Технология нарезания резьбы – презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Технология нарезания резьбы
7 классЦели урока:
–
Познакомиться с приемами
нарезания наружной и
внутренней резьбы вручную;
Новые термины
Резьбовое соединение
Болт
Гайка
–
расширить представление о
свойствах металлов и способах
их обработки.
Шпилька
Винт
Резьба- наружная и
внутренняя
Плашка
Плашкодержатель
Метчик
Вороток
2
Виды соединения деталей
Разъемные
Неразъемные
3
Болт – цилиндрический стержень
с головкой на одном конце и с
резьбой
на
другом
для
навинчивания гайки.

Винт — цилиндрический стержень
с резьбой для ввинчивания в одну
из соединяемых деталей и головкой
различных форм.
Шпилька
цилиндрический
стержень с резьбой на обоих концах.
4
Резьба
это выступы на поверхности винтов и
гаек, расположенные по винтовой линии.
–
В зависимости от направления
винтовой линии, образующей
витки, резьбу подразделяют на
правую (А) и левую (Б).
Различают наружную и внутреннюю резьбы.
Наружная резьба – это резьба па стержне.
Внутренняя — в отверстии.
5
Резьба имеет множество элементов. Наиболее важные из них: профиль
резьбы, шаг резьбы, угол профиля, наружный и внутренний диаметры.
упорная
трапецеидальная
прямоугольная
треугольная
круглая
Если элементы резьбы даются в миллиметрах,
то есть единицах метрической системы, то
такая резьба называется метрической. В нашей
стране метрическая резьба имеет
наибольшее распространение.
6
7
Инструменты и приспособления для нарезания резьбы
Плашки
Плашкодержатель
8
Нарезание резьбы — это технологическая операция по
получению на поверхности детали винтовой канавки с
помощью специальных инструментов.

Инструменты и приспособления для нарезания
внутренней резьбы вручную
Метчики
Вороток
9
10. Нарезание внутренней резьбы
Комплект метчиков для нарезания резьбыМ20
Черновой
М20
Чистовой
М20
Средний
10
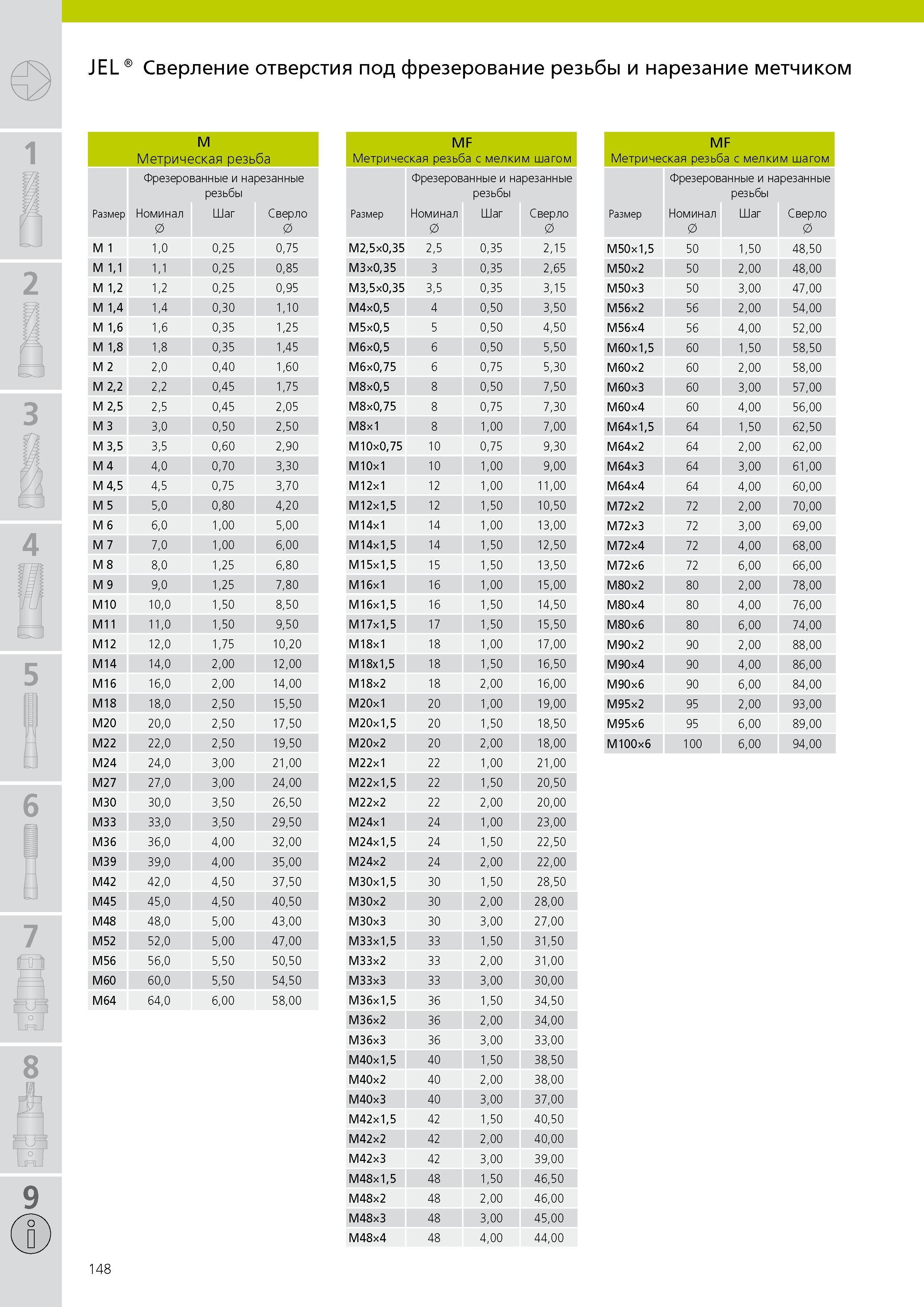
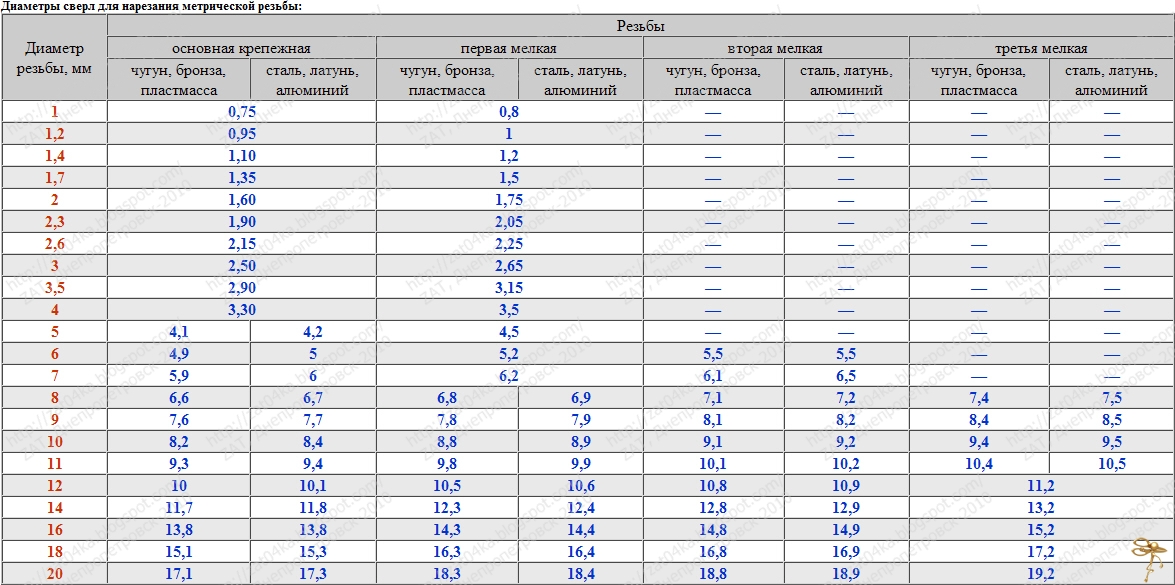
12. Диаметр отверстия для нарезания метрической резьбы (табл. 6)
Диаметррезьбы,
мм
3
4
5
6
8
10
Диаметр
сверла,
мм
2,5
3,4
4,2
5,0
6,7
8,4
Приемы нарезания внутренней резьбы
1.Установить смазанный маслом метчик с воротком в
отверстие.
2.Проверить положение метчика угольником.
3.Вращательными движениями 1-2 оборота по часовой
стрелке и пол-оборота – против – нарезаем резьбу.
4. Проверить качество резьбы винтом.
14. Контроль резьбы (с помощью контрольного болта)
15. Возможные ошибки:
1) нечистая илирваная резьба;
причины: отсутствие или недостаточная смазка стержня и
инструмента, перекосы плашки или метчика, неправильный
подбор диаметра стержня;
2) резьба неполного профиля;
причины: малый диаметр стержня или большой диаметр
отверстия;
3) поломка инструмента;
причины: несоответствие диаметра стержня
резьбы, перекосы в установке инструмента.

диаметру
16. При нарезании наружной резьбы вручную применяют и плашки, которые изготавливают из инструментальной стали. .
Инструменты и приспособления для нарезаниянаружной резьбы вручную
При нарезании наружной
резьбы
вручную
применяют и плашки,
которые изготавливают из
инструментальной стали.
.
