Как нарезать резьбу метчиком || Крепеж24
Иногда, складываются такие ситуации, что приходится отрезать часть какой-либо трубы, из-за того, что резьба на ней пришла в негодность.
В таком случае необходимо, либо покупать новую трубу, либо же пойти другим путём и нарезать резьбу на старой. Первый способ менее накладный, но более дорогостоящий, нежели второй, поэтому многие делают свой выбор именно в пользу метчика. В этой статье попытаемся разъяснить, как нарезать трубу метчиком.
Выделяют две разновидности резьбы: внутренняя и внешняя. Для изготовления внутренней резьбы используется метчик, нарезка внешней осуществляется при помощи двух специальных инструментов: клуппа или плашки.
Перед началом работы необходимо, чтобы у вас под рукой находился резьбонарезный набор, который можно купить в любом хозяйственном или строительном магазине. Обычно такие наборы включают в себя два метчика (не путать с плашками или клуппами). Каждый из них выполняет определённую функцию в процессе нарезки резьбы. Первый номер метчика используется для первоначальной обработки трубы, его рабочая часть представлена более тупыми режущими гранями, и острым заходом. После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
Первый номер метчика используется для первоначальной обработки трубы, его рабочая часть представлена более тупыми режущими гранями, и острым заходом. После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
Нарезка осуществляется путём очерёдного применения метчиков, сначала используют первый, а затем чистовой. Безусловно, нарезку можно производить сразу же чистовым метчиком, но это грозит поломкой инструмента.
Перед походом в строительный магазин за набором выясните диаметр отверстия, в котором необходимо сделать резьбу. Без этой информации вы можете ошибиться в выборе инструмента, что повлечёт за собой финансовые убытки. Определить диаметр отверстия можно либо, зная диаметр сверла, либо же используя штангенциркуль. При нарезании резьбы в глухом отверстии необходимо соблюдать правило, согласно которому длина метчика должна быть на пару миллиметров меньше, чем глубина отверстия.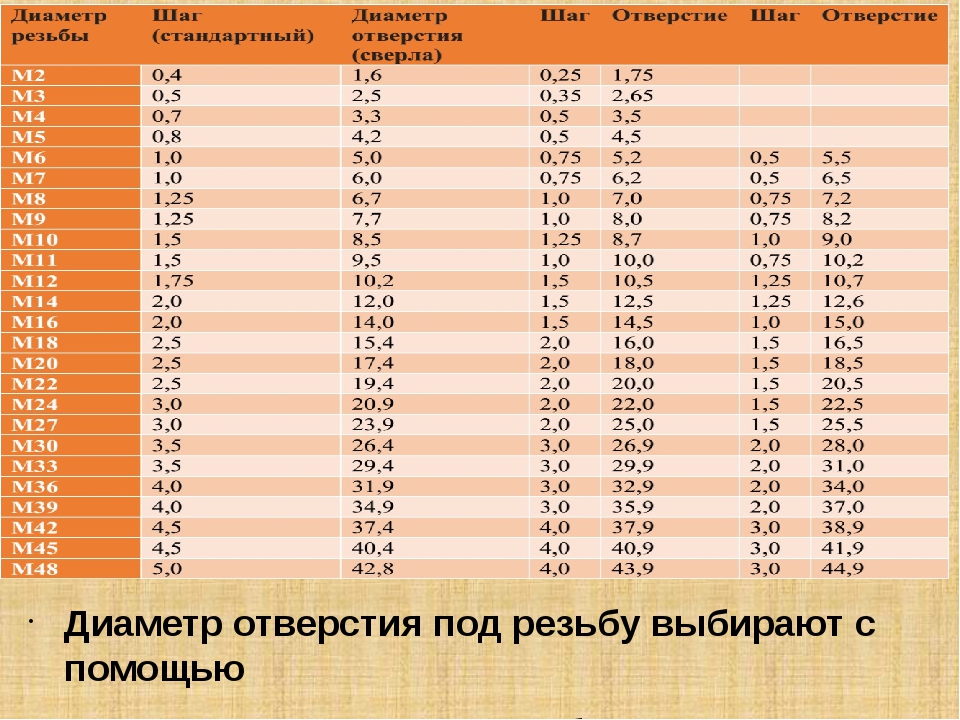
Перед началом работы в обязательном порядке инструмент и рабочее поле обильно смазываются машинным маслом. После этого метчик необходимого размера закрепляют в удерживающем устройстве и аккуратно погружают в отверстие. Затем производят плавные движения по часовой стрелке. Необходимо применить некоторое усилие для того, чтобы резьба начала нарезаться. На этом этапе ни в коем случае нельзя допускать перекосов со стороны метчика, так как в этом случае нарушится структура резьбовой поверхности. Если вдруг вы почувствовали затруднение в прокручивании инструмента, то просто поверните его на четверть оборота против часовой стрелки, а потом продолжите процесс. Благодаря этому будет сбита стружка, что приведёт к уменьшению сопротивления движению инструмента.
