Токарный станок ДИП 500: технические характеристики, схемы, части
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).
Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм;
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм;
- Длина заготовки до 5 м;
- Диаметр отверстия шпинделя — 128 мм;
- Расстояние между центрами — 3 000-10 000 мм;
- Количество скоростей — 24;
- Диапазон частот вращения шпинделя — 5-500 об/мин;
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт;
- Система смазки;
- Приборы освещения;
- Приспособление для подачи охлаждающей жидкости;
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы;
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.


Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.
Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
 Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.

На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема
Схема в полном размере
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Токарный станок 1М65 (Дип 500)
Токарно-винторезный станок 1М65(ДИП 500) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание метрических, дюймовых, модульных, питчевых резьб.
Высокая мощность привода и жесткость, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм:
над суппортом, мм 650
над выемкой в станине, мм 1400*
Наибольшая длина обрабатываемой заготовки, мм 1000, 3000, 5000, 6000, 8000, 10000, 12000
Длина выемки в станине от зеркала патрона, мм 390
Размер конца шпинделя передней бабки по DIN 2-15М
Количество ступеней частот вращения шпинделя 24
Диаметр цилиндрического отверстия в шпинделе, мм 128
Пределы частот вращения шпинделя, об/мин 5 – 500
Пределы рабочих подач, мм/об. :
:
продольных, мм/об 0,06 – 2,42 (0,6 – 19,36***)
поперечных, мм/об 0,022 – 0,88 (0,022 – 7,04***)
резцовых салазок, мм/об 0,022 – 0,88 (0,022 – 7,04***)
Пределы шагов нарезаемых резьб:
метрических, мм 1 – 96
дюймовых, ниток/дюйм 24 – 0,25
модульных, модуль 0,5 – 24
питчевых, питч диам. 96 – 1
Ускоренное перемещение суппорта, м/мин:
продольное 3
поперечное 1
Мощность главного привода, кВт 15
Наибольший вес обрабатываемой детали в центрах,кг 10000,8000*
Мощность главного привода,кВт 22
Масса, кг 9850, 12800, 15750, 16140, 17730, 20300, 23500
Габариты:
длина, мм 4100, 6140, 8180, 9190, 11380, 13210, 15210
ширина, мм 2200
высота, мм 1770, 1880
Капитальный ремонт.
 Токарно-винторезный станок ДИП-500, 2013 г.
Токарно-винторезный станок ДИП-500, 2013 г.Капитальный ремонт и модернизация токарно-винторезного станка ДИП-500. Украина 2013
Универсальный токарно-винторезный станок ДИП500 предназначен для обработки черных и цветных металлов большой скоростью резания резцами из быстрорежущей стали и твердых сплавов.
На станке могут выполняться самые разнообразные токарные работы, включая точение конусов, а также нарезания метрической, модульной и дюймовой резьб.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции ДИП 500:
– жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
– двухпризменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
– частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
– точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
– коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
– все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
– ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Технические характеристики токарно-винторезного станка ДИП 500
|
Наибольший диаметр изделия, обрабатываемого на станиной |
мм. |
1000 |
|
Наибольший диаметр изделия, обрабатываемого над суппортом |
мм. |
650 |
|
Наибольшая длина изделия, устанавливаемого в центрах |
мм. |
3000 |
|
Диаметр цилиндрического отверстия в шпинделе |
мм. |
128 |
|
Длина выемки в станине от зеркала патрона |
мм. |
390 |
|
Пределы частот вращения шпинделя |
об/мин. |
5 – 500 |
|
Мощность главного привода |
кВт. |
22 |
|
Габаритные размеры станка |
мм. |
8050х2100х1760 |
|
Масса станка |
кг. |
15650 |


Примечание: аналоги станка ДИП-500 – мод. 165, 1М65, 1Н65
Дип 300 токарный станок технические характеристики
ДИП-300 станок токарно-винторезный универсальныйсхемы, описание, характеристики, паспортСведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н – последней модели серии ДИП-300.
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)
Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)
Эскиз конца шпинделя станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)
Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Управление токарно-винторезным станком ДИП-300 (1д63а)
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на – глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Регулировка рабочих частей станка
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а) (фиг. 1)
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя конусная шейка шпинделя вращается в специальном регулируемом двухрядном роликовом подшипнике с цилиндрическими роликами. Для выборки люфта передний подшипник шпинделя регулируется изнутри передней бабки путем подтяжки внутреннего кольца подшипника 1 с помощью гайки 2.
Регулировка заднего конического подшипника 3 вместе с упорным шарикоподшипником 4 производится с наружной стороны передней бабки гайками 5. После регулирования подшипников следует проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя вставляется оправка с коническим хвостом (конус 80 метрический) и дли ной цилиндрической части 50 — 55 мм не менее 300 мм.
К центрирующей шейке шпинделя подводится наконечник индикатора и за цилиндрический конец оправки вручную производится отжатие шпинделя. При этом отклонение стрелки индикатора не должно превышать 0,015 мм. Кроме этого шпиндель должен легко провертываться вручную, если муфту фрикциона поставить во включенное положение.
Передний подшипник шпинделя № 3182128 имеет основные размеры 140 х 210 х 53.
Смазка подшипников шпинделя обеспечивается поступлением масла при разбрызгивании в имеющиеся углубления в верхней части коробки скоростей.
2. Регулировка фрикционной пластинчатой муфты коробки скоростей (фиг. 2)
В случае буксования фрикционной муфты на рабочем ходу, она должна быть немедленно отрегулирована, т. к. от трения дисков сильно будет нагреваться и станок не будет работать нормально. Регулировка фрикционной муфты производится нажимными гайками 1, навинченными на кольцо 2. Поворот нажимной гайки может быть произведен лишь после того, как защелка 3 вдавлена в кольцо 2. При включен ной муфте один из концов коромысла 4 дол жен находиться под горизонтальной плоскостью паза муфты переключения 5.
Регулировка поперечного перемещения задней бабки токарно-винторезного станка ДИП-300 (1д63а)
Регулировка поперечного перемещения задней бабки станка ДИП-300 (1д63а)
Устранение слабины (люфта) в направляющих нижней и верхней суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка соответствующих клиньев 1 или 2 с помощью винтов 3 и 4, ввинченных в торцы верхней и нижней частей суппорта.
Регулировка вертикального зазора в задней направляющей каретки суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора в направляющей каретки суппорта станка ДИП-300 (1д63а)
Зазор между задней направляющей каретки и станины регулируется подтягиванием планок 1 винтами 2 с фиксацией последних контр гайками 3. После регулировки зазор должен быть не более 0,02 мм.
Устранение мертвого хода винта поперечного перемещения суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение мертвого хода винта поперечного перемещения суппорта станка ДИП-300 (1д63а)
«Мертвый ход» винта поперечного хода суппорта, возникающий при износе гайки, может быть устранен подтягиванием клина 3, вставленного между половинками гайки. Предварительно надо ослабить винт 1 и после выбора люфтов вновь его затянуть. «Мертвый ход» винта поперечной подачи должен быть не более двух делений лимба.
Регулировка натяжения пружины падающего червяка фартука токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулирование нажатия пружины 1 на муфту сцепления падающего червяка с его вали ком осуществляется затяжкой или ослаблением гайки 2, навинченной на правый конец этого валика. При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия – влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия – влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
Регулировка зазора направляющей верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора маточной гайки ходового винта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка планки 1 винтами 2 с фиксацией последних контргайками 3.
Ограничение сближения верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Ограничение сближения маточной гайки ходового винта станка ДИП-300 (1д63а)
Необходимая свобода вращения винта при включенной гайке без излишнего осевого зазора между витками резьбы винта и гайки осуществляется перемещением упорного штифта 1, находящегося в вертикально просверленном отверстии нижней половины гайки с помощью расположенного внизу винта 2. Винт фиксируется контргайкой 3.
Винт фиксируется контргайкой 3.
Регулировка тормозной ленты коробки скоростей
Производится изменением натяжения ее с помощью гаек болта, прикрепленного к концу ленты. Гайки находятся вверху на задней наружной стороне корпуса коробки скоростей. Регулировку нужно производить при выключенном электродвигателе, проверяя на тихом ходу силу торможения и ослабление ленты при включенном положении фрикционной муфты, как при прямом, так и при обратном ходе. При проверке электродвигатель включается.
Схема электрическая принципиальная токарно-винторезного станка ДИП-300 (1д63а)
Электрическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема электрическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Токарно-винторезный универсальный станок ДИП-300 (1д63а).
 Видеоролик.
Видеоролик. Технические характеристики токарно-винторезных станков ДИП-300 (1д63а)
| Наименование параметра | ДИП-300 1Д63А | 163 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 | 630 |
| Наибольший диаметр заготовки над суппортом, мм | 345 | 340 |
| Высота центров, мм | 300 | 315 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 | 1400, 2800 |
| Наибольшая длина обточки – обработки над суппортом без перестановки резцовых салазок, мм | 1310, 2810 | 1260 |
| Наибольшие размеры резца, мм | 30 х 30 | 40 х 40 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 | 40 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 | 320 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 70 | 70 |
| Наибольший диаметр прутка, мм | 68 | 65 |
| Число ступеней частот прямого вращения шпинделя | 18 | 24 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 .750 | 10..125 |
| Число ступеней частот обратного вращения шпинделя | 18 | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 | 18..1800 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 |
| Конец шпинделя | М120 х 6 | ГОСТ 12593 |
| Торможение шпинделя | есть | есть |
| Суппорт. Подачи | ||
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 | 1260, 2520 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 | 1260, 2520 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 | 1260, 2520 |
| Число ступеней продольных подач | 26 | 32 |
| Пределы рабочих подач продольных, мм/об | 0,15..2,65 | 0,10..1,6 |
| Число ступеней поперечных подач | 26 | 32 |
| Пределы рабочих подач поперечных, мм/об | 0,05. .0,9 .0,9 | 0,04..0,59 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 1 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | |
| Продольное перемещение на одно деление лимба, мм | 1 | |
| Продольное перемещение суппорта на один оборот лимба, мм | 300 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,6 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,3 |
| Количество нарезаемых резьб метрических | 79 | |
| Пределы шагов нарезаемых резьб метрических, мм | 1..224 | 1..192 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 24..1/4 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25п. . 56п . 56п | 0,5п..48п |
| Количество нарезаемых резьб питчевых | нет | 96..7/8 |
| Пределы шагов нарезаемых резьб питчевых | нет | |
| Шаг ходового винта, мм | 12 | |
| Выключающие упоры | нет | нет |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба, мм | 5 | |
| Число ступеней поперечных подач резцовых салазок | нет | 32 |
| Пределы рабочих подач резцовых салазок, мм/об | нет | 0,033..0,50 |
| Угол поворота резцовых салазок, град | +90; -45 | |
| Задняя бабка | ||
| Конус | Морзе 5 | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 | 225 |
| Поперечное смещение, мм | ±15 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Мощность электродвигателя главного привода, кВт | 10 | 14 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 | 3550 х 1740 х 1275 4950 х 1740 х 1275 |
| Масса станка, кг | 3920 | 3800 5000 |
- Универсальный токарно-винторезный станок 1Д63А. Паспорт, Тбилиси, 1953
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Паспорт, Тбилиси, 1953
Паспорт, Тбилиси, 1953Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Токарные станки с ЧПУ
300×3000 мм Спецификация токарных станков Далянь
Токарный станок по дереву – это устройство, которое может создавать такие предметы, как стойки лестниц, деревянные конструкции и многое другое. Токарный станок с ЧПУ управляется компьютером, который контролируется пользователем. Использование компьютеров на токарном станке предлагает широкий спектр преимуществ и функций, улучшая при этом функциональность.
Токарный станок с ЧПУ управляется компьютером, который контролируется пользователем. Использование компьютеров на токарном станке предлагает широкий спектр преимуществ и функций, улучшая при этом функциональность.
