нарезание резьбы, сверление в труднодоступных местах различных конструкций
Иногда машина может больше, чем написано в инструкции. Из этой статьи вы узнаете о том, на что способны сверлильные станки на электромагнитном основании. И как эти возможности можно использовать на практике.
В описаниях подобного оборудования всегда указывается, что допустимо нарезать резьбу до М24. Этот параметр можно считать завышенным, если решать задачу «в лоб». Однако на практике выполнялись гораздо большие резьбы, но не за один проход. Немецкие MAB 845 от компании BDS, белорусские МС-8+ и польские PRO100 обладают гораздо большей энерговооруженностью, чем заявлено в ТТХ. Кстати, машины унифицированы. Привода с редукторами производит немецкая фирма Eibenstock. Производство корпусов электромагнитов освоено в Гродно (Республика Беларусь). Электрика различается, но фактически это одна и та же машина.
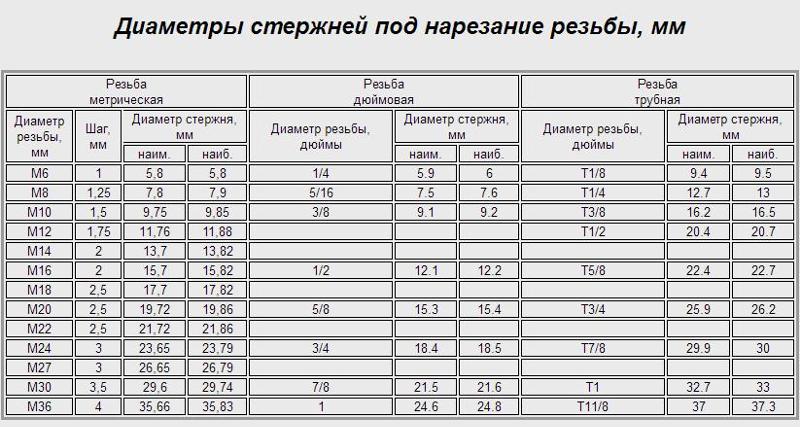
Если высверлить по таблице отверстие нужного диаметра, и пробовать пройти резьбу стандартным метчиком, даже на М18-20 привод остановится по «аварии».
Очень востребованная область – ремонт поворотных площадок кранов
Можно поступить двояко. Первый способ – везти платформу на ремонтный завод на ракетном тягаче (простой магистральный тягач не потянет). Это фантастический расход топлива, согласования в ГИБДД, негабарит. Предприятию всё вылетит в копеечку. Второй вариант – ремонт на месте. Дешевле на порядок.
Поворотная площадка крана или погрузчика представляет собой огромный подшипник, стянутый болтами. При постоянной эксплуатации идёт износ, разбивается резьба стягивающих болтов. Ну не выкидывать же технику за 1 млн. евро, если можно починить за 1500 евро?
Железногорск, Курская область, Россия, 2008 год. Михайловский горно-обогатительный комбинат. Сломалась поворотная платформа роторного экскаватора в карьере.
Старые резьбы высверлили, а новые нарезали уже вручную. Не успели машиной. Световой день пошёл на убыль, как и рабочий – по времени. Подписал документы у руководителя, оставил станок на ответхранение и поехал домой.
Одно из самых интересных техзаданий пришло из Минска, столицы моей родины. Управление Механизации №79 требовало ремонт крана по той же схеме. Масштаб организации виден на официальном сайте. Не указано разве что гражданское строительство. Но поверьте мне – в их «панельках» прошло детство многих из нас.
Задача была сложной, резьбы М33 и М39 никак не вписывалась в возможности станка.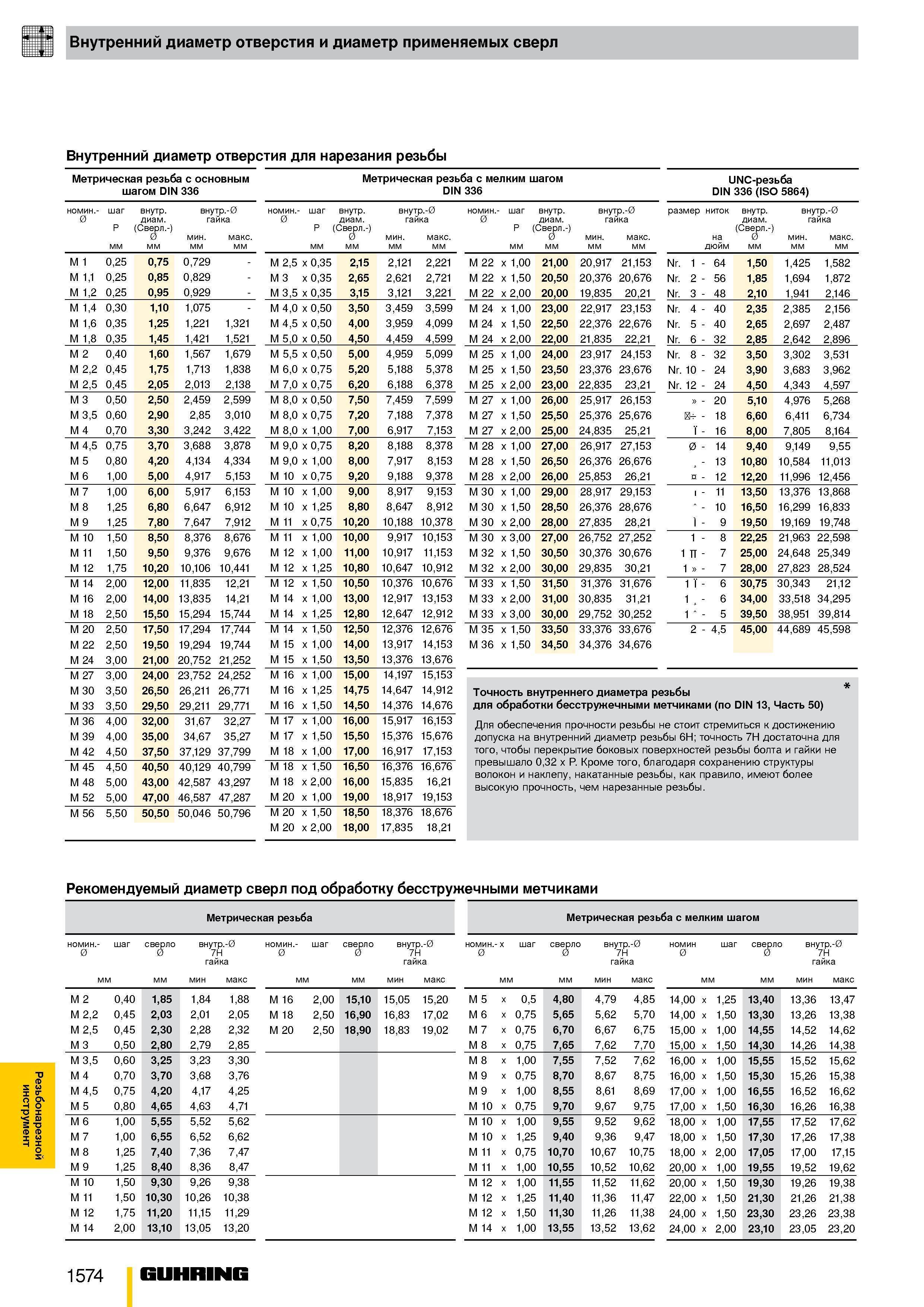 Работа со стандартными метчиками и резьбонарезным патроном обернулась полным провалом. Когда меня в очередной раз вызвали в Минск, инструментальный цех «разделил» метчик на 4: черновой, два проходческих и финишный. Резьбонарезной патрон тоже выточили сами, ибо по ГОСТу идёт уже 4-ый конус, а шпиндель станка поддерживает 3-ий. Можно было бы использовать переходные втулки, но тогда конструкция получилась бы громоздкой, да и рабочего хода станка попросту бы не хватило. При нарезании больших резьб, после прохода каждых двух-трёх витков следует выводить метчик из отверстия, очищать отверстие от стружки. Иначе срабатывает автоматическое отключение станка из-за перегрузки, а метчик и вовсе может заклинить в отверстии намертво (пример на видео.) Обильное применение СОЖ обязательно.