В некоторых случаях при чрезмерном прикладывании силы при нарезке резьбы происходит облом инструмента в отверстии. В таком случае необходимо приложить определённые усилия для того, чтобы произвести удаление обломка из заготовки. Проще всего сломанный метчик вытащить тогда, когда он выступает за пределы отверстия, в таком случае его просто захватывают плоскогубцами и выворачивают. Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Проще всего сломанный метчик вытащить тогда, когда он выступает за пределы отверстия, в таком случае его просто захватывают плоскогубцами и выворачивают. Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Бывает, что под рукой нет ничего кроме чернового метчика, а резьбовое соединение необходимо сделать в кратчайшие сроки. В такой ситуации не стоит судорожно искать чистовой метчик, можно всего лишь несколько раз прокрутить имеющийся в отверстии, а после этого при помощи обыкновенного болта соответствующего диаметра произвести окончательную обработку.
При отсутствии в наборе метчикодержателя, его можно заменить обычным накидным или рожковым ключом, либо же изготовить вороток самостоятельно, для этого в небольшой полоске, размером до 8 сантиметров делают отверстие диаметром на 2-3 миллиметра меньше, чем размер метчика. После этого при помощи надфиля из отверстия делают квадрат, который и будет удерживать резьбонарезное устройство.
Купить метчик по досутпной цене можно в каталоге сайта здесь https://krepeg24.ru/catalog/bury-sverla-rashodka/metchiki-plashk – или в магазинах Крепеж24 в Красноярске, Иркутске, Лесосибирске и Абакане.
Обработка отверстий и нарезание резьбы
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Обработка отверстий и нарезание резьбы
Многие детали машин, приборов и механизмов имеютразличные по размеру и форме отверстия, которые
получают различными способами обработки с
применением разнообразных режущих инструментов,
оборудования и приспособлений.
 В практике
В практикеслесарного дела чаще всего используют следующие
способы обработки отверстий: сверление, рассверливание, зенкерование, развертывание.
Сверление является одной из широко
распространенных операций в слесарной практике, с
которой приходится сталкиваться довольно часто.
Сверление осуществляет режущим инструментомсверлом. Для сверления отверстий применяют
различные типы сверл, но наиболее распространенными являются перовые и спиральные.
3. Обработка отверстий
Спиральные сверла по сравнению с перовыми обладаютспособностью отводить стружку во время сверления и
подводить охлаждающую жидкость к поверхности
резания. Это улучшает условия резания и обеспечивает
получение более точного и чистового отверстия,
позволяет перетачивать сверло с сохранением почти
прежнего диаметра. Рабочая часть спирального сверла
представляет собой
цилиндрический стержень с двумя спиральными
канавками, направленными обычно под углом 60° к оси
сверла.
 Такой наклон канавок обеспечивает наиболее
Такой наклон канавок обеспечивает наиболеевыгодный угол резания при сверлении стали и чугуна и
свободное перемещение образующей стружки.
Сверла затачивают на специальных станках или же
вручную на точилах с мелкозернистыми абразивными
кругами. Угол заточки выбирают в зависимости от
твердости просверливаемого материала. Правильность
заточки сверла контролируют с помощью шаблона.