Токарный станок предназначен для цилиндрических или конических заготовок, например, колонны, перил, ножек стула и т.Все токарные станки работают одинаково.
Особенности токарного станка по дереву
1). Максимальная рабочая длина 3000 мм, максимальный диаметр поворота 300 мм.
2). Машина имеет 2 ножа на двух сторонах машины, 2 ножа работают вместе, значительно повышая эффективность.
3). Линейные квадратные рельсы, шариковые винты, некоторые электронные компоненты импортируются, высокая точность и долговечность.
4). Это сверхпрочный, тяжелый вес, не взболтать, когда шпиндель вращается быстро.
5). Простота в эксплуатацию, мы можем сделать с помощью AutoCad и других программ, передавать файлы на компьютер с помощью USB.
6). Сильный 3.5KW Changsheng воздушного охлаждения шпинделя-Китай известный бренд.
Применение токарного станка по дереву
Токарный станок по дереву с ЧПУ / деревообрабатывающий станок / бейсбольная бита Токарный станок с ЧПУ по дереву Различные цилиндрические заготовки, остроконечные, трубчатые и корабельные, такие как различные лестницы Римская колонна, колонна общего назначения, ножки столов или стульев, умывальник, деревянная ваза, деревянный стол, бейсбольная бита, деревянная мебель для автомобиля, колонна для детской кровати и т. Д.
Технические данные токарного станка по дереву . Многофункциональный токарный станок с ЧПУ, 300 мм, 220 В, однофазный токарный станок с ЧПУ для продажи Токарный станок с ЧПУ управляется компьютером, который контролируется пользователем. Использование компьютеров на токарном станке предлагает широкий спектр преимуществ и функций, улучшая при этом функциональность. Токарный станок предназначен для цилиндрических или конических заготовок, например, колонны, перил, ножек стула и т. Все токарные станки работают одинаково.
Все токарные станки работают одинаково.
Особенности токарного станка по дереву
1). Максимальная рабочая длина 3000 мм, максимальный диаметр поворота 300 мм.
2). Машина имеет 2 ножа на двух сторонах машины, 2 ножа работают вместе, значительно повышая эффективность.
3). Линейные квадратные рельсы, шариковые винты, некоторые электронные компоненты импортируются, высокая точность и долговечность.
4). Это сверхпрочный, тяжелый вес, не взболтать, когда шпиндель вращается быстро.
5). Простота в эксплуатацию, мы можем сделать с помощью AutoCad и других программ, передавать файлы на компьютер с помощью USB.
6). Сильный 3.5KW Changsheng воздушного охлаждения шпинделя-Китай известный бренд.
Применение токарного станка по дереву
Токарный станок по дереву с ЧПУ / деревообрабатывающий станок / бейсбольная бита Токарный станок с ЧПУ по дереву Различные цилиндрические заготовки, остроконечные, трубчатые и корабельные, такие как различные лестницы Римская колонна, колонна общего назначения, ножки столов или стульев, умывальник, деревянная ваза, деревянный стол, бейсбольная бита, деревянная мебель для автомобиля, колонна для детской кровати и т. Д.
Д.
Высококачественный токарный станок DRC C6150 Токарный станок по металлу
Токарный станок по металлу
Описание продукта:
Рельс 1.Bed с помощью сверхзвукового гашения и точного шлифования.
2. Точное шлифование коробки главного вала, низкий уровень шума.
3.Больше тип резьбы.
4.Электрические характеристики безопасности хорошие, высокая надежность.
5. С электромагнитным тормозом, цвет доступных опций.
Техническая характеристика изделия Технические характеристики :
| Токарный станок с металлической головкой Технические характеристики | C6132 | C6136 | C6140 | C6150 | C6160 | C6170 | Capacity , Качели над кроватью | 320 | 360 | 400 | 500 мм | 600 | 700 |
Макс. диаметр вращения диаметр вращения | 200 | 200 | 238 | 300 мм | 400 | 500 | |
| Межосевое расстояние | 750,1000,1500,2000 мм | ||||||
| Отверстие шпинделя | 52 мм (82 мм) | ||||||
| Шпиндель | Нос шпинделя | ISO-C6 (C8) | |||||
| Метчик шпинделя | MT6 | ||||||
| Скорость шпинделя (число) | 40-1400 об / мин (9 ступеней) | ||||||
| Подача | Метрическая резьба ассортимента (Виды) | 0.5-14мм (20 видов) | |||||
| дюймовая резьба (Виды) | 2-40 / дюйм (28 видов) | ||||||
| Модульная резьба (виды) | 0,25-3,55mπ (11 видов) | ||||||
| Составной ход покоя | 150 мм | ||||||
| Поперечный ход | 180 мм | ||||||
| Размер поперечного сечения хвостовика инструмента | 20 × 20 мм2 | ||||||
| Задняя бабка | Диам. втулки задней бабки втулки задней бабки | 65 мм | |||||
| конус втулки задней бабки | MT5 | ||||||
| Ход втулки задней бабки | 140 мм | ||||||
| Мощность главного двигателя | 4 кВт | 5.5 кВт | 7,5 кВт | ||||
| Размер станка (Д * Ш * В мм) | Габаритные размеры для 750 мм | 2100/1150/1550 мм | |||||
| Габаритные размеры для 1000 мм | 2350/1150/1550 мм | ||||||
| Общий размер размеры для 1500мм | 2850/1150 / 1550мм | ||||||
| Габаритные размеры для 2000мм | 3350/1150 / 1550мм | ||||||
| Вес (кг) | Вес для 750мм | 1300 | 1500 | 1600 | 1700кг | 1800 | 1900 |
| Вес для 1000 мм | 1400 | 1600 | 1700 | 1800 кг | 1900 | 2000 | |
| Вес для 1500 мм | 1600 | 1800 | 1900 | 2000 кг | 2100 | 2200 | |
| Вес для 2000 мм | 1800 | 2000 | 2100 | 2200 кг | 2300 | 2400 | |
Описание продукта
Что такое технические характеристики серийного токарного станка серии C61?
Что такое обычный токарный станок серии C62 от DRC? Стандартные токарные станки серии
C61 являются зрелыми, и токарные станки этой серии имеют следующие обозначения, такие как большая мощность, жесткость, диапазон скоростей шпинделя, усилие резания или резка, могут быть выполнены на различных частях вала и дискового типа внешняя цилиндрическая поверхность, коническая поверхность, процессы обработки канавок, снятия фаски, сверления и нарезания резьбы, а также обработка метрической резьбы, дюймовой резьбы, модульной резьбы, шага резьбы и конической резьбы, нож может обрезать короткую конусную продольную подачу автомобиля и подавать на револьверный двигатель Комплексное упражнение может разрезать длинный конус, отлично подходит для больших сложных частей и может показать превосходство.
Что такое область применения обычных токарных станков серии C61?
Что такое обычный токарный станок серии C61?
Отправьте запрос здесь, чтобы получить бесплатный образец заготовки!
Описание продукта
.
|
НОВОСТИ29.03.2010 Новый партнер Новый партнер РСЗ СтанкоЦентр – ООО «ПромИнструмент», – официальный представитель маркировочного оборудования Gravurem. 26.03.2010 Сайт РСЗ СтанкоЦентр stankoff.su – новый сайт РСЗ СтанкоЦентр |

| 1 | Паспорт 16Г16К (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок нормальной точности с выемкой в станине и с автоматической коробкой передач |
| 2 | Паспорт 16Л20КП (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок повышенной точности облегчённый с автоматической коробкой передач |
| 3 | Паспорт 250ИТВМФ1. 01 (РМЦ 400 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) 01 (РМЦ 400 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) |
| 4 | Паспорт 1603 (РМЦ 250 мм) Токарно-винторезный станок повышенной точности |
| 5 | Паспорт 1615 (РМЦ 750 мм) Токарно-винторезный станок (Куйбышев) |
| 6 | Паспорт 1615A (РМЦ 750 мм) Токарно-винторезный станок |
| 7 | Паспорт 1615М Токарный станок для передвижной ремонтной мастерской (Кочубеевское) |
| 8 | Паспорт 1622Б (РМЦ 2500, 5000 мм) Токарно-винторезный продукционный станок (Москва) |
| 9 | Паспорт 1624М (РМЦ 1000, 1500, 2000 мм) Токарно-винторезный станок |
| 10 | Паспорт 163 (РМЦ 1400 мм) Универсальный токарно-винторезный станок (Тбилиси) |
| 11 | Паспорт 163 (РМЦ 1400, 2800 мм) Универсальный токарно-винторезный станок (Станкоимпорт, Москва) |
| 12 | Паспорт 165 (РМЦ 2800, 5000 мм) Станок универсальный токарно-винторезный (Рязань) |
| 13 | Паспорт 16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва) |
| 14 | Паспорт 16А20Ф3С32 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва) |
| 15 | Паспорт 16А20Ф3С39 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва) |
| 16 | Паспорт 16Б04П (РМЦ 350 мм) Токарно-винторезный станок повышенной точности (Одесса) |
| 17 | Паспорт 16Б05П (РМЦ 500 мм) Токарно-винторезный станок повышенной точности (Одесса) |
| 18 | Паспорт 16Б16 (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок |
| 19 | Паспорт 16Б16К (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок нормальной точности с автоматической коробкой передач |
| 20 | Паспорт 16Б16КП (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок повышенной точности с автоматической коробкой передач |
| 21 | Паспорт 16Б16П (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок |
| 22 | Паспорт 16Б16Т1С1 (РМЦ 750 мм) Станок токарный с числовым программным управлением (Куйбышев) |
| 23 | Паспорт 16Б20П (РМЦ 710, 1000, 1400 мм) Универсальный токарно-винторезный станок повышенной точности (Москва) |
| 24 | Паспорт 16Б25ПСп (РМЦ 1000, 1400 (1500), 2000 мм) Станок токарно-винторезный повышенной точности |
| 25 | Паспорт 16В20 (РМЦ 1000 мм) Токарно-винторезный станок (Астрахань) |
| 26 | Паспорт 16Г16 (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок нормальной точности с выемкой в станине |
| 27 | Паспорт 16Д20 Токарно-винторезный станок нормальной точности |
| 28 | Паспорт 16Д20Г Токарно-винторезный станок нормальной точности с выемкой в станине |
| 29 | Паспорт 16Д20П Токарно-винторезный станок повышенной точности |
| 30 | Паспорт 16Д25 Токарно-винторезный станок нормальной точности с увеличенным диаметром обработки |
| 31 | Паспорт 16Д25Г Токарно-винторезный станок нормальной точности с выемкой в станине |
| 32 | Паспорт 16Е16КП (РМЦ 750 мм) Универсальный токарно-винторезный станок |
| 33 | Паспорт 16К20 (РМЦ 710, 1000, 1400, 2000 мм) Токарно-винторезный базовый станок нормальной точности (Москва) |
| 34 | Паспорт 16К20В Токарно-винторезный станок высокой точности (Москва) |
| 35 | Паспорт 16К20ВФ1 Токарно-винторезный станок высокой точности (Москва) |