Плашки закрепляют в
приспособлениях —
плашкодержателях
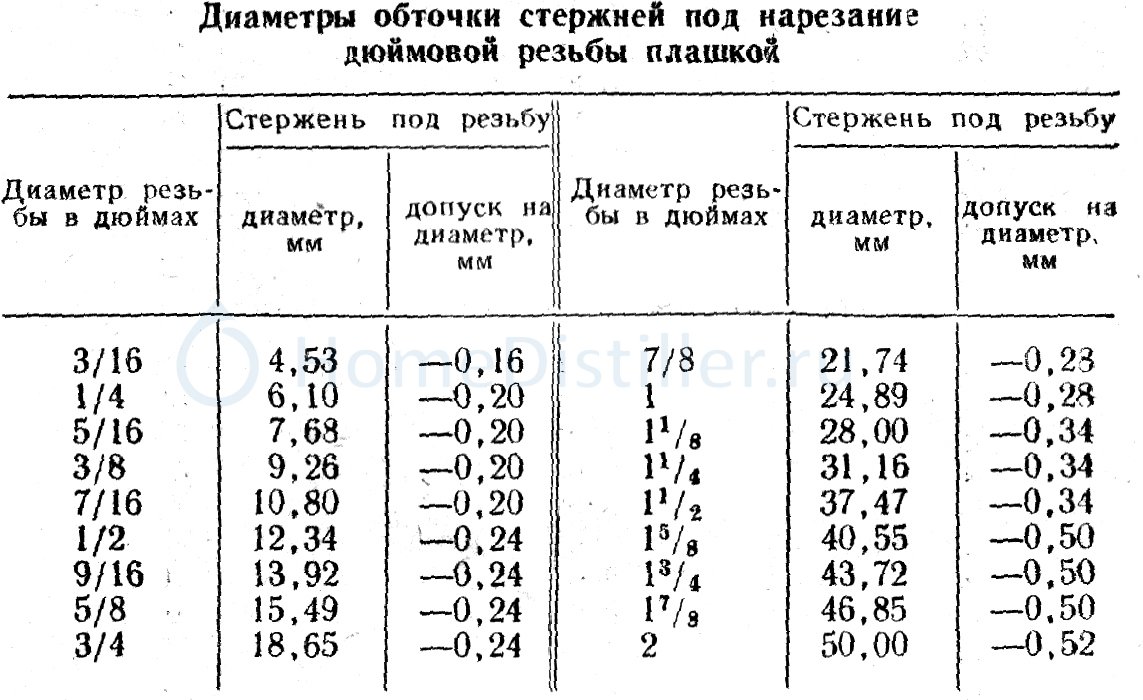
17. Таблица диаметров стержней для нарезании резьбы плашками
Хорошая, полная резьба получится только тогда,когда правильно подобран диаметр стержня или
сверла для подготовки отверстия. Установлено, что
для получения качественной резьбы на стержне
диаметр его должен быть на 0,3—0,4 мм меньше
наружного диаметра резьбы. В таблице приведены
рекомендуемые
диаметры
стержней
для
метрической резьбы, нарезаемой плашками.
Таблица диаметров стержней для нарезании резьбы
плашками
Диамер
резьбы
в мм
М6
М8
М 10
М 12
М 14
М 16
М 18
М 20
Диамер
стержня
в мм
5,8
7,8
9,8
11,8
13,7
15,7
17,7
19,8
18.
 Для того что бы нарезать резьбу возьмем стержень из мягкой стали. Наружный диаметр стержня соответствует наружному диаметрурезьбы. Например если нам нужна резьба М3 то мы
Для того что бы нарезать резьбу возьмем стержень из мягкой стали. Наружный диаметр стержня соответствует наружному диаметрурезьбы. Например если нам нужна резьба М3 то мыдолжны взять стержень с диаметром 3 мм, и взять плашку на М3.
На стержне, срезанном под прямым углом сделаем фаску, для
того что бы у нас зашла плашка
Смажем маслом стержень и плашку.
Процесс нарезания. Не забываем капать масла, и прорезав
два оборота делать пол оборота в обратную сторону что бы
сломать стружку
20. Старайтесь не перекашивать инструмент в процессе резки. Если всё сделано правильно, то получим симпатичную резьбу как на фото:
Качество нарезанной резьбы в условиях производствапроверяют резьбовыми микрометрами, резьбовыми
калибрами-кольцами и резьбовыми пробками(см. рис.). В
школьных условиях допускается проверка резьбы гайками.
Правила безопасной работы
1. Не допускайте перекоса метчика, особенно осторожно
нарезайте резьбу в мелких отверстиях.
2.
Своевременно
смазывайте
инструмент.
производить при помощи кисточки или масленки.
Смазку
3. Надёжно закрепляйте плашку и метчик в держателях.
4. Не трогайте руками гребешки нарезанной резьбы, так как
они могут поранить пальцы острыми и рваными краями.
5. Очищая инструмент, пользуйтесь щеткой, чтобы избежать
попадания стружки в глаза и травмирования рук.
23. ДОМАШНЕЕ ЗАДАНИЕ
1. Записать тему урока.2. Записать в виде схемы:
Виды соединения деталей
3. Записать что такое нарезание резьбы.
4. Записать инструменты и приспособления для
нарезания внутренней и наружной резьбы.
5. Пройти тест (9 вопросов на следующих слайдах,
записать в ответе цифру и букву, например 1-а)
Тест: нарезание резьбы на стержне
1. Какие правила безопасности нужно выполнять при нарезании
А) нельзя проверять качество резьбы пальцем;
б) очищать инструмент от стружки только щеткой;
в) очищать инструмент от стружки только щеткой, нельзя проверять
качество резьбы пальцем.

2. Современный способ нарезания резьбы на производстве:
а) накатка на резьбонакатном станке;
б) на токарном станке резьбовым резцом;
в) нарезание резьбы клуппом.
3. Перечислите виды брака резьбы при нарезании.
а) рваная, косая, полная;
б) рваная, косая, неполная;
в) рваная, неполная.
4. На каком этапе нарезания наружной резьбы следует смазывать заготовку?
а) перед началом работы;
б) по окончании работы;
в) после врезания инструмента в металл;
г) в середине работы.
5. На что надо уделять особое внимание в начале нарезания резьбы?
а) на параллельность заготовки и воротка;
б) на перпендикулярность закрепления детали в тисках;
в) на перпендикулярность режущего инструмента к заготовке.
6. Зачем при нарезании резьбы через 1-2 оборота воротка делают полоборота назад?
а) чтобы облегчить работу;
б) чтобы сколоть стружку;
в) чтобы обеспечить заданный шаг резьбы.
7. К какой резьбе относится требование, чтобы контрольная деталь
перемещалась плавно и была перпендикулярной к оси детали?
а) к наружной;
б) к внутренней;
в) к любой;
8.
 Если на деталь навинчивают гайку, то эта деталь называется …
Если на деталь навинчивают гайку, то эта деталь называется …а) контргайка; б) винт; в) шпилька; г) гровер;
д) болт.
9. Какое приспособление используют для нарезания наружной
резьбы?
а) вороток;
б) плашкодержатель;
в) штангенциркуль.
English Русский Правила
Микрорезьба: способы нанесения, проблемы, решения
Нанесение микрорезьбы – не такое простое дело, но его можно облегчить при помощи соответствующих инструментов. По сравнению с обычными болтами, мелкие болты требуют совершенно других технологий нанесения резьбы, чтобы выдержать жесткие допуски.
Микрорезьба: способы нанесения
Микрорезьба получила широкое распространение и представлена различными товарами, такими, как наручные часы, очки, сотовые телефоны, фотоаппараты, монтажные платы, медицинские устройства и прочие миниатюрные устройства.
Нанесение резьбы на детали диаметром всего лишь 0,3 мм требует уникальности производственного процесса. Три базовых стандарта микрорезьбы включают в себя:
- Унифицированные микрорезьбы дюймового размера (UNM),
- стандарт ANSI B18.
 6.3,
6.3, - стандартную метрическую систему ISO.
 6.3,
6.3,Размер этих резьб, по сравнению с крупными, наглядно демонстрируется тем фактом, что маркировка 0.5 UNM соответствует высоте зуба всего 83,8 микрон (чуть больше 0.08 мм). В этой статье мы обсудим микрорезьбу с шагом 0,32 мм и меньше. Для нанесения такой резьбы применяется шесть различных инструментов и методов: метчики и плашки, резцы, гребенки, а также накатка, абразивное и электрохимическое нанесение. Накатка и нарезка гребенками могут производиться и на обычных токарных станках, но при этом используются инструменты, отличные от стандартных резьбонарезных резцов.
Метчики и плашки
Эти инструменты для нарезания микрорезьбы изготавливаются из упрочненных углеродистых марок стали, быстрорежущих сталей с покрытием из олова или нитрида титана. Для некоторых размеров существует целых девять возможных типов резьбы. Для нарезания внутренней резьбы в изделиях из твердых марок стали приходится предварительно сверлить отверстие максимально допустимого диаметра, на пределе допуска для последующего нарезания резьбы, чтобы избежать обламывания метчика. Желательно, чтобы производитель метчика указывал минимально и максимально допустимые диаметры отверстий под резьбу для получения в итоге целостного резьбового профиля. Метчики с шлифованными канавками, но нешлифованными зубьями, конечно, дешевле, но и ломаются они гораздо чаще, чем метчики со шлифованными зубьями. Тем не менее, такие метчики можно успешно использовать для нарезания резьбы в алюминиевых деталях. Малоразмерные бесканавочные метчики, эффективно работающие с мягкими металлами, обычно разрушаются при попытке работы с более твердыми материалами.
