 10702—78, ГОСТ 5632—72, а также ГОСТ 20072—74 (кроме сплавов на никелевой основе) и меди по ГОСТ 858—78 (СТ СЭВ 226—75), стандартизованы для резьб с крупным шагом с номинальными диаметрами 1—68 мм и для резьб с мелким шагом с номинальными диаметрами 1—200 мм [125]. [c.289]
Ниже приводятся диаметры заготовок (стержней) под нарезание трубных цилиндрических резьб и отклонения диаметров стержней под нарезание метрических резьб. [c.89]
[c.89]
Отклонения диаметра стержней под нарезание метрических резьб [c.90]
Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл. 192 приведены диаметры стержней под нарезание метрических резьб плашками. [c.311]Диаметры стержней под нарезание резцом или фрезой метрических резьб с крупным шагом [c.312]
| Таблица 197 Диаметры стержней под нарезание резцом трапецеидальной резьбы |
Отклонения диаметров стержней под нарезание трапецеидальных резьб
[c. 403]
403]
Припуск при нарезании резьбы плашками равен разности между наружным диаметром стержня, подготовленного под резьбу (см. табл. 6.3 и 6.4), и внутренним диаметром резьбы припуск снимается плашкой за один проход. Диаметры стержней под накатывание приведены в табл. 6.9. [c.252]
Примечание. В таблице указаны диаметры стержней под нарезание трубной цилиндрической резьбы по ГОСТ 6357—81, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859—78. [c.262]
Диаметры стержней под нарезание метрической резьбы выбирают по ГОСТ 19258-73, трубной цилиндрической резьбы – по ГОСТ 21347-75, а трубной конической резьбы – по ГОСТ 21349-75. [c.539]
Диаметры стержней под нарезание наружной резьбы назначаются с учетом подъема металла, и допусков на наружный диаметр резьбы по ГОСТ 19268—73. [c.477]
При нарезании наружной резьбы (так же, как и внутренней) на заготовках из вязких металлов происходит поднятие нитки (вспучивание металла), т. е. наружный диаметр резьбы получает некоторое приращение по сравнению с первоначальным диаметром стержня перед нарезанием резьбы. Поэтому диаметр стержня под нарезаемую резьбу делают на 0,1—0,2 жж меньше наружного диаметра резьбы.
[c.218]
е. наружный диаметр резьбы получает некоторое приращение по сравнению с первоначальным диаметром стержня перед нарезанием резьбы. Поэтому диаметр стержня под нарезаемую резьбу делают на 0,1—0,2 жж меньше наружного диаметра резьбы.
[c.218]Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150 — 81 даны в табл. 11. В табл. 12 указаны диаметры сверл и отверстий под нарезание метрической резьбы. [c.219]
Диаметры стержней под нарезание дюймовой и трубной цилиндрических резьб (МН 5598—64 и МН 5600—64) [c.276]
Резьба неполного профиля Малый диаметр стержня под нарезание резьбы Увеличить диаметр стержня [c.150]
При подготовке стержней или труб для нарезания резьбы необходимо очистить их от грязи и окалины и обработать торец. Диаметр стержня под нарезку выбирается по справочным таблицам несколько меньшим наружного диаметра (практически на 0,3 высоты резьбы) из-за выдавливания металла при нарезании. При увеличенном диаметре стержня возрастает давление на зубья плашки, увеличивается сила трения, зубья нагреваются, срывается резьба или ломаются зубья плашки. При уменьшенном диаметре стержня резьба получается неполной.
[c.42]
При увеличенном диаметре стержня возрастает давление на зубья плашки, увеличивается сила трения, зубья нагреваются, срывается резьба или ломаются зубья плашки. При уменьшенном диаметре стержня резьба получается неполной.
[c.42]
Диаметры стержней под нарезание метрической резьбы плашкой, мм [c.233]
Диаметры сверл под нарезание метчиками метрической, дюймовой и трубной резьбы приведены в табл. 24—27, диаметры расточки под нарезание резьбы резцом или фрезой — в табл. 28 и 29, а диаметры стержней под нарезание резьбы — в табл. 30—34. [c.67]
Диаметры стержней под нарезание метрической резьбы плашкой (по ГОСТ 8724-58 и ГОСТ 9150-59) [c.72]
Раздвижные плашки состоят из двух половинок — полуплашек. На боковых сторонах полуплашек имеются угловые пазы, которыми они устанавливаются в направляющие выступы клуппа (воротка) и поджимаются винтом. Этим же винтом можно изменять расстояние между полу-плашками и обеспечивать диаметр резьбы в нужных пределах. Нарезать резьбу двумя полуплашками можно в несколько переходов, что облегчает резание. Диаметр стержня под резьбу выбирают по табл. 8—10. Нарезание наружной резьбы вручную осуществляют следующим образом. На воротке (плашкодержателе) отворачивают все винты, плашку вставляют маркировкой наружу в гнездо воротка, а углубления располагают против стопорных винтов. Плашку закрепляют в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвертывают, а средний винт плотно завертывают, разжав плашку. Штангенциркулем проверяют диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски стержень опиливают напильником. Приступая к нарезанию наружной резьбы плашками, необходимо закрепить стержень в тисках вертикально так, чтобы его конец выступал над губками тисков на 15—20 мм больше длины нарезаемой части. Конец стержня смазывают смазочно-охлаждающей жидкостью.
Этим же винтом можно изменять расстояние между полу-плашками и обеспечивать диаметр резьбы в нужных пределах. Нарезать резьбу двумя полуплашками можно в несколько переходов, что облегчает резание. Диаметр стержня под резьбу выбирают по табл. 8—10. Нарезание наружной резьбы вручную осуществляют следующим образом. На воротке (плашкодержателе) отворачивают все винты, плашку вставляют маркировкой наружу в гнездо воротка, а углубления располагают против стопорных винтов. Плашку закрепляют в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвертывают, а средний винт плотно завертывают, разжав плашку. Штангенциркулем проверяют диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски стержень опиливают напильником. Приступая к нарезанию наружной резьбы плашками, необходимо закрепить стержень в тисках вертикально так, чтобы его конец выступал над губками тисков на 15—20 мм больше длины нарезаемой части. Конец стержня смазывают смазочно-охлаждающей жидкостью. Плашку накладывают на конец стержня так, чтобы маркировка была снизу. Нажимая на корпус воротка ладонью правой руки, левой рукой вращают его за рукоятку по часовой стрелке до полного врезания плашки. Взяв вороток двумя руками, плавно вращают его по часовой стрелке.
[c.434]
Плашку накладывают на конец стержня так, чтобы маркировка была снизу. Нажимая на корпус воротка ладонью правой руки, левой рукой вращают его за рукоятку по часовой стрелке до полного врезания плашки. Взяв вороток двумя руками, плавно вращают его по часовой стрелке.
[c.434]
Стержни под наружную резьбу. Диаметры стержней под нарезание наружной резьбы назначаются с учетом подъема заготовки и допусков на наружный диаметр резьбы d = Tlj где — диаметр заготовки [c.364]
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чис-стую поверхность нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как при этом сильно изнашиваются плашки. [c.202]
Нарезание резьбы
Нарезание резьбы24. Нарезание резьбы
Многие детали машин, строительных конструкций и бытовых
приборов скрепляют между собой при помощи резьбовых соединений. В
резьбовых соединениях применяют болты, шпильки и винты.
В
резьбовых соединениях применяют болты, шпильки и винты.
Болт — цилиндрический стержень с головкой на одном конце и с резьбой на другом (рис. 75, а).
Шпилька — цилиндрический стержень с резьбой на обоих концах (рис. 75, 6). Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку.
Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм (рис. 75, в).
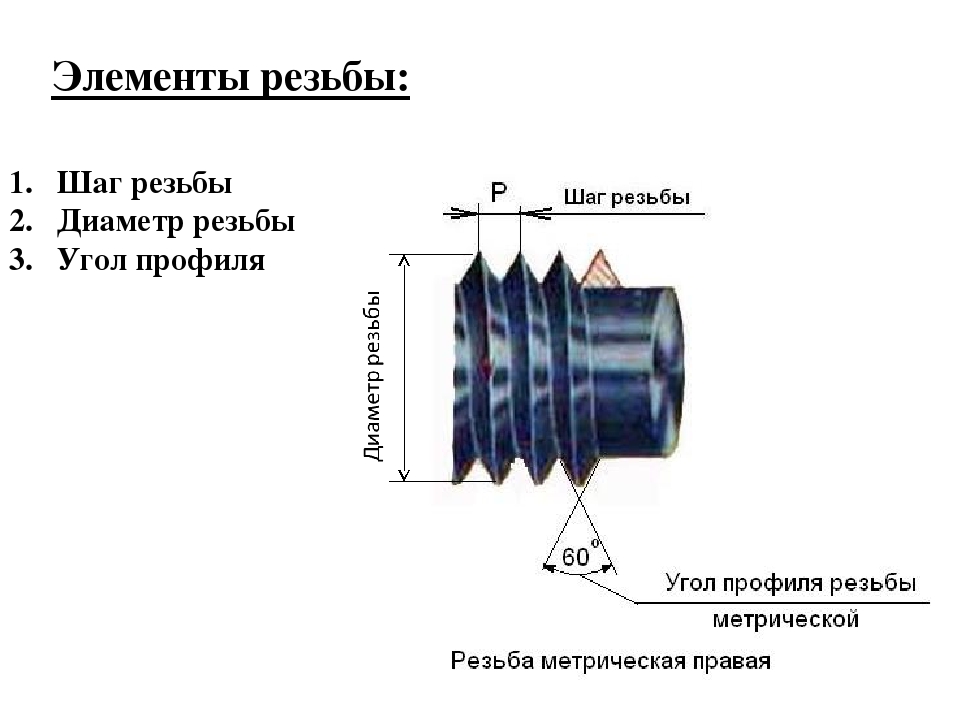
Резьба — это выступы на поверхности винтов и гаек, расположенные по винтовой линии. Основными элементами резьбы являются угол подъема винтовой линии α, шаг резьбы р, угол профиля γ, наружный и внутренний диаметры резьбы (рис. 76).
