Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
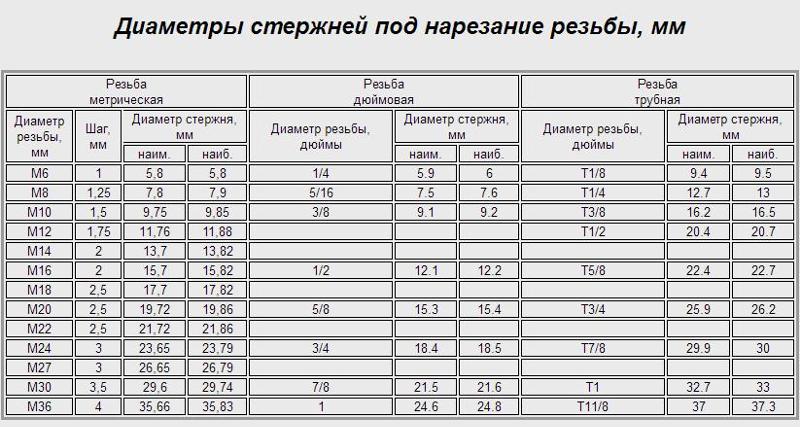
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
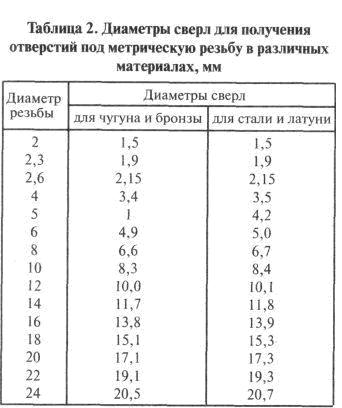
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
| |||||
 Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Метчик – металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение – одна риска) – предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
Метчик – металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение – одна риска) – предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. д. (см.. таблицу).
д. (см.. таблицу).
Основные нормы взаимозаменяемости.
 Резьба метрическая. Посадки с натягом – РТС-тендер
Резьба метрическая. Посадки с натягом – РТС-тендер
ГОСТ 4608-81
Группа Г13
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 16 июня 1981 г. N 2953
ВЗАМЕН ГОСТ 4608-65
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1988 г. (ИУС 7-88)
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81 и устанавливает диаметры, шаги, допуски и предельные отклонения для посадок с натягом без применения элементов заклинивания.
Устанавливаемые настоящим стандартом посадки предназначаются для наружных резьб (резьба на ввинчиваемом конце шпильки) деталей из стали, сопрягаемых с внутренними резьбами в деталях из стали, высокопрочных и титановых сплавов, чугуна, алюминиевых и магниевых сплавов.
Допускается применение посадок по настоящему стандарту для других материалов сопрягаемых деталей.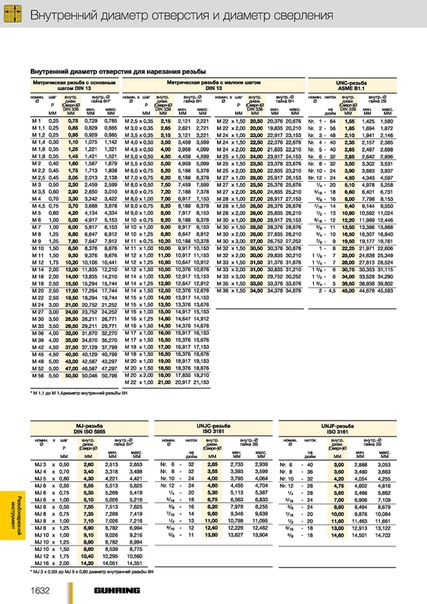 В этом случае требуется проверка посадки.
В этом случае требуется проверка посадки.
(Измененная редакция, Изм. N 1).
1. ДИАМЕТРЫ И ШАГИ
1.1. Диаметры и шаги резьб для посадок с натягами должны соответствовать указанным в табл.1.
Таблица 1
Номинальный диаметр резьбы | Шаги | ||||||
Ряд 1 | Ряд 2 | Крупный | Мелкие | ||||
3 | 2 | 1,5 | 1,25 | 1 | |||
5 | – | 0,8 | – | – | – | – | – |
6 | – | 1 | – | – | – | – | – |
8 | – | 1,25 | – | – | – | – | 1 |
10 | – | 1,5 | – | – | – | 1,25 | – |
12 | – | 1,75 | – | – | 1,5 | 1,25 | – |
– | 14 | 2 | – | – | 1,5 | – | – |
16 | – | 2 | – | – | 1,5 | – | – |
– | 18 | 2,5 | – | 2 | 1,5 | – | – |
20 | – | 2,5 | – | 2 | 1,5 | – | – |
– | 22 | 2,5 | – | 2 | 1,5 | – | – |
24 | – | 3 | – | 2 | – | – | – |
– | 27 | 3 | – | 2 | – | – | – |
30 | – | – | – | 2 | – | – | – |
– | 33 | – | – | 2 | – | – | – |
36 | – | – | 3 | – | – | – | – |
– | 39 | – | 3 | – | – | – | – |
42 | – | – | 3 | – | – | – | – |
45 | – | 3 | – | – | – | – | |
При выборе диаметров резьб следует предпочитать первый ряд второму. Основные размеры резьб – по ГОСТ 24705-81.
Основные размеры резьб – по ГОСТ 24705-81.
2. ДЛИНЫ СВИНЧИВАНИЯ
2.1. Длины свинчивания должны соответствовать указанным в табл.2.
Таблица 2
Материал детали с внутренней резьбой | Длина свинчивания |
Сталь, высокопрочные и титановые сплавы | От 1 до 1,25 |
Чугун | От 1,25 до 1,5 |
Алюминиевые и магниевые сплавы | От 1,5 до 2 |
Допускаются другие длины свинчивания. В этих случаях применение посадок по настоящему стандарту требует дополнительной проверки.
(Измененная редакция, Изм.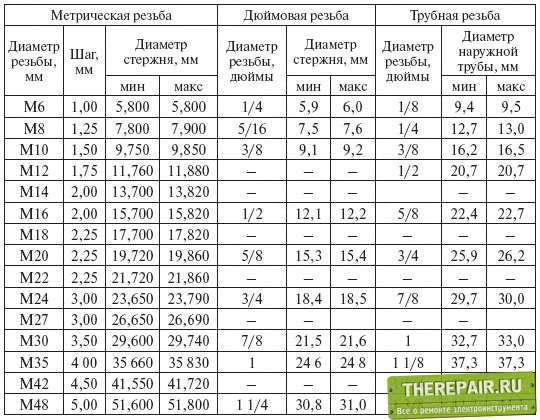 N 1).
N 1).
3. ОСНОВНЫЕ ОТКЛОНЕНИЯ И ДОПУСКИ
3.1. Расположение полей допусков наружной и внутренней резьбы должно соответствовать указанному на черт.1.
Черт.1 Расположение полей допусков наружной и внутренней резьбы
– нижнее отклонение диаметров наружной резьбы; – нижнее отклонение диаметров внутренней резьбы; – верхнее отклонение диаметров наружной резьбы; – верхнее отклонение диаметров внутренней резьбы; – допуск диаметров резьбы (диаметр резьбы дается в индексе)
Черт.1
Отклонения отсчитываются от номинального профиля резьбы, показанного на черт.1 утолщенной линией, в направлении, перпендикулярном к оси резьбы.
(Измененная редакция, Изм. N 1).
3.2. Основные отклонения и степени точности резьбы должны соответствовать указанным в табл.3.
Таблица 3
Вид резьбы | Диаметры резьбы | Основные отклонения при шагах Р, мм | Степени точности | |
до 1,25 мм | св. | |||
Наружная резьба | Наружный | е | с | 6 |
Средний | n; p; r | 2; 3 | ||
Внутренняя резьба | Наружный | Н | – | |
Средний | Н | 2 | ||
Внутренний | D | С | 4; 5 | |
 1,25 мм
1,25 мм3. 3. Числовые значения основных отклонений наружного и среднего диаметров наружной резьбы и внутреннего диаметра внутренней резьбы должны соответствовать указанным в табл.4.
3. Числовые значения основных отклонений наружного и среднего диаметров наружной резьбы и внутреннего диаметра внутренней резьбы должны соответствовать указанным в табл.4.
Таблица 4
Наружная резьба | Внутренняя резьба | ||||||
Шаг , мм | Диаметры резьбы | ||||||
Основные отклонения, мкм | |||||||
е | с | n | p | r | D | С | |
0,8 | -60 | – | +34 | +48 | +71 | +90 | – |
1 | -60 | – | +38 | +53 | +80 | +90 | – |
1,25 | -63 | – | +42 | +56 | +85 | +95 | – |
1,5 | – | -140 | +45 | +63 | +95 | – | +140 |
1,75 | – | -145 | +50 | +67 | +100 | – | +145 |
2 | – | -150 | +53 | +75 | +112 | – | +150 |
2,5 | – | -160 | +63 | +85 | +125 | – | +160 |
3 | – | -170 | +71 | +95 | +140 | – | +170 |
(Измененная редакция, Изм. N 1).
N 1).
3.4. Числовые значения основных отклонений среднего и наружного диаметра внутренней резьбы, допусков внутреннего диаметра внутренней резьбы и допусков наружного диаметра наружной резьбы – по ГОСТ 16093-81.
3.5. Числовые значения допусков среднего диаметра наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
Номинальный диаметр резьбы , мм | Шаг, мм | Степени точности | ||
2 | 3 | 2 | ||
Допуски, мкм | ||||
Св. | 0,8 | 38 | 50 | |
1 | 45 | 60 | ||
Св. 5,6 до 11,2 | 1,25 | 18 | По ГОСТ 16093-81 | 63 |
1,5 | 53 | 71 | ||
1,25 | 53 | 71 | ||
Св. | 1,5 | 56 | 75 | |
1,75 | 60 | 80 | ||
2 | 63 | 85 | ||
2,5 | 67 | 90 | ||
Св. 22,4 до 45 | 2 | 67 | 90 | |
3 | 80 | 106 | ||
 2,8 до 5,6
2,8 до 5,6 11,2 до 22,4
11,2 до 22,4
(Измененная редакция, Изм. N 1).
N 1).
3.6. Расчетные формулы основных отклонений и допусков приведены в приложении.
(Введен дополнительно, Изм. N 1).
4. ФОРМА ВПАДИНЫ НАРУЖНОЙ РЕЗЬБЫ
4.1. Форма впадины наружной резьбы должна быть закругленной.
Для резьбы с шагом 1 мм допускается плоскосрезанная форма впадины.
4.2. Требования к выполнению закругленной и плоскосрезанной впадины наружной резьбы – по ГОСТ 16093-81.
4.1, 4.2. (Измененная редакция, Изм. N 1).
5. ПОЛЯ ДОПУСКОВ И ПОСАДКИ
5.1. Поля допусков резьбы и их сочетания в посадках должны соответствовать указанным в табл.7 и на черт.3.
Таблица 7*
_______________
* Черт.2 и табл.6. (Исключены, Изм. N 1).
Материал детали с внутренней резьбой | Поля допусков | Посадки | Дополнительные условия сборки | |||
наружной резьбы | внутренней резьбы | |||||
при шагах Р | при шагах Р | |||||
до 1,25 мм | свыше 1,25 мм | до 1,25 мм | свыше 1,25 мм | |||
Чугун и алюминиевые сплавы | 2г | 2H5D | 2H5C | 2H5D | 2H5C | – |
Чугун, алюминиевые и магниевые сплавы | 3р(2) | 2H5D(2) | 2H5C(2) | 2H5D(2) | 2H5C(2) | Сортировка на две группы |
Сталь, высокопрочные и титановые сплавы | 3n(3) | 2h5D(3) | 2Н4С(3) | 2h5D(3) 3n(3) | 2h5C(3) | Сортировка на три группы |
Черт.
 3 Расположение полей допусков среднего диаметра
3 Расположение полей допусков среднего диаметра
I, II, III – номера сортировочных групп. Расположение полей допусков среднего диаметра (пример для резьбы М 14х1,5)
Черт.3
5.2. Обозначения полей допусков и посадок – по ГОСТ 16093-81.
Дополнительно в скобках указывается число сортировочных групп.
Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
Пример условного обозначения посадки резьбы номинальным диаметром 12 мм, с крупным шагом:
М12-2Н5С(2)/3р(2)
5.3. Посадки , , , должны осуществляться с сортировкой наружной и внутренней резьбы на группы по среднему диаметру. Сортировка на группы должна производиться по собственно среднему диаметру в средней части длины резьбы.
Сборка резьбового соединения должна осуществляться из резьбовых деталей одноименных сортировочных групп, например, по схеме, показанной на черт. 4.
4.
Черт.4 Схема
– поле допуска среднего диаметра наружной резьбы;
– поле допуска среднего диаметра внутренней резьбы;
(1), (II), (III) – поля допусков групп наружной резьбы;
(I), (II), (III) – поля допусков групп внутренней резьбы, I, II, III – номера сортировочных групп
Черт.4
5.4. Допускается применение посадок, образованных полями допусков наружной резьбы 3р и 3n без сортировки на группы в сочетании с полями допусков внутренней резьбы 2H5D и 2Н5С по настоящему стандарту, ЗН6Н по ГОСТ 24834-81 и полями допусков внутренней резьбы по ГОСТ 16093-81.
