Диаметр сверла под резьбу. Как правильно выбрать диаметр сверла.
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1. 5 5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1. 5 5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6. 5 5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
Tr 8х1. 5 5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
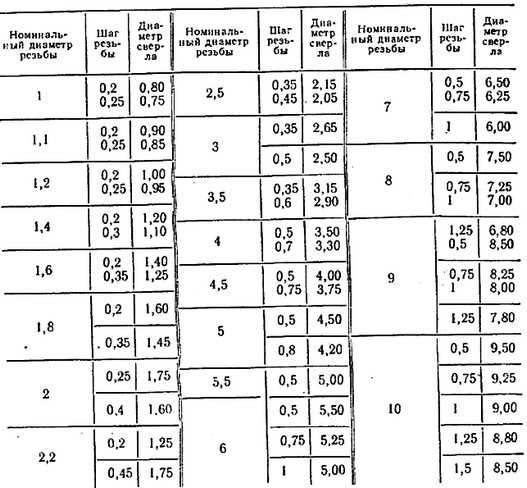
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Характеристики резьбы
Резьба — это нарезанный в металле винтовой профиль в виде углубления или выступа, который образован соответственно на внутренней либо внешней поверхности детали. Чтобы образовать резьбу на внешней поверхности, используют специальный инструмент под названием плашка или лерка. Для получения внутренней резьбы используют метчики. В обоих случаях можно добиться нарезки резьбы с помощью токарного станка и специализированных резцов. Далее мы будем рассматривать вопросы нарезания внутренней резьбы в углублении металлической детали. Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
В обоих случаях можно добиться нарезки резьбы с помощью токарного станка и специализированных резцов. Далее мы будем рассматривать вопросы нарезания внутренней резьбы в углублении металлической детали. Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
Если резьба образована на цилиндрической поверхности, то она называется цилиндрической. Если же поверхность отверстия имеет форму конуса, то полученная на ней резьба будет, соответственно, конического типа. Основные термины и понятия, касающиеся строения и характеристик резьб цилиндрического и конического типа, содержатся в стандарте ГОСТ 11708-82.
По виду профиля их разделяют на:
- треугольные;
- трапецеидальные;
- круглые;
- прямоугольные;
- специальные.
Круглые резьбы находят применение в пожарной арматуре и сантехнических деталях.
Трапецеидальные применяют в ходовых механизмах для передачи поступательного движения. Более всего распространены резьбы треугольные, о которых поговорим ниже.
Более всего распространены резьбы треугольные, о которых поговорим ниже.
Сверление под резьбу требует знания и иных ее характеристик. По движению вращения контура резьбы разделяют на правые и левые.
У правой резьбы проточка профиля образована вращением в правую сторону и продольным движением на удаление от точки захода. У левой резьбы вращение направлено в противоположную сторону. В технике более распространены правые резьбы и в их кодировке это подразумевается по умолчанию и не обозначается дополнительно. В маркировке левой резьбы появляются знаки LH. По количеству заходов резьба бывает однозаходной и многозаходной (обычно не более чем двух- и трехзаходные). Резьбы многозаходного типа позволяют работать в условиях больших нагрузок.
Важными критериями, влияющими на выбор сверла под резьбу, являются ее номинальные диаметр, а также шаг. Диаметр соответствует фактическому диаметру внешнего профиля.
Шаг резьбы — это значение дистанции между вершинами ближайших двух вершин профиля. Шаг бывает крупный или основной и мелкий (он может быть не один). Длиной резьбы является полный размер области нарезания профиля на детали.
Шаг бывает крупный или основной и мелкий (он может быть не один). Длиной резьбы является полный размер области нарезания профиля на детали.
Для подбора сверла для резьбы также нужно знать, что по совокупности параметров резьбы классифицируют на несколько основных видов:
- Метрическая. Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг.
- Дюймовая резьба в ходу в странах, где принята дюймовая система измерения размеров. Обозначают размер в дюймах – ½”.
- Трубная цилиндрическая резьба нашла применение в сантехнике для разъемного соединения узлов, деталей и арматуры. Ее размеры определяются по ГОСТ 6357-81. В обозначении стоит буква G и размер в дюймах – G ¾, G 1.
- Дюймовая коническая резьба по ГОСТ 6111-52 используется в трубопроводах невысокого давления.

- Коническая метрическая резьба применяется в соединениях трубопроводов и определяется по ГОСТ 25229-82.