5. Углы заточки сверла для сверления некоторых материалов
Для увеличения стойкости сверла и уменьшенияусилий резания при сверлении применяют
многоступенчатую заточку сверл.
Для того чтобы сверло работало, ему необходимо
сообщить два движения: вращательное и
поступательное (последнее называется подачей).
Эти движения осуществляют с помощью
переносных приспособлений или стационарных
станков, в которых сверла крепят патронами или
конусными втулками. Патроны применяют для
закрепления сверл с цилиндрическими
хвостовиками.
Для сверления отверстий небольших диаметров
используют ручные, электрические и
пневматические дрели.
 Наиболее совершенным и
Наиболее совершенным ипроизводительным способом получения отверстий
является сверление на специальных вертикальносверлильных, горизонтально-сверлильных и
радиально-сверлильных станках.
8. При установке изделий для сверления на станке следует руководствоваться следующими положениями:
Точность сверления в большей степени зависит отсостояния стола сверлильного станка, поэтому стол
надо оберегать от забоин, местной выработки и
ржавления, а изделия на стол устанавливать аккуратно,
без ударов и значительных перемещений, перед
установкой на стол изделия очищают от грязи, а
имеющиеся на них заусенцы устраняют;
при сверлении сквозного отверстия, чистота и
возможный перенос которого не имеют значения, под
изделие следует подкладывать деревянную дощечку с
параллельными сторонами; если же перекос
недопустим, под изделие надо подкладывать
металлическое кольцо или металлическую плитку с
отверстием для прохода сверла;
если в столе станка имеется отверстие для прохода
сверла, сверление нужно производить без
подкладок;
под просверливаемым изделием не должно быть
стружек или кусочков металла, которые могут
послужить причиной перекоса отверстия;
неполные отверстия сбоку изделий нужно
сверлить, зажимая изделия попарно, либо
применяя прокладку;
для сверления отверстия сбоку цилиндрической
поверхности на ней(перпендикулярно к оси
сверления)следует предварительно обрабатывать,
площадку, если отверстие в трубчатом изделии
необходимо сверлить насквозь, внутрь отверстия
рекомендуется забивать металлическую пробку;
если сверло уходит в сторону, то меры к исправлению
направления отверстия нужно принимать до того, как
его коническая часть полностью войдет в металл.
Направление сверла следует изменять подрубыванием
канавочниками с той стороны, в которую необходимо
сместить сверло. Если же после одной подрубки центр
отверстия сместить не удается, подрубку надо
произвести еще раз.
Для снятия фасок у отверстия, получения конических и
цилиндрических углублений под головки винтов и
заклепок применяют зенкование, а для зачистки
торцевых поверхностей – цекование.
Зенкерование выполняют на сверлильных станках.
Крепление зенкеров не отличается от крепления сверл.
Скорость резания при зенкеровании должна быть
примерно в полтора раза меньше, чем при сверлении
сверлом такого же диаметра.
При зенковании стружку удаляют сильной струей
сжатого воздуха или воды или опрокидыванием
детали, если она нетяжелая. При зенковании деталей
из стали, меди, латуни, дюралюминия применяют
охлаждение мыльной эмульсией.
Развертывание можно производить как на сверлильных
и токарных станках, так и вручную специальными
инструментами, называемыми развертками.
 Развертка
Разверткав отличие от сверла и зенкера снимает очень
небольшой слой металла (припуск под развертку), в
пределах десятых долей миллиметра. Развертки для
станочного развертывания называют машинными, а
для ручного – ручными. Обработка отверстий
развертками позволяет получить высокую точность и
чистоту поверхности. Отверстия диаметром более 6 мм
обрабатывают двумя развертками: черновой и
чистовой.
Винтовую поверхность, образованную на телах
вращения, называют резьбой. Резьбу широко
применяют в технике как средство соединения,
уплотнения или обеспечения заданных перемещений
деталей машин, механизмов, приборов и т.д.
Резьбу на деталях можно получить методом нарезания
со снятием стружки и накатыванием, т.е. методом
пластических деформаций.
