Сварочная проволока для полуавтоматов. Советы по выбору
Берегите глаза |
24.06.2016
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).


Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.
В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др. ;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
 ;
;Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.

Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Резиновая киянка. Молоток с мягким характером
Молоток с мягким характером
Малка-угломер. Незаменимый транспортир строителя
Выбор диаметра сварочной проволоки в зависимости от тока
На чтение: 1 минРубрика: Технологии
Содержание
- Выбор диаметра проволоки в зависимости от тока. Углекислый газ. Низкоуглеродистые стали
- Выбор диаметра проволоки в зависимости от тока. Углекислый газ. Высоколегированные стали
- Выбор диаметра проволоки в зависимости от тока. Аргон. Алюминиевые сплавы
В данной статье приведены таблицы выбора сварочного тока в зависимости от толщины заготовки, диаметра и материала проволоки
Содержание
Выбор диаметра проволоки в зависимости от тока. Углекислый газ. Низкоуглеродистые стали
| Толщина изделия (мм) | Диаметр проволоки (мм) | Сила сварочного тока (А) |
| 0,8-1,1 | 0,6-0,8 | 50-60 |
| 1,2-2 | 0,8 | 60-100 |
| 1,2-2 | 1,0 | 100-150 |
| 1,2-2 | 1,2 | 130-160 |
| 2-4 | 1,0 | 130-160 |
| 2-4 | 1,6 | 150-200 |
| 4-5 | 2,0 | 160-280 |
| 4-5 | 1,6 | 160-300 |
| 6-8 | 1,6 | 280-300 |
| 6-8 | 2,0 | 280-300 |
| 8-12 | 1,6 | 280-300 |
| 8-12 | 2,0 | 380-400 |
Выбор диаметра проволоки в зависимости от тока. Углекислый газ. Высоколегированные стали
Углекислый газ. Высоколегированные стали
| Толщина изделия (мм) | Диаметр проволоки (мм) | Сила сварочного тока (А) |
| 0,5-0,8 | 0,6 | 30-50 |
| 1 | 0,8 | 35-55 |
| 2 | 1,0 | 120-130 |
| 2 | 1,6 | 130-140 |
| 3 | 2,0 | 180-200 |
Выбор диаметра проволоки в зависимости от тока. Аргон. Алюминиевые сплавы
| Толщина изделия (мм) | Диаметр проволоки (мм) | Сила сварочного тока (А) |
| 1,6 | 0,6-0,8 | 70-75 |
| 2 | 0,6-0,8 | 75-105 |
| 3 | 0,6-0,8 | 120-145 |
| 3 | 1,6 | 150-160 |
| 4 | 1,6 | 160-190 |
| 5 | 1,6 | 180-200 |
| 8 | 1,6-2,0 | 270-280 |
Рейтинг
( Пока оценок нет )
0
Понравилась статья? Поделиться с друзьями:
Как сваривать металлы разной толщины MIG
перейти к содержанию Сварка MIG — один из самых простых процессов, что делает его широко используемым любителями и любителями «сделай сам» по всему миру. Простота использования и универсальность делают этот процесс подходящим для различных металлов и толщин.
Простота использования и универсальность делают этот процесс подходящим для различных металлов и толщин.
Однако многие новички спрашивали, как сваривать металлы разной толщины MIG, поэтому мы решили помочь. Мы объясним, как MIG работает с листовым металлом, средней или «любительской» сталью и толстыми листами, и что вам потребуется для их успешной сварки.
К концу статьи вы должны понять, где MIG-сварка эффективна, а где нет.
Как сварка MIG работает с различной толщиной?Сварка MIG — это довольно простой процесс для освоения и выполнения, и как только вы освоите его, вы сможете без проблем сваривать металл различной толщины. Однако это потребует времени, практики и понимания основ.
Во-первых, вы должны знать, что сварка МИГ хорошо справляется с тонким и средним по толщине металлом, но не так хороша с толстым металлом. К счастью, мы сэкономили вам часы рутинной работы и составили простое руководство о том, как справиться с каждым из них.
Фото Welding_mani
Сварка листового металла MIGДуговая сварка металлическим газом (GMAW или MIG) может быть успешно использована для сварки тонкого металла, но при условии соблюдения особой осторожности. Подвод тепла является основной проблемой для листового металла калибра 24 до 14 калибра. Тонкий металл не так уж прощает, поэтому даже малейший нагрев сверх рекомендованного может привести к деформации, накрутке или прожогу.