Для нарезания внутренней резьбы в изделиях из твердых марок стали приходится предварительно сверлить отверстие максимально допустимого диаметра, на пределе допуска для последующего нарезания резьбы, чтобы избежать обламывания метчика. Желательно, чтобы производитель метчика указывал минимально и максимально допустимые диаметры отверстий под резьбу для получения в итоге целостного резьбового профиля. Метчики с шлифованными канавками, но нешлифованными зубьями, конечно, дешевле, но и ломаются они гораздо чаще, чем метчики со шлифованными зубьями. Тем не менее, такие метчики можно успешно использовать для нарезания резьбы в алюминиевых деталях. Малоразмерные бесканавочные метчики, эффективно работающие с мягкими металлами, обычно разрушаются при попытке работы с более твердыми материалами.
Компании-производители метчиков и болтов
Tabco Optical Inc, (Фолбрук, Калифорния) является одной из компаний-производителей метчиков для нарезания микрорезьбы, также как и готовых болтов.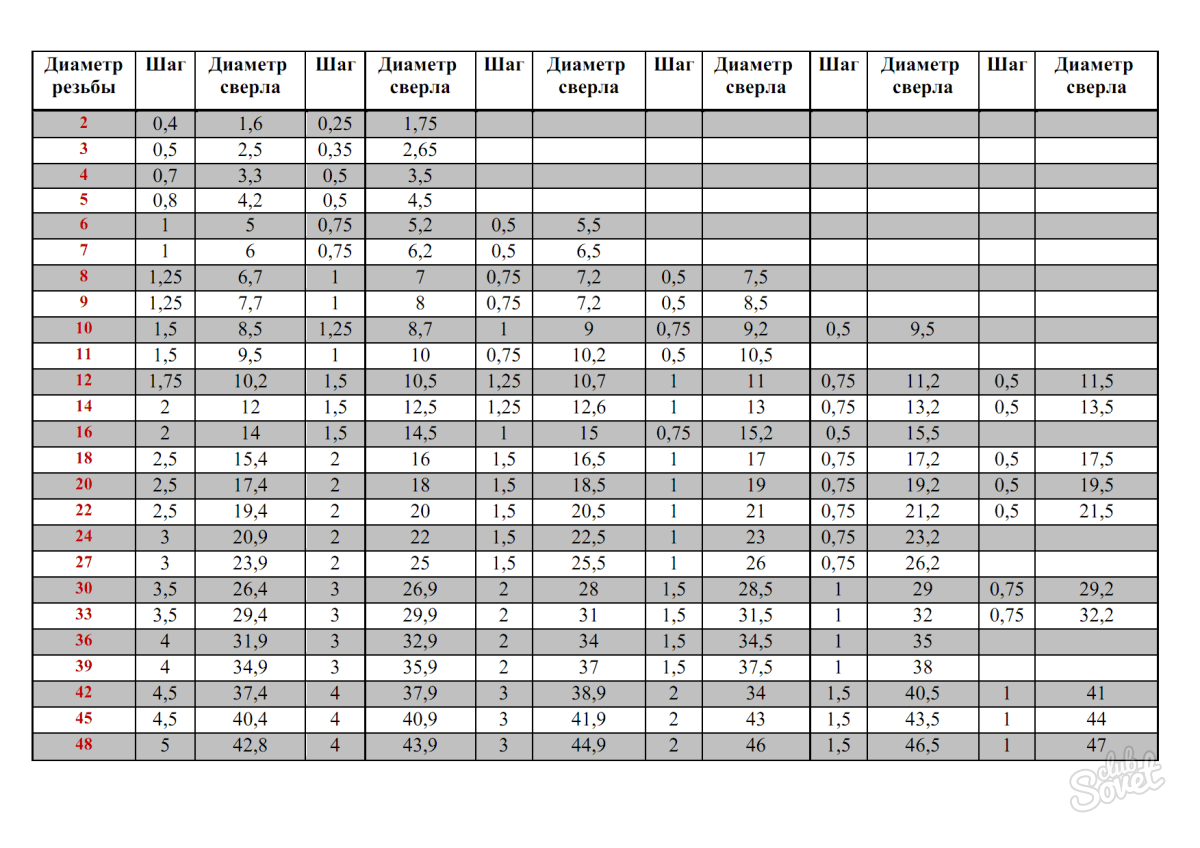
Президент компании Стив Будро создал центр высокоточного производства, изготавливающий уникальные детали для медицинской и коммерческой отраслей. Завод производит микрометчики нескольких размеров с шагом резьбы от 80 до 160 витков на дюйм (шаг в метрической системе 0,16-0,32 мм) диаметром от 0.5 мм до 1.4 мм. Есть даже несколько моделей с левой резьбой.
Метчики изготавливаются из закаленной быстрорежущей стали, многие модели имеют лужение. Также производятся продажи метчиков с покрытием из нитрида титана. Модели с покрытием служат в три раза дольше, чем без покрытия. Метчики трехсотой серии имеют ресурс от 500 до 1000 отверстий при работе с обычной сталью.
Доступные виды метчиков зависят от выбранного размера, но для большинства размеров в линейку входят получистовой, чистовой, бесканавочный получистовой и бесканавочный чистовой метчики. Метчики канавочного типа производства этой компании имеют три канавки. Г-н Будро пояснил, что закрепление метчика в патроне также имеет критическое значение для работы с микрометчиками, поскольку они легко ломаются в случае захода в отверстие даже с минимальным смещением.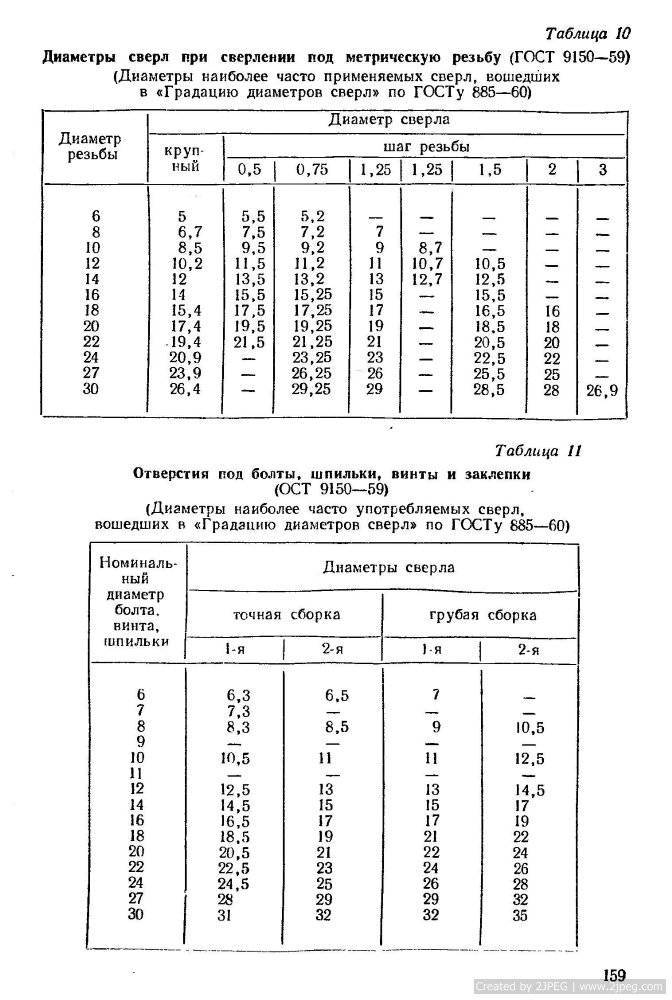 Точное позиционирование с учетом вылета из шпинделя также имеет значение. На своих резьбонарезных станках для работы с микрометчиками используются цанговые патроны Rego-Fix с компенсацией осевого смещения.
Точное позиционирование с учетом вылета из шпинделя также имеет значение. На своих резьбонарезных станках для работы с микрометчиками используются цанговые патроны Rego-Fix с компенсацией осевого смещения.
J.I. Morris Company (Саутбридж, Массачусетс) – крупный производитель болтов малых размеров, метчиков и резьбомеров. Компания производит резьбомеры для резьбы шагом до 160 витков на дюйм (0,16 мм) и метчики, включая черновые, получистовые, чистовые и машинные, с двумя и тремя канавками. Размеры метчиков начинаются с 0.3 мм и выше по таблице унифицированных микрорезьб UNM. Метчики диаметром менее 1 мм выпускаются с двумя канавками. Morris – одна из немногих компаний, производящих резьбомеры для измерения резьбы таких размеров.
Другой производитель – Alouette Tool Co. (Фэрпорт, штат Нью-Йорк) – также производит метчики, плашки и другие инструменты для нанесения и измерения резьбы.