Изображение резьбы на чертеже показано на рис.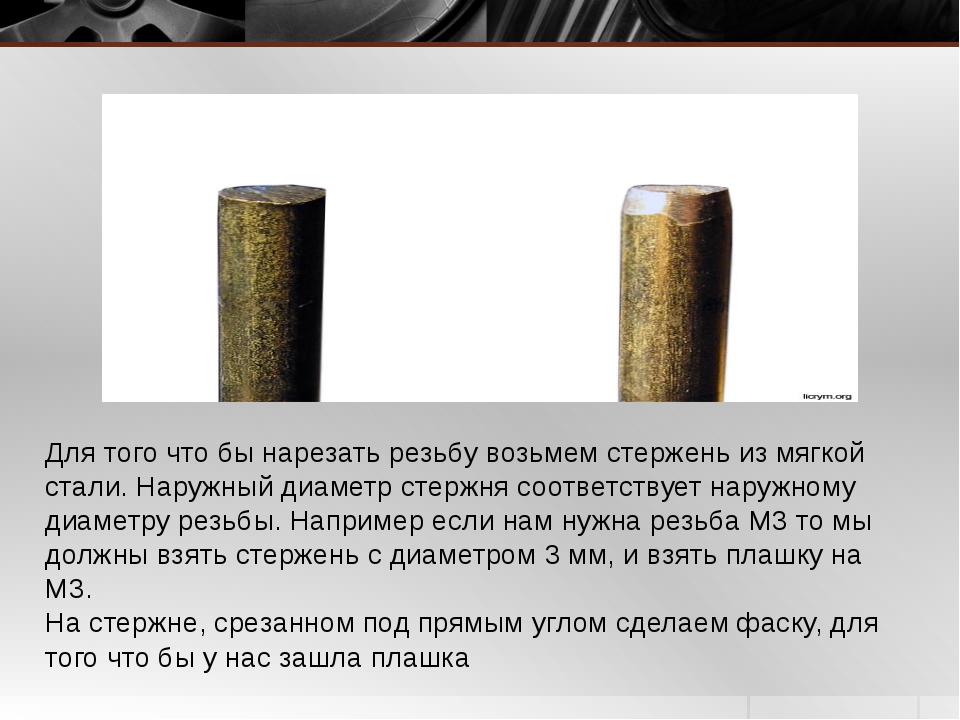 60.
60.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки (рис. 77, а). Плашка имеет вид гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Режущие кромки, образованные этими отверстиями в местах пересечения с профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка выходит в отверстия.
Для того чтобы нарезать резьбу плашкой на стержне, надо по табл.6 определить диаметр стержня для данной резьбы и проточить заготовку на этот диаметр с обязательным выполнением фаски на конце стержня. Фаска необходима для того, чтобы плашка в начальной стадии нарезания резьбы легче захватывала металл.
Таблица 6
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр стержня, мм | 2,9 | 3,9 | 4,8 | 5,8 | 7,9 | 9,9 |
|
Заготовку закрепляют вертикально в тисках,
предварительно разметив на стержне длину нарезаемой резьбы. Плашку для нарезания требуемой резьбы (диаметр резьбы и ее шаг обозначены на поверхности плашки) закрепляют в плашкодержателе (рис. 77, 6), накладывают на верхний торец стержня и с небольшим нажимом, без перекосов, вращают ее (рис. 78). Первые нитки резьбы можно нарезать без смазки, так как плашка захватывает сухой металл легче, затем стержень смазывают маслом. Вращают плашкодержатель следующим образом: один-два оборота по часовой стрелке и пол-оборота в обратном направлении для ломания стружки. Качество нарезанной резьбы в условиях школьных мастерских можно проверить, навинчивая на нее соответствующую гайку. |
 Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Внутреннюю резьбу (резьбу в отверстии) нарезают
метчиком (рис. 79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают по одному, либо для труднообрабатываемых материалов в комплекте по два (чистовой и черновой) или три (черновой, средний и чистовой) штуки. На хвостовой части всех метчиков нанесены круговые риски (одна, две или три) или проставлены номера метчиков и указаны диаметр и шаг резьбы.
Перед нарезанием резьбы метчиком в детали выполняют отверстие соответствующего диаметра (табл. 7).
Таблица 7.
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр сверла, мм | 2,5 | 3,4 | 4,2 | 5 | 6,7 | 8,4 |
|
Заготовку с отверстием закрепляют в тисках так,
чтобы ось отверстия была перпендикулярна плоскости губок тисков. один-два оборота по часовой стрелке и пол-оборота против. Так нарезают все отверстие. Закончив нарезание черновым метчиком, его вывертывают, вставляют средний и повторяют нарезание. Окончательно доводят резьбу чистовым метчиком. Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт. При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать: 1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки; 2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы; З) перекос резьбы или поломка метчика и плашки —
если диаметр отверстия меньше нормы или диаметр стержня больше нормы. |
 Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом:
Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом: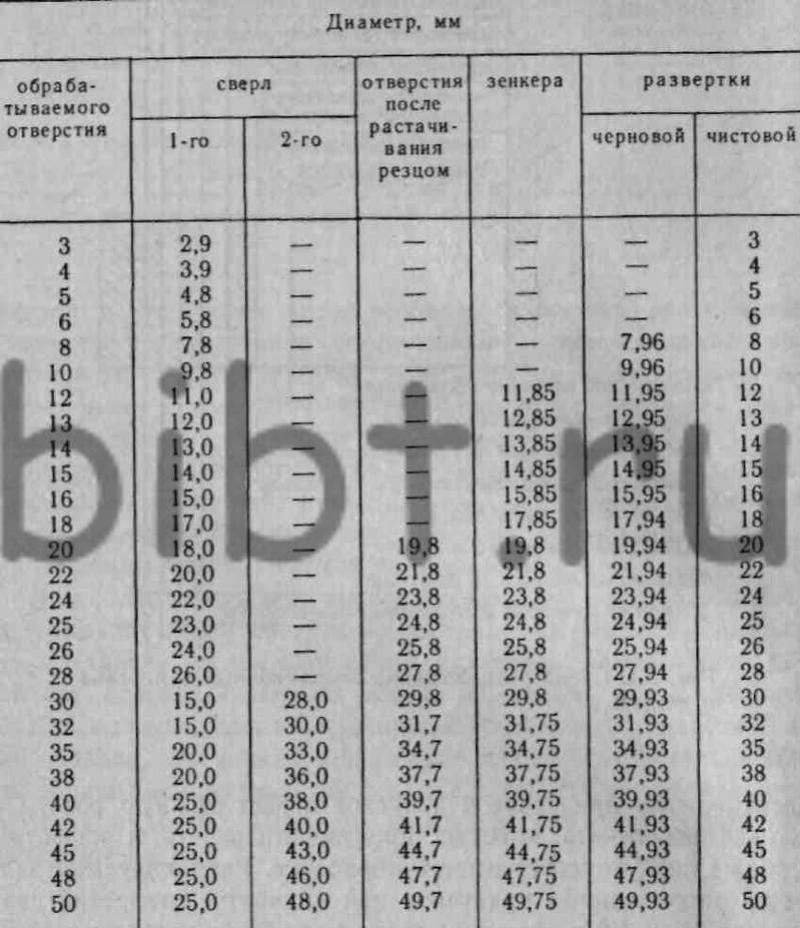
Практическая работа
Нарезание резьбы плашкой на токарно-винторезном станке
1. Настройте станок на минимальную частоту вращения шпинделя.
2. Закрепите заготовку в трехкулачковый патрон.
З. Закрепите требуемую плашку в плашкодержателе.
4. Переместите заднюю бабку к правому торцу заготовки и закрепите ее так, чтобы между пинолью и торцом заготовки можно было вставить плашкодержатель
5. Установите плашку заборной частью на фаску заготовки и подожмите плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя обоприте на планку, закрепленную в резцедержателе (рис. 81).