Прожигание сварного шваИсточник: https://weldguru.com/welding-burn-through/
Таким образом, сварка тонкого металла требует соответствующего оборудования, подготовки и техники. При правильном выборе каждый из них будет ограничивать тепло и позволит вам идеально контролировать сварочную ванну.
Итак, без лишних слов, давайте посмотрим, что вам нужно и как сваривать тонкий металл MIG.
Сварочный аппарат MIG Для тонкого металла Для предотвращения прожога и наматывания листового металла вам потребуется соответствующий сварочный аппарат MIG, присадочный металл и защитный газ. Выбирая сварочный аппарат MIG для тонкого металла, вы можете искать не самый мощный аппарат. Например, сварочный аппарат на 140 ампер, 110 В подойдет для металла толщиной до 1/8 дюйма, но вам следует обратить внимание на нижний предел сварочной мощности. Для сварочных аппаратов MIG это чаще всего 20–30 ампер, поэтому вам нужно идите как можно ниже с тонкими металлами.
Выбирая сварочный аппарат MIG для тонкого металла, вы можете искать не самый мощный аппарат. Например, сварочный аппарат на 140 ампер, 110 В подойдет для металла толщиной до 1/8 дюйма, но вам следует обратить внимание на нижний предел сварочной мощности. Для сварочных аппаратов MIG это чаще всего 20–30 ампер, поэтому вам нужно идите как можно ниже с тонкими металлами.
Одной из вещей, которая может значительно помочь в работе с тонким металлом, является импульсная сварка MIG. Хотя в прошлом эта функция была зарезервирована для высококлассных и дорогих аппаратов, вы можете найти ее в сварочном аппарате YesWelder YWM 211P Double Pulse MIG.
Эта функция пульсирует тепло сварочной дуги, позволяя вам контролировать тепло, обеспечивая при этом превосходную стабильность дуги и низкий уровень разбрызгивания. С эстетической точки зрения вы можете добиться результатов сварки TIG с помощью вашего аппарата MIG.
Сварочная проволока для тонких металлов Помимо сварочного аппарата, при сварке более тонких материалов вам понадобится подходящий присадочный металл.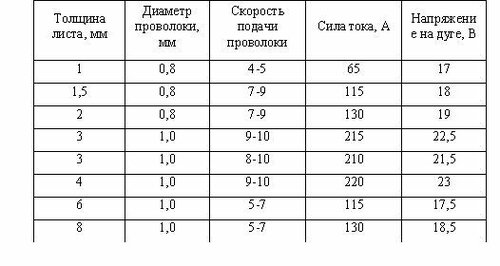 Помните, что диаметр присадочной проволоки не должен быть толще основного металла. Поэтому для металлов до 18 калибра вам понадобится проволока меньшего диаметра, например .023.
Помните, что диаметр присадочной проволоки не должен быть толще основного металла. Поэтому для металлов до 18 калибра вам понадобится проволока меньшего диаметра, например .023.
Кроме того, вам нужно будет подобрать состав проволоки MIG к основному металлу. Мы рекомендуем проволоку ER70S6 по классификации AWS, которая дает хорошую сварочную дугу без брызг, как отличный универсальный выбор. Для сварки нержавеющей стали 304 требуется проволока ER308, ER308L или ER308LSI, а для алюминия потребуется алюминиевая проволока общего назначения ER4043.
Перенос металла с коротким замыканием выделяет незначительное количество тепла, что делает его наиболее подходящим выбором при сварке листового металла. Несмотря на то, что перенос распылением обеспечивает более высокую скорость осаждения, его тепло не подходит для тонкого металла.
