| |||||||
Нарезание резьбы.
 | МеханикИнфо
| МеханикИнфоОсновные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается.
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
специальные таблицы и особенности резки
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.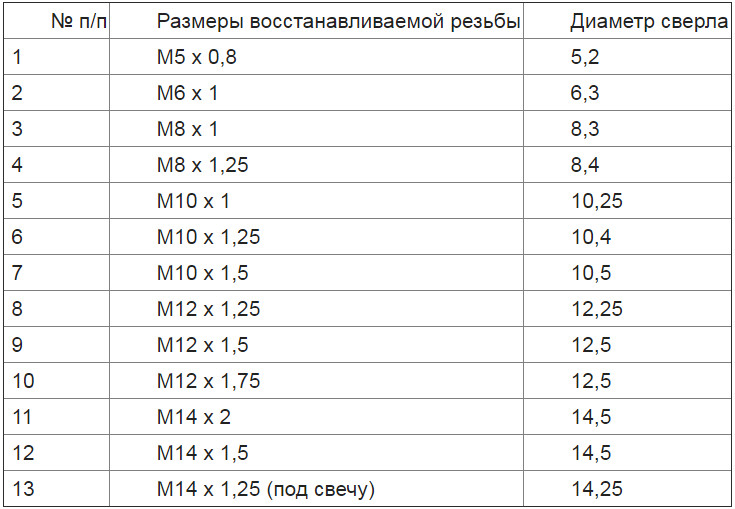
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Оцените статью: Поделитесь с друзьями!Диаметр сверла под резьбу: таблица
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Классификация резьб.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Виды сверл.
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Рисунок 1. Таблица подбора диаметра сверла под резьбу.
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Рекомендации по нарезанию резьбы
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
Устройство метчика для нарезания резьбы.
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия.
 В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу. - Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
 В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Рисунок 2. Нарезание резьбы метчиком.
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.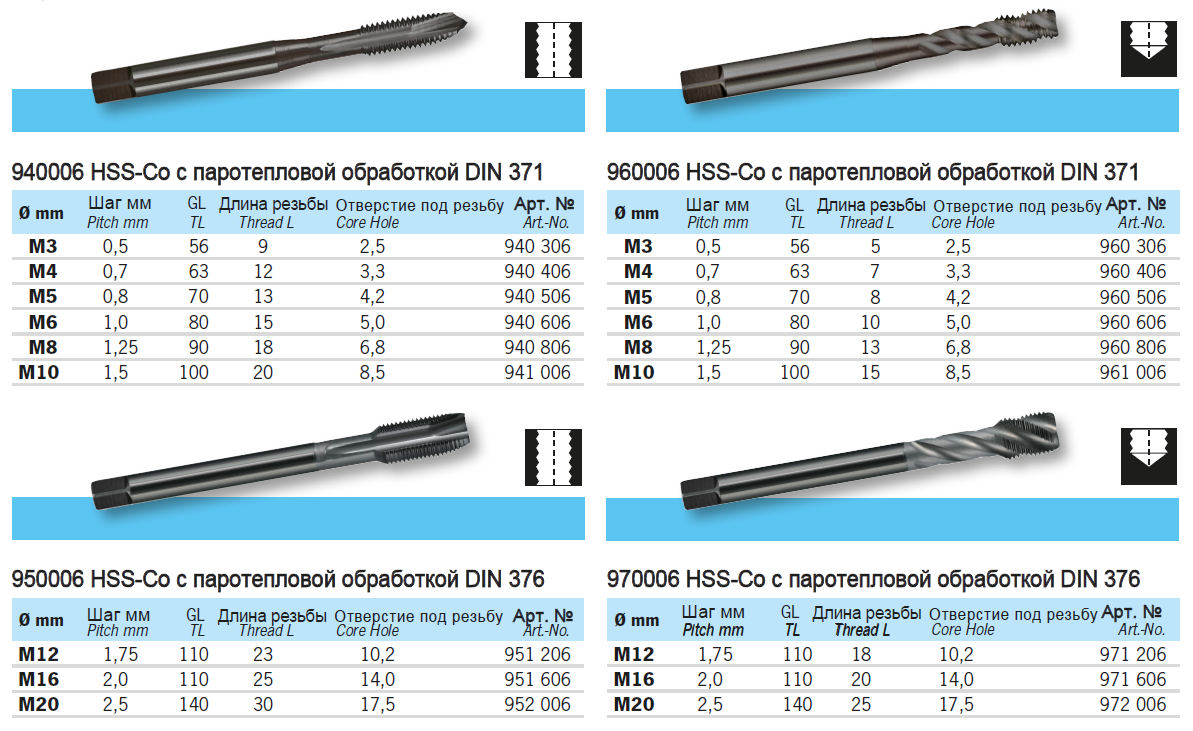
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
http:
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
http:
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
Выбор сверла для нарезания резьбы
Чтобы определить диаметр сверла под резьбу нужны таблицы. Они есть в этой статье, а также основные правила и особенности правильной нарезки.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0. 8 8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.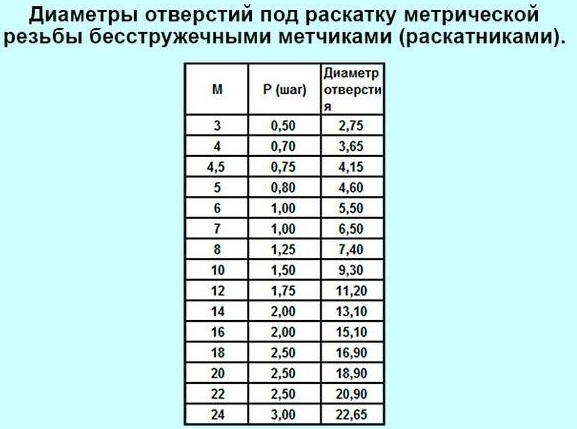 7 7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2. 5 5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0. 75 75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.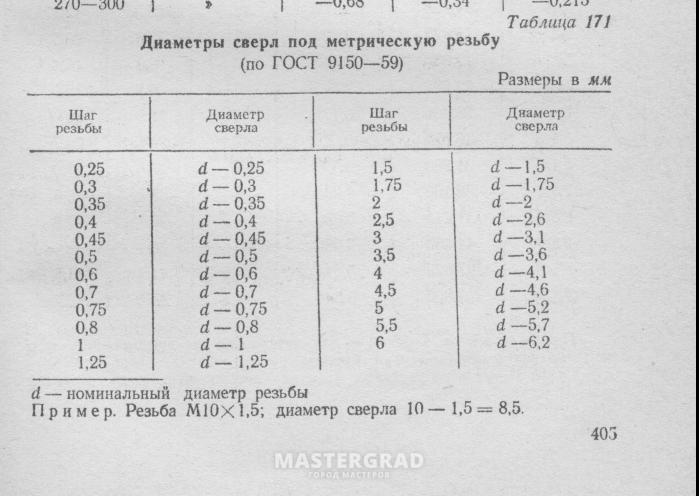 9 9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр – P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы 25.09.2020 10:46:01
Юрий Баринов
Спасибо! Вроди бы простая вещь, но всегда чешешь репу, когда нужна нормальная резьба. С одной стороны хочется поплотнее, с другой стороны метчик сломал – испортил деталь. его уже не выковыряешь от туда
26.01.2021 22:14:29
Игорь
Спасибо!
05.06.2020 07:30:38
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат – 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.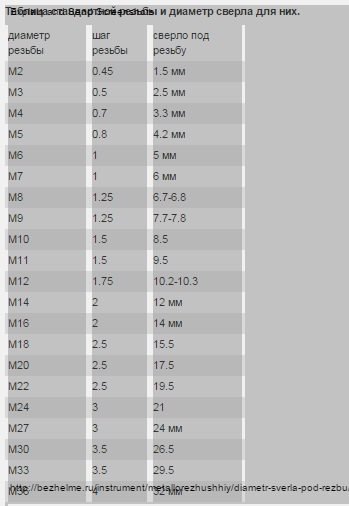
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
 Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок.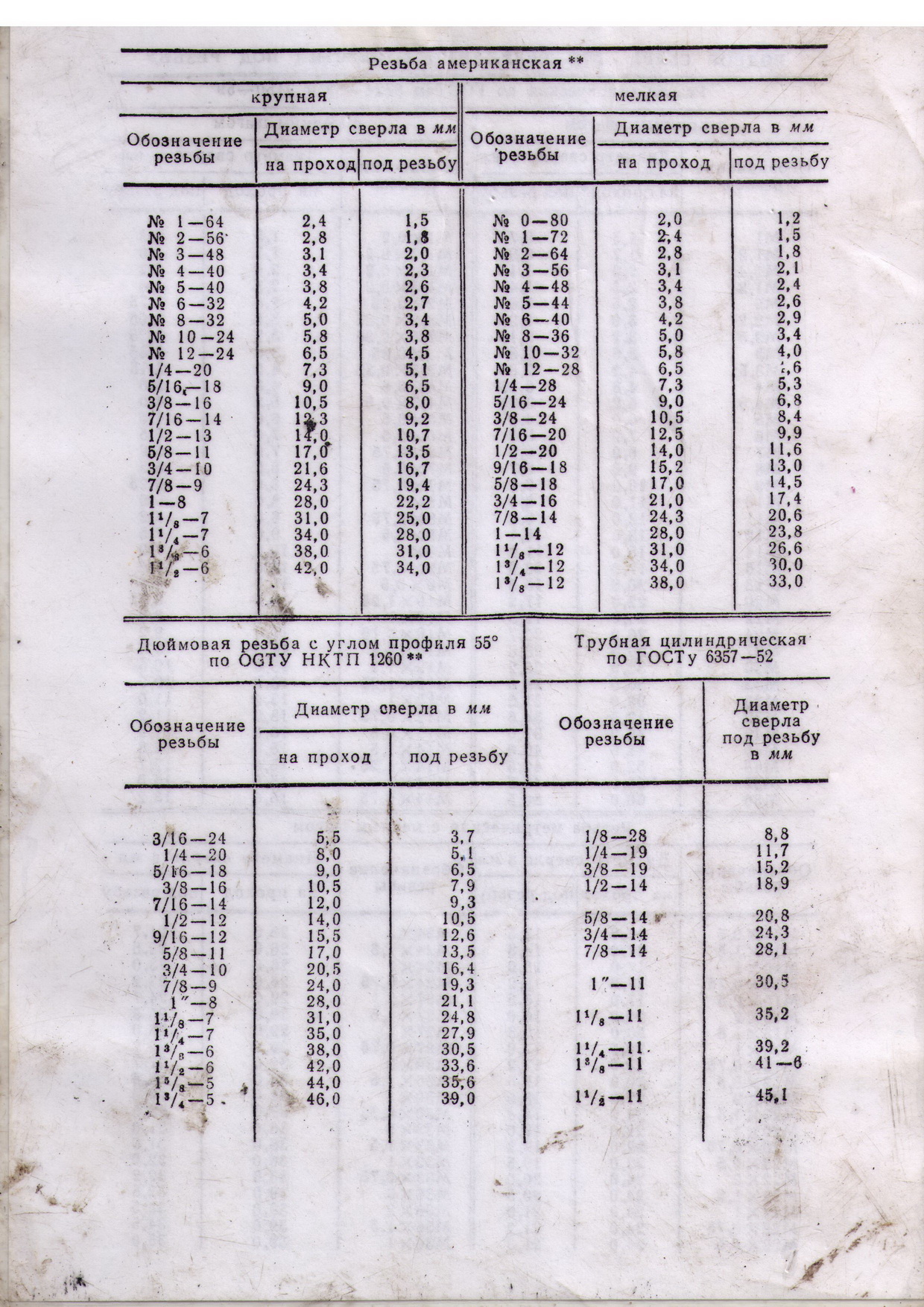 Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус. Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
- назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.
 Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.
- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Таблицы выбора диаметра сверла под резьбу
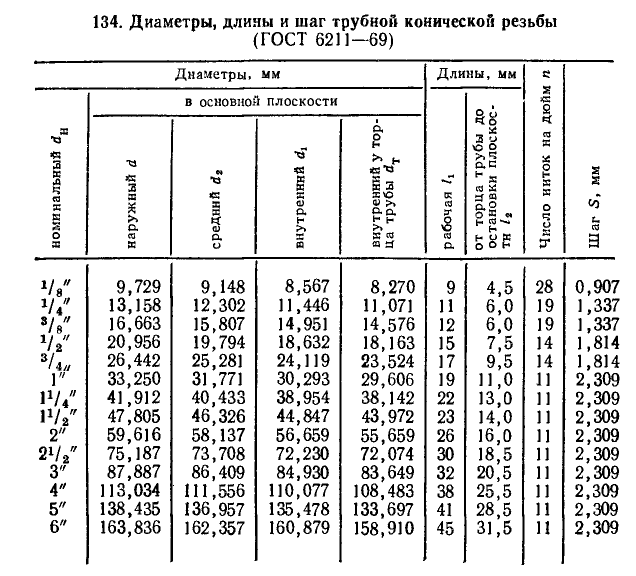
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.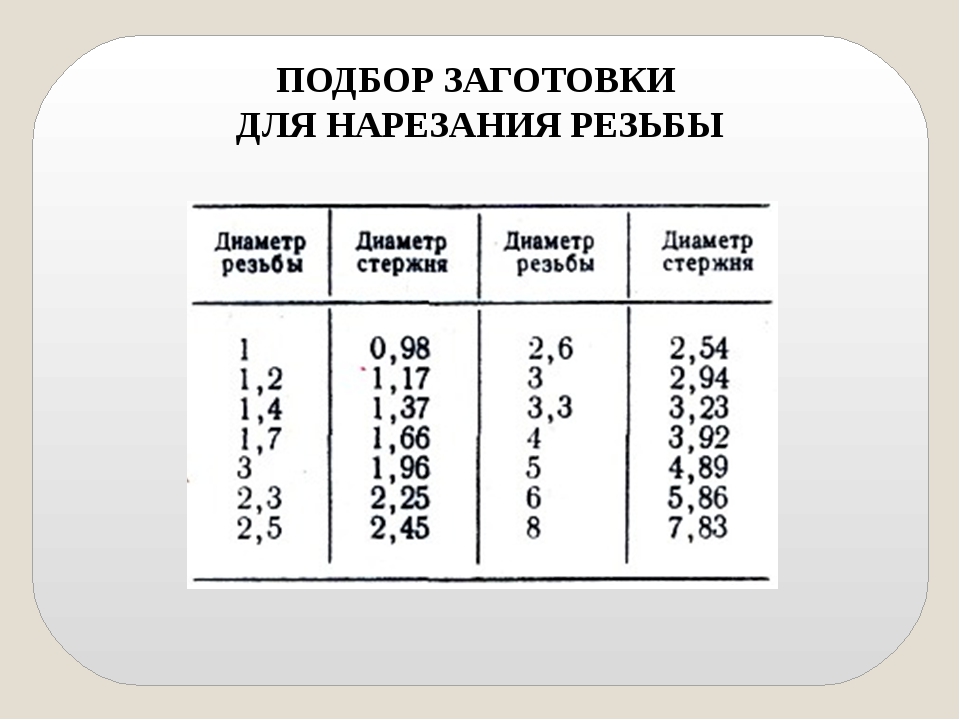
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
|---|---|---|---|---|---|---|---|
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | – | – |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | – | – |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | – | – |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | – | – |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | – | – |
| M16 | 2,0 | 13,5 | – | – | – | – | – |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | – | – |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | – | – |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | – | – |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | – | – |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Автор статьи
Эксперт по обработке металлов давлением
Оценка статьи:
(
1
оценок, среднее:
5,00
из 5)
Поиск записей с помощью фильтра:
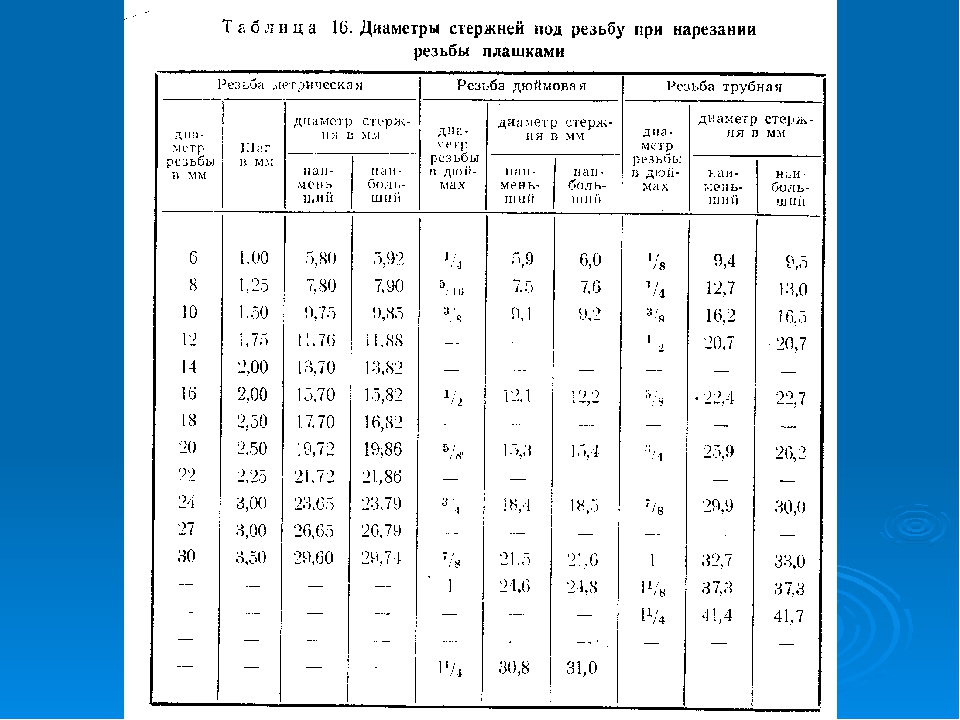
Таблица диаметров прута для наружной резьбы
Для заготовки нет строгого сечения, обычно предлагается диапазон.
| Спираль, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 |
| Шаг, мм | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,25 | 2,25 | 2,25 | 3 | 3 | 3,5 |
| Минимальное и максимальное сечение стержня, мм | 5,8 | 7,8 – 7,9 | 9,75 – 9,85 | 11,76 – 11,88 | 13,7 – 13,82 | 15,7 – 15,82 | 17,7– 17,82 | 19,82 – 19,86 | 21,72 – 21,86 | 23,65 – 23, 79 | 26,65 – 26,79 | 29,6 – 29,74 |
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
В статье мы рассказали про резьбовые сверла, привели таблицы. Будьте внимательны при выборе правильных размеров.
Метрические резьбы М5-М48. Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Вариант для печати.
|
|||||
Выбор диаметров сверл для сверления отверстий под резьбу
ДОМАШНИЙ СЛЕСАРЬ
Большое значение имеет правильный выбор диаметра отверстия, подготавливаемого для нарезания резьбы. Если диаметр будет больше, чем следует, то внутренняя резьба не будет иметь полного профиля. При меньшем диаметре отверстия вход метчика в него затруднен, что ведет либо к срыву ниток резьбы, либо к заклиниванию и поломке метчика. Следует иметь в виду, что при нарезании резьбы под действием усилия подачи и вращательного движения метчика металл заготовки не только режется, но и «течет» в направлении действия осевого усилия, т. е. частично выдавливается, причем в разной степени у различных материалов. Металлы твердые и хрупкие дают меньшие изменения величины отверстия при нарезании резьбы, чем металлы вязкие и мягкие. Если подготовить отверстие точно по размеру внутреннего диаметра резьбы, то выдавливаемый в процессе резания резьбы металл уменьшит диаметр отверстия, будет чрезмерно давить на зубья метчика, способствовать их усиленному нагреву и прилипанию частиц металла к зубьям. Резьба в этом случае получится низкого качества, с рваными нитками, а в ряде случаев возможно заклинивание метчика в отверстии и поломка инструмента. Особенно заметно это сказывается при нарезании резьбы в мягких и вязких материалах.
Для полной гарантии качественного изготовления резьбы и устранения возможности поломки режуще –
Рис. 117. Выбор размера отверстия для внутренней резьбы: а — размер отвкрстия под резьбу; 6 — глубина сверления для глухих отверстий |
Го инструмента диаметр отверстия под резьбу следует делать несколько большим, чем внутренний диаметр резьбы (рис. 117, а).
В практике слесарной обработки при выборе диаметров сверл для отверстий под резьбу следует пользоваться специальными таблицами. При отсутствии таблиц размер диаметра отверстия под резьбу можно приближенно вычислить по формуле
Я = с1 – 1.5Л,
Где £> — диаметр сверла в мм; с! — наружный диаметр резьбы в мм; А — глубина резьбы в мм (высота профиля).
Глухие отверстия под резьбу нужно сверлить несколько глубже, чем задано длиной резьбы. В этом случае необходимо учитывать величину сбега резьбы метчика (рис. 117, б).
Лестница для дома: как правильно выбрать?
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Как правильно уложить паркетную доску
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Ванная комната для ребенка. Сделать сказку своими руками
Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла. …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Таблица сверл для метчиков
Схема сверления для метчиковТАБЛИЦА МЕТЧИКОВ
РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ МЕХАНИЧЕСКИЕ СВЕРЛА ДЛЯ ГЛУБИНЫ РЕЗЬБЫ 75%
ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
* Эти размеры относятся к отводам свечей зажигания |
|
Нарезная резьба Char T 339
1 Нарезная резьба Drill CharTUNC Unified National Coarse Эта резьба формы была введена в 1948 году как попытка стандартизировать формы резьбы в США, Канаде и Великобритании.Профиль резьбы UNC такой же, как и для метрической резьбы, и описан в стандарте JIS B0206. Резьба описывается ее большим диаметром и числом витков на дюйм длины (TPI). Эта серия резьбы обычно используется при массовом производстве болтов, винтов и гаек. Он используется для нарезания резьбы в материалах с более низким пределом прочности (бронза, латунь, алюминий и пластмассы) для получения наилучшего сопротивления зачистке внутренней резьбы.
2 Также используется при быстрой сборке или разборке, а также при коррозии или незначительном повреждении Unified National Fine Эта резьба формы была введена в 1948 году как попытка стандартизировать формы резьбы в США, Канаде и Великобритании.Профиль резьбы UNF такой же, как и для метрической резьбы, и описан в стандарте JIS B0206. Резьба описывается ее большим диаметром и числом витков на дюйм длины (TPI). При использовании на внешней резьбе эта серия имеет большую площадь растягивающего напряжения, чем грубая резьба того же размера. Резьба тонкой серии будет сопротивляться отслаиванию лучше, чем резьба крупной резьбы в тех областях, где внешняя резьба и сопряженная внутренняя резьба METRIC Coarse и FineAngle резьбы равны 60.