Работа со стандартными метчиками и резьбонарезным патроном обернулась полным провалом. Когда меня в очередной раз вызвали в Минск, инструментальный цех «разделил» метчик на 4: черновой, два проходческих и финишный. Резьбонарезной патрон тоже выточили сами, ибо по ГОСТу идёт уже 4-ый конус, а шпиндель станка поддерживает 3-ий. Можно было бы использовать переходные втулки, но тогда конструкция получилась бы громоздкой, да и рабочего хода станка попросту бы не хватило. При нарезании больших резьб, после прохода каждых двух-трёх витков следует выводить метчик из отверстия, очищать отверстие от стружки. Иначе срабатывает автоматическое отключение станка из-за перегрузки, а метчик и вовсе может заклинить в отверстии намертво (пример на видео.) Обильное применение СОЖ обязательно.
С задачей в итоге справились, машину не сожгли. Вывод – при грамотном подходе ресурс и возможности станка находятся за пределами параметров, указанных в инструкции.
Сверление в труднодоступных местах
Когда приходит зима, все хотят согреться.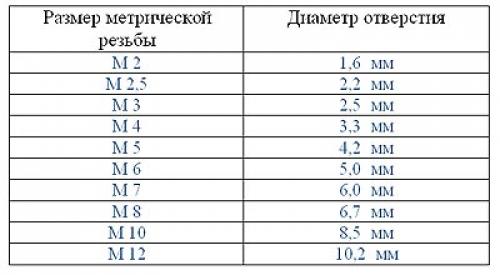 И греются от батарей. Греются люди, хозяева и хозяйки, коты. Но редко кто задумывается – откуда идёт тепло.
И греются от батарей. Греются люди, хозяева и хозяйки, коты. Но редко кто задумывается – откуда идёт тепло.
Техническая составляющая остаётся в сторонке. Тепло обеспечивают ТЭЦ: греют воду, чтоб потом пустить по трубам.
Как и любая техника, их оборудование требует ремонта. Теплообменники изнашиваются, а любая заминка в подаче тепла – микрорайон сидит в холоде. Для оперативного ремонта применяют «сверлилки» на э/магните. В данной конкретной ситуации требовалось высверлить пробки-заглушки, которые были вставлены вместо срезанных трубок-отводов, и обварены. Однако, при проведении испытаний на нагрузку по сварке пошли трещины. Выяснилось, что марки стали трубы испарителя и пробок отличались, соответственно их свариваемость тоже, что было недопустимо. Требовалось высверлить старые «ошибочные» пробки вместе со сваркой. Диаметр – до 36 мм.
Испаритель демонтировать невозможно, это огромная конструкция, глушить целую секцию – это значит снижать производительность. Высверлить обычным инструментом также не представлялось возможным, ни одно обычное спиральное сверло не справится с перекаленными сваркой пробками, да и в самую мощную дрель сверло такого диаметра не поставить. Для установки машины к вертикальной трубе была приварена площадка толщиной s=12 мм, на ней крепилась машина. Далее, с применением твердосплавного корончатого сверла пробки были успешно высверлены.
Высверлить обычным инструментом также не представлялось возможным, ни одно обычное спиральное сверло не справится с перекаленными сваркой пробками, да и в самую мощную дрель сверло такого диаметра не поставить. Для установки машины к вертикальной трубе была приварена площадка толщиной s=12 мм, на ней крепилась машина. Далее, с применением твердосплавного корончатого сверла пробки были успешно высверлены.
В мостостроении сверлильные станки на электромагните применяются очень широко. В 90% случаев это типовые операции сверления под прецизионные болты диаметрами от 20 до 32 мм. Но иногда техзадание, на первый взгляд, кажется практически невыполнимым.
При реконструкции одного из мостов, с расширением на две дополнительные полосы движения и замене ферм столкнулись с необходимостью сквозного сверления пакета из 4х пластин общей толщиной 150 мм. Диаметр – 90 мм. И всё это на высоте 15-20 метров, под самым полотном дороги. В данном случае главную сложность составляли диаметр и марка используемых сталей.![]() Работа велась стандартно выпускаемыми корончатыми свёрлами с твердосплавными пластинами. О спецзаказе речи идти не могло, поджимали сроки приёмки моста, уже должны были начинаться испытания. При сверлении больших диаметров, как и при нарезании резьбы, следует периодически выводить инструмент из отверстия, удалять стружку. Последняя не идёт навивкой как при малых и средних диаметрах, а имеет мелкую фракцию.
