Цикл G76 Fanuc | Подробное описание цикла с примерами
G76 – цикл автоматического нарезания резьбы [9]Рубрика: “Циклы FANUC понятным языком”
Цикл G76 является стандартным циклом, применяемым на токарных станках с ЧПУ Fanuc. Резьбовое соединение – это вид разъёмного соединения, который очень часто применяется в машиностроении. Около 70% деталей, изготовленных на токарных станках, будут содержать элементы резьбы. Соответственно, операторы ЧПУ работающие со стойкой Fanuc, должны уметь правильно запрограммировать цикл резьбы G76.
Раньше, когда станков с ЧПУ практически не было, нарезать резьбу можно было на токарно-винторезном станке. Во-первых, этот процесс занимал много времени. Во-вторых, нельзя было нарезать резьбу произвольного шага, так как шаг резьбы задавался с помощью коробки подач. В настоящее время цикл ЧПУ G76, применяемый для нарезки резьбы на токарных станках с ЧПУ, существенно облегчил эту задачу.
Предлагаем Вам разобрать на примере, как правильно запрограммировать цикл G76. Fanuc поддерживает огромное количество циклов, в данной статье мы разберем только один из них. Описание всех остальных токарных циклов Вы сможете найти в статье стандартные токарные циклы Fanuc.
Fanuc поддерживает огромное количество циклов, в данной статье мы разберем только один из них. Описание всех остальных токарных циклов Вы сможете найти в статье стандартные токарные циклы Fanuc.
Давайте посмотрим, как запрограммировать резьбу M16х2. По стандартам ЕСКД данная запись гласит, что нам нужна метрическая резьба с внешним диаметром 16 мм и шагом 2 мм.
Выбор нулевой точки резцаДля начала нам нужно выбрать подходящий резьбовой резец. Основным параметром резьбовой пластины будет её угол при вершине. В нашем случае угол пластины должен быть 60° (т.к. резьба метрическая). Вы должны убедиться, что оправка резца по своим габаритам позволяет выполнить данную операцию. Это очень важно, так как при запуске цикла в автоматическом режиме во время реза не будет работать кнопка «CYCLE STOP». Если вы нажмёте кнопку «CYCLE STOP», то станок остановится только после возвращения резца в стартовую точку цикла. Соответственно, остановить станок получится только кнопкой «emergency stop» или «RESET».
Затем нам необходимо привязать нулевую точку резца. Мы можем привязывать ноль к кончику резца или к боковой поверхности. Если Вы планируете нарезать резьбу на прутке, то Вам подойдёт первый вариант. Однако, если резьба будет заканчиваться уступом (например, шляпкой болта), то предпочтительнее второй вариант.
Выбор стартовой точки цикла G76Теперь мы можем перейти непосредственно к программированию. Цикл нарезания резьбы G76 программируется с помощью 2-х строк. А также, перед включением цикла необходимо переместить инструмент в стартовую точку цикла. Стартовую точку цикла следует указывать на безопасном расстоянии от заготовки, чтобы стружка могла спокойно выводиться из зоны резания.
G76 – описание цикла (первая строка)
Теперь разберёмся с первой строкой цикла. Первый параметр в ней комплексный и определяет сразу 3 параметра: количество чистовых проходов, величину сбега резьбы и способ съёма материала. Задаётся буквой Р и далее следует три двузначных числа, которые должны быть написаны слитно.
Задаётся буквой Р и далее следует три двузначных числа, которые должны быть написаны слитно.
- Количество чистовых проходов как правило составляет от «01» до «03» и подбирается опытным путем. При этом следует помнить, что припуск на чистовой проход R разделится на такое количество чистовых проходов, которое мы укажем.
- R – размер припуска на чистовые проходы;
- r – величина одного чистового прохода;
- N – количество чистовых проходов.
- Величину сбега резьбы необходимо указывать для более плавного выхода резца из материала. Если на детали предусмотрена выточка под выход резьбы, то значение этого параметра принимается равным «
Параметр может принимать любые целые значения в интервале от «00» до «99». Длинна самого сбега рассчитывается по вышеуказанной формуле.
Длинна самого сбега рассчитывается по вышеуказанной формуле.
- Способ съёма материала бывает с прямым врезанием и боковым врезанием. Прямое врезание лучше применять на резьбовых резцах, обладающих низкой боковой жёсткостью. Оно обеспечивает распределённую нагрузку на резец.