Указанные посадки относятся к переходным и их применение требует дополнительной проверки и в необходимых случаях дополнительных элементов заклинивания.
Для внутренней резьбы в таких посадках допускается назначение полей допусков, образованных сочетанием полей допусков среднего диаметра по ГОСТ 24834-81 или ГОСТ 16093-81 с полями допусков внутреннего диаметра 5D (при до 1,25 мм) или 5С (при cв. 1,25 мм) по настоящему стандарту, например, 3H5D, ЗН5С, 5H5D, 5Н5С.
1,25 мм) по настоящему стандарту, например, 3H5D, ЗН5С, 5H5D, 5Н5С.
(Измененная редакция, Изм. N 1).
6. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
6.1. Предельные отклонения диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.8-10.
Таблица 8
Предельные отклонения для посадок ,
Наружная резьба | Внутренняя резьба | |||||||||
Номинальный диаметр | Шаг | Диаметры резьбы | ||||||||
Предельные отклонения, мкм | ||||||||||
Св. | 0,8 | -60 | -210 | +109 | +71 | 0 | +50 | 0 | +250 | +90 |
1 | -60 | -240 | +125 | +80 | 0 | +60 | 0 | +280 | +90 | |
Св. | 1,25 | -63 | -275 | +133 | +85 | 0 | +63 | 0 | +307 | +95 |
1,5 | -140 | -376 | +148 | +95 | 0 | +71 | 0 | +376 | +140 | |
1,25 | -63 | -275 | +138 | +85 | 0 | +71 | 0 | +307 | +95 | |
1,5 | -140 | -376 | +151 | +95 | 0 | +75 | 0 | +376 | +140 | |
Св. | 1,75 | -145 | -410 | +165 | +100 | 0 | +80 | 0 | +410 | +145 |
2 | -150 | -430 | +175 | +112 | 0 | +85 | 0 | +450 | +150 | |
2,5 | -160 | -495 | +192 | +125 | 0 | +90 | 0 | +515 | +160 | |
Св. 22,4 до 45 | 2 | -150 | -430 | +179 | +112 | 0 | +90 | 0 | +450 | +150 |
3 | -170 | -545 | +220 | +140 | 0 | +106 | 0 | +570 | +170 | |
 2,8 до 5,6
2,8 до 5,6 5,6 до 11,2
5,6 до 11,2 11,2 до 22,4
11,2 до 22,4
Таблица 9
Предельные отклонения для посадок ,
Наружная резьба | Внутренняя резьба | |||||||||||
Номинальный диаметр резьбы , мм | Шаг , мм | Диаметры резьбы | ||||||||||
Предельные отклонения, мкм | ||||||||||||
Граница | Граница | |||||||||||
Св. 2,8 до 5,6 | 0,8 | -60 | -210 | +96 | +72 | +48 | 0 | +50 | +25 | 0 | +250 | +90 |
1 | -60 | -240 | +109 | +81 | +53 | 0 | +60 | +30 | 0 | +280 | +90 | |
Св. 5,6 до11,2 | 1,25 | -63 | -275 | +116 | +86 | +56 | 0 | +63 | +31 | 0 | +307 | +95 |
1,5 | -140 | -376 | +130 | +96 | +63 | 0 | +71 | +35 | 0 | +376 | +140 | |
1,25 | -63 | -275 | +123 | +89 | +56 | 0 | +71 | +35 | 0 | +307 | +95 | |
1,5 | -140 | -376 | +134 | +98 | +63 | 0 | +75 | +37 | 0 | +376 | +140 | |
Св. 11,2 до 22,4 | 1,75 | -145 | -410 | +142 | +104 | +67 | 0 | +80 | +40 | 0 | +410 | +145 |
2 | -150 | -430 | +155 | +115 | +75 | 0 | +85 | +42 | 0 | +450 | +150 | |
2,5 | -160 | -495 | +170 | +127 | +85 | 0 | +90 | +45 | 0 | +515 | +160 | |
Св. 22,4 до 45 | 2 | -150 | -430 | +160 | +117 | +75 | 0 | +90 | +45 | 0 | +450 | +150 |
3 | -170 | -545 | +195 | +145 | +95 | 0 | +106 | +53 | 0 | +570 | +170 | |
Таблица 10
Предельные отклонения для посадок ,
Наружная резьба | Внутренняя резьба | |||||||||||||
Номинальный | Диаметры резьбы | |||||||||||||
Шаг , мм | ||||||||||||||
Предельные отклонения, мкм | ||||||||||||||
Граница групп | Граница групп | |||||||||||||
III и II | II и I | III и II | II и I | |||||||||||
Св. 2,8 до 5,6 | 0,8 | -60 | -210 | +82 | +66 | +50 | +34 | 0 | +50 | +33 | +16 | 0 | +215 | +90 |
1 | -60 | -240 | +94 | +75 | +56 | +38 | 0 | +60 | +40 | +20 | 0 | +240 | +90 | |
Св. 5,6 до 11,2 | 1,25 | -63 | -275 | +102 | +82 | +62 | +42 | 0 | +63 | +42 | +21 | 0 | +265 | +95 |
1,5 | -140 | -376 | +112 | +89 | +67 | +45 | 0 | +71 | +47 | +23 | 0 | +330 | +140 | |
1,25 | -63 | -275 | +109 | +86 | +64 | +42 | 0 | +71 | +47 | +23 | 0 | +265 | +95 | |
1,5 | -140 | -376 | +116 | +92 | +68 | +45 | 0 | +75 | +50 | +25 | 0 | +330 | +140 | |
Св. 11,2 до 22,4 | 1,75 | -145 | -410 | +125 | +109 | +75 | +50 | 0 | +80 | +54 | +27 | 0 | +357 | +145 |
2 | -150 | -430 | +133 | +106 | +79 | +53 | 0 | +85 | +56 | +28 | 0 | +386 | +150 | |
2,5 | -160 | -495 | +148 | +119 | +91 | +63 | 0 | +90 | +60 | +30 | 0 | +440 | +160 | |
Св. 22,4 до 45 | 2 | -150 | -430 | +138 | +109 | +81 | +53 | 0 | +90 | +60 | +30 | 0 | +386 | +150 |
3 | -170 | -545 | +171 | +137 | +104 | +71 | 0 | +106 | +70 | +35 | 0 | +485 | +170 | |
(Измененная редакция, Изм. N 1).
6.2. Допуски среднего диаметра резьбы деталей, сортируемых на группы, не включают диаметральных компенсаций отклонений шага и угла наклона боковой стороны профиля.
Допуски среднего диаметра резьбы деталей, не сортируемых на группы, являются суммарными.
6.3. Верхнее отклонение внутреннего диаметра наружной резьбы по дну впадины равно верхнему отклонению среднего диаметра наружной резьбы . Нижнее отклонение диаметра определяется с учетом основного отклонения среднего диаметра и наименьшего допускаемого среза впадины наружной резьбы.
Примечание. Требования п.6.3 не подлежат обязательному контролю при приемке изделий, если это не оговорено особо.
6.4. Верхнее отклонение внутреннего диаметра наружной резьбы равно верхнему отклонению среднего диаметра наружной резьбы .
6.5. Верхнее отклонение наружного диаметра внутренней не устанавливается.
6.3-6.5. (Измененная редакция, Изм. N 1).
6.6. Предельные отклонения шага и угла наклона боковой стороны профиля приведены в табл.12.
Таблица 12*
_______________
* Табл.11. (Исключена, Изм. N 1).
Предельные отклонения | ||
Шаг, мм | шага, мкм | угла наклона боковой стороны |
0,8 | ±12 | ±50′ |
1 | ||
1,25 | ||
1,5 | ±16 | ±45′ |
1,75 | ||
2 | ±20 | ±40′ |
2,5 | ||
3 | ±24 | ±35′ |
Предельные отклонения шага относятся к длинам свинчивания, не превышающим указанных в табл.2.
6.7. Отклонение формы наружной и внутренней резьбы, определяемое разностью между наибольшим и наименьшим действительными средними диаметрами на длине свинчивания не должно превышать 25% от допуска среднего диаметра.
Обратная конусность не допускается.
Примечание. Предельные отклонения по табл.12 и п.6.7 не подлежат обязательному контролю, если это не оговорено особо.
(Измененная редакция, Изм. N 1).
6.8. Предельные отклонения диаметров резьбы по настоящему стандарту относятся к размерам деталей до нанесения защитного покрытия.
После нанесения защитного покрытия средний диаметр наружной резьбы не должен быть более чем мм, а средний диаметр внутренней резьбы не должен быть менее чем номинальный размер .
Для резьб деталей, не сортируемых на группы, указанные требования относятся к приведенному среднему диаметру.
Допускается устанавливать другие требования к размерам резьбы после нанесения защитного покрытия. В этих случаях применение посадок требует дополнительной проверки.
(Введен дополнительно, Изм. N 1).
Разд. 7. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ (обязательное). РАСЧЕТНЫЕ ФОРМУЛЫ ОСНОВНЫХ ОТКЛОНЕНИЙ И ДОПУСКОВ
ПРИЛОЖЕНИЕ
Обязательное
1. Числовые значения основных отклонений рассчитаны по следующим формулам:
для наружного диаметра наружной резьбы
при =1,5-2 мм; (1)
значения при =2,5 и 3 мм установлены эмпирически; для среднего диаметра наружной резьбы
; (2)
; (3)
; (4)
для внутреннего диаметра внутренней резьбы
; (5)
при 1,5-2 мм. (6)
Значения при 2,5 и 3 мм установлены эмпирически.
В формулах (1)-(6) – в мм, и – в мкм.
Числовые значения основных отклонений, рассчитанные по формулам (1)-(6), округлены до ближайших предпочтительных чисел ряда 40 по ГОСТ 8032-84.
2. Числовые значения допусков средних диаметров наружной и внутренней резьбы рассчитаны по следующим формулам:
; (7)
; (8)
где – среднее геометрическое крайних значений интервалов номинальных диаметров резьбы по ГОСТ 16093-81, в мм, – в мм, – в мкм.
После обозначения допуска диаметра резьбы в скобках указана степень точности.
Числовые значения допусков, рассчитанные по формулам (7) и (8), округлены до предпочтительных чисел, принятых в системе допусков метрической резьбы по ГОСТ 16093-81.
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 1).
Текст документе сверен по:
официальное издание
Метрические резьбы: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2002
виды, измерение и применение ➤ Dinmark
Метрические резьбы (рис.1) применяют главным образом в винтовых соединениях деталей. Тугие метрические резьбы применяются для посадки шпилек в корпусы изделий и в других подобных случаях, когда требуется устранить возможность вывинчивания шпильки при отвинчивании гайки или ее самоотвинчивания без дополнительных крепежных деталей. Стандартами на метрические резьбы предусматриваются элементы резьбы диаметров до 1 мм (0,25-0,9 мм) и свыше 1 мм (1-600 мм). Угол профиля метрических резьб составляет 60°.
Шаг метрических резьб измеряется в миллиметрах.
Рис.1. Метрическая резьба
ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБЫ
Шаг (P) – расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
D1 = D−2×(H−2c)
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
Высота исходного треугольника резьбы (H).
Срез резьбы (с).
Угол конуса конической резьбы (∅).
Угол подъёма резьбы (ψ):
Стандарты для метрической резьбы:
- ГОСТ 24705-2004 (ИСО 724:1993) «Резьба метрическая. Основные размеры»;
- ГОСТ 9150-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль»;
- ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги»;
- ISO 965-1:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики»;
- ISO 965-2:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности»;
- ISO 965-3:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы»;
- ISO 965-4:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальванизированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации»;
- ISO 965-5:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации»;
- ISO 68-1 «Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба»;
- ISO 261:1998 «Резьбы метрические ИСО общего назначения. Общий вид»;
- ISO 262:1998 «Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек»;
- BS 3643 «ISO metric screw threads»;
- DIN 13-12-1988 «Резьбы метрические ISO основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов»;
- ANSI B1.13M, ANSI B1.18M «Метрическая резьба М с профилем, базирующимся на стандарте ISO 68».
Условные обозначения в маркировках резьбы: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в мм, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36×1,5; такая же по диаметру и шагу, но левая резьба М36×1,5LH. Эти параметры могут быть нанесены на инструмент в разных местах и не иметь обозначения М, таким образом, числа 36 и 1,5, нанесенные в разных местах, обозначают М36×1,5. Также на советском и российском инструменте часто встречается сокращенная маркировка мелкого шага, например, 2М16 или 1М16, что означает «М16, мелкая, вторая» или «М16, мелкая, первая», соответственно. В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.
