ГОСТ 17013-71 Сверла кольцевые твердосплавные
Главная / ЖД документы / Железнодорожные ГОСТы, ОСТы, ТУ и СНиПы / ГОСТ 17013-71
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
СВЕРЛА КОЛЬЦЕВЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры
Carbide annular drills.
Main sizes
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 3/ VI 1971 г. № 1072 срок введения установлен с 01.01.1973 г.
Несоблюдение стандарта преследуется по закону
1 . Настоящий стандарт распространяется на твердосплавные кольцевые сверла для сверления отверстий различного назначения в кирпиче, гипсолите, бетоне и железобетоне (с принудительным удалением буровой мелочи) ручными электрическими сверлильными машинами.
2 . Основные размеры сверл должны соответствовать указанным на чертеже и в таблице.
Основные размеры сверл должны соответствовать указанным на чертеже и в таблице.
1 – корпус; 2 – пластинка твердосплавная по технической документации, утвержденной в установленном порядке; 3 – шип
Размеры в мм
D | d 1 (пред. откл. по А3) | d | b | Количество пластинок |
16 | 11 | 4 | 8 | 3 |
20 | 15 | 6 | 12 | |
25 | 18 | 15 | 4 | |
(30) | 24 | 21 | ||
32 | 10 | 20 | ||
(36) | 28 | 24 | ||
40 | 32 | 28 | ||
(45) | 36 | 32 | ||
50 | 42 | 38 | ||
75 | 68 | 64 | 6 | |
85 | 78 | 74 |
Примечание. Размеры сверл, заключенные в скобки, применять не рекомендуется.
Размеры сверл, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения кольцевого сверла диаметром 16 мм :
Сверло СК-16 ГОСТ 17013-71
Технические требования – по ГОСТ 17017-71.
Примечание изготовителя базы данных: настоящий ГОСТ не рапространяется на корончатые (кольцевые) сверла по металлу.
| ГОСТ 10079-71 | Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция и размеры |
| ГОСТ 10080-71 | Развертки конические с коническим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размеры |
| ГОСТ 10081-84 | Развертки машинные конические конусностью 1:50. Основные размеры |
| ГОСТ 10082-71 | Развертки машинные конические конусностью 1:30 с коническим хвостовиком. Основные размеры Основные размеры |
| ГОСТ 10083-81 | Развертки конические. Технические условия |
| ГОСТ 10902-77 | Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры |
| ГОСТ 10903-77 | Сверла спиральные с коническим хвостовиком. Основные размеры |
| ГОСТ 11172-70 | Развертки машинные с удлиненной рабочей частью. Конструкция и размеры |
| ГОСТ 11173-76 | Развертки с припуском под доводку. Допуски |
| ГОСТ 11176-71 | Развертки сборные насадные с привернутыми ножами, оснащенными пластинами из твердого сплава. Конструкция и размеры |
| ГОСТ 11177-84 | Развертки ручные конические конусностью 1:50 с цилиндрическим хвостовиком. Основные размеры Основные размеры |
| ГОСТ 11179-71 | Развертки конические. Конусность 1:10. Конструкция и размеры |
| ГОСТ 11180-71 | Развертки конические. Конусность 1:7. Конструкция и размеры |
| ГОСТ 11181-71 | Развертки конические под укороченные конусы Морзе. Конструкция и размеры |
| ГОСТ 11182-71 | Развертки конические с цилиндрическим хвостовиком под конусы Морзе. Конструкция и размеры |
| ГОСТ 11183-71 | Развертки конические с цилиндрическим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размеры |
| ГОСТ 11184-84 | Развертки ручные конические конусностью 1:30 с цилиндрическим хвостовиком. Основные размеры |