Но если требуется нарезать резьбу большой глубины, то правильнее применять боковое врезание. Благодаря этому снижается площадь контакта кромки резца с заготовкой. Если на поверхности резьбы образуется дробление, то применение бокового врезания может помочь в этой ситуации. Данный параметр может принимать значения от « 00» до «99», в зависимости от угла нарезаемой резьбы. Для метрической резьбы не более «60»
Ещё два параметра, прописываемых в первой строке цикла, отмечены на следующем рисунке:
- Q – величина съёма материала при проходах, которые следуют за первым проходом.
 Задаётся в микрометрах.
Задаётся в микрометрах. - R – значение припуска на чистовые проходы. Задаётся в миллиметрах.
 Задаётся в микрометрах.
Задаётся в микрометрах.Во второй строке цикла параметров больше чем в первой. Обратите внимание, что программисты компании Fanuc разработали цикл нарезания резьбы G76 таким образом, что в двух строках используются параметры, имеющие одинаковые буквенные обозначения. Так что будьте очень внимательны!
Графическое описание токарного цикла G76:
- P – это высота профиля резьбы. Этот параметр рассчитывается по формуле:
- F – шаг резьбы;
- α – коэффициент, зависящий от угла резьбы. Для метрической резьбы α = 0,542.
Полученное значение умножаем на 1000, поскольку параметр Р задаётся в микрометрах и для нашего примера получаем P = 1083.
- X – это внутренний диаметр резьбы. Его можно рассчитать по формуле:
- D – это внешний диаметр резьбы. В нашем примере он равен 16 мм.
- Z – это длина резьбы. Не забывайте, что этот параметр указывается в абсолютной системе координат, то есть со знаком «минус». В нашем примере Z = -30.
- Q – это величина съёма при первом проходе. Из-за того, что при первом проходе нагрузка на резец минимальная, то первый проход можно делать чуть большим, чем последующие. Выберем значение Q равным 0,5 миллиметров. Так как этот параметр задаётся в микрометрах, то Q = 500.
- F – это шаг резьбы. По факту этот параметр обозначает подачу, но так как на токарном станке мы задаём подачу в мм/оборот, то подача будет равна шагу резьбы. Для нашего примера F = 2.
В конечном итоге цикл G76 (цикл нарезки резьбы) для нашего примера будет выглядеть следующим образом:
На этом описание токарного цикла G76 подошло к концу. В следующей статье мы рассмотрим нюансы нарезания внутренней, левой, многозаходной и конической резьбы. Переходите по ссылке и изучайте: “Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)“
Правильно нарезаем наружную резьбу плашкой
Нанести внешнюю резьбу на трубы, шпильки или болты проще некуда, если у вас сеть плашка. В данной статье вы найдёте пошаговую инструкцию, а также таблицы для подбора инструмента.
Для начала определимся с инструментом. Исходя из размера заготовки можно понять, каким будет резьбовое соединение.
Обратимся к таблице ниже. В ней представлены самые распространенные диаметры для метрической, дюймовой и трубной резьб.
Обратите внимание на минимальные и максимальные допустимые размеры диаметра трубы или прутка. Нарушать их нельзя. Если взять более толстый стержень, то вы рискуете сломать резьбонарезной инструмент. Если возьмете слишком тонкий пруток, то резьба окажется слишком слабой.