6. Включите станок. Вращая маховик задней бабки, подожмите
пинолью плашкодержатель к вращающейся заготовке. Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
7. Не доходя 3…4 мм до конца нарезаемого участка, выключите станок, отведите пиноль и переместите поперечные салазки на себя. Вращением плашкодержателя вручную нарежьте резьбу до конца.
Примечание: нарезание резьбы можно производить без включения станка, проворачивая шпиндель вручную.
Новые термины: Резьбовое соединение, болт, шпилька, винт, резьба (наружная и внутренняя), плашка, плашкодержатель, метчик, вороток.
Вопросы и задания
1. Где применяются резьбовые соединения?
2. Чем болт отличается от шпильки?
3. Какими инструментами нарезают наружную резьбу? Внутреннюю резьбу?
4. Что общего у плашки, метчика, резца, сверла?
Что общего у плашки, метчика, резца, сверла?
5. Каково назначение канавок в плашке и метчике?
6. В какой последовательности вручную нарезают резьбу на стержне? В отверстии?
7. Почему место нарезания резьбы смазывают маслом?
8. С какой целью при нарезании резьбы плашку или метчик надо периодически возвращать на пол-оборота назад?
Сайт управляется системой uCozКак измерить резьбу: диаметр и таблица резьб
Время прочтения статьи: 10 минут
Автор статьи: pkmetiz.ru
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.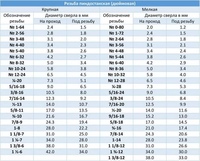
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм.
 Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе. - Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
 Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером.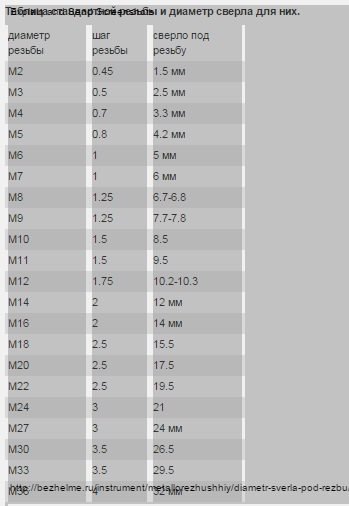 После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:
Как нарезать резьбу плашкой? — РИНКОМ
Поделиться
18-11-2016
Рис. 1. Плашки
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
| Метрическая резьба | Трубная резьба | ||||
| наружный диаметр резьбы, мм | диаметр стержня, мм | диаметр резьбы, дюймы | диаметр стержня, мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 5 | 4,92 | 4,84 | G 1/2 | 20,7—21,3 | 20,4 |
| 6 | 5,92 | 5,80 | G 5/8 | 22,7—23 | 22,4 |
| 8 | 7,90 | 7,80 | G 3/4 | 26,2—26,8 | 25,9 |
| 10 | 9,90 | 9,80 | G 7/8 | 30,0 | 29,9 |
| 12 | 11,88 | 11,76 | G 1 | 33,5 | 32,7 |
| 14 | 13,82 | 13,70 | G 1/4 | 42,3 | 41,4 |
| 15 | 15,82 | 15,70 | G 1 1/2 | 48 | 47,1 |
| 18 | 17,82 | 17,70 | G 2 | 60 | 58,3 |
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.
Ход работы по нарезанию внешней резьбы плашкой
Рис. 2. Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
СОВЕТ.
Если в начале процедуры произошел явный перекос, можно снять плашку с заготовки, обстучать прут и снова попробовать нарезать резьбу правильно. Концевая часть будущего винта не несет на себе главную нагрузку, так что подобная работа над ошибками позволительна.
- УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
- ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
Техническая информация | Стержень с полной резьбой
Серия резьбы
Стержень со всей резьбой изготавливается с тремя различными сериями резьбы: Unified National Coarse (UNC), Unified National Fine (UNF) и 8-резьбовой серии (8UN). Резьба UNC – это наиболее распространенное обозначение всех резьбовых стержней. Резьба UNF чаще всего используется для точных применений. Резьба 8UN используется специально для марок согласно ASTM A193 и A320 и используется для болтов диаметром 1 дюйм и более.
| Крупная резьба – UNC | Серия с мелкой резьбой – UNF | 8-резьбовая серия – 8UN | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на Малом диаметре. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Площадь растягивающего напряжения |
| дюйм. | кв. | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | |||
| 3 ⁄ 8 – 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0,0809 | 0,0878 | – – | – | – | – |
| 7 ⁄ 16 – 14 | 0.3911 | 0,0933 | 0,1063 | 7 ⁄ 16 -20 | 0,4050 | 0,1090 | 0,1187 | – – | – | – | – |
| 1 ⁄ 2 -13 | 0,4500 | 0,1257 | 0,1419 | 1 ⁄ 2 -20 | 0.4675 | 0,1486 | 0,1599 | – – | – | – | – |
| 9 ⁄ 16 – 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 – 18 | 0,5264 | 0,189 | 0,203 | – – | – | – | – |
| 5 ⁄ 8 – 11 | 0.5660 | 0,202 | 0,226 | 5 ⁄ 8 – 18 | 0,5889 | 0,240 | 0,256 | – – | – | – | – |
| 3 ⁄ 4 – 10 | 0,6850 | 0,302 | 0,334 | 3 ⁄ 4 – 16 | 0.7094 | 0,351 | 0,373 | – – | – | – | – |
| 7 ⁄ 8 – 9 | 0,8028 | 0,419 | 0,462 | 7 ⁄ 8 – 14 | 0,8286 | 0,480 | 0,509 | – – | – | – | – |
| 1–8 | 0.9188 | 0,551 | 0.606 | 1–12 | 0,9459 | 0,625 | 0,663 | 1–8 | 0,9188 | 0,551 | 0.606 |
| 1 1 ⁄ 8 – 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 – 12 | 1.0709 | 0.812 | 0,856 | 1 1 ⁄ 8 – 8 | 1.0438 | 0,728 | 0,790 |
| 1 1 ⁄ 4 – 7 | 1,1572 | 0,890 | 0,969 | 1 1 ⁄ 4 – 12 | 1,1959 | 1.024 | 1,073 | 1 1 ⁄ 4 – 8 | 1.1688 | 0,929 | 1.000 |
| 1 3 ⁄ 8 – 6 | 1,2667 | 1.054 | 1,155 | 1 3 ⁄ 8 – 12 | 1,3209 | 1,260 | 1,315 | 1 3 ⁄ 8 – 8 | 1,2938 | 1,155 | 1,233 |
| 1 1 ⁄ 2 – 6 | 1.3917 | 1,294 | 1.405 | 1 1 ⁄ 2 – 12 | 1,4459 | 1,521 | 1,581 | 1 1 ⁄ 2 – 8 | 1,4188 | 1.405 | 1.492 |
| – – | – | – | – | – – | – | – | – | 1 5 ⁄ 8 – 8 | 1.5438 | 1,68 | 1,78 |
| 1 3 ⁄ 4 – 5 | 1,6201 | 1,74 | 1,90 | – – | – | – | – | 1 3 ⁄ 4 – 8 | 1,6688 | 1,98 | 2,08 |
| – – | – | – | – | – – | – | – | – | 1 7 ⁄ 8 – 8 | 1.7938 | 2,30 | 2,41 |
| 2 – 4 1 ⁄ 2 | 1,8557 | 2,30 | 2,50 | – – | – | – | – | 2–8 | 1,9188 | 2,65 | 2,77 |
| 2 1 ⁄ 4 – 4 1 ⁄ 2 | 2.1057 | 3,02 | 3,25 | – – | – | – | – | 2 1 ⁄ 4 – 8 | 2,1688 | 3,42 | 3,56 |
| 2 1 ⁄ 2 – 4 | 2,3376 | 3,72 | 4,00 | – – | – | – | – | 2 1 ⁄ 2 – 8 | 2.4188 | 4,29 | 4,44 |
| 2 3 ⁄ 4 – 4 | 2,5876 | 4,62 | 4,93 | – – | – | – | – | 2 3 ⁄ 4 – 8 | 2,6688 | 5,26 | 5,43 |
| 3-4 | 2,8376 | 5.62 | 5,97 | – – | – | – | – | 3–8 | 2,9188 | 6,32 | 6,51 |
| 3 1 ⁄ 4 – 4 | 3,0876 | 6,72 | 7,10 | – – | – | – | – | 3 1 ⁄ 4 – 8 | 3.1688 | 7,49 | 7,69 |
| 3 1 ⁄ 2 – 4 | 3,3376 | 7,92 | 8,33 | – – | – | – | – | 3 1 ⁄ 2 – 8 | 3,4188 | 8,75 | 8,96 |