| 36 | Паспорт 16К20Г (РМЦ 710, 1000, 1400, 2000 мм) Токарно-винторезный станок нормальной точности с выемкой в станине (Москва) |
| 37 | Паспорт 16К20П (РМЦ 710, 1000 мм) Токарно-винторезный станок повышенной точности (Москва) |
| 38 | Паспорт 16К20ПФ1 (РМЦ 710, 1000 мм) Станок токарно-винторезный повышенной точности с устройством цифровой индикации (УЦИ) (Москва) |
| 39 | Паспорт 16К20Т1 (РМЦ 1000 мм) Станок токарный программный с оперативной системой управления (Москва) |
| 40 | Паспорт 16К20Т1. 01 (РМЦ 1000 мм) Станок токарный программный с оперативной системой управления (Москва) 01 (РМЦ 1000 мм) Станок токарный программный с оперативной системой управления (Москва) |
| 41 | Паспорт 16К20Ф1 (РМЦ 710, 1000, 1400, 2000 мм) Станок токарно-винторезный нормальной точности с устройством цифровой индикации (УЦИ) (Москва) |
| 42 | Паспорт 16К20Ф3 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 43 | Паспорт 16К20Ф3С2 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 44 | Паспорт 16К20Ф3С5 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 45 | Паспорт 16К20Ф3С8 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 46 | Паспорт 16К25 (РМЦ 710, 1000, 1400, 2000 мм) Токарно-винторезный облегчённый станок нормальной точности с увеличенным диаметром обработки (Москва) |
| 47 | Паспорт 16К25Ф1 (РМЦ 710, 1000, 1400, 2000 мм) Станок токарно-винторезный облегчённый нормальной точности с устройством цифровой индикации (УЦИ) (Москва) |
| 48 | Паспорт 16К30Ф305 (РМЦ 1400 мм) Станок токарный (Рязань) |
| 49 | Паспорт 16К30Ф325 (РМЦ 1400 мм) Станок токарный (Рязань) |
| 50 | Паспорт 16К40 (РМЦ 2. 800 мм) Станок токарно-винторезный (Рязань) – 2 вариант 800 мм) Станок токарно-винторезный (Рязань) – 2 вариант |
| 51 | Паспорт 16К40 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 52 | Паспорт 16К40-1 (РМЦ 1.400 мм) Станок токарно-винторезный (Рязань) |
| 53 | Паспорт 16К40Ф1 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 54 | Паспорт 16К40Ф101 (РМЦ 2.800 мм) Станок токарно-винторезный (Рязань) |
| 55 | Паспорт 16К40Ф101-1 (РМЦ 1.400 мм) Станок токарно-винторезный (Рязань) |
| 56 | Паспорт 16Л20 (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок нормальной точности облегчённый |
| 57 | Паспорт 16Л20К (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок нормальной точности облегчённый с автоматической коробкой передач |
| 58 | Паспорт 16Л20П (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок повышенной точности облегчённый |
| 59 | Паспорт 16Л20ПФ1 (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок повышенной точности с устройством цифровой индикации |
| 60 | Паспорт 16Л20Ф1 (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок нормальной точности с устройством цифровой индикации |
| 61 | Паспорт 16М05А Токарно-винторезный станок особо высокой точности (Одесса) |
| 62 | Паспорт 16Т02 (РМЦ 250 мм) Настольно-токарный станок повышенной точности (Кировакан) |
| 63 | Паспорт 16Т02А (РМЦ 250 мм) Настольно-токарный станок особо высокой точности (Кировакан) |
| 64 | Паспорт 16Т02П (РМЦ 250 мм) Настольно-токарный станок повышенной точности (Кировакан) |
| 65 | Паспорт 16Т03А (РМЦ 250 мм) Токарный станок особо-высокой точности (Кировакан) |
| 66 | Паспорт 16Т04А (РМЦ 350 мм) Токарный станок особо-высокой точности (Кировакан) |
| 67 | Паспорт 16У03П (РМЦ 250 мм) Токарно-винторезный станок повышенной точности |
| 68 | Паспорт 16У04П (РМЦ 350 мм) Токарно-винторезный станок повышенной точности |
| 69 | Паспорт 1А616 (РМЦ 710 мм) Токарно-винторезный станок (Станкоимпорт, Москва) |
| 70 | Паспорт 1А616К (РМЦ 710 мм) Токарно-винторезный станок (Средневолжский станкозавод г. Куйбышев) Куйбышев) |
| 71 | Паспорт 1А616П (РМЦ 710 мм) Токарно-винторезный станок (Средневолжский станкозавод г.Куйбышев) |
| 72 | Паспорт 1А625 (РМЦ 1000, 1400, 2000 мм) Токарно-винторезный станок |
| 73 | Паспорт 1А670 (РМЦ 10000 мм) Станок токарно-винторезный (Краматорск) |
| 74 | Паспорт 1В62Г (РМЦ 1000 мм) Токарно-винторезный станок (Астрахань) |
| 75 | Паспорт 1Д601 (РМЦ 180 мм) Настольно-токарный станок (Кировакан) |
| 76 | Паспорт 1Д63А (РМЦ 1500 мм) Универсальный токарно-винторезный станок (Тбилиси) |
| 77 | Паспорт 1Д95 (РМЦ 1000 мм) Токарно-комбинированный универсальный станок (Алма-Ата) |
| 78 | Паспорт 1Е604 (РМЦ 350 мм) Токарно-винторезный станок повышенной точности |
| 79 | Паспорт 1Е61 (РМЦ 750 мм) Токарно-винторезный станок повышенной точности |
| 80 | Паспорт 1Е61ВМ (РМЦ 710 мм) Станок токарно-винторезный |
| 81 | Паспорт 1Е61МТ (РМЦ 710 мм) Токарно-винторезный станок высокой точности |
| 82 | Паспорт 1Е61ПМ (РМЦ 710 мм) Станок токарно-винторезный |
| 83 | Паспорт 1Е95 (РМЦ 1000 мм) Токарно-комбинированный станок |
| 84 | Паспорт 1Е95Г (РМЦ 1000 мм) Токарно-комбинированный станок с выемкой в станине |
| 85 | Паспорт 1И611П (РМЦ 500 мм) Универсальный токарно-винторезный станок повышенной точности (Ижевск) |
| 86 | Паспорт 1ИС611В (РМЦ 500 мм) Специальный токарно-винторезный станок высокой точности (Ижевск) |
| 87 | Паспорт 1К62 (РМЦ 710, 1000, 1400 мм) Станок токарно-винторезный (Челябинск) |
| 88 | Паспорт 1К62 (РМЦ 710, 1000, 1400 мм) Токарно-винторезный станок (Москва) |
| 89 | Паспорт 1К625 (РМЦ 1000, 1400, 2000 мм) Токарно-винторезный станок (Москва) |
| 90 | Паспорт 1К62Д (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный (Челябинск) |
| 91 | Паспорт 1К62Т (РМЦ 1000 мм) Универсальный токарно-винторезный станок особо высокой точности (Москва) |
| 92 | Паспорт 1М61 (РМЦ 710, 1000 мм) Токарно-винторезный станок (Станкоимпорт, Москва) |
| 93 | Паспорт 1М61П (РМЦ 710 мм) Токарно-винторезный станок (Станкоимпорт, Москва) |
| 94 | Паспорт 1М63 (РМЦ 1400 мм) Токарно-винторезный станок (Тбилиси) |
| 95 | Паспорт 1М63Б (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| 96 | Паспорт 1М63Б-1 (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| 97 | Паспорт 1М63БФ101 (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| 98 | Паспорт 1М63Д (РМЦ 1400 мм) Станок токарно-винторезный (Тбилиси) |
| 99 | Паспорт 1М63ДФ101 (РМЦ 1400 мм) Станок токарно-винторезный (Тбилиси) |
| 100 | Паспорт 1М63М (РМЦ 1500 мм) Станок токарно-винторезный (Тбилиси) |
| 101 | Паспорт 1М63МФ101 (РМЦ 1500 мм) Станок токарно-винторезный (Тбилиси) |
| 102 | Паспорт 1М63МФ30-01С2 (РМЦ 1500 мм) Токарный патронно-центровой станок с ЧПУ (Тбилиси) |
| 103 | Паспорт 1М63Н (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 104 | Паспорт 1М63Н-1 (РМЦ 1500 мм) Станок токарно-винторезный (Рязань) |
| 105 | Паспорт 1М63НФ101 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 106 | Паспорт 1М63НФ101-1 (РМЦ 1500 мм) Станок токарно-винторезный (Рязань) |
| 107 | Паспорт 1М65 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 108 | Паспорт 1М65-5 (РМЦ 5000 мм) Станок токарно-винторезный (Рязань) |
| 109 | Паспорт 1М95 (РМЦ 1000 мм) Комбинированный токарный станок (Алма-Ата) |
| 110 | Паспорт 1Н65 (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 111 | Паспорт 1Н65-0 (РМЦ 1000 мм) Токарно-винторезный станок (Рязань) |
| 112 | Паспорт 1Н65-5 (РМЦ 5000 мм) Токарно-винторезный станок (Рязань) |
| 113 | Паспорт 1Н65Г (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 114 | Паспорт 1Н65ГФ1 (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 115 | Паспорт 1Н65Ф1 (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 116 | Паспорт 1Н65Ф1-0 (РМЦ 1000 мм) Токарно-винторезный станок (Рязань) |
| 117 | Паспорт 1Н65Ф1-5 (РМЦ 5000 мм) Токарно-винторезный станок (Рязань) |
| 118 | Паспорт 1П611 (РМЦ 500 мм) Универсальный токарно-винторезный станок повышенной точности (Одесса) |
| 119 | Паспорт 1У61 (РМЦ 500 мм) Токарно-винторезный станок нормальной точности |
| 120 | Паспорт 1У61П (РМЦ 500 мм) Токарно-винторезный станок повышенной точности |
| 121 | Паспорт 250ИТВ (РМЦ 500 мм) Станок специальный токарный высокой точности (Ижевск) |
| 122 | Паспорт 250ИТВМ (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 123 | Паспорт 250ИТВМ. 02 (РМЦ 500 мм) Станок специальный токарный (Ижевск) 02 (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 124 | Паспорт 250ИТВМФ1 (РМЦ 400 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) |
| 125 | Паспорт 250ИТВФ1 (РМЦ 500 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) |
| 126 | Паспорт 250ИТМ.01 (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 127 | Паспорт 250ИТП (РМЦ 500 мм) Станок специальный токарный повышенной точности (Ижевск) |
| 128 | Паспорт 250ИТПМ (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 129 | Паспорт 250ИТПМ.01 (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 130 | Паспорт 95ТВ (РМЦ 500 мм) Токарно-винторезный станок |
| 131 | Паспорт 9М14 Трубонарезной станок (Тбилиси) |
| 132 | Паспорт C8C Универсальный токарный станок (Болгария) |
| 133 | Паспорт DLZ500 Токарно-винторезный станок (ФРГ) |
| 134 | Паспорт DLZ630 Токарно-винторезный станок (ФРГ) |
| 135 | Паспорт DLZ800 Токарно-винторезный станок (ФРГ) |
| 136 | Паспорт DZ500 Токарно-винторезный станок с ходовым валиком (ФРГ) |
| 137 | Паспорт DZ630 Токарно-винторезный станок с ходовым валиком (ФРГ) |
| 138 | Паспорт EE-500-01 Универсальный токарно-винторезный станок (Венгрия) |
| 139 | Паспорт EE-630-01 Универсальный токарно-винторезный станок (Венгрия) |
| 140 | Паспорт EE-800-01 Универсальный токарно-винторезный станок (Венгрия) |
| 141 | Паспорт EMU-200R (РМЦ 350 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 142 | Паспорт EMU-200RFP (РМЦ 350 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 143 | Паспорт EMU-250FP (РМЦ 600 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 144 | Паспорт EMU-250R (РМЦ 600 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 145 | Паспорт MN-80 (РМЦ 300 мм) Токарный станок для тонкой механики (Чехия, TOS) |