| Метрическая резьба |
Дюймовая резьба |
Трубная резьба |
|||||||
|
Диаметр резьбы, мм |
Шаг, мм |
Диаметр заготовки, мм |
Диаметр резьбы, дюймы |
Диаметр заготовки, мм |
Диаметр резьбы, дюймы |
Диаметр трубы, мм |
|||
|
min |
max |
min |
max |
min |
max |
||||
|
М6 |
1 |
5,80 |
5,80 |
1/4 |
5,9 |
6,0 |
1/8 |
9,4 |
9,5 |
|
М8 |
1,25 |
7,80 |
7,90 |
5/16 |
7,5 |
7,6 |
1/4 |
12,7 |
13,0 |
|
М10 |
1,5 |
9,75 |
9,85 |
3/8 |
9,1 |
9,2 |
3/8 |
16,2 |
16,5 |
|
М12 |
1,75 |
11,76 |
11,88 |
- |
- |
- |
1/2 |
20,7 |
20,7 |
|
М14 |
2 |
13,70 |
13,82 |
- |
- |
- |
- |
- |
- |
|
М16 |
2 |
15,70 |
15,82 |
1/2 |
12,1 |
12,2 |
5/8 |
22,4 |
22,7 |
|
М18 |
2,25 |
17,70 |
17,82 |
- |
- |
- |
- |
- |
- |
|
М20 |
2,25 |
19,72 |
19,86 |
5/8 |
15,3 |
15,4 |
3/4 |
25,9 |
26,2 |
|
М22 |
2,25 |
21,72 |
21,86 |
_ |
- |
- |
- |
- |
- |
|
М24 |
3 |
23,65 |
23,79 |
3/4 |
18,4 |
18,5 |
7/8 |
29,7 |
30,0 |
|
М27 |
3 |
26,65 |
26,69 |
- |
- |
- |
- |
- |
- |
|
М30 |
3,5 |
29,60 |
29,74 |
7/8 |
21,5 |
21,6 |
1 |
32,7 |
33,0 |
|
М35 |
4 |
35,66 |
35,83 |
1 |
24,6 |
24,8 |
1 1/8 |
37,3 |
37,3 |
|
М42 |
4,5 |
41,55 |
41,72 |
- |
- |
- |
1 1/4 |
41,4 |
41,7 |
|
М48 |
5 |
51,60 |
51,80 |
1 1/4 |
30,8 |
31,0 |
1 3/8 |
42,7 |
44,1 |
Перед тем, как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также любая смазочная жидкость. После этого можно приступать к нанесению резьбы.
После этого можно приступать к нанесению резьбы.
Порядок нарезания резьбы
Шаг подготовительный. Прежде, чем приступить к работе, вам необходимо подготовить пруток. Его нужно зачистить – снять фаску с наружной части трубы или заготовки под углом 45°. Тогда первые витки будут сделаны ровно и правильно, а плашка зафиксируется в нужном положении.
Шаг 1. Зафиксируйте заготовку в строго вертикальном положении. Лучше всего подойдут для этой цели слесарные тиски.
Шаг 2. Нанесите смазочную жидкость, например, машинное масло.
Шаг 3. Приложите плашку к вершине заготовки в строго горизонтальном положении и закрутите на пару витков.
Если произошел перекос на первых витках, то удалите плашку. Заготовку нужно выровнять и начать процедуру заново.
Если плашка разместилась ровно, то продолжайте процедуру нанесения резьбы. Правильность нарезания можно оценить с помощью уровня.
Шаг 4. После пары оборотов нужно провернуть плашку немного назад, чтобы ликвидировать образовавшуюся стружку.
Шаг 5. Нанесите резьбу по всей необходимой длине заготовки, прикладывая небольшие усилия.
Шаг 6. После нанесения резьбы необходимого размера верните инструмент обратно по готовой резьбе.
Обратите внимание: чаще всего плашки продаются комплектами. Если инструмент имеет несколько номеров, то после нанесения черновой резьбы, нужно пройтись поочередно каждым из номеров для финальной обработки требуемого качества.
Лучшие плашки чешского производства по невысоким ценам вы можете найти в каталоге компании ТИГРОТЕХ
Стержень с метрической резьбой в Absolute Hardware
СТЕРЖЕНЬ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
Абсолютное оборудование поставляет качественные резьбовые стержни по доступным ценам.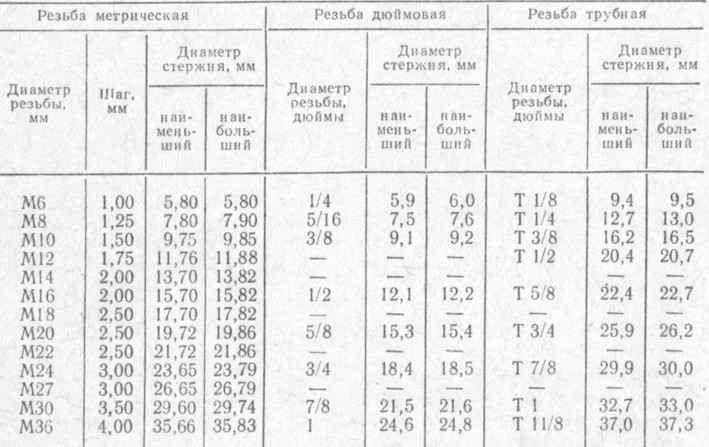
Также известный как резьбовой стержень, сплошная резьба и шпилька. Наш резьбовой стержень изготовлен из мягкой стали класса 4.8 с цинковым покрытием.