| ГОСТ 12121-77 | Сверла спиральные длинные с коническим хвостовиком. |
| ГОСТ 12122-77 | Сверла спиральные с коротким цилиндрическим хвостовиком. Длинная серия. Основные размеры |
| ГОСТ 12489-71 | Зенкеры цельные. Конструкция и размеры |
| ГОСТ 12509-75 | Зенкеры, оснащенные твердосплавными пластинами. Технические условия |
| ГОСТ 1336-77 | Фрезы резьбовые гребенчатые. Технические условия |
| ГОСТ 13779-77 | Развертки цилиндрические. Допуски на диаметр |
| ГОСТ 14952-75 | Сверла центровочные комбинированные. Технические условия |
| ГОСТ 14953-80 | Зенковки конические. Технические условия |
| ГОСТ 1523-81 | Развертки цилиндрические. Технические условия Технические условия |
| ГОСТ 1604-71 | Метчики гаечные. Конструкция |
| ГОСТ 16602-80 | Ножи рифленые из быстрорежущей стали для сборных разверток. Основные размеры |
| ГОСТ 16603-80 | Клинья для сборных машинных разверток со вставными ножами из быстрорежущей стали. Основные размеры |
| ГОСТ 1672-80 | Развертки машинные цельные. Типы, параметры и размеры |
| ГОСТ 1677-75 | Зенкеры цельные и со вставными ножами из быстрорежущей стали. Технические условия |
| Ножи привертываемые, оснащенные пластинами из твердого сплава, для сборных насадных разверток. Конструкция и размеры | |
| ГОСТ 16858-71 | Ножи из быстрорежущей стали для насадных зенкеров. Конструкция и размеры Конструкция и размеры |
| ГОСТ 16859-71 | Клинья для зенкеров со вставными ножами. Конструкция и размеры |
| ГОСТ 17012-71 | Сверла твердосплавные. Типы и основные размеры |
| ГОСТ 17013-71 | Сверла кольцевые твердосплавные. Основные размеры |
| ГОСТ 17014-71 | Коронки долотчатые твердосплавные. Основные размеры |
| ГОСТ 17015-71 | Коронки крестовые с центральной опережающей вставкой твердосплавные. Типы и основные размеры |
| ГОСТ 17016-71 | Буры долотчатые твердосплавные. Типы и основные размеры |
| ГОСТ 17017-71 | Инструмент твердосплавный для образования отверстий в строительных материалах. Технические требования Технические требования |
| ГОСТ 17273-71 | Сверла спиральные цельные твердосплавные укороченные. Конструкция и размеры |
| ГОСТ 17274-71 | Сверла спиральные цельные твердосплавные. Короткая серия. Конструкция и размеры |
| ГОСТ 17275-71 | Сверла спиральные цельные твердосплавные. Средняя серия. Конструкция и размеры |
| ГОСТ 17276-71 | Сверла спиральные цельные твердосплавные с коническим хвостовиком. Конструкция и размеры |
| ГОСТ 17277-71 | Сверла спиральные цельные твердосплавные. Технические условия |
| ГОСТ 18121-72 | Развертки котельные машинные. Размеры |
| ГОСТ 19267-73 | Развертки машинные цилиндрические с цилиндрическим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры Конструкция и размеры |
| ГОСТ 19268-73 | Развертки машинные цилиндрические с коническим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 19269-73 | Развертки машинные цилиндрические твердосплавные с цилиндрическим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 19272-73 | Развертки машинные цилиндрические для обработки деталей из легких сплавов. Допуски на диаметр |
| ГОСТ 19543-74 | Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Средняя серия. Конструкция |
| ГОСТ 19544-74 | Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Длинная серия. Конструкция |
| ГОСТ 19545-74 | Сверла спиральные левые с цилиндрическим хвостовиком для обработки легких сплавов. Конструкция Конструкция |