Выбор защитного газа Защитный газ играет решающую роль при сварке, защищая сварочную ванну от загрязнения. Большинство сварщиков согласны с тем, что смесь C25 (75 % аргона/25 % CO2) является лучшим выбором для низкоуглеродистой стали, но с листовым металлом следует соблюдать осторожность. CO2 в смеси стабилизирует дугу и обеспечивает хороший сварной шов, но обеспечивает более высокое проплавление. Поэтому, чтобы предотвратить прожоги, вы должны снизить содержание CO2 в вашей смеси при сварке металла тоньше 14 калибра. 9
CO2 в смеси стабилизирует дугу и обеспечивает хороший сварной шов, но обеспечивает более высокое проплавление. Поэтому, чтобы предотвратить прожоги, вы должны снизить содержание CO2 в вашей смеси при сварке металла тоньше 14 калибра. 9
По сравнению со сваркой электродами или сваркой под флюсом, сварка MIG менее щадящая при работе с грязным, жирным или маслянистым металлом. Поэтому для успешной сварки листового металла необходимо тщательно зачистить свариваемые детали. Вы можете использовать проволочную щетку, старую тряпку и теплую воду или растворитель для удаления возможных загрязнений.
Следующим шагом является выравнивание и зажим деталей. При сварке листового металла MIG вы можете оставить небольшой зазор или перекрыть два конца листа.
При сварке листового металла MIG вы можете оставить небольшой зазор или перекрыть два конца листа.
Новичку проще сваривать листы внахлест. Это более щадящий способ доступа к нему, но имейте в виду, что вам потребуется немного больше тепла, чтобы проникнуть в обе части.
Небольшой зазор между частями даст более прочный результат, так как проволока заполняет зазор и сплавляется с обеими частями. Однако, как начинающему сварщику, вам может быть трудно контролировать распределение сварочной ванны и проволоки при такой деликатной работе.
Если вы не можете правильно контролировать нагрев, вы можете добавить подкладочный стержень во время подготовки к сварке. Опорный стержень будет действовать как радиатор, позволяя сварным швам остывать быстрее и избегая закручивания или деформации. Опорный стержень должен быть изготовлен из меди или алюминия из-за более высокой теплопроводности, чем сталь.
Источник: https://amarineblog. com/2019/09/06/backing-in-welding/ Параметры сварки
com/2019/09/06/backing-in-welding/ Параметры сварки адекватные параметры сварки. К наиболее важным параметрам относятся напряжение, сила тока и скорость подачи проволоки. Проблема выбора правильных параметров заключается в том, что они зависят от толщины металла шва, размера проволоки, типа металла, конфигурации соединения, положения сварки или защитного газа.
Итак, универсального подхода к MIG-сварке тонкого металла нет, но есть решение. Чтобы получить наилучшие результаты, следуйте рекомендациям производителя, которые почти всегда указаны в руководстве по эксплуатации или внутри отсека для проводов. Кроме того, вы можете использовать синергетическую функцию MIG, которая, к счастью, является частью сварочных аппаратов YesWelder MIG.
Synergic MIG сообщит вам расчетное напряжение, силу тока и скорость подачи проволоки на основе введенной толщины металла, диаметра проволоки и выбора защитного газа. Однако помните, что они служат в качестве рекомендаций, так как вы можете настроить их для достижения наилучших результатов.
Техника сварки
Техника сварки листового металла MIG относительно проста. Чтобы получить сплошной сварной шов, вы хотите, чтобы сварной шов был прямой линией. Плетение не рекомендуется, так как любое лишнее тепло может привести к деформации.
Пушка МИГ должна быть направлена под углом 5-15 градусов, с умеренной скоростью. Вечная дискуссия заключается в том, использовать ли метод протягивания или проталкивания при сварке MIG. Проталкивание является лучшим выбором для листового металла, так как оно обеспечивает лучший обзор и контроль сварочной ванны, а также меньшее проплавление, чем вытягивание.
Источник: https://www.wcwelding.com/mig-welding-tips.html Если вы все еще боретесь с накруткой и искажением, вы можете выбрать технику сварки с пропуском. Вы должны сделать серию прерывистых или стежковых сварных швов, чтобы минимизировать деформацию. Таким образом, вы равномерно распределяете тепло, что очень важно для тонких материалов.
Вы должны сделать серию прерывистых или стежковых сварных швов, чтобы минимизировать деформацию. Таким образом, вы равномерно распределяете тепло, что очень важно для тонких материалов.
В то время как процессы сварки TIG, несомненно, дают наилучшие результаты при работе с тонкими металлами, при наличии соответствующего оборудования, практики и обучения сварка MIG может давать прочные, надежные и эстетичные сварные швы.