Работа велась стандартно выпускаемыми корончатыми свёрлами с твердосплавными пластинами. О спецзаказе речи идти не могло, поджимали сроки приёмки моста, уже должны были начинаться испытания. При сверлении больших диаметров, как и при нарезании резьбы, следует периодически выводить инструмент из отверстия, удалять стружку. Последняя не идёт навивкой как при малых и средних диаметрах, а имеет мелкую фракцию.
Часть её отводится через стружкоотводящие канавки кольцевой фрезы, но часть остаётся в пазу. Смешиваясь с СОЖ и перемалываясь режущей кромкой, она попадает между стенками коронки и самой конструкцией, препятствует дальнейшей проходке отверстия, и в итоге клинит дорогой инструмент в пазу, ломаются зубья. Подачу следует осуществлять очень равномерно, обороты шпинделя выставлять строго согласно таблице диаметров, не более. Если появляется ощущение, что сверление дальше «не идёт», ни в коем случае не следует «душить» станок. Это первый признак того, что паз засорился стружкой, инструмент следует вывести, а паз прочистить.
Интересное техзадание поступило от Костромского судостроительного – судоремонтного завода. Им требовалось в уже совместно сваренных коробах просверлить отверстия около 50 мм в диаметре. Толщина стенки, марка стали и сам диаметр сложности не представляли, но их надо было выполнить соостно, а общая толщина конструкции значительно превосходила длину рабочей части инструмента, и даже рабочий ход шпинделя самого станка. Были применены вставки – удлинители, которые сами по себе рабочим инструментом не являются, к их нижней части только крепиться сам режущий инструмент (кольцевая фреза). Таким образом, инструмент можно опустить значительно ниже относительно базовой поверхности. Задача была выполнена.
Чем можно нарезать резьбу? Каким инструментом нарезают резьбу!
Метчики
Метчик – приспособление, которое обеспечивает нарезание внутренней резьбы. По своей конструкции он похож на винт, выполненный из высокопрочной стали, на котором сделаны три или четыре прямые продольные углубления, образующие при пересечении витков резьбы винта металлорежущие кромки .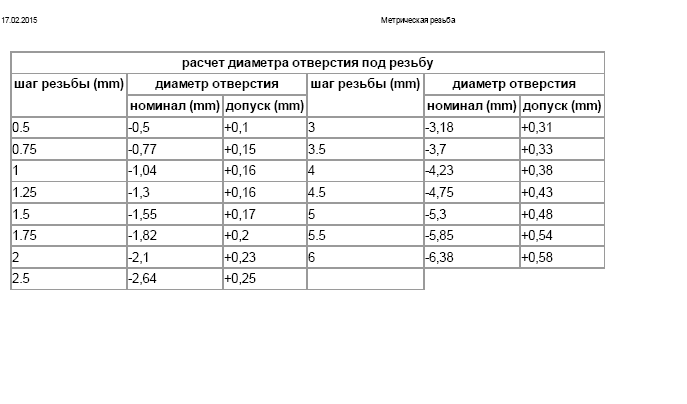
Металлорежущая сторона напоминает конус и ею выполняется нарезание. Направляющая сторона посылает инструмент в рабочее отверстие, в котором нарезается, и калибруется резьба.
На конце хвостика есть присоединительный квадрат, который необходим для фиксации инструмента в ручном инструменте. Размерность присоединительного квадрата для ручного привода зависит от размера метчика.
Канавки на рабочей стороне инструмента имеют продольные углубления.Витки резьбы разделяются канавками на режущие перья, передние кромки которыми производится нарезание. Также углубления нужны для отвода стружки, которая появляется при работе. Три канавки обычно производятся на инструменте диаметром до 22 мм, четыре канавки – с диаметром от 22 до 52 мм.
Метчик для нарезки резьбы изготавливается из быстрорежущей или углеродистой стали технологиям, утвержденным для изготовления металлорежущего инструмента. Они проходят термическую обработку, от точности выполнения которой зависит работоспособность и долговечность метчика. Поверхностная твердость метчиков должна находиться в пределах 63 – 66 HRc. Предметы из углеродистой стали имеют намного меньшую стойкость, чем модели из быстрорежущей. Для увеличения твердости и стойкости режущей кромки рабочая часть машинных метчиков может иметь покрытие из нитрида титана характерного “золотого” цвета.
Они проходят термическую обработку, от точности выполнения которой зависит работоспособность и долговечность метчика. Поверхностная твердость метчиков должна находиться в пределах 63 – 66 HRc. Предметы из углеродистой стали имеют намного меньшую стойкость, чем модели из быстрорежущей. Для увеличения твердости и стойкости режущей кромки рабочая часть машинных метчиков может иметь покрытие из нитрида титана характерного “золотого” цвета.