3 Вершина плоская, а резьба имеет зазор в основании, позволяющий внешнюю и внутреннюю резьбу хорошо взаимодействовать.Увеличенный радиус основания и меньшая высота резьбы позволяют легко обрабатывать резьбу винта и увеличивать прочность винта. Наибольший диаметр внешней резьбы и шаг задаются простым числовым значением (чаще всего измеряется в миллиметрах). BSW British Standard Whitworth Эта резьба формы была разработана сэром Джозефом Уитвортом в 1841 году. и указан в BS84: 1956. Угол резьбы для BSW составляет 55, в отличие от 60 в метрической системе и стандарте Unified British Standard Fine. Эта резьба формы была основана на британском стандарте Whitworth (BSW), но имеет более тонкую резьбу (больше резьбы на дюйм для данного диаметра).
4 Резьба формы была впервые представлена в 1908 году и указана в BS84: 1956. При использовании на внешней резьбе эта серия имеет большую площадь растягивающего напряжения, чем грубая резьба того же размера. Резьба с мелкой последовательной резьбой будет сопротивляться отслаиванию лучше, чем резьба с крупной резьбой в тех областях, где внешняя и сопряженная внутренняя резьба подвергаются нагрузкам, равным или превышающим допустимую нагрузку винта или болта. Тонкая резьба также используется там, где длина зацепления ограничена или когда толщина стенки требует тонких (UNIFIED NATIONAL EXTRA FINE) СТЕКЛОВ ДЛЯ ИСПОЛЬЗОВАНИЯ РУЧНОГО КЛЮЧА ДЛЯ НАСТРОЙКИ МЕТАЛЛА ИЛИ ПЛАСТИКИ Надежная заготовка и Просверлите отверстие с правильным размером Нарезание метчика Просверлите , как показано на этой диаграмме.
5 Выберите подходящую смазку, см. Таблицу ниже. Закрепите метчик в гаечном ключе и вставьте метчик прямо в отверстие. Нажимайте вниз и поворачивайте по часовой стрелке (против часовой стрелки при использовании левого крана), пока не почувствуете сопротивление. После запуска метчик втягивается в заготовку, и давление вниз не требуется. Медленно ввинтите кран в отверстие, иногда отступая, когда кран становится трудно повернуть. При Нарезание резьбы глубоких отверстий рекомендуется периодически полностью вынимать метчик из отверстия и очищать от стружки.НИКОГДА НЕ ПРИСОЕДИНЯЙТЕСЬ к метчику – возможна поломка Метчики имеют шаг резьбы от шести до восьми ниток и используются в качестве стартового метчика в сложных или высокоточных отверстиях.
6 Этот метчик общего назначения разработан для использования в материалах со средней растяжимостью и предназначен для ручных метчиков с шагом резьбы от четырех до пяти и используются в большинстве приложений общего назначения для нарезания резьбы, соответствующей предварительно просверленному пилотному отверстию. Этот метчик общего назначения разработан для использования в материалах средней прочности и предназначен для ручных или обычных метчиков с шагом в две резьбы и используется для обеспечения минимального биения резьбы при нарезании метчика на дно глухого отверстия.Метчикам с дном обычно предшествует использование конических или промежуточных метчиков. Этот метчик общего назначения предназначен для использования в материалах средней прочности и предназначен для ручных или общих метчиков и метчиков МЕТРИЧЕСКОГО ХЛОСТА (IsO) МЕТРИЧЕСКОГО ИЗОБРАЖЕНИЯ (IsO) МЕТРИЧЕСКИЙ СПАРК (IsO) BsW (BRITIsh STANDARD WHITWORTH) Махиновые метчики. Обеспечивая точность информации в данном документе, Bordo International Pty Ltd не несет ответственности за любые убытки или ущерб, прямые или косвенные, возникшие в результате или в связи с использованием или применением указанной информации или продуктов, упомянутых в настоящем документе.
7 / цинкование (IsO) + + + + + (IsO) (BRITIsh STANDARD FINE) ПОДХОДЯЩИЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ Теле, латунь и бронза Среднее масло Алюминий Керосин Литье Железо Сухое или растворимое (UNIFIED NATIONAL FINE) Без крышки Нарезание резьбы глухих и сквозных отверстий с достаточным зазором для стружки. Изготовленный из сверхпрочной HSS-Co, в этом метчике современного дизайна используются прямые канавки, дополненные угловыми режущими поверхностями на острие, что обеспечивает чистоту резьбы.
8 Более мелкие канавки имеют более прочное поперечное сечение, что позволяет метчику выдерживать большее резание. Метчики с канавками используются в станке Нарезание резьбы во всех глухих отверстиях, особенно в мягких металлах, которые производят длинную волокнистую стружку, такую как алюминий, медь и магний. Изготовленный из сверхпрочной HSS-Co, этот метчик современной конструкции использует срезное действие, обеспечиваемое спиральными канавками, для вытягивания стружки из отверстия, что сводит к минимуму засорение стружкой, когда Врезание глубже (BRITIsh STANDARD PIpE g-sERIEs) (BRITIsh STANDARD PIpE TApER ) npT (НАЦИОНАЛЬНАЯ РЕЗЬБА НА ТРУБЕ) (DRYSEAL) npTF (DRYsEAL TApER) подвергаются нагрузкам, равным или превышающим допустимую нагрузку винта или болта.
9 Мелкая резьба также используется там, где длина зацепления ограничена или когда толщина стенки требует тонкой британской стандартной трубы BSPF (серия G) Эта серия представляет собой трубную резьбу, которая используется в основном для механического соединения. Угол резьбы в основном составляет 55, однако для метода США некоторые резьбы имеют угол 60. Он указан в соответствии с британским стандартом JIS и ISO. Конус трубы основан на резьбе Витворта формы – симметричной V-образной резьбе с углом 55. BSPT широко используется во всем мире для герметизации и соединения концов труб путем сопряжения внешней (наружной) и внутренней (внутренней) резьбы.
10 Диаметр резьбы увеличивается по длине резьбы, позволяя соединенным трубам образовывать уплотнение при затягивании, поскольку боковые поверхности резьбы сжимаются друг относительно друга. Конусность составляет 1:16, что означает, что на каждые 16 мм увеличения расстояния от конца диаметр увеличивается на 1 (конус сухого уплотнения) Топливо для конических труб National NPTF – это полусовместимый вариант NPT, предназначенный для обеспечения большей герметичности. герметизируйте без использования тефлоновой ленты или другого герметика. Резьба NPTF имеет ту же базовую форму, но с высотой гребня и корня, отрегулированной для посадки с натягом, что исключает утечку спирали. Национальная трубная резьба TaperedNPT – это стандарт США для конической резьбы, используемой для соединения труб и фитингов.
Размеры сверл для метчиков и зазоров
Размеры сверл для метчиков и зазоровРазмер сверла для метчика и зазора
| Винт | O.D. | Метчик | Плотная посадка | Свободная посадка | |||
| Размер / резьба | Десятичное | Размер * | Десятичное | Размер | Десятичное | Размер | Десятичное | 000-120 | 0.0340 “ | 71 | 0,0260″ | 65 | 0,0350 “ | 62 | 0,0380″ |
| 00-90 | 0,0440 | 65 | 0,0350 | 3/64 “ | 0,0469 | 55 | 0,0520 |
| 0-80 | 0,0600 | 3/64 дюйма (56) | 0,0469 | 52 | 0,0635 | 50 | 0,0700 |
| 1-72 | 0.0730 | 53 | 0,0595 | 48 | 0,0760 | 46 | 0,0810 |
| 2-56 | 0,0860 | 50 | 0,0700 | 43 | 0,0890 | 41 | 0,0960 |
| 3-48 | 0,099 | 47 | 0,0790 | 37 | 0,1040 | 36 | 0,1065 |
| 4-40 | 0.1120 | 43 | 0,0890 | 32 | 0,1160 | 30 | 0,1285 |
| 5-40 | 0,125 | 38 | 0,102 | 29 | 0,1360 | 28 (9/64) | 0,1405 |
| 6-32 | 0,1380 | 36 | 0,1065 | 27 | 0,1440 | 25 | 0,1495 |
| 8-32 | 0.1640 | 29 | 0,1360 | 18 (11/64) | 0,1695 | 16 | 0,1770 |
| 10-24 | 0,190 | 25 | 0,150 | 9 | 0,196 | 7 (13/64) | 0.2010 |
| 10-32 | 0,1900 | 21 | 0,1590 | 9 | 0,1960 | 7 (13/64) | 0.2010 |
| 1 / 4-20 | 0.2500 | 7 | 0.2010 | F | 0,2570 | H (17/64) | 0,2660 |
| 1 / 4-28 | 0,2500 | 3 | 0,2130 | F | 0,2570 | H (17/64) | 0,2660 |
| 5 / 16-18 | 0,3125 | F | 0,2570 | P | 0,3230 | Q | 0,3320 |
| 3 / 8-16 | 0.3750 | 5/16 “ | 0,3125 | W | 0,3860 | X | 0,3970 |
| 1 / 2-13 | 0,5000 | 27/64 “ | 0,4219 | 33/64″ | 0,5156 | 17/32 “ | 0,5312 |
Винты, резьбы, метчики и сверла | Более полезная информация | Техническая информация | Термоэлектрическое охлаждение | Охладители Пельтье
Основы
Сверла бывают трех размерных групп для США и Англии и одной метрической размерной группы.
Три группы размеров для США и Англии:
- Дробные размеры (например, 1/16 “, 1/8”, 1/4 “и т. Д.)
- Размеры букв (например, D, F, H и т. Д.)
- Калибр или количество проводов (например, 27, 44, 10 и т. Д.)
Группа размеров “Метрическая система” просто использует диаметр сверла в качестве обозначения. (например, 1,0 мм, 3,2 мм, 12,7 мм и т. д.)
Как пользоваться этими таблицами
Посмотрите вниз в крайнем левом столбце, чтобы найти размер винта, для которого вы будете нарезать отверстие или просверлить отверстие с зазором.Прочтите в той же строке, чтобы найти размер сверла для материала, в котором вы будете сверлить. Если вам нужно отверстие с зазором, прочитайте дальше, чтобы найти размер сверла для плотно прилегающего или неплотно прилегающего отверстия.
Пример:
Вы будете использовать крепежный винт 6-32. Глядя на первую таблицу «Таблица американского английского», смотрите вниз в крайний левый столбец под «Размер машинного винта», пока не дойдете до «6». Продолжайте в том же горизонтальном ряду. В следующем столбце указано “.1380 дюймов, что является максимальным диаметром винта №6. В 3-м столбце «Число резьб на дюйм» указано значение 32 или 40. Выберите «32», так как у вас винт 6-32. ряд и продолжайте движение вправо. «Малый диаметр» – это диаметр 6-32 от впадины для винтовой резьбы до желоба для винтовой резьбы. Теперь, чтобы нарезать резьбу, выберите либо «Алюминий, латунь и пластмассы» для более мягких материалов, либо «Нержавеющая сталь». Сталь, сталь и железо »для более твердых материалов в зависимости от того, какой у вас материал.Если вам не нужно нарезать метчик, а просто просверлить отверстие с зазором, выберите между «Плотная посадка» или «Свободная посадка». Для нарезания резьбы по алюминию размер сверла соответствует «36». Для отверстия с плотной посадкой с зазором размер сверла равен «27».