Резьбонарезной станок GS TEM-Mini может изготавливать микрометчики из быстрорежущей стали размерностью M0.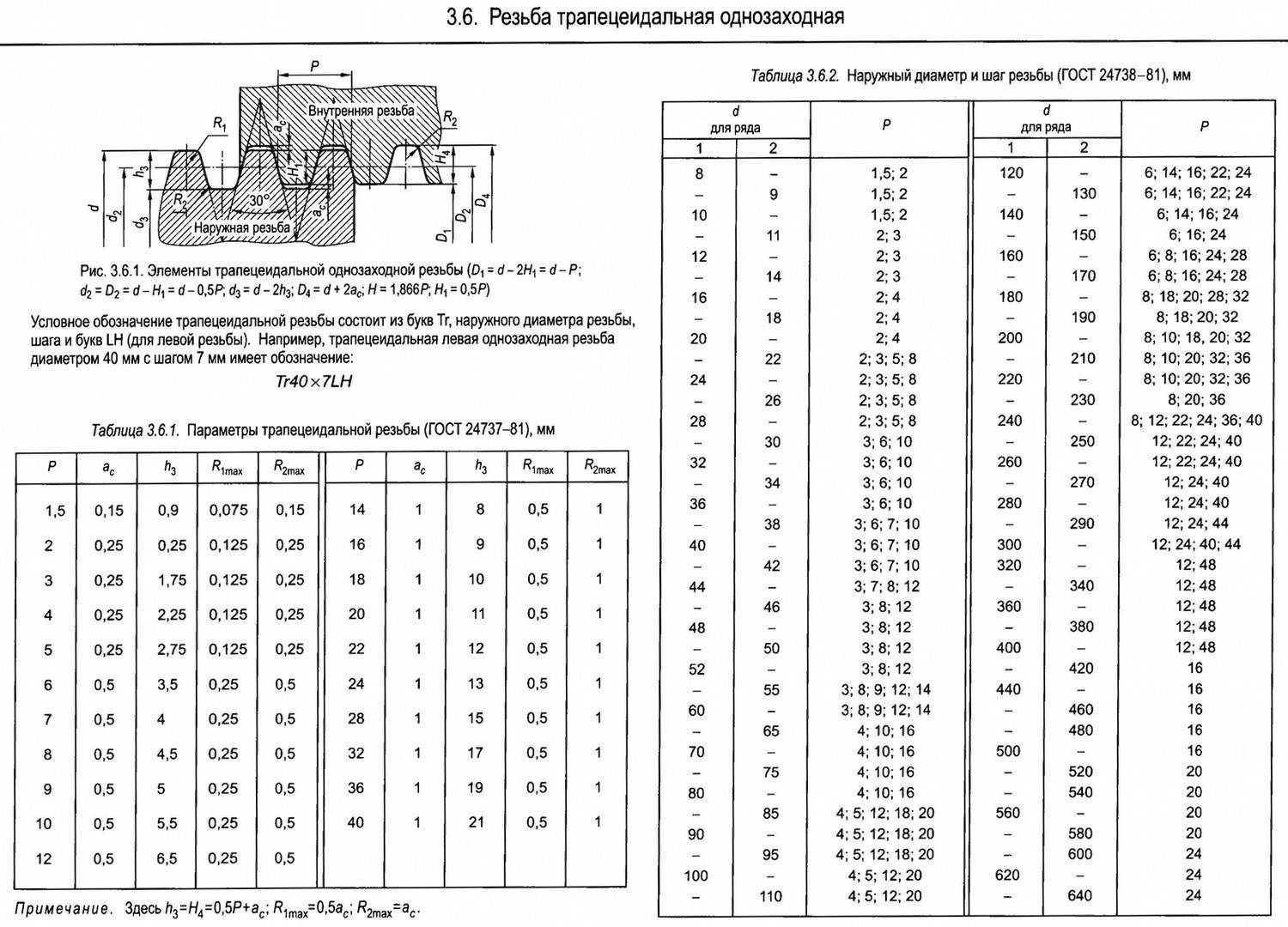 5×0.125 (203 tpi).
5×0.125 (203 tpi).Станки для нарезания малоразмерных подающих винтов
Резьбонарезные станки легко справляются с задачей нарезания резьбы обычных подающих винтов, но редко какой станок справится с нарезанием микрорезьбы на подающих винтах. Самые высокоточные резьбонарезные станки оснащены устройствами контроля и ограничения вращательного момента, которые автоматически реверсируют шпиндель при увеличении нагрузки, удаляют стружку, затем возвращаются к нарезанию с точки, на которой произошло прерывание.
Минимальный размер подающих винтов, который нарезается большинством резьбонарезных станков – 80 витков на дюйм (шаг 0,32 мм), однако станок Milman-T-700-3 может нарезать весь спектр резьб размерного ряда UNM. Станок T-700-1 позволяет нарезать резьбы от 80 до 200 витков на дюйм (шаг 0,13 — 0,32мм). Компания Milman Engineering (Рочестер, штат Вашингтон) сняла эти станки с производства из-за отсутствия спроса, но до сих пор обеспечивает запчастями уже проданные ими пятьсот станков. Ходовая модель Milman LT-250 может нарезать резьбы до 90 витков на дюйм (шаг 0,28 мм).
Ходовая модель Milman LT-250 может нарезать резьбы до 90 витков на дюйм (шаг 0,28 мм).
Особенности машинной обработки — резьбонарезные станки, обычные и калибровочные плашки
Малоразмерные болты изготавливаются на автоматических и полуавтоматических резьбонарезных станках. Резьба нарезается либо с использованием резцов, как при нанесении обычной резьбы, обычными или калибровочными плашками, либо с использованием инструментов для накатки резьбы. В продаже много моделей многошпиндельных токарных станков швейцарского типа, позволяющих нарезать микрорезьбу.
По словам представителя компании Sandvik (Канзас-Сити, Миссури) Кевина Уилсона, резцы CoroCutXS позволяют нарезать резьбу с шагом 0,2 мм (127 витков на дюйм) с использованием многошпиндельных токарных станков. У многих производителей запчастей такие станки ежедневно работают с деталями из стали.
Фирма WhizCut (Литл Рок, Арканзас) также производит пластины для резцов из углеродистой стали для нарезания резьбы шагом 0.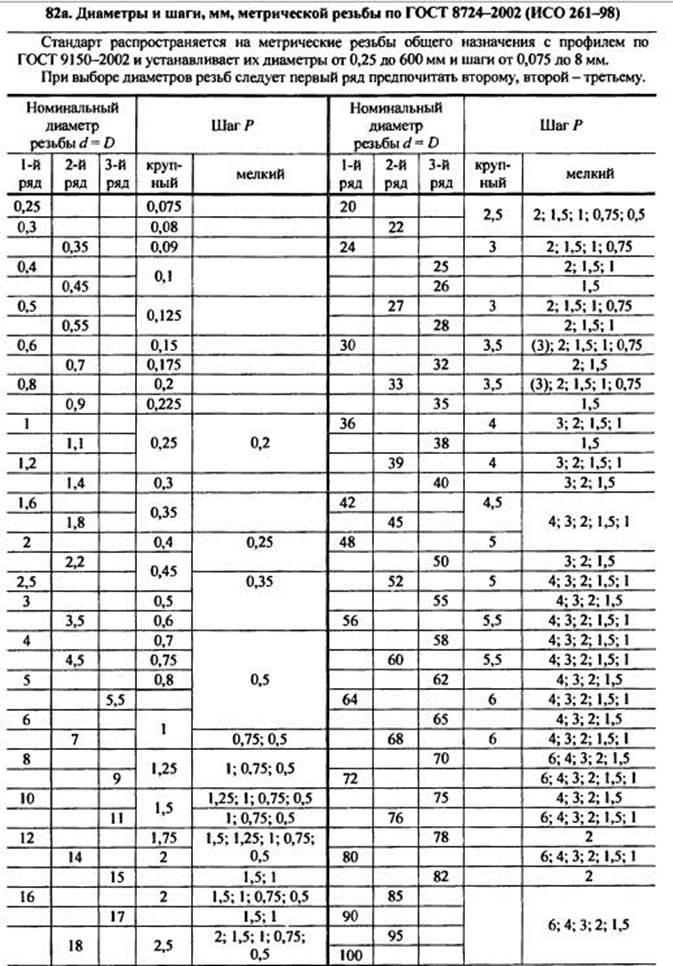 25 миллиметра. Калибровочные плашки для таких станков производятся как с полным профилем зубцов, так и с усеченным (половинчатым) профилем. Плашки для микрорезьбы размерного ряда UNM достать очень трудно, за исключением шлифованных плашек из быстрорежущей стали с резьбой 0.8 UNM и больше, производства J.I. Morris. При работе с твердыми материалами калибровочных плашек хватает на 150-200 операций.
25 миллиметра. Калибровочные плашки для таких станков производятся как с полным профилем зубцов, так и с усеченным (половинчатым) профилем. Плашки для микрорезьбы размерного ряда UNM достать очень трудно, за исключением шлифованных плашек из быстрорежущей стали с резьбой 0.8 UNM и больше, производства J.I. Morris. При работе с твердыми материалами калибровочных плашек хватает на 150-200 операций.
Обычные плашки, в некоторых случаях, являются лучшим решением, чем калибровочные. Они дешевле калибровочных, при этом их хватает на 300 операций. Тем не менее, такие плашки оставляют явно видные заусенцы, и вершина резьбы получается слишком острой. Размерный ряд таких плашек начинается от одного миллиметра и выше.
Накатка резьбы
При холодной накатке резьбы поверхность витков намного чище, точность гораздо выше, а срок службы оснастки – дольше, чем при использовании режущих инструментов. У накатки несколько преимуществ над нарезанием:
- Вершина зубцов накатанной резьбы более круглая по сравнению с нарезанной резьбой;
- В готовой резьбе отсутствуют заусенцы и стружка;
- Качество поверхности при накатке значительно лучше, чем при нарезании;
- Превосходная форма витков;
- Вдвое большая производительность, чем при нарезании;
- В большинстве случаев инструмента хватает на накатку 1000 резьб, а стоимость его при этом меньше, чем у обычной плашки;
- Поверхность витков при холодной накатке значительно прочнее, чем прорезанных;
- Силы, применяемые при накатке, значительно меньше, чем при нарезании.