| ГОСТ 19546-74 | Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Конструкция |
| ГОСТ 19547-74 | Сверла спиральные удлиненные с коническим хвостовиком для обработки легких сплавов. Конструкция |
| ГОСТ 19548-88 | Сверла спиральные для обработки легких сплавов. Технические условия |
| ГОСТ 2034-80 | Сверла спиральные. Технические условия |
| ГОСТ 20388-74 | Развертки машинные насадные цельные прямозубые для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 20389-74 | Развертки машинные насадные цельные с винтовыми канавками для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 20390-74 | Развертки машинные насадные цельные с торцовыми зубьями для обработки деталей из легких сплавов. Конструкция и размеры Конструкция и размеры |
| ГОСТ 20392-74 | Развертки машинные насадные со вставными ножами из быстрорежущей стали для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 20686-75 | Сверла комбинированные твердосплавные для печатных плат. Технические условия |
| ГОСТ 20694-75 | Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых материалов. Короткая серия. Конструкцияи размеры |
| ГОСТ 20695-75 | Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры |
| ГОСТ 20696-75 | Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Короткая серия. Конструкция и размеры |
| ГОСТ 20697-75 | Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры Средняя серия. Конструкция и размеры |
| ГОСТ 20698-75 | Сверла спиральные для обработки труднообрабатываемых материалов. Технические условия |
| ГОСТ 2092-77 | Сверла спиральные удлиненные с коническим хвостовиком. Основные размеры |
| ГОСТ 21527-76 | Развертки машинные насадные со вставными ножами, оснащенными твердосплавными пластинами для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры |
| ГОСТ 21540-76 | Зенкеры, оснащенные твердосплавными пластинами, для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры |
| ГОСТ 21541-76 | Зенкеры со вставными ножами, оснащенные твердосплавными пластинами, для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры Конструкция и размеры |
| ГОСТ 21542-76 | Зенкеры, оснащенные твердосплавными пластинами, для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Технические условия |
| ГОСТ 21543-76 | Зенкеры цельные твердосплавные с цилиндрическим хвостовиком для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры |
| ГОСТ 21544-76 | Зенкеры цельные твердосплавные с коническим хвостовиком для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры |
| ГОСТ 21545-76 | Зенкеры цельные, твердосплавные для обработки деталей из нержавеющих и жаропрочных сталей и сплавов. Технические условия |
| ГОСТ 21579-76 | Зенкеры с цилиндрическим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры Конструкция и размеры |
| ГОСТ 21580-76 | Зенкеры торцовые с цилиндрическим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 21581-76 | Зенкеры с коническим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 21582-76 | Зенкеры торцовые с коническим хвостовиком для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 21583-76 | Зенкеры с коническим хвостовиком, оснащенные твердосплавными пластинами, для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 21584-76 | Зенкеры насадные для обработки деталей из легких сплавов. Конструкция и размеры |