Перейти к следующим таблицам
Таблица на английском языке (США)
Метрическая таблица
Таблица трубной резьбы
Десятичные эквиваленты всех размеров сверл Таблица
На маленьких экранах прокрутите в сторону следующие таблицы.
| Стол для метчиков (США / английский) | |||||||||||
Размер крепежного винта | Число ниток на дюйм | Minor Dia. | Сверла для метчиков | Сверла для чистовых отверстий | |||||||
Алюминий, латунь и пластмассы 75% Резьба | Нержавеющая сталь, сталь и железо 50% Резьба | Все материалы | |||||||||
Плотно прилегание | Свободная посадка | ||||||||||
№или Dia. | Большой диам. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | ||
0 | .0600 | 80 | . 0447 | 3/64 | . 0469 | 55 | .0520 | 52 | .0635 | 50 | . 0700 |
1 | . 0730 | 64 | .0538 | 53 | .0595 | 1/16 | .0625 | 48 | . 0760 | 46 | .0810 |
| 72 | .0560 | 53 | .0595 | 52 | .0635 | ||||||
| 2 | .0860 | 56 | .0641 | 50 | 0,0700 | 49 | 0,0730 | 43 | .0890 | 41 | .0960 |
| 64 | 0,0668 | 50 | 0,0700 | 48 | .0760 | ||||||
| 3 | . 0990 | 48 | .0734 | 47 | .0785 | 44 | .0860 | 37 | . 1040 | 35 | .1100 |
| 56 | .0771 | 45 | .0820 | 43 | .0890 | ||||||
| 4 | .1120 | 40 | 0,0813 | 43 | .0890 | 41 | .0960 | 32 | .1160 | 30 | .1285 |
| 48 | 0,0864 | 42 | 0,0935 | 40 | 0,0980 | ||||||
| 5 | . 1250 | 40 | .0943 | 38 | . 1015 | 7/64 | . 1094 | 30 | .1285 | 29 | . 1360 |
| 44 | .0971 | 37 | . 1040 | 35 | .1100 | ||||||
| 6 | . 1380 | 32 | 0,0997 | 36 | . 1065 | 32 | .1160 | 27 | . 1440 | 25 | . 1495 |
| 40 | . 1073 | 33 | . 1130 | 31 | .1200 | ||||||
| 8 | ,1640 | 32 | .1257 | 29 | . 1360 | 27 | . 1440 | 18 | ,1695 | 16 | . 1770 |
| 36 | . 1299 | 29 | . 1360 | 26 | . 1470 | ||||||
| 10 | .1900 | 24 | . 1389 | 25 | . 1495 | 20 | .1610 | 9 | . 1960 | 7 | . 2010 |
| 32 | . 1517 | 21 | . 1590 | 18 | ,1695 | ||||||
| 12 | ,2160 | 24 | ,1649 | 16 | .1770 | 12 | . 1890 | 2 | . 2210 | 1 | . 2280 |
| 28 | . 1722 | 14 | . 1820 | 10 | . 1935 | ||||||
| 32 | . 1777 | 13 | . 1850 | 9 | .1960 | ||||||
| 1/4 | .2500 | 20 | . 1887 | 7 | .2010 | 7/32 | .2188 | F | . 2570 | H | . 2660 |
| 28 | . 2062 | 3 | ,2130 | 1 | . 2280 | ||||||
| 32 | .2117 | 7/32 | ,2188 | 1 | .2280 | ||||||
| 5/16 | .3125 | 18 | . 2443 | F | 0,2570 | Дж | 0,2770 | -P | . 3230 | Q | ,3320 |
| 24 | 0,2614 | I | 0,2720 | 9/32 | 0,2812 | ||||||
| 32 | .2742 | 9/32 | 0,2812 | л | . 2900 | ||||||
| 3/8 | 0,3750 | 16 | ,2983 | 5/16 | .3125 | Q | ,3320 | Вт | ,3860 | х | .3970 |
| 24 | . 3239 | Q | ,3320 | S | .3480 | ||||||
| 32 | .3367 | 11/32 | . 3438 | Т | ,3580 | ||||||
| 7/16 | . 4375 | 14 | . 3499 | U | ,3680 | 25/64 | .3906 | 29/64 | . 4531 | 15/32 | . 4687 |
| 20 | .3762 | 25/64 | .3906 | 13/32 | . 4062 | ||||||
| 28 | .3937 | Y | .4040 | Z | .4130 | ||||||
| 1/2 | .5000 | 13 | . 4056 | 27/64 | ,4219 | 29/64 | . 4531 | 33/64 | .5156 | 17/32 | . 5312 |
| 20 | ,4387 | 29/64 | . 4531 | 15/32 | . 4688 | ||||||
| 28 | . 4562 | 15/32 | ,4688 | 15/32 | . 4688 | ||||||
| 9/16 | . 5625 | 12 | . 4603 | 31/64 | .4844 | 33/64 | . 5156 | 37/64 | . 5781 | 19/32 | .5938 |
| 18 | .4943 | 33/64 | . 5156 | 17/32 | .5312 | ||||||
| 24 | . 5114 | 33/64 | . 5156 | 17/32 | . 5312 | ||||||
| 5/8 | .6250 | 11 | . 5135 | 17/32 | . 5312 | 9/16 | . 5625 | 41/64 | . 6406 | 21/32 | .6562 |
| 18 | 0,568 | 37/64 | . 5781 | 19/32 | .5938 | ||||||
| 24 | . 5739 | 37/64 | .5781 | 19/32 | .5938 | ||||||
| 11/16 | .6875 | 24 | .6364 | 41/64 | .6406 | 21/32 | .6562 | 45/64 | .7031 | 23/32 | .6562 |
| 3/4 | .7500 | 10 | . 6273 | 21/32 | .6562 | 16/11 | .6875 | 49/64 | . 7656 | 25/32 | 0,7812 |
| 16 | .6733 | 16/11 | .6875 | 45/64 | .7031 | ||||||
| 20 | .6887 | 45/64 | .7031 | 23/32 | ,7188 | ||||||
| 13/16 | .8125 | 20 | .7512 | 49/64 | . 7656 | 25/32 | 0,7812 | 53/64 | .8281 | 27/32 | .8438 |
| 7/8 | .8750 | 9 | . 7387 | 49/64 | . 7656 | 51/64 | .7969 | 57/64 | .8906 | 29/32 | .9062 |
| 14 | . 7874 | 13/16 | . 8125 | 53/64 | . 8281 | ||||||
| 20 | . 8137 | 53/64 | . 8281 | 27/32 | .8438 | ||||||
| 15/16 | .9375 | 20 | .8762 | 57/64 | .8906 | 29/32 | .9062 | 61/64 | . 9531 | 31/32 | . 9688 |
| 1 | 1.000 | 8 | .8466 | 7/8 | .8750 | 59/64 | 0,9219 | 1-1 / 64 | 1.0156 | 1-1 / 32 | 1.0313 |
| 12 | .8978 | 15/16 | 0,9375 | 61/64 | . 9531 | ||||||
| 20 | . 9387 | 61/64 | . 9531 | 31/32 | . 9688 | ||||||
| 1–1 / 16 | 1.0625 | 18 | .9943 | 1.000 | 1.000 | 1-1 / 64 | 1.0156 | 1-5 / 64 | 1.0781 | 1-3 / 32 | 1.0938 |
| 1-1 / 8 | 1,1250 | 7 | . 9497 | 63/64 | .9844 | 1-1 / 32 | 1.0313 | 1-9 / 64 | 1,1406 | 1-5 / 32 | 1,1562 |
| 12 | 1.0228 | 1-3 / 64 | 1,0469 | 1-5 / 64 | 1.0781 | ||||||
| 18 | 1,0568 | 1-1 / 16 | 1.0625 | 1-5 / 64 | 1.0781 | ||||||
| 1-3 / 16 | 1,1875 | 18 | 1,1193 | 1–1 / 8 | 1,1250 | 1-9 / 64 | 1,1406 | 1-13 / 64 | 1,2031 | 1-7 / 32 | 1,2188 |
| 1-1 / 4 | 1.2500 | 7 | 1,0747 | 1-7 / 64 | 1,1094 | 1-5 / 32 | 1,1562 | 1-17 / 64 | 1,2656 | 1-9 / 32 | 1,2812 |
| 12 | 1,1478 | 1-11 / 64 | 1,1719 | 1-13 / 64 | 1,2031 | ||||||
| 18 | 1,1818 | 1-3 / 16 | 1.1875 | 1-13 / 64 | 1,2031 | ||||||
| 1-5 / 16 | 1,3125 | 18 | 1,2443 | 1–1 / 4 | 1,2500 | 1–17 / 64 | 1,2656 | 1-21 / 64 | 1,3281 | 1-11 / 32 | 1,3438 |
| 1-3 / 8 | 1,3750 | 6 | 1,1705 | 1-7 / 32 | 1.2187 | 1-17 / 64 | 1,2656 | 1-25 / 64 | 1,3906 | 1-13 / 32 | 1,4062 |
| 12 | 1,2728 | 1-19 / 64 | 1,2969 | 1-21 / 64 | 1,3281 | ||||||
| 18 | 1,3068 | 1-5 / 16 | 1,3125 | 1-21 / 64 | 1,3281 | ||||||
| 1-7 / 16 | 1.4375 | 18 | 1,3693 | 1-3 / 8 | 1,3750 | 1-25 / 64 | 1,3906 | 1-29 / 64 | 1.4531 | 1-15 / 32 | 1,4688 |
| 1-1 / 2 | 1,500 | 6 | 1,2955 | 1-11 / 32 | 1,3437 | 1-25 / 64 | 1,3906 | 1-33 / 64 | 1.5156 | 1-17 / 32 | 1,5312 |
| 12 | 1,3978 | 1-27 / 64 | 1,4219 | 1-7 / 16 | 1.4375 | ||||||
| 18 | 1.4318 | 1-7 / 16 | 1.4375 | 1-29 / 64 | 1.4531 | ||||||
| 1-9 / 16 | 1,5625 | 18 | 1.4943 | 1-12 | 1,500 | 1-33 / 64 | 1,5156 | 1-37 / 64 | 1,5781 | 1-19 / 32 | 1,5938 |
| 1-5 / 8 | 1,625 | 18 | 1,5568 | 1-9 / 16 | 1,5625 | 1-37 / 64 | 1,5781 | 1-41 / 64 | 1,6406 | 1-21 / 32 | 1.6562 |
| 1-11 / 16 | 1,6875 | 18 | 1,6193 | 1-5 / 8 | 1.6250 | 1-41 / 64 | 1,6406 | 1-45 / 64 | 1,7031 | 1-23 / 32 | 1,7188 |
| 1-3 / 4 | 1,750 | 5 | 1,5046 | 1-9 / 16 | 1,5625 | 1-5 / 8 | 1.6250 | 1-49 / 64 | 1,7659 | 1-25 / 32 | 1.7812 |
На маленьких экранах прокрутите в сторону следующие таблицы.