Микрорезьба – диаметр заготовки для накатывания резьбы
Диаметр заготовки для накатывания резьбы также очень важен. Увеличение диаметра стержня на 2.5 микрона дает увеличение диаметра резьбы на 10 микрон, поскольку накатной ролик, вдавливаясь в поверхность, выдавливает витки резьбы наружу. Форму и размер резьбы можно изменить путем изменения диаметра стержня, скорости шпинделя, а также тонкой подстройкой накатных роликов.
Калибровочный резец необходимо устанавливать в минус от требуемого диаметра в начале накатки и лишь потом увеличивать диаметр, доводя до требуемого. Даже при небольшом превышении диаметра, нормального для накатки резьбы, витки накатного ролика могут выкрошиться или треснуть.
При накатке резьбы материал заготовки выдавливается наружу, удлиняя заготовку, что необходимо учитывать при программировании обработки торца резьбы и прочих операций.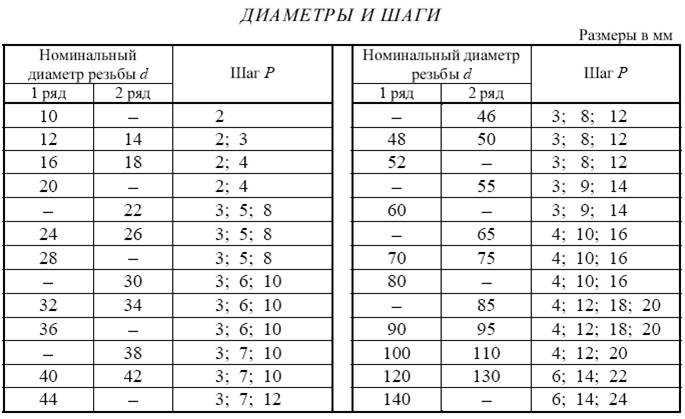 Из-за удлинения при накатке резьбы на длинных заготовках, они иногда могут настолько удлиняться, что шаг резьбы в конце уже выходит за требования спецификации.
Из-за удлинения при накатке резьбы на длинных заготовках, они иногда могут настолько удлиняться, что шаг резьбы в конце уже выходит за требования спецификации.
На предприятии Tabco для машинной накатки резьбы применяются регулируемые накатные ролики производства Alouette Tool Co., Швейцария, с шагом резьбы от 0.6 мм. Предприятие также производит нерегулируемые ролики шагом от 0.35 мм и больше.
Antrin Miniature Specialties (Фоллбрук, Калифорния) – производитель станков для производства болтов, специализирующийся на болтах сверхмалых диаметров. Вице президент этой компании – Энн Одерматт, её президент – Оскар Ломели. Накатка резьбы используется на предприятии при производстве микроболтов таких размеров, как 0.4 UNM из нержавеющей 303-й и А286-й сталей. Компания в основном специализируется на производстве резьбовых компонентов для авиакосмической и электронной промышленности, однако в числе прочих продуктов производила накатку резьбы на концах проводов длиной от 15,5 см до 1. 83 метра специально для нужд медицинской промышленности.
83 метра специально для нужд медицинской промышленности.
Микрорезьба. Абразивное резьбонарезание
По словам Джеймса Восмика, президента компании Drake Manufacturing Services Co. (Уоррен, штат Огайо), абразивно-резьбонарезной станок GS TEM-Mini производства этой компании при изготовлении метчиков из закаленной быстрорежущей стали может нарезать резьбы до М0.5х0.125 (203 витка на дюйм). Эти и другие метчики размера М3 и меньше используются в электронной промышленности для нарезания резьбы в разных материалах, включая нержавейку. К примеру, такую резьбу можно увидеть на задней панели iPad от Apple. Джеймс отмечает, что покупатели станков в последнее время подавали заявки на доработку программного обеспечения для выборки нестандартных канавок в заборной части метчиков. По этим заявкам фирма разработала новые программы ЧПУ для формирования канавок любых форм. Теперь пользователи могут задать любую конфигурацию канавок метчика, а программное обеспечение затем переведет рисунок из файла .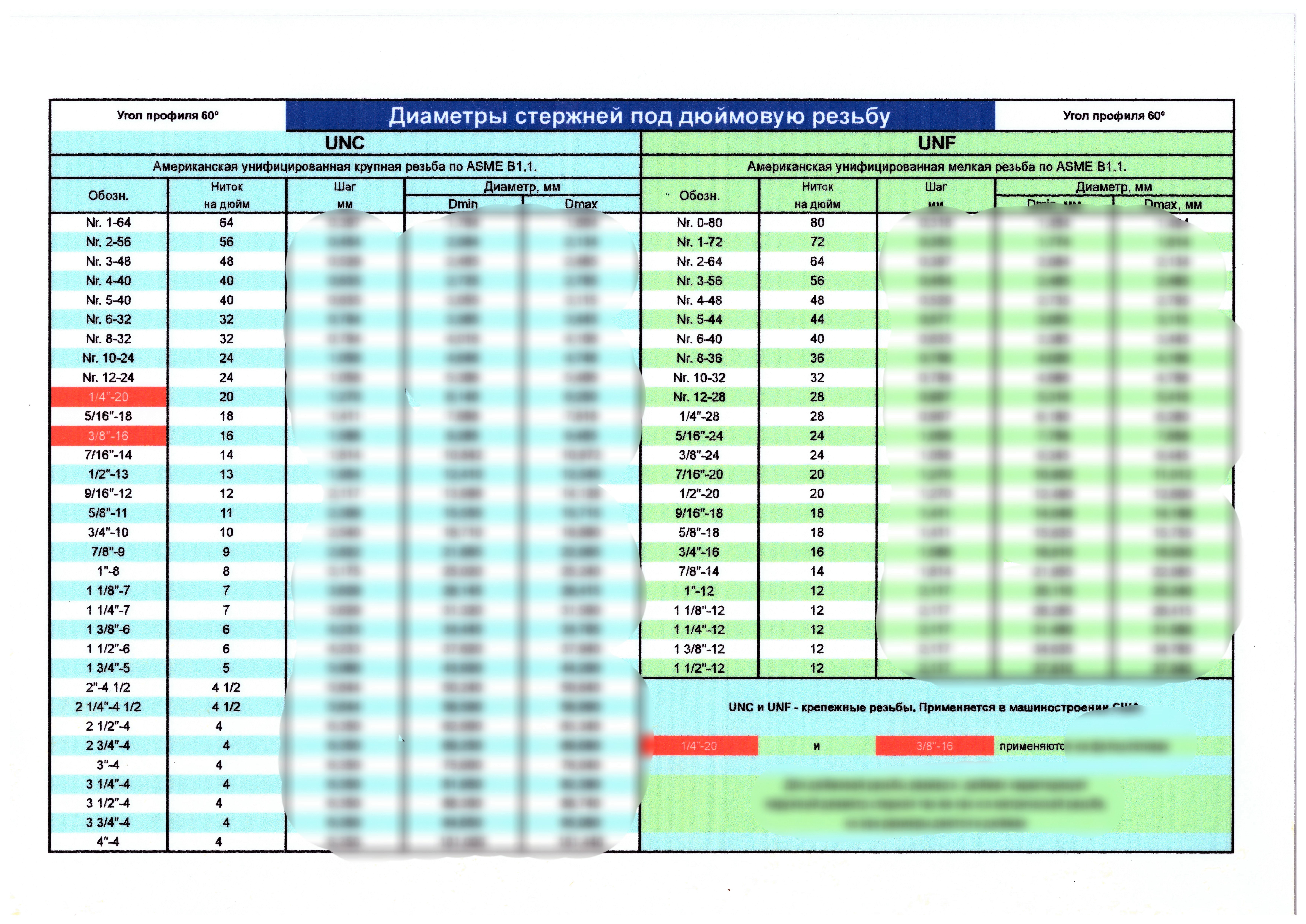 dxf в последовательность команд для станка. У многих из клиентов этой компании свои оригинальные формы канавок, и каждый из клиентов верит, что именно его форма канавки увеличивает срок службы метчиков в определенных условиях применения.
dxf в последовательность команд для станка. У многих из клиентов этой компании свои оригинальные формы канавок, и каждый из клиентов верит, что именно его форма канавки увеличивает срок службы метчиков в определенных условиях применения.
Электрохимическое нанесение микрорезьбы
Как отмечает Нейл Эшбоу, ведущий специалист по маркетинговой поддержке Oberg Industries (Фрипорт, Пенсильвания), компания производит нанесение резьбы на нитиноловые (сплав титана и никеля – прим.перев.) болты диаметром 1 миллиметр с шагом 0,25 мм (101 tpi), при этом поверхность получается абсолютно гладкой и совершенно без заусенцев. Компания приобрела и усовершенствовала технологию электрохимического нанесения резьбы, которая теперь называется МРП (процесс молекулярного расщепления). По словам г-на Эшбоу, обычные станки не дают такой степени чистоты, которую требует Oberg Industries, поэтому они проектируют и изготавливают свои собственные станки, разрабатывают свои алгоритмы обработки, производят собственные абразивные круги и биоразлагаемые электролиты. Такой подход позволяет компании добиться гибкости в выборе материалов и способов обработки, позволяя балансировать между мягкостью и агрессивностью воздействия на материал.