Сварка MIG Hobbyist Steel Несмотря на то, что GMAW может работать с листовым металлом, этот процесс сварки лучше всего подходит для стали средней толщины или стали для хобби. В качестве стали для любителей мы рассматриваем мягкую сталь толщиной до 1/2 дюйма. Эта толщина считается границей между любительским и промышленным применением, поскольку у вас редко будет возможность работать с более толстым металлом дома.
Сварка низкоуглеродистой стали средней толщины значительно более доступна и неприхотлива, чем листовой металл, но вам все равно придется все делать правильно, чтобы завершить сварочный проект. Для этого вам также понадобится сварочное оборудование, проволока, подготовка и техника. Но в этот раз они немного другие.
Фото @welding_mani Сварщик для стали средней толщиныс вводом 220В. Эти машины обладают достаточной мощностью, чтобы с легкостью соединять более толстые металлы, и мы рекомендуем YesWelder MIG-205DS.
Этот превосходный, компактный и простой в использовании сварочный аппарат с номинальным током 205 А удовлетворит большинство ваших потребностей любителя и справится со сталью до 1/4 дюйма за один проход. дополнительные функции, такие как импульсная сварка низкоуглеродистой стали, поэтому MIG-205DS является экономичным и подходящим выбором.Однако для достижения максимальной мощности сварки вам потребуется специальный вход 220 В.
Поскольку толщина металла превышает 18 калибр, вам нужно будет перейти на проволоку размером .030. Проволока ER70S-6 .030 покроет большую часть ваших потребностей в сварке, но для стали диаметром более 3/16 дюйма вам понадобится проволока . 035 провод. Помните, что большинство аппаратов MIG для любителей, включая YesWelder MIG-205DS, могут подавать сплошную проволоку диаметром до 0,035.
Проволока большего размера обеспечивает более высокое проникновение, что делает ее пригодной для более толстой стали, но она также вызывает большее разбрызгивание. Кроме того, следует согласовать толщину основного металла и диаметр проволоки, чтобы избежать непроваров и подрезов, а также чрезмерного проплавления и армирования.
Что касается переноса металла, то в основном вы будете использовать короткое замыкание, но вы можете переключиться на напыление, чтобы выполнить работу быстрее. На этот раз вам не нужно слишком беспокоиться о зоне термического влияния; тем не менее, не следует пренебрегать его влиянием на зону сварки.
Сварка с CO2 обеспечивает более высокое проплавление, а защитный газ не так дорог. Однако чистый CO2 приводит к образованию большого количества брызг и объемных, шероховатых на вид сварных швов. Тем не менее, если вы хотите сделать работу дешевле и не заботитесь об эстетике, вам подойдет 100% CO2.
Подготовка под сварку часто упускается из виду. Вам также придется очистить сварной шов, но у вас будет больше места для дизайна сварного шва. Например, можно использовать сварку встык, Т-образную конструкцию или угловой сварной шов в плоском, горизонтальном или потолочном положении.
Конечно, конструкция стыка будет зависеть от конкретных проектов сварки и толщины металла, но, безусловно, есть больше возможностей для работы, чем с листовым металлом.
Источник: http://industrial.store.shoppiko.com/blog/article/different-types-of-welding-joints Параметры и техника сваркиПоскольку сварка толстых деталей значительно больше прощающий по сравнению с более тонким материалом, у вас больше возможностей для экспериментов с параметрами и методами сварки. Как правило, вам понадобится 1 ампер на 0,001″ металла, но это всего лишь рекомендация, поэтому вы всегда должны следовать рекомендациям производителя.
Чем толще кусок, тем больше тепла, так что не стесняйтесь ломать свой сварочный аппарат. Конечно, если вы не прожжете дыру в сварных швах. Как и в случае с листовым металлом, вы можете использовать автоматическую настройку или синергетическое управление MIG, чтобы добиться желаемого результата, но у вас есть масса возможностей для достижения идеальных результатов.
То же самое относится и к технике сварки. Угол хода 5-15 градусов остается прежним, но рабочий угол следует регулировать в соответствии с конфигурацией сустава. Кроме того, вы можете нажимать для лучшего контроля над сварочной ванной или тянуть, когда вам нужно большее проплавление и более узкий валик с огромным наростом.