Таблица 1. Основные шаги метрической резьбы для диаметров 0,25-0,9 мм
| М0,25 | М0,3 | М0,35 | М0,4 | М0,45 | М0,5 | М0,55 | М0,6 | М0,7 | М0,8 | М0,9 |
| 0,075 | 0,08 | 0,09 | 0,1 | 0,1 | 0,125 | 0,125 | 0,15 | 0,175 | 0,2 | 0,225 |
Таблица 2. Основные шаги метрической резьбы для диаметров 1-600 мм
| Диаметр резьбы d=D | Шаг | Средний | Внутренний | Рабочая высота профиля резьбы | ||
| Ряд | резьбы Р | диаметр | диаметр | H1 | ||
| 1 | 2 | 3 | d2=D2 | d1=D1 | ||
| 2 | 0,4 | 1,74 | 1,567 | 0,217 | ||
| 2,2 | 0,45 | 1,908 | 1,713 | 0,244 | ||
| 2,5 | 0,45 | 2,208 | 2,031 | 0,244 | ||
| 3 | 0,5 | 2,675 | 2,469 | 0,271 | ||
| 3,5 | 0,6 | 3,11 | 2,851 | 0,325 | ||
| 4 | 0,7 | 3,545 | 2,242 | 0,379 | ||
| 4,5 | 0,75 | 4,013 | 3,688 | 0,406 | ||
| 5 | 0,8 | 4,48 | 4,134 | 0,433 | ||
| 6 | 1 | 5,351 | 4,918 | 0,541 | ||
| 7 | 1 | 6,351 | 5,918 | 0,541 | ||
| 8 | 1,25 | 7,188 | 6,647 | 0,677 | ||
| 9 | 1,25 | 8,188 | 7,647 | 0,677 | ||
| 10 | 1,5 | 9,026 | 8,376 | 0,812 | ||
| 11 | 1,5 | 10,026 | 9,376 | 812 | ||
| 12 | 1,75 | 10,863 | 10,106 | 0,947 | ||
| 14 | 2 | 12,701 | 11,835 | 1,083 | ||
| 16 | 2 | 14,701 | 13,835 | 1,083 | ||
| 18 | 2,5 | 16,376 | 15,294 | 1,353 | ||
| 20 | 2,5 | 18,376 | 17,294 | 1,353 | ||
| 22 | 2,5 | 20,376 | 19,294 | 1,353 | ||
| 24 | 3 | 22,051 | 20,752 | 1,624 | ||
| 21 | 3 | 25,051 | 23,752 | 1,894 | ||
| 30 | 3,5 | 27,727 | 26,211 | 1,894 | ||
| 33 | 3,5 | 30,727 | 29,211 | 1,894 | ||
| 36 | 4 | 33,402 | 31,67 | 2,165 | ||
| 39 | 4 | 36,402 | 33,67 | 2,165 | ||
| 42 | 4,5 | 39,077 | 37,129 | 2,436 | ||
| 45 | 4,5 | 42,077 | 40,129 | 2,436 | ||
| 48 | 5 | 44,752 | 42,587 | 2,706 | ||
| 52 | 5 | 48,752 | 46,587 | 2,706 | ||
| 56 | 5,5 | 52,428 | 50,046 | 2,977 | ||
| 60 | 5,5 | 56,428 | 54,046 | 2,977 | ||
| 64 | 6 | 60,103 | 57,505 | 3,248 | ||
| 68 | 6 | 64,103 | 61,505 | 3,248 | ||
Какой диаметр стержня подобрать под наружную метрическую резьбу?
Винты, болты и шпильки – самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу. Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный (предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы – плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Рекомендуем прочитать
Диаметры стержней и допуски на них под метрическую резьбу.
Для резьбовых соединений, как правило, применяют метрическую резьбу; М10 означает: метрическая резьба с наружным диаметром 10 мм. Существуют также метрические резьбы с мелким шагом. Для труб и арматуры применяют трубные резьбы, размеры которых даны в дюймах и регламентированы Международной системой СИ. Резьбы бывают правые (если посмотреть на головку винта, его ввертывают, вращая по часовой стрелке) и левые С дополнительным обозначением, например М10 левая.
Наружную резьбу нарезают плашкой. Плашка – инструмент для нанесения резьбы на болтах, винтах, шпильках и т.п. деталях. Различают плашки для накатки резьбы путем пластического деформирования металла заготовки (накатные) и для нарезания резьбы (нарезные). Накатные плашки представляют собой комплект из двух прямоугольных призм или двух роликов, рабочие части которых имеют чисто обработанный профиль, противоположный профилю накатываемой резьбы. Закрепляются в специальных держателях. Нарезные плашки бывают цельные круглые (лерки) разрезные (круглые, квадратные, шестигранные), трубчатые и др. Плашки для ручного нарезания используют в клуппах, плашкодержателях (леркодержателях).
Плашку зажимают в воротке винтами, расположенными по его контуру. На торце стержня, на котором необходимо нарезать резьбу, на заточном станке снимают фаску под углом 60о до диаметра, равного 80% диаметра резьбы. Затем плашку смазывают животным жиром (салом) или растительным маслом – машинное масло лучше не использовать, так как оно портит резьбу. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке (глядя сверху), если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда – после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице.
Диаметры стержней под метрическую резьбу, выполняемую плашками
Таблица 1.
Диаметры | Допуски на диаметр стержня | Диаметры | Допуски на диаметр стержня | ||
резьбы | стержня | резьбы | стержня | ||
| |||||
| 3 | 2,94 | -0,06 | 12 | 11,88 | -0,12 |
| 3,5 | 3,42 | -0,08 | 16 | 15,88 | -0,12 |
| 4 | 3,92 | -0,08 | 18 | 17,88 | -0,12 |
| 4,5 | 4,42 | -0,08 | 20 | 19,86 | -0,14 |
| 5 | 4,92 | -0,08 | 22 | 21,86 | -0,14 |
| 6 | 5,92 | -0,08 | 24 | 23,86 | -0,14 |
| 7 | 6,90 | -0,10 | 27 | 26,86 | -0,14 |
| 8 | 7,90 | -0,10 | 30 | 29,86 | -0,14 |
| 9 | 8,90 | -0,10 | 33 | 32,83 | -0,17 |
| 10 | 9,90 | -0,10 | 36 | 35,83 | -0,17 |
| 11 | 10,88 | -0,12 | 39 | 38,83 | -0,17 |
| |||||
| 4 | 3,96 | -0,08 | 24 | 23,93 | -0,14 |
| 4,5 | 4,46 | -0,08 | 25 | 24,93 | -0,14 |
| 5 | 4,96 | -0,08 | 26 | 25,93 | -0,14 |
| 6 | 5,96 | -0,08 | 27 | 26,93 | -0,14 |
| 7 | 6,95 | -0,10 | 28 | 27,93 | -0,14 |
| 8 | 7,95 | -0,10 | 30 | 29,93 | -0,14 |
| 9 | 8,95 | -0,10 | 32 | 31,92 | -0,17 |
| 10 | 9,95 | -0,10 | 33 | 32,92 | -0,17 |
| 11 | 10,94 | -0,12 | 35 | 34,92 | -0,17 |
| 12 | 11,94 | -0,12 | 36 | 35,92 | -0,17 |
| 14 | 13,94 | -0,12 | 38 | 37,92 | -0,17 |
| 15 | 14,94 | -0,12 | 39 | 38,92 | -0,17 |
| 16 | 15,94 | -0,12 | 40 | 39,92 | -0,17 |
| 17 | 16,94 | -0,12 | 42 | 41,92 | -0,17 |
| 18 | 17,94 | -0,12 | 45 | 44,92 | -0,17 |
| 20 | 19,93 | -0,14 | 48 | 47,92 | -0,17 |
| 22 | 21,93 | -0,14 | 50 | 49,92 | -0,17 |
по материалам http://www.dpva.info
Резьба метрическая с крупными шагами для диаметров 2 — 64 мм
Пример обозначения метрической резьбы с крупным шагом (диаметром 24 мм, шагом 3 мм)-. М24. [c.66]Метрическая цилиндрическая резьба применяется главным образом в качестве крепежной и разделяется на резьбу с крупным шагом диаметром 1…64 мм и резьбу с мелким шагом диаметром 1…600 мм. [c.38]
ГОСТ 9150-59 распространяется на метрические резьбы с крупными шагами диаметров от 1 до 68 лж и с мелкими шагами для диаметров от 1 до 600 мм по ГОСТу 8724-58. [c.287]
Резьба метрическая для диаметров 1—600 мм разделяется на резьбу с крупным шагом диаметром 1—68 мм и резьбу с мелким шагом диаметром 1—600 мм. Резьба для диаметров 0,25—0,9 мм [c.165]
Винт М10 X 40.58 ГОСТ 1491—72, где М10 — метрическая резьба с крупным шагом, диаметром 10 мм, [c.231]
Винт М 10 Х40.58 ГОСТ 1491—72, где М 10 — метрическая резьба с крупным шагом, диаметром 10 мм 40 — длина винта в мм 58 — класс прочности материала по ГОСТ 1759—70 ГОСТ 1491—72 — номер стандарта на винты для металла с цилиндриче- [c.266]
Метрические резьбы. ГОСТ 8724—58 устанавливает диаметры и шаги метрических резьб общего назначения. Согласно этому стандарту, указанные резьбы подразделяются на резьбу с крупным шагом (диаметры от 1 до 68 мм) и резьбы с мелкими шагами (диаметры от 1 до 600 мм). [c.280]
Резьба метрическая для диаметров 1—600 мм разделяется н резьбу с крупным шагом диаметром 1—68 мм и резьбу с мелким шагом диаметром 1—600 мм. Резьба для диаметров 0,25—0,9 мм не имеет такого разделения, так 1 ак каждому диаметру соответствует только один шаг условно эту резьбу относят к резьбе с крупным шагом. [c.674]
Диаметры сквозных отверстий под болты, винты, шпильки и заклепки (сверление на проход) и сверление под метрическую резьбу с крупным шагом [c.266]
На учебных чертежах обозначение- поля допуска диаметра резьбы и класса (степени) ее точности можно не указывать. Например, метрическая резьба с крупным шагом [c.159]
Здесь М24-номинальный диаметр метрической резьбы с крупным шагом [c.166]
Шаг резьбы не указывают для метрических резьб с крупным шагом и для дюймовых резьб. В остальных случаях шаг резьбы указывают, например х/,5 — метрическая резьба с наружным диаметром 30 мм и шагом 1,5 мм. [c.169]
Метрические резьбы с крупным шагом обозначают буквой М , наружным диаметром и указанием поля допуска, например М24— 6 М64—6Я и т. д. [c.179]
Шаг и глубина метрической резьбы с мелким шагом меньше, чем резьбы с крупным шагом при одном и том же наружном диаметре. [c.180]
Момент от зубчатого колеса передается барабану грузоподъемной машины за счет сил трения, вызванных затяжкой шести шпилек (рис. 5.18). Определить требуемый диаметр шпилек, имеющих метрическую резьбу с крупным шагом. Усилие в тросе, навиваемом на барабан, Qm 10 кн материал шпилек — сталь Ст.З коэффициент трения между колесом и барабаном / = 0,12. [c.69]
Определить диаметр болтов клеммового соединения, несущего на конце рычага груз массой т,р. Болты имеют метрическую резьбу с крупным шагом затяжка болтов не контролируется. Момент сил трения, вызванных затяжкой болтов, принять на 20% больше момента от силы тяжести груза. [c.90]
Обозначения резьб. Примеры обозначений резьбы на чертежах приведены на рисунке 13.19. Условное изображение метрической резьбы с крупным шагом состоит из буквы М и номинального диаметра, для резьбы с мелким шагом добавляется величина шага. Например, на рисунке 13.19, а показано обозначение метрической резьбы номинальным диаметром 24 мм с крупным шагом 3 мм на стержне, а на рисунке 13.19, б — метрической резьбы номинальным диаметром 24 мм с мелким шагом 2 мм в отверстии. Для левой резьбы после условного обозначения ставят 1Я , например М 24 х 21Н. [c.208]
Метрические резьбы бывают с крупным и мелким шагом. ГОСТ 8724—81 (СТ СЭВ 181—75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй —третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, определяемый зависимостью d (D) яь 6Р 3. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. Метрические резьбы с мелкими шагами применяют при соединении тонкостенных деталей, ограниченной длине свинчивания, а также в случаях, когда требуется повышенная прочность соединения (особенно при переменных нагрузках). [c.277]
Метрическая резьба (см. рис. 1). Обозначения d и D с/, и Dj и >2 — наружный, внутренний и средний диаметры соответственно балта и гайки Р — шаг Н — высота исходного профиля Hi — рабочая высота профиля а — угол профиля. Основные размеры для d = = 1-J-6000 мм определяют по ГОСТ 8724—58 (табл. 1) и ГОСТ 91М—59 различают метрическую резьбу с крупным шагом для d = l+68 мм (табл. 2) и мелким (табл. 3). [c.272]