Такой подход позволяет компании добиться гибкости в выборе материалов и способов обработки, позволяя балансировать между мягкостью и агрессивностью воздействия на материал.
Компания Anca Inc. (Уиксом, штат Мичиган) – производитель коммерческих станков для электрохимического нанесения резьбы. Станки производства этой компании также могут наносить и микрорезьбу. Например, установка Anca TapX может быть использована для изготовления как обычных промышленных микрометчиков, так и медицинских: хирургических, стоматологических.
Проверка микрорезьбы
Измерение и стандартизация микрорезьбы связаны с множеством проблем, поэтому конечному покупателю, вероятно, лучше всего определить свои собственные требования приемки к нужной ему микрорезьбе, изложив их в виде своего стандарта. Существует множество причин, по которым покупателю лучше всего самому проверять поставляемые резьбомеры, болты и метчики. Вот некоторые из них:
Вот некоторые из них:
- Отсутствуют стандарты на приемочный контроль резьбомеров некоторых размеров;
- Резьбомеры, изготовленные из твердых марок стали, чрезмерно повреждают резьбу при измерении;
- Многие производители не указывают класс своих резьбомеров;
- Кольцевые эталонные резьбы могут оказаться недостаточно качественными;
- Оптические компараторы могут иметь ошибки настройки или допуски, не соответствующие федеральным стандартам;
- Трехпроводной метод может давать отклонения от метода визуального осмотра при 160-кратном увеличении;
- Резьбомеры могут иметь заусенцы;
- Резьбомеры для микрорезьбы легко ломаются. Возможно, будет трудно найти достойного поставщика резьбомеров;
- Центровочные элементы резьбомеров могут сделать невозможным их применение в глухих отверстиях.
- Текстура или качество поверхности микрорезьбы может оказаться неприемлемым;
- Конечному покупателю необходимо выявить узкие места в измерениях и включить их в свои стандарты приемки.
Выдержка из стандарта UNM: «Контактное измерение резьбы, такое, как использование резьбовых калибров с положительным и отрицательным допуском, а также метод трехпроводного измерения и простые резьбовые калибры, могут использоваться для измерения резьбы размером не менее, чем 0.7 UNM». Резьбовые калибры с отрицательным допуском используются в первую очередь, при этом накручиваются на резьбу только один раз, поскольку повторные накручивания могут привести к износу отдельных витков, выходящих за допуски. Далее используется калибр с положительным допуском. Он накручивается также один раз.
Компания Thread Check Inc. (Ронконкома, штат Нью Йорк) выпускает полный спектр унифицированных резьбовых колец и резьбовых шаблонов для измерения внутренних и внешних резьб шагом от 0,3 до 1,4 мм. Линейка включает в себя наборы резьбовых колец и калибров с положительным и отрицательным допусками.
Читайте уникальные материалы о новых инструментах и трендах, обзоры способов нарезания резьбы и статьи, освещающие решения проблем обработки, в рубрике «Нарезание резьбы».![]()
Источник новости: перевод статьи
Making Micro Threads
Стандарт шага машинного винта и диаметр заготовки для накатки резьбы и
Перейти к содержимомуПредыдущий Следующий
Наружный диаметр – это наружный диаметр резьбы после накатывания резьбы.
Диаметр заготовки для накатывания резьбы — это диаметр материала до обработки накаткой резьбы.
Метрическая система – это международно принятая десятичная система измерения. Она широко используется, и там, где она используется, это единственная или наиболее распространенная система мер и весов. В настоящее время она известна как Международная система единиц (СИ). Он используется для измерения повседневных вещей, таких как масса мешка муки, рост человека, скорость автомобиля и объем топлива в его баке. Он также используется в науке, промышленности и торговле.
| СТАНДАРТНЫЙ ВИНТ 2A (резьба 60°) Метрическая система – крупная | |||||
| (П) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Шаг | МАКС | МИН | МАКС | МИН |
| М2 | 0,40 | 1,98 | 1,89 | 1,72 | 1,69 |
| М2,3 | 0,40 | 2,28 | 2,19 | 2,02 | 1,99 |
| М2,5 | 0,45 | 2,48 | 2,38 | 2,18 | 2,15 |
| М3 | 0,50 | 2,98 | 2,88 | 2,64 | 2,61 |
| М3,5 | 0,60 | 3,47 | 3,36 | 3,06 | 3,03 |
| М4 | 0,70 | 3,98 | 3,84 | 3,49 | 3,45 |
| М4,5 | 0,75 | 4,47 | 4,34 | 3,96 | 3,92 |
| М5 | 0,80 | 4,98 | 4,83 | 4,43 | 4,38 |
| М6 | 1,00 | 5,97 | 5,82 | 5,30 | 5,25 |
| М7 | 1,00 | 6,97 | 6,82 | 6,30 | 6,25 |
| М8 | 1,25 | 7,96 | 7,79 | 7. 12 12 | 7,07 |
| М9 | 1,25 | 8,96 | 8,79 | 8.12 | 8.07 |
| М10 | 1,50 | 9,96 | 9,77 | 8,97 | 8,91 |
| М11 | 1,50 | 10,97 | 10,73 | 9,97 | 9,91 |
| M12 | 1,75 | 11,95 | 11,76 | 10,79 | 10,73 |
| М14 | 2,00 | 13,95 | 13,74 | 12,63 | 12,56 |
| М16 | 2,00 | 15,95 | 15,74 | 14,63 | 14,56 |
| М18 | 2,50 | 17,95 | 17,71 | 16.31 | 16,23 |
| М20 | 2,50 | 19,95 | 19,71 | 18.31 | 18,23 |
| M22 | 2,50 | 21,95 | 21,71 | 20. 31 31 | 20.23 |
| M24 | 3,00 | 23,94 | 23,68 | 21,98 | 21,90 |