- Трапецеидальные резьбы используют в подвижных механизмах для передачи поступательного движения.
- Круглая резьба определяется по ГОСТ 13536-68 и используется в сантехнической арматуре.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
 Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.Приспособления для нарезания резьбы
Для образования в детали внутренней резьбы применяют специализированный инструмент – метчики. Они представляют собой цилиндрические стержни с нарезанным профилем резьбы в зеркальном отражении. Но перед применением метчика необходимо получить в заготовке отверстие с нужным диаметром. Какие должны быть диаметры сверл под резьбу мы поясним ниже, а в этом разделе опишем резьбонарезной инструмент.
Кроме винтового профиля на цилиндрической поверхности метчика имеются продольные канавки, которые по размеру выходят за рабочую часть инструмента. Эти канавки предназначены для вывода металлической стружки из рабочей зоны. Кроме того эти осевые канавки делят стержень метчика на несколько элементов — гребенок. Острые их грани являются основными рабочими элементами метчика. Хвостовая часть и квадрат инструмента предназначены для фиксации в шпинделе и патроне станка либо в воротке. Рабочая область метчика делится на нарезающую и калибровочную части. Нарезающая или заборная часть вырезает в отверстии проточку, а калибровочная приводит размеры профиля резьбы в точное соответствие требуемым.
Рабочая область метчика делится на нарезающую и калибровочную части. Нарезающая или заборная часть вырезает в отверстии проточку, а калибровочная приводит размеры профиля резьбы в точное соответствие требуемым.
Если для нарезки применяют один универсальный метчик, то по своей длине он будет иметь несколько областей с различными характеристиками рабочего профиля. Это позволяет одновременно вырезать слой металла, убирать заусенцы и неровности, а также приводить размеры к необходимому значению. Метчики, у которых рабочий профиль имеет постоянные размеры, применяются для обновления поврежденного профиля уже имеющейся внутренней резьбы. Но чаще на практике применяют несколько метчиков, которыми работают по очереди.
Черновой метчик вырезает на внутренней цилиндрической поверхности проточку незначительной толщины, то есть такая канавка является подготовительной. Затем чистовым метчиком канавка дорезается до нужной глубины, а также зачищается и выравнивается.
Для больших диаметров и сложного профиля резьбы может применяться еще и переходной метчик. При ручной нарезке резьбы пользуются специальными держателями – воротками. В них закрепляется хвостовик резьбонарезного инструмента. Также вороток за счет рычага позволяет снизить усилие ручного воздействия на инструмент.
При ручной нарезке резьбы пользуются специальными держателями – воротками. В них закрепляется хвостовик резьбонарезного инструмента. Также вороток за счет рычага позволяет снизить усилие ручного воздействия на инструмент.
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Выбор диаметра сверла под резьбу
Размер сверла должен строго соответствовать номинальному диаметру резьбы. Наиболее достоверные величины отверстий под метрическую резьбу даны в ГОСТ 19257-73. В данном стандарте представлены размеры отверстий для любого диаметра резьбы, учитывая шаг резьбы и применяемое поле допуска. При работе удобно иметь под рукой таблицу сверл под резьбу, в которой должны быть собраны данные по отверстиям для самых применяемых типоразмеров резьб.
Размер сверла под резьбу, когда в нужный момент нет таблицы, можно определить следующим методом. От диаметра резьбы нужно отнять значение шага. Сверло под резьбу М6 с основным шагом, будет с диаметром 5 мм. Это вычисляется вычитанием из диаметра 6 мм значения шага 1,0 мм: 6 мм – 1,0 мм = 5,0мм. Сверло для резьбы М4 с основным шагом будет иметь диаметр 3,3 мм: 4 мм – 0,7 мм = 3,3 мм. Таким образом, можно определить диаметр сверла для резьбы любого номинального диаметра. Для проверки такого расчета лучше заглядывать в таблицу ГОСТа.
Чтобы по таблице определить какое отверстие сверлить под резьбу М10, нужно посмотреть на последнюю строку. При крупном шаге 1,5 мм нам необходимо просверлить отверстие диаметром 8,5 мм. Для определения того, какое отверстие сверлить под резьбу М8, смотрим на последний столбец соответствующей строки и видим диаметр 6,7 мм. Более подробные таблицы представлены в ГОСТ 19257-73.
Часто возникает вопрос, какие сверла под резьбу следует использовать. Тут все зависит от марки обрабатываемого материала.