| ГОСТ 21585-76 | Зенкеры насадные, оснащенные твердосплавными пластинами, для обработки деталей из легких сплавов.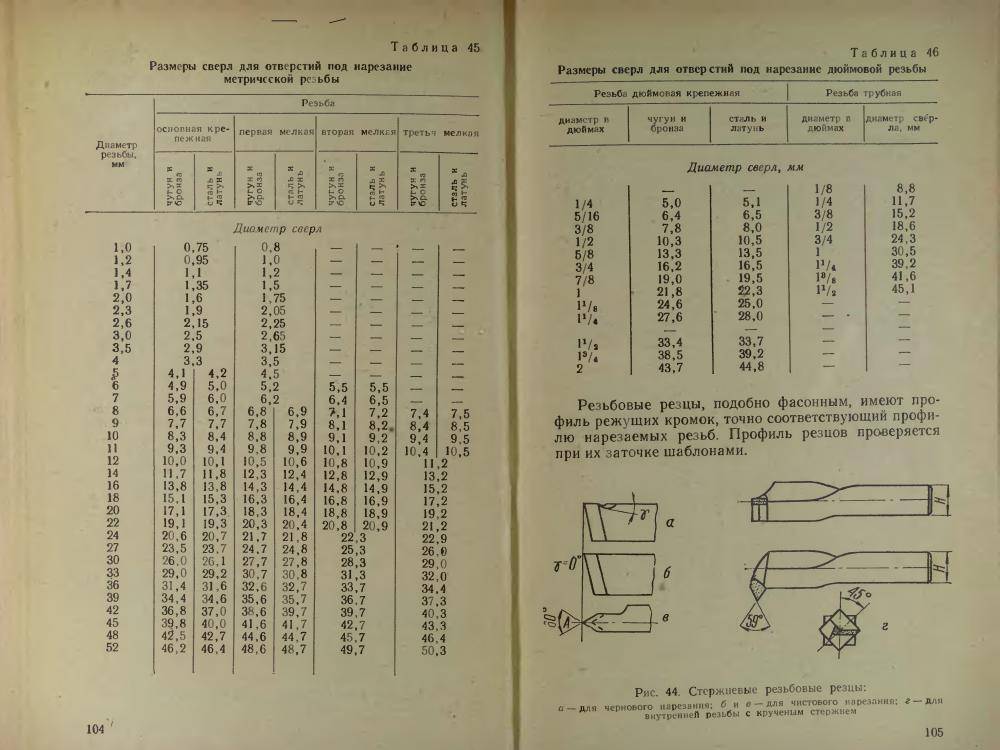 Конструкция и размеры Конструкция и размеры |
| ГОСТ 21586-76 | Зенкеры для обработки отверстий диаметром от 3 до 80 мм в деталях из легких сплавов. Допуски на диаметр |
| ГОСТ 2255-71 | Зенкеры насадные со вставными ножами из быстрорежущей стали. Конструкция и размеры |
| ГОСТ 22735-77 | Сверла спиральные с цилиндрическим хвостовиком, оснащенные пластинами из твердого сплава. Основные размеры |
| ГОСТ 22736-77 | Сверла спиральные с коническим хвостовиком, оснащенные пластинами из твердого сплава. Основные размеры |
| ГОСТ 25526-82 | Пластины сменные режущие из быстрорежущей стали для сборных перовых сверл. Конструкция и основные размеры |
| ГОСТ 27724-88 | Сверла с механическим креплением сменных многогранных пластин. Технические условия Технические условия |
| ГОСТ 28319-89 | Сверла спиральные ступенчатые для отверстий под винты с цилиндрической головкой. Основные размеры |
| ГОСТ 28320-89 | Сверла спиральные ступенчатые для отверстий под метрическую резьбу. Основные размеры |
| ГОСТ 28321-89 | Развертки машинные, оснащенные твердосплавными напаиваемыми пластинами. Типы, параметры и размеры |
| ГОСТ 28706-90 | Хвостовики цилиндрические с лыской для сверл. Размеры |
| ГОСТ 29240-91 | Развертки. Термины, определения и типы |
| ГОСТ 3231-71 | Зенкеры, оснащенные твердосплавными пластинами. Конструкция и размеры |
| ГОСТ 3509-71 | Развертки ручные разжимные. Конструкция и размеры Конструкция и размеры |
| ГОСТ 4010-77 | Сверла спиральные с цилиндрическим хвостовиком. Короткая серия. Основные размеры |
| ГОСТ 5735-81 | Развертки машинные, оснащенные пластинами твердого сплава. Технические условия |
| ГОСТ 5756-81 | Сверла спиральные с твердосплавными пластинами. Технические условия |
| ГОСТ 6226-71 | Развертки машинные конические конусностью 1:16 с коническим хвостовиком. Основные размеры |
| ГОСТ 7722-77 | Развертки ручные цилиндрические. Конструкция и размеры |
| ГОСТ 8034-76 | Сверла спиральные малоразмерные диаметром от 0,1 до 1,5 мм с утолщенным цилиндрическим хвостовиком. Технические условия |
| ГОСТ 883-80 | Развертки машинные со вставными ножами из быстрорежущей стали. Типы и основные размеры Типы и основные размеры |
| ГОСТ 885-77 | Сверла спиральные. Диаметры |
| ГОСТ 886-77 | Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры |
| ГОСТ Р 50427-92 | Сверла спиральные. Термины, определения и типы |
| ГОСТ Р 52966-2008 | Сверла спиральные ступенчатые для отверстий под метрическую резьбу. Основные размеры |
Сверла для конструкционной стали — метрические размеры
Сверла для конструкционной стали — метрические размеры — Ocean Penetrator 161,00 $ – 656,00 $ Буровое долото Ocean Penetrator с метрическим размером для конструкционной стали представляет собой спиральное сверло с коническим хвостовиком, специально разработанное для быстрого и продуктивного сверления профилей из конструкционной стали с помощью станков с ЧПУ всех типов. Наши клиенты в среднем делают от 300 до 500 отверстий на одну заточку и могут получить более 100 заточек на одно сверло. Это дает более 30 000 отверстий на одно сверло, что приводит к значительной экономии и повышению общей рентабельности производства.