Мы верим в то, что делаем жизнь наших клиентов проще – всего за 3 простых решения вы можете получить продукт, который вам нужен…
ВЫПОЛНИТЕ РАБОТУ ПРАВИЛЬНО
Стержень с метрической резьбой из мягкой стали, оцинкованный
Код продукта: 42361
.
от 0,60 фунтов стерлингов
подробности
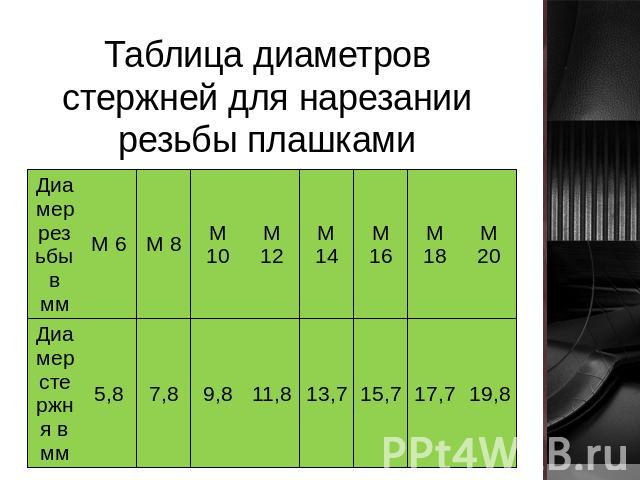
3 На что следует обратить внимание при выборе резьбового стержня
Длина300 мм или 1000 мм | Шагот 1 мм до 4,5 мм | Диаметрот 6 мм до 42 мм |
|---|
В таблице ниже приведены размеры и шаг резьбового стержня из мягкой стали класса 4. 8, доступного в Absolute hardware
8, доступного в Absolute hardware
| Диаметр | Диаметр (мм) | Шаг (мм) |
| М6 | 6,0 | 1,00 |
| М8 | 8,0 | 1,25 |
| М10 | 10,0 | 1,50 |
| M12 | 12,0 | 1,75 |
| М16 | 16,0 | 2,00 |
| М18 | 18,0 | 2,50 |
| М20 | 20,0 | 3,00 |
| M24 | 24,0 | 3,00 |
| М30 | 30,0 | 3,50 |
| М36 | 36,0 | 4,00 |
| М42 | 42,0 | 4,50 |
Совет от команды: меньший шаг может обеспечить более прочную резьбу или сцепление, что полезно для более мелких отверстий
Вам также может понадобиться.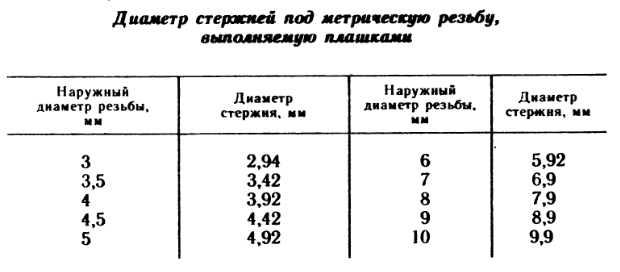 ..
.. Метрические шестигранные гайки – оцинкованные
Код продукта: 42362
.
1,30 фунта стерлингов
подробности
10 мм квадратные шайбы с круглыми отверстиями 50 мм x 50 мм x 3 мм – оцинкованные
Код продукта: 42373
.
£0,25
подробнее
Круглые метрические шайбы, оцинкованные
Код продукта: 42363
0,95 фунта стерлингов
подробности
Картридж со смолой для системы химических анкеров, 380 мл
Код продукта: 41424
.
£16,10
подробности
Получите ваш заказ, когда захотите
Absolute Hardware торгуйте исключительно через Интернет и верьте в предложение различных вариантов доставки, которые наилучшим образом соответствуют плотному графику наших клиентов
См. ниже самые популярные варианты или нажмите на изображение для получения дополнительной информации
Размер стержня для нарезания резьбы на плашке
| |||||||||||||||||||||||||||||
 75
75 