Для обычной низколегированной стали используют стандартные спиральные сверла, изготовленные из быстрорежущей стали. Для работы с нержавеющей и высоколегированной сталью рекомендуется использовать сверло под резьбу, изготовленное из стали, легированной кобальтом и вольфрамом.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке.
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
правила создания и необходимый инструмент
Из этого материала вы узнаете:
- Важные параметры резьбы
- Выбор сверла для создания резьбового отверстия
- Оснастка для резьбовых отверстий
- Нарезание резьбы в отверстии
Важные параметры резьбы
Различные варианты резьбы отличаются друг от друга:
- профилем;
- номинальным диаметром;
- шагом;
- числом заходов;
- ходом;
- направлением.
Внешняя и внутренняя резьба должны совпадать по всем параметрам, чтобы резьбовое соединение было качественным. При любых неточностях страдают качество и надежность крепления.
Существуют болтовые и шпилечные крепления. Вторые, помимо соединяемых деталей и шпильки с резьбой, комплектуются гайками и шайбами. Для того чтобы соединить элементы конструкции, в каждом из них сверлится отверстие и нарезается резьба.
Чтобы максимально точно сформировать резьбу, предварительно диаметр высверливаемого отверстия должен быть равен внутреннему, измеряемому по выступам.
VT-metall предлагает услуги:
Диаметры сквозных отверстий для резьбовых отверстий всегда должны на 5–10 % превышать номинальный диаметр болтов или шпилек:
Dотв = (1,05…1,10) × d, где
Dотв – диаметр отверстия;
d – номинальный диаметр болта или шпильки.
Чтобы определить диаметр отверстия, которое необходимо просверлить во втором элементе (Dотв), следует вычесть величину шага из номинального диаметра шпильки или болта (P):
Dотв = d – P.
Для наглядности расчетные значения диаметров резьбового отверстия представлены в таблице, составленной согласно значениям, которые указаны в ГОСТ 19257 от 1973 года. Параметры даны для номинальных диаметров шпильки (болта) от 1 до 1,8 мм и шага в 0,2 и 2 мм:
|
Диаметр номинальный, мм |
Шаг, мм |
Диаметр отверстия, мм |
|
1 |
0,2 |
0,8 |
|
1 |
0,25 |
0,75 |
|
1,1 |
0,2 |
0,9 |
|
1,1 |
0,25 |
0,85 |
|
1,2 |
0,2 |
1 |
|
1,2 |
0,25 |
0,95 |
|
1,4 |
0,2 |
1,2 |
|
1,4 |
0,3 |
1,1 |
|
1,6 |
0,2 |
1,4 |
|
1,6 |
0,35 |
1,25 |
|
1,8 |
0,2 |
1,6 |
|
1,8 |
0,35 |
1,45 |
Любое резьбовое отверстие имеет важную характеристику – глубину, определяемую с учетом таких параметров, как:
- запас внешней резьбы шпильки или болта;
- недорез;
- величина фаски;
- глубина ввинчивания.
Запас резьбы, недорез и размеры фасок – данные, которые можно найти в справочной литературе, а последнее значение вычисляют, используя коэффициенты, равные:
- сталь, латунь, бронза, титан – 1;
- серый и ковкий чугун – 1,25;
- легкие сплавы – 2.
Выбор сверла для создания резьбового отверстия
Как правильно подобрать сверло под метчик и подготовить отверстие:
- Выбор инструментов следует производить с учетом конкретного металла. Обычно для сверления резьбовых отверстий используют приспособления из кобальтосодержащих быстрорежущих сталей. Если предстоит работать с твердым, сложно обрабатываемым материалом, нужно остановиться на сверлах из твердых сплавов.
- Для того чтобы облегчить центровку метчика и заход болта или шпильки, производят предварительное зенкование и формируют фаску.
- Для правильного выбора диаметра инструмента важно принимать во внимание особенности материала. Так, для сверления мягкого сплава под резьбу М10 берут сверло диаметром 9,3, а для твердого – 9,4 мм.
- При сверлении деталей из хрупкого металла следует брать сверло на 0,1 мм меньше, чем для обычной стали.
- Даже при одинаковом шаге резьбы диаметры сверл для формирования резьбового отверстия будут разными для обычных и метчиков-раскатников.
- Чтобы избежать выхода из строя метчика и сформировать резьбу высокого качества, следует при выборе инструмента сверяться с ГОСТом и специальной справочной литературой.
