ГОСТ 2246-70 – Проволока стальная сварочная согласно ГОСТ 2246-70
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ
стандарт устанавливает технические условия на холоднотянутую сварочную проволоку из высоколегированной, легированной и низкоуглеродистой стали, которая применятся для сварки и наплавки и для изготовления электродов. Стандарт определяет марки сварочной проволоки (более 70 марок) и их химических состав.
PDF-версия оригинала
Тип, код классификации документа
государственный стандарт
Тип продукции
проволока нержавеющая
Геометрия
проволока круглого сечения
Внимание! Информация приведена в ознакомительных целях.
Торговый Дом Металлических Сеток не производит продукцию по этому стандарту.
Стальная проволока для сварки
Проволока, ГОСТ 2246-70, – незаменимый в сварочных работах материал; благодаря использованию этого метиза шов получается ровным и прочным. Сварочная проволока изготавливается холоднотянутым способом, однако химический состав металлопрокатных изделий очень отличается, стандарт определяет 70 марок стальной проволоки.
ГОСТ 2246-70: классификация и марки проволоки
Готовые стальные изделия отличаются по назначению: проволока для сварки и электродов (дополнительно маркируется буквой «Э»). В качестве сырья используется сталь трех видов:
- легированная;
- низкоуглеродистая;
- высокоуглеродистая.
По типу обработки поверхности бывает проволока сварочная омедненная, ГОСТ 2246-70, и неомедненная. Диаметр изделий – от 0,3 до 12 мм.
Марки сварочной проволоки отличаются по химическому составу. Требуемое процентное содержание углерода, хрома и легирующих компонентов указано в таблицах ГОСТ 2246-70. Для названия каждой марки используется цифро-буквенное обозначение. Индекс «Св» в начале означает общее предназначение проволоки – «сварочная». Процентное содержание углерода указано в цифрах, которые следуют за «Св». Легирующие компоненты в составе обозначаются буквами, например: молибден – М, хром – Х, титан – Т и т. д. Цифры за буквами – это содержание дополнительных элементов в процентах.
К примеру, сварочная проволока СВ-08Г2С, ГОСТ, расшифровывается как изделие для сварки (наплавки) из низкоуглеродистой стали с 0,08% углерода в составе. Сплав легирован 2% марганца (Г) и кремнием (С). Проволока изготовлена в соответствии с межгосударственным стандартом.
Что требует ГОСТ: прием, упаковка, транспортировка
Готовая проволока сварочная, ГОСТ, – гладкая, чистая и ровная. Плены, трещины, расслоения, остатки масла и следы ржавчины не допускаются. Отдельные дефекты в виде царапин, рисок, вмятин не являются браком, если их глубина не превышает четверти допустимого отклонения по диаметру проволоки.
Высоколегированная проволока имеет серую, светлую или матовую поверхность, к заказчику отправляется в отбеленном или травленном виде. По индивидуальному заказу потребителя изготавливается стальная проволока, ГОСТ 2246-70, с улучшенной поверхностью.
Как хранится и перевозится сварочная проволока
Проволока для сварки наматывается на кассеты или катушки. Для поставок больших объемов допускается сматывать проволоку в мотки. В одной упаковке находится один отрезок проволоки, при этом концы изделий одной плавки можно сваривать. Вес мотка или бухты достигает 80 кг.
В соответствии с ГОСТ 2246-70 проволока сварочная отпускается партиями: в каждой – изделия одних и тех же марки, плавки, назначения и толщины в диаметре. Перед отправкой потребителю моток (бухта, катушка) с проволокой 0,5 мм в диаметре и толще упаковывается сначала в бумагу, а затем оборачивается полиэтиленовой пленкой или синтетическим нетканым материалом.
Проволока стальная сварочная, ГОСТ 2246-70, тоньше 0,5 мм упаковывается в бумагу и укладывается в деревянные, металлические или пластмассовые ящики.
На каждую упаковку приклеивают металлический ярлык со следующей информацией:
- наименование и логотип компании-производителя;
- марка сварочной проволоки;
- номер партии;
- клеймо ОТК.


Согласно требованиям ГОСТ 2246-70, проволока стальная сварочная перевозится всеми видами крытого транспорта. Перевозка в открытых транспортных средствах разрешается только после согласования с заказчиком. Для хранения сварочной проволоки подходят склады, ангары и другие закрытые помещения.
Какую проволоку выбрать для сварочных работ и вязки арматуры
Какую проволоку выбрать для сварочных работ и вязки арматуры+7 495 792-83-42
ежедневно с 09:00 до 21:00
Быстрая заявка
Отправляя форму, Вы принимаете условия Политики Конфиденциальности и соглашаетесь на обработку ваших персональных данных.
Спасибо! Ваше сообщение получено
Сделать расчет стоимости заказа
Мы свяжемся с вами в ближайшее время
Отправляя форму, Вы принимаете условия Политики Конфиденциальности и соглашаетесь на обработку ваших персональных данных.
Спасибо! Мы свяжемся с вами в ближайшее время
29.09.2022
Блог
Проволока широко распространена во многих сферах: хозяйстве, быту, промышленности и строительстве.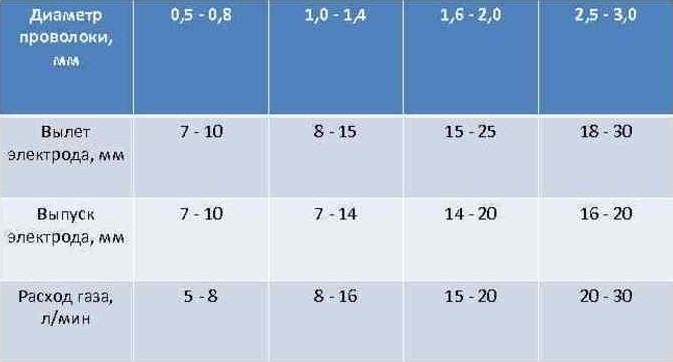 Чаще всего ее применяют в сварочных и бетонных работах. В зависимости от цели берется проволока из конкретного материала и нужного диаметра. Учитывая, что задачи ее применения могут быть абсолютно разные, выбор часто вызывает сложности. Чтобы его упростить, предлагаем изучить нашу статью, какую проволоку выбрать для сварки и вязки арматуры.
