Завод по производству палочек для мороженого
Главная | Технологическое