| 3 3 ⁄ 4 – 4 | 3.5876 | 9,21 | 9,66 | – – | – | – | – | 3 3 ⁄ 4 – 8 | 3,6688 | 10,11 | 10,34 |
| 4–4 | 3,8376 | 10,61 | 11,08 | – – | – | – | – | 4–8 | 3.9188 | 11,57 | 11,81 |
Совместимость гаек
| Марка болта | Поверхность | Номинальный размер, дюймы | Сплав A563 и тип гаек ANSI | |||
|---|---|---|---|---|---|---|
| Рекомендуется | Подходит | |||||
| шестигранник | Тяжелый Шестнадцатеричный | шестигранник | Тяжелый Шестнадцатеричный | |||
| Любая | 1 ⁄ 4 до 1 1 ⁄ 2 | А | B, D, DH | A, B, C, D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 2 | А | А | C, D, DH, Dh4 | |||
| > от 2 до 4 | А | C, D, DH, Dh4 | ||||
| Любая | 1 ⁄ 4 до 1 1 ⁄ 2 | А | B, D, DH | A, B, C, D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 2 | А | А | ||||
| > от 2 до 4 | А | |||||
| Обычная | 1 ⁄ 4 до 1 1 ⁄ 2 | С | D, DH | C3, D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 4 | С | C3, D, DH, Dh4 | ||||
| оцинковка | 1 ⁄ 4 до 1 1 ⁄ 2 | DH | ||||
| > 1 1 ⁄ 2 до 4 | DH | |||||
| Обычная | 1 ⁄ 4 до 1 1 ⁄ 2 | DH | DH | D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 4 | DH | Dh4 | ||||
| Обычная | 1 ⁄ 4 до 1 1 ⁄ 2 | Б | D, DH | B, C, C3, D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 3 | А | C, C3, D, DH, Dh4 | ||||
| оцинковка | 1 ⁄ 4 до 1 1 ⁄ 2 | DH | D, DH | Д | ||
| > 1 1 ⁄ 2 до 3 | DH | Д | ||||
A687 | Обычная | 5 ⁄ 8 – 3 | Д | DH, Dh4 | ||
| Оцинковка | 5 ⁄ 8 – 3 | DH | ||||
| Любая | 1 ⁄ 2 до 1 1 ⁄ 2 | А | B, D, DH | A, B, C, D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 4 | А | C, D, DH, Dh4 | ||||
| Обычная | 1 ⁄ от 2 до 1 1 ⁄ 2 | А | B, D, DH | A, B, C, D, DH, Dh4 | ||
| > 1 1 ⁄ 2 до 4 | А | C, D, DH, Dh4 | ||||
| Оцинковка | 1 ⁄ 2 до 4 | А | C, D, DH, Dh4 | |||
| Обычная | 1 ⁄ от 2 до 1 1 ⁄ 2 | Д | DH, Dh4 | |||
| > 1 1 ⁄ 2 до 3 | DH | Dh4 | ||||
| Оцинковка | 1 ⁄ 2 до 3 | DH | Dh4 | |||
| 1.Наличие гаек класса DH A563 номинальных размеров 3/4 ″ и больше очень ограничено и обычно доступно только по специальным заказам на 50 000 и более. Для меньших количеств следует учитывать степень 2H ASTM A194. | ||||||
»Болты с накатанной и нарезанной резьбой
Резьба механического крепежного элемента, независимо от того, является ли он болтом с головкой, стержнем или гнутым болтом, может быть получена резкой или накаткой. Ниже описаны различия, заблуждения, преимущества и недостатки каждого метода.
Катушка
Роликовая нарезка резьбы – это процесс, при котором сталь экструдируется для образования резьбовой части крепежа, а не удаляется, как при нарезании резьбы. В этом процессе болт изготавливается из круглого прутка уменьшенного диаметра. Например, болт диаметром 1 дюйм изготавливается из круглого стержня диаметром 0,912 дюйма. Этот материал «делительного диаметра» представляет собой примерно середину между большим диаметром (вершинами) и меньшим диаметром (впадинами) резьбы. Болт «прокатывается» через набор резьбонарезных головок, которые смещают сталь и формируют резьбу.Конечным результатом является крепежная деталь с полной резьбой диаметром 1 дюйм, но уменьшенным диаметром корпуса (0,912). Нарезание резьбы рулонами – чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt по возможности накручивает резьбу.
Неправильные представления о заправке рулона
- Болты с цилиндрической резьбой не соответствуют спецификациям ASTM.
Технически любая спецификация, за исключением конструкционных болтов A325 и A490, может быть изготовлена с уменьшенным корпусом и накатанной резьбой.
- Болт с уменьшенным корпусом будет слабее, чем болт с полноразмерным корпусом.
Самым слабым местом любой механической застежки является малый диаметр резьбы. Поскольку размеры резьбы нарезанной резьбы и крепежной детали накатной резьбы идентичны, нет абсолютно никакой разницы в прочности. Фактически можно было бы возразить, что деформационное упрочнение, которое происходит во время процесса заправки ролика, может даже сделать крепежный элемент с накатанной резьбой более прочным.Кроме того, нарезание резьбы нарушает естественную зернистую структуру круглого прутка, а нарезание рулонной резьбы восстанавливает ее. Можно снова возразить, что врезание в волокна круглого стержня при нарезании резьбы может привести к образованию резьбы, которая имеет меньшую структурную целостность, чем деталь, на которую была нарезана резьба.
Преимущества нарезания резьбы на роликах
- Значительно меньшее рабочее время означает меньшие затраты.
- Поскольку болт с цилиндрической резьбой имеет меньший диаметр корпуса, он весит меньше, чем его полноразмерный аналог.Такое снижение веса снижает стоимость стали, цинкования, термообработки, гальваники, перевозки и любые другие расходы, связанные с крепежом, которые зависят от веса.
- Холодная обработка делает резьбу более устойчивой к повреждению во время обращения.
- Накатанная резьба часто получается более гладкой из-за эффекта полирования при накатке.
Недостатки рулонной резьбы
- Портлендский болт
- имеет максимальный диаметр 1 дюйм и максимальную длину резьбы 8 дюймов.
- Доступность круглого прутка с промежуточным диаметром ограничена для определенных марок материалов.
- Материал с минимальной прочностью на разрыв 150 тысяч фунтов / кв. Дюйм слишком прочен для наматывания резьбы портландским болтом. Конструкционные болты
- A325 и A490 не могут изготавливаться с корпусом меньшего диаметра.
- Для обработки редкой древесины, где критическим требованием является прочность на сдвиг, могут потребоваться болты с полноразмерным корпусом.
Резьба
Нарезание резьбы – это процесс, при котором сталь срезается или физически удаляется с круглого стального стержня для образования резьбы.Болт диаметром 1 дюйм, например, получают путем нарезания резьбы на корпусе болта диаметром всего 1 дюйм.
Преимущества нарезания резьбы
- Несколько ограничений по диаметру и длине резьбы.
- Все спецификации могут быть изготовлены с нарезанной резьбой.
Недостатки нарезания резьбы
- Значительно увеличенное рабочее время означает более высокие затраты.