| 146 | Паспорт MN-80A (РМЦ 300 мм) Токарный станок для тонкой механики (Чехословакия, TOS) |
| 147 | Паспорт S1-250 Токарно-винторезный станок (Корея) |
| 148 | Паспорт SAMAT400L (РМЦ 750, 1000 мм) Станок токарно-винторезный повышенной точности (Самара) |
| 149 | Паспорт SAMAT400M (РМЦ 750, 1000 мм) Станок токарно-винторезный повышенной точности (Самара) |
| 150 | Паспорт SAMAT400S (РМЦ 750, 1000 мм) Станок токарно-винторезный повышенной точности (Самара) |
| 151 | Паспорт Schaublin (шаублин) 150 (РМЦ 630 мм) Высокопрецизионный токарный станок с холодным винтом |
| 152 | Паспорт SNA 360 (РМЦ 750, 1000, 1500, 2000 мм) Токарно-винторезный станок |
| 153 | Паспорт SNA 400 (РМЦ 750, 1000, 1500, 2000 мм) Токарно-винторезный станок |
| 154 | Паспорт SNB 360 (РМЦ 750, 1000, 1500, 2000 мм) Станок токарно-винторезный |
| 155 | Паспорт SNB 400 (РМЦ 750, 1000, 1500, 2000 мм) Станок токарно-винторезный |
| 156 | Паспорт SUI 40 (РМЦ 750, 1000, 1500, 2000 мм) Универсальный центровой токарный станок (TOS, Чехословакия) |
| 157 | Паспорт SUI 50 (РМЦ 750, 1000, 1500, 2000 мм) Универсальный центровой токарный станок (TOS, Чехословакия) |
| 158 | Паспорт SV-18-RA (РМЦ 500, 750, 1000, 1250 мм) Универсальный токарно-винторезный станок (TOS, Чехословакия) |
| 159 | Паспорт ГС526У (РМЦ 1000, 1500, 2000 мм) Станок токарно-винторезный повышенной точности (Гомель) |
| 160 | Паспорт ЕУ175 (РМЦ 750, 1000 мм) Токарно-винторезный станок (Венгрия) |
| 161 | Паспорт ЕУ215 (1500 мм) Токарно-винторезный станок (Венгрия) |
| 162 | Паспорт ИС1-1 (95ТС1) (РМЦ 500 мм) Специализированный токарно-винторезный станок |
| 163 | Паспорт ИТ-1ГМ Токарно-винторезный станок |
| 164 | Паспорт ИТ-1М Токарно-винторезный станок |
| 165 | Паспорт КТ116 (РМЦ 400 мм) Станок специальный патронный токарно-винторезный (Куйбышев) |
| 166 | Паспорт КТ64 Специальный токарный станок (Куйбышев) |
| 167 | Паспорт Кусон 3 (Kuson 3) (РМЦ 1000, 1500 мм) Токарно-винторезный станок (КНДР) |
| 168 | Паспорт Кусон 6 (Kusong 6 – KS-480) Токарно-винторезный станок (Корея) |
| 169 | Паспорт МК3002 (РМЦ 450 мм) Широкоуниверсальный настольно-токарный станок (Москва) |
| 170 | Паспорт МК3004М Настольный токарно-фрезерный универсальный станок (Москва) |
| 171 | Паспорт МК3004М. 10 Настольный токарно-фрезерный универсальный станок (Москва) 10 Настольный токарно-фрезерный универсальный станок (Москва) |
| 172 | Паспорт МК3004М.11 Настольный токарно-фрезерный универсальный станок (Москва) |
| 173 | Паспорт МК3004М.12 Настольный токарно-фрезерный универсальный станок (Москва) |
| 174 | Паспорт МК3004М.13 Настольный токарно-фрезерный универсальный станок (Москва) |
| 175 | Паспорт МК6046 (РМЦ 1000 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 176 | Паспорт МК6056 (РМЦ 1000 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 177 | Паспорт МК6057 (РМЦ 2000 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 178 | Паспорт МК6058 (РМЦ 1500 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 179 | Паспорт МК6171 Специальный токарный станок для нарезания резьб трапецеидального профиля (Москва) |
| 180 | Паспорт МК6172 Специальный токарный станок для нарезания резьб трапецеидального профиля (Москва) |
| 181 | Паспорт МК653 (РМЦ 1000, 1400 мм) Специальный токарно-винторезный станок повышенной точности (Москва) |
| 182 | Паспорт МК6733 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 183 | Паспорт МК6734 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 184 | Паспорт МК6735 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 185 | Паспорт МК6736 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 186 | Паспорт РТ2114Ф1 Специальный токарно-винторезный станок (Рязань) |
| 187 | Паспорт РТ705Ф312 (РМЦ 1400 мм) Токарный станок с ЧПУ (Рязань) |
| 188 | Паспорт РТ705Ф315 (РМЦ 1400 мм) Токарный станок с ЧПУ (Рязань) |
| 189 | Паспорт РТ706Ф312 (РМЦ 710 мм) Токарный станок с ЧПУ (Рязань) |
| 190 | Паспорт РТ706Ф315 (РМЦ 710 мм) Токарный станок с ЧПУ (Рязань) |
| 191 | Паспорт РТ755Ф311 (РМЦ 3000 мм) Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Рязань) |
| 192 | Паспорт РТ755Ф316 (РМЦ 3000 мм) Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Рязань) |
| 193 | Паспорт РТ755Ф331 (РМЦ 3000 мм) Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Рязань) |
| 194 | Паспорт РТ91101Ф1 Токарно-винторезный специальный станок (Рязань) |
| 195 | Паспорт РТ911Ф1 Токарно-винторезный специальный станок (Рязань) |
| 196 | Паспорт С-95 (РМЦ 125 мм) Станок настольно-токарный |
| 197 | Паспорт С13МВ (S13MV) (РМЦ 1. 500, 2.000, 3.000, 5.000 мм) Универсальный токарный станок (Болгария) 500, 2.000, 3.000, 5.000 мм) Универсальный токарный станок (Болгария) |
| 198 | Паспорт С13МД (S13MD) (РМЦ 1.500, 2.000, 3.000, 5.000 мм) Универсальный токарный станок (Болгария) |
| 199 | Паспорт С1Е61ВМ (РМЦ 710 мм) Станок токарно-винторезный |
| 200 | Паспорт С1Е61ПМ (РМЦ 710 мм) Станок токарно-винторезный |
| 201 | Паспорт СП402 (SP402) Токарно-винторезный станок (Болгария) |
| 202 | Паспорт СУ400M (SU400M) Токарный станок с горизонтальными направляющими (Болгария) |
| 203 | Паспорт СУ401 (SU401) Токарно-винторезный станок (Болгария) |
| 204 | Паспорт СУ402 (SU402) Токарно-винторезный станок (Болгария) |
| 205 | Паспорт СУ500M (SU500M) Токарный станок с горизонтальными направляющими (Болгария) |
| 206 | Паспорт СУ502 (SU502) Токарно-винторезный станок (Болгария) |
| 207 | Паспорт СУ580M (SU580M) Токарный станок с горизонтальными направляющими (Болгария) |
| 208 | Паспорт СУ582 (SU582) Токарно-винторезный станок (Болгария) |
| 209 | Паспорт Т135В Токарно-винторезный специализированный станок |
| 210 | Паспорт ТВ-4 (РМЦ 350 мм) Токарно-винторезный станок |
| 211 | Паспорт ТВ-6 (РМЦ 350 мм) Токарно-винторезный станок |
| 212 | Паспорт ТВ-7 Токарно-винторезный станок |
| 213 | Паспорт ТВ125П (РМЦ 600 мм) Специализированный токарно-винторезный станок повышенной точности |
| 214 | Паспорт ТВ320 (РМЦ 500 мм) Токарно-винторезный станок нормальной точности |
| 215 | Паспорт ТВ320П (РМЦ 500 мм) Токарно-винторезный станок повышенной точности |
| 216 | Паспорт ТМС 0190 (0156) Настольно-токарный станок (Ульяновск) |
| 217 | Паспорт ТН-1 (РМЦ 350 мм) Настольно-токарный станок |
| 218 | Паспорт ТП-120 Токарный прецизионный станок повышенной точности (Владимир) |
| 219 | Паспорт ТПК-125ВН2 Станок токарный патронный высокой точности с ЧПУ (Савелово) |
| 220 | Паспорт ТР3 (РМЦ 1100 мм) Специальный токарно-резьбонарезной станок |
| 221 | Паспорт ТР3А (РМЦ 1100 мм) Специальный токарно-резьбонарезной станок |
| 222 | Паспорт ТР3БМ (РМЦ 1600 мм) Токарный-резьбонарезной специальный станок |
| 223 | Паспорт ТС-135М (РМЦ 500 мм) Токарно-винторезный специальный станок |
| 224 | Паспорт ТС20 (РМЦ 900 мм) Станок токарный со специализированной системой программного управления (Челябинск) |
| 225 | Паспорт ТС25 (на базе станка 1К62) (РМЦ 710, 1000, 1400 мм) Станок токарно-винторезный с устройством цифровой индикации (УЦИ) (Челябинск) |
| 226 | Паспорт ТС60 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный с устройством цифровой индикации (УЦИ) (Челябинск) |
| 227 | Паспорт ТС70 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный гидрокопировальным устройством (Челябинск) |
| 228 | Паспорт ТС75 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный оснащённый (Челябинск) |
| 229 | Паспорт ТС75-01 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный оснащённый (Челябинск) |
| 230 | Паспорт ТС75-02 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный оснащённый (Челябинск) |
| 231 | Паспорт ТШ-3 (Универсал-3) Настольно-токарный станок (Владимир) |
| 232 | Паспорт У115А (РМЦ 1000 мм) Станок специальный токарно-операционный |
| 233 | Паспорт У198 (РМЦ 1000 мм) Станок токарный с адаптивной системой управления подачей |
| 234 | Паспорт УС300 (YS300) (РМЦ 600 мм) Универсальный токарно-винторезный станок |
| 235 | Паспорт УТ16В (РМЦ 710 мм) Станок специальный токарно-винторезный высокой точности |
| 236 | Паспорт УТ16ВМ (РМЦ 750 мм) Станок специализированный токарно-винторезный высокой точности |
| 237 | Паспорт УТ16ВМТ (РМЦ 750 мм) Станок специализированный токарно-винторезный высокой точности |
| 238 | Паспорт УТ16П (РМЦ 710 мм) Станок специальный токарно-винторезный повышенной точности |
| 239 | Паспорт УТ16ПМ (РМЦ 750 мм) Станок специализированный токарно-винторезный повышенной точности |
| 240 | Паспорт УТ16ПМТ (РМЦ 750 мм) Станок специализированный токарно-винторезный повышенной точности |
| 241 | Паспорт ФТ-11 (РМЦ 1000, 1500, 2000 мм) Станок токарно-винторезный повышенной точности |
электрическая схема станка дип 500
электрическая схема станка дип 500
Техническая документация, паспорта, инструкции, чертежи металлорежущего оборудования | Схемы электрические, кинематические, гидравлические. Руководство по эксплуатации (паспорт) на токарные станки по металлу 16К20, 16К20П, 16К20Г, общие сведения, характеристики, органы управления, электросхема, электрооборудование, пневмооборудование, основные узлы и их регулирование, возможные неисправности, ремонт, кол-во стр. – 70. Скачать (2775 Кб). 68. 16К25. ДИП-500. 113. ИТ-1М.
Руководство по эксплуатации (паспорт) на токарные станки по металлу 16К20, 16К20П, 16К20Г, общие сведения, характеристики, органы управления, электросхема, электрооборудование, пневмооборудование, основные узлы и их регулирование, возможные неисправности, ремонт, кол-во стр. – 70. Скачать (2775 Кб). 68. 16К25. ДИП-500. 113. ИТ-1М.
Все объявления о продаже токарного станка ДИП-500 в России. Сравните цены и купите недорого токарный станок ДИП-500 среди 70482 выгодных предложений поставщиков. Хотите купить токарный станок ДИП-500 в России? Вы можете очень быстро сравнить цены токарного станка ДИП-500 и подобрать оптимальные варианты из более чем 70482 предложений. 1. 2.