Чаще всего ее применяют в сварочных и бетонных работах. В зависимости от цели берется проволока из конкретного материала и нужного диаметра. Учитывая, что задачи ее применения могут быть абсолютно разные, выбор часто вызывает сложности. Чтобы его упростить, предлагаем изучить нашу статью, какую проволоку выбрать для сварки и вязки арматуры.
Виды сварочной проволоки
Разные виды проволоки активно используются в качестве электродов для сварки. Сварочная дуга (мощный электрический разряд) проходит через электрод к свариваемому металлу, нагревает и расплавляет конец проволоки. Последняя в расплавленном виде попадает в зону сварки, смешивается с расплавленным металлом кромок свариваемой конструкции и за счет этого образует сварочный шов.
И в автоматической, и в полуавтоматической сварке предусмотрена механизированная подача проволоки. После ее сгорания сварщик вручную меняет ее и продолжает работу. Вид проволоки подбирают в зависимости от сварочного аппарата и условий эксплуатации.
Проволока со сплошным сечением
Обычный присадочный материал, полностью выполненный из того или иного металла либо сплава. Используется для сварки различных металлов, чаще всего в среде защитных газов (аргона, гелия, углекислого газа или его смеси с аргоном), которые защищают сварочную ванну от вредного влияния кислорода. Инертные газы гелий и аргон применяются в MIG-сварке, а активные — углекислый газ и азот — в MAG-сварке.Основные принципы выбора:
- Для полуавтоматической сварки конструкционной, низко- и среднеуглеродистой стали используется омедненная низкоуглеродистая стальная проволока. Самая распространенная марка — СВ-08Г2С, производимая без покрытия и в омедненном варианте.
- Для сварки нержавеющих и жаропрочных сталей применяются легированные или высоколегированные типы проволоки.
- Для сварки легированных сталей используется проволока из нержавейки.
- Для работы с хромникелевыми, нержавеющими и другими легированными сортами сталей подходят высоколегированные проволоки.
- Для сварки цветных металлов применяется проволока схожего состава: для меди и медных сплавов применяется медная проволока, алюминия и алюминиевых сплавов — алюминиевая. И медная, и алюминиевая проволока варится в среде защитного газа — аргона, поскольку оба металла быстро окисляются при контакте с воздухом. Примеры марок: СВ-97, СВ-А85, СВ-АМц и их зарубежный аналог ER 1100.

Порошковая (флюсовая) проволока
Для полуавтомата без газа рекомендовано использование флюсовой (порошковой) проволоки, которая еще называется самозащитной. Ее применение помогает создать облако защитного газа, препятствующего вредному воздействию кислорода извне, что необходимо для устойчивого горения дуги и формирования качественного шва.Флюсовая проволока представляет собой полое изделие — трубку с ребрами жесткости, наполненную порошкообразным материалом. Применяется для сварки без газовой защиты — эту функцию выполняет сама проволока, позволяющая обойтись без тяжелых газовых баллонов и сваривать на открытом воздухе при сильном ветре, который при использовании газа серьезно увеличивает его расход.
Нужно отметить, что порошковая проволока хорошо формирует шов при подаче углом назад и не терпит подачи углом вперед. Такой метод удобен при сваривании труб, особенно тонкостенных. Также флюсовая проволока отлично подходит для стыковых, нахлесточных и угловых соединений — их можно выполнить почти за один проход.
Активированная проволока
Во многом схожа с порошковой, но содержит мало порошкообразного вещества — до 7%, что позволяет запрессовать его в проволоку сплошного сечения. Чаще всего используется для сварки в среде с углекислым газом либо его смесями и в газовой среде.
Внутрь проволоки вводят активирующие добавки:
- шлакообразующие компоненты ТiO2, SiO2, MgO, CaF2, которые уменьшают разбрызгивание, способствуют мелкокапельному переносу и улучшают формирование шва;
- легко ионизирующиеся соли щелочных и щелочноземельных металлов Cs2CO3, К2СО3, Na2C03, ВаСО3, которые снижают эффективный потенциал дуги и повышают устойчивость ее горения.
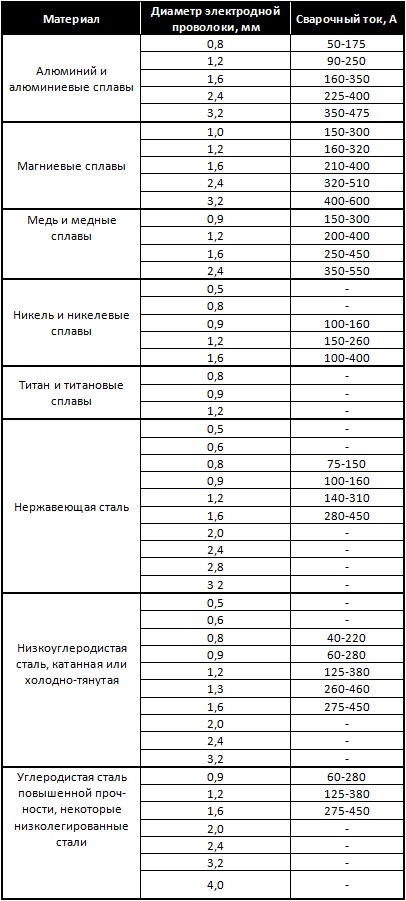
Как выбрать диаметр сварочной проволоки
Выбор диаметра сварочной проволоки тоже зависит от типа сварки. Если она выполняется в среде защитного газа, то подойдут значения от 0,3 до 1,6 мм. Флюсовая проволока для сварки без защитного газа обычно имеет диаметр 2-6 мм. В целом выбор диаметра проволоки зависит от того, какой толщины металл необходимо сварить:- Если деталь имеет толщину 3-5 мм, то понадобится проволока не толще 2 мм.
- Если толщина детали 5-16 мм, то нужна проволока 3-4 мм.