Для нарезания внутренней резьбы используют
метчики, а для нарезания наружной резьбы – плашки,
прогонки и другие инструмента. Инструментом для
накатывания резьбы служат накатные плашки,
накатные ролики и накатные голове.
 Метчик состоит
Метчик состоитиз двух основных частей: рабочей и хвостовой
14. Разновидности метчиков
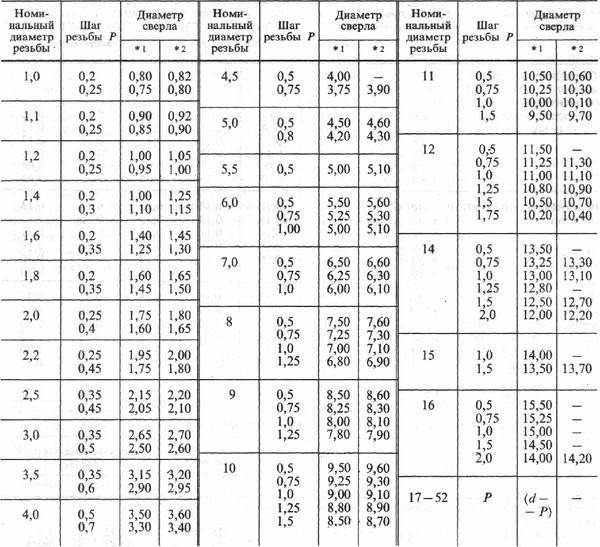
Ручные метчики применяют для нарезания резьбывручную. Ручные метчики для метрической и
дюймовой резьбы стандартизованы и изготовляют
комплектом из двух метчиков для резьбы с шагом
до 3 мм включительно (для основной метрической
резьбы диаметром от 1 до 52 мм и для дюймовой
резьбы диаметром от 1/4 до 1″) и комплектом из
трех метчиков для резьбы с шагом свыше 3 мм (для
метрической резьбы от 30 до 52 мм и для
дюймовой резьбы диаметром от 11/8 до 2″).
Первый (черновой) метчик нарезает черновую
резьбу, снимая при этом до 60% металла; второй
(средний) метчик дает уже более точную резьбу,