Существует два способа нарезания внутренней резьбы ручным инструментом: европейский и американский. В Европе принято работать в два или три прохода разными метчиками. В США – одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы.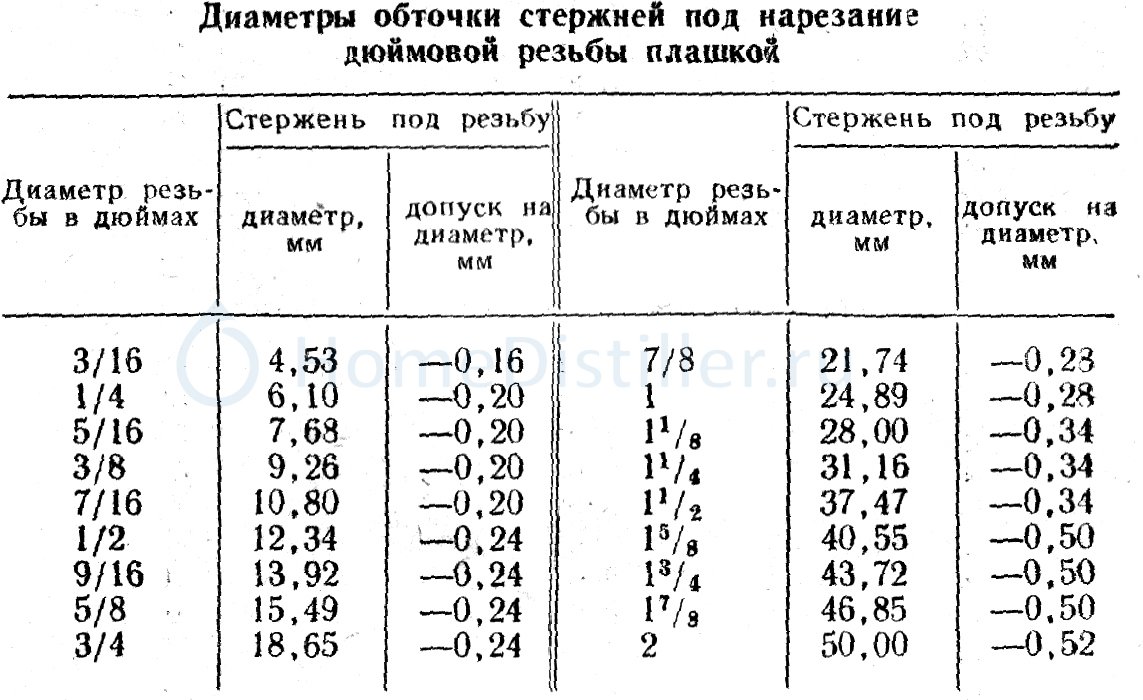
В России принят европейский подход, на Дальнем Востоке – американский Соответственно ниже основное внимание уделено именно этим приспособлениям для нарезания резьбы европейским способом. Набор из двух (черновой и чистовой модели) используются для работы в мягких сталях, а комплекты из трех (черновой, средней и чистовой модели) – при работе с более твердыми металлами.
Внутри набора различаются по количеству рисок (ободков), нанесенных на хвостовик. Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Для работы в глухих отверстиях необходимы метчики, имеющие минимальное количество перьев на заходной части и притупленным концом. На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
Хвостовик всех предметов заканчивается присоединительным квадратом, который необходим для удержания приспособления в воротке. Стандартизации размеров квадратов по номиналу резьбы нет. Например, метчик на резьбу М10 у одного производителя может иметь квадрат 5,5 мм, у другого – 8 мм. Размеры квадратов на хвостовиках метчиков, мм: 2,1; 2,7; 3,0; 3,4; 4,9; 5,5; 6,2; 7,0; 9,0; 11,0; 12,0; 14,5; 16,0; 18,0; 20,0; 22,0; 24,0; 29,0; 32,0.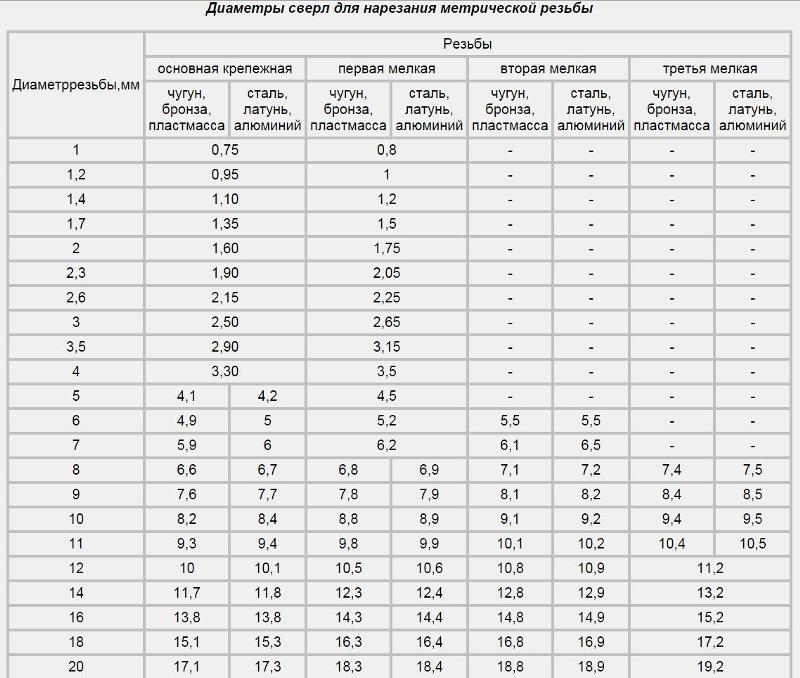
Воротки для метчиков
Воротки применяются для работы метчиком. В него вставляется и зажимается хвостовик данного приспособления. Такой ручной инструмент выпускается как нерегулируемый, с фиксированным размером посадочного гнезда, так и регулируемый, с изменяемым размером посадочного гнезда.
Плоский нерегулируемый вороток обычно имеет от одного до трех отверстий различного размера под наиболее употребительные размеры квадратов на хвостовиках метчиков. Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Регулируемые воротки содержат в своей конструкции винтовой механизм, двигающий зажимные части, фиксирующие хвостовик приспособления. При работе в труднодоступных местах могут потребоваться удлинители. Обычно они нерегулируемые и рассчитаны только на один размер присоединительного квадрата.
Торцевые воротки применяются для работы в труднодоступных местах. Они снабжаются фиксирующим патроном с губками, на которых сделаны выборки под квадрат на хвостовике метчика. Они изготавливаются как с фиксированным патроном, так и с храповиком. Храповик должен иметь переключатель направления на три положения (средний режим стопорит патрон).
При работе таким инструментом необходимо соблюдать простые правила, а именно:
- Применять смазывающую жидкость, которая содействует минимизации силы, увеличению качества работы и срока службы приспособления;
- При проходе первым метчиком обязательно, а при проходе последующими – при создании сопротивления вращению, на каждые четверть или треть оборота давать обратный ход для удаления стружки.
Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 – 66 HRc.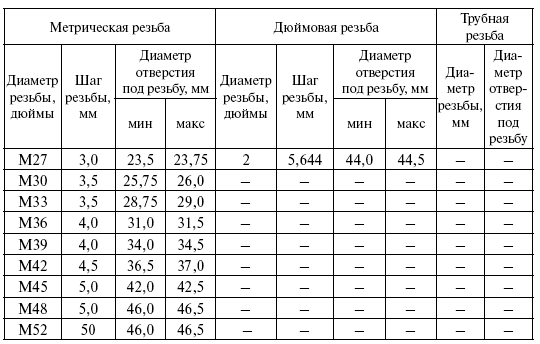 Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 – 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Клупп
Клуппом называется предметы для фиксации плашки при нарезании резьбы. Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты.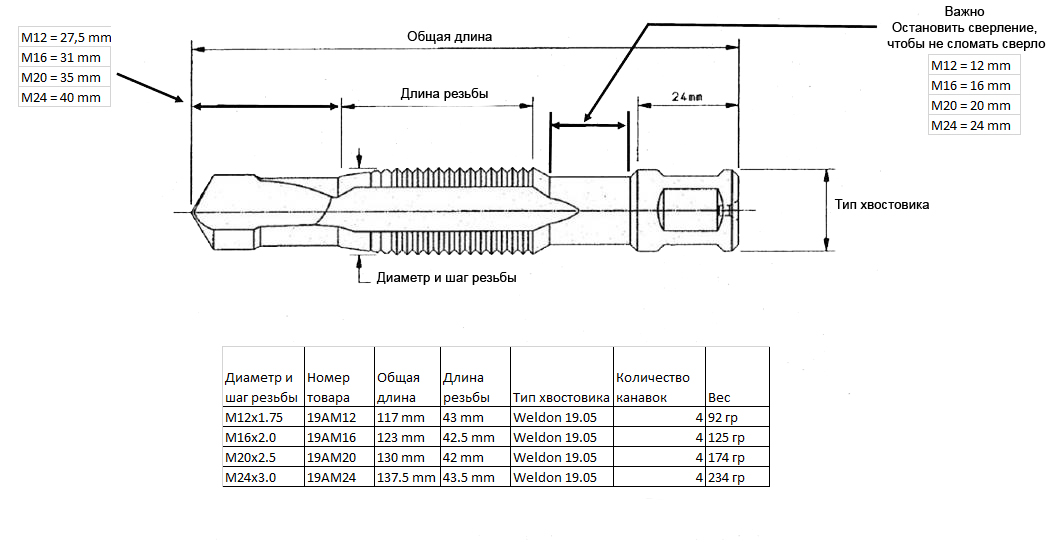 В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
В образующие клуппа друг напротив друга вворачиваются две ручки с накаткой для вращения клуппа при работе.
Существуют клуппы, комплектуемые переходными кольцами с одинаковым внешним диаметром, равным внутреннему диаметру обоймы клуппа, но с различными внутренними диаметрами, под плашки разного размера. В переходных кольцах имеются сквозные отверстия для стопорных винтов клуппа. Сборка из плашки и переходника вставляется в клупп, и стопорные винты вворачиваются сквозь отверстия в кольце до упора в выборки, сделанные в плашке, фиксируя как переходное кольцо, так и плашку.
Для работы в местах с ограниченным доступом иногда приходится кустарным способом изготавливать достаточно сложные конструкции клуппов.
КАТОпедия | Сверление и нарезание резьбы
Наш конкурент использует рекламный слоган «Просверлить метчик и установить, вот и все». Неправильно, неправильно неправильно! Ребята, вы забыли об отломе хвостовика!?
В любом случае, тредовики из нашей лаборатории попросили нас прокомментировать некоторые из часто задавали вопросы по сверлению и нарезанию резьбы STI (винтовая вставка протектора) резьбовых отверстий. Наш CoilThread ® Каталог вставок и инструментов с хвостовиками (синий) — отличный источник информации по сверлению. и нарезания резьбы, включая размерные характеристики.
Сверление: Рекомендуемые размеры сверла на стр. 10 являются рекомендуемыми стандартными размерами сверла.
хотя они немного отличаются от спецификаций меньшего диаметра в военном стандарте
MS33537), в котором указаны размеры резьбовых отверстий STI. При использовании метчика для нарезания резьбы (рекомендуется)
метчик не режет материал по меньшему диаметру. Следовательно, меньший диаметр резьбового отверстия заканчивается
до равно диаметру просверленного отверстия. Знаете ли вы, что чем больше диаметр сверла,
тем больше вероятность бурения негабарита? Ух ты!
При использовании метчика для нарезания резьбы (рекомендуется)
метчик не режет материал по меньшему диаметру. Следовательно, меньший диаметр резьбового отверстия заканчивается
до равно диаметру просверленного отверстия. Знаете ли вы, что чем больше диаметр сверла,
тем больше вероятность бурения негабарита? Ух ты!
Зенковка: Перед нарезанием резьбы рекомендуется произвести зенкерование. Это делается до постукивание, чтобы предотвратить образование перьев или заусенцев на резьбовом отверстии, которые помешают установке вставлять. Угол зенковки составляет 120° ± 5° или 60° с каждой стороны. Этот угол используется потому, что он совпадает с углами резьбы с резьбой, вставки поперечное сечение проволоки и фаска на большинстве наконечников инструментов для вставки. В совокупности эти факторы обеспечить плавную установку вкладыша. (И вы думали, что мы не знали, что делаем?)
Нарезание резьбы: KATO ® STI Метчики предназначены для нарезания не требующих механической обработки материалов, таких как алюминий,
магний, сталь, чугун и некоторые пластмассы. Метчики бывают четырех стилей: Straight Flute
Метчики-пробки, метчики с прямой канавкой, метчики-пробки со спиральным наконечником (пистолет) и метчики со спиральной канавкой
Нижние краны. Метчики бывают двух классов посадки для дюймовых и метрических размеров. КатушкаThread
В каталоге описаны различные типы метчиков и их применение. Важно при звонке
наш отдел обслуживания клиентов для запроса цены на метчики, в которых вы указываете тип и класс посадки, которые требуются вашему клиенту.
Метчики бывают четырех стилей: Straight Flute
Метчики-пробки, метчики с прямой канавкой, метчики-пробки со спиральным наконечником (пистолет) и метчики со спиральной канавкой
Нижние краны. Метчики бывают двух классов посадки для дюймовых и метрических размеров. КатушкаThread
В каталоге описаны различные типы метчиков и их применение. Важно при звонке
наш отдел обслуживания клиентов для запроса цены на метчики, в которых вы указываете тип и класс посадки, которые требуются вашему клиенту.
Метчики для накатывания резьбы (Экспресс): Эти метчики создают резьбу путем формирования или смещения
металла, а не резать его. У них есть свои явные преимущества, одним из которых является отсутствие чипов.
генерируются. Однако очень трудно добиться желаемого малого диаметра резьбы.