Принимая для метрической резьбы с крупным шагом средний диаметр = 1,Ыр, угол подъема винтовой линии у = 2 30 и угол трения р = 9°45, получим [c.378]
По стандарту метрические резьбы делятся на резьбы с крупным и мелким шагом. При одном и том же номинальном диаметре метрическая резьба может иметь один крупный и пять мелких шагов, например, при номинальном диаметре 20 мм метрическая резьба имеет крупный шаг, равный 2,5 мм, и пять мелких шагов, равных 2 1,5 1 0,75 0,5 мм. Резьбы с мелким шагом имеют меньшую высоту профиля и меньше ослабляют сечение детали кроме того, эти резьбы имеют меньшие углы подъема резьбы и обладают повышенным самоторможением. Поэтому резьбы с мелким шагом применяют для соединения мелких тонкостенных деталей и при действии динамических нагрузок. [c.34]
Принимая для нарезанной части крюка метрическую резьбу с крупным шагом р = 3,5 мм, определяем номинальный диаметр резьбы [c.49]
Путем расчета стержня болта на растяжение определить диаметр метрической резьбы с крупным шагом затянутого болтового соединения, если известна осевая сила Q и допускаемое напряжение [c.259]
Пример 3.2. Винтовая стяжка имеет правую и левую метрическую резьбу с крупным шагом (рис. 3.30). Определить диаметр резьбы, если максимальная осевая нагрузка / = 20 кН. Материал винтов класса прочности 4.6. Нагрузка постоянная. [c.64]
Обозначается метрическая резьба с крупным шагом прописной буквой М перед диаметром. Например, М20 обозначается резьба, имеющая наружный диаметр = 20 мм, шаг резьбы 2,5 мм. [c.79]
Метрическая резьба (рис. 28.1, а), профилем для образования которой принят равносторонний треугольник с углом при вершине а = 60°, делится на два типа (рис. 28.1, б) резьба с крупным шагом резьба с мелким шагом. На чертежах метрические резьбы с крупным шагом обозначаются буквой М, например М14 — метрическая резьба с крупным шагом, наружный диаметр 14 мм. Шаг резьбы в этом случае не указывается, так как он определен ГОСТом. Метрические резьбы с мелким шагом обозначаются буквой М с обязательным указанием не только наружного диаметра резьбы, но и шага резьбы. Например, М24 X 1,5 — метрическая резьба с мелким шагом, наружный диаметр 24 мм, шаг резьбы 1,5 мм. [c.461]
Треугольные метрические резьбы подразделяют на резьбу с крупным шагом (для диаметров от 0,25 до (Й мм) и с мелким шагом (для диаметров от 1 до 600 мм). У резьбы с крупным шагом определенному наружному диаметру соответствует определенный шаг. У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать различные шаги. Стандарт подразделяет все диаметры резьбы на три ряда. Диаметры и шаги для диапазона размеров от 70 до 600 мм приведены в табл. 8.1. [c.187]
Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150—81 с допусками по ГОСТ 16093—81, изготовляемых из стали по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 10702—78, ГОСТ 5632—72, а также ГОСТ 20072—74 (кроме сплавов на никелевой основе) и меди по ГОСТ 858—78 (СТ СЭВ 226—75), стандартизованы для резьб с крупным шагом с номинальными диаметрами 1—68 мм и для резьб с мелким шагом с номинальными диаметрами 1—200 мм [125]. [c.289]
Резьба метрическая для диаметров 1—600 мм подразделяется на резьбу с крупным шагом (0 1—68 мм) и резьбу с мелким шагом (0 1—600 мм). Номенклатура диаметров и шагов, профиль и основные размеры резьбы унифицированы и являются взаимозаменяемыми для любой из социалистических стран, входящих в СЭВ. [c.129]
Диаметры стержней под нарезание резцом или фрезой метрических резьб с крупным шагом [c.312]Комплекты из трех метчиков (чистового, среднего и чернового) изготовляются для метрической резьбы с крупным шагом диаметром от I до 7 и от 27 до 52 мм, а все остальные метг и- ки изготовляются комплектом из двух штук (чистового и чернового). [c.26]
Шпилька М 16X90 20138 58 ГОСТ 22032— 76, где М 16 —метрическая основная резьба с крупным шагом диаметром 16 мм 90 — длина шпильки в мм 20 — длина, ввинчиваемая в гнездо, [c.266]
Метрическая резьба разделяется на резьбу с крупным шагом диаметром 1…68 мм и резьбу с мелким шагом диаметром 1… 600 мм. Резьба для диаметров от 0,25…0,9 мм не имеет такого разделения, так как каждому диаметру соответствует только один шаг условно эту резьбу относят к резьбе с крупным шагом. У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, связанный с наружным диаметром зависимостью ( П) = 6Р У резьбы с мелким шагом одному наружному диаметру соответствует несколько различных шагов. Метрическую резьбу с мелким шагом используют для тонкостенных деталей, ограниченной длине свинчивания, для повышения прочности и самотормозя-щих свойств при переменных нагрузках, толчках, сотрясениях и вибрациях. [c.156]
В качестве калибровочных и прогоночных Для метрической резьбы с крупным шагом диаметром 6—24 мм Для дюймовых резьб диаметром 1/4—2″ Для трубной резьбы диаметром У —4 Для метрических резьб с крупным шагом диаметром 24—52 мм Для труднообрабатываемых металлов независимо от диаметра и типа резьбы [c.77]
Метрическая резьба с крупным шагом по СТ СЭВ 181 — 75 условно обозначается буквой М и номинальным диаметром (например, MI6, М20). Резьба с мелким шагом обозначается буквой М, номинальным диаметром и шагом через знак х (например М16 X 1,5 М20 X 2). Для левой резьбы после условного обозначения ставят буквы LH, например, M24LH. Более подробные сведения по обозначению резьб и примеры см. в 9. [c.152]
На производственных чертежах в обозначение метрической резьбы входит 1акже обозначение поля допуска диаметра резьбы, которое состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение (см. гл. 4). Это обозначение следует за обозначением размера резьбы. Например, метрическая резьба с крупным шагом для болта обозначается [c.159]
По ГОСТ 8724—-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в топкостенны.х соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183—75 Резьба метрическая для приборостроения . Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. [c.138]
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например М20, М68 и т. д. (черт. 219). Метрическая резьба с мелким шагом обозначается буквой М , размером наружного диаметра и шагом резьбы, например М20х1.5 М68хЗ и т. д. (черт. 220). По стандарту СЭВ 183—75 многозаходные резьбы отмечаются буквой Р в скобках и числовым значением шага. Например, правая трехзаходная резьба с шагом 1 мм обозначается М24ХЗ (Р1), а та же левая — М24 3 (Р1) Щ. [c.79]
Метрическую резьбу с крупными шагами обозначают буквой М и числом, выра-жаюш,им диаметр резьбы в миллиметрах, например М20, а для метрической резьбы с мелкими шагами дополнительно указывают шаг в миллиметрах, например М20Х1,5. [c.94]
На рис. 21.3 резьба на стержне изображена тонкой сплошной линией, доходящей до образующих конической фаски. На профильной проекции резьба показана тонкой дугой, приблизительно равной трем четвертям окружности, разомкнутой в любом месте. Расстояние между тонкими линиями, изображающими резьбу, и, следовательно, диаметр внутренней окружности, равен 0,85 диаметра стержня, то есть наружного номинального диаметра d резьбы (рис. 21.3а). Метрические резьбы с крупным шагом обозначают буквой М с указанием этого диаметра (рис. 21.36). Существуют метрические резьбы с мелким шагом, который указывают в обозначении резьбы, например М16х1. В обозначение включают также поле допуска (о допусках см. [1]). [c.411]
В качестве крепежной основное применение имеет метрическая резьба. По ГОСТ 9150—59 предусмотрена метрическая резьба с крупным шагом, обозначаемая на чертежах М20, М27 и т.п., где число указывает наружный диаметр резьбы (являют,ийся номинальным диаметром резьбы) в мм, и резьбы с мелкими шагами, в обозначениях которых, помимо наружного диаметра резьбы, указан ее шаг, например, М20х1,5. На рис. 410 показана метрическая резьба винта и гайки. [c.407]
В условное обозначение однозаходной резьбы должны входить буква М (метрическая номинальный диаметр резьбы, значение шага (только для резьбы с мелким шагом), буквы LH для левой резьбы. Пример обозначения резьбы номинальным диаметром 24 мм с крупным шагом М24. То же, с мелким шагом 2 мм М24х2. То же, левой резьбы с крупным шагом М24 LH. [c.68]
Метрическая Грубая (стандартная)
В соответствии с ISO965 Все размеры указаны в мм, если не указано иное
Допуски: Наружная резьба 6g Внутренняя резьба: 6h
d1 – Наружная резьба малого диаметра d2 – Внутренний диаметр малой резьбы d3 – Диаметр шага d4 – Наибольший диаметр p – Участок |
| Резьба | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M1 | 1.0 | 0,25 | 0,838 | 0,693 | 0,729 |
| М1.1 | 1,1 | 0,25 | 0,938 | 0,793 | 0,829 |
| M1.2 | 1,2 | 0,25 | 1.038 | 0,893 | 0,929 |
| М1.4 | 1,4 | 0,30 | 1,205 | 1.032 | 1,075 |
| М1.6 | 1,6 | 0,35 | 1,373 | 1,171 | 1,221 |
| М1.8 | 1,8 | 0,35 | 1,573 | 1,371 | 1,421 |
| м2 | 2,0 | 0,40 | 1,740 | 1,509 | 1,567 |
| M2.2 | 2.2 | 0,45 | 1,908 | 1,648 | 1,713 |
| M2.5 | 2,5 | 0,45 | 2,208 | 1,948 | 2,013 |
| М3 | 3,0 | 0,50 | 2,675 | 2,387 | 2.459 |
| Резьба | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| м3.5 | 3,5 | 0.60 | 3,110 | 2,764 | 2,850 |
| M4 | 4,0 | 0,70 | 3,545 | 3,141 | 3,242 |
| M4,5 | 4,5 | 0,75 | 4,013 | 3,580 | 3.688 |
| M5 | 5,0 | 0,80 | 4.480 | 4,019 | 4,134 |
| M6 | 6,0 | 1,00 | 5,350 | 4,773 | 4,917 |
| M7 | 7,0 | 1,00 | 6.350 | 5,773 | 5,917 |
| M8 | 8,0 | 1,25 | 7,188 | 6,466 | 6,647 |
| M9 | 9.0 | 1,25 | 8,188 | 7,466 | 7,647 |
| M10 | 10,0 | 1,50 | 9.026 | 8,160 | 8,376 |
| M11 | 11,0 | 1,50 | 10,026 | 9,160 | 9,376 |
| Резьба | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M12 | 12.0 | 1,75 | 10,863 | 9,853 | 10,106 |
| M14 | 14,0 | 2,00 | 12.701 | 11,546 | 11,835 |
| M16 | 16,0 | 2,00 | 14.701 | 13,546 | 13,835 |
| M18 | 18,0 | 2,50 | 16,376 | 14.933 | 15,394 |
| M20 | 20,0 | 2,50 | 18,376 | 16,933 | 17,294 |
| M22 | 22,0 | 2,50 | 20,376 | 18,933 | 19,294 |
| M24 | 24,0 | 3,00 | 22.051 | 20,319 | 20,752 |
| M27 | 27.0 | 3,00 | 25.051 | 23,319 | 23,752 |
| M30 | 30,0 | 3,50 | 27,727 | 25,706 | 26,211 |