| Стол для метчиков и метчиков | ||||||
| Размер смесителя | Major Диаметр (мм) | Резьба на мм | Сверло для метчика (мм) | Сверло для метчика (дюйм) | Клиренс (мм) | Зазор (дюйм) |
| М1.6×0,35 | 1,6 | 0,35 | 1,25 | 55 | 1,8 | 49 |
| M2x0,4 | 2,0 | 0,40 | 1,60 | 52 | 2,4 | 41 |
| M2,5×0,45 | 2,5 | 0,45 | 2,05 | 46 | 2,9 | 32 |
| M3x.05 | 3,0 | 0,50 | 2,50 | 39 | 3,4 | 29 |
| M3,5×0,6 | 3,5 | 0,60 | 2,90 | 32 | 3,9 | 23 |
| M4x0,7 | 4,0 | 0,70 | 3,30 | 30 | 4,5 | 16 |
| M5x0.8 | 5,0 | 0,80 | 4,20 | 19 | 5,5 | 7/32 |
| M6x1 | 6,0 | 1,00 | 5,0 | 8 | 6,6 | G |
| M8x1,25 | 8,0 | 1,25 | 6,8 | H | 9,0 | Т |
| M8x1 | 8.0 | 1,00 | 7,0 | Дж | 9,0 | т |
| M10x1,5 | 10,0 | 1,50 | 8,5 | R | 12,0 | 31/64 |
| M10x1,25 | 10,0 | 1,25 | 8,8 | 11/32 | 12,0 | 31/64 |
| M12x1.75 | 12,0 | 1,75 | 10,2 | 13/32 | 14,0 | 35/64 |
| M12x1,25 | 12,0 | 1,25 | 10,8 | 27/64 | 14,0 | 35/64 |
| M14x2 | 14,0 | 2,00 | 12,0 | 15/32 | 16,0 | 5/8 |
| M14x1.5 | 14,0 | 1,5 | 12,5 | 1/2 | 16,0 | 5/8 |
| M16x2 | 16,0 | 2,00 | 14,0 | 35/64 | 18,0 | 45/64 |
| M16x1,5 | 16,0 | 1,50 | 14,5 | 37/64 | 18,0 | 45/64 |
| M18x2.5 | 18,0 | 2,50 | 15,5 | 39/64 | 20,0 | 51/64 |
| M18x1,5 | 18,0 | 1,50 | 16,5 | 21/32 | 20,0 | 51/64 |
| M20x2,5 | 20,0 | 2,50 | 17,5 | 16/11 | 22,0 | 7/8 |
| M20x1.5 | 20,0 | 1,50 | 18,5 | 47/64 | 22,0 | 7/8 |
| M22x2,5 | 22,0 | 2,50 | 19,5 | 49/64 | 25,0 | 1 |
| M22x1,5 | 22,0 | 1,50 | 20,5 | 13/16 | 25,0 | 1 |
| M24x3 | 24.0 | 3,00 | 21,0 | 53/64 | 27,0 | 1-5 / 64 |
| M24x2 | 24,0 | 2,00 | 22,0 | 7/8 | 27,0 | 1-5 / 64 |
| M27x3 | 27,0 | 3,00 | 24,0 | 15/16 | 30,0 | 1-3 / 16 |
| M27x2 | 27.0 | 2,0 | 25,0 | 1 | 30,0 | 1-3 / 16 |
На маленьких экранах прокрутите в сторону следующие таблицы.
| Стол для сверления метчиков с трубной резьбой | |||||
| – | Американский стандарт | Британский стандарт | |||
| Номинальный OD | Резьба на дюйм | NPT | НПС | Резьба на дюйм | Размер сверла |
| 1/16 | 27 | D | 1/4 | 28 | G |
| 1/8 | 27 | R | S | 28 | 11/32 |
| 1/4 | 18 | 7/16 | 29/64 | 19 | 15/32 |
| 3/8 | 18 | 37/64 | 19/32 | 19 | 39/64 |
| 1/2 | 14 | 23/32 | 47/64 | 14 | 3/4 |
| 5/8 | – | – | – | 14 | 53/64 |
| 3/4 | 14 | 59/64 | 15/16 | 14 | 31/32 |
| 7/8 | – | – | – | 14 | 1-7 / 64 |
| 1 | 11.5 | 1-5 / 32 | 1-3 / 16 | 11 | 1-7 / 32 |
На маленьких экранах прокрутите в сторону следующие таблицы.
| Десятичные эквиваленты сверл размером до 1-1 / 4 дюйма (31,75 мм) | |||
|---|---|---|---|
| Дробное Размер сверла (дюймы) | Десятичный Эквивалент (дюймы) | Wire и Letter Drill Размеры | мм Сверло Размеры |
| .0059 | 97 | ,15 | |
| .0063 | 96 | ,16 | |
| .0067 | 95 | ,17 | |
| .0071 | 94 | ,18 | |
| .0075 | 93 | ,19 | |
| .0079 | 92 | ,20 | |
| .0083 | 91 | ,21 | |
| .0087 | 90 | ,22 | |
| .0091 | 89 | ,23 | |
| .0094 | ,24 | ||
| .0095 | 88 | ||
| .0098 | 0,25 | ||
| .0100 | 87 | ||
| .0102 | ,26 | ||
| .0105 | 86 | ||
| .0106 | ,27 | ||
| 0,0110 | 85 | ,28 | |
| .0114 | ,29 | ||
| .0115 | 84 | ||
| .0118 | .30 | ||
| .0120 | 83 | ||
| .0125 | 82 | ||
| .0126 | ,32 | ||
| . 0130 | 81 | ||
| .0134 | ,34 | ||
| .0135 | 80 | ||
| .0138 | ,35 | ||
| .0142 | ,36 | ||
| .0145 | 79 | ||
| .0150 | ,38 | ||
| 1/64 | .0156 | ||
| .0157 | .40 | ||
| . 0160 | 78 | ||
| .0165 | .42 | ||
| .0173 | ,44 | ||
| .0177 | .45 | ||
| 0,0180 | 77 | ||
| .0181 | ,46 | ||
| .0189 | ,48 | ||
| .0197 | .50 | ||
| .0200 | 76 | ||
| .0210 | 75 | ||
| 0,0217 | ,55 | ||
| 0,0225 | 74 | ||
| .0236 | 0,60 | ||
| .0240 | 73 | ||
| 0,0250 | 72 | ||
| .0256 | 0,65 | ||
| .0260 | 71 | ||
| 0,0276 | 0,70 | ||
| .0280 | 70 | ||
| 0,0292 | 69 | ||
| .0295 | ,75 | ||
| .0310 | 68 | ||
| 1/32 | 0,0312 | ||
| .0315 | 0,80 | ||
| 0,0320 | 67 | ||
| .0330 | 66 | ||
| .0335 | ,85 | ||
| 0,0350 | 65 | ||
| .0354 | 0,90 | ||
| .0360 | 64 | ||
| .0370 | 63 | ||
| .0374 | 0,95 | ||
| .0380 | 62 | ||
| .0390 | 61 | ||
| 0,0394 | 1,00 | ||
| 0,0400 | 60 | ||
| .0410 | 59 | ||
| .0413 | 1,05 | ||
| .0420 | 58 | ||
| .0430 | 57 | ||
| .0433 | 1,10 | ||
| .0453 | 1,15 | ||
| .0465 | 56 | ||
| 3/64 | .0469 | ||
| .0472 | 1,20 | ||
| 0,0492 | 1,25 | ||
| 0,0512 | 1,30 | ||
| .0520 | 55 | ||
| .0531 | 1,35 | ||
| .0550 | 54 | ||
| .0551 | 1,40 | ||
| .0571 | 1,45 | ||
| .0591 | 1,50 | ||
| .0595 | 53 | ||
| .0610 | 1,55 | ||
| 1/16 | .0625 | ||
| .0630 | 1,60 | ||
| .0635 | 52 | ||
| .0650 | 1,65 | ||
| .0669 | 1,70 | ||
| .0670 | 51 | ||
| 0,0689 | 1,75 | ||
| 0,0700 | 50 | ||
| .0709 | 1,80 | ||
| 0,0728 | 1,85 | ||
| .0730 | 49 | ||
| .0748 | 1,90 | ||
| .0760 | 48 | ||
| .0768 | 1,95 | ||
| 5/64 | .0781 | ||
| .0785 | 47 | ||
| .0787 | 2,00 | ||
| .0807 | 2,05 | ||
| .0810 | 46 | ||
| 0,0820 | 45 | ||
| .0827 | 2,10 | ||
| .0846 | 2,15 | ||
| .0860 | 44 | ||
| .0866 | 2,20 | ||
| .0886 | 2,25 | ||
| .0890 | 43 | ||
| .0906 | 2,30 | ||
| 0,0925 | 2,35 | ||
| .0935 | 42 | ||
| 3/32 | .0938 | ||
| .0945 | 2,40 | ||
| .0960 | 41 | ||
| .0965 | 2,45 | ||
| .0980 | 40 | ||
| .0984 | 2,50 | ||
| . 0995 | 39 | ||
| . 1015 | 38 | ||
| . 1024 | 2,60 | ||
| .1040 | 37 | ||
| . 1063 | 2,70 | ||
| . 1065 | 36 | ||
| . 1083 | 2,75 | ||
| 7/64 | . 1094 | ||
| .1100 | 35 | ||
| .1102 | 2,80 | ||
| . 1110 | 34 | ||
| . 1130 | 33 | ||
| . 1142 | 2,90 | ||
| .1160 | 32 | ||
| . 1181 | 3,00 | ||
| .1200 | 31 | ||
| . 1220 | 3,10 | ||
| 1/8 | . 1250 | ||
| .1260 | 3,20 | ||
| .1280 | 3,25 | ||
| .1285 | 30 | ||
| . 1299 | 3,30 | ||
| . 1339 | 3,40 | ||
| .1360 | 29 | ||
| ,1378 | 3,50 | ||
| .1405 | 28 | ||
| 9/64 | .1406 | ||
| . 1417 | 3,60 | ||
| .1440 | 27 | ||
| . 1457 | 3,70 | ||
| . 1470 | 26 | ||
| . 1476 | 3,75 | ||
| . 1495 | 25 | ||
| .1496 | 3,80 | ||
| ,1520 | 24 | ||
| . 1535 | 3,90 | ||
| . 1540 | 23 | ||
| 5/32 | . 1562 | ||
| .1570 | 22 | ||
| . 1575 | 4,00 | ||
| . 1590 | 21 | ||
| .1610 | 20 | ||
| ,1614 | 4,10 | ||
| .1654 | 4,20 | ||
| ,1660 | 19 | ||
| . 1673 | 4,25 | ||
| ,1693 | 4,30 | ||
| . 1695 | 18 | ||
| 11/64 | .1719 | ||
| . 1730 | 17 | ||
| . 1732 | 4,40 | ||
| . 1770 | 16 | ||
| . 1772 | 4,50 | ||
| .1800 | 15 | ||
| . 1811 | 4,60 | ||
| . 1820 | 14 | ||
| . 1850 | 13 | 4,70 | |
| . 1870 | 4,75 | ||
| 3/16 | .1875 | ||
| . 1890 | 12 | 4,80 | |
| .1910 | 11 | ||
| . 1929 | 4,90 | ||
| . 1935 | 10 | ||
| .1960 | 9 | ||
| . 1969 | 5,00 | ||
| .1990 | 8 | ||
| .2008 | 5,10 | ||
| .2010 | 7 | ||
| 13/64 | .2031 | ||
| . 2040 | 6 | ||
| . 2047 | 5,20 | ||
| . 2055 | 5 | ||
| . 2067 | 5,25 | ||
| .2087 | 5,30 | ||
| . 2090 | 4 | ||
| .2126 | 5,40 | ||
| ,2130 | 3 | ||