Часто для использования этих метчиков требуются расширенные отверстия, так как более слабые допуски, связанные с
с бурением неудовлетворительны. Другая проблема, которая возникает, заключается в том, что гребни
резьба на малом диаметре может иметь вогнутый профиль. Это может отрицательно сказаться на вставке
установки и крутящего момента, особенно на меньших размерах резьбы. Эти метчики не рекомендуются для резьбовых отверстий STI.
Это может отрицательно сказаться на вставке
установки и крутящего момента, особенно на меньших размерах резьбы. Эти метчики не рекомендуются для резьбовых отверстий STI.
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами.
Чтобы получить больше технических статей, зарегистрируйтесь в KATOpedia сегодня! БЕСПЛАТНАЯ регистрация . Заполните ее менее чем за 1 минуту и получите доступ к самой полной в мире онлайн-энциклопедии по винтовым резьбовым вставкам и инструментам.Каков максимальный размер прямого отвода для трубы из ковкого чугуна? – МакВейн Дуктайл
Фильтровать по авторуАарон ЛуслиАлекс ШелтонАндреа КубикБенджамин ЛеонардБерт Вайс, менеджер по эксплуатации и техническому обслуживанию, город Хейворд, КалифорнияБилл КлечкаБоб ХарцельКэролин ЛопезКэрри СтивенсКрис УильямсКлинтон Си Джей ФаулерКоул МитчемКори ХамфрисДэн ФлэгДэн ГенриДэвид БриджДуг КларкДастин ХендерсонГэри ГулаГэри КурцДжейсон Харрис onДжефф ХендерсонДжефф ХаузерДжереми ГвинДжерри Регула, ENV SP, NACE CTДжон Джонсон, ENV SP , NACE CTJohn Simpson PE, ENV SP, NACE CTJosh BakerKemery AicheleKen Rickvalsky, ENV SP, NACE CTMartin RodriguezMatt DrummondMcWane DuctileMike PalermoRoy Mundy, PE, ENV SP, Assoc.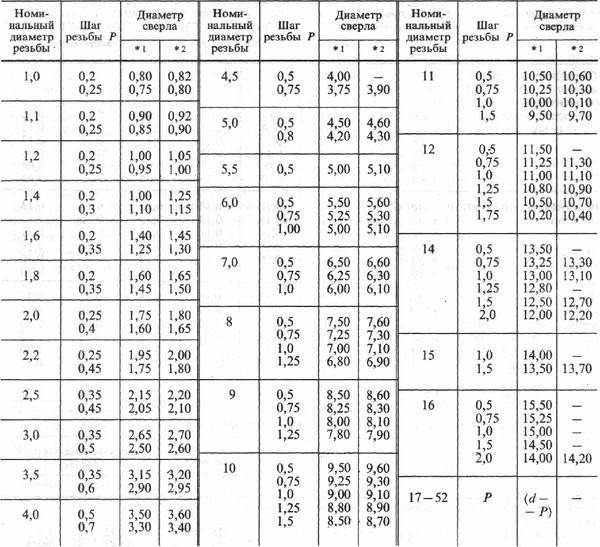 DBIAСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиФильтровать по категориямВакансииDitch Doctorокружающая средаОкружающая среда и безопасностьУстановкаНаша компанияПродуктыПрофиль проектаУслугиТехнические услуги Джефф Хаузер 09/10/2020
В технической документации по установке
DBIAСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиФильтровать по категориямВакансииDitch Doctorокружающая средаОкружающая среда и безопасностьУстановкаНаша компанияПродуктыПрофиль проектаУслугиТехнические услуги Джефф Хаузер 09/10/2020
В технической документации по установкеПри использовании трубы из ковкого чугуна (труба DI) типичные сервисные краны могут быть установлены непосредственно в стенку трубы, что называется «прямым врезом». Возможность использования прямого нарезания резьбы устраняет необходимость нарезки седел. А простота, с которой труба DI может быть «горячей врезкой», помогает избежать проблем с недовольными потребителями, потому что добавление нового отвода не влияет на их работу и давление. Сообщество специалистов по водоснабжению часто спрашивает нас: «Какого размера кран может позволить DI-труба?» Простым и наиболее консервативным ответом, не опрашивающим пользователя относительно деталей его DI-конвейера, будет следующий:
- 3-дюймовая и 4-дюймовая труба ─ ¾ дюйма
- Труба от 6 дюймов до 10 дюймов ─ 1 дюйм
- 12-дюймовая труба диаметром 16 дюймов ─ 1 ¼ дюйма
- 24 дюйма и верхняя труба ─ 2 дюйма
Это был бы самый заниженный ответ на минимальный размер крана, основанный только на размере трубы.
Посмотрите видео ниже ежегодных соревнований по нарезанию резьбы на Ежегодной конференции и выставке AWWA (ACE), где во время соревнований используются 8-дюймовые классы давления 350 и 52 класса толщины.
Испытания и рекомендацииУглубившись в эту тему, мы должны сначала установить, что установщик предпринял соответствующие меры для выполнения процедуры прямой врезки в соответствии с подробными инструкциями производителя врезного станка и труб и должен предоставить исправный нажмите с достаточным количеством потоков.
Прямое отверстие для смесителя. Кран с сервисной линией. Что касается прямого врезного испытания, то промышленность полагается на надежные рекомендации Ассоциации исследований труб из ковкого чугуна (DIPRA) в отношении прямого врезки труб с прямым DI. Требования к испытаниям основаны на минимальной толщине стенки, разрешенной стандартом ANSI/AWWA C151/A21.51. Прямые краны установлены и находятся под давлением до 500 фунтов на квадратный дюйм, что является довольно экстремальным давлением, поскольку типичные сервисные линии имеют рабочее давление, которое намного меньше. На основе испытаний DIPRA максимальный рекомендуемый размер отвода для трубы DI класса давления по классу и размеру трубы можно найти в следующей таблице:
Требования к испытаниям основаны на минимальной толщине стенки, разрешенной стандартом ANSI/AWWA C151/A21.51. Прямые краны установлены и находятся под давлением до 500 фунтов на квадратный дюйм, что является довольно экстремальным давлением, поскольку типичные сервисные линии имеют рабочее давление, которое намного меньше. На основе испытаний DIPRA максимальный рекомендуемый размер отвода для трубы DI класса давления по классу и размеру трубы можно найти в следующей таблице:
Обширные испытания, проведенные DIPRA, показали, что наименьшее количество полных зацеплений с резьбой составляет 1,26 при сохранении водонепроницаемости при давлении 500 фунтов на кв. дюйм. Вопреки рекомендациям производителей латуни, которые в значительной степени полагаются на дополнительную резьбу, чтобы укрепить свои позиции в трубах DI.