Наши клиенты в среднем делают от 300 до 500 отверстий на одну заточку и могут получить более 100 заточек на одно сверло. Это дает более 30 000 отверстий на одно сверло, что приводит к значительной экономии и повышению общей рентабельности производства.
Penetrator отличается конструкцией стружколома, которая быстро разбивает стружку на маленькие удобные кусочки и позволяет избежать образования длинной волокнистой стружки, которая обычно мешает сверлению.
Буровые долота Ocean Penetrator имеют отверстия для масляного охлаждения, которые проходят через буровое долото для охлаждения центра сверла во время сверления всех профилей конструкционной стали, включая балки, швеллеры, уголки, пластины, трубы и т. д.
Также В наличии:
Стандартные размеры
Увеличенная длина
Артикул: Н/Д Категория: Сверла Penetrator для конструкционной стали
Сверла для конструкционной стали Penetrator
– Метрические размеры
ХАРАКТЕРИСТИКИ+
- Кобальтовая сталь – более длительный срок службы – в наших недавних испытаниях мы смогли просверлить более 500 отверстий, прежде чем потребовалась повторная заточка.

Значительно снижает затраты. - Предварительно заточенный на 170 градусов с приподнятым наконечником — это идеально рекомендуемый наконечник для конструкционной стали. Нет необходимости в предварительной заточке.
- Требуется только одноэтапная процедура заточки сверла. Это упрощает переточку и экономит время переточки
- Более 500 отверстий между заточками
- Должен давать 50 000 отверстий на одно сверло
- Более высокая скорость подачи при бурении — Ocean Penetrator лучше всего работает при скорости подачи 7,1 дюйма/мин, что почти на 20 % быстрее, чем у обычных спиральных сверл. Это приводит к сокращению времени бурения.
- Стружколом — устраняет длинную волокнистую стружку, которая забивает бункеры для стружки и разлетается по всему цеху.
- Отсутствие необходимости шлифовки на выходе из отверстия при правильно заточенных сверлах – значительно снижает затраты.
- Прямой доступ к сложной службе технической поддержки. Ocean Machinery предоставляет вам прямой доступ к горячей линии технической поддержки производителей.

 Ocean Machinery предоставляет вам прямой доступ к горячей линии технической поддержки производителей.
Ocean Machinery предоставляет вам прямой доступ к горячей линии технической поддержки производителей.- Описание
- Дополнительная информация
Описание
Метрическое сверло для конструкционной стали Ocean Penetrator представляет собой спиральное сверло с коническим хвостовиком, специально разработанное для быстрого и продуктивного сверления профилей из конструкционной стали с помощью станков с ЧПУ всех типов. Наши клиенты в среднем делают от 300 до 500 отверстий на одну заточку и могут получить более 100 заточек на одно сверло. Это дает более 30 000 отверстий на одно сверло, что приводит к значительной экономии и повышению общей рентабельности производства.
Penetrator отличается конструкцией стружколома, которая быстро разбивает стружку на маленькие удобные кусочки и позволяет избежать образования длинной волокнистой стружки, которая обычно мешает сверлению.
Буровые долота Ocean Penetrator имеют отверстия для масляного охлаждения, которые проходят через буровое долото для охлаждения центра сверла во время сверления всех профилей конструкционной стали, включая балки, швеллеры, уголки, пластины, трубы и т. д.
Также В наличии:
Стандартные размеры
Увеличенная длина
Торговые марки
Свяжитесь с нами
- 6720 СЗ 15-й путь
- Форт-Лодердейл, Флорида
- 33309 США
- Бесплатный номер: (800) 286-3624
- Тел.: (954) 956-3131
- Факс: (954) 956-3199
© Copyright 2023, Ocean Machinery Inc.
Как распушить и обезрогать козленка
Раскрытие информации: Этот пост может содержать партнерские ссылки, с которых я буду получать комиссию.