Источник: https://weldingwatch.com/do-you-push-or-pull-when-mig-welding/ Сварка толстых листов GMAWСварка толстых листов MIG является исключительно сложной задачей, и есть более подходящие процессы сварки. Для работы с металлами толщиной более 1/2 дюйма вам потребуются большие усилия и мощный источник питания. Кроме того, GMAW изначально не предназначен для тяжелых условий эксплуатации, поэтому сварка стержнем или флюсовая сварка может работать лучше.
Источник: https://apiexam.com/2015/10/11/the-variables-on-a-wps-part-1/ Тем не менее, при правильном подходе и подходящем оборудование. Вот несколько советов, что делать, если вы столкнулись с более толстой деталью в своей мастерской.
Вот несколько советов, что делать, если вы столкнулись с более толстой деталью в своей мастерской.
Для работы с более толстыми металлическими пластинами вам потребуется мощный источник питания, провод большего размера и соответствующая подготовка. В то время как сварка тонкого металла и листов среднего размера может выполняться с помощью однофазной машины 110/220 В, вам потребуется трехфазная мощность, чтобы отводить достаточно тепла.
Для стали толщиной до 3/8 дюйма мы рекомендуем использовать YesWelder MIG-270K с трехфазным входом 220–480 В, рассчитанным на 270 ампер. Если толщина превышает 3/8 дюйма, вам потребуется промышленный сварочный аппарат. Сварщик класса MIG с номинальным током до 500 ампер. Все это массивные сварочные аппараты, способные выдерживать даже самые суровые условия и высокие температуры, необходимые для более толстого изделия.
Не поймите меня неправильно, более толстые листы можно сваривать даже с помощью сварочного аппарата на 250 ампер, но для этого потребуется специальная подготовка и несколько проходов. Это требует времени, надлежащей подготовки и навыков, но может стать решением, когда нет других вариантов.
Это требует времени, надлежащей подготовки и навыков, но может стать решением, когда нет других вариантов.
Диаметр проволоки MIG для толстых листов увеличивается до 0,039 или до 0,045 в особых случаях. По сравнению с более тонкой проволокой, эти наполнители промышленного класса поставляются в значительно больших катушках, обычно по 45 фунтов, по сравнению с 2 или 10 фунтами для любителей. Для заполнения больших зазоров используется струйный перенос для максимального проникновения и нанесения, что упрощает работу.
Полудюймовая пластина для сварки MIG с переносом струи. Источник: https://gowelding.org/welding/mig-gmaw/transfer-types/Выбор защитного газа зависит от применения и основного металла, но C25 по-прежнему является наиболее подходящим выбором для стали.
Подготовка к сварке, параметры и технология Параметры и технология сварки GMAW с толстыми листами по-прежнему зависят от толщины материала, размеров проволоки и результатов, как и для материалов средней толщины. Однако, что отличается, так это подготовка к сварке.
Однако, что отличается, так это подготовка к сварке.
Сварка очень толстых деталей потребует от вас шлифовки и снятия фаски с краев. Таким образом, вы обеспечите лучшее соединение, а заполнение пробела даст существенные результаты. Кроме того, можно использовать определенный предварительный нагрев. Нагрев основного металла до 150 и 300 градусов по Фаренгейту приведет к лучшему проникновению и более значительным эффектам.
Источник: https://www.wcwelding.com/joint-preparation.html. основы и ограничения. Например, вы можете использовать его для сварки листового металла, но вы должны быть особенно осторожны с высокой температурой.Любительская сварка или сварка металлов средней толщины — самый щадящий вариант, и здесь достаточно места для проб и ошибок. Вот почему любители во всем мире часто используют MIG для легкой сварки металлов средней толщины.
Когда дело доходит до сварки более толстых листов, GMAW не подходит. Вам понадобится много сил и оборудование промышленного класса для успешного выполнения задач. Поэтому лучшим выбором является сварка с флюсовым сердечником или дуговая сварка.
Поэтому лучшим выбором является сварка с флюсовым сердечником или дуговая сварка.
Вернуться к YesWelder Как выполнять сварку металлов различной толщины
Как сварить нержавеющую сталь MIG, как Pro
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday”:”Введите правильную дату дня рождения”,” warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи.
{{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.

, пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердить аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Выполненное правило”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно вознаграждения”,”birthday_field”:”Поле дня рождения”,”shop_it”:”КУПИТЬ”,”назад”: “Назад”,”click_for_sound_on”:”Нажмите, чтобы включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”: “Галерея Инстаграм”}
Типы и характеристики сварочной проволоки MIG
Проволока MIG и порошковая проволока принципиально различаются. Но они оба используют один и тот же механизм подачи проволоки и служат в качестве присадочного металла и расходуемого электрода в процессах дуговой сварки.
Эта статья расскажет вам об основах сварки MIG и порошковой проволоки, их типах и о том, почему вы должны использовать одну, а не другую.
Мы также кратко обсудим каждый тип проволоки с акцентом на область применения, чтобы вы могли быстро подобрать тип проволоки для своей сварочной работы.
Quick Navigation
- Типы сварки сварки MIG, объясненные
- Система классификации проводов MIG MIG
- Обычно используемые сварки Mig. Порошковые сварочные проволоки
- Диаметр проволоки и MIG в сравнении с флюсовой сердцевиной
- Количество проволоки
- Заключение
Описание типов сварочной проволоки MIG
Говоря о сварочной проволоке MIG, мы имеем в виду сплошную сварочную проволоку с медным покрытием. А не порошковые проволоки, о которых далее в статье.
Некоторые люди могут называть проволоку FCAW безгазовой проволокой MIG, но лучше разделить эти термины, поскольку они не совпадают.
Сплошная проволока для сварки MIG используется в процессе сварки GMAW и требует наличия защитного газа. Либо смесь 100 % CO2, либо смесь 75 % аргона и 25 % CO2 для низкоуглеродистой стали. Можно использовать другие соотношения и даже добавлять разные газы, но давайте придерживаться основ.
Этот защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений, особенно от азота. Но при сварке на открытом воздухе в ветреную погоду защитный газ будет сдуваться, что сделает сплошную проволоку менее желательной.
Эта сплошная проволока наматывается и подается через сварочную горелку MIG с помощью механизма подачи проволоки. Он используется для сварки низкоуглеродистой стали, нержавеющей стали и алюминия (обычно требуется шпульный пистолет).
При сварке проволокой MIG получаются красивые валики (немного хуже, чем у TIG, но намного лучше, чем у FCAW и дуговой сварки), меньше разбрызгивания и очень хорошее проплавление.
Не подходит для грязного металла, поэтому перед сваркой необходимо тщательно очистить металл. Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Существует множество различных размеров и типов сварочной проволоки MIG. Итак, давайте быстро пройдемся по спецификациям проволоки MIG, а затем рассмотрим каждый тип, чтобы помочь вам найти подходящую проволоку MIG для вашего проекта.
Система классификации проволоки MIG AWS
Американское общество сварщиков классифицирует сплошную проволоку MIG в своем коде AWS A5.18. Итак, давайте разберем эту систему классификации с помощью одного из наиболее часто используемых электродов из сплошной проволоки, такого как ER70S-6.
ER70S-6 обозначает следующее:
- ER – Электродный стержень (электрод и присадочный металл)
- 70 – Указывает в приращениях на 1000 PSI минимальную прочность на растяжение металла сварного шва, создаваемую электродом при протестировано по спецификации AWS A5. 18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
- S – «S» обозначает сплошную проволоку, а «C» обозначает композитную проволоку (флюсовая проволока).
- Последняя цифра указывает на химические добавки, добавленные в проволоку , которые влияют на получаемый валик и полярность. В данном случае цифра 6 означает, что проволока содержит дополнительные раскислители, помогающие при сварке ржавого или грязного металла.
 18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.Наиболее часто используемые проволоки для сварки MIG
Давайте рассмотрим наиболее часто используемые сплошные проволоки для сварки MIG и кратко объясним их назначение, чтобы вы знали, какую выбрать для своего проекта.
- ER70S-3 – наиболее часто используемая сплошная проволока общего назначения для сварки низкоуглеродистой стали. Он содержит раскислители кремния и марганца и обычно используется со смесью 75/25% аргона/CO2, но также может использоваться со 100% CO2.
- ER70S-6 – Эта проволока содержит больше раскислителей, чем ER70S-3. Эти раскислители позволяют сваривать чуть более грязный металл и обеспечивают лучшее смачивание сварочной ванны. Кроме того, с его помощью можно добиться более высокой скорости движения и более плоского профиля борта. Используется с 75/25 ar/CO2 или 100% CO2.