| M33 | 33,0 | 3,50 | 30,727 | 28,706 | 29,211 |
| Резьба | Major Диаметр | Шаг | Шаг Диаметр | Малый диаметр Наружная резьба | Малый диаметр Внутренняя резьба |
|---|---|---|---|---|---|
| M36 | 36.0 | 4,00 | 33,402 | 31.093 | 31,670 |
| M39 | 39,0 | 4,00 | 36,402 | 34,093 | 34,670 |
| M42 | 42,0 | 4,50 | 39.077 | 36,479 | 37,129 |
| M45 | 45,0 | 4,50 | 42,077 | 39.479 | 40,129 |
| M48 | 48,0 | 5,00 | 44,752 | 41,866 | 42,857 |
Примечание. Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно. Заказчик должен удостовериться в качестве крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
Внутренняя метрическая резьба и размеры крепежа M 9 – M 24
Таблица размеров внутренней метрической резьбы для крепежных деталей M 9 – M 24
Технические данные по аппаратному обеспечению ISO
Конструкция, формула и расчеты крепежа и винта / болта
В следующей таблице представлены стандартные метрические размеры внутренней резьбы M 9 – M 24 на дюйм. ANSI / ASME B1.13M-1995. Эти размеры и классы резьбы относятся к болтам и винтам, а также к другим стандартным внутренним резьбам.Не используйте эти значения для стандартной метрической внешней резьбы. Все единицы в мм. |
ISO Метрическая | Шаг | Метрическая внутренняя резьба | |||||||
Допуск | Малый диаметр | Диаметр шага | Большой диаметр | Сверло для метчика | |||||
мин. | Макс | мин. | Макс | мин. | Макс | Базовый | |||
M9x1.25 | 1,25 | 6H | 7,647 | 7,912 | 8,188 | 8,348 | 9.000 | 9,340 | 7.750 |
M9x1 | 1 | 6H | 7,917 | 8,153 | 8,350 | 8,498 | 9.000 | 9,292 | 8.000 |
M9x0,75 | 0,75 | 6H | 8,188 | 8,378 | 8.513 | 8,645 | 9.000 | 9,240 | 8,250 |
M9x0,5 | 0,5 | 6H | 8.459 | 8,599 | 8,675 | 8,787 | 9.000 | 9,184 | 8,500 |
M10x1,5 | 1.5 | 6H | 8,376 | 8,676 | 9,026 | 9,206 | 10.000 | 10,396 | 8,500 |
M10x1.25 | 1,25 | 6H | 8,647 | 8,912 | 9,188 | 9,348 | 10.000 | 10,340 | 8.750 |
M10x1.12 | 1,12 | 6H | 8,788 | 9,038 | 9,273 | 9,433 | 10.000 | 10,322 | 8,880 |
M10x1 | 1 | 6H | 8,917 | 9,153 | 9.350 | 9 500 | 10.000 | 10,294 | 9.000 |
M10x0,75 | 0,75 | 6H | 9.188 | 9,378 | 9,513 | 9,645 | 10.000 | 10,240 | 9,250 |
M10x0,5 | 0.5 | 6H | 9,459 | 9,599 | 9,675 | 9,787 | 10.000 | 10,184 | 9 500 |
M11x1.5 | 1,5 | 6H | 9,376 | 9,676 | 10,026 | 10,196 | 11.000 | 11,387 | 9.500 |
M11x1 | 1 | 6H | 9,917 | 10,153 | 10,350 | 10,500 | 11.000 | 11,294 | 10.000 |
M11x0,75 | 0,75 | 6H | 10,188 | 10,378 | 10.513 | 10,645 | 11.000 | 11,240 | 10,250 |
M11x0,5 | 0,5 | 6H | 10.459 | 10,599 | 10,675 | 10,787 | 11.000 | 11,184 | 10,500 |
M12x1,75 | 1.75 | 6H | 10,106 | 10,441 | 10,863 | 11,063 | 12.000 | 12,453 | 10,250 |
M12x1.5 | 1,5 | 6H | 10,376 | 10,676 | 11,026 | 11,216 | 12.000 | 12,406 | 10.500 |
M12x1,25 | 1,25 | 6H | 10,647 | 10,912 | 11.188 | 11,368 | 12.000 | 12,360 | 10,750 |
M12x1 | 1 | 6H | 10,917 | 11,153 | 11.350 | 11,510 | 12.000 | 12.304 | 11.000 |
M12x0,75 | 0,75 | 6H | 11.188 | 11,378 | 11,513 | 11,653 | 12.000 | 12,248 | 11,250 |
M12x0,5 | 0.5 | 6H | 11,459 | 11,599 | 11,675 | 11,795 | 12.000 | 12,192 | 11,500 |
M14x2 | 2 | 6H | 11.835 | 12,210 | 12.701 | 12,913 | 14 000 | 14,501 | 12.000 |
M14x1,5 | 1.5 | 6H | 12,376 | 12,676 | 13,026 | 13,216 | 14 000 | 14,406 | 12 500 |
M14x1.25 | 1,25 | 6H | 12,647 | 12,912 | 13,188 | 13,358 | 14 000 | 14,350 | 12.750 |
M14x1 | 1 | 6H | 12,917 | 13,153 | 13,350 | 13,510 | 14.000 | 14.304 | 13 000 |
M14x0,75 | 0,75 | 6H | 13,188 | 13,378 | 13.513 | 13,653 | 14 000 | 14,248 | 13,250 |
M14x0,5 | 0,5 | 6H | 13.459 | 13,599 | 13,675 | 13,795 | 14 000 | 14,192 | 13 500 |
M15x1,5 | 1.5 | 6H | 13,376 | 13,676 | 14,026 | 14,216 | 15 000 | 15,407 | 13 500 |
M15x1 | 1 | 6H | 13.917 | 14,153 | 14,350 | 14,510 | 15 000 | 15.304 | 14 000 |
M16x2 | 2 | 6H | 13.835 | 14,210 | 14.701 | 14,913 | 16 000 | 16,501 | 14 000 |
M16x1,6 | 1.6 | 6H | 14,268 | 14,568 | 14,961 | 15,101 | 16 000 | 16,371 | 14 400 |
M16x1.5 | 1,5 | 6H | 14,376 | 14,676 | 15,026 | 15,216 | 16 000 | 16,406 | 14.500 |
M16x1,25 | 1,25 | 6H | 14,647 | 14,912 | 15,188 | 15,358 | 16.000 | 16,350 | 14,750 |
M16x1 | 1 | 6H | 14,917 | 15,153 | 15.350 | 15.510 | 16 000 | 16.304 | 15 000 |
M16x0,75 | 0,75 | 6H | 15.188 | 15,378 | 15.513 | 15,653 | 16 000 | 16,248 | 15,250 |
M16x0,5 | 0.5 | 6H | 15,459 | 15,599 | 15,675 | 15,795 | 16 000 | 16,192 | 15 500 |
M17x1.5 | 1,5 | 6H | 15,376 | 15,676 | 16,026 | 16,216 | 17 000 | 17,407 | 15.500 |
M17x1 | 1 | 6H | 15,917 | 16,153 | 16,350 | 16,510 | 17.000 | 17.304 | 16 000 |
M18x2,5 | 2,5 | 6H | 15,294 | 15,744 | 16.376 | 16.601 | 18 000 | 18,585 | 15 500 |
M18x2 | 2 | 6H | 15.835 | 16,210 | 16.701 | 16,913 | 18 000 | 18,501 | 16 000 |
M18x1,5 | 1.5 | 6H | 16,376 | 16,676 | 17.026 | 17,216 | 18 000 | 18,406 | 16,500 |
M18x1.25 | 1,25 | 6H | 16,647 | 16,912 | 17,188 | 17,358 | 18 000 | 18,350 | 16.750 |
M18x1 | 1 | 6H | 16,917 | 17,153 | 17,350 | 17,510 | 18.000 | 18.304 | 17 000 |
M18x0,75 | 0,75 | 6H | 17,188 | 17,378 | 17.513 | 17,653 | 18 000 | 18,248 | 17,250 |
M18x0,5 | 0,5 | 6H | 17.459 | 17,599 | 17,675 | 17,795 | 18 000 | 18,192 | 17 500 |
M20x2,5 | 2.5 | 6H | 17,294 | 17,744 | 18,376 | 18,600 | 20 000 | 20,585 | 17 500 |
M20x2 | 2 | 6H | 17.835 | 18,210 | 18.701 | 18,913 | 20 000 | 20,501 | 18 000 |
M20x1,5 | 1.5 | 6H | 18,376 | 18,676 | 19,026 | 19,216 | 20 000 | 20,406 | 18 500 |
M20x1 | 1 | 6H | 18.917 | 19,153 | 19,350 | 19,510 | 20 000 | 20,304 | 19 000 |
M20x0,75 | 0.75 | 6H | 19.188 | 19,378 | 19,513 | 19,653 | 20 000 | 20,248 | 19,250 |
M20x0.5 | 0,5 | 6H | 19,459 | 19,599 | 19,675 | 19,795 | 20 000 | 20,192 | 19.500 |
M22x3 | 3 | 6H | 18,752 | 19,252 | 20,051 | 20,296 | 22.000 | 22,677 | 19 000 |
M22x2,5 | 2,5 | 6H | 19,294 | 19,744 | 20.376 | 20,600 | 22 000 | 22,585 | 19 500 |
M22x2 | 2 | 6H | 19.835 | 20,210 | 20.701 | 20,913 | 22 000 | 22,501 | 20 000 |
M22x1,5 | 1.5 | 6H | 20,376 | 20,676 | 21,026 | 21,216 | 22 000 | 22,406 | 20 500 |
M22x1 | 1 | 6H | 20.917 | 21,153 | 21,350 | 21,510 | 22 000 | 22.304 | 21 000 |
M22x0,75 | 0.75 | 6H | 21,188 | 21,378 | 21,513 | 21,653 | 22 000 | 22,248 | 21,250 |
M22x0.5 | 0,5 | 6H | 21,459 | 21,599 | 21,675 | 21,795 | 22 000 | 22,192 | 21.500 |
M24x3 | 3 | 6H | 20,752 | 21,252 | 22.051 | 22,316 | 24.000 | 24,698 | 21 000 |
M24x2,5 | 2,5 | 6H | 21,294 | 21,744 | 22.376 | 22,626 | 24 000 | 24,611 | 21,500 |
M24x2 | 2 | 6H | 21.835 | 22,210 | 22.701 | 22,925 | 24 000 | 24,513 | 22 000 |
M24x1,5 | 1.5 | 6H | 22,376 | 22,676 | 23,026 | 23,226 | 24 000 | 24,417 | 22 500 |
M24x1 | 1 | 6H | 22.917 | 23,153 | 23,350 | 23,520 | 24 000 | 24,314 | 23 000 |
M24x0,75 | 0.75 | 6H | 23,188 | 23,378 | 23,513 | 23,663 | 24 000 | 24,258 | 23,250 |
Связанный:
Как обозначать метрическую резьбу
Метрическая резьба имеет много общих характеристик с британской резьбой, поэтому следует соблюдать осторожность при попытке их различать.Во-первых, если метрическая резьба соответствует стандарту DIN 7631, она будет иметь фаску 30 ° на наружной резьбе, как и у наружной резьбы BSPP. Для фитингов в порте метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179), с той лишь разницей, что они имеют резьбу. Фитинги BSPT очень похожи на фитинги с метрическим конусом, хотя метрический конус встречается гораздо реже. Также существуют различия в уплотнительных поверхностях различных типов метрических фитингов, которые могут создавать трудности при попытке идентифицировать.
Для метрической параллельной резьбы измерение наружного диаметра резьбы штангенциркулем в миллиметрах (мм) даст показание точного размера резьбы, но не шага резьбы.Например, показание штангенциркуля 12,03 мм указывает на то, что это, скорее всего, 12-миллиметровая резьба. Однако мы до сих пор не знаем, составляет ли это шаг резьбы 1,0 или 1,5 (или какой-то другой шаг).
Эти шаги необходимо предпринять, чтобы убедиться, что вы успешно определили правильную метрическую резьбу:
- Определите, является ли резьба параллельной или конической
- Определите шаг резьбы в мм с помощью калибра для резьбы или штангенциркуля (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры)
- Определите резьбу О.D (наружная резьба) или I.D (внутренняя резьба) с помощью штангенциркуля.
- Найдите наиболее близкое соответствие на соседней таблице (внешний диаметр резьбы и шаг объединяются в «выноску резьбы», например M12 x 1,5, указывающую на внешний диаметр 12 мм с шагом 1,5 мм)
- Если имеется уплотнение или угловая уплотнительная поверхность, используйте их, чтобы определить, какой именно тип метрической арматуры он имеет, в таблице на следующей странице.
- Чтобы упростить этот процесс, попробуйте Adaptall’s TGK (комплект калибра резьбы).
Таблица спецификаций метрической резьбы
| Обозначение резьбы | Шаг резьбы (мм) | Наружная резьба O.D (мм) | Внешний диаметр наружной резьбы (дюймы) | Внутренняя резьба I.D (мм) | Внутренний диаметр резьбы (дюймы) |
|---|---|---|---|---|---|
| M8 X 1.0 | 1,0 | 8,0 | 0,315 | 6,9 | 0,272 |
| M10 X 1.0 | 1,0 | 10,0 | 0,394 | 8,9 | 0,35 |
| M10 X 1.5 | 1,5 | 10,0 | 0,394 | 8,4 | 0,331 |
| M12 X 1.0 | 1,0 | 12,0 | 0,472 | 10,9 | 0,429 |
| M12 X 1,5 | 1,5 | 12,0 | 0,472 | 10,4 | 0,409 |
| M14 X 1,5 | 1.5 | 14,0 | 0,551 | 12,4 | 0,488 |
| M16 X 1,5 | 1,5 | 16,0 | 0,63 | 14,4 | 0,567 |
| M18 X 1,5 | 1,5 | 18,0 | 0,709 | 16,4 | 0,646 |
| M20 X 1,5 | 1,5 | 20.0 | 0,787 | 18,4 | 0,724 |
| M22 X 1,5 | 1,5 | 22,0 | 0,866 | 20,4 | 0,803 |
| M24 X 1,5 | 1,5 | 24,0 | 0,945 | 22,4 | 0,882 |
| M26 X 1,5 | 1,5 | 26,0 | 1.024 | 24,4 | 0,961 |
| M27 X 2,0 | 2,0 | 27,0 | 1.063 | 24,8 | 0,976 |
| M30 X 2,0 | 2,0 | 30,0 | 1,181 | 27,8 | 1.094 |
| M33 X 2,0 | 2,0 | 33,0 | 1,299 | 30.8 | 1,213 |
| M36 X 2,0 | 2,0 | 36,0 | 1,417 | 33,8 | 1,331 |
| M42 X 2,0 | 2,0 | 42,0 | 1.654 | 39,8 | 1,567 |
| M45 X 2,0 | 2,0 | 45,0 | 1.772 | 42,8 | 1.685 |
| M48 X 2,0 | 2,0 | 48,0 | 1,89 | 45,8 | 1,803 |
| M52 X 2,0 | 2,0 | 52,0 | 2,047 | 49,8 | 1,961 |
| M60 X 2,0 | 2,0 | 60,0 | 2,362 | 57,8 | 2,276 |
Если вы определили, что фитинг имеет метрическую резьбу, вам все равно необходимо определить, какая это версия или тип метрического фитинга.