| Крупная резьба | Катушка с резьбой Вес в наличии | Обрезать резьбу Вес в наличии | Вес Экономия % | ||
|---|---|---|---|---|---|
| Размер | диаметр, в. | фунтов за фут | диаметр, дюймы | фунтов за фут | |
| 3 ⁄ 8 “- 16 | 0,330 | 0,291 | 0,375 | 0,376 | 22,6 |
| 1 ⁄ 2 “- 13 | 0,445 | 0,529 | 0,500 | 0,668 | 20.8 |
| 5 ⁄ 8 “- 11 | 0,562 | 0,843 | 0,625 | 1.043 | 19,2 |
| 3 ⁄ 4 “- 10 | 0,680 | 1,235 | 0,750 | 1,500 | 17,7 |
| 7 ⁄ 8 “- 9 | 0,797 | 1.696 | 0,875 | 2,044 | 17,0 |
| 1 “- 8 | 0,912 | 2,221 | 1.000 | 2,670 | 16,8 |
01.11.2017
https: // www.portlandbolt.com/about/team/greg-lindsay/ Грег Линдсей Телефон: 800.599.0565
Электронная почта: [email protected]
Геометрия резьбы – Метрическая чистота
Все размеры в соответствии с ISO965 в мм, если не указано иное
Допуски: Наружная резьба 6g Внутренняя резьба: 6h
d1 – Наружная резьба малого диаметра d2 – Внутренний диаметр малой резьбы d3 – Диаметр шага d4 – Большой диаметр p – Шаг |
| Резьба x шаг | Major | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| М1.0×0.2 | 1 | 0,2 | 0,87 | 0,755 | 0,783 |
| M1.1×0.2 | 1,1 | 0,2 | 0,97 | 0,855 | 0,883 |
| M1.2×0.2 | 1,2 | 0,2 | 1,07 | 0,955 | 0,983 |
| M1,4×0,2 | 1,4 | 0,2 | 1.27 | 1,155 | 1,183 |
| M1,6×0,2 | 1,6 | 0,2 | 1,47 | 1,355 | 1,383 |
| M1,8×0,2 | 1,8 | 0,2 | 1,67 | 1,555 | 1,583 |
| M2x0,25 | 2 | 0,25 | 1,838 | 1.693 | 1,729 |
| М2.2×0,25 | 2,2 | 0,25 | 2,038 | 1.893 | 1,929 |
| M2,5×0,35 | 2,5 | 0,35 | 2,273 | 2,071 | 2,121 |
| M3x0,35 | 3 | 0,35 | 2,773 | 2,571 | 2,621 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| М3.5×0,35 | 3,5 | 0,35 | 3,273 | 3,071 | 3,121 |
| M4x0,5 | 4 | 0,5 | 3.675 | 3,387 | 3,459 |
| M4,5×0,5 | 4,5 | 0,5 | 4,175 | 3,887 | 3,959 |
| M5x0,5 | 5 | 0,5 | 4.675 | 4,387 | 4,459 |
| M5,5×0,5 | 5,5 | 0,5 | 5,175 | 4,887 | 4,959 |
| M6x0,75 | 6 | 0,75 | 5,513 | 5,08 | 5,188 |
| M7x0,75 | 7 | 0,75 | 6.513 | 6,08 | 6,188 |
| M8x0.75 | 8 | 0,75 | 7,513 | 7,08 | 7,188 |
| M8x1.0 | 8 | 1 | 7,35 | 6,773 | 6,917 |
| M9x0,75 | 9 | 0,75 | 8,513 | 8,08 | 8,188 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M9x 1 | 9 | 1 | 8.35 | 7,773 | 7,917 |
| M10x0,75 | 10 | 0,75 | 9,513 | 9,08 | 9,188 |
| M10x1 | 10 | 1 | 9,35 | 8,773 | 8,917 |
| M10x1,25 | 10 | 1,25 | 9,188 | 8,466 | 8,647 |
| M11x0.75 | 11 | 0,75 | 10,513 | 10,08 | 10,188 |
| M11x1 | 11 | 1 | 10,35 | 9,773 | 9,917 |
| M12x1 | 12 | 1 | 11,35 | 10,773 | 10,917 |
| M12x1,25 | 12 | 1,25 | 11.188 | 10,466 | 10,647 |
| M12x1,5 | 12 | 1,5 | 11.026 | 10,16 | 10,376 |
| M14x1.0 | 14 | 1 | 13,35 | 12,773 | 12,917 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M14x1.25 | 14 | 1,25 | 13.188 | 12,466 | 12,647 |
| M14x1,5 | 14 | 1,5 | 13.026 | 12,16 | 12,376 |
| M15x1 | 15 | 1 | 14,35 | 13,773 | 13,917 |
| M15x1,5 | 15 | 1,5 | 14.026 | 13,16 | 13,376 |
| M16x1 | 16 | 1 | 15,35 | 14,773 | 14,917 |
| M16x1,5 | 16 | 1,5 | 15.026 | 14,16 | 14,376 |
| M17x1.0 | 17 | 1 | 16,35 | 15,773 | 15,917 |
| M17x1.5 | 17 | 1,5 | 16.026 | 15,16 | 15,376 |
| M18x1.0 | 18 | 1 | 17,35 | 16,773 | 16,917 |
| M18x1,5 | 18 | 1,5 | 17.026 | 16,16 | 16,376 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M18x2.0 | 18 | 2 | 16.701 | 15,546 | 15,835 |
| M20x1.0 | 20 | 1 | 19,35 | 18,773 | 18,917 |
| M20x1,5 | 20 | 1,5 | 19.026 | 18,16 | 18,376 |
| M20x2.0 | 20 | 2 | 18.701 | 17,546 | 17,835 |
| M22x1.0 | 22 | 1 | 21,35 | 20,773 | 20,917 |
| M22x1,5 | 22 | 1,5 | 21.026 | 20,16 | 20,376 |
| M22x2.0 | 22 | 2 | 20.701 | 19,546 | 19,835 |
| M24x1.0 | 24 | 1 | 23,35 | 22,773 | 22,917 |
| M24x1,5 | 24 | 1,5 | 23,026 | 22,16 | 22,376 |
| M24x2.0 | 24 | 2 | 22,701 | 21,546 | 21,835 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M25x1.0 | 25 | 1 | 24,35 | 23,773 | 23,917 |
| M25x1,5 | 25 | 1,5 | 24,026 | 23,16 | 23,376 |
| M25x2.0 | 25 | 2 | 23,701 | 22,546 | 22,835 |
| M27x1.0 | 27 | 1 | 26.35 | 25,773 | 25,917 |
| M27x1,5 | 27 | 1,5 | 26.026 | 25,16 | 25,376 |
| M27x2.0 | 27 | 2 | 25,701 | 24,546 | 24,835 |
| M28x1.0 | 28 | 1 | 27,35 | 26,773 | 26,917 |
| M28x1.5 | 28 | 1,5 | 27.026 | 26,16 | 26,376 |
| M28x2.0 | 28 | 2 | 26.701 | 25,546 | 25,835 |
| M30x1.0 | 30 | 1 | 29,35 | 28,773 | 28,917 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M30x1.5 | 30 | 1,5 | 29.026 | 28,16 | 28,376 |
| M30x2.0 | 30 | 2 | 28.701 | 27,546 | 27,835 |
| M30x3.0 | 30 | 3 | 28.051 | 26,319 | 26,752 |
| M32x1,5 | 32 | 1,5 | 31.026 | 30,16 | 30,376 |
| M32x2.0 | 32 | 2 | 30,701 | 29,546 | 29,835 |
| M33x1,5 | 33 | 1,5 | 32.026 | 31,16 | 31,376 |
| M33x2.0 | 33 | 2 | 31,701 | 30,546 | 30,835 |
| M33x3.0 | 33 | 3 | 31.051 | 29,319 | 29,752 |
| M35x1,5 | 35 | 1,5 | 34,026 | 33,16 | 33,376 |
| M35x2.0 | 35 | 2 | 33,701 | 32,546 | 32,835 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M36x1.5 | 36 | 1,5 | 35.026 | 34,16 | 34,376 |
| M36x2.0 | 36 | 2 | 34,701 | 33,546 | 33,835 |
| M36x3.0 | 36 | 3 | 34,051 | 32,319 | 32,752 |
| M39x1,5 | 39 | 1,5 | 38.026 | 37,16 | 37,376 |
| M39x2.0 | 39 | 2 | 37,701 | 36,546 | 36,835 |
| M39x3.0 | 39 | 3 | 37,051 | 35,319 | 35,752 |
| M40x1,5 | 40 | 1,5 | 39.026 | 38,16 | 38,376 |
| M40x2.0 | 40 | 2 | 38.701 | 37,546 | 37,835 |
| M40x3.0 | 40 | 3 | 38.051 | 36,619 | 36,752 |
| M42x1,5 | 42 | 1,5 | 41.026 | 40,16 | 40,376 |
| Резьба x шаг | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M42x2.0 | 42 | 2 | 40,701 | 39,546 | 39,835 |
| M42x3.0 | 42 | 3 | 40,051 | 38,319 | 38,752 |
| M42x4.0 | 42 | 4 | 39,402 | 37.093 | 37,67 |
| M45x1,5 | 45 | 1,5 | 44.026 | 43,16 | 43,376 |
| M45x2.0 | 45 | 2 | 43,701 | 42,546 | 42,835 |
| M45x3.0 | 45 | 3 | 43.051 | 41,319 | 41,752 |
| M45x4.0 | 45 | 4 | 42,402 | 40.093 | 40,67 |
| M48x1.5 | 48 | 1,5 | 47.026 | 46,16 | 46,376 |
| M48x2.0 | 48 | 2 | 46,701 | 45,546 | 45,835 |
| M48x3.0 | 48 | 3 | 46.051 | 44,319 | 44,752 |
| M48x4.0 | 48 | 4 | 45.402 | 43.093 | 43,67 |
Примечание. Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно. Заказчик должен удостовериться в качестве крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
Таблица размеров труб – Rolled Alloys, Inc.
Скачать лист данных (.PDF)Номинальный размер трубы (NPS) – это североамериканский набор стандартов, используемых для обозначения диаметра и толщины трубы. Размер трубы указывается двумя безразмерными числами: номинальным размером трубы (NPS) для внутреннего диаметра в дюймах и таблицей (Sched. Или Sch.) Для толщины стенки.
Получите дополнительную информацию о размерах и допусках труб.