Что такое опушение и удаление рогов?
Распускание почек — это термин, используемый, когда удаляются «почки» или крошечные «рожки». Термин «обезроживание» обычно используется для удаления рогов у старых коз, но, по сути, когда вы удаляете козла, вы предотвращаете рост его рогов.
Термин «обезроживание» обычно используется для удаления рогов у старых коз, но, по сути, когда вы удаляете козла, вы предотвращаете рост его рогов.
Зачем мне удалять почки или обезрогивать мою козу?
Поселенцы спорят о том, как лишить коз рогов. Некоторые люди говорят, что удалять почки у козлят жестоко, потому что это болезненная процедура. Некоторые люди говорят, что им нравятся рога, что они более естественны и созданы Богом.
По моему опыту, рога могут стать причиной многих проблем при содержании коз. Козы могут зацепиться рогами за забор и умереть от обезвоживания, они могут ранить и убить других коз, потому что козы имеют тенденцию бодаться друг с другом и драться, и, наконец, козы могут ранить своих владельцев. Это случалось лично с нами, Кевин поднимал козла с рогами, и коза запрокинула голову назад, не задев глаза Кевина на дюйм.
Итак, мы приняли решение всегда удалять рога нашим козам, срезая их в молодом возрасте.
Но это так грустно! Я не думаю, что я могу это сделать!
Грустно. И, честно говоря, вам придется решать за свою семью, подходит ли вам удаление коз или удаление рогов. Я не буду осуждать вас, если вы решите отдать рога своим козам. От этой козлиной дамы не исходит никакого осуждения коз, нет, сэр. Но, поверьте мне, после того, как вы сделаете это в первый раз, вам станет легче. Если вы действительно думаете, что не можете этого сделать, вы всегда можете заплатить кому-нибудь, но это то, что владелец козы может легко сделать сам.
И, честно говоря, вам придется решать за свою семью, подходит ли вам удаление коз или удаление рогов. Я не буду осуждать вас, если вы решите отдать рога своим козам. От этой козлиной дамы не исходит никакого осуждения коз, нет, сэр. Но, поверьте мне, после того, как вы сделаете это в первый раз, вам станет легче. Если вы действительно думаете, что не можете этого сделать, вы всегда можете заплатить кому-нибудь, но это то, что владелец козы может легко сделать сам.
В каком возрасте можно отращивать козленка?
Мы нащупываем почки на макушке в тот день, когда рождаются наши козы, и по ним судим, когда пора распускать почки. Это может быть от 4 дней до 10 дней, это просто зависит от вашей породы коз. У самцов, как правило, рога растут быстрее, и их нужно удалять раньше, в то время как самки могут подождать немного дольше. В любом случае, старайтесь снимать в диапазоне 4-10 дней, чтобы вы были осторожны и удаляли шишки до того, как они станут слишком старыми.
Принадлежности, необходимые для расчесывания и удаления рогов у козленка:
- Утюг для расчесывания коз – Нажмите здесь, чтобы купить
- Контейнер для содержания коз, распускающих почки – нажмите здесь, чтобы сделать
- Перчатки для тяжелых условий эксплуатации – нажмите здесь, чтобы купить
- Очень острый нож
- Помощник
- Домашняя лечебная мазь для животных — рецепт здесь
Как распушить и обезрогать козленка:
ШАГ 1) Машинкой для стрижки подстригите волосы вокруг маленьких бутонов на голове козла. Тем временем подключите утюг для удаления рогов и прогрейте примерно 10 минут.
Тем временем подключите утюг для удаления рогов и прогрейте примерно 10 минут.
ЭТАП 2) Поместите козленка в контейнер для откорма. Ящик для распускания почек очень важен! Козлята сильнее, чем вы думаете, и если вы просто попытаетесь их подержать, вы рискуете обжечь себя, своего помощника или козленка в других местах, кроме почек. Вы можете сделай свою собственную коробку для распускания почек.
ШАГ 3) Проверьте правильность положения помощника, который держит козу. Голова козленка должна пройти через U-образный паз, доска должна быть наверху, а помощник должен сидеть, а голова козленка должна быть вытащена, когда помощник крепко держит голову с откинутыми назад ушами.