снимая до 30% металла; третий (чистовой) метчик
снимает до 10% металла, имеет полный профиль
резьбы и используется для окончательного точного
нарезания резьбы и ее калибровки. Для того чтобы
определить, какой метчик является черновым,
какой средним, а какой чистовым, на хвостовой
части делают соответственно одну, две или три
круговые риски (кольца) или же ставят
соответствующий номер.

Плашки применяют для нарезания наружной
резьбы как вручную, так и на станках. В
зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные
(призматические). Круглые плашки изготовляют
цельными, разрезными.
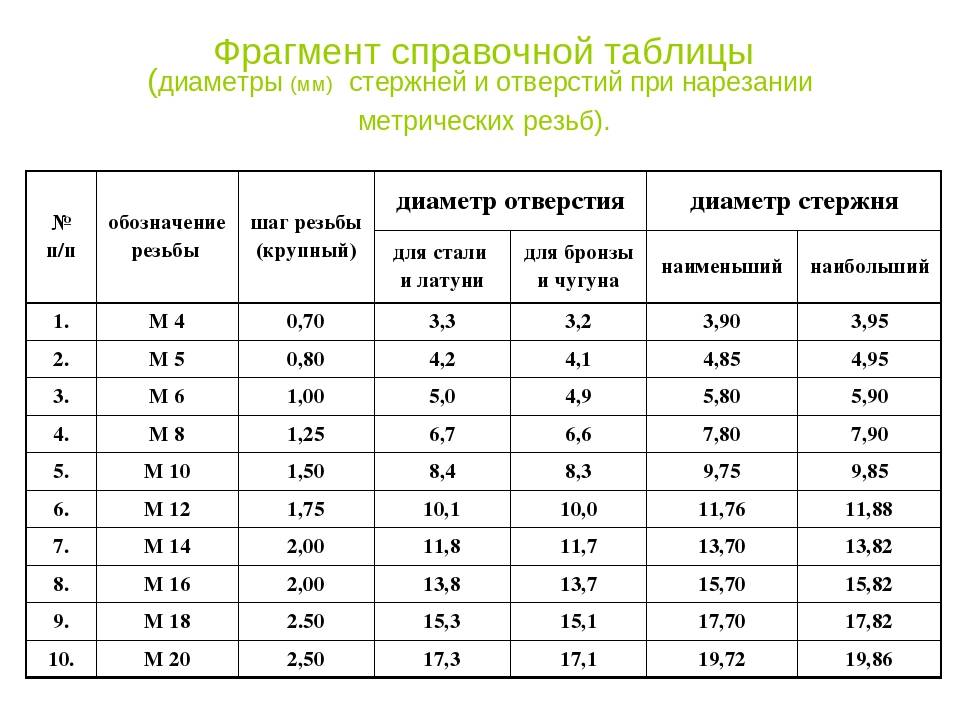
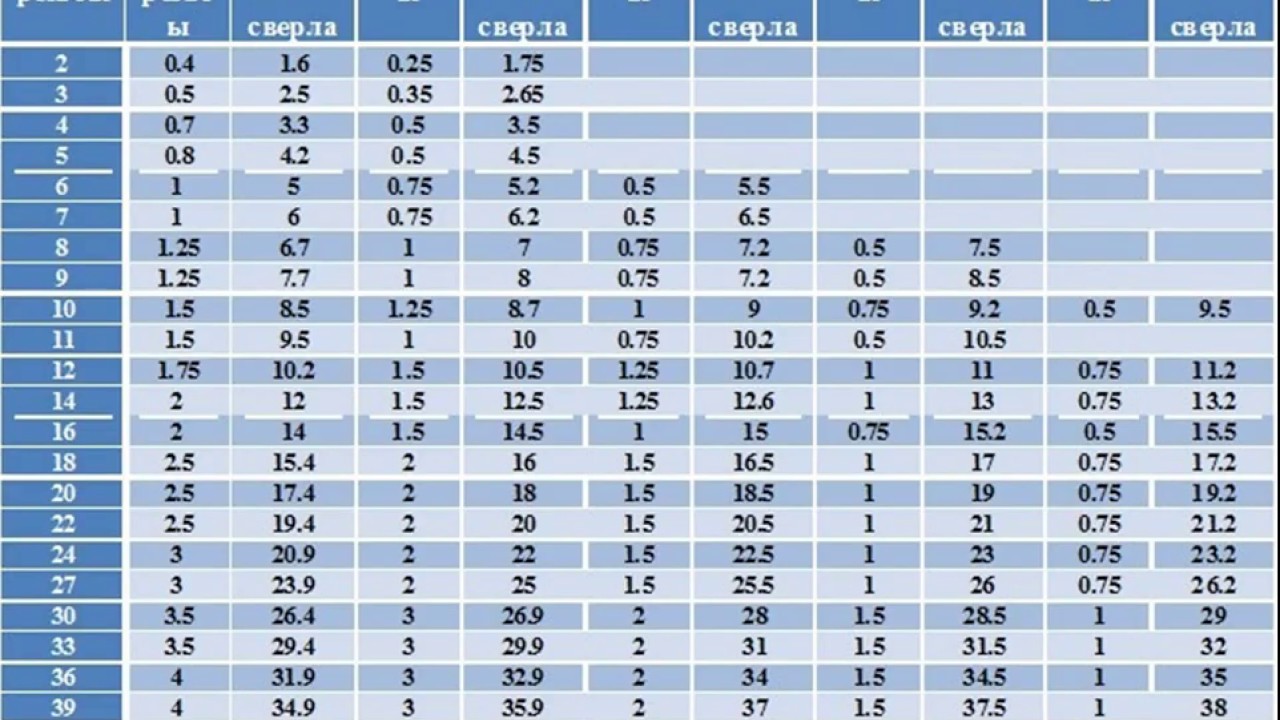
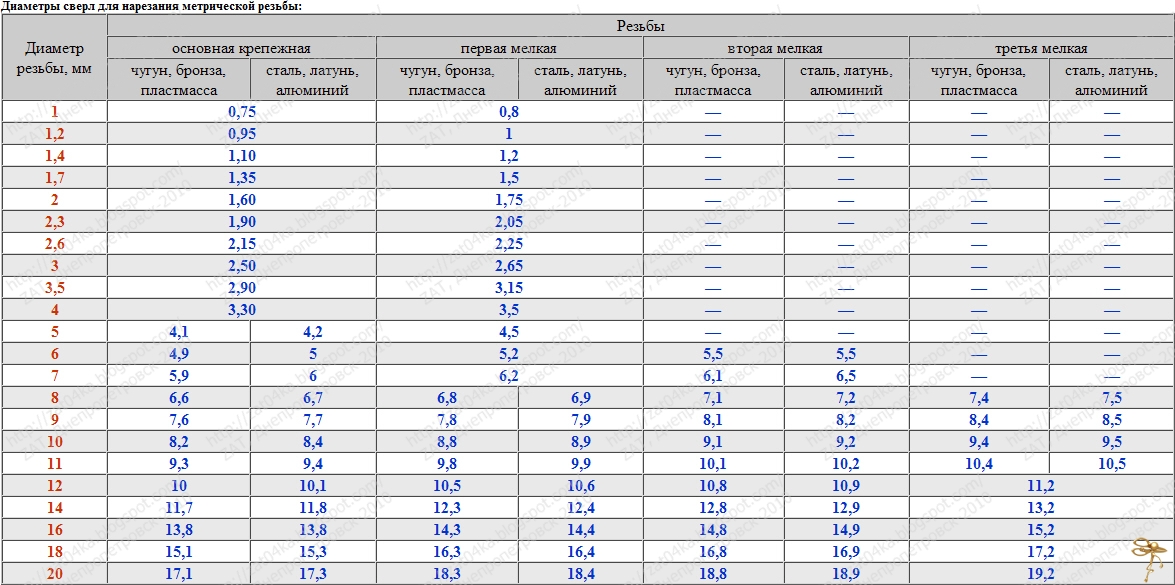
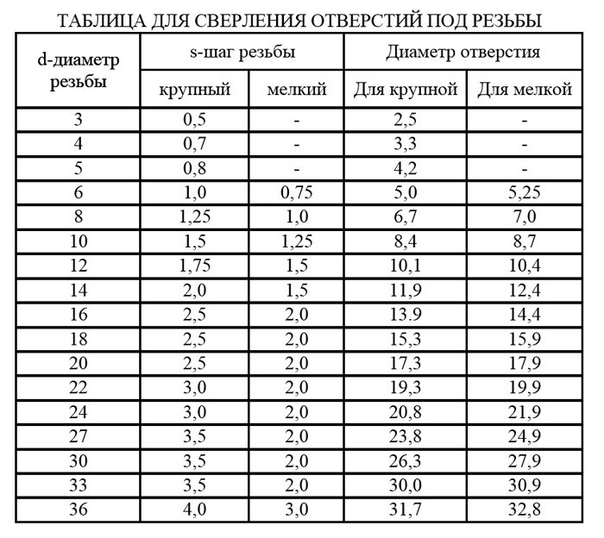
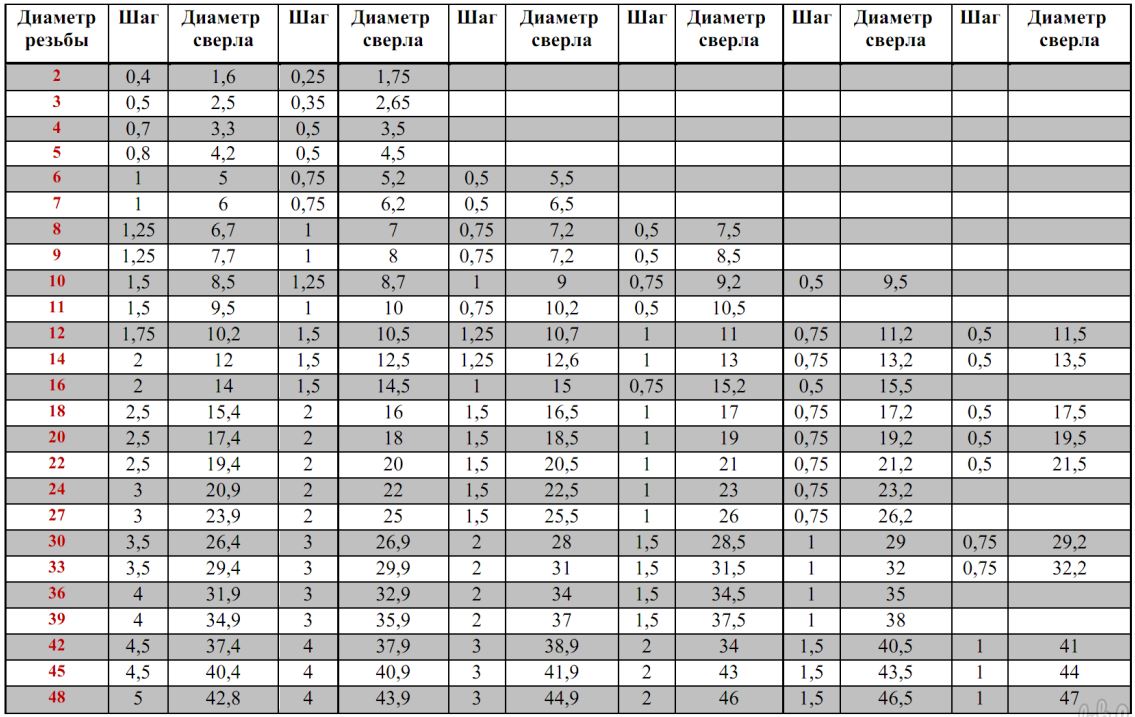
Для нарезания внутренней резьбы просверленное
отверстие, в котором нарезают резьбу метчиком,
обрабатывают зенкером или же протачивают.
При нарезании материал частично