- ER308, ER308L – Обычно используемая проволока MIG из нержавеющей стали. Буква L обозначает максимальное содержание углерода 0,03%, что повышает стойкость к межкристаллитной коррозии.
- ER4043 – проволока MIG для сварки алюминия. Всепозиционная проволока, используемая для сварки термообрабатываемых основных сплавов. Наиболее часто используется для сварки алюминия серии 6ХХХ.
- ER5356 — алюминиевая проволока MIG для всех положений нетермообрабатываемых сплавов, таких как серия 5XXX, когда не требуется 40 000 фунтов на квадратный дюйм. Это наиболее часто используемая проволока MIG для сварки алюминия.

Таблица толщины проволоки для сварки MIG
Это простая таблица толщины проволоки для сварки MIG с некоторыми основными и общими значениями для каждого сварщика MIG. Цифры могут немного отличаться при настройке сварочного аппарата, но вы получите общий результат после нескольких попыток.| Толщина материала | Размер сплошной проволоки MIG | ||
| 0,023 дюйма | 0,030 дюйма | 0,035 дюйма | |
| 22 Калибр (0,031) | / | / | |
| Калибр 20 (0,037) | / | / | |
| 18 калибр (0,050) | / | / | / |
| Калибр 16 (0,063) | / | / | |
| 14 Калибр (0,078) | / | / | |
| 1/8″ (0,125) | / | / | |
| 3/16″ (0,188) | / | ||
| 1/4 дюйма (0,25) | / | ||
Пояснение к порошковой проволоке
В отличие от сплошной сварки MIG, порошковая проволока представляет собой трубчатое изделие с флюсовым наполнением внутри сердцевины.
В поперечном сечении порошковая проволока состоит из тонких стенок трубки, являющихся присадочным металлом, и флюса внутри нее, выполняющего роль экранирующего агента.
Итак, порошковая проволока — это что-то вроде перевернутого электрода, но FCAW имеет много преимуществ перед электродуговой сваркой.
Для самозащитных порошковых проволок не требуется защитный газ, как для сплошных проволок MIG, потому что флюс внутри образует защитный шлак на поверхности сварочной ванны, который защищает сварной шов от азота в атмосфере и других загрязнения.
Фактически, химический состав флюса связывается с азотом в воздухе с образованием шлака, эффективно превращая агент, создающий пористость, такой как азот, в защитный элемент.
Преимуществом порошковых проволок является возможность сварки на открытом воздухе в ветреную погоду, так как отсутствует защитный газ, который можно сдуть. Отсутствие необходимости в защитном газе также делает процесс FCAW экономичным и портативным. Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Сварочная проволока с флюсовым сердечником не создает красивого валика, как проволока для сварки в среде инертного газа. Таким образом, это не лучший выбор, когда эстетика сварного шва является приоритетом.
Кроме того, он образует гораздо больше брызг и оставляет сверху шлак. Это означает гораздо больше времени на уборку после сварки, что снижает эффективность вашей работы.
За счет тонких трубчатых стенок порошковая проволока имеет меньшую площадь сечения самого металла. В результате сварочный ток подается на меньшую площадь, что приводит к значительно более высокой концентрации тока по сравнению со сплошной проволокой MIG.
Это приводит к тому, что порошковая проволока становится намного горячее, имеет более высокие скорости плавления, более высокие скорости осаждения металла и более глубокое проникновение.
Поэтому порошковая проволока не лучший выбор при сварке тонколистового металла. Это может легко привести к прогоранию. Но это делает его отличным выбором при сварке более толстых материалов, поскольку он обеспечивает гораздо более глубокое проплавление, чем проволока MIG.
Соотношение диапазонов WFS
Простая таблица для установки силы тока в зависимости от размера проволоки MIG.
| Размер проволоки | Диапазон силы тока | Диапазон скорости подачи проволоки |
| 0,023″ | 30-90 | 100-400 |
| 0,030″ | 40-145 | 90-340 |
| 0,035″ | 50-180 | 80-380 |
| 0,045″ | 75-250 | 70-270 |
Система классификации порошковой проволоки AWS
Порошковая проволока классифицируется в соответствии с кодом AWS A5. 20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
E71T-GS означает следующее:
- E – Электрод
- 7 – Минимальная прочность на растяжение, умноженная на 10 000 фунтов на квадратный дюйм ” означает, что проволока предназначена для сварки во всех положениях, а цифра “0” классифицирует ее для сварки только в плоском и горизонтальном положении.