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. 5.1 Схема электрическая. 6 Видео. 7 Как приобрести «Догнать и перегнать»? 7.1 Отзывы. Описание. Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ
5.1 Схема электрическая. 6 Видео. 7 Как приобрести «Догнать и перегнать»? 7.1 Отзывы. Описание. Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ
Схема электрическая. В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука. Видео. Станок ДИП-500 является промышленным токарным оборудованием, ориентированным на эксплуатацию в условиях мелко и среднесерийного производства. Установка имеет следующие функциональные возможности: растачивание
Самые надежные тяжелые токарно-винторезные станки 1М65 (1Н65) серии ДИП 500. Что нужно делать при заводском Обзор электрической схемы токарного станка Дип 500. Hace 2 años. Обзор электрической схемы токарного станка Дип 500. Токарный станок 1М63 (Дип-300). Hace 3 años. Обзор электрической схемы токарного станка 1М63 (Дип-300). Замена подшипников шпинделя на станке Дип 500/ 1м65. Hace 11 meses. Делюсь опытом.
Hace 3 años. Обзор электрической схемы токарного станка 1М63 (Дип-300). Замена подшипников шпинделя на станке Дип 500/ 1м65. Hace 11 meses. Делюсь опытом.
Cлушайте онлайн и cкачивайте песню Обзор Электрической Схемы Токарного Станка Дип 500 размером 14.02 MB и длительностью 10 мин и 39 сек в формате mp3. Скачать mp3. Скачать видео. Слушают. Больше Чем Золото Волейбол Лондон 2012. Попу Надо Мыть Music Vidio In Avakin Life. Исмоилчон Исмоилов 2018 Нав.
На этой странице вы сможете скачать песню ОБЗОР ЭЛЕКТРИЧЕСКОЙ СХЕМЫ ТОКАРНОГО СТАНКА ДИП 500 размером 14.02 MB и длительностью 10 мин и 39 сек в формате mp3. Скачать mp3. Скачать видео. Похожие песни. Электрика Токарного Станка 1Е95. Яков Макаров. Как Подключить Магнитный Пускатель Схема Подключения.
Правильный ремонт станка ДИП 500 1М65 РМЦ5000. Вторая жизнь станка. Как делать капитальный ремонт. Самые надежные тяжелые токарно-винторезные станки 1М65 (1Н65) серии ДИП 500. Что нужно делать при заводск Ремонт токарного станка Электрошкаф ДИП300 1М63. Ремонт токарного станка. Восстановление работоспособности всех электрических элементов. Востанов Обзор электрической схемы консольно-фрезерного станка 6Р82. Обзор электрической схемы консольно-фрезерного станка 6Р82. Станок токарный 1М665. “Батя” в работе.
Ремонт токарного станка. Восстановление работоспособности всех электрических элементов. Востанов Обзор электрической схемы консольно-фрезерного станка 6Р82. Обзор электрической схемы консольно-фрезерного станка 6Р82. Станок токарный 1М665. “Батя” в работе.
1М65 – в простонародье ДИП-500 (Догнать И Перегнать). В патрон можно установить заготовку 1000 мм в диаметре Полные характеристики в копии паспорта (вложение) Гордость СССР токарный станок 1М65 – в простонародье ДИП-500 (Догнать И Перегнать). В патрон можно установить заготовку 1000 мм в диаметре. Полные характеристики в копии паспорта (вложение).
Слушай и скачивай бесплатно mp3 Обзор Электрической Схемы Токарного Станка Дип 500 в высоком качестве.Размер: 14.02 MB, Длительность: 10 мин и 39 сек. Cкачивайте музыку на любой вкус! Здесь Вы можете скачать Обзор Электрической Схемы Токарного Станка Дип 500. Слушайте онлайн в хорошем качестве, скачивайте mp3 в высоком качестве без регистрации. Слушают. Обзор Электрической Схемы Токарного Станка Дип 500.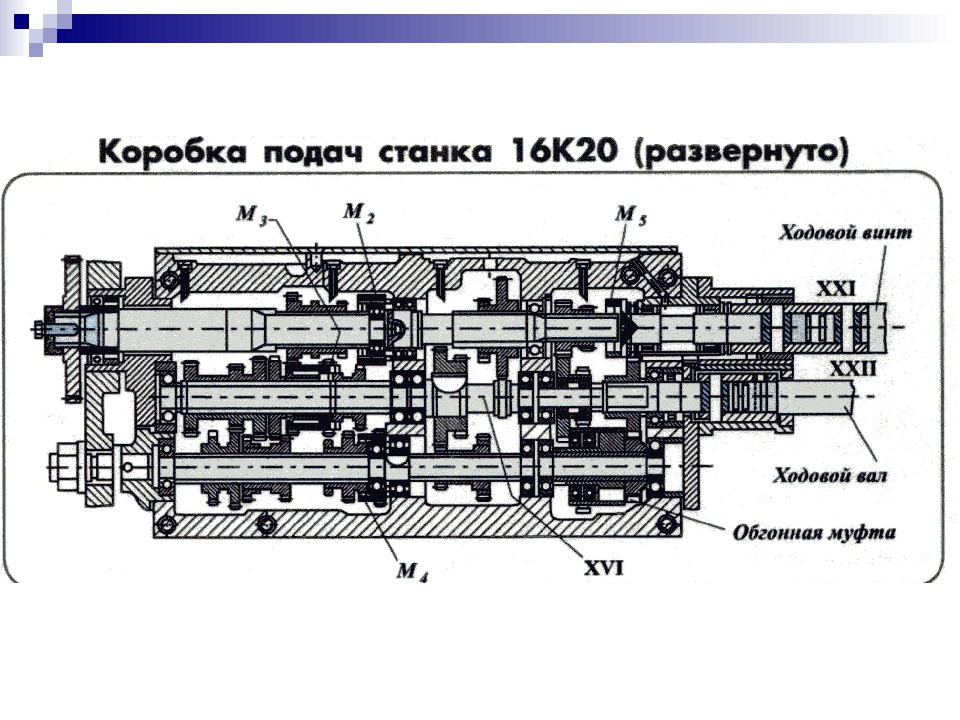
Универсальный токарно винторезный станок ДИП 500 – первый станок времён СССР с коробкой скоростей и возможностью обработки над станиной диаметра до 1000 мм. Станок ДИП 500 как и другие станки этой серии (ДИП 200, ДИП 300, ДИП 400), спроектирован и выпускался на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы. Технические характеристики. Технические характеристики.
Обзор станка ДИП-500: описание, характеристики, схемы, фото. Станок ДИП-500 токарного типа предназначен для обработки средних и больших заготовок. Продолжительное время производился Рязанским станкостроительным заводом. На смену этой модели пришли усовершенствованные конструкции – 1Н65. Конструктивные особенности станка. От своих аналогов станок ДИП-500 для токарной обработки отличается возможностью обрабатывать большие заготовки. Конструкция оборудования позволяет осуществлять как внутреннее, так и наружное точение. Прежде всего следует ознакомиться с конструктивными элементами оборудования.
Универсальный токарно-винторезный станок ДИП-500. Капитальный ремонт и модернизация. Украина 2013. Универсальный токарно-винторезный станок ДИП500 предназначен для обработки черных и цветных металлов большой скоростью резания резцами из быстрорежущей стали и твердых сплавов. На станке могут выполняться самые разнообразные токарные работы, включая точение конусов, а также нарезания метрической, модульной и дюймовой резьб. – ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке. Технические характеристики токарно-винторезного станка ДИП 500.
Технические характеристики, фото токарно-винторезного станка ДИП-500, основные положения паспорта, а также видео его применения. 1 Самое важное о станке – ключевые моменты. ДИП-500 пришел на смену устаревшему агрегату 165-ой серии. По принципам классификации ЭНИМС его маркировка выглядит следующим образом – 1М65. наличие индивидуального электрического двигателя дает возможность суппорту перемещаться поперечно и продольно в режиме быстрых перемещений; выбор скорости суппорта и количества оборотов шпиндельного механизма производится посредством рукояток, которые переключают колеса (зубчатые) коробок подач и скоростей. Станочное оборудование.
Станочное оборудование.
Токарно-винторезный станок ДИП 500 – устаревшая модель станков 1М65 и 1Н65 – одного из самых распространённых на территории бывшего СССР станка, позволяющего производить токарную обработку деталей средних и больших размеров. Станок экспортировался во многие страны мира. Токарно-винторезный станок ДИП 500 зарекомендовал себя как надёжный и неприхотливый, не требующий повышенного внимания. История. Токарно-винторезный станок ДИП 500 впервые был изготовлен достаточно давно в конце 30-х годов прошлого века. Это был следующий типоразмер станка после ДИП 400. Эта модель стала продолжением ряда токар
Евгений Комко 2 months ago Вы упоминали схему ДИП 300 (он же вродеб 1М63) там же нету реверса? Или есть? Маленький Планшет Черный 2 months ago Только механический – рукоятка, шестерни. strelok577 2 years ago На некоторых схемах( к другим станкам) видел, что параллельно муфтам стоят конденсаторы. А что лучше резисторы или конденсаторы? practice 2 years ago Я не могу вам советовать что лучше а что хуже. Все двигатели этого станка асинхронные. zfsivanovich ivanovich 10 months ago Нет ли у вас схемы на станок дип 400,очень был бы благодарен !!! Видео ваши очень полезны,особенно молодым электрикам !!! Мне 61 и с интересом просмотрел видео . practice 10 months ago Схемы на Дип-400 у меня нет.
Все двигатели этого станка асинхронные. zfsivanovich ivanovich 10 months ago Нет ли у вас схемы на станок дип 400,очень был бы благодарен !!! Видео ваши очень полезны,особенно молодым электрикам !!! Мне 61 и с интересом просмотрел видео . practice 10 months ago Схемы на Дип-400 у меня нет.
Бесплатно скачать Mp3 Обзор Электрической Схемы Токарного Станка Дип 500. Размер: 14.02 MB, Длительность: 10 мин и 39 сек, Битрейт: 192 Kbps. Здесь Вы можете прослушать, посмотреть клип и скачать бесплатно Обзор Электрической Схемы Токарного Станка Дип 500 которую загрузил Practice размером ~14.02 MB и длительностью 10 мин и 39 сек в формате mp3. Похожие песни. Токарный Станок 1М63 Дип 300.
Похожие видео. Обзор электрической схемы консольно-фрезерного станка 6Р82. Урок 1 планшайба переходник на лт10 165(ДИП 500) Как работать с проектом электроосвещения шкаф управления для станка плазменной резки 1-1 Устройство универсального токарно-винторезного станка Мостовой кран.Панель управления хода тележки. часть 4. САМЫЙ ДОСТУПНЫЙ ТОКАРНЫЙ СТАНОК Реверсивная схема подключения магнитного пускателя Токарный станок 1М63 (Дип-300) Однолинейные схемы Как подключить магнитный пускатель. Схема подключения. Обзор электрической схемы токарного станка 1к62 Обучающий фильм “Электрические мостовые краны”/ Overhead Crane. Загрузить ещё похожие видео.
часть 4. САМЫЙ ДОСТУПНЫЙ ТОКАРНЫЙ СТАНОК Реверсивная схема подключения магнитного пускателя Токарный станок 1М63 (Дип-300) Однолинейные схемы Как подключить магнитный пускатель. Схема подключения. Обзор электрической схемы токарного станка 1к62 Обучающий фильм “Электрические мостовые краны”/ Overhead Crane. Загрузить ещё похожие видео.
Обгонная муфта фартука 1м65, дип 500, 165. Таблички 1м65, 165, ДИП 500 (комплект). Отображение 1–12 из 21. Исходная сортировка По популярности Сортировка по более позднему Цены: по возрастанию Цены: по убыванию. Патрон токарного станка (4). Поиск деталей по маркировке. Найти
Слушай и скачивай бесплатно mp3 Обзор Электрической Схемы Токарного Станка Дип 500 в высоком качестве.Размер: 14.02 MB, Длительность: 10 мин и 39 сек. Cкачивайте музыку на любой вкус! Здесь Вы можете скачать Обзор Электрической Схемы Токарного Станка Дип 500. Слушайте онлайн в хорошем качестве, скачивайте mp3 в высоком качестве без регистрации. Слушают. Обзор Электрической Схемы Токарного Станка Дип 500.