- Толстые листы и детали толщиной 7-25 мм сваривают проволокой диаметром 7 мм.

Советы по выбору проволоки для вязки арматуры
Проволока, используемая для связывания арматуры при бетонных работах, называется вязальной. Обычно это отожженная проволока, прошедшая темный отжиг в присутствии кислорода или светлый в присутствии инертного газа. Первая имеет темный цвет, а вторая получается более чистой, светлой и поэтому более дорогой.Для повышения долговечности железобетонной конструкции лучше использовать оцинкованную отожженную проволоку, которая хорошо защищена от коррозии. Диаметр выбирают в зависимости от диаметра арматуры. В малоэтажном строительстве используются прутки 8-12 мм, а для их вязки — проволока 1,2-1,4 мм.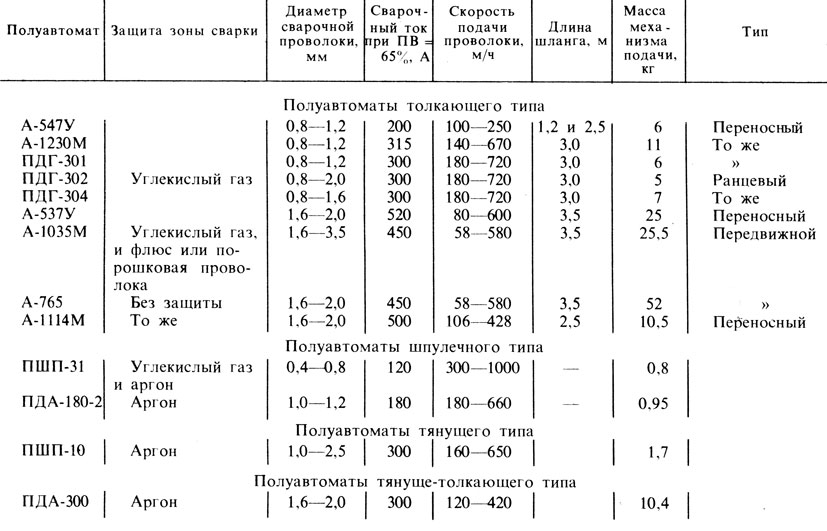 Более тонкая будет ломаться, а толстой будет сложно завязать узел. Для высоких зданий с серьезной нагрузкой на фундамент и другие конструкции рекомендована более толстая проволока — 1,4-1,6 мм. Для арматуры диаметром от 16 мм можно взять проволоку 1,2 мм, но при вязке сложить ее вдвое.
Более тонкая будет ломаться, а толстой будет сложно завязать узел. Для высоких зданий с серьезной нагрузкой на фундамент и другие конструкции рекомендована более толстая проволока — 1,4-1,6 мм. Для арматуры диаметром от 16 мм можно взять проволоку 1,2 мм, но при вязке сложить ее вдвое.
В заключение
Теперь вы знаете, какую проволоку выбрать для вязки арматуры и разных видов сварки. Очень важно учесть все перечисленные нюансы, поскольку от этого зависит надежность и прочность будущих металлических и железобетонных конструкций. Кроме того, при правильном подборе расходного материала можно ускорить и упростить работы, а также минимизировать финансовые затраты, что благоприятно сказывается на бюджете и сроках воплощения любого проекта.
Как сваривать профильные трубы: способы сварки, инструкция и советы
Какая арматура подходит для армирования газобетона
Цены указаны в информационных целях, ни при каких условиях не являются публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ. Информация на сайте носит ознакомительный характер. Указаны оптовые цены от 5 тонн.
Информация на сайте носит ознакомительный характер. Указаны оптовые цены от 5 тонн.
Актуальные на текущий день цены и условия поставки товара уточняйте у менеджеров.
+7 495 7928342
ежедневно с 9 до 21
+7 926 2806979
whatsapp; telegram
Услуги
Сортовой прокат
Нержавеющий прокат
Цветной металл
Онлайн калькулятор
О компании
О нас
Вакансии
Политика конфиденциальности
Обратная связь
Контакты
Доставка и оплата
Обратная связь
FAQ
Made on Bazium BaziumПроволока FCAW наибольшего диаметра для сварки в нерабочем положении | Производство и металлообработка
Перейти к содержимомуВопрос: Мне нужно сварить не в нужном положении порошковой проволокой из мягкой стали, и я хочу сделать это как можно быстрее. Поэтому я думаю о проводе диаметром 5/64 дюйма (2,0 мм) или больше. Какой размер и тип провода вы бы порекомендовали?
Ответ: Во-первых, имейте в виду, что существует предел того, насколько большая сварочная ванна может быть удалена с места.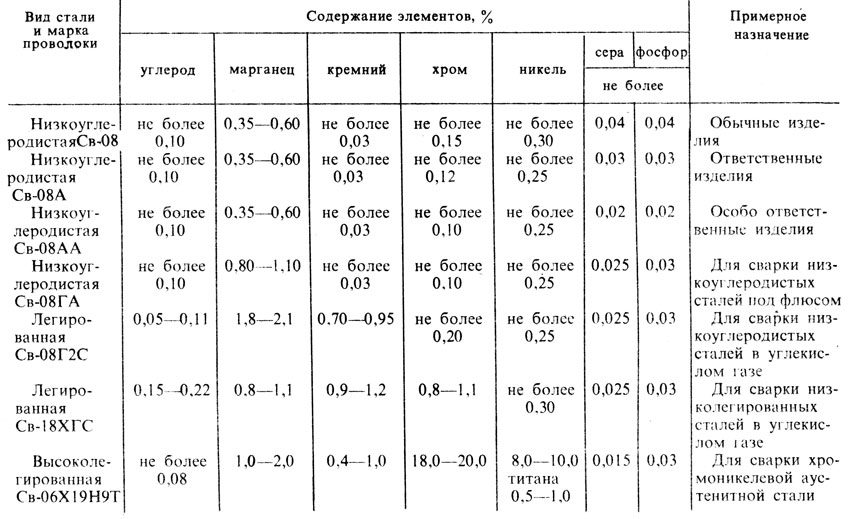 Всегда думайте о сварке с точки зрения жидкого металла и гравитации.