Метрическая резьба и методы уплотнения
Трубные фитинги DIN
Как упоминалось ранее, трубные обжимные фитинги DIN имеют коническое горло 24 ° на внутренней стороне фитинга с наружной резьбой, что должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубки принадлежит фитинг, изучите гайку трубки: большинство производителей указывают серию и размер трубки на самой гайке. Система, используемая для этой маркировки, сочетает СЕРИЮ ТРУБ с ТРУБКОЙ O.D, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, совместите внешний диаметр трубки с метрической меткой резьбы (размер резьбы и шаг резьбы в мм) в таблице, чтобы найти соответствующую серию и размер трубки:
Таблица совместимости компонентов трубок DIN для сверхлегких (LL), легких (L) и тяжелых (S) условий
| Трубки серии | Трубка О.D | Метрическая Резьба Выноска | Трубная гайка Деталь # | Режущее кольцо Деталь # | Пробка для трубки Деталь # | Заглушка для трубки Деталь # |
|---|---|---|---|---|---|---|
| LL Extra Light Duty | 4 мм 6 мм 8 мм 10 мм 12 мм | 8 мм x 1,0 10 мм x 1,0 12 мм x 1,0 14 мм x 1,0 16 мм x 1,0 | 5201LL-04 5201LL-06 5201LL-08 5201LL-10 5201LL-12 | 5202LL-04 5202LL-06 5202LL-08 5202LL-10 5202LL-12 | ||
| L Легкий Duty | 6 мм 8 мм 10 мм 12 мм 15 мм 18 мм 22 мм 28 мм 35 мм 42 мм | 12 мм x 1.5 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 22 мм x 1,5 26 мм x 1,5 30 мм x 2,0 36 мм x 2,0 45 мм x 2,0 52 мм x 2,0 | 5201L-06 5201L-08 5201L-10 5201L-12 5201L-15 5201L-18 5201L-22 5201L-28 5201L-35 5201L-42 | 5202-06 5202-08 5202-10 5202-12 5202-15 5202-18 5202-22 5202-28 5202-35 5202-42 | 5203L-06 5203L-08 5203L-10 5203L-12 5203L-15 5203L-18 5203L-22 5203L-28 5203L-35 5203L-42 | 5204L-06 5204L-08 5204L-10 5204L-12 5204L-15 5204L-18 5204L-22 5204L-28 5204L-35 5204L-42 |
| S Heavy Duty | 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 20 мм 25 мм 30 мм 38 мм | 14 мм x 1.5 16 мм x 1,5 18 мм x 1,5 20 мм x 1,5 22 мм x 1,5 24 мм x 1,5 30 мм x 2,0 36 мм x 2,0 42 мм x 2,0 52 мм x 2,0 | 5201S-06 5201S-08 5201S-10 5201S-12 5201S-14 5201S-16 5201S-20 5201S-25 5201S-30 5201S-38 | 5202-06 5202-08 5202-10 5202-12 5202-14 5202-16 5202-20 5202-25 5202-30 5202-38 | 5203S-06 5203S-08 5203S-10 5203S-12 5203S-14 5203S-16 5203S-20 5203S-25 5203S-30 5203S-38 | 5204S-06 5204S-08 5204S-10 5204S-12 5204S-14 5204S-16 5204S-20 5204S-25 5204S-30 5204S-38 |
Фитинги Kobelco
Фитинги Kobelco по сути такие же, как и метрические трубные обжимные фитинги 24 ° DIN по стандарту DIN, однако все размеры резьбы Kobelco имеют резьбу 1.Шаг 5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако единственные размеры, которые действительно уникальны для Kobelco, находятся в списке ниже.
Таблица совместимости компонентов Kobelco
| Трубки серии | Трубка Н.Д. | Метрическая Резьба Выноска | Трубная гайка Деталь # | Режущее кольцо Деталь # | Пробка для трубки Деталь # | Заглушка для трубки Деталь # |
|---|---|---|---|---|---|---|
| л | 22 мм 28 мм 35 мм | 30 мм x 1.5 36 мм x 1,5 45 мм x 1,5 | 5201L-22-30X1,5 5201L-28-36X1,5 5201L-35-45X1,5 | 5202-22 5202-28 5202-35 | 9248-22-30 9248-28-36 9248-35-45 | 9249-22-30 9249-28-36 9249-35-45 |
Komatsu Фитинги
Фитинги Komatsuимеют шаг резьбы 1,5 мм во всех размерах и уплотняются через коническое седло 30 ° / 60 °. Если вы идентифицируете метрическую резьбу с носовым конусом, будьте очень осторожны, чтобы отличить, действительно ли это седло конуса 30 ° / 60 ° (Komatsu) вместо 37 ° / 74 ° (GB китайский).
37 ° / 74 ° и китайские метрические фитинги с плоским торцом
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании в соответствии с китайскими стандартами. Что определяет эти стандарты, так это то, что они оба используют североамериканский стиль уплотнения, но с метрической резьбой. Сюда входят методы уплотнения торцевого уплотнительного кольца (ORFS) и седла с развальцовкой под углом 37 ° (JIC), однако резьба UN и SAE заменена на метрическую и не соответствует традиционному шагу резьбы во всех размерах.
Метрическая коническая резьба
Если у вас метрическая коническая резьба, нужно пройти те же начальные шаги для идентификации шага резьбы, что и для параллельной метрической резьбы. Также аналогично параллельной метрической резьбе то, что измерение наружного диаметра покажет фактический размер резьбы (т. Е. Измерение 18,01 мм означает, что это, скорее всего, резьба M18). Однако, чтобы сделать это точно с конической метрической резьбой, необходимо измерить внешний диаметр в третьем ряду резьбы от конца фитинга.
Единая и метрическая формы резьбы
Информация о резьбеВ ноябре 1948 г. Единая ветка был согласован Великобританией, США и Канадой для использования в качестве единый стандарт для всех стран с использованием дюймовых единиц. В 1965 г. Британский институт стандартов опубликовал заявление о политике. требуя от организаций учитывать BSW, BSF и Направления BA как устаревшие.Первая замена для будущие конструкции должны были иметь метрическую резьбу ISO с ISO дюймовая (унифицированная) резьба является вторым выбором.
Метрическая резьба обозначена букву M, за которой следует номинальный большой диаметр резьба и шаг в миллиметрах. Например M10 x 1.0 указывает, что основной диаметр резьбы составляет 10 мм и шаг – 1.0мм. Отсутствие значения шага указывает на что указана грубая резьба. Например, заявив, что резьба M10 означает, что указана серия крупной резьбы диаметром 10 мм (с шагом резьбы 1,5 мм).
Форма резьбы для унифицированной и метрической нити идентичны. Если
p = шаг резьбы
d = глубина резьбы
r = радиус сверху и снизу нитей
тогда:
d = 0.61344 с
r = 0,14434 p
Метрическая винтовая резьба
Метрическая винтовая резьбадом > инструменты > крепеж
Для других серий метрической резьбы см. Серию резьбы BA, серию резьбы Löwenherz, серию резьбы Thury, Système Francaise.
Синие штриховки предназначены только для облегчения ориентации.
В 1898 году на международном конгрессе в Цюрихе (Congrès International pour l’Unification des Filetages) была принята форма резьбы, аналогичная стандартной резьбы Соединенных Штатов, за исключением того, что корни были закругленными.У французов была своя серия SI.
| Наибольший диаметр, дюйм миллиметры | Шаг (расстояние от резьбы до резьбы) в миллиметрах | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 1-я прив. | ISO 2-я прив. | ISO 3-я прив. | Не ISO | ISO Грубый | ISO Fine | SI Fine | SI грубая | JIS | DIN Fine | Стандарт DIN |
| 1 | 0.25 | 0,2 | 0,2 | 0,25 | 0,20 | |||||
| 1,1 | 0,25 | 0,2 | ||||||||
| 1,2 | 0,25 | 0,2 | 0,2 | 0,25 | 0,20 | |||||
| 1.4 | 0,30 | 0,2 | 0,2 | 0,3 | 0,20 | |||||
| 1,6 | 0,35 | 0,2 | ||||||||
| 1,7 | 0,2 | 0.35 | 0,20 | |||||||
| 1,8 | 0,35 | 0,25 | ||||||||
| 2 | 0,40 | 0,25 | 0,4 | 0,20 | ||||||
| 2,2 | 0.45 | 0,35 | ||||||||
| 2,3 | 0,25 | 0,4 | 0,25 | |||||||
| 2,5 | 0,45 | 0,35 | ||||||||
| 2.6 | 0,35 | 0,45 | 0,25 | |||||||
| 3 | 0,5 | 0,35 | 0,35 | 0,5 | 0,6 | 0,35 | 0,5 | |||
| 3,5 | 0,35 | 0,35 | 0,6 | 0.35 | ||||||
| 4 | 0,70 | 0,5 | 0,5 | 0,7 | 0,75 | 0,35 | 0,7 | |||
| 4,5 | 0,5 | 0,5 | 0,75 | 0,5 | ||||||
| 5 | 0.80 | 0,5 | 0,5 | 0,8 | 0,9 | 0,5 | 0,8 | |||
| 5,5 | 0,5 | |||||||||
| 6 | 1,00 | 0,75 | 0,75 | 1 | 1 | 0,75 | 1 | |||
| 7 | 1.00 | 0,75 | 0,75 | 1 | ||||||
| 8 | 1,25 | 1 | 1 | 1,25 | 1,25 | 1,0 | 1,25 | |||
| 9 | 1,25 | 1 | 1,25 | |||||||
| 10 | 1.5 | 1,25 | 1 | 1,5 | 1,25 | 1,0 | 1,5 | |||
| 11 | 1,5 | |||||||||
| 12 | 1,75 | 1,25 | 1,5 | 1,75 | 1,5 | 1,5 | 1.75 | |||
| 14 | 2,0 | 1,5 | 1,5 | 2 | 1,5 | 1,5 | 2,0 | |||
| 15 | ||||||||||
| 16 | 2,0 | 1.5 | 1,5 | 2 | 1,5 | 1,5 | 2,0 | |||
| 17 | ||||||||||
| 18 | 2,5 | 1,5 | 1,5 | 2,5 | 2,5 | |||||
| 20 | 2.5 | 1,5 | 1,5 | 2,5 | 2,5 | |||||
| 22 | 2,5 | 1,5 | 1,5 | 2,5 | 2,5 | |||||
| 24 | 3,0 | 2,0 | 2 | 3 | 3 | |||||
| 25 | ||||||||||
| 26 | ||||||||||
| 27 | 3.0 | 2 | 3 | 3 | ||||||
| 28 | ||||||||||
| 30 | 3,5 | 2 | 3,5 | 3,5 | ||||||
Извините.Для этой страницы нет информации об участниках.
Copyright © 2000-2018 Sizes, Inc. Все права защищены.
Последняя редакция: 16 мая 2018 г.
Болтовое депо – общие шаги метрической резьбы
| Болт Диаметр (мм) | Шаг резьбы (мм) | |||
|---|---|---|---|---|
| Стандартный | штраф | Extra или Super Fine | JIS | |
| 2 | .4 | – | – | ,4 |
| 2,5 | .45 | – | – | .45 |
| 3 | ,5 | – | – | ,5 |
| 4 | .7 | – | – | ,7 |
| 5 | ,8 | – | – | ,8 |
| 6 | 1,0 | – | – | 1,0 |
| 7 | 1.0 | – | – | 1,0 |
| 8 | 1,25 | 1 | – | 1,25 |
| 10 | 1,5 | 1,25 | 1 | 1,25 |
| 12 | 1.75 | 1,5 | 1,25 | 1,25 |
| 14 | 2 | 1,5 | – | 1,5 |
| 16 | 2 | – | – | 1,5 |
| 18 | 2.5 | – | – | 1,5 |
| 20 | 2,5 | – | – | 1,5 |
Определение резьбы и соединителей | Центр знаний
13,5 минут | 07 мая 2019
Неправильные детали могут повредить резьбу во время установки, что, в свою очередь, ухудшит способность выдерживать давление и надежность уплотнения муфты гидравлического шланга, фитинга или адаптера.
Будьте точны. Размеры резьбы разных типов часто очень похожи. Следуйте инструкциям, чтобы точно получить нужную нить.
Вам понадобится:✔ Штангенциркуль
✔ Измеритель шага винта, также известный как измеритель резьбы и шаг
✔ Таблицы идентификации резьбы
Дополнительно:✔ Датчик положения сиденья
Типы резьбыВаш тип резьбы, скорее всего, будет одним из следующих:
Шаг 1: Проверьте резьбуРезьба коническая или параллельная? Визуального осмотра должно хватить, чтобы ответить на этот вопрос.
- Если вы не можете сказать точно, используйте губки штангенциркуля для измерения первой, четвертой и последней полной резьбы.
- Если размеры одинаковы, вы имеете дело с параллельной резьбой, также известной как прямая резьба.
- Если размеры уменьшаются, то нужна коническая резьба.