РАСПИСАНИЕ ТРУБ ТОЛЩИНА СТЕНЫ (дюймы) | ||||||||
|---|---|---|---|---|---|---|---|---|
Номинал | О.D. Дюймы | 10с | 10 | 40-х и стандартная | 40 | 80-е и E.H. | 80 | 160 |
1/8 | .405 | .049 | .049 | .068 | .068 | .095 | .095 | |
1/4 | . 540 | .065 | .065 | .088 | .088 | .119 | .119 | |
3/8 | .675 | .065 | .065 | .091 | .091 | .126 | .126 | |
1/2 | . 840 | .083 | .083 | .109 | .109 | .147 | .147 | .187 |
3/4 | 1.050 | .083 | .083 | .113 | .113 | . 154 | . 154 | . 218 |
1 | 1,315 | .109 | .109 | .133 | .133 | . 179 | . 179 | . 250 |
1 1/4 | 1,660 | .109 | .109 | .140 | .140 | .191 | .191 | . 250 |
1 1/2 | 1.900 | .109 | .109 | .145 | .145 | .200 | .200 | . 281 |
2 | 2,375 | .109 | .109 | . 154 | . 154 | .218 | . 218 | . 343 |
2 1/2 | 2,875 | . 120 | . 120 | . 203 | . 203 | . 276 | . 276 | . 375 |
3 | 3.500 | .120 | . 120 | . 216 | . 216 | .300 | .300 | .437 |
3 1/2 | 4.000 | . 120 | . 120 | .226 | .226 | . 318 | .318 | |
4 | 4.500 | . 120 | . 120 | . 237 | . 237 | .337 | .337 | . 531 |
4 1/2 | 5.000 | . 247 | .355 | |||||
5 | 5,563 | .134 | .134 | . 258 | . 258 | . 375 | . 375 | .625 |
6 | 6,625 | .134 | .134 | .280 | . 280 | .432 | .432 | . 718 |
7 | 7,625 | .301 | . 500 | |||||
8 | 8,625 | .148 | .148 | .322 | .322 | . 500 | . 500 | .906 |
9 | 9,625 | . 342 | . 500 | |||||
10 | 10.750 | .165 | .165 | .365 | .365 | . 500 | .593 | 1,125 |
11 | 11.750 | . 375 | . 500 | |||||
12 | 12.750 | .180 | .180 | .375 | .406 | . 500 | .687 | 1,312 |
14 | 14.000 | . 188 | . 250 | . 375 | .437 | . 500 | .750 | 1.406 |
16 | 16.000 | . 188 | . 250 | . 375 | . 500 | . 500 | . 843 | 1,593 |
18 | 18,000 | . 188 | . 250 | . 375 | . 562 | .500 | .937 | 1,781 |
Размеры и вес трубы
- Легенда
- Толщина стенки в дюймах
- Вес стали в фунтах. за фут
| 1/8 | .405 | | .035 .1383 | .049 .1863 | .049 . 1863 | | | .068 .2447 | .068 .2447 | | .095 .3145 | .095 .3145 | | | | | |
| 1/4 | . 540 | | .049 .2570 | .065 .3297 | .065 .3297 | | | .088 .4248 | .088 .4248 | | .119 .5351 | .119 .5351 | | | | | |
| 3/8 | .675 | | .049 .3276 | .065 .4235 | .065 .4235 | | | .091 .5676 | .091 .5676 | | .126 .7338 | .126 .7338 | | | | | |
| 1/2 | .840 | .065 .5383 | .065 .5383 | .083 .6710 | .083 .6710 | | | .109 .8510 | .109 .8510 | | .147 1.088 | .147 1.088 | | | | .187 1.304 | 0,294 1,714 |
| 3/4 | 1.050 | .065 .6838 | .065 .6838 | .083 .8572 | .083 .8572 | | | .113 1.131 | .113 1.131 | | .154 1.474 | .154 1.474 | | | | .218 1,937 | .308 2.441 |
| 1 | 1,315 | .065 .8678 | .065 .8678 | .109 1.404 | .109 1.404 | | | .133 1.679 | .133 1.679 | | .179 2,172 | .179 2,172 | | | | .250 2,844 | .358 3.659 |
| 1–1 / 4 | 1,660 | 0,065 1,107 | 0,065 1,107 | .109 1.806 | .109 1.806 | | | .140 2.273 | .140 2.273 | | .191 2.997 | .191 2.997 | | | | .250 3,765 | 0,382 5,214 |
| 1–1 / 2 | 1.900 | 0,065 1,274 | 0,065 1,274 | .109 2.085 | .109 2.085 | | | .145 2,718 | .145 2,718 | | .200 3.631 | .200 3.631 | | | | .281 4,859 | .400 6.408 |
| 2 | 2,375 | 0,065 1,604 | 0,065 1,604 | .109 2,638 | .109 2,638 | | | .154 3.653 | .154 3.653 | | ,218 5,022 | ,218 5,022 | | | | .343 7,444 | .436 9.029 |
| 2-1 / 2 | 2,875 | 0,083 2,475 | 0,083 2,475 | .120 3.531 | .120 3.531 | | | .203 5.793 | .203 5.793 | | 0,276 7,661 | 0,276 7,661 | | | | .375 10,01 | .552 13,70 |
| 3 | 3,500 | 0,083 3,029 | 0,083 3,029 | .120 4.332 | .120 4.332 | | | 0,216 7,576 | 0,216 7,576 | | 0,300 10,25 | 0,300 10,25 | | | | .437 14,32 | .600 18,58 |
| 3-1 / 2 | 4.000 | 0,083 3,472 | 0,083 3,472 | .120 4,973 | .120 4,973 | | | .226 9.109 | .226 9.109 | | ,318 12,51 | .318 12,51 | | | | | .636 22,85 |
| 4 | 4.500 | 0,083 3,915 | 0,083 3,915 | .120 5.613 | .120 5.613 | | | .237 10,79 | .237 10,79 | 0,281 12,66 | 0,337 14,98 | 0,337 14,98 | | .437 19,01 | | .531 22,51 | 0,674 27,54 |
| 4-1 / 2 | 5.000 | | | | | | | 0,247 12,53 | | | 0,355 17,61 | | | | | | .710 32,53 |
| 5 | 5,563 | .109 6.349 | .109 6.349 | .134 7.770 | .134 7.770 | | | 0,258 14,62 | 0,258 14,62 | | .375 20,78 | .375 20,78 | | .500 27,04 | | .625 32.96 | 0,750 38,55 |
| 6 | 6,625 | .109 7,585 | .109 7,585 | .134 9.290 | .134 9.290 | | | .280 18.97 | .280 18.97 | | .432 28,57 | .432 28,57 | | . 562 36,39 | | .718 45,3 | .864 53,16 |
| 7 | 7,625 | | | | | | | .301 23,57 | | | .500 38,05 | | | | | | .875 63.08 |
| 8 | 8,625 | .109 | .109 | .148 13,40 | .148 13,40 | .250 22,36 | 0,277 24,70 | .322 28,55 | .322 28,55 | .406 35,64 | . 500 43,39 | . 500 43,39 | .593 50,87 | .718 60.93 | .812 67,76 | .906 74,69 | .885 72,42 |
| 9 | 9,625 | | | | | | | .342 33,9 | | | . 500 48,72 | | | | | | |
| 10 | 10,750 | .134 15,19 | .134 15,19 | 0,165 18,65 | 0,165 18,65 | .250 28,04 | .307 34,24 | .365 40,48 | .365 40,48 | . 500 54,74 | . 500 54,74 | .593 64.33 | .718 76.93 | .843 89.20 | 1.000 104.1 | 1,125 115,7 | |
| 11 | 11,750 | | | | | | | .375 45,55 | | | .500 60.07 | | | | | | |
| 12 | 12,750 | .156 21.07 | 0,165 22,18 | .180 24,17 | .180 24,17 | .250 33,38 | .307 34,24 | .365 40,48 | .365 40,48 | . 500 54,74 | . 500 54,74 | .593 64.33 | .718 76.93 | .843 89.20 | 1.000 104.1 | 1,125 115,7 | |
| 14 | 14 000 | .156 23.07 | | 0,188 27,73 | 0,250 36,71 | .312 45,38 | .375 54,57 | .375 54,57 | .437 63,37 | .593 84.91 | .500 72.09 | .750 106,1 | .937 130,7 | 1,093 150,7 | 1,250 170,2 | 1.406 189.1 | |
| 16 | 16,000 | 0,165 27,90 | | 0,188 31,75 | .250 42,05 | .312 52,36 | .375 62,58 | .375 62,58 | .500 82,77 | .656 107,5 | .500 82,77 | .843 136,5 | 1.031 164,8 | 1,218 192,3 | 1,427 223,5 | 1,593 245,1 | |
| 18 | 18,00 | 0,165 31,43 | | 0,188 35,76 | .250 47,39 | .312 59.03 | .437 82.06 | .375 70,59 | .562 104.2 | 0,750 138,2 | . 500 93,45 | .937 170,8 | 1,156 208,0 | 1,375 244,1 | 1,562 274,2 | 1,781 308,5 | |
| 20 | 20.000 | 0,188 39,78 | | ,218 46,05 | .250 52.73 | .375 78,6 | . 500 104,1 | .375 78,6 | .593 122,9 | .812 166,4 | . 500 104,1 | 1,031 208,9 | 1,280 256,1 | 1,500 296,4 | 1,750 341,1 | 1,968 379,0 | |
| 22 | 22,000 | .188 43,8 | | ,218 50,71 | .250 58.07 | .375 86,61 | . 500 114,81 | .375 86,61 | | 0,875 197,41 | .500 114,81 | 1,125 250,81 | 1,375 302,88 | 1,625 353,61 | 1,875 403,0 | 2.125 451,06 | |
| 24 | 24,000 | ,218 55,37 | | .250 63,41 | .250 63,41 | .375 94,62 | . 562 140,8 | .375 94,62 | .687 171,2 | .968 238,1 | . 500 125,5 | 1,218 296.4 | 1,531 367,4 | 1,812 429,4 | 2,062 483,1 | 2,344 542,13 | |
| 26 | 26,000 | | | | .312 85.60 | .500 136,17 | | .375 102,63 | | | .500 136,17 | | | | | | |
| 28 | 28,000 | | | | .312 92,26 | .500 146,85 | .625 182,73 | .375 110,64 | | | | | | | | | |
| 30 | 30.000 | .250 79,43 | | .312 98.93 | .312 98.93 | .500 157,53 | .625 196.08 | .375 118,65 | | | .500 157,53 | | | | | | |
| 32 | 32.000 | | | | .312 105,59 | .500 168.21 | .625 209,43 | .375 126,66 | .688 230.08 | | .500 168.21 | | | | | | |
| 34 | 34.000 | | | | .312 112,25 | .500 178,89 | .625 222,78 | .375 134.667 | .688 244,77 | | | | | | | | |
| 36 | 36.000 | | | | .312 118.92 | | .625 236,13 | .375 142,68 | .750 262,35 | | . 500 189,57 | | | | | | |
Язычок Резьбовое отверстие (вырез)
Диалоговый звонок:
Вы открыли проект.Навигатор пространства листа открыт, и пространство листа открыто. В пространстве листа есть вырез типа «Резьбовое отверстие». Вы дважды щелкнули вырез этого типа или выбрали пункты меню «Правка»> «Свойства». В диалоговом окне “Свойства <...>” выберите вкладку “Резьбовое отверстие”.