| .2165 | 5,50 | ||
| 7/32 | .2188 | ||
| . 2205 | 5.60 | ||
| .2210 | 2 | ||
| ,2244 | 5,70 | ||
| . 2264 | 5,75 | ||
| .2280 | 1 | ||
| . 2283 | 5,80 | ||
| .2323 | 5,90 | ||
| . 2340 | А | ||
| 15/64 | ,2344 | ||
| .2362 | 6,00 | ||
| . 2380 | B | ||
| . 2402 | 6,10 | ||
| . 2420 | С | ||
| . 2441 | 6,20 | ||
| .2460 | D | ||
| . 2461 | 6,25 | ||
| . 2480 | 6,30 | ||
| 1/4 | 0,2500 | E | 6,35 |
| 0,2520 | 6.40 | ||
| .2559 | 6,50 | ||
| 0,2570 | F | ||
| . 2598 | 6,60 | ||
| 0,26 10 | G | ||
| ,2638 | 6,70 | ||
| 17/64 | .2656 | ||
| .2657 | 6,75 | ||
| 0,2660 | H | ||
| ,2677 | 6,80 | ||
| 0,2717 | 6,90 | ||
| .2720 | I | ||
| ,2756 | 7,00 | ||
| 0,2770 | Дж | ||
| 0,2795 | 7,10 | ||
| ,2810 | К | ||
| 9/32 | .2812 | ||
| ,2835 | 7,20 | ||
| . 2854 | 7,25 | ||
| . 2874 | 7,30 | ||
| . 2900 | л | ||
| .2913 | 7,40 | ||
| ,2950 | M | ||
| ,2953 | 7,50 | ||
| 19/64 | 0,2969 | ||
| .2992 | 7,60 | ||
| .3020 | N | ||
| .3031 | 7,70 | ||
| . 3051 | 7,75 | ||
| . 3071 | 7,80 | ||
| .3110 | 7,90 | ||
| 5/16 | .3125 | ||
| .3150 | 8,00 | ||
| .3160 | O | ||
| .3189 | 8,10 | ||
| ,3228 | 8,20 | ||
| .3230 | P | ||
| ,3248 | 8,25 | ||
| 0,3268 | 8,30 | ||
| 21/64 | . 3281 | ||
| .3307 | 8,40 | ||
| .3320 | Q | ||
| .3346 | 8,50 | ||
| .3386 | 8,60 | ||
| .3390 | R | ||
| . 3425 | 8,70 | ||
| 11/32 | .3438 | ||
| . 3445 | 8,75 | ||
| . 3465 | 8,80 | ||
| . 3480 | S | ||
| .3504 | 8,90 | ||
| .3543 | 9,0 | ||
| .3580 | т | ||
| .3583 | 9,10 | ||
| 23/64 | .3594 | ||
| ,3622 | 9,20 | ||
| .3642 | 9,25 | ||
| .3661 | 9,30 | ||
| ,3680 | U | ||
| .3701 | 9,40 | ||
| 0,3740 | 9,50 | ||
| 3/8 | .3750 | ||
| 0,3770 | В | ||
| ,3780 | 9,60 | ||
| 0,3819 | 9,70 | ||
| ,3839 | 9,75 | ||
| .3858 | 9,80 | ||
| ,3860 | Вт | ||
| 0,3898 | 9,90 | ||
| 25/64 | .3906 | ||
| .3937 | 10,0 | ||
| .3970 | х | ||
| .4040 | Y | ||
| 13/32 | . 4062 | ||
| .4130 | Z | ||
| . 4134 | 10,5 | ||
| 27/64 | .4219 | ||
| . 4330 | 11,0 | ||
| 7/16 | . 4375 | ||
| . 4528 | 11,5 | ||
| 29/64 | .4531 | ||
| 15/32 | .4668 | ||
| .4724 | 12,0 | ||
| 31/64 | 0,4844 | ||
| .4921 | 12,5 | ||
| 1/2 | . 5000 | 12,7 | |
| .5118 | 13,0 | ||
| 33/64 | . 5156 | ||
| 17/32 | . 5312 | ||
| . 5315 | 13,5 | ||
| 35/64 | . 5469 | ||
| .5512 | 14,0 | ||
| 9/16 | . 5625 | ||
| . 5709 | 14,5 | ||
| 37/64 | .5781 | ||
| . 5906 | 15,0 | ||
| 19/32 | .5938 | ||
| 39/64 | .6094 | ||
| .6102 | 15,5 | ||
| 5/8 | .6250 | ||
| .6299 | 16,0 | ||
| 41/64 | .6406 | ||
| .6496 | 16,5 | ||
| 21/32 | .6562 | ||
| .6693 | 17,0 | ||
| 43/64 | .6719 | ||
| 11/16 | .6875 | ||
| .6890 | 17,5 | ||
| 45/64 | .7031 | ||
| .7087 | 18,0 | ||
| 23/32 | .7188 | ||
| .7283 | 18,5 | ||
| 47/64 | . 7344 | ||
| ,7480 | 19,0 | ||
| 3/4 | .7500 | 19,05 | |
| 49/64 | . 7656 | ||
| .7677 | 19,5 | ||
| 25/32 | 0,7812 | ||
| .7874 | 20,0 | ||
| 51/64 | .7969 | ||
| .8071 | 20,5 | ||
| 13/16 | .8125 | ||
| .8268 | 21,0 | ||
| 53/64 | . 8281 | ||
| 27/32 | .8438 | ||
| .8465 | 21,5 | ||
| 55/64 | .8594 | ||
| . 8661 | 22,0 | ||
| 7/8 | .8750 | ||
| . 8858 | 22,5 | ||
| 57/64 | . 8906 | ||
| .9055 | 23,0 | ||
| 29/32 | .9062 | ||
| 59/64 | 0,9219 | ||
| .9252 | 23,5 | ||
| 15/16 | 0,9375 | ||
| .9449 | 24,0 | ||
| 61/64 | . 9531 | ||
| . 9646 | 24,5 | ||
| 31/32 | . 9688 | ||
| .9843 | 25,0 | ||
| 63/64 | .9844 | ||
| 1 | 1,0000 | 25,4 | |
| 1,0039 | 25,5 | ||
| 1-1 / 64 | 1.0156 | ||
| 1.0236 | 26,0 | ||
| 1-1 / 32 | 1.0312 | ||
| 1.0433 | 26,5 | ||
| 1-3 / 64 | 1.0469 | ||
| 1-1 / 16 | 1.0625 | ||
| 1.0630 | 27,0 | ||
| 1-5 / 64 | 1.0781 | ||
| 1.0827 | 27,5 | ||
| 1-3 / 32 | 1.0938 | ||
| 1,1024 | 28,0 | ||
| 1-7 / 64 | 1,1094 | ||
| 1.1220 | 28,5 | ||
| 1-1 / 8 | 1,1250 | ||
| 1-9 / 64 | 1,1406 | ||
| 1,1417 | 29,0 | ||
| 1-5 / 32 | 1,1562 | ||
| 1.1614 | 29,5 | ||
| 1-11 / 64 | 1,1719 | ||
| 1,1811 | 30,0 | ||
| 1-3 / 16 | 1,1875 | ||
| 1,1910 | 30,25 | ||
| 1.2008 | 30,5 | ||
| 1-13 / 64 | 1,2031 | ||
| 1,2107 | 30,75 | ||
| 1-7 / 32 | 1,2188 | ||
| 1,2205 | 31,0 | ||
| 1.2304 | 31,25 | ||
| 1-15 / 64 | 1,2344 | ||
| 1,2402 | 31,5 | ||
| 1-1 / 4 | 1,2500 | 31,75 | |
Как рассчитать размер сверла для метчика
Г.К. Bayne
Метчики используются для нарезания резьбы болтов или шурупов по дереву, пластику и металлу.Для крана необходимо отверстие определенного размера. Отверстие неподходящего размера, скажем слишком маленькое, не позволит подвести кран. С другой стороны, слишком большое отверстие не позволит резьбе с резьбой удерживать болт на месте, что приведет к срыву резьбы при затяжке. Вы можете использовать онлайн-ресурсы, перечисленные ниже, для расчета бурового долота, необходимого для метчика определенного размера. Однако бывают случаи, когда доступ к удобной диаграмме или Интернету невозможен. Используя базовую формулу, вы можете найти подходящее сверло для любого метчика с машинной резьбой.
Шаг 1
Измерьте общий диаметр метчика микрометром. В данном конкретном случае нам нужно сверло на – 20 метчиков. – это диаметр, а 20 – это шаг резьбы или резьбы на дюйм. Общее измерение диаметра метчиков по микрометру составляет 0,252 дюйма.
Шаг 2
Используйте следующую формулу для определения правильного размера сверла: Dh = Dbm – 0,0130 (процент от требуемой полной резьбы / Ni). Dh равен размеру просверленного отверстия в дюймах.Dbm – это основной большой диаметр резьбы, в нашем случае 0,252 дюйма. Желаемый «процент» полной резьбы – это ваш выбор, но хорошее число составляет от 70 до 85 процентов в зависимости от используемого материала. «Ni» – это количество витков резьбы на дюйм, опять же, в нашем случае это 20.
Step 3
Примените числа к формуле, используя глубину резьбы 84%. Формула будет такой: Dh = 0,252 – 0,0130 (84/20) = 0,0130 (4,2) = 0,252 – 0,0546 = 0,1974 дюйма.
Step 4
Найдите ближайший размер сверла с точностью до 1/16 дюйма.Умножьте 0,1974 на 16 и получите 3,15. Это соответствует сверлу 3/16 дюйма; однако это слишком мало.
Определите размер сверла в 32-х долях дюйма. Ответ – 6,31, поэтому для этого метчика можно использовать сверло диаметром 7/32 дюйма. Фактически, если вы посмотрите на диаграмму, рекомендуется сверло 7/32.
Ссылки
- Метчики и плашки
- Справочник по обработке и металлообработке McGraw-Hill; Рональд А. Уолш; Издательство McGraw Hill; 1994
Советы
- Формула метрики в целом такая же, она читается как: Dh = Dbm – (процент от требуемого полного потока / 76.98). Обратите внимание, что шаг резьбы является постоянным и нет постоянной вычитания, как в формуле для дюйма.