Подсказка: Осмотрите уплотнение. Например, резьба NPT и резьба BSPT имеют коническую форму. Эти резьбы создают уплотнение из-за заклинивания металла по металлу или некоторой деформации резьбы.Однако для параллельной резьбы обычно требуется уплотнительное кольцо или резьбовая лента для обеспечения уплотнения.
Шаг 2: Измерьте диаметрИзмерьте диаметр резьбы штангенциркулем.
- Для наружной резьбы измерьте внешний диаметр (O.D). Для внутренней резьбы измерьте внутренний диаметр (I.D).
- Конический: измерьте 4-ю и 5-ю резьбу
- Параллельно: измерьте любой коридор полной резьбы
Шаг резьбы – это количество витков резьбы на дюйм.(Для метрических типов угроз это расстояние между потоками.)
- Используйте измеритель шага винта для проверки резьбы по каждому калибру или форме, пока не найдете совпадение.
- Имейте в виду, что некоторые формы дробной и метрической резьбы сопоставимы, поэтому ищите точное совпадение.
- Вы узнаете, что у вас есть совпадение, когда калибр будет аккуратно вставлен в резьбовую форму.
- Всегда полезно использовать несколько разных калибров, чтобы быть уверенным, что вы подберете правильный размер.
Это необязательный шаг, но он подтвердит, какая резьба вам нужна.
- С помощью манометра измерьте любой угол уплотняемой поверхности.
- Когда будет найден подходящий угол, ваш датчик будет параллелен оси соединителя. Вы также можете использовать манометр для измерения внутренних углов.
Совет : Некоторые фитинги имеют двойное седло, например JIC 37˚ и SAE 45˚.
Шаг 5: Обозначьте резьбуСнимите размеры и сравните их с таблицами идентификации резьбы.
Трубная резьба NPT и NPSЗнайте свою резьбу
- NPT – национальный трубный конус (американский) – форма резьбы согласно ANSI / ASME B1.20.1
- NPS соответствует стандарту National Pipe Straight (PARALLEL) – форма резьбы согласно ANSI / ASME B1.20.1
- NPTF – это национальный трубный конус для топлива – форма резьбы согласно SAE J476
- NPSM соответствует стандарту National Pipe Straight Mechanical – Форма резьбы согласно ANSI / ASME B1.20.1
NPT и NPTF
Имеют разный большой и малый диаметр.Также есть различия в основании и вершине резьбы. В то время как гребни резьбы NPTF соответствуют тем же параметрам, что и стандарты NPT, гребни NPTF имеют меньший диапазон. Кроме того, NPT требует, чтобы уплотнение было герметичным, а NPTF – нет.
NPT и NPS
NPT и NPS имеют одинаковый угол резьбы, форму и шаг (резьбы на дюйм). Обе резьбы также имеют угол наклона 60 ° и имеют плоские вершины и впадины. Резьбы NPT и NPS будут входить в зацепление, но учтите, что они не плотно прилегают друг к другу.
Измерительная
Измерьте наружный диаметр наружной резьбы NPT. и внутренняя резьба NPT I.D. сначала полная резьба около конца фитинга. В приведенных ниже таблицах размер резьбы относится к номинальному диаметру трубы. Шаг = число ниток на дюйм (TPI).
Вычтем прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы (TD) для номинального размера трубы (NPS): TD – 0,25 дюйма = NPS
NPT Размеры
Размер резьбы NPT и шаг | Размер панели | Малая наружная резьба O.Д. | Внутренняя резьба I.D. | ||
дюймов – СОВЕТ | мм | дюймов | мм | дюймов | |
1/8 – 27 | -02 | 9,9 | 0.39 | 8,4 | 0,33 |
1/4 – 18 | -04 | 13,2 | 0,52 | 11,2 | 0,44 |
3/8 – 18 | -06 | 16,6 | 0,65 | 14.7 | 0,58 |
1/2 – 14 | -08 | 20,6 | 0,81 | 17,8 | 0,70 |
3/4 – 14 | -12 | 26,0 | 1,02 | 23.4 | 0,92 |
1 – 11. ½ | -16 | 32,5 | 1,28 | 29,5 | 1,16 |
1. ¼ – 11. ½ | -20 | 41,2 | 1,62 | 38.1 | 1,50 |
1. ½ – 11. ½ | -24 | 47,3 | 1,86 | 43,9 | 1,73 |
2–11 ½ | -32 | 59,3 | 2,33 | 56.4 | 2,22 |
2.½ – 8 | -40 | 71,5 | 2,82 | 69,1 | 2,72 |
3–8 | -48 | 87,3 | 3,44 | 84.8 | 3,34 |
Размеры резьбы NPSM
Сопутствующая резьба к NPT, NPSM представляет собой внутреннее поворотное соединение с параллельной резьбой, которое позволяет наружной резьбе NPT входить в контакт с уплотнительной поверхностью 30 °.
Размер резьбы NPSM | Размер панели | Внутренняя резьба Minor I.D. | |
дюймов – СОВЕТ | мм | дюйма | |
1/8 – 27 | -02 | 8.6 | 0,34 |
1/4 – 18 | -04 | 11,9 | 0,47 |
3/8 – 18 | -06 | 15,0 | 0,59 |
| 1/2 – 14 | -08 | 19,1 | 0,75 |
3/4 – 14 | -12 | 24.6 | 0,92 |
1 – 11. ½ | -16 | 30,5 | 1,20 |
1. ¼ – 11. ½ | -20 | 39,4 | 1,55 |
1. ½ – 11. ½ | -24 | 45,5 | 1.79 |
2 – 11 ½ | -32 | 57,4 | 2,26 |
2.½ – 8 | -40 | 68,8 | 2,26 |
3–8 | -48 | 84,68 | 3,33 |
Что такое резьба SAE?
SAE означает Общество инженеров автомобильной промышленности.Фитинги SAE в основном используются в холодильных установках, автомобильных трубопроводных системах и других приложениях с низким давлением. Медные трубы обычно используются с резьбой SAE.
Отбортовка SAE (SAE J512)
У обеих половин SAE с развальцовкой под углом 45 °. Резьбы двух половин встречаются, образуя прочное механическое соединение. Уплотнение формируется на конусе под углом 45 °. За исключением углов седла, коннекторы под развальцовку SAE 45 ° отражают коннекторы под развальцовку JIC 37 °. Некоторые фитинги этих размеров имеют седла как JIC 37 °, так и SAE 45 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
5/16 – 24 | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 – 24 | -06 | 9,5 | 0,38 | 8,4 | 0,33 | 3/16 |
7/16 – 20 | -07 | 11,1 | 0.44 год | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,44 | 5/16 |
5/8 – 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | 3/8 |
3/4 – 16 | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 – 14 | -14 | 22,2 | 0.88 | 20,6 | 0,81 | 5/8 |
1,1 / 16 – 14 | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
Шаг = число ниток на дюйм (TPI).
SAE, перевернутая под углом 45 ° (SAE J512)
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
7/16 – 24 | -07 | 11,1 | 0.44 год | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
5/8 – 18 | -10 | 15,9 | 0,63 | 14.2 | 0,56 | 3/8 |
11/16 – 18 | -08 | 17,5 | 0,69 | 16,0 | 0,63 | 7/16 |
Шаг = число ниток на дюйм (TPI).
Уплотнительные кольца пилотного клапана SAEВертлюг с наружной резьбой
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
5/8 – 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | -6 |
3/4 – 18 | -12 | 19,0 | 0,75 | 17,8 | 0,70 | -8 |
7/8 – 18 | -14 | 22,2 | 0,88 | 20.6 | 0,81 | -10 |
Шаг = число ниток на дюйм (TPI)
Вертлюг с внутренней резьбой
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
5/8 – 18 | -10 | 15.9 | 0,63 | 14,2 | 0,56 | -6 |
3/4 – 16 | -12 | 19,0 | 0,75 | 17,5 | 0,69 | -8 |
Шаг = количество ниток на дюйм (TPI).
Бобышка уплотнительного кольца с прямой резьбой SAE
Уплотнение с прямой или параллельной резьбой SAE благодаря уплотнительному кольцу Buna-N с твердостью 90, что делает его чрезвычайно надежным и пригодным для повторного использования.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | дюйма | мм | дюйма | ||
-02 | 24 | 3.9 | 0,31 | 6,9 | 0,27 |
-03 | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
-04 | 20 | 11,2 | 0,44 | 9,9 | 0.39 |
-05 | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
-06 | 18 | 14,2 | 0,56 | 12,9 | 0,51 |
-08 | 16 | 19 | 0.75 | 17 | 0,67 |
-10 | 14 | 22,3 | 0,88 | 20,3 | 0,8 |
-12 | 12 | 26,9 | 1,06 | 24,9 | 0.98 |
-14 | 12 | 30 | 1,18 | 27,7 | 1,09 |
-16 | 12 | 33,3 | 1,31 | 31 | 1,22 |
-20 | 12 | 41.4 | 1,63 | 39,1 | 1,54 |
-24 | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
-32 | 12 | 63,5 | 2,5 | 61.2 | 2,41 |
Трубная резьба по британскому стандарту
- BSP – труба британского стандарта, также известная как форма резьбы Whitworth 55 °
- BSPT – это британский стандарт трубного конуса – форма резьбы согласно AS 1722.1, BS 21, ISO 7
- BSPP – это британский стандарт параллельной трубы – форма резьбы согласно AS 1722.2, ISO 228
Вы должны знать:
- Уплотнение с наружной резьбой BSPT относительно резьбы фиксированной внутренней резьбы BSPT.
- Для достижения наилучших результатов используйте герметик для соединений с внутренней резьбой BSPT и внутренней резьбой BSPT.
- Измерьте наружный диаметр наружной резьбы BSPT. и внутренняя резьба I.D. на первой полной резьбе около конца фитинга.
- Наружная резьба BSPT и наружная резьба BSPP с коническим седлом 30 ° (включенный угол 60 °) против соответствующего конического седла 30 ° вертлюга с внутренней резьбой BSPP.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружная резьба O.Д. | BSPP Наружный диаметр резьбы | BSPT Внутренняя резьба I.D. | BSPP Внутренняя резьба I.D. | ||||
дюймов – СОВЕТ | мм | дюймов | мм | дюймов | мм | дюймов | мм | дюймов | |
1/8 – 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 – 19 | -04 | 12,8 | 0,50 | 13.0 | 0,51 | 11,2 | 0,44 | 11,9 | 0,47 |
3/8 – 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0.59 | 15,2 | 0,60 |
1/2 – 14 | -08 | 20,4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0.75 |
8 мая – 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0,81 | 20,8 | 0,82 |
3/4 – 14 | -12 | 25.9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32,6 | 1,28 | 33.1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ – 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ – 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45.5 | 1,79 |
2–11 | -32 | 58,6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ – 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71,9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86.6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Размер резьбы относится к номинальному диаметру трубы. Шаг = число ниток на дюйм (TPI). Вычтите прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы (TD) для номинального размера трубы (NPS): TD – 0.25 дюймов = NPS
JIC ThreadJIC означает Объединенный отраслевой совет – SAE J514, ISO 8434-2.
Вы должны знать:
- Фитинги JIC – это тип фитингов с развальцовкой, обработанный с посадочной поверхностью под развальцовку 37 °, используемый в гидравлических системах, где используется высокое давление (до 10 000 фунтов на квадратный дюйм).
- Это фитинги с уплотнением металл-металл, имеющие унифицированный стандарт резьбы (тонкая) (UNF).
- В Европе это самый распространенный тип фитингов американского типа.
Размеры резьбы JIC
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
5/16 – 24 UNF | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 – 24 UNF | -06 | 9,5 | 0,38 | 8,5 | 0,33 | 3/16 |
7/16 – 20 UNF | -07 | 11.1 | 0,44 | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
9/16 – 18 UNF | -09 | 14.3 | 0,56 | 13,0 | 0,51 | 3/8 |
3/4 – 16 UNF | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 – 14 UNF | -14 | 22.2 | 0,88 | 20,3 | 0,80 | 5/8 |
1,1 / 16 – 12 ООН | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
1,3 / 16 – 12 ООН | -19 | 30.2 | 1,19 | 28,2 | 1,11 | 7/8 |
1,5 / 16 – 12 UN | -21 | 33,3 | 1,31 | 31,2 | 1,23 | 1 |
1,5 / 8 – 12 UN | -26 | 41.3 | 1,63 | 39,1 | 1,54 | 1,1 / 4 |
1,7 / 8 – 12 UN | -30 | 47,6 | 1,88 | 45,5 | 1,79 | 1.½ |
2.½ – 12 UN | -40 | 63.5 | 2,50 | 61,5 | 2,42 | 2 |
Шаг = число ниток на дюйм (TPI).
Резьба ORFSORFS означает торцевое уплотнение с уплотнительным кольцом.
ORFS имеют высокий уровень герметичности благодаря механизму сжатия уплотнительного кольца. Благодаря своей хорошей вибростойкости, ORFS приобрела международную популярность как фитинги для OEM-машин.
Вы должны знать:
- Система ORFS включает фитинги с наружной резьбой с уплотнительным кольцом в канавке на плоской поверхности.