На этой вкладке вы указываете свойства размещенного выреза.
Доступны следующие элементы диалога:
Номинальный диаметр:
В это поле ввода можно ввести значение номинального диаметра резьбы.Единицы импортируются из настроек проекта или конвертируются в миллиметры в случае ввода в дюймах.
В раскрывающемся списке показаны типичные толщины резьбы для метрической резьбы ISO и недавно использованный номинальный диаметр резьбы.
Поле группы свойств
Категория:
В раскрывающемся списке выберите тип свойств, которые будут отображаться в таблице.
В зависимости от выбранной категории в таблице отображаются свойства, определенные в диалоговом окне «Конфигурация свойств» (доступном через пункт всплывающего меню «Настроить»).Кнопка (Создать) позволяет добавлять дополнительные свойства. Некоторым из них уже присвоено значение, которое нельзя изменить, например Свойство размещения. Другим, например свойству Описание элемента, могут быть присвоены значения или их существующие значения могут быть изменены.
Панель инструментов:
На панели инструментов над списком доступны следующие кнопки:
Кнопка | Значение |
|---|---|
(Новый) | Открывает диалоговое окно «Выбор свойств», в котором можно выбрать дополнительные свойства и добавить их в таблицу свойств.(Свойства, вставленные таким образом, добавляются в конец таблицы.) |
(Удалить) | Удаляет выбранные свойства из списка. Это не приводит к удалению значений свойств. Свойства с присвоенными значениями автоматически снова отображаются в таблице при следующем открытии диалогового окна. |
Всплывающее меню:
Всплывающее меню предоставляет – в зависимости от типа поля (дата, целое число, многоязычный и т. Д.) – следующие пункты меню:
Пункт меню | Значение |
|---|---|
Фиксирующие панели | Исправляет все строки таблицы над выбранной строкой или все столбцы слева от выбранного столбца.Строки ниже или столбцы справа от выделения по-прежнему можно перемещать с помощью полосы прокрутки. |
Разморозить стекла | Удаляет замораживание, чтобы все строки и столбцы снова можно было перемещать с помощью полосы прокрутки. |
Отрегулируйте ширину столбца | Регулирует ширину всех столбцов таблицы, чтобы заголовки и содержимое столбцов были полностью читаемыми. |
Размер шрифта 100% | Этот пункт меню доступен только в том случае, если в таблице был изменен размер шрифта (с помощью [Ctrl] + прокрутка колесом мыши). Повторно отображает текст в таблице с исходным размером шрифта. |
Вставить свойства / значения | Позволяет вставить одно или несколько свойств, включая их значения, которые были скопированы из другого объекта.Если свойство уже существует, вставляются только значения. Если свойство еще не отображалось в таблице, оно и скопированное значение будут отображаться после вставки. |
Выбрать все | Выделяет весь текст. |
Вырезать / Копировать / Вставить | Отражает функции Windows для редактирования данных. |
Удалить | Удаляет текущую выбранную запись. |
Специальные символы | Открывает диалоговое окно «Специальные символы», в котором вы можете выбрать нужный символ и вставить его в текущую позицию курсора с помощью [OK]. |
разрыв строки | Вставляет разрыв строки в текущей позиции курсора. |
Многострочный вход | Открывает диалоговое окно многострочного ввода, в котором вы можете ввести нужные строки.Разрыв строки может быть принудительно выполнен с помощью [Ctrl] + [Enter]. |
Обновить список выбора | Добавляет отсутствующие записи и удаляет любые неиспользуемые записи из списка выбора: для определенных свойств указанные значения компилируются в списке выбора и становятся доступными для других (аналогичных). |
Перевести | Открывает диалоговое окно «Найденные слова», если для введенного термина существуют словарные переводы.Выберите подходящий текст перевода. Если в словаре нет переводов, открывается диалоговое окно «Перевести», в котором можно ввести новый текст перевода. |
Удалить переводы | Удаляет весь переведенный текст. |
Настроить | Открывает диалоговое окно настройки свойств.Здесь вы выбираете свойства по умолчанию, которые будут отображаться в таблице для объекта из этой категории. |
См. Также
Свойства диалогового окна <...>: Размещение детали
Диалог Полное ОУ
Редактирование и отображение свойств размещения деталей
Вставка вырезов в монтажную схему 3D
Определить размер трубной резьбы
Национальная трубная резьба (NPT)
Размеры труб действительно относятся к физическим размерам, но отраслевой стандарт сантехники для размеров труб не всегда так прост, как измерение трубы. Измерение трубы часто приводит к неправильному выбору трубы, так что будьте осторожны. «Размер резьбы трубы», указанный в столбце 3 приведенной ниже таблицы, измерен и основан на внутренней части трубы. Но для фактического определения размера трубы необходимо измерить внешний диаметр каждой трубы или фитинга и сравнить его с таблицей для определения размера. Например, трубная резьба 3/4 дюйма NPT имеет внешний диаметр 1,050 дюйма. Каждый размер резьбы имеет определенное количество витков резьбы на дюйм (TPI).Трубная резьба 3/4 “NPT имеет 14 витков на дюйм. И TPI (резьба на дюйм), и OD (внешний диаметр) резьбы необходимы для точной идентификации размера резьбы, поскольку несколько размеров имеют одинаковый TPI.