“выдавливается”, поэтому диаметр сверла должен
быть несколько больше, чем внутренний диаметр
резьбы.
18. Оформление домашнего задания
Оформить конспект в тетрадиОтветить на контрольные работы
Оформлять работу письменно в тетради или в
электронном документе Word
Оформленную работу отправлять на электронную
почту [email protected] до 29.04.2020
Кто оформляет работу в тетради присылает фото
ответов на вопросы
В письме укажите свою группу и фамилию.
19. Домашнее задание
Контрольные вопросы:1.Поясните в чем отличие между перовым и спиральным
сверлом.
2.Поясните как выполняется заточка сверла.
3.Поясните какие процессы позволяют повысить
стойкость сверла.
4.Поясните от чего зависит точность сверления.
метчик.
English Русский Правила
Как определить размер сверла для резьбы.
Бренто
Зарегистрировано
- #1
Мне нужно нарезать резьбу 1.035-40 в квадратном куске алюминия. Есть ли формула для определения размера предварительного отверстия
?
П. Уоллер
Латунь
- #2
Простой метод.
Major Diameter – вывод. Это доставит вас в бейсбольный парк.
В этом случае 1,035 – 0,025 = 1,010
Кутер Коричневый
863 Бронзовый
- #3
http://www.guhring.com/Tech/tapdrill
редактировать:
сайт не работает….. лол
Последнее редактирование:
П. Уоллер
Латунь
- #4
Калькулятор Gurings не рассчитывает размеры резьбы, а только выводит список стандартных резьб ANSI.
Резьба 1.039-40 не указана в стандартах и, по-видимому, является собственностью производителя оптики, вполне вероятно, что эта компания не заинтересована в публикации данных о резьбе.
Кутер Коричневый
863 Бронзовый
- #5
Кутер Коричневый
863 Бронзовый
- #6
ЛУЛЗ!
https://www.thorlabs.com/NewGroupPage9_PF.cfm?ObjectGroup_ID=3307
Джим Доусон
Глобальный модератор
- #7
Формула есть, но мне лень искать
Бренто
Зарегистрировано
- #8
Это то, что я использовал, чтобы получить размер. Забавно, что лаборатория Тора – это то, для чего нужна часть, лол
.
Веб-машинист
Зарегистрировано
- #9
П.