Вещи, которые вам понадобятся
Еще статьи
Размер сверла для метчика в процентах
| Размер крана | Десятичный размер | Метчик для резки | Метчик для холодной штамповки | ||||||
|---|---|---|---|---|---|---|---|---|---|
| дюйм | мм | дюйм | мм | 55% | 60% | 70% | 55% | 60% | 75% |
| № 0-80 | 0.060 | 1,52 | 0,051 дюйма | 0,050 дюйма | 0,049 дюйма | 0,055 дюйма | 0,055 дюйма | 0,054 дюйма | |
| M1,6×0,35 | 0.063 | 1,60 | 1,35 мм | 1,33 мм | 1,26 мм | 1,47 мм | 1,46 мм | 1,42 мм | |
| M1,8×0,35 | 0.071 | 1,80 | 1,55 мм | 1,53 мм | 1,46 мм | 1,67 мм | 1,66 мм | 1,62 мм | |
| № 1-64 | 0.073 | 1,85 | 0,062 дюйма | 0,061 дюйма | 0,059 дюйма | 0,067 дюйма | 0,067 дюйма | 0,065 дюйма | |
| № 1-72 | 0.073 | 1,85 | 0,063 дюйма | 0,062 дюйма | 0,060 дюйма | 0,068 дюйма | 0,067 дюйма | 0,066 дюйма | |
| M2x0.4 | 0.079 | 2,00 | 1,71 мм | 1,69 мм | 1,61 мм | 1,85 мм | 1,84 мм | 1,80 мм | |
| № 2-56 | 0.086 | 2,18 | 0,073 дюйма | 0,072 дюйма | 0,070 дюйма | 0,079 дюйма | 0,079 дюйма | 0,077 дюйма | |
| № 2-64 | 0.086 | 2,18 | 0,075 дюйма | 0,074 дюйма | 0,072 дюйма | 0,080 дюйма | 0,080 дюйма | 0,078 дюйма | |
| M2.2×0.45 | 0.087 | 2,20 | 1,88 мм | 1,85 мм | 1,76 мм | 2,03 мм | 2,02 мм | 1,97 мм | |
| M2,5×0,45 | 0.098 | 2,50 | 2,18 мм | 2,15 мм | 2,06 мм | 2,33 мм | 2,32 мм | 2,27 мм | |
| № 3-48 | 0.099 | 2,51 | 0,084 дюйма | 0,083 дюйма | 0,080 дюйма | 0,091 дюйма | 0,091 дюйма | 0,088 дюйма | |
| № 3-56 | 0.099 | 2,51 | 0,086 дюйма | 0,085 дюйма | 0,083 дюйма | 0,092 дюйма | 0,092 дюйма | 0,090 дюйма | |
| № 4-40 | 0.112 | 2,84 | 0,094 дюйма | 0,093 дюйма | 0,089 дюйма | .103 дюйма | .102 дюйма | 0,099 дюйма | |
| № 4-48 | 0.112 | 2,84 | 0,097 дюйма | 0,096 дюйма | 0,093 дюйма | .104 дюйма | .104 дюйма | .101 дюйм | |
| M3x0,5 | 0.118 | 3,00 | 2,64 мм | 2,61 мм | 2,51 мм | 2,81 мм | 2,80 мм | 2,75 мм | |
| M3x.035 | 0.118 | 3,00 | 2,97 мм | 2,97 мм | 2,97 мм | 2,99 мм | 2,99 мм | 2,98 мм | |
| № 5-40 | 0.125 | 3,18 | .107 дюйма | .106 дюймов | .102 дюйма | .116 дюймов | .115 дюймов | .112 дюйма | |
| № 5-44 | 0.125 | 3,18 | .109 дюйма | .107 дюйма | .104 дюйма | .117 дюймов | .116 дюймов | .113 дюйма | |
| M3,5×0,6 | 0.138 | 3,50 | 3,07 мм | 3,03 мм | 2,92 мм | 3,28 мм | 3,26 мм | 3,19 мм | |
| M3,5×0,35 | 0.138 | 3,50 | 3,25 мм | 3,23 мм | 3,16 мм | 3,37 мм | 3,36 мм | 3,32 мм | |
| № 6-32 | 0.138 | 3,51 | .116 дюймов | .114 дюйма | .110 дюймов | .126 дюймов | .125 дюйма | .122 дюйма | |
| № 6-40 | 0.138 | 3,51 | . 120 дюймов | .119 дюймов | .115 дюймов | .129 дюймов | .128 дюймов | .125 дюйма | |
| M4x0,7 | 0.157 | 4,00 | 3,50 мм | 3,45 мм | 3,32 мм | 3,74 мм | 3,71 мм | 3,64 мм | |
| M4x0,5 | 0.157 | 4,00 | 3,64 мм | 3,61 мм | 3,51 мм | 3,81 мм | 3,80 мм | 3,75 мм | |
| № 8-32 | 0.164 | 4,17 | .142 дюйма | .140 дюйма | .136 дюйма | .152 дюйма | .151 дюйм | . 148 дюймов | |
| № 8-36 | 0.164 | 4,17 | .144 дюйма | .142 дюйма | .139 дюйма | .154 дюйма | 0,153 дюйма | . 150 дюймов | |
| M4,5×0,75 | 0.177 | 4,50 | 3,96 мм | 3,92 мм | 3,77 мм | 4,22 мм | 4,19 мм | 4,12 мм | |
| M4,5×0,50 | 0.177 | 4,50 | 4,14 мм | 4,11 мм | 4,01 мм | 4,31 мм | 4,30 мм | 4,25 мм | |
| № 10-24 | 0.190 | 4,83 | . 160 дюймов | 0,158 дюйма | .152 дюйма | .174 дюйма | .173 дюйма | . 169 дюйма | |
| № 10-32 | 0.190 | 4,83 | . 168 дюйма | . 166 дюймов | . 162 дюйма | .178 дюйма | .177 дюйма | .174 дюйма | |
| M5x0,80 | 0.197 | 5,00 | 4,43 мм | 4,38 мм | 4,22 мм | 4,70 мм | 4,67 мм | 4,59 мм | |
| M5x0,50 | 0.197 | 5,00 | 4,64 мм | 4,61 мм | 4,51 мм | 4,81 мм | 4,80 мм | 4,75 мм | |
| № 12-24 | 0.216 | 5,49 | 0,186 дюйма | . 184 дюйма | .178 дюйма | .200 дюйма | .199 дюйма | .195 дюйма | |
| № 12-28 | 0.216 | 5,49 | .190 дюйма | . 188 дюймов | . 184 дюйма | . 203 дюйма | .201 дюйм | .198 дюйма | |
| M6x1.0 | 0.236 | 6,00 | 5,29 мм | 5,22 мм | 5,03 мм | 5,63 мм | 5,59 мм | 5,49 мм | |
| M6x0,75 | 0.236 | 6,00 | 5,46 мм | 5,42 мм | 5,27 мм | 5,72 мм | 5,69 мм | 5,62 мм | |
| 1 / 4-20 | 0.250 | 6,35 | . 214 дюйма | . 211 дюйм | . 205 дюйма | . 231 дюйм | . 230 дюймов | 0,225 дюйма | |
| 1 / 4–28 | 0.250 | 6,35 | . 224 дюйма | . 222 дюйма | . 218 дюймов | . 237 дюйма | 0,235 дюйма | . 232 дюйма | |
| M7x1.0 | 0.276 | 7,00 | 6,29 мм | 6,22 мм | 6,03 мм | 6,63 мм | 6,59 мм | 6,49 мм | |
| M7x0,75 | 0.276 | 7,00 | 6,46 мм | 6,42 мм | 6,27 мм | 6,72 мм | 6,69 мм | 6,62 мм | |
| 5 / 16-18 | 0.313 | 7,94 | 0,273 дюйма | 0,269 дюйма | 0,262 дюйма | ,292 дюйма | 0,290 дюйма | 0,284 дюйма | |
| 5 / 16-24 | 0.313 | 7,94 | 0,283 дюйма | 0,280 дюйма | 0,275 дюйма | 0,297 дюйма | 0,296 дюйма | 0,291 дюйма | |
| M8x1,25 | 0.315 | 8,00 | 7,11 мм | 7,03 мм | 6,78 мм | 7,53 мм | 7,49 мм | 7,36 мм | |
| M8x1.0 | 0.315 | 8,00 | 7,29 мм | 7,22 мм | 7,03 мм | 7,63 мм | 7,59 мм | 7,49 мм | |
| 3 / 8-16 | 0.375 | 9,53 | . 330 дюймов | .326 дюйма | .318 дюйма | .352 дюйма | .350 дюйма | . 343 дюйма | |
| 3 / 8-24 | 0.375 | 9,53 | . 345 дюйма | . 343 дюйма | 0,337 дюйма | .359 дюйма | 0,358 дюйма | .354 дюйма | |
| M10x1,5 | 0.394 | 10,00 | 8,93 мм | 8,83 мм | 8,54 мм | 9,44 мм | 9,39 мм | 9,24 мм | |
| M10x1,25 | 0.394 | 10,00 | 9,11 мм | 9,03 мм | 8,78 мм | 9,53 мм | 9,49 мм | 9,36 мм | |
| M10x1.0 | 0.394 | 10,00 | 9,29 мм | 9,22 мм | 9,03 мм | 9,63 мм | 9,59 мм | 9,49 мм | |
| 7 / 16-14 | 0.438 | 11,11 | 0,386 дюйма | 0,382 дюйма | .373 дюйма | . 411 дюймов | .408 дюйма | .401 дюйм | |
| 7 / 16-20 | 0.438 | 11,11 | .402 дюйма | ,399 дюйма | 0,392 дюйма | . 419 дюйма | . 417 дюйма | . 412 дюйма | |
| M12x1,75 | 0.472 | 12,00 | 10,75 мм | 10,64 мм | 10,30 мм | 11,35 мм | 11,29 мм | 11,11 мм | |
| M12x1,5 | 0.472 | 12,00 | 10,93 мм | 10,83 мм | 10,54 мм | 11,44 мм | 11,39 мм | 11,24 мм | |
| M12x1.0 | 0.472 | 12,00 | 11,29 мм | 11,22 мм | 11,03 мм | 11,63 мм | 11,59 мм | 11,49 мм | |
| 1 / 2-13 | 0.500 | 12,70 | 0,445 дюйма | 0,440 дюйма | . 430 дюймов | . 471 дюйм | . 469 дюйма | . 461 дюйм | |
| 1 / 2-20 | 0.500 | 12,70 | .464 дюйма | . 461 дюйм | .455 дюйма | 0,481 дюйма | . 480 дюйма | 0,475 дюйма | |
| M14x2.0 | 0.551 | 14,00 | 12,57 мм | 12,44 мм | 12,05 мм | 13,25 мм | 13,18 мм | 12,98 мм | |
| M14x1,5 | 0.551 | 14,00 | 12,93 мм | 12,83 мм | 12,54 мм | 13,44 мм | 13,39 мм | 13,24 мм | |
| 9 / 16–12 | 0.563 | 14,29 | .503 дюйма | 0,498 дюйма | 0,487 дюйма | . 531 дюйм | ,529 дюйма | . 520 дюймов | |
| 9 / 16-18 | 0.563 | 14,29 | . 523 дюйма | ,519 дюйма | . 512 дюйма | . 542 дюйма | . 540 дюймов | . 534 дюйма | |
| 5 / 8-11 | 0.625 | 15,88 | . 560 дюйма | .554 дюйма | . 542 дюйма | .591 дюйм | . 588 дюйма | . 579 дюйма | |
| 5 / 8-18 | 0.625 | 15,88 | 0,585 дюйма | ,582 дюйма | .574 дюйма | .604 дюйма | .602 дюйма | . 597 дюйма | |
| M16x2.0 | 0.630 | 16,00 | 14,57 мм | 14,44 мм | 14,05 мм | 15,25 мм | 15,18 мм | 14,98 мм | |
| M16x1,5 | 0.630 | 16,00 | 14,93 мм | 14,83 мм | 14,54 мм | 15,44 мм | 15,39 мм | 15,24 мм | |
| M18x2,5 | 0.709 | 18,00 | 16,21 мм | 16,05 мм | 15,56 мм | 17,07 мм | 16,98 мм | 16,73 мм | |
| M18x1,5 | 0.709 | 18,00 | 16,93 мм | 16,83 мм | 16,54 мм | 17,44 мм | 17,39 мм | 17,24 мм | |
| 3 / 4-10 | 0.750 | 19,05 | .679 дюйма | .672 дюйма | .659 дюйма | 0,713 дюйма | 0,709 дюйма | . 699 дюймов | |
| 3 / 4-16 | 0.750 | 19,05 | .705 дюйма | .701 дюйм | 0,693 дюйма | 0,727 дюйма | 0,725 дюйма | 0,718 дюйма | |
| M20x2,5 | 0.787 | 20,00 | 18,21 мм | 18,05 мм | 17,56 мм | 19,07 мм | 18,98 мм | 18,73 мм | |
| M20x1,5 | 0.787 | 20,00 | 18,93 мм | 18,83 мм | 18,54 мм | 19,44 мм | 19,39 мм | 19,24 мм | |
| M22x2,5 | 0.866 | 22,00 | 20,21 мм | 20,05 мм | 19,56 мм | 21,07 мм | 20,98 мм | 20,73 мм | |
| M22x1,5 | 0.866 | 22,00 | 20,93 мм | 20,83 мм | 20,54 мм | 21,44 мм | 21,39 мм | 21,24 мм | |
| 7 / 8-9 | 0.875 | 22,23 | 0,796 дюйма | 0,788 дюйма | .774 дюйма | . 833 дюйма | . 830 дюймов | . 818 дюймов | |
| 7 / 8-14 | 0.875 | 22,23 | . 824 дюйма | . 819 дюйма | 0,810 дюйма | . 848 дюйма | 0,846 дюйма | . 839 дюйма | |
| M24x3.0 | 0.945 | 24,00 | 21,86 мм | 21,66 мм | 21,08 мм | 22,88 мм | 22,78 мм | 22,47 мм | |
| M24x2.0 | 0.945 | 24,00 | 22,57 мм | 22,44 мм | 22,05 мм | 23,25 мм | 23,18 мм | 22,98 мм | |
| 1-8 | 1.000 | 25,40 | . 911 дюймов | 0,903 дюйма | 0,886 дюйма | 0,953 дюйма | . 949 дюйма | . 936 дюйма | |
| 1–12 | 1.000 | 25,40 | . 940 дюймов | . 935 дюйма | . 924 дюйма | 0,969 дюйма | . 966 дюйма | .958 дюйма | |
Последнее обновление: 20 февраля 2015 г.