Прежде чем начать, проверьте утюг на куске дерева. Если он прожигает красивое кольцо в течение 2 секунд, он готов к работе
ШАГ 5) Поместите горячий утюг вокруг маленького бутона козла. Открытый круг проходит вокруг кончика бутона. Пусть вес железа будет вашим давлением. Вы будете медленно вращать давление по часовой стрелке в течение 3-4 секунд. Для мужчин горите 5 секунд. Помощник может дуть на дым, чтобы сбрасыватель мог видеть, что он делает.
Открытый круг проходит вокруг кончика бутона. Пусть вес железа будет вашим давлением. Вы будете медленно вращать давление по часовой стрелке в течение 3-4 секунд. Для мужчин горите 5 секунд. Помощник может дуть на дым, чтобы сбрасыватель мог видеть, что он делает.
Вам нужно красивое медное кольцо вокруг основания бутона. Вы можете не получить это в первый раз. Просто продолжайте, дайте остыть и сделайте то же самое с другой стороной. (Помощник может подуть на сгоревший бутон, пока вы делаете другой)
ШАГ 6) Видите красивое медное кольцо? Вы захотите стрелять из-за этого. У вас может не получиться с первого раза, но это нормально.
ШАГ 7) Теперь ножом срежьте бутон. Обязательно опуститесь достаточно низко к основанию бутона. Вы удивитесь, как легко оторвется этот бутон.
ШАГ 8) Основание бутона может кровоточить или не кровоточить. Не волнуйтесь, если это кровоточит. Следующим шагом вы позаботитесь об этом.
ШАГ 9) Используйте сторону рога и сожгите основание бутона. Вы будете двигать утюгом, чтобы хорошо прожечь верхнюю часть. С этим углом немного сложнее, но не напрягайтесь. Просто не торопитесь и сосредоточьтесь на том, чтобы получить хорошее уплотнение сверху.
ШАГ 10) Проделайте то же самое с другой стороной. Отрежьте бутон…
ШАГ 11) …И используйте рог, чтобы прижечь и запечатать верхушку.
ШАГ 12) Прежде чем вы закончите, вам нужно еще раз пройтись по основанию каждого кольца в течение дополнительных 3 секунд.
ШАГ 13) Не торопитесь проверять сгоревшие шишки и убедитесь, что вы не пропустили ни одной точки. Если все выглядит хорошо, дайте ребенку вернуться к маме или кормите из бутылочки, чтобы сразу же успокоить его. Пока они блеют и плачут во время процедуры, весь остальной день они ведут себя нормально и не будут держать на вас обиду 😉
ШАГ 14) В первый день ничего не кладите на сгоревшие шишки, просто дайте им немного отдохнуть. На следующий день после распускания можно добавить немного моей самодельной лечебной мази. Вы можете заметить некоторое просачивание и, может быть, несколько капель крови, но не беспокойтесь об этом. Если она начнет сильно кровоточить, вы можете снова ее прижечь, но, скорее всего, вам это не понадобится. Примерно через 2 недели волосы отрастут, и вы никогда не увидите никаких рогов.
На следующий день после распускания можно добавить немного моей самодельной лечебной мази. Вы можете заметить некоторое просачивание и, может быть, несколько капель крови, но не беспокойтесь об этом. Если она начнет сильно кровоточить, вы можете снова ее прижечь, но, скорее всего, вам это не понадобится. Примерно через 2 недели волосы отрастут, и вы никогда не увидите никаких рогов.
Если у вас есть козленок, вам потребуется выполнить один дополнительный шаг
Поскольку у самцов коз в организме больше гормонов роста, вам нужно будет сжечь дополнительное кольцо, перекрывающее исходное кольцо. Сразу за исходным кольцом горите еще 3-4 секунды. Это должно помочь предотвратить рост рубцов (частичных аномальных рогов), а также уменьшить запах. Поверьте мне, это важная часть при отращивании козлят.
Посмотрите наше видео о том, как мы разделываем наших козлят
Часто задаваемые вопросы:
В.