Самым важным фактором, влияющим на результат работы резьбонарезных приспособлений, является грамотный выбор диаметра сверла.
При расчете диаметра отверстия обычно пользуются простым методом – получая разность между номинальным диаметром и величиной шага. К примеру, чтобы просверлить отверстие под резьбу М10, следует брать инструмент, диаметр которого будет: 10 – 1,25 (величина стандартного шага) = 8,75 мм.
При расчете количества витков важно учитывать, что для пластичных материалов этот показатель всегда больше. То есть, чтобы просверлить медь, следует взять сверло с большим диаметром, чем для сверления чугунной или бронзовой детали.
На практике диаметр резьбового отверстия всегда меньше номинальной величины нарезки. Однако важно учитывать нормативы, которые задают предельные значения. Превышая их, мастер нарушает технологические правила и получает менее качественный результат. К примеру, для резьбы М8 следует выбирать сверло диаметром не более 7,48 мм.
Диаметры метрических резьбовых отверстий регламентируются соответствующими государственными стандартами.
Перечислим рекомендованные параметры отверстий для самых популярных размеров резьбы: М3, М4, М5, М6, М8, М10 и М12.
Для наглядности диаметры представлены в таблице:
|
Метчик (резьба/основной шаг) |
Диаметр отверстия (сверла), мм |
|
М3х0,5 |
2,5 |
|
М4х0,7 |
3,3 |
|
М5х0,8 |
4,2 |
|
М6х1,0 |
5,0 |
|
М8х1,25 |
6,8 |
|
М10х1,5 |
8,5 |
|
М12х1,75 |
10,2 |
|
М14х2,0 |
12,0 |
|
М16х2,0 |
14,0 |
|
М18х2,5 |
15,4–15,6 |
|
М20х2,5 |
17,4–17,6 |
Следует еще раз напомнить о самом быстром и простом «дедовском» способе. Чтобы не терять лишнего времени на расчеты и поиск требуемых значений в справочниках, можно просто отнять от номинального диаметра резьбового отверстия шаг нарезаемой резьбы.
Приведем пример. Предположим, требуется сформировать резьбу М8×1,25:
- Номинальный диаметр резьбы – 8 мм.
- Шаг – 1,25 мм.
- Вычитаем из первого значения второе: 8 – 1,25.
- Нужный нам диаметр – 7,25 мм.
Можно округлить полученную величину в большую сторону. В нашем примере округляем 7,25 до 7,3 мм. Такой способ очень удобен в домашних условиях, но недостаточно точен для любого производства, где лучше взять искомую величину из справочной таблицы или ГОСТа, учитывая при этом допуски и характеристики конкретного металла.
Оснастка для резьбовых отверстий
Метрическую внутреннюю резьбу формируют при помощи специальных винтообразных режущих приспособлений с канавками для отвода стружки – метчиков. В зависимости от формы резьбового отверстия используют стержнеобразные инструменты конической или цилиндрической формы. По бокам параллельно продольной оси рабочей части проходят каналы, разделяющие ее на гребенки с острыми краями, которые представляют собой режущую кромку и нарезают спиральные выступы резьбы.
Для того чтобы внутренняя резьба была чистой и аккуратной, а ее конфигурация соответствовала заданным значениям, важно производить нарезку поэтапно, медленно снимая один за другим тонкие слои материала.
Для такой работы используют или комплекты метчиков, с последовательно меняющимися параметрами, или инструмент, по длине рабочей части которого расположены отрезки соответствующей геометрии. Отдельными инструментами с неизменной формой гребенок пользуются для восстановления формы резьбы, вышедшей из строя или утратившей свои функции.
Минимальный набор для качественной нарезки внутренней резьбы включает в себя два инструмента. Один из них предназначен для черновой нарезки, а второй – для окончательного формирования резьбы. С помощью первого с поверхности отверстия тонким слоем снимают металл, формируя канавки малой глубины, а вторым – углубляют их и очищают поверхность от мелких изъянов.
С помощью комбинированных двухпроходных инструментов или комплектов из двух приспособлений обычно нарезают резьбу в отверстиях небольшого диаметра – не более 3 мм. Метрическая нарезка больших диаметров требует наборов из трех приспособлений или специальных трехпроходных метчиков.
Для передачи рабочего усилия на режущий инструмент пользуются специальными воротками, которые могут иметь разное конструктивное решение. Главный параметр для этих приспособлений – форма и размеры посадочного отверстия, в которое вставляется хвостовик метчика.