Следует отметить, что все классы труб DI от 24 дюймов и больше подходят для прямой врезки до 2-дюймовых упоров корпорации. Отсечка на уровне 2 дюймов была выбрана, поскольку размер большинства врезных машин, используемых для прямой врезки в сети под давлением, ограничен 2 дюймами.
Отсечка на уровне 2 дюймов была выбрана, поскольку размер большинства врезных машин, используемых для прямой врезки в сети под давлением, ограничен 2 дюймами.
Для завершения анализа труб с прямым врезом DI важно также рассмотреть тип используемой корпоративной резьбы, такой как стандартная нарезная резьба (IP) или корпоративная стопорная резьба (CC), и нанести на карту толщину стенки, необходимую для заданный размер крана. Кроме того, пользователь может определить подходящую толщину стенки/класс трубы DI, необходимую для достижения желаемого количества резьб. Полезную диаграмму для проведения такого сравнения можно найти в книге McWane Inc. «Экономика труб» на стр. 230.
Испытания DIPRA на прямое врезание были проведены на трубе DI длиной 4 фута и диаметром 6 дюймов. Вырез внутренней части трубы с резьбой, показывающий корпоративные упоры, не повреждает покрытие из цементного раствора. Для получения полезной информации о разнице между классом давления и классом толщины трубы DI, ознакомьтесь с этим блогом Iron Strong моего коллеги Джереми Гвина.
Кроме того, было бы целесообразно иметь таблицу размеров в качестве справочной информации. Эта таблица позволит пользователю определить толщину стенки, необходимую для достижения правильного размера метчика и количества витков резьбы, необходимых для завершения метчика. Эту таблицу можно найти, посетив учебный центр McWane Ductile Learning Center на нашем веб-сайте и нажав на эту ссылку.
Эффективный прямой врезПрямая врезка DI трубы, независимо от того, используются ли трубы класса давления или специального класса толщины, может быть эффективно выполнена с использованием различных типов врезных машин, предлагаемых на современном рынке гидротехнических сооружений.
Затраты на врезку для обслуживания или будущих соединений наиболее экономично и надежно выполняются на трубе DI из-за присущей железу прочности. Эта прочность позволяет нарезать резьбу непосредственно в самой стенке трубы без необходимости в дорогостоящих седлах, требующих дополнительных материальных и трудовых затрат. Кроме того, в трубе НВ можно легко и быстро нарезать резьбу с минимальным износом оборудования из-за содержания графита в железной матрице.
Эта прочность позволяет нарезать резьбу непосредственно в самой стенке трубы без необходимости в дорогостоящих седлах, требующих дополнительных материальных и трудовых затрат. Кроме того, в трубе НВ можно легко и быстро нарезать резьбу с минимальным износом оборудования из-за содержания графита в железной матрице.
Следует также отметить, что прямая врезка трубы прямого врезки является наиболее эффективным методом установки сервисного соединения как под давлением, так и перед нагнетанием давления в магистрали. Следующие комментарии ни в коем случае не заменяют здравого смысла и могут потребовать корректировки в полевых условиях в зависимости от меняющихся условий на месте.
Команда соревнуется во время конкурса по постукиванию, проводимого на ACE18 в Лас-Вегасе. McWane Ductile является гордым спонсором и поставщиком труб для соревнований ACE по нарезке резьбы. Имейте в виду, что у труб из ПВХ есть ограничения. AWWA C605, стандарт установки для труб из ПВХ, специально ограничивает прямое врезное соединение трубами диаметром 12 дюймов и меньше, имеющим DR не более 18, и предлагает «.![]() ..снижение линейного давления во время врезки», когда это возможно ( 2 и 3) .
..снижение линейного давления во время врезки», когда это возможно ( 2 и 3) .
Для получения дополнительной информации и рекомендаций по прямому врезу трубы DI или любых конкретных требований по установке трубы DI обращайтесь к местному торговому представителю McWane Ductile.
Кроме того, наша группа по продажам может быть ценным ресурсом в оценке соответствующих применений труб для всех ваших потребностей DI, начиная с предварительного проекта, спецификаций материалов и полевых рекомендаций, касающихся установки и тестирования соответствующей системы DI для удовлетворения требований вашего конкретного проекта. .
Ознакомьтесь со всеми нашими цифровыми предложениями- Другие статьи и видео из нашего блога Iron Strong
- Карманный инженер McWane
- Взаимодействуйте с нами в LinkedIn
- Следуйте за нами на Facebook
- Подпишитесь на нас в Твиттере
- Исследовательская ассоциация труб из высокопрочного чугуна, «Часто задаваемые вопросы — врезка», https://www.
 dipra.org/ductile-iron-pipe-resources/frequently-asked-questions/tapping
dipra.org/ductile-iron-pipe-resources/frequently-asked-questions/tapping - ANSI/AWWA C605, «Подземная установка поливинилхлоридных (ПВХ) напорных труб и фитингов для воды», 1994 и 2005 гг., Американская ассоциация водопроводных сооружений.
- ANSI/AWWA C605, «Подземная установка напорных труб и фитингов из поливинилхлорида (ПВХ) и молекулярно-ориентированного поливинилхлорида (ПВХО)», 2013 г., Американская ассоциация водопроводных сооружений.
 dipra.org/ductile-iron-pipe-resources/frequently-asked-questions/tapping
dipra.org/ductile-iron-pipe-resources/frequently-asked-questions/tappingВ 1922 году в Чарльстоне, Южная Каролина, была проложена первая труба с цементным покрытием для предотвращения туберкулеза.
Туберкулез – это вызванная бактериями кислородная коррозия, которая приводит к осаждению оксида железа, что может препятствовать потоку и обесцвечивать воду. Сегодня бугорки обнаруживаются в нефутерованных трубах из серого чугуна.
Сегодня бугорки обнаруживаются в нефутерованных трубах из серого чугуна.