| М27 | 3,00 | 26,94 | 26,68 | 24,98 | 24,89 |
| М30 | 3,50 | 29,94 | 29,66 | 27,66 | 27,56 |
| М33 | 3,50 | 32,94 | 32,66 | 30,65 | 30,56 |
| СТАНДАРТНЫЙ ВИНТ 2A (резьба 60°) Метрическая – тонкая | |||||
| (П) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Шаг | МАКС | МИН | МАКС | МИН |
| М4 | 0,50 | 3,97 | 3,86 | 3,62 | 3,58 |
| М4,5 | 0,50 | 4,47 | 4,36 | 4. 12 12 | 4,08 |
| М5 | 0,50 | 4,97 | 4,86 | 4,62 | 4,58 |
| М6 | 0,75 | 5,97 | 5,85 | 5,45 | 5,41 |
| М7 | 0,75 | 6,97 | 6,85 | 6,45 | 6,41 |
| М8 | 1,00 | 7,97 | 7,83 | 7,29 | 7,24 |
| М9 | 1,00 | 8,97 | 8,83 | 8,29 | 8,24 |
| М10 | 1,25 | 9,96 | 9,81 | 9.12 | 9.07 |
| М10 | 1,00 | 9,97 | 9,82 | 9,28 | 9,23 |
| M12 | 1,25 | 11,97 | 11,76 | 11.12 | 11.07 |
| М12 | 1,50 | 11,96 | 11,79 | 10,95 | 10,89 |
| М14 | 1,50 | 13,96 | 13,79 | 12,95 | 12,89 |
| М16 | 1,50 | 15,96 | 15,79 | 14,95 | 14,89 |
| М18 | 2,00 | 17,95 | 17,65 | 16,62 | 16,54 |
| М18 | 1,50 | 17,95 | 17,78 | 16,93 | 16,86 |
| М20 | 2,00 | 19,95 | 19,65 | 18,62 | 18,54 |
| М20 | 1,50 | 19,95 | 19,78 | 18,92 | 18,85 |
| M22 | 1,50 | 21,95 | 21,78 | 20,92 | 20,85 |
| M24 | 1,50 | 23,95 | 23,78 | 22,92 | 22,85 |
| М26 | 1,50 | 25,95 | 25,78 | 24,93 | 24,85 |
| М27 | 1,50 | 26,95 | 26,78 | 25,93 | 25,85 |
| М28 | 1,50 | 27,95 | 27,78 | 26,93 | 26,85 |
| М30 | 1,50 | 29,95 | 29,78 | 28,93 | 28,85 |
U.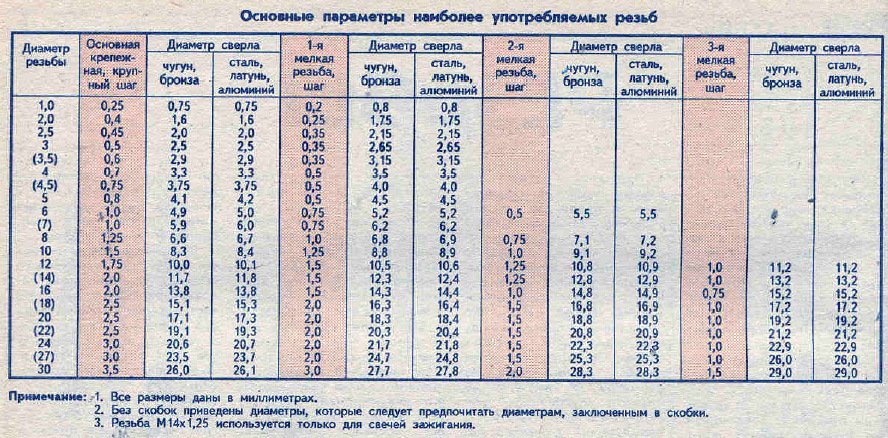 N.C. СТАНДАРТНЫЙ ВИНТ 2A (резьба 60°) N.C. СТАНДАРТНЫЙ ВИНТ 2A (резьба 60°) | |||||
| (Т) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Резьба | МАКС | МИН | МАКС | МИН |
| №:1 | 64 | 1,838 | 1,743 | 1,58 | 1,56 |
| №:2 | 56 | 2,169 | 2,066 | 1,87 | |
| №:3 | 48 | 2,496 | 2,383 | 2,14 | 2.11 |
| №:4 | 40 | 2,824 | 2,695 | 2,40 | 2,37 |
| №:5 | 40 | 3,154 | 3,026 | 2,72 | 2,69 |
| №:6 | 32 | 3,484 | 3,333 | 2,94 | 2,91 |
| №:8 | 32 | 4.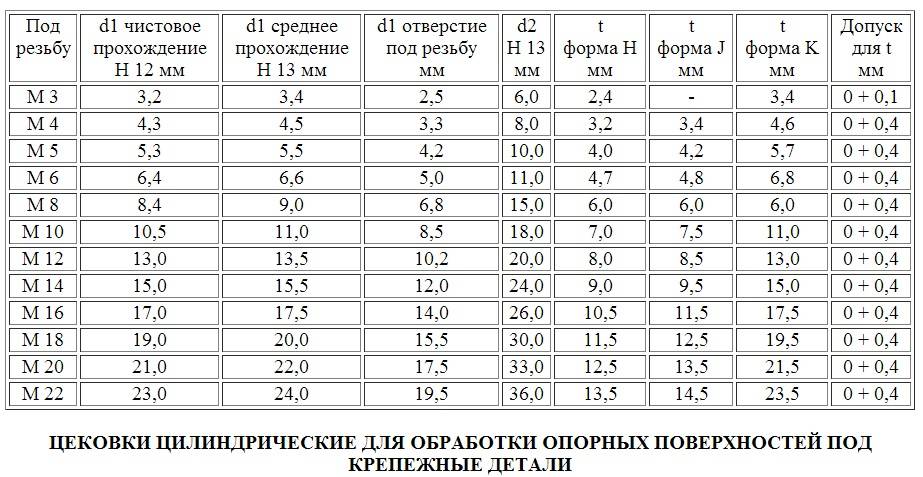 142 142 | 3,991 | 3,60 | 3,57 |
| №:10 | 24 | 4.800 | 4,618 | 4,09 | 4,05 |
| №:12 | 24 | 5.461 | 5,279 | 4,75 | 4,70 |
| 1/4 | 20 | 6.322 | 6.117 | 5,50 | 5,45 |
| 16/5 | 18 | 7,907 | 7,687 | 6,98 | 6,93 |
| 3/8 | 16 | 9.491 | 9.254 | 8,45 | 8,40 |
| 16/7 | 14 | 11.076 | 10.816 | 9,89 | 9,83 |
| 1/2 | 13 | 12.661 | 12.386 | 11,39 | 11.32 |
| 16 сентября | 12 | 14.246 | 13,958 | 12,87 | 12,80 |
| 5/8 | 11 | 15. 834 834 | 15,528 | 14,33 | 14,26 |
| 3/4 | 10 | 19.004 | 18.677 | 17,34 | 17,27 |
| 7/8 | 9 | 22.176 | 21.824 | 20,34 | 20,26 |
| 1 | 8 | 25.349 | 24,969 | 23,28 | 23.20 |
| 8 ноября | 7 | 28.519 | 28.103 | 26.16 | 26.07 |
| У.Н.Ф. СТАНДАРТНЫЙ ВИНТ 2A (резьба 60°) | |||||
| (Т) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Резьба | МАКС | МИН | МАКС | МИН |
| №:2 | 64 | 2,169 | 2,073 | 1,91 | 1,89 |
| №:3 | 56 | 2,496 | 2,393 | 2,20 | 2,17 |
| №:4 | 48 | 2,827 | 2,713 | 2,47 | 2,44 |
| №:5 | 44 | 3,157 | 3,036 | 2,76 | 2,73 |
| №:6 | 40 | 3,484 | 3,356 | 3,05 | 3,02 |
| №:8 | 36 | 4,145 | 4. 006 006 | 3,66 | 3,63 |
| №:10 | 32 | 4.803 | 4,651 | 4,26 | 4,23 |
| №:12 | 28 | 5.461 | 5,296 | 4,85 | 4,81 |
| 1/4 | 28 | 6.324 | 6.160 | 5,72 | 5,68 |
| 16/5 | 24 | 7,909 | 7,727 | 7,20 | 7,16 |
| 3/8 | 24 | 9.497 | 9.315 | 8,76 | 8,74 |
| 16/7 | 20 | 11.079 | 10.874 | 10.23 | 10,18 |
| 1/2 | 20 | 12.666 | 12.462 | 11,82 | 11,76 |
| 16 сентября | 18 | 14.251 | 14.031 | 13.31 | 13,25 |
| 5/8 | 18 | 15. 839 839 | 15.619 | 14,89 | 14,83 |
| 3/4 | 16 | 19.011 | 18.774 | 17,95 | 17,89 |
| 7/8 | 14 | 22.184 | 21.923 | 20,98 | 20,91 |
| 1 | 12 | 25.254 | 25.065 | 23,95 | 23,87 |
| 11/8 | 12 | 28.529 | 28.240 | 27.12 | 27.05 |
| С.М. СТАНДАРТНЫЙ ВИНТ 2A (резьба 60°) | |||||
| (Т) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Резьба | МАКС | МИН | МАКС | МИН |
| 5/64 | 64 | 1,984 | 1,904 | 1,71 | 1,69 |
| 3/32 | 56 | 2,381 | 2,306 | 2,07 | 2,04 |
| 1/8 | 48 | 3,175 | 3,065 | 2,81 | 2,78 |
| 1/8 | 44 | 3,175 | 3,055 | 2,78 | 2,75 |
| 1/8 | 40 | 3,175 | 3,045 | 2,74 | 2,71 |
| 9/64 | 40 | 3,572 | 3,442 | 3,13 | 3,10 |
| 11/64 | 40 | 4,366 | 4,236 | 3,92 | 3,89 |
| 11/64 | 32 | 4,366 | 4. 206 206 | 3,82 | 3,79 |
| 3/16 | 40 | 4,762 | 4,632 | 4,32 | 4,29 |
| 3/16 | 32 | 4,762 | 4.602 | 4,22 | 4,19 |
| 3/16 | 28 | 4,762 | 4.602 | 4.14 | 4.11 |
| 3/16 | 24 | 4,762 | 4.602 | 4.04 | 4.01 |
| 13/64 | 32 | 5.159 | 4,999 | 4,60 | 4,57 |
| 32 июля | 32 | 5,556 | 5,396 | 5.01 | 4,98 |
| 15/64 | 28 | 5,953 | 5,773 | 5,32 | 5,29 |
| 1/4 | 40 | 6.350 | 6.220 | 5,90 | 5,87 |
| 1/4 | 28 | 6.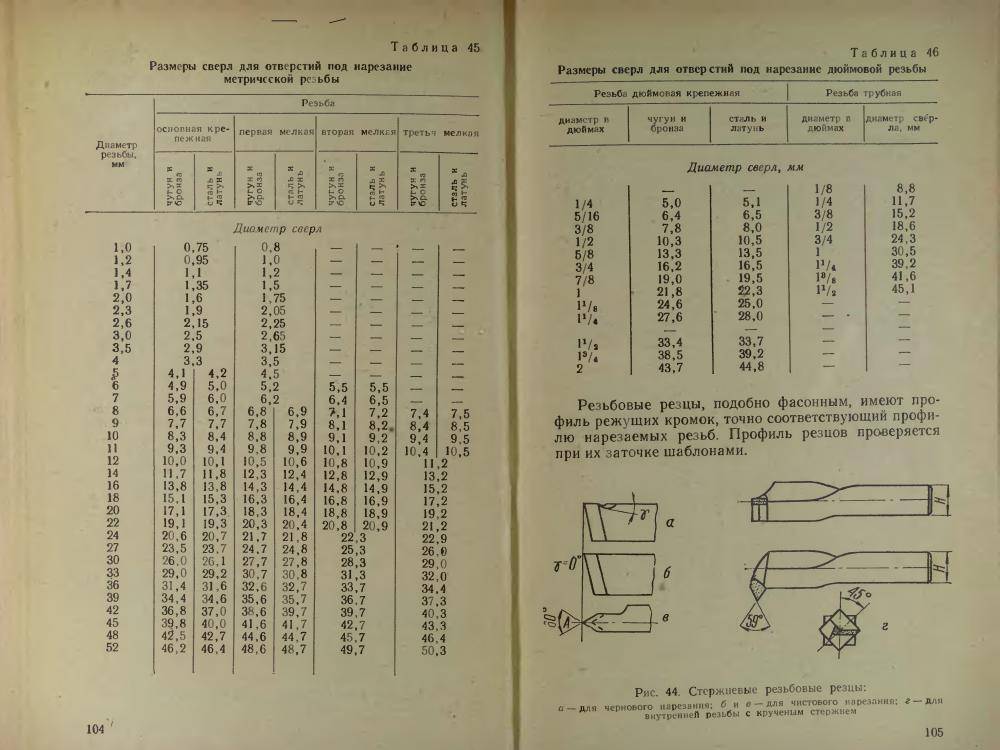 350 350 | 6.170 | 5,72 | 5,69 |
| 1/4 | 24 | 6.350 | 6.170 | 5,62 | 5,59 |
| 32 сентября | 28 | 7.144 | 6,954 | 6,51 | 6,48 |
| 32 сентября | 20 | 7.144 | 6,954 | 6,28 | 6,25 |
| 16/5 | 24 | 7,938 | 7,748 | 7,21 | 7,18 |
| 16/5 | 18 | 7,938 | 7,748 | 6,98 | 6,94 |
| Б.С.В. СТАНДАРТНЫЙ ВИНТ 2A (резьба 55°) | |||||
| (П) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Шаг | МАКС | МИН | МАКС | МИН |