Используя для нарезания внутренней резьбы комплект метчиков разной конфигурации, важно соблюдать правильную последовательность, ориентируясь как на специальные отметки, которыми промаркированы инструменты, так и на их конструктивные особенности.
Первым идет метчик самого маленького диаметра и характерными обрезанными зубчиками на режущей гребенке.
Второй метчик отличает короткая заборная часть и большая длина гребней. По диаметру этот инструмент занимает промежуточную позицию между первым и третьим.
Третий инструмент, предназначенный для окончательной обработки резьбового отверстия, имеет полный профиль режущих зубьев на гребенке. Диаметр этого метчика в точности соответствует требуемым параметрам нарезаемой резьбы.
Нарезание резьбы в отверстии
Для нарезания внутренней резьбы необходима надежная фиксация изделия. Небольшие детали для этого зажимают в тисках, а габаритным следует обеспечить неподвижность с помощью подручных средств, например, грузов или прокладок.
Заводя рабочий инструмент в подготовленное отверстие, важно следить, чтобы их оси совпадали. Далее следует начинать медленно поворачивать метчик в нужном направлении. При повышении сопротивления следует извлечь его, вращая в обратную сторону, и удалить из канавок стружку. Процедуру необходимо повторять до формирования резьбы с требуемыми параметрами.
При формировании резьбы в глухом отверстии кончику метчика необходимо свободное пространство, а значит, засверливать деталь нужно глубже требуемого расстояния ввинчивания. Если конфигурация и размеры изделия не позволяют сделать отверстие более глубоким, часто проблему решают, срезая переднюю часть инструмента.
При нарезании внутренней резьбы и формировании наружной с помощью плашек используют два инструмента – один для чернового прохода, второй – для чистового. Этот прием позволяет добиться высокого качества и чистоты витков. Можно также использовать для этих целей специальный комбинированный однопроходный метчик.
Для того чтобы стружка не мешала контакту режущей кромки зубьев с материалом, за каждым полным оборотом инструмента должен следовать возврат на полуоборот.
Для расчета глубины ввинчивания следует умножить номинальный диаметр в миллиметрах на коэффициент, учитывающий материал детали.
Рекомендуем статьи
- Скорость резания: на что влияет и как правильно подобрать
- Виды токарных станков: обзор наиболее популярных
- Виды резцов по металлу: базовая классификация
Для облегчения процесса формирования резьбы рабочую зону смазывают. Для смазки стальных изделий можно пользоваться олифой, алюминиевых – спиртом, скипидаром или керосином. Если под рукой не оказалось нужной технической жидкости, можно заменить ее обычным машинным маслом, которое, конечно, не так эффективно. Соблюдение всех описанных выше правил позволит получить резьбовое отверстие с требуемыми параметрами.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
m8 X 1,25 Метчик-пробка из быстрорежущей стали и комплект сверл из быстрорежущей стали 6,75 мм, Qualtech | POUM8X1.25
- Артикул:
- POUM8X1. 25
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
Список цен: $10,20
В настоящее время: Цена: 5,51 доллара США.
(Вы сэкономили 4,69 доллара США)
Список цен: $10,20
В настоящее время: Цена: 5,51 доллара США.
(Вы сэкономили 4,69 доллара США)
- Артикул:
- POUM8X1. 25
- Марка
- Квалтек
- СКП:
- 8878612
- MPN:
- POUM8X1.25
- Наличие:
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
- Описание
- Характеристики продукта
- Видео
Описание
m8 X 1,25 метчик-пробка из быстрорежущей стали и набор сверл из быстрорежущей стали 6,75 мм
- Набор ручных метчиков и сверл поставляется в легком в уходе пластиковом чехле размер Сверло из быстрорежущей стали с черным оксидом
- Ручные метчики являются наиболее универсальными метчиками для ручного использования. Они предназначены для использования при обычном машинном нарезании резьбы. Ручные метчики также подходят для нарезания резьбы в подавляющем большинстве материалов в сквозных или глухих отверстиях.
- Ручные метчики из быстрорежущей стали можно использовать для нарезания новой резьбы или повторной нарезки поврежденной резьбы.