Всегда думайте о сварке с точки зрения жидкого металла и гравитации.
При сварке «в положении» (т. е. в плоском и горизонтальном положениях) вы выполняете сварку под действием силы тяжести. Наплавленный металл лежит на пластине, и вы можете нести гораздо большую лужу, пока он находится в жидком состоянии. Особенно это актуально в горизонтальном положении. Даже в горизонтальном положении металл шва под действием силы тяжести притягивается к нижней стороне соединения. Это означает, что максимальный размер, равномерный однопроходный горизонтальный шов, который может быть выполнен, меньше, чем однородный однопроходный плоский шов.
При сварке «вне положения» (т. е. в вертикальном и потолочном положениях) вы выполняете сварку против силы тяжести. Теперь вы гораздо более ограничены в размерах расплавленной лужи, которую вы можете нести. Скорость затвердевания металла сварного шва и наличие системы быстрого замерзания шлака, если она присутствует, являются ключом к успешной сварке в нерабочем положении.
Как и в случае со стержневыми электродами, ключ к способности порошковой проволоки сваривать вне положения или нет зависит от ее шлакового состава. В состав некоторых видов проволоки входит быстрозамерзающий шлак, который поддерживает сварочную ванну и позволяет выполнять сварку вне положения или против силы тяжести. Другие проволоки имеют более медленно застывающую шлаковую систему и поэтому используются только для плоской и горизонтальной сварки.
Классификационный номер Американского общества сварщиков (AWS) для конкретного электрода с флюсовой сердцевиной сообщит вам, среди прочего, его предполагаемое положение при сварке. На рис. 1 показан ключ к номенклатуре классификации AWS. Вторая или третья цифра в номере (в зависимости от минимальной прочности проволоки на растяжение) указывает положение сварки. «0» означает плоские и только горизонтальные положения, а «1» означает все положения.
Порошковая проволока бывает двух основных типов: самозащитная (процесс FCAW-S) и газозащитная (процесс FCAW-G). Всепозиционные порошковые проволоки обычно изготавливаются меньшего диаметра. Что касается самозащитных порошковых проволок, хотя некоторые из них доступны размером 0,045 дюйма (1,1 мм) или меньше, большинство из них имеют размеры от 1/16 дюйма (1,6 мм), 0,068 дюйма (1,8 мм), 0,072 дюйма (1,8 дюйма). мм) и 5/64 дюйма (2,0 мм). Самый большой электрод FCAW-S с классификацией всех положений, который может успешно выйти из положения, составляет 5/64 дюйма (2,0 мм).
Всепозиционные порошковые проволоки обычно изготавливаются меньшего диаметра. Что касается самозащитных порошковых проволок, хотя некоторые из них доступны размером 0,045 дюйма (1,1 мм) или меньше, большинство из них имеют размеры от 1/16 дюйма (1,6 мм), 0,068 дюйма (1,8 мм), 0,072 дюйма (1,8 дюйма). мм) и 5/64 дюйма (2,0 мм). Самый большой электрод FCAW-S с классификацией всех положений, который может успешно выйти из положения, составляет 5/64 дюйма (2,0 мм).
Порошковая проволока в среде защитного газа в основном доступна диаметром 0,045 дюйма (1,1 мм), 0,052 дюйма (1,3 мм) и 1/16 дюйма (1,6 мм). Таким образом, самый большой электрод FCAW-G с классификацией всех положений, который может успешно выйти из положения, составляет 1/16 дюйма (1,6 мм).
С другой стороны, проволока в положении для плоской и горизонтальной сварки изготавливается большего диаметра. Типичные размеры проволоки в рабочем положении для процесса FCAW-S составляют 5/64 дюйма (2,0 мм), 3/32 дюйма (2,4 мм), 7/64 дюйма (2,8 м) и 0,120 дюйма (3,0 мм), а для FCAW- Процесс G составляет 1/16 дюйма (1,6 мм), 5/64 дюйма (2,0 мм) и 3/32 дюйма (2,4 мм).
Возвращаясь к вашему вопросу, похоже, что вы хотите использовать проволоку большего диаметра, чтобы получить максимальную скорость наплавки и, следовательно, максимальную производительность. Однако больше не всегда лучше. Действительно, если бы вы выполняли сварку в горизонтальном положении, где вы могли бы работать с верхними пределами тока для данной проволоки, проволока большего диаметра имела бы более высокую скорость наплавки по сравнению с проволокой меньшего диаметра.
Однако сварка в нерабочем положении должна выполняться при более низких уровнях силы тока. Трудно сваривать при силе тока более 250-300 ампер, пока не будет слишком много жидкого металла, чтобы противостоять силе тяжести. Таким образом, при более низких и равных уровнях тока проволока меньшего диаметра часто может иметь более высокую скорость осаждения, чем проволока большего диаметра. Это связано с тем, что провод меньшего диаметра имеет меньшую площадь поперечного сечения и, следовательно, более высокую плотность тока.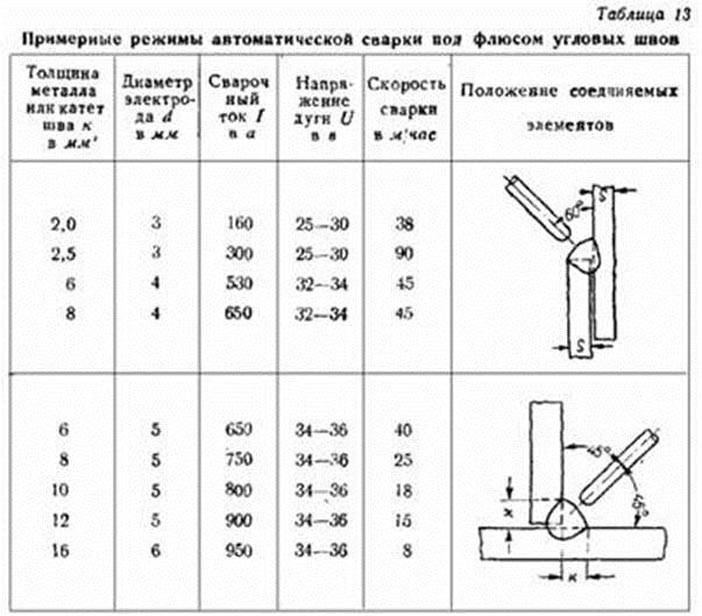
Проволока меньшего размера плавится быстрее, что позволяет работать с более высокой скоростью подачи проволоки, чем проволока большего размера. Часто гораздо более высокая скорость подачи проволоки с проволокой меньшего размера приводит к более высокой скорости наплавки, чем с проволокой большего размера; снова с обоими проводами на том же уровне тока.