Завтра запуск электронного паспорта
Премьер-министр получит первый
ОТЧЕТ ИП | Опубликовано: 21 января 2020 г. 10:52:38 | Обновлено: 21 января 2020 г. 15:07:14
Правительство, наконец, собирается запустить электронные паспорта завтра (в среду) путем выдачи первого паспорта премьер-министру Шейх Хасине.
Ранее Департамент иммиграции и паспортов (DIP) пропустил два срока в прошлом году.
Паспортные и иммиграционные службы начнут принимать заявления от населения в тот же день.
«В первую очередь люди могут подать заявление на получение электронных паспортов в паспортных столах Дакки, Уттара и Керанигандж», – сказал генеральный директор DIP генерал-майор Шакил Ахмед.
Каждый из этих офисов на начальном этапе может выдавать 500 электронных паспортов в день, и постепенно их пропускная способность будет увеличиваться.
Всего на первом этапе будет предоставлено 30 миллионов электронных паспортов. Уже два миллиона книжек для электронных паспортов было импортировано из немецкой компании.Остальные 28 миллионов паспортных книжек будут изготовлены в Бангладеш.
По официальным данным, в стране 27,2 миллиона владельцев паспортов.
По данным ГД, установка электронных ворот (e-gate) уже начата.
DIP уже установил девять электронных ворот в международных аэропортах Дакки и Силхета.
Генеральный директор заявил: «Мы установим 50 электронных ворот в пяти иммиграционных портах, включая три международных аэропорта – Дакка, Читтагонг и Силхет.«
Сухопутные порты, которые будут иметь электронные ворота: Бенаполе и Банглабандха.
Мы стараемся сделать так, чтобы владелец электронного паспорта мог одновременно пользоваться электронным входом.
Владелец электронного паспорта может пройти через обычные ворота, если электронные ворота недоступны в иммиграционном порту.
подразделяется на Обычную, Экспресс и Супер Экспресс.
Электронный паспорт категории nrmal будет доставлен в течение 21 дня с момента подачи заявки, паспорт категории экспресс-доставки будет доставлен в течение 10 дней, а паспорт super Eexpress будет доставлен в течение двух дней.
Стоимость электронных паспортов фиксирована в зависимости от количества страниц, срока владения и срока доставки.
Для 48-страничного паспорта со сроком владения пять лет, пошлина составляет 4025 Tk за обычную доставку, 6395 Tk за экспресс-доставку и 8625 Tk за супер экспресс-доставку.
Для 48-страничного паспорта со сроком владения 10 лет сбор составляет 5750 Tk за обычную доставку, 8050 Tk за экспресс-доставку и 10350 Tk за супер экспресс-доставку.
Для 64-страничного электронного паспорта со сроком владения пять лет, сборы составляют 6325 Tk, 8625 Tk и 12075 Tk соответственно за обычную, экспресс и супер экспресс-доставку.
За паспорт владения недвижимостью на 10 лет, состоящий из 64 страниц, сборы составляют 8050 така, 10350 така и 13800 така.
Для нерезидентов Бангладеш (НРБ), проживающих за границей, сборы более чем в два раза выше, но для рабочих Бангладеш сборы намного ниже. Например, рабочий из Бангладеш за границей может иметь 48-страничный электронный паспорт с пятилетним сроком пребывания за плату в размере 34,5 долларов США, тогда как для нерезидента Бангладеш сбор за тот же паспорт будет составлять 115 долларов США.
Электронный паспорт имеет 42 защитных элемента, 15 из которых могут быть обнаружены без специального устройства.
По словам официальных лиц, из-за этих элементов безопасности невозможно будет изготовить поддельный паспорт.
Власти разослали образцы электронного паспорта Бангладеш всем международным иммиграционным портовым властям, чтобы они могли распознать его через свою систему.
«Мы также разослали буклет, содержащий все характеристики нашего электронного паспорта, всем заинтересованным лицам во всем мире», – сказал Генеральный директор, добавив, что электронный паспорт стал важным шагом в борьбе с международным терроризмом.
Те, чьи паспорта MRP скоро истекают, будут иметь приоритет при выдаче электронных паспортов, чем те, чьи паспорта MRP остаются действительными, отметили официальные лица DIP.
[адрес электронной почты]
Китай отменяет безвизовый режим для владельцев паспортов дипломатов США, посещающих Гонконг, Макао
Пресс-секретарь Китая Хуа Чуньин провела пресс-конференцию в Пекине
ПЕКИН (Рейтер) – Китай заявил в четверг, что отменит безвизовый режим для США.Обладатели дипломатических паспортов посещают Гонконг и Макао после того, как Соединенные Штаты ввели финансовые санкции и запретили поездки более чем для десятка китайских чиновников.
Пекин также введет ответные санкции против некоторых официальных лиц США, членов Конгресса, сотрудников неправительственных организаций и членов их семей за их «мерзкое» поведение в Гонконге, заявила на пресс-конференции пресс-секретарь министерства иностранных дел Хуа Чунин.
Китай призывает Соединенные Штаты не идти дальше по этому «опасному и ошибочному пути», добавил Хуа.
Она отказалась назвать имена тех, кто попал под санкции, или сказать, когда начнутся санкции.
США в понедельник ввели финансовые санкции и запрет на поездки 14 китайских чиновников из-за их роли в принятии закона о национальной безопасности для Гонконга и из-за дисквалификации Пекином в прошлом месяце избранных оппозиционных законодателей в Гонконге.
Действия США были широко расценены как часть усилий уходящего президента Дональда Трампа, направленных на то, чтобы закрепить свое жесткое отношение к Китаю и заставить избранного президента Джо Байдена занять столь же жесткую позицию в отношении Пекина во время двухпартийных антикитайских настроений. настроения в Конгрессе.Байден вступает в должность 20 января.
В августе администрация Трампа ввела санкции в отношении исполнительного директора Гонконга Кэрри Лам и других высокопоставленных чиновников за их роль в ограничении свобод во время подавления демократического движения в этой территории.
(Отчетность Ю Лун Тиан; Написание Габриэля Кроссли; Редактирование Жаклин Вонг и Гарета Джонса)
7 тропических каникул до 500 долларов, включая авиабилеты и гостиницу
В наши дни практически невозможно найти отпуск в тропическом регионе, который включает в себя авиабилеты и проживание менее чем за 500 долларов на человека.Почти. Однако те, кто знает, где и как искать, могут легко оказаться на солнечном пляже или потягивать май-таис в баре курорта «все включено», не отдав пять Бенджамина Франклина за все времяпрепровождение. Нужны советы, как добраться? Ниже приведены семь тропических отпусков по системе «все включено» (или почти «все включено») с авиабилетом менее 500 долларов на человека.
Примечание редактора: Авиабилеты, цены на отели и цены на путевки в этой статье – это только образцы цен и могут варьироваться в зависимости от конкретных дат вашей поездки.
Доминиканская Республика Валентин Валков / ShutterstockПляжи Доминиканской Республики так же красивы и безопасны, как и все на Карибах, а перелеты туда и обратно из Нью-Йорка или Майами могут стоить всего 250 долларов.
Коллекция Ascend отChoice Hotels включает два курорта с системой «все включено» в Доминиканской Республике с невероятно низкими ночными тарифами: Путешествуйте в межсезонье – весной и осенью – и вы можете остановиться в Emotions by Hodelpa Juan Dolio всего за 53 доллара за человека. с человека за ночь, или в Emotions by Hodelpa Puerto Plata от 66 долларов с человека за ночь.
Оба отеля расположены на берегу моря с множеством ресторанов с неограниченным выбором блюд, а также открытыми бассейнами, холодильниками и микроволновыми печами в номерах, собственным фитнес-центром и расположением недалеко от аэропорта и основных достопримечательностей. достопримечательности. Участники программы Choice Privileges Rewards Programme также зарабатывают баллы, останавливаясь на любом из курортов.
достопримечательности. Участники программы Choice Privileges Rewards Programme также зарабатывают баллы, останавливаясь на любом из курортов.
Выберите подходящие даты, забронируйте несколько ночей, посчитайте, и вы получите отпуск на Карибах, который включает в себя авиабилеты, гостиницу, еду и напитки (да, даже алкогольные) менее чем за 500 долларов.
Каймановы острова Эрик Лаудоньен / ShutterstockЕсли вы не хотите ограничиваться традиционным тропическим курортом “все включено”, вы можете легко оказаться в одном из самых уникальных и запоминающихся отелей Карибского бассейна. Airbnb позволяет местным жителям и эмигрантам на Каймановых островах принимать путешественников, которые готовы платить символическую плату за привилегию остаться на ночь и пользоваться некоторыми льготами.
Вилла Coco Kai Beach Front с шестью спальнями, например, действительно находится на пляже, прямо на белом берегу Карибского моря, и стоит всего 44 доллара на человека в сутки, в зависимости от размера вашей группы. В отеле есть собственный бассейн, и гости могут использовать каяки, велосипеды, детские кроватки, а также стиральную и сушильную машины.
В отеле есть собственный бассейн, и гости могут использовать каяки, велосипеды, детские кроватки, а также стиральную и сушильную машины.
Другой Airbnb на Каймановых островах под названием Beachfront Luxury at Rum Point – это именно то, что вам нужно – прекрасный таунхаус на пляже, где вам предлагается воспользоваться бассейном, каяками, снаряжением для подводного плавания, велосипедами и игрушками, а также где ставка остается около 60 долларов с человека за ночь. Добавьте к этому стоимость авиабилета на остров в размере 200 долларов из Майами, и вы получите четырехдневный отдых в тропиках с полетами менее чем за 500 долларов на человека.
Ямайка Шерри Талбот / Shutterstock Авиабилеты в оба конца из Флориды в Монтего-Бей могут стоить всего 200 долларов, а стоимость номеров в прибрежном отеле Royal Decameron, работающем по системе «все включено» на оживленной полосе Монтего-Бей, может составлять всего 115 долларов за ночь для путешественников, желающих путешествовать. в межсезонье, с середины апреля до середины декабря.
в межсезонье, с середины апреля до середины декабря.
Отель Royal Decameron находится в нескольких минутах ходьбы от лучших горячих точек, магазинов и ресторанов города, хотя обо всех блюдах уже позаботятся на месте.Чтобы придерживаться своего бюджета, вы также можете придерживаться бесплатных достопримечательностей на Ямайке, включая скалы Негрил и сады Каслтон, и использовать местные автобусы и такси вместо аренды автомобиля.
Оаху, Гавайи Джефф Уайт / Shutterstock Еще несколько недель назад вы не могли и мечтать о поездке на Оаху и обратно, плюс оплата проживания в отеле менее чем за 500 долларов. Но Southwest Airlines, возможно, изменила правила игры. Хотя первоначальный тариф авиакомпании на Гавайи – 49 долларов в каждую сторону из Калифорнии – был распродан всего за несколько часов, нет ничего, что указывало бы на то, что компания больше не будет предлагать такие быстрые распродажи и такие ограниченные по времени авиабилеты. Юго-запад – это Юго-запад, вероятно, что подобные распродажи будут время от времени появляться, и когда они появятся, уловка будет заключаться в том, чтобы как можно быстрее нажать на курок бронирования. (Сайты, предлагающие авиабилеты, такие как Airfarewatchdog, дочерний сайт SmarterTravel, сообщат вам о снижении тарифов.)
Юго-запад – это Юго-запад, вероятно, что подобные распродажи будут время от времени появляться, и когда они появятся, уловка будет заключаться в том, чтобы как можно быстрее нажать на курок бронирования. (Сайты, предлагающие авиабилеты, такие как Airfarewatchdog, дочерний сайт SmarterTravel, сообщат вам о снижении тарифов.)