- Сверла из быстрорежущей стали с черным оксидом — это надежные сверла общего назначения, предназначенные для работы с широким спектром материалов из семейств железа и стали. сверления и обработаны износостойким черным оксидом
View AllClose
Характеристики продукта
Размер: | м8 x 1,25 |
Материал: | Быстрорежущая сталь |
Шт. | 2 |
Размер метчика: | м8 |
Количество витков на дюйм: | 1,25 |
Метчик Количество канавок: | 4 |
Длина резьбы: | 1-1/8 |
Общая длина: | 2-23/32 |
Размер хвостовика: | 0,276 |
Соответствующее сверло: | 6,9 мм |
Ограничение диаметра шага: | Д3 |
Тип канавки: | Прямой |
Резьба с фаской: | от 3 до 5 |
Просмотреть всеЗакрыть
Видео
Метчики от Drill America
Метчикиот Drill America www.
DrillAmerica.net
Расшифровка видео…
Посмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65 Информация
Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
- сопутствующие товары
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
M8 x 1,25 Метчик-пробка из быстрорежущей стали с 4 канавками, Qualtech
Квалтек
Список цен: $7,38
В настоящее время: Цена: $3,99
Метчик с 4 канавками из быстрорежущей стали m8 x 1,25 Используется для нарезания новой резьбы или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для использования в…
ДВТП8С1,25
Добавить в корзину
Быстрый просмотр
M8 x 1,25 Метчик из быстрорежущей стали с 4 канавками, Tap America
Tap America
Список цен: $13,09
В настоящее время: Цена: 7,07 долларов США.
Метчик с 4 канавками из быстрорежущей стали m8 x 1,25 Используется для нарезания новой резьбы или повторной нарезки поврежденной и/или заклинившей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для использования в…
Т/АП8С1.25
Добавить в корзину
Быстрый просмотр
Метчик-пробка m8 X 1 из быстрорежущей стали и набор сверл из быстрорежущей стали 7,00 мм, Qualtech
Квалтек
Список цен: $10,20
В настоящее время: Цена: 5,51 доллара США.
M8 X 1 метчик-пробка из быстрорежущей стали и набор сверл из быстрорежущей стали 7,00 мм. Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом мешочке. Набор содержит один ручной метчик-пробку из быстрорежущей стали и. ..
POUM8X1
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m23 x 1,25 и набор сверл с хвостовиком 55/64 дюйма из быстрорежущей стали с хвостовиком 1/2 дюйма, Qualtech
Квалтек
Список цен: $115,73
В настоящее время: Цена: $62,49
M23 x 1,25 Метчик-пробка из быстрорежущей стали и набор сверл из быстрорежущей стали 55/64 дюйма Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом мешочке. Набор содержит один ручной метчик-пробку из быстрорежущей стали и соответствующий. ..
ПОУМС23X1,25
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m24 x 1,25 и набор сверл с хвостовиком 29/32 дюйма из быстрорежущей стали с хвостовиком 1/2 дюйма, Qualtech
Квалтек
Список цен: $118,81
В настоящее время: Цена: 64,16 доллара США.
M24 x 1,25 Быстрорежущая заглушка Tap и 29/32-дюймовый набор сверл из быстрорежущей стали с ручным метчиком и набором сверл поставляется в удобном для обслуживания пластиковом мешочке. Набор содержит один ручной метчик из быстрорежущей стали и черный. ..
ПОУМС24X1,25
(M8 x 1,25) – Сверло для нарезки резьбы 6,8 мм. Высшее качество. Бесплатная доставка по Великобритании.
Поиск
Фильтры
- Дом /
- Сверла /
- Метрические сверла /
- (M8 x 1,25) – Сверло для нарезки резьбы 6,8 мм
Предыдущий продукт (M7 x 1) – 6,0 мм резьбонарезной. ..
Следующий продукт (M8 x 1) – 7,0 мм резьбонарезной…
Подходит для использования с инструментами с шагом M8 x 1,25. Высококачественное сверло производства Dormer.
Артикул: (ТД) 6,8 мм
Доступность: В наличии
4,19 фунта стерлингов НДС
Подходит для использования с инструментами с шагом M8 x 1,25. Высококачественное сверло производства Dormer.
Подходит для использования с инструментами с шагом M8 x 1,25. Высококачественное сверло производства Dormer.
Покупатели, купившие этот товар, также купили
Подходит для использования с инструментами с шагом M6 x 1. Высококачественное сверло производства Dormer.
Вся наша продукция изготовлена в соответствии с самыми высокими стандартами из быстрорежущей стали.