- Фитинги с внутренней резьбой состоят из плоских поверхностей и накидных гаек UNF с прямой или параллельной резьбой.
- С помощью фитинга ORFS вы можете установить шланг в сборе на фиксированное расстояние или пространство. Плоские поверхности охватываемого и охватывающего фитингов означают, что вам не нужно перемещать назад другие компоненты системы. Вы можете просто вставить шланг в сборе.
- Унифицированная стандартная резьба, тонкая (UNF) включает в себя унифицированную специальную резьбу (UNS) и унифицированную (UN).
Таблица размеров торцевого уплотнительного кольца
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
9/16 – 18 UNF | -09 | 14.3 | 0,56 | 12,9 | 0,51 | 1/4 |
11/16 – 16 UNF | -11 | 17,3 | 0,68 | 16,0 | 0,63 | 3/8 |
13/16 – 16 UNF | -13 | 20.6 | 0,81 | 19,1 | 0,75 | 1/2 |
1-14 UNS | -16 | 25,4 | 1,00 | 23,6 | 0,73 | 5/8 |
1,3 / 16 – 12 UN | -19 | 30.0 | 1,18 | 28,2 | 1,11 | 3/4 |
1,7 / 16 – 12 ООН | -23 | 36,3 | 14,3 | 34,3 | 1,35 | 1 |
1,11 / 16 – 12 ООН | -27 | 42.7 | 1,68 | 40,6 | 1,60 | 1/1/4 |
2-12 UN | -32 | 51,8 | 2,00 | 48,8 | 1,92 | 1,1 / 2 |
Шаг = число ниток на дюйм (TPI).
Резьба JISJIS – это японские промышленные стандарты.В Японии существует четыре популярных стиля соединения. Первые два:
1. Коническая трубная резьба JIS
Этот соединитель идентичен соединителю BSPT, который также имеет коническую форму, и взаимозаменяем с ним. Примечание: японская наружная резьба не имеет отбортовки 30 °. Он не подходит для шарнирного соединения с внутренней резьбой BSPP с перевернутым седлом.
Уплотнение на японском соединителе с конической трубной резьбой выполнено на резьбе. Для достижения наилучших результатов всегда используйте герметик для резьбовых соединений.
2.JIS 30˚ Flare (внутреннее коническое седло)
JIS 30˚ Flare использует перевернутое на 60 ° седло и резьбу BSPP. И у японцев, и у британцев есть 30˚ место, но британское сиденье перевернуто, поэтому они несовместимы.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружный диаметр резьбы | Наружная резьба BSPP O.Д. | Внутренняя резьба BSPT I.D. | Внутренняя резьба BSPP I.D. | ||||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | мм | дюйма | мм | дюйма | |
1/8 – 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 – 19 | -04 | 12,8 | 0,50 | 13,0 | 0,51 | 11.2 | 0,44 | 11,9 | 0,47 |
3/8 – 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0,59 | 15,2 | 0,60 |
1/2 – 14 | -08 | 20.4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0,75 |
5/8 – 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0.81 год | 20,8 | 0,82 |
3/4 – 14 | -12 | 25,9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32.6 | 1,28 | 33,1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ – 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ – 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45,5 | 1,79 |
2–11 | -32 | 58.6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ – 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71.9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86,6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Шаг = число ниток на дюйм (TPI).
3. Фланцевый фитинг Komatsu®
Фланцевый фитинг Komatsu® практически идентичен фланцевому фитингу SAE Code 61 и полностью взаимозаменяем с ним (5/8 не входит в стандарты SAE). Размеры уплотнительного кольца различаются для каждого размера. Вы должны использовать уплотнительное кольцо типа SAE при замене фланца типа Komatsu® на фланец типа SAE.
SAE Code 61 Фланцевое соединение
Размер панели | дюйм / размер порта | Размер болта | Фланец О.D. “F” +/- .010 | Внешний диаметр фланца «А» +/- .010 | Внешний диаметр фланца «В» +/- .010 | Код 61 Максимальное рабочее давление PSI | |||
мм | дюймов | мм | дюймов | мм | дюймов | ||||
-8 | 1/2 | 5/16 – 18 х 1.1/4 | 30,2 | 1,19 | 38,1 | 1,50 | 17,5 | 0,69 | 5 000 |
-10 | * 5 \ 8 | M8 – 1,25 x 30 | 34,0 | 1.34 | 42,9 | 1,69 | 19,8 | ,78 | 5 000 |
-12 | 3/4 | 3/8 – 16 х 1,1 / 4 | 38,1 | 1,50 | 47,6 | 1,88 | 22.4 | 0,88 | 5 000 |
-16 | 1 | 3/8 – 16 х 1,1 / 4 | 44,4 | 1,75 | 52,4 | 2,06 | 26,2 | 1,03 | 5 000 |
-20 | 1.1/4 | 7/16 – 14 х 1,1 / 2 | 50,8 | 2,00 | 58,7 | 2,31 | 30,2 | 1,19 | 4.000 |
-24 | 1,1 / 2 | 1/2 – 13 х 1,1 / 2 | 60.3 | 2,38 | 69,8 | 2,75 | 35,8 | 1,41 | 3.000 |
-32 | 2 | 1/2 – 13 х 1,1 / 2 | 71,4 | 2,81 | 77.8 | 3,06 | 42,9 | 1,69 | 3.000 |
-40 | 2,1 / 2 | 1/2 – 13 х 1,1 / 2 | 84,1 | 3,31 | 88,9 | 3,50 | 50.8 | 2,00 | 2,500 |
-48 | 3 | 5/8 – 11 х 3/4 | 101,6 | 4,00 | 106,4 | 4,19 | 62,0 | 2,44 | 2 000 |
* Размер, отличный от SAE.Распространено на оборудовании Komatsu®.
4. Конус Komatsu® 30˚ (метрическая резьба)
Соединение JIS с отбортовкой 30 ° Метрическое соединение, также известное как соединение Komatsu®, используется почти исключительно на оборудовании KOMATSU®.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | мм | дюйма | мм | дюйма | |
-12 | 1.5 | 12 | . 472 | 10,5 | 4,13 |
-14 | 1,5 | 14 | .551 | 12,5 | .492 |
-16 | 1,5 | 16 | .630 | 14.5 | . 571 |
-18 | 1,5 | 18 | .709 | 16,5 | .650 |
-20 | 1,5 | 20 | .787 | 18,5 | .728 |
-22 | 1.5 | 22 | .866 | 20,5 | .807 |
-24 | 1,5 | 24 | .945 | 22,5 | .886 |
-30 | 1,5 | 30 | 1.181 | 28,5 | 1,122 |
-33 | 1,5 | 33 | 1,299 | 31,5 | 1,240 |
-36 | 1,5 | 36 | 1,417 | 34,5 | 1.358 |
-42 | 1,5 | 42 | 1,654 | 40,5 | 1,594 |
Эти муфты также известны как метрические французские GAZ 24 ° из-за того, что они имеют посадочное место 24˚ и метрическую резьбу.
- Эти муфты очень похожи на муфты DIN, но имеют разные размеры резьбы.
- Обе резьбы имеют метрическую резьбу, но муфты Din полагаются на крупную резьбу большего размера, а французская резьба – на тонкую.
- Метрическая система Французский ГАЗ отражает дробное число метрической системы наружного диаметра. трубки, как показано в таблице.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
M20 x 1.5 | -20 | 20 | 0,78 | 18,5 | 0,72 | 13,25 |
M24 x 1,5 | -24 | 24 | 0,94 | 22,5 | 0,88 | 16,75 |
M30 x 1.5 | -30 | 30 | 1,18 | 28,5 | 1,12 | 21,25 |
M36 x 1,5 | -36 | 36 | 1,41 | 34,5 | 1,35 | 26,75 |
M45 x 1,5 | -45 | 45 | 1.77 | 43,5 | 1,71 | 33,50 |
MX52 x 1,5 | -52 | 52 | 2,04 | 50,5 | 1,98 | 42,25 |
Шаг = число ниток на дюйм (TPI).
Метрическая Французская МиллиметрическаяВ то время как Метрическая Французская GAZ использует метрическую систему O с дробным числом.D. Трубка, метрическая система Французский миллиметр использует целочисленный метрический наружный диаметр. трубка. Обратите внимание, что две серии не могут подключаться друг к другу.
- Эти уплотнения на конусном седле 24 °, которое расположено внутри на охватываемом соединителе, с использованием прямой мелкой метрической резьбы.
- Наружная часть может соединяться с внутренним вертлюгом с прямой резьбой со сферическим носовым седлом, а также с трубкой без раструба, трубной гайкой и компрессионным кольцом или врезным кольцом.
- Затягивание гайки с внутренней резьбой сжимает оливу. Это заставляет его врезаться в трубку, что создает уплотнение между трубкой, оливкой и наружным конусом 24 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – СОВЕТ | мм | дюйма | мм | дюйма | дюйма | |
M27 x 1.5 | -27 | 27,0 | 1,06 | 25,5 | 1,00 | 20 |
M30 x 1,5 | -30 | 30,0 | 1,18 | 28,5 | 1,12 | 22 |
M33 x 1.5 | -33 | 33,0 | 1,30 | 31,5 | 1,24 | 25 |
M36 x 1,5 | -36 | 36,0 | 1,41 | 34,5 | 1,35 | 28 |
M39 x 1,5 | -39 | 39.0 | 1,54 | 37,5 | 1,48 | 30 |
MX45 x 1,5 | -45 | 45 | 1,77 | 43,5 | 1,71 | 35 |
DIN означает Deutsche Industrie Normen, что означает Немецкий институт стандартизации.DIN разрабатывает стандарты практически для каждого производимого и разрабатываемого продукта, поэтому разные фитинги имеют разные стандарты DIN.
Стандарты DIN пересматриваются не реже одного раза в пять лет. Если стандарт больше не отражает текущее состояние технологий, он либо пересматривается, либо отменяется.
- Трубные обжимные фитинги типа DIN соответствуют требованиям стандартов ISO 8434-1, DIN 2353 и DIN EN 3850, что обеспечивает взаимозаменяемость.
- Эти метрические фитинги без раструба являются самыми популярными врезными фитингами в мире.Они включают корпус, обойму или врезное кольцо и гайку. Соединения DIN используются в:
- Трубные фитинги
- Переменные клапаны
- Банджо и поворотные муфты
- Клапаны обратные и обратные
Фитинги DIN 2353 с различными конфигурациями и резьбовыми соединениями подходят для решения различных задач подключения и предлагаются в различных сериях по давлению:
- LL для Extra Light – для приложений низкого давления
- L for Light – для приложений среднего давления
- S для тяжелых условий эксплуатации – высокого давления
Наиболее широко используются легкие и тяжелые.Популярные фитинги DIN включают:
- Форма резьбы по DIN 3853, ISO 261
- Седло с конусом 24 ° по DIN 3861, ISO 8434-1 / DIN 2353
- Кольцевое уплотнение по DIN 3865
- Склеенное уплотнение и порт по DIN 3852-1
Размеры по DIN
Шаг включен в размер тире. Для шланговых муфт и большинства переходников шаг не входит в размер черточки.
ПРИМЕЧАНИЕ : При измерении шага используйте метрический калибр шага.
Наружный диаметр резьбы & Шаг | Внутренняя резьба I.D. | Легкая серия | Heavy Series | |||||||||||||||
Размер тире | Внешний диаметр трубки | D1 DIA | D2 DIA | Размер тире | Трубка О.Д. | D1 DIA | D2 DIA | |||||||||||
мм | мм | мм | мм | мм | мм | мм | мм | |||||||||||
M12 x 1,5 | 10,5 | -1215 | 6 | 7.5 | 6,3 | |||||||||||||
M14 x 1,5 | 12,5 | -1415 | 8 | 9,5 | 8,2 | -1415 | 6 | 6 | 14,5 | -1615 | 10 | 11.5 | 10,2 | -1615 | 8 | 9,5 | 7,9 | |
M18 x 1,5 | 16,5 | -1815 | 12 | 14,0 | 12,2 | -1815 | 10 | 03 | 900 M20 x 1.5 | 18,5 | 2015 | 12 | 14,0 | 12,0 | ||||
M22 x 1,5 | 20,5 | -2215 | 15 | 17,0 | 15,2 | -2215 | 14 9153 9002 9002 14 9002 | |||||||||||
M24 x 1,5 | 22,5 | -2415 | 16 | 18,0 | 15,8 | |||||||||||||
M26 x 1,5 | 24,5 | -2615 | 18 | 20,0 | 18,2 | |||||||||||||
M30 x 20 | 28,0 | -3020 | 22 | 24,5 | 22,5 | -3020 | 20 9002 | 20 9002 900 | ||||||||||
M36 x 2,0 | 34,0 | -3620 | 28 | 30,5 | 28.2 | -3620 | 25 | 27,5 | 24,5 | |||||||||
M42 x 2,0 | 40,0 | -4220 | 30 | 33,0 | 30,0 | |||||||||||||
M45 x | 43,0 | -4520 | 35 | 38.0 | 35,4 | |||||||||||||
M52 x 2,0 | 50,0 | -5220 | 42 | 900,4 5220 | 38 | 41,0 | 36,8 | |||||||||||