| 1/8 | 40 | 3,145 | 3.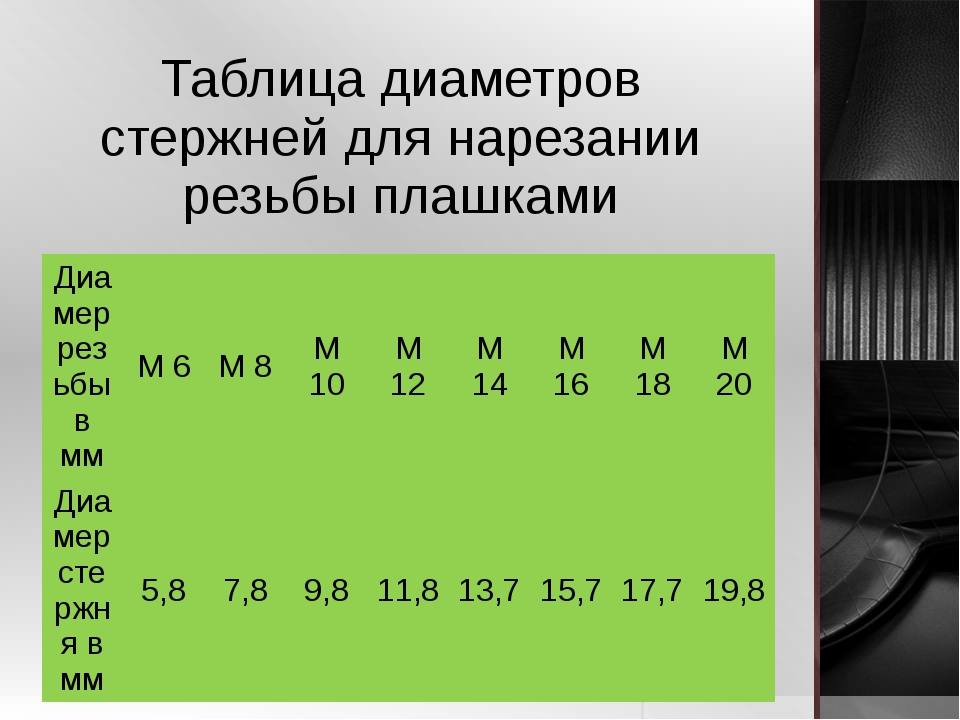 030 030 | 2,72 | 2,70 |
| 5/32 | 32 | 3,945 | 3,795 | 3,40 | 3,38 |
| 3/16 | 24 | 4,732 | 4,592 | 4.03 | 4,00 |
| 1/4 | 20 | 6.320 | 6,165 | 5,48 | 5,45 |
| 16/5 | 18 | 7,905 | 7,737 | 6,97 | 6,94 |
| 3/8 | 16 | 9.490 | 9.312 | 8,44 | 8,40 |
| 16/7 | 14 | 11.074 | 10.883 | 9,88 | 9,84 |
| 1/2 | 12 | 12.662 | 12.456 | 11.27 | 11.22 |
| 16 сентября | 12 | 14.247 | 14.039 | 12,86 | 12,81 |
| 5/8 | 11 | 15. 832 832 | 15.614 | 14,33 | 14,27 |
| 3/4 | 10 | 19.004 | 18.770 | 17,34 | 17,28 |
| 7/8 | 9 | 22.225 | 21.798 | 20,34 | 20,28 |
| 1 | 8 | 25.400 | 25.130 | 23,29 | 23,23 |
| Б.А. СТАНДАРТ МАШИННОГО ВИНТА (резьба 47,5°) | |||||
| (П) | (D)Большой диаметр | (d) Диаметр прокатки | |||
| РАЗМЕР | Шаг | МАКС | МИН | МАКС | МИН |
| 0 ВА | 1,00 | 5,97 | 5,78 | 5,33 | 5,28 |
| 1 ВА | 0,90 | 5,27 | 5.10 | 4,70 | 4,65 |
| 2 ВА | 0,81 | 4,67 | 4,52 | 4,15 | 4. 11 11 |
| 3 БА | 0,73 | 4,07 | 3,94 | 3,60 | 3,56 |
| 4 ВА | 0,66 | 3,57 | 3,45 | 3,15 | 3.12 |
| 5 ВА | 0,59 | 3,17 | 3,05 | 2,79 | 2,76 |
| 6 ВА | 0,53 | 2,77 | 2,67 | 2,43 | 2,40 |
| 7 ВА | 0,48 | 3,47 | 2,38 | 2,17 | 2,14 |
| 8 БА | 0,43 | 2,17 | 2,09 | 1,91 | 1,88 |
Интернет-магазин
На Амазоне
Ссылка для загрузки страницыПерейти к началу
Диаметр болта с накатанной резьбой – болт Portland
При нарезании резьбы на болтах наиболее часто используются два метода: нарезание резьбы и накатывание резьбы. Нас часто спрашивают, имеют ли болты с накатной резьбой полный диаметр тела или уменьшенный диаметр тела. В зависимости от типа застежки ответ и тот, и другой. Когда Portland Bolt производит болты с накатанной резьбой, мы начинаем с нарезки круглого стержня с делительным диаметром, который имеет уменьшенный диаметр (приблизительно посередине между большим диаметром (вершиной) и меньшим диаметром (впадиной) резьбы. Стальной круглый стержень смещается или экструдируется, так как он проталкивается между двумя матрицами для формирования резьбовой части крепежного изделия, вместо удаления, как при нарезке резьбы. Конечным результатом является крепеж с уменьшенным диаметром корпуса. Например, болт диаметром 1 дюйм будет иметь Резьбовая часть 1 дюйм, но хвостовик без резьбы примерно 0,912”. Это вполне допустимый способ производства подавляющего большинства строительных крепежных изделий ASTM, за исключением конструкционных болтов A325 и A490, для которых требуется полноразмерный диаметр корпуса.
Нас часто спрашивают, имеют ли болты с накатной резьбой полный диаметр тела или уменьшенный диаметр тела. В зависимости от типа застежки ответ и тот, и другой. Когда Portland Bolt производит болты с накатанной резьбой, мы начинаем с нарезки круглого стержня с делительным диаметром, который имеет уменьшенный диаметр (приблизительно посередине между большим диаметром (вершиной) и меньшим диаметром (впадиной) резьбы. Стальной круглый стержень смещается или экструдируется, так как он проталкивается между двумя матрицами для формирования резьбовой части крепежного изделия, вместо удаления, как при нарезке резьбы. Конечным результатом является крепеж с уменьшенным диаметром корпуса. Например, болт диаметром 1 дюйм будет иметь Резьбовая часть 1 дюйм, но хвостовик без резьбы примерно 0,912”. Это вполне допустимый способ производства подавляющего большинства строительных крепежных изделий ASTM, за исключением конструкционных болтов A325 и A490, для которых требуется полноразмерный диаметр корпуса.
Крепежные детали с роликовой резьбой с уменьшенным корпусом обычно используются для болтов нестандартного размера в зависимости от конкретной задачи. Однако бывают случаи, когда болт имеет накатную резьбу, но имеет полный диаметр корпуса. Обычно это относится к серийно выпускаемым болтам A307 и тяжелым конструкционным болтам с шестигранной головкой A325 и A490, которые легко доступны и обычно меньшего размера. В этом случае стальная катанка полного диаметра подается в автоматизированный болторез, который часто выполняет операции резки, вырубки и нарезания резьбы на одном и том же станке. После того, как болт обрезан по длине и головке, часть болта, на которую должна быть нарезана резьба, выдавливается до делительного диаметра перед накатыванием резьбы на крепежную деталь. В результате получается готовая застежка с нарезной резьбой, но с полноразмерным диаметром корпуса.
| Грубая резьба | Вес катаной резьбы | Вес запаса нарезанной резьбы | Снижение веса, % | ||
|---|---|---|---|---|---|
| Размер | диаметр, дюйм | фунта/фут. | диаметр, дюйм | фунта/фут. | |
| 3/8′ – 16 | 0,330 | 0,291 | 0,375 | 0,376 | 22,6 |
| 1/2′ – 13 | 0,445 | 0,529 | 0,500 | 0,668 | 20,8 |
| 5/8′ – 11 | 0,562 | 0,843 | 0,625 | 1,043 | 19,2 |
| 3/4′ – 10 | 0,680 | 1,235 | 0,750 | 1.500 | 17,7 |
| 7/8′ – 9 | 0,797 | 1,696 | 0,875 | 2,044 | 17,0 |
| 1′ – 8 | 0,912 | 2,221 | 1.000 | 2,670 | 16,8 |