Если вам посчастливилось добраться до Гонолулу по одному из этих низких тарифов «Хочу уехать», или если вы являетесь счастливым обладателем Southwest Companion Pass, который на самом деле довольно легко получить, если вы будете следить за сопутствующие предложения по кредитным картам – на Оаху есть выгодные недорогие квартиры, которые могут помочь вам сохранить общую сумму вашего тропического отпуска ниже 500 долларов, включая Coconut Waikiki Hotel, где цены начинаются от чуть более 100 долларов за ночь.Другой вариант – Shoreline Hotel Waikiki, где цены начинаются от 150 долларов за ночь.
Когда вы приедете, Гонолулу не обязательно должен быть дорогим, поскольку в городе много дешевой уличной еды и доступных ресторанов (Moose McGillycuddy’s – любимый ресторан недорогих завтраков), а автобусные перевозки проще и дешевле, чем аренда авто. Кроме того, многие из самых интересных достопримечательностей Оаху бесплатны, в том числе походы на Даймонд-Хед, дань уважения к USS Arizona в Перл-Харборе, и солнечные ванны на пляже Вайкики.
Кроме того, многие из самых интересных достопримечательностей Оаху бесплатны, в том числе походы на Даймонд-Хед, дань уважения к USS Arizona в Перл-Харборе, и солнечные ванны на пляже Вайкики.
Это всегда хорошее время для круиза на Багамы. А если вы отправляетесь из Флориды, вы можете без особых усилий найти четырехдневный круиз примерно по стоимости одной ночи в отеле в любом крупном американском городе.
Быстрый поиск Expedia обнаружит множество трех- и четырехдневных рейсов из Флориды по цене от 300 долларов на человека, в то время как Cruises.com предлагает аналогичный список. Цены на круизы обычно включают всю еду, которую вы можете съесть, развлекательные программы и заходы в такие порты, как Нассау, Фрипорт и, часто, на частные острова, принадлежащие этой круизной линии.
Канкун, Мексика photopixel / ShutterstockПоиск доступных путешествий по тропическим местам на веб-странице Groupon, посвященной отпуску с воздухом, может дать замечательные результаты. Несмотря на то, что предложения Groupon часто меняются, в Канкуне часто можно увидеть туристические пакеты, которые включают проживание и авиабилеты из различных городов США.
Когда-то недавнее предложение включало перелеты и проживание по системе «все включено» в веселом курорте и аквапарке All Ritmo Cancun – на общую сумму менее 500 долларов на человека.В эту цену входили не только авиабилеты и проживание, но и еда и напитки, ночные развлечения, детские мероприятия под присмотром, все гостиничные налоги и чаевые, Wi-Fi и неограниченный доступ в аквапарк на территории курорта.
Если вы предпочитаете бронировать элементы своего путешествия по мексиканским Карибам отдельно, несложно найти авиабилеты в Канкун из Майами и туда и обратно всего за 216 долларов (особенно если вы собираетесь отправиться в путешествие поздно осенью). может сочетаться с доступным курортным пребыванием по системе «все включено» в таком месте, как Seadust Cancun Family Resort, где низкие ночные тарифы покрывают еду, напитки и мероприятия для всех возрастов.
Флорида Роб Хайнер / ShutterstockАмериканцам, которые хотят, чтобы их отпуск в тропиках не превышал 500 долларов, на самом деле не нужно покидать прилегающую часть своего континента, чтобы бездельничать на пляже в тени пальм. В списке отпускных пакетов Orbitz стоимостью менее 499 долларов обычно есть выгодные предложения по системе «все включено» в Орландо. Точно так же Travelocity имеет специальную страницу с предложениями авиабилетов и отелей до 400 долларов, которая включает в себя различные пакеты в Майами и Орландо, с проживанием в отелях, таких как Hilton Orlando и Westgate South Beach Oceanfront Resort.
Если вы предпочитаете бронировать авиабилеты и проживание по отдельности, ознакомьтесь с тарифами Expedia в оба конца до Орландо менее чем за 100 долларов. Добавьте к этому доступное жилье, например, семейный Grove Resort Orlando – около 160 долларов за ночь за четырехместный люкс – и вы получите незабываемое путешествие в тропики с детьми, которое не обойдется вам дорого.
Путешественники с ограниченным бюджетом могут также выбрать отпуск в Панама-Сити-Бич, чтобы насладиться вечным солнечным светом, южным шармом и 27 милями пляжей с белым песком.Средняя стоимость авиабилета туда и обратно из Атланты в международный аэропорт Северо-Западная Флорида-Бичес стоит 200 долларов на человека. А цены в кондоминиуме Origin в Сихейвене, через дорогу от пляжа, могут упасть до 99 долларов за ночь, в результате чего двухдневный отдых здесь стоит менее 500 долларов.
Советы по поиску отпуска по системе «все включено» с авиабилетом до 500 долларов США OFFSTOCK / ShutterstockГде бы вы ни решили забронировать недорогой тропический отпуск, одна из ключевых стратегий, позволяющих удержать его ниже 500 долларов, – это понимать, как выглядят средние цены в том месте, куда вы хотите поехать, и быть готовым купить в ту минуту, когда вы увидите тарифы, которые перечислены значительно ниже этого.
«Если вы искали хорошую еду и нашли ее, не сомневайтесь», – говорит Джефф Клее, генеральный директор CheapAir. «Когда вы уезжаете на несколько дней или часов, чтобы посоветоваться с друзьями, или просто продолжаете делать покупки, вы можете быть удивлены, обнаружив, что плата за проезд исчезла, пока вы обдумывали это».
Еще один совет от Klee для того, чтобы отпуск не превышал 500 долларов: «Гибкость – ваш друг. Если ваша поездка не связана с событием, привязанным к определенному набору дат, часто просто сдвиг даты поиска на несколько дней может дать значительную экономию.Помните, что полеты в середине недели – по вторникам и средам – обычно намного выгоднее, чем по выходным ».
Что надеть в отпуск по системе «все включено»Женский комбинезон / купальный костюм
Купальник / повседневная мужская одежда для круиза
Яркое женское платье-наряд
Мужская повседневная джинсовая одежда и костюм с короткими рукавами на пуговицах
Женский купальник с вишневым покрывалом
Мужской полосатый купальник для Карибского моря
Женская летняя прогулочная одежда
Мужская повседневная летняя одежда
Больше от SmarterTravel:Следуйте за Авитал Эндрюс в Twitter @avitalb или на Facebook .
Мы вручную отбираем все, что рекомендуем, и отбираем товары путем тестирования и обзора. Некоторые продукты отправляются нам бесплатно, без каких-либо стимулов для предоставления положительного отзыва. Мы предлагаем наше беспристрастное мнение и не принимаем компенсацию за обзор продуктов. Все товары есть в наличии, а цены актуальны на момент публикации. Если вы покупаете что-то по нашим ссылкам, мы можем получать комиссию.
Реакция рынка на COVID-19: акции завершили неделю снижением
Этот пост был обновлен 1 мая в 8:02 п.м. Восточное время .
Основные фондовые индексы снизились в пятницу после того, как крупные технологические компании сообщили о том, как они пострадали от пандемии COVID-19.
Промышленный индекс Dow Jones снизился более чем на 622 пункта, S&P 500 – более чем на 81 пункт, а сводный индекс Nasdaq – более чем на 284 пункта.
Apple не смогла предоставить финансовые рекомендации инвесторам впервые с 2003 года.«Поскольку COVID-19 начал влиять на Китай, предложение iPhone было временно затронуто, а также спрос на нашу продукцию в Китае. Это заставило нас отозвать прогноз по доходам в феврале », – пояснил генеральный директор Apple Тим Кук во время телефонной конференции в четверг.
Amazon также раскрыл, как пандемия влияет на компанию. В то время как выручка технологического гиганта выросла на 26% за первые три месяца года, генеральный директор Джефф Безос сказал, что компания потратит всю свою прибыль в размере 4 миллиардов долларов на расходы, связанные с COVID, в период с апреля по июнь.
«Если вы являетесь акционером Amazon, вы можете занять место, потому что мы не думаем о мелочах», – сказал Безос.
Хотя часть этой суммы пойдет на оплату средств индивидуальной защиты для складских работников Amazon, акции Amazon упали более чем на 7% после появления новости.
На этой неделе рынок колебался на фоне публикации отчетов о доходах, данных по безработице и показателей потребительского доверия, а также новостей из Федеральной резервной системы и событий, связанных с препаратом, который может лечить COVID-19.
Акции выросли в среду после того, как исследование экспериментального препарата от Gilead Sciences показало, что он сокращает время, необходимое пациентам для выздоровления, на 31%. Федеральная резервная система также объявила, что она планирует сохранить целевую процентную ставку в диапазоне от 0% до 0,25% – диапазон, установленный центральным банком в марте. «Мы можем делать то, что можем, и будем делать это в абсолютных пределах этих полномочий», – сказал председатель ФРС Джером Пауэлл.
По данным Всемирной организации здравоохранения, в настоящее время во всем мире зарегистрировано более 3,1 миллиона подтвержденных случаев COVID-19 и более 224 300 человек умерли.В Соединенных Штатах и их территориях число подтвержденных случаев превысило 1,1 миллиона, а число погибших увеличилось до более чем 64 800.
Вот как основные фондовые индексы реагируют на новости с начала года.
Что вакцины означают для восстановления экономики?
COVID-19 никуда не денется в ближайшее время, по словам свидетелей-экспертов, которые давали показания на недавнем слушании, проведенном Объединенным экономическим комитетом.Проще говоря, мы не можем искоренить вирус, потому что он заражает другие виды, а также будут люди, которые решат не получать вакцину или не вызывают иммунный ответ, по словам доктора Селин Гундер из Медицинской школы Нью-Йоркского университета. Больница Бельвю. «Это означает, что мы не можем полагаться только на вакцинацию», – сказал Гаундер. Она сказала, что четыре фазы восстановления после пандемии – это прекращение чрезвычайной ситуации, ослабление мер по смягчению последствий, получение коллективного иммунитета и долгосрочный контроль.
Могут ли предприятия отказать вам во въезде, если у вас нет паспорта вакцины?
По мере того, как все больше американцев проходят вакцинацию от COVID-19, а экономика снова начинает открываться, некоторые предприятия требуют доказательства вакцинации для входа в свои помещения.Концепция паспорта вакцины подняла этические вопросы относительно конфиденциальности данных и потенциальной дискриминации в отношении непривитых. Однако правоведы говорят, что предприятия имеют право отказать во въезде тем, кто не может предъявить доказательства.
Что мне нужно знать о налоговом сезоне в этом году?
Рад, что вы спросили! У нас есть отдельный раздел часто задаваемых вопросов. Несколько быстрых советов: крайний срок был продлен с 15 апреля до 17 мая для физических лиц. Кроме того, в 2020 году миллионы людей получили пособие по безработице – до 10 200 долларов США теперь будут освобождены от налогов для тех, у кого скорректированный валовой доход менее 150 000 долларов.И для тех, кто подавал документы до того, как был принят Американский план спасения, попросту говоря, вам не нужно подавать исправленную декларацию в данный момент. Найдите ответы на остальные свои вопросы здесь.
Рецепт: хрустящий картофель с пармезаном | ТРИНАДЦАТЬ
Хрустящий картофель с пармезаном, доставленный вам компанией Cook’s Country , которая выходит в эфир по субботам в 15:30. и по воскресеньям в 13:00. на нашей родственной станции WLIW21.