- T – Трубчатый
- GS – Последняя цифра или буква обозначает удобство использования, производительность или любые другие уникальные характеристики. GS классифицирует провод как любой «новый» провод на рынке, который не соответствует классификации 1-12 AWS, поэтому он более открыт для конструкции производителя. Другие провода будут иметь здесь номер от 1 до 12, и каждый из них определяет, для чего предназначен провод. Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
 Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.Таблица толщины проволоки с флюсовым сердечником
Таблица толщины проволоки FC аналогична приведенной выше для проволоки MIG. Опять же, цифры будут немного отличаться от вашего аппарата, потому что они считаются значениями по умолчанию, но этого будет достаточно, чтобы сэкономить вам время при настройке сварочного аппарата с флюсовым сердечником.
| Толщина материала | Диаметр порошковой проволоки без газа | ||
| 0,030″ | 0,035″ | 0,045″ | |
| 22 Калибр (0,031) | |||
| 20 калибр (0,037) | / | ||
| 18 калибр (0,050) | / | / | |
| Калибр 16 (0,063) | / | / | / |
| 14 Калибр (0,078) | / | / | / |
| 1/8″ (0,125) | / | / | |
| 3/16″ (0,188) | / | / | |
| 1/4 дюйма (0,25) | / | ||
Обычно используемые сварочные проволоки с флюсом
Благодаря добавкам во флюс, флюсовая проволока может обрабатывать большее количество поверхностных загрязнений, чем сплошная проволока для сварки MIG. Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Ниже приведены наиболее часто используемые порошковые проволоки и их спецификации AWS. Как и в случае с проводами MIG выше, их имена ниже являются классификациями AWS, и бренды могут называть их по-разному. Просто найдите эти номера на упаковке, чтобы проверить, какой это провод.
- E71T-GS – Всепозиционная однопроходная порошковая проволока для сварки тонколистовой оцинкованной или малоуглеродистой стали. Он также может сваривать алюминированные поверхности и подпадает под спецификацию «GS» кода AWS, которая определяет его как проволоку, которая более открыта для интерпретации производителем, поэтому вам всегда следует проверять детали.
- E70T-6 – Универсальная порошковая проволока плоского и горизонтального положения с высокой скоростью наплавки. Используется для однопроходной и многопроходной сварки.
- E71T-8 — эта проволока предназначена для сварки важных элементов конструкции, которые должны соответствовать требованиям AWS D1. 8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
- E71T-11 – Обычный выбор проволоки для получения качественных сварных швов при сварке внахлест или встык, даже в ветреную погоду. Это однопроходная или многопроходная проволока, обеспечивающая плавный перенос струйной дуги по мере плавления проволоки.
 8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.Диаметр проволоки и MIG по сравнению с флюсовой проволокой
Предлагаются как сплошные, так и порошковые проволоки определенных диаметров, и каждая толщина проволоки лучше всего подходит для определенного диапазона толщины материала. Проволока большего диаметра предназначена для сварки более толстого металла, а проволока меньшего диаметра предназначена для сварки более тонкого металла.
Это потому, что более толстая проволока передает больше энергии металлу, и если вы используете толстую проволоку для тонкого металла, вы прожжете ее насквозь. Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Количество проволоки
В зависимости от рабочей нагрузки и типа системы подачи проволоки, используемой в установках MIG, существует множество вариантов размеров катушек проволоки.
Например, Lincoln Electric предлагает Innershield NR-232 в катушках с проволокой весом от 13,5 до 50 фунтов. В то время как большинству людей не будет полезен больший размер катушки, экономически целесообразно приобрести самый большой размер катушки для вашего аппарата для сварки MIG или аппарат для сварки с флюсовой проволокой, потому что дешевле один раз купить большую катушку, чем продолжать покупать катушки меньшего размера. .
Также можно купить сплошную проволоку в качестве присадочной проволоки для сварки TIG, и они классифицируются под тем же кодом AWS.
Заключение
Это был краткий обзор сварки для сварки в инертном газе и порошковой проволоки, который поможет вам разобраться в их типах и найти правильную проволоку и размер проволоки для вашего проекта.