Посмотрите литературу по расходным материалам для различных порошковых проволок и сравните два размера при одинаковых токах. Вы часто обнаружите, что меньший диаметр имеет более высокую скорость подачи проволоки и соответствующую скорость наплавки. Этот момент показан на Рисунок 2 , на котором показаны типовые рабочие процедуры для всепозиционной порошковой проволоки в среде защитных газов E71T-1M/E71T-9M.
Кроме того, сварщику будет немного легче обращаться с проволокой меньшего диаметра. Самозащитная порошковая проволока диаметром 5/64 дюйма (2,0 мм) или 1/16 дюйма (1,6 мм) порошковая проволока в среде защитного газа могут быть сложными при работе в нерабочем положении, особенно для менее опытных сварщиков.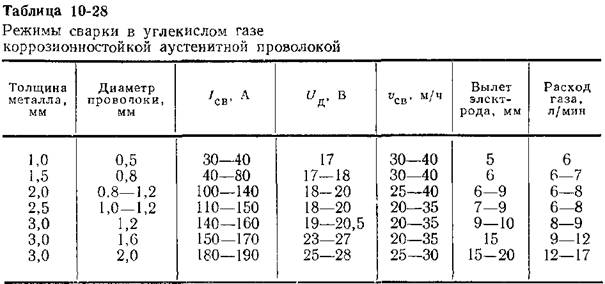 Вместо этого, провода размером 0,068 дюйма (1,8 мм) или 0,072 дюйма (1,8 мм) для проволоки FCAW-S и размером 0,045 дюйма (1,1 мм) или 0,052 дюйма (1,3 мм) для проволоки FCAW-G могут быть проще в обращении.
Вместо этого, провода размером 0,068 дюйма (1,8 мм) или 0,072 дюйма (1,8 мм) для проволоки FCAW-S и размером 0,045 дюйма (1,1 мм) или 0,052 дюйма (1,3 мм) для проволоки FCAW-G могут быть проще в обращении.
Теперь проволока FCAW-S диаметром 5/64 дюйма (2,0 мм) или проволока FCAW-G размером 1/16 дюйма (1,6 мм) часто лучше всего подходит для тех случаев, когда вам требуется проволока одного размера для сварки в нерабочем положении. и сварка в положении. Это позволяет достичь хороших скоростей наплавки при сварке в нерабочем положении, а затем при сварке в нерабочем положении увеличить скорость подачи проволоки и результирующие уровни тока и воспользоваться преимуществами более высокой скорости наплавки.
Пистолеты с двойной схемой и механизмы подачи проволоки с двойной схемой идеально подходят для использования в этом сценарии.
Том Майерс
Том Майерс — старший инженер по применению с 24-летним опытом работы в области процессов порошковой и электродуговой сварки в компании Lincoln Electric, 22800 Saint Clair Avenue, Cleveland, OH 44117-8542, 216-481-8100, www. lincolnelectric.com, [email protected]. Он работал техническим торговым представителем, менеджером по обучению корпоративных продаж и менеджером по образовательным услугам, отвечая за обучение технического отдела продаж Lincoln, многих клиентов и дистрибьюторов, а также за координацию образовательных программ и услуг, доступных для государственных и частных школ сварки.
lincolnelectric.com, [email protected]. Он работал техническим торговым представителем, менеджером по обучению корпоративных продаж и менеджером по образовательным услугам, отвечая за обучение технического отдела продаж Lincoln, многих клиентов и дистрибьюторов, а также за координацию образовательных программ и услуг, доступных для государственных и частных школ сварки.Руководство по типам и применению
Знаете ли вы, как правильно выбрать проволоку для своего сварочного проекта?
Сможете ли вы сделать это, не тратя 30 минут на поиск в Google?
Если вы новичок в сварке, велика вероятность, что вы ответили «нет» на оба вопроса — и это нормально.
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка металлическим электродом в среде инертного газа (MIG), является одним из самых популярных методов сварки среди начинающих. Но многие начинающие сварщики изо всех сил пытаются выбрать правильную проволоку для своих проектов.
Читайте дальше, чтобы узнать больше о различных типах проволоки для сварки MIG, их классификации, размерах и о том, как правильно выбрать проволоку для сварки MIG.
Типы проволоки для MIG
Существует два основных типа проволоки для MIG: сплошная проволока и порошковая проволока.
Сплошная проволока
Сварочные аппараты MIG используют «стандартную» сплошную проволоку, для которой требуется защитный газ для защиты сварочной ванны и предотвращения атмосферного загрязнения. Необходимый защитный газ зависит от свариваемого материала, хотя стандартными вариантами являются углекислый газ и 75% аргон.
Как правило, эти проволоки покрыты мягкой сталью с медным покрытием — отличный выбор для сварки тонких заготовок и таких материалов, как алюминий.
Сплошные проволоки для сварки MIG бывают разных диаметров и более доступны по цене, чем порошковые проволоки. Они создают хорошие, прочные сварные швы, образуя мало брызг и не образуя шлака, что делает сварку MIG аккуратным процессом.
Тем не менее, сплошная проволока может быть не лучшим вариантом для каждой задачи сварки, поскольку она плохо работает на открытом воздухе и не подходит для сварки чугуна и толстых заготовок.