Чтобы этот рецепт работал, нам нужно было решить две вещи: как правильно приготовить картофель и как заставить сыр прилипнуть к картофелю.Обжарка посыпанных кукурузным крахмалом и приправленных ломтиков картофеля на смазанном маслом противне в очень горячей духовке с температурой 500 градусов почти до готовности создает кремообразную внутреннюю часть. Затем мы обильно посыпаем сыр поверх и между ломтиками и прижимаем сыр к ломтикам. Чтобы получился ровный слой хрустящего сыра, мы переворачиваем ломтики (в том же следе) и продолжаем выпекать, пока сыр не станет светло-золотисто-коричневого цвета. Это может показаться странным, но как только картофель и сыр остынут, картофель легко снимается с противня и покрывается хрустящей сырной «юбкой».”
На 6–8 порций
Попробуйте найти картофель длиной от 2½ до 3 дюймов. Обрызгайте противень аэрозольным (не накачиваемым) растительным маслом. Используйте здесь качественный сыр пармезан. Подавать со сметаной из чеснока (см. Ниже).
2 фунта среднего неочищенного золотого картофеля Юкон
4 чайных ложки кукурузного крахмала
Соль и перец
1 столовая ложка оливкового масла первого отжима
6 унций сыра Пармезан, нарезанного на кусочки размером 1 дюйм
2 чайные ложки измельченного свежего розмарина
1.Установите решетку духовки в нижнее среднее положение и нагрейте духовку до 500 градусов. Обильно сбрызните противень с бортиком растительным маслом. Нарежьте тонкий ломтик с двух противоположных длинных сторон каждого картофеля; отказаться от ломтиков. Нарежьте картофель продольно на ломтики толщиной ½ дюйма и переложите в большую миску.
2. Смешайте 2 чайные ложки кукурузного крахмала, 1 чайную ложку соли и 1 чайную ложку перца в небольшой миске. Посыпьте картофель смесью кукурузного крахмала и перемешивайте, пока картофель не будет полностью покрыт и кукурузный крахмал больше не будет виден.Добавьте масло и перемешайте до покрытия.
3. Выложите картофель в один слой на подготовленный лист и запекайте до золотистого цвета около 20 минут.
4. Тем временем обработайте пармезан, розмарин, ½ чайной ложки перца и оставшиеся 2 чайные ложки кукурузного крахмала в кухонном комбайне, пока сыр не станет мелко измельченным, около 1 минуты.
5. Вынуть картофель из духовки. Равномерно посыпьте смесью пармезана картофель и между ними (сыр должен покрывать поверхность противня), надавливая на картофель тыльной стороной ложки для прилипания.Используя две вилки, переверните ломтики в одно и то же место на листе.
6. Выпекайте, пока сыр между картофелем не станет светло-золотистым, 5–7 минут. Переложите лист на решетку и дайте картофелю остыть в течение 15 минут. Используя большую металлическую лопатку, переложите картофель сырной стороной вверх и сопутствующий сыр на блюдо и подайте.
Chive Сметана
На одну чашку.
Пикантная сметана хорошо смешивается со свежим чесноком, розмарином, солью и перцем, чесночным и луковым порошками и является идеальной начинкой для всех видов картофельных блюд, включая простой печеный картофель.
1 стакан сметаны
1/4 стакана измельченного свежего чеснока
1/2 чайной ложки измельченного свежего розмарина
1/2 чайной ложки соли
1/2 чайной ложки перца
1/2 чайной ложки чесночного порошка
1/4 чайной ложки лукового порошка
1. Смешайте все ингредиенты в миске. Накройте крышкой и поставьте в холодильник минимум на 30 минут, чтобы ароматы смешались.
Hogan выпускает бюджет в размере 49,35 миллиарда долларов с небольшим сокращением государственных расходов – Мэриленд имеет значение
The Maryland State House. Фото Даниэль Э. Гейнс.Через несколько часов после его официального представления законодатели в Генеральной Ассамблее заявили, что предлагаемый бюджет губернатора Лоуренса Дж. Хогана-младшего представляет собой многообещающую двухпартийную основу для восстановления штата Мэриленд и Мэрилендцев после пандемии COVID-19.
Это было необычное развертывание бюджета: законопроекты о бюджете представлялись на предварительных заседаниях, на которых присутствовала лишь горстка законодателей в качестве меры предосторожности во время пандемии, а представление государственного бюджета, предусмотренное конституцией, совпало с представлением бюджета США.С. Инаугурация президента. Законодательная реакция была сдержанной по сравнению с предыдущими годами.
План расходов в размере 49,35 млрд долларов на 2022 финансовый год представляет собой сокращение расходов на 2,2%, или 1,1 млрд долларов, по сравнению с бюджетом текущего года. Расходы частично снижаются из-за того, что временное федеральное финансирование Закона об оказании помощи в связи с коронавирусом и экономической безопасности (CARES) исчерпано.
По словам законодательных аналитиков, бюджетное предложение не включает в себя 1,4 миллиарда долларов, которые штат ожидает получить в результате принятого в декабре федерального закона о борьбе с COVID, который включает финансирование образования, транспорта, расходов, связанных с пандемией, и других сфер. .
В соответствии с предлагаемым бюджетом Хогана, штат потратит немного больше на программы здравоохранения в 2022 году – 17,34 млрд долларов по сравнению с 16,59 млрд долларов в текущем году – и примерно столько же на начальное и среднее образование – 9,03 млрд долларов по сравнению с 9,12 млрд долларов в текущем году. . Финансирование начальных школ K-12 предлагается в размере 7,5 миллиардов долларов, что примерно на 213 миллионов долларов больше, чем требуется по формулам государственного финансирования. Финансирование высшего образования останется примерно таким же, с уменьшением примерно на 1%, а повышение платы за обучение для студентов будет ограничено 2%.
Бюджет Хогана замедлит законодательный толчок к финансированию общественных колледжей примерно на 26,6 миллиона долларов, ограничив рост до 5,5%, или на 13,6 миллиона долларов.
Сенатор Гай Дж. Гуззоне (D-Howard), председатель сенатского комитета по бюджету и налогообложению, сказал, что это может быть одна из областей, в которой законодатели стремятся внести изменения, особенно потому, что профессиональное обучение будет в центре внимания экономического восстановления штата. . Но в целом Гуззоне сказал, что предлагаемый бюджет является «хорошей основой для нашего начала.
Самым большим сокращением в предложении Хогана по бюджету является сокращение человеческих ресурсов на 23%, с примерно 4,2 млрд долларов в текущем финансовом году до чуть менее 3,3 млрд долларов в 2022 году. В бюджет не включены средства на общее повышение заработной платы в штате сотрудники; штат согласился предоставить некоторым профсоюзным работникам штата повышение зарплаты на 1% и премию в размере 500 долларов в случае превышения определенных плановых показателей доходов.
В письме о передаче бюджета руководителям законодательных органов Хоган отметил, что раннее замораживание государственных расходов и найма во время пандемии помогло чистой прибыли, как и тот факт, что экономика не упала так стремительно, как предполагалось, и быстрее восстановилась.В то время как в ужасном финансовом отчете в апреле прогнозировалась потеря доходов до 4 миллиардов долларов в 2022 финансовом году, влияние пандемии на доходы государства было более умеренным. Штат закончил 2020 финансовый год с доходами примерно на 100 миллионов долларов меньше, чем предполагалось, и штат ожидает снижения на 921 миллион долларов в течение следующих двух финансовых лет.
Даже в этом случае бюджетное предложение Хогана сохранит 1,2 миллиарда долларов в государственном фонде на черный день и других резервах. Такой шаг может защитить рейтинг государственных облигаций AAA, который помогает государству финансировать проекты по выгодным процентным ставкам.Предложение по капитальному бюджету Хогана включает 833 миллиона долларов на строительство школ.
«Мы с нетерпением ждем подробностей, но обзор, сделанный губернатором на высоком уровне, звучит многообещающе», – заявил в среду президент Сената Билл Фергюсон (округ Балтимор). «Мы продолжим нашу объединенную двухпартийную деятельность по предоставлению целевых ресурсов наиболее уязвимым жителям Мэриленда для борьбы с этой пандемией, которая происходит раз в 100 лет».
Некоторые из бюджетных предложений Хогана могут вызвать споры.
Губернатор предлагает Закон о помощи от 2021 года, который, в частности, обеспечит государственные выплаты малообеспеченным жителям Мэриленда, малым предприятиям и людям, получающим безработицу.
В бюджете губернатора также предлагается начать поэтапную отмену подоходного налога на пенсионный доход в 2023 году и расширить налоговые льготы для военных пенсионеров и сотрудников службы экстренного реагирования; На этой неделе Хоган сказал, что это приведет к снижению налогов на 1 миллиард долларов. Законодательные аналитики говорят, что текущие потери доходов от предложений вырастут до 401 миллиона долларов в 2026 году.Ранее на этой неделе председатель совета директоров Мэгги Л. Макинтош (Мэгги Л. Макинтош) заявила, что налоговые льготы для пенсионеров, которые не были реализованы на прошлой сессии, также вряд ли удастся в этом году.
В законодательном анализе, опубликованном в среду, говорится, что отмена вето Хогана на 10-летний план реформы образования не приведет к увеличению бюджета на 2022 год, но увеличит общие расходы фонда к 2026 году.
[электронная почта защищена]
Рецепт баров Халава | PBS Food
Рецепт батончиков Халава | PBS Food Рецепт батончиков Халава | PBS FoodFood Home »Рецепты» Батончики Халава
Halawa в переводе с арабского означает «сладость» и описывает этот шоколадный десерт.Рецепт любезно предоставлен Леной Сарени, которая фигурирует в эпизоде Детройтского сериала «Паспорт не требуется».
- Для фисташкового торта:
- 225 сливочное масло
- 225 г сахара
- 3 г соли
- 3 целых яйца
- 40 г йогурта
- 100 г миндальной муки
- 100 г фисташковой муки разрыхлитель
- Для шоколада feuilletine:
- 500 г feulletine
- 500 г темного шоколада
- 22 г масла виноградных косточек
- 4 г соли
- Для батончиков халава:
- 700 г меда или сахара 340379 тини
- 55 г фисташек
Ингредиенты
- Взбейте масло, сахар и соль комнатной температуры в миксере с лопаткой на высокой скорости до получения очень легкой и воздушной массы.
- Взбейте яйца и йогурт взбейте. Добавляйте половину за один раз в масляную смесь, останавливаясь, чтобы соскрести между добавками.
- Смешайте оставшиеся ингредиенты в сухом виде, добавьте в жидкое тесто и перемешайте на слабом уровне до однородного состояния. Равномерно распределите по половине листа, выстланного пергаментом и сбрызнутым антипригарным покрытием.
- Выпекать фисташковый пирог при температуре 325 градусов 10-15 минут. Отложите и дайте остыть.
- Положить фельетин в миску с солью, отставить. Растопите темный шоколад и масло виноградных косточек в пароварке, полейте смесью соли и соли и равномерно покройте хлопьями.Выложите смесь на поднос с половиной листа, выстланный пергаментом и сбрызнутый антипригарным покрытием.
- Выдавить остывший фисташковый пирог поверх шоколадной смеси feuilletine. Отложите в сторону.
- Нагрейте мед с солью до 250 градусов, взбивая тахини на высоком огне. Как только мед достигнет температуры, медленно влейте в тахини для взбивания и продолжайте взбивать на высокой скорости, пока он не станет заметно гуще и не остынет.
- Добавьте фисташки. Распределите по слою фисташкового торта, пока смесь халавы еще теплая.
- Дать застыть и остыть, затем нарезать бруски желаемого размера.
- Дополнительно: окуните батончики в растопленный молочный шоколад и посыпьте морской солью и поджаренным кунжутом.
Указания
Советы / методы
Обратите внимание: PBS не проводила профессиональную проверку этого рецепта.Представлено:
Производит:
Авторские права © 1995-2021 Общественная служба вещания (PBS).Все права защищены. PBS является некоммерческой организацией согласно 501 (c) (3). Наш партнер по общественному вещанию:
.