Облицовка из цементного раствора предотвращает бугорчатость за счет создания высокощелочной среды (рН) на границе раздела цемент/железная стенка трубы в сочетании с обеспечением физического барьера для воды. Вода не будет находиться в физическом контакте со стенкой железной трубы, поэтому исключена возможность какой-либо реакции с оксидом железа.
Любая существующая труба DI с бугорком была установлена без цементного покрытия. Узнайте больше об этой теме у моего коллеги Терри Линча в его полезном видеоблоге Iron Strong, Что такое туберкулез и почему он произошел в железной трубе?
Миф: Труба из ковкого чугуна теряет С-фактор или текучесть со временем Фактор или значение, используемое для обозначения гладкости внутренней поверхности трубы, называется «С»-фактором. Чем выше C-фактор, тем более гладкая труба, тем больше пропускная способность и тем меньше трение или потери энергии от воды, протекающей по трубе.
Чем выше C-фактор, тем более гладкая труба, тем больше пропускная способность и тем меньше трение или потери энергии от воды, протекающей по трубе.
Интеграция цементной облицовки в трубу DI позволила устранить бугорки, что не привело к снижению значения C с течением времени.
Облицовка из цементного раствора предотвращает бугорчатость за счет создания высокощелочной среды (рН) на границе раздела цемент/железная стенка трубы в сочетании с обеспечением физического барьера для воды.
DIPRA провела тесты на 43 объектах в течение 20 лет, варьируя от 5 до 77 лет службы, и не обнаружила потери С-фактора.
Труба из ВЧШГ с покрытием из цементного раствора. Миф: уплотнительное покрытие на трубе из ковкого чугуна является защитным барьером Черное уплотнительное покрытие, используемое на трубе из ковкого чугуна, представляет собой тщательно регламентированную и очищенную битумную краску.
Компания McWane Ductile стала первым отечественным производителем труб прямого депонирования, который полностью перешел на герметизирующее покрытие на водной основе, начав этот переход на своем предприятии в Нью-Джерси в октябре 2003 г.
Герметизирующее покрытие на внешней стороне трубы не имеет функционального назначения надежности или исправности трубы. Это придает внешнему виду трубы красивый однородный вид и цвет, но, в основном, поэтому оно там. Мой коллега Аарон Лусли более подробно рассказывает об этом в своем видеоблоге Iron Strong, Каково назначение уплотнительного слоя на трубе из ковкого чугуна?
В заключение Работая с людьми в сфере водоснабжения более 20 лет, я столкнулся с некоторыми довольно «интересными» интерпретациями различных материалов, используемых для строительства водопровода. Точно так же, как миф о том, что Христофор Колумб намеревался доказать, что Земля «круглая», заблуждения, окружающие трубы из ковкого чугуна, являются просто недостатком образования. Я надеюсь, что этот блог поможет прояснить любые недоразумения. Труба из ковкого чугуна — это универсальный, прочный, энергоэффективный и безопасный материал для вашего проекта инфраструктуры водоснабжения или водоотведения.
Точно так же, как миф о том, что Христофор Колумб намеревался доказать, что Земля «круглая», заблуждения, окружающие трубы из ковкого чугуна, являются просто недостатком образования. Я надеюсь, что этот блог поможет прояснить любые недоразумения. Труба из ковкого чугуна — это универсальный, прочный, энергоэффективный и безопасный материал для вашего проекта инфраструктуры водоснабжения или водоотведения.
Я призываю вас прочитать еще несколько блогов, в которых рассказывается правдивая история о трубах DI, таких как:
- Миф разработчиков: трубы из ковкого чугуна слишком дороги для жилых помещений, Джон Джонсон
- Труба из ковкого чугуна – правда или вымысел? Рой Манди
Если у вас есть какие-либо вопросы или вам нужна дополнительная помощь в выборе подходящего материала для вашего проекта гидротехнических сооружений, обратитесь к местному торговому представителю McWane Ductile.
Джефф Хаузер
Джефф Хаузер, McWane Ductile New England District Старший торговый представитель, является специалистом по водоснабжению во втором поколении на Северо-Востоке и в настоящее время отвечает за округ Новой Англии. Джефф начал свою карьеру в сфере водоснабжения в конце 80-х. Он изучил бизнес водопроводных сооружений, продавая для независимого дистрибьютора в центральном Вермонте и управляя территориями в районе Империи и Новой Англии. Джефф окончил SUNY Schenectady со степенью младшего специалиста в области гостиничного ресторанного менеджмента. Джефф является активным членом Секции Коннектикута AWWA, Ассоциации WW Новой Англии и Ассоциации подрядчиков коммунальных услуг штата Северная Каролина. Джефф получил награду McWane Ductile Salesperson of the Year в 2014 и 2019 годах., и 2021, Продавец года на Северо-Востоке 2021 года, а также награду Кеннета О. Ходжсона за выдающиеся заслуги в 2019 году от NEWWA в 2019 году. Джефф стремится поддерживать дистрибьюторов, подрядчиков, производителей и муниципальную клиентскую базу на всей территории Новой Англии. В свободное время он любит проводить время со своей женой Джин, с которой он прожил более 30 лет, и проводить время на свежем воздухе, охотясь, ловя рыбу и играя в гольф.
Джефф начал свою карьеру в сфере водоснабжения в конце 80-х. Он изучил бизнес водопроводных сооружений, продавая для независимого дистрибьютора в центральном Вермонте и управляя территориями в районе Империи и Новой Англии. Джефф окончил SUNY Schenectady со степенью младшего специалиста в области гостиничного ресторанного менеджмента. Джефф является активным членом Секции Коннектикута AWWA, Ассоциации WW Новой Англии и Ассоциации подрядчиков коммунальных услуг штата Северная Каролина. Джефф получил награду McWane Ductile Salesperson of the Year в 2014 и 2019 годах., и 2021, Продавец года на Северо-Востоке 2021 года, а также награду Кеннета О. Ходжсона за выдающиеся заслуги в 2019 году от NEWWA в 2019 году. Джефф стремится поддерживать дистрибьюторов, подрядчиков, производителей и муниципальную клиентскую базу на всей территории Новой Англии. В свободное время он любит проводить время со своей женой Джин, с которой он прожил более 30 лет, и проводить время на свежем воздухе, охотясь, ловя рыбу и играя в гольф.