Плюсы:
- Доступнее, чем порошковая проволока
- Минимальное разбрызгивание/меньшая потребность в очистке после сварки
- Улучшенный вариант проволоки для сварки тонких заготовок
- Отличный выбор для сварки алюминия
Минусы:
- Требуется защитный газ для защиты сварного шва
- Не лучший вариант провода для уличных условий
- Не подходит для сварки чугуна
- Не подходит для сварки грязных металлов
Размеры проволоки
Сварка MIG имеет несколько размеров проволоки, потому что вы не можете сваривать материалы разной толщины с помощью проволоки только одного размера.
Вместо этого вам нужно выбрать размер проволоки в соответствии с толщиной свариваемого металла.
Например, при сварке листового металла наиболее распространенными размерами проволоки являются 0,35 и 0,45 дюйма. Однако при сварке тонкой стали вам, вероятно, понадобится сплошная проволока MIG меньшего диаметра, 0,24 или 0,30 дюйма.
Ниже приведена полная таблица рекомендуемых размеров проволоки в зависимости от толщины свариваемого материала:
Классификация
Американское общество сварщиков предлагает систему классификации для различных сплошных проволок MIG, и каждая проволока имеет разные коды. Сплошные проволоки MIG классифицируются под кодом AWS A5.18.
Одна из наиболее распространенных проволок MIG для низкоуглеродистой стали имеет классификационный код ER70S-6, что означает следующее:
- ER: Электрический стержень
- 70: Это число представляет минимальную прочность на разрыв металла сварного шва, выраженную в фунтах на квадратный дюйм (PSI), умноженную на 1000
- S: Это означает, что рассматриваемая проволока одножильная
- 6: Этот номер, который иногда также содержит букву, представляет собой химические добавки внутри провода, которые могут повлиять на настройки полярности вашей машины. Для этой конкретной проволоки цифра 6 означает, что проволока содержит больше раскислителей, что позволяет сваривать ржавую или грязную сталь
 Для этой конкретной проволоки цифра 6 означает, что проволока содержит больше раскислителей, что позволяет сваривать ржавую или грязную сталь
Для этой конкретной проволоки цифра 6 означает, что проволока содержит больше раскислителей, что позволяет сваривать ржавую или грязную стальПроволока ER70S-6 часто используется со 100% углекислым газом или аргоном/углекислым газом 75/25.
Вот список других часто используемых сплошных проволок MIG:
- ER70S-3: Это еще одна проволока, в основном используемая для сварки низкоуглеродистой стали. Он содержит раскислители марганца и силикон и обычно используется со 100% углекислым газом или аргоном/углекислым газом 75/25.
- ER5056, ER5356, ER4043: Эти проволоки обычно используются при сварке алюминия. ER5056 — мягкая проволока с хорошей пластичностью; ER5356 немного жестче и имеет более высокую прочность на растяжение, в то время как ER4043 представляет собой сплошную проволоку MIG для всех положений.
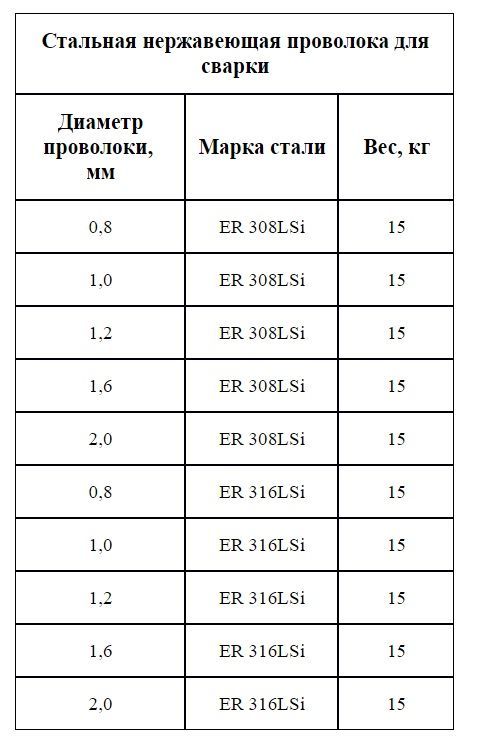
- ER308, ER316, ER308-L: Эти проволоки обычно используются для сварки нержавеющей стали. В проволоке ER308-L буква L означает низкоуглеродистую, что защищает от коррозии и повышает коррозионную стойкость.
 В проволоке ER308-L буква L означает низкоуглеродистую, что защищает от коррозии и повышает коррозионную стойкость.
В проволоке ER308-L буква L означает низкоуглеродистую, что защищает от коррозии и повышает коррозионную стойкость.Эти классификации также указывают тип сплава в сплошной проволоке MIG. Различные типы сплошных проволок MIG с различными сплавами расширяют возможности сварки и улучшают качество сварки в зависимости от свариваемого материала.
Настройки сварочного аппарата
Помимо выбора правильной проволоки для сварки MIG, для успешного выполнения сварки необходимо также настроить параметры сварочного аппарата.
В приведенной ниже таблице содержится вся необходимая информация о том, как настроить элементы управления на вашем сварочном оборудовании и какой тип газа использовать в зависимости от процесса сварки, который вы хотите выполнить.
Скорость напряжения может варьироваться в зависимости от нескольких параметров, в том числе:
- Скорость движения
- Приварной уголок
- Вылет
Покупка Solid Wire
Еще одна вещь, которую следует учитывать при покупке сплошной проволоки MIG, — это количество и размер рулонов. Если вы не знаете, как купить подходящую сплошную проволоку, выполните следующие действия:
Если вы не знаете, как купить подходящую сплошную проволоку, выполните следующие действия:
- Определите необходимый размер проволоки: Выберите размер проволоки в соответствии с толщиной свариваемого материала и установленной силой тока.
- Учитывайте материал, который вы будете сваривать: С помощью сварки MIG можно сваривать различные металлы. Вы должны учитывать материал при выборе проволоки, потому что материал будет влиять на толщину и состав проволоки, которая вам понадобится.
- Определите, важна ли прочность на растяжение: Некоторые проволоки для сварки MIG содержат сплавы, повышающие их прочность на растяжение. При покупке проволоки вы должны знать предел прочности на растяжение, чтобы убедиться, что она подходит для применения, для которого вы планируете ее использовать.
- Выберите размер катушки с проволокой: Промышленным сварщикам обычно требуются катушки с проволокой большего размера, в то время как непромышленным сварщикам требуются катушки меньшего размера.

Например, YesWelder предлагает ER706-S на 10-фунтовой катушке, а PGN предлагает ER706-6 на 11-фунтовой катушке.
Порошковая проволока
В отличие от сплошных проволок MIG, для которых требуется защитный газ, для порошковых проволок этого не требуется. Внутри этих проволок содержится флюс, который действует как защитный газ для сплошных проволок MIG и защищает сварочную ванну.
По этой причине многие называют сварку с флюсовой проволокой безгазовой сваркой MIG, хотя этот метод обычно называют дуговой сваркой с флюсовой проволокой (FCAW).
Поскольку для этих проводов не требуется бензобак, они обеспечивают лучшую мобильность и отлично подходят для сварки на открытом воздухе. Еще один важный момент, на который стоит обратить внимание, это то, что порошковые проволоки могут быть:
- Самозащита
- Двойное экранирование
Порошковая проволока более долговечна и гораздо лучше переносит ржавчину, краску и грязь, чем сплошная проволока MIG. Кроме того, они отлично подходят для сварки чугуна, стали и толстых заготовок, но не подходят для сварки алюминия и тонких заготовок.
Кроме того, они отлично подходят для сварки чугуна, стали и толстых заготовок, но не подходят для сварки алюминия и тонких заготовок.
Эта проволока дороже, чем обычная проволока MIG, но поскольку для них не требуется газовый баллон, общие затраты могут быть даже ниже, чем при обычной сварке MIG.
Плюсы:
- Бензобак не нужен
- Лучшая мобильность
- Устойчивость к ржавчине, краске и грязи
- Отлично подходит для сварки на открытом воздухе
- Отличный вариант для сварки чугуна, стали и толстых заготовок
Минусы:
- Эти провода дорогие
- Они производят больше брызг и шлака, чем сплошные проволоки MIG
- Не подходит для сварки алюминия и тонколистового проката
Размеры проволоки
Как и обычная сплошная проволока для сварки MIG, порошковая проволока бывает разных размеров. Не существует такой вещи, как проволока, подходящая для всех сварочных решений, поэтому подбирать проволоку нужно по нескольким параметрам, в том числе:
- Внешний вид сварного шва
- Место сварки
- Материал и его толщина
- Настройки сварочного аппарата
Порошковая проволока поставляется в нескольких стандартных размерах MIG, в том числе:
- 0,023 дюйма
- 0,030 дюйма
- 0,035 дюйма
- 0,045 дюйма
- 0,052 дюйма
- 1/6 дюйма
- 5/64 дюйма
- 3/32 дюйма
Классификация
Прежде чем мы перейдем к классификации порошковых проволок, вы должны знать, что существует несколько типов порошковых проволок с различными сплавами.
Особенность порошковой проволоки заключается в том, что в зависимости от свариваемого материала вам понадобится разная проволока, поэтому очень важно знать, из какого сплава состоит проволока и для какого материала вы можете ее использовать.
Американское общество сварщиков классифицирует порошковые проволоки из углеродистой стали под кодом AWS A5.20.
Их классификация немного отличается от классификации обычных проволок MIG, поэтому вместо ER, используемого для классификации проволок MIG, порошковые проволоки начинаются с буквы E, обозначающей электрод. Кроме того, вместо буквы S, используемой для сварки MIG, порошковая проволока имеет букву T (трубчатая проволока) или C (композитная проволока).
В качестве примера можно рассмотреть Э70С-6, порошковую проволоку общего назначения, что указывает на следующее:
- E: Электрод
- 7: Это число представляет собой предел прочности при растяжении, умноженный на 10 000
- 0: Этот номер представляет позицию сварки; в данном случае ноль означает, что данная порошковая проволока пригодна только для плоской и горизонтальной сварки
- C: Композитный провод
- 6: Так же, как и для сплошной проволоки MIG, этот номер обозначает химические добавки внутри проволоки и иногда может содержать букву
Вот список других часто используемых порошковых проволок:
- E71T-GS: Это однопроходная порошковая проволока для сварки низкоуглеродистой и оцинкованной стали. GS в этой классификации означает, что провод открыт для интерпретации производителем, а это означает, что вы всегда должны проверять информацию о нем
- E70T-6: Универсальная порошковая проволока для сварки в плоском или горизонтальном положении
- Э71Т-11: Это может быть однопроходная или многопроходная проволока, которая обычно используется при сварке встык или внахлест, даже в ветреную погоду
 GS в этой классификации означает, что провод открыт для интерпретации производителем, а это означает, что вы всегда должны проверять информацию о нем
GS в этой классификации означает, что провод открыт для интерпретации производителем, а это означает, что вы всегда должны проверять информацию о нем В строительстве одной из самых распространенных порошковых проволок является Lincoln Innershield 232 (NR-232), подпадающая под классификацию E71T-8.
В этой проволоке с флюсовой сердцевиной цифра 1 означает, что ее можно сваривать во всех положениях, а цифра 8 означает, что эта проволока имеет низкое содержание водорода.
Причина, по которой эта проволока с флюсовым сердечником так популярна, заключается в том, что она содержит конструктивные элементы, отвечающие сейсмическим требованиям Калифорнии, а также сейсмическим требованиям AWS D1. 8. Однако сейсмостойкость этой проволоки часто затрудняет работу с ней.
8. Однако сейсмостойкость этой проволоки часто затрудняет работу с ней.
Ниже вы можете увидеть таблицу с рабочими рекомендациями по использованию NR-232:
0,068 обозначает диаметр проволоки, а CTWD обозначает расстояние от контактного наконечника до рабочего расстояния, влияющее на величину тока, проходящего через соединение. Полярность должна быть DCEN, а раздел депозитной ставки позволяет рассчитать количество проводов, которое вам понадобится для конкретного проекта.
Двойное экранирование
Хотя существуют обычные порошковые проволоки, существуют также проволоки с двойным экраном. Они отличаются от обычных флюсовых проволок тем, что используют флюс из проволоки и дополнительный газ для защиты сварного шва.
Из-за этого большинство людей называют эти проволоки газозащитными, а этот процесс они называют сваркой порошковой проволокой с двойной защитой (FCAW-G).
В порошковых проволоках с двойной газовой защитой обычно используется 100% диоксид углерода или смесь диоксида углерода и аргона. Этими проволоками обычно легко управлять, и они обеспечивают чистые и аккуратные сварные швы.
Этими проволоками обычно легко управлять, и они обеспечивают чистые и аккуратные сварные швы.
Один из образцов порошковой проволоки с двойным экраном имеет классификацию E71T-1C JH8, что означает следующее:
- E: Электрод
- 7: Это число представляет собой предел прочности при растяжении, измеренный в PSI, умноженный на 10 000, что в данном случае составляет 70 000 PSI
- 1: Подходит для сварки во всех положениях
- T: Трубчатая проволока
- 1: Это спецификация, отражающая удобство использования провода (числа могут варьироваться от 1 до 14). В данной ситуации цифра 1 указывает на то, что проволока содержит кислотные химические добавки. Тем не менее, эта проволока имеет систему рутилового шлака, которая создает мало брызг и шлака и обеспечивает хорошую свариваемость
- C: Эта буква обозначает необходимый газ, которым в данном случае является двуокись углерода (если вы видите букву M, вам следует использовать смесь двуокиси углерода и аргона)
- JH8: Это дополнительные коды; J означает, что электрод имеет повышенную ударную вязкость; H8 означает максимальное количество диффундирующего водорода, которое может содержать этот провод
Покупка порошковой проволоки
Как и обычная проволока для сварки MIG, порошковая проволока выпускается в рулонах разного веса и размера.![]()
Как упоминалось выше, одной из самых популярных проволок с флюсовым сердечником является Lincoln Innershield 232 (NR-232), которая поставляется в катушках с проволокой разного размера весом до 50 фунтов.
В то время как большинство людей предпочитает меньшие размеры, покупка катушки с флюсовой проволокой весом 50 фунтов может быть выгодной, поскольку это дешевле, чем покупка нескольких катушек меньшего размера.
Другие популярные порошковые проволоки:
- Hobart h322108-R22 с 10-фунтовой катушкой
- Проволока Forney 42300 Flux Core Mig Wire с 2-фунтовой катушкой
- ARCCAPTAIN E71T-GS с 2-фунтовой шпулей
Часто задаваемые вопросы
Нужна ли мне другая проволока MIG для нержавеющей стали?
Для сварки нержавеющей стали вам следует искать проволоку MIG из нержавеющей стали, лучшими вариантами являются проволоки 309 и 316.
При сварке нержавеющей стали MIG не рекомендуется использовать обычную сплошную проволоку MIG, поскольку она, как правило, содержит мало углерода, а это означает, что она может легко ржаветь. Использование обычной проволоки может привести к ржавчине сварного шва, что не подходит для хороших сварных соединений, так как это может привести к их хрупкости и растрескиванию.
Использование обычной проволоки может привести к ржавчине сварного шва, что не подходит для хороших сварных соединений, так как это может привести к их хрупкости и растрескиванию.
Также не забудьте выбрать подходящий защитный газ, желательно с содержанием углекислого газа менее 5%.
Почему алюминиевую проволоку труднее подавать с помощью механизма подачи сварочной проволоки MIG?
Алюминиевую проволоку труднее подавать с помощью сварочного аппарата MIG, потому что она намного мягче стальной проволоки.
Некоторые из наиболее распространенных проблем с подачей алюминиевой проволоки:
Птичье гнездо
Прогары
Неустойчивая дуга
При покупке алюминиевой проволоки MIG старайтесь выбирать качественную проволоку с гладкой поверхностью. Кроме того, при настройке подачи проволоки необходимо соответствующим образом установить разрывное натяжение, чтобы предотвратить перематывание проволоки.
Однако вы можете использовать шпульный пистолет, чтобы облегчить подачу проволоки и сделать процесс сварки менее грязным, а сварные швы будут выглядеть более аккуратно.
Для чего используется проволока 0,6 MIG?
Проволока MIG диаметром 0,6 мм используется для сварки низкоуглеродистой стали. Как правило, эта проволока используется со 100% углекислым газом или смесью углекислого газа и аргона и подходит для материалов различной толщины, от 3/15 дюйма до 22 галлия.
Для чего используется проволока 0,8 MIG?
Проволока MIG диаметром 0,8 мм используется для сварки низкоуглеродистой стали с использованием 100% углекислого газа или смеси углекислого газа и аргона. Этот диаметр проволоки подходит для материалов различной толщины, от ⅜ дюйма до 22 галлия, в зависимости от типа проволоки, газа и расхода.
Должен ли я использовать сварочную проволоку .30 или .35?
Проволока диаметром 0,030 дюйма и 0,035 дюйма очень похожи, но каждая из них имеет характеристики, которые делают их подходящими для различных целей.
Прежде чем принять решение о том, какую из этих проволок следует использовать для следующего сварочного проекта, следует учесть следующие факторы:
Толщина материала
Возможности сварочного аппарата
Проволока диаметром 0,030 дюйма больше подходит для более тонких металлов и сварочных аппаратов. с меньшей силой тока, в то время как провод диаметром 0,035 дюйма лучше подходит для более толстых материалов и требует большей силы тока.
Резюме
Существует множество факторов, которые необходимо учитывать при выборе подходящей проволоки для сварки MIG.
Но со временем и практикой вы научитесь легко выбирать проволоку для сварки MIG. А пока я рекомендую сосредоточиться на наиболее распространенных классификациях удилищ, прежде чем пытаться изучить остальные.
Чтобы помочь вам в обучении, обратитесь к справочникам Американского общества сварщиков или посетите ближайшую местную библиотеку. Если вы работаете с опытными сварщиками, не бойтесь просить их о помощи.