Схема сверления для метчика
(См. Типичные допуски просверленных отверстий внизу стр.)
| Сверло (дюйм.) | десятичное | Сверло (дюймы) | десятичное | Сверло (дюймы) | десятичное | Сверло (мм) | Десятичное (дюймы) | Сверло (мм) | Десятичное (дюймы) | Сверло (мм) | Десятичное (дюйм.) |
| 80 | .0135 | 1/8 | . 1250 | O | . 3160 | ,35 | .0138 | 3,4 | . 1339 | 8,0 | .3150 |
| 79 | .0145 | 30 | . 1285 | -P | . 3230 | ,4 | .0157 | 3,5 | . 1378 | 8,1 | .3189 |
| 1/64 | .0156 | 29 | . 1360 | 21/64 | . 3281 | ,45 | .0177 | 3,6 | . 1417 | 8,2 | .3228 |
| 78 | . 0160 | 28 | .1405 | Q | .3320 | ,5 | .0197 | 3,7 | . 1457 | 8,25 | .3248 |
| 77 | . 0180 | 9/64 | .1406 | R | .3390 | ,55 | . 0217 | 3,75 | . 1477 | 8,3 | .3267 |
| 76 | 0,0200 | 27 | . 1440 | 11/32 | . 3437 | ,6 | .0236 | 3,8 | . 1496 | 8,4 | .3307 |
| 75 | . 0210 | 26 | . 1470 | S | . 3480 | 0,65 | . 0256 | 3,9 | . 1535 | 8,5 | .3346 |
| 74 | 0,0225 | 25 | . 1495 | т | ,3580 | ,7 | . 0276 | 4,0 | . 1575 | 8,6 | .3386 |
| 73 | 0,0240 | 24 | . 1520 | 23/64 | .3594 | ,75 | .0295 | 4,1 | ,1614 | 8,7 | .3425 |
| 72 | . 0250 | 23 | . 1540 | U | ,3680 | ,8 | .0315 | 4,2 | . 1654 | 8,75 | .3445 |
| 71 | . 0260 | 5/32 | . 1562 | 3/8 | ,3750 | ,85 | .0335 | 4,25 | . 1674 | 8,8 | .3465 |
| 70 | . 0280 | 22 | . 1570 | В | .3770 | ,9 | .0355 | 4,3 | . 1693 | 8,9 | .3504 |
| 69 | .0292 | 21 | . 1590 | Вт | ,3860 | ,95 | .0374 | 4,4 | . 1732 | 9,0 | .3543 |
| 68 | .0310 | 20 | . 1610 | 25/64 | .3906 | 1,0 | .0394 | 4,5 | . 1771 | 9,1 | .3583 |
| 1/32 | .0313 | 19 | ,1660 | х | .3970 | 1,05 | .0413 | 4,6 | . 1811 | 9,2 | .3622 |
| 67 | 0,0320 | 18 | . 1695 | Y | . 4040 | 1,1 | . 0433 | 4,7 | . 1850 | 9,25 | .3642 |
| 66 | .0330 | 11/64 | . 1719 | 13/32 | . 4062 | 1,15 | .0453 | 4,75 | . 1870 | 9.35 | .3661 |
| 65 | .0350 | 17 | . 1730 | Z | . 4130 | 1,2 | .0472 | 4,8 | . 1890 | 9.4 | . 3701 |
| 64 | .0360 | 16 | . 1770 | 27/64 | . 4219 | 1,25 | . 0492 | 4,9 | . 1929 | 9.5 | ,3740 |
| 63 | .0370 | 15 | . 1800 | 7/16 | . 4375 | 1,3 | . 0512 | 5,0 | . 1968 | 9.6 | . 3780 |
| 62 | .0380 | 14 | . 1820 | 29/64 | . 4531 | 1,35 | .0531 | 5,1 | . 2008 | 9.7 | ,3819 |
| 61 | .0390 | 13 | . 1850 | 15/32 | . 4687 | 1,4 | .0551 | 5,2 | . 2047 | 9.75 | ,3839 |
| 60 | 0,0400 | 3/16 | . 1875 | 31/64 | . 4844 | 1,45 | .0571 | 5,25 | . 2067 | 9.8 | ,3858 |
| 59 | .0410 | 12 | . 1890 | ½ | . 5000 | 1,5 | .0591 | 5,3 | . 2087 | 9.9 | ,3898 |
| 58 | . 0420 | 11 | . 1910 | 33/64 | . 5156 | 1,55 | .0610 | 5,4 | ,2126 | 10.0 | .3937 |
| 57 | . 0430 | 10 | . 1935 | 17/32 | . 5312 | 1,6 | .0629 | 5,5 | ,2165 | 10.5 | . 4133 |
| 56 | . 0465 | 9 | . 1960 | 35/64 | . 5469 | 1,65 | .0650 | 5,6 | . 2205 | 11.0 | .4331 |
| 3/64 | . 0469 | 8 | .1990 | 9/16 | . 5625 | 1,7 | .0669 | 5,7 | ,2244 | 11.5 | . 4528 |
| 55 | 0,0520 | 7 | . 2010 | 37/64 | . 5781 | 1,75 | . 0689 | 5,75 | ,2264 | 12.0 | . 4724 |
| 54 | . 0550 | 13/64 | . 2031 | 19/32 | . 5937 | 1,8 | . 0709 | 5,8 | . 2283 | 12.5 | . 4921 |
| 53 | .0595 | 6 | . 2040 | 39/64 | .6094 | 1,85 | . 0728 | 5,9 | ,2323 | 13.0 | . 5118 |
| 1/16 | .0625 | 5 | . 2055 | 5/8 | .6250 | 1,9 | . 0748 | 6,0 | . 2362 | 13.5 | . 5315 |
| 52 | .0635 | 4 | . 2090 | 41/64 | .6406 | 1,95 | . 0768 | 6,1 | . 2401 | 14.0 | . 5512 |
| 51 | .0670 | 3 | ,2130 | 21/32 | . 6562 | 2,0 | . 0787 | 6,2 | . 2441 | 14.5 | . 5708 |
| 50 | . 0700 | 7/32 | . 2187 | 43/64 | .6719 | 2,05 | . 0807 | 6,25 | . 2461 | 15.0 | . 5906 |
| 49 | . 0730 | 2 | . 2210 | 16/11 | .6875 | 2,1 | . 0827 | 6,3 | . 2480 | 15.5 | . 6102 |
| 48 | . 0760 | 1 | ,2280 | 45/64 | . 7031 | 2,15 | .0846 | 6,4 | 0,2520 | 16.0 | .6300 |
| 5/64 | . 0781 | А | . 2340 | 23/32 | ,7187 | 2,2 | . 0866 | 6,5 | . 2559 | 16.5 | .6496 |
| 47 | . 0785 | 15/64 | ,2344 | 47/64 | . 7344 | 2,25 | .0886 | 6,6 | . 2598 | 17.0 | .6693 |
| 46 | .0810 | B | . 2380 | ¾ | . 7500 | 2,3 | .0905 | 6,7 | ,2638 | 17.5 | .6889 |
| 45 | . 0820 | С | . 2420 | 49/64 | . 7656 | 2,35 | . 0925 | 6,75 | .2658 | 18.0 | .7087 |
| 44 | .0860 | D | . 2460 | 25/32 | . 7812 | 2,4 | . 0945 | 6,8 | ,2677 | 18.5 | . 7283 |
| 43 | .0890 | E | ,2500 | 51/64 | .7969 | 2,45 | . 0965 | 6,9 | ,2716 | 19.0 | . 7480 |
| 42 | . 0935 | ¼ | ,2500 | 13/16 | . 8125 | 2,5 | . 0984 | 7,0 | ,2756 | 19.5 | . 7677 |
| 3/32 | . 0937 | F | 0,2570 | 53/64 | . 8281 | 2,55 | . 1004 | 7,1 | . 2795 | 20.0 | . 7874 |
| 41 | . 0960 | г | ,2610 | 27/32 | .8437 | 2,6 | . 1024 | 7,2 | . 2835 | 20.5 | . 8071 |
| 40 | . 0980 | 17/64 | ,2656 | 55/64 | . 8594 | 2,65 | . 1043 | 7,25 | . 2855 | 21.0 | . 8268 |
| 39 | . 0995 | H | ,2660 | 7/8 | . 8750 | 2,7 | . 1063 | 7,3 | . 2874 | 21.5 | .8465 |
| 38 | . 1015 | I | ,2720 | 57/64 | . 8906 | 2,75 | . 1083 | 7,4 | ,2913 | 22.0 | . 8661 |
| 37 | . 1040 | Дж | . 2770 | 29/32 | .9062 | 2,8 | .1102 | 7,5 | ,2953 | 22.5 | . 8858 |
| 36 | . 1065 | К | . 2811 | 59/64 | . 9219 | 2,9 | . 1142 | 7,6 | . 2990 | 23.0 | .9055 |
| 7/64 | . 1093 | 9/32 | . 2812 | 15/16 | . 9375 | 3,0 | . 1181 | 7,7 | . 3031 | 23.5 | . 9252 |
| 35 | . 1100 | л | . 2900 | 61/64 | . 9531 | 3,1 | . 1220 | 7,75 | . 3051 | 24.0 | . 9449 |
| 34 | . 1110 | млн | ,2950 | 31/32 | . 9687 | 3,2 | . 1260 | 7,8 | . 3071 | 24.5 | . 9646 |
| 33 | . 1130 | 19/64 | ,2968 | 63/64 | . 9844 | 3,25 | .1280 | 7,9 | . 3110 | 25.0 | . 9843 |
| 32 | . 1160 | N | . 3020 | 1 | 1.000 | 3,3 | . 1299 | ||||
| 31 | .1200 | 5/16 | .3125 |
ДИАМ. ОТВЕРСТИЯ
СТАНДАРТНЫЙ ДОПУСК СВЕРЛЕННОГО ОТВЕРСТИЯ
ДОПУСКИ
.0135 THRU .125 + .004 / -.001
ДЛЯ ОТВЕРСТИЙ С A
СВЕРЛЕНИЕ
МАШИНА .1260 THRU .25 + .005 / -.001
ИСПОЛЬЗУЕТ ПОДХОДЯЩИЕ ПРИСОЕДИНЕНИЯ И
.
.2510 ДО .500
+.006 / -. 001
СМЕСИТЕЛИ, ДОПУСКИ НА ОТВЕРСТИЯ
DE-
.5010 THRU .750 + .008 / -.001
ЗАВЕРШЕНИЕ ДИАМЕТРА
ОТВЕРСТИЕ
.7510 THRU 1.000 + .