| Наружная резьба: Измерьте внешний диаметр большей части резьбы в точке «A»; Найдите цифру, ближайшую к этому измерению, в столбце 1 или 2 диаграммы. Размер в столбце 3 будет вашим номинальным размером резьбы трубы. |
| Внутренняя резьба: Измерьте верхний диаметр резьбы в точке «B»; Найдите цифру, ближайшую к этому измерению, в столбце 1 или 2 диаграммы.Размер в столбце 3 будет вашим номинальным размером резьбы трубы. |
| Столбец 1 (Размер A) | Столбец 2 (Размер A) | Столб 3 (Размер B) | Col 4 (Размер C) | Col 5 | Col 6 |
| OD Fraction Inch (только краткая справка) | Фактический наружный диаметр (дюймы) | Трубная резьба Размер | Нормальное зацепление для плотного соединения | ниток на дюйм | Окружность (дюймы) |
| 5/16 | 0.3125 | 1/16 | 0,2611 | 27 | 0,9817 |
| 13/32 | 0,405 | 1/8 | 0,2639 | 27 | 1,272 |
| 35/64 | 0,540 | 1/4 | 0,4018 | 18 | 1.696 |
| 43/64 | 0,675 | 3/8 | 0,4078 | 18 | 2,121 |
| 27/32 | 0.840 | 1/2 | 0,5337 | 14 | 2,639 |
| 1-3 / 64 | 1.050 | 3/4 | 0,5457 | 14 | 3,299 |
| 1-5 / 16 | 1,315 | 1 | 0,6828 | 11-1 / 2 | 4,131 |
| 1-21 / 32 | 1,660 | 1-1 / 4 | 0,7068 | 11-1 / 2 | 5,215 |
| 1-29 / 32 | 1.900 | 1-1 / 2 | 0,7235 | 11-1 / 2 | 5,969 |
| 2-3 / 8 | 2,375 | 2 | 0,7565 | 11-1 / 2 | 7,461 |
| 2-7 / 8 | 2,875 | 2-1 / 2 | 1,1375 | 8 | 9,032 |
| 3-1 / 2 | 3,5 | 3 | 1,2000 | 8 | 10,995 |
| 4 | 4.0 | 3-1 / 2 | 1,2500 | 8 | 12,566 |
| 4-1 / 2 | 4,5 | 4 | 1,3000 | 8 | 14,137 |
| 5-5 / 8 | 5,563 | 5 | 1.4063 | 8 | 17,476 |
| 6-5 / 8 | 6,625 | 6 | 1,5125 | 8 | 20,812 |
| 8-5 / 8 | 8.625 | 8 | 1,7125 | 8 | 27.095 |
| 10-3 / 4 | 10,75 | 10 | 1,9250 | 8 | 33,771 |
| 12-3 / 4 | 12,75 | 12 | 2,1250 | 8 | 40,054 |
Просмотрите наш указатель трубных фитингов и ниппелей Страница
| Все типы трубной резьбы, используемые в водопроводе, указаны в Американском национальном стандарте для труб, аккредитованном Американским национальным институтом стандартов (ANSI). |
| Образец NPT (коническая резьба) |
| Национальная трубная резьба (NPT) имеет коническую резьбу. Это наиболее распространенные потоки, используемые для общих целей. Резьба NPT разработана с углом резьбы 60 градусов и используется для соединения и герметизации труб с фитингами в воздухе или жидкостях низкого давления, а также в механических приложениях. Коническая резьба составляет 3/4 дюйма на один фут длины. Коническая резьба тем глубже на конце трубы и тем мельче, чем дальше от конца трубы.Конус на трубе позволяет трубе ввинчиваться внутри фитинга только до тех пор, пока она не остановится из-за конуса. Расстояние, на которое труба может ввинчиваться в фитинг, определяется стандартом ANSI. После затяжки гаечным ключом резьба может иметь небольшие промежутки между трубой и фитингом, что может вызвать утечку, поэтому необходимо использовать герметик для труб, чтобы гарантировать заполнение любых зазоров. Резьба с сухим уплотнением (NPTF) также имеет коническую резьбу. Резьба NPTF используется, когда приложение таково, что герметики для труб могут выйти из строя из-за более высокой температуры или давления, чем может выдержать обычная резьба NPT.Резьба предназначена для механического уплотнения путем небольшого, но достаточного сдавливания резьбы при затягивании гаечным ключом. Это позволяет соединять трубу и фитинг без использования герметиков. Резьбы NPT и NPTF можно менять местами, если используются герметики, такие как лента из ПТФЭ или подходящие соединения для соединения труб. Ни один из других стандартов резьбы не является полностью взаимозаменяемым (GHT, NST, BSPT, NPSI и т. Д.). Внутренняя резьба NPT может быть обозначена как «FPT» или «FIP» , а наружная резьба NPT может быть обозначена как «MPT» или «МИП» . Национальная стандартная прямая механическая трубная резьба со свободным фитингом (NPSM) имеет прямую резьбу, которая используется только для соединения. Для уплотнения этого типа резьбового соединения необходима шайба или прокладка. Есть также три менее распространенных типа резьбы, используемых в сантехнической промышленности. Резьба для садового шланга (GHT) и резьба для пожарного шланга (NST) имеет грубую резьбу. Уплотнение выполнено с прокладкой или шайбой и используется в основном для быстрого присоединения (соединения) шлангов к клапанам без использования гаечного ключа.Британская стандартная коническая трубная резьба (BSPT) имеет угол резьбы 55 градусов (NPT – 60 градусов) и используется во всем мире как стандартная резьба для соединения стальных труб. |
| Определение аббревиатур трубной резьбы | |
| NPT | Национальная трубная резьба (коническая) |
| FPT | Внутренняя трубная резьба (взаимозаменяемая с NPT) |
| FIP | Внутренняя железная труба (взаимозаменяемая с NPT) |
| МДЛ | Наружная трубная резьба (взаимозаменяемая с NPT) |
| МИП | Стальная труба с наружной резьбой (взаимозаменяемая с NPT) |
| IPS | Размер железной трубы (взаимозаменяемый с NPT) |
| ПТФ | Короткая коническая трубная резьба по SAE |
| НПТФ | National Pipe Thread Fuel (Американская национальная коническая трубная резьба для герметичных соединений с сухим уплотнением) |
| НПСМ | National Pipe Straight Mechanical (Американская национальная прямая трубная резьба для механических соединений) |
| NPSI | Американская национальная прямая промежуточная трубная резьба |
| GHT | Резьба для садового шланга |
| НСТ | Резьба по национальному стандарту (резьба для пожарного рукава) |
| BSPT | Британский стандарт, коническая трубная резьба (метрические размеры) |
Сопутствующие товары и аксессуары:
Отзыв клиента:
“Вы, ребята, управляете веб-бизнесом так, как должен быть веб-бизнес……. Я отправил ссылку на ваш сайт всем своим приятелям ….. Продолжайте в том же духе “.
– Марк Ван Хорн, Белвью, Вашингтон 98006
Обратите внимание, что каждый отзыв клиента, показанный на наших страницах, дает нам письменное разрешение цитировать их. Конфиденциальность наших клиентов очень важна для нас, поэтому мы никогда никогда не будем передавать, передавать или продавать контактную информацию или адреса электронной почты кому-либо!
Часто задаваемые вопросы
В. “Что означает” номинальный “?”
A. Номинальный – это термин, используемый для описания размеров труб и фитингов в водопроводе. Номинальный относится к внутреннему диаметру трубы, который зависит от толщины стенки трубы.
Q. «Итак, размер трубы IPS на самом деле не является размером. А как насчет фитингов?»
A. Размер фитингов зависит от размера трубы, к которой они подходят. Так, например, фитинг IPS 1/2 дюйма подойдет к трубе IPS 1/2 дюйма.
вернуться наверх ↑
Как измерить U-образный болт
Как измерить U-образный болт
П-образный болт измеряется по четырем параметрам: длина, крючок, диаметр и длина резьбы.В гидротехнических сооружениях вы можете обратиться к таблице ниже, чтобы узнать правильный размер U-образного болта, который вам понадобится для разных размеров труб.
Длина U-образного болта
Длина U-образного болта измеряется от конца болта до внутренней части изгиба (см. Изображение выше). Крюк для U-образного болта
Крюк U-образного болта – это расстояние между ножками болта, обозначенное буквой «C» на изображении выше. Важно отметить, что на некоторых чертежах крюк показан в центре или внизу болта.Кроме того, некоторые компании измеряют крючок от центра одной ноги до центра другой ноги. Размеры Birmingham Fastener указаны в Стандарте Института промышленных креплений IFI-136.
Диаметр U-образного болта
Чтобы измерить диаметр U-образного болта, вы должны измерить диаметр одной из опор болта (см. «D» на изображении выше).
Таблица размеров U-образных болтов
Эта таблица предназначена для определения длины U-образных болтов. Все размеры указаны в дюймах.Чтобы получить версию нашей таблицы для печати, загрузите PDF-файл с таблицей длины U-образного болта .
| Размер трубы | Диаметр | C (крючок) | L (длина) | T (длина резьбы) |
|---|---|---|---|---|
| 1/2 | 1/4 | 15/16 | 3 1/4 | 2 3/8 |
| 3/4 | 1/4 | 1 1/8 | 3 5/16 | 2 3/8 |
| 1 | 1/4 | 1 3/8 | 3 7/16 | 2 3/8 |
| 1 1/4 | 3/8 | 1 11/16 | 3 3/4 | 2 3/8 |
| 1 1/2 | 3/8 | 2 | 4 | 2 1/2 |
| 2 | 3/8 | 2 7/16 | 4 1/2 | 2 1/2 |
| 2 1/2 | 1/2 | 2 15/16 | 5 1/4 | 3 |
| 3 | 1/2 | 3 9/16 | 5 13/16 | 3 |
| 3 1/2 | 1/2 | 4 1/16 | 6 5/16 | 3 |
| 4 | 1/2 | 4 9/16 | 6 13/16 | 3 |
| 5 | 1/2 | 5 5/8 | 7 13/16 | 3 |
| 6 | 5/8 | 6 3/4 | 9 1/2 | 3 3/4 |
| 8 | 5/8 | 8 3/4 | 11 1/2 | 3 3/4 |
| 10 | 3/4 | 10 7/8 | 13 13/16 | 4 |
| 12 | 7/8 | 12 7/8 | 16 1/16 | 4 1/4 |
| 14 | 7/8 | 14 1/8 | 17 5/16 | 4 1/4 |
| 16 | 7/8 | 16 1/8 | 19 5/16 | 4 1/4 |
| 18 | 1 | 18 1/8 | 21 11/16 | 4 3/4 |
| 20 | 1 | 20 1/8 | 23/16 | 4 3/4 |
| 24 | 1 | 24 1/8 | 27/16/11 | 4 3/4 |
| 30 | 1 | 30 1/8 | 33 11/16 | 4 3/4 |
| 36 | 1 | 36 1/8 | 39 11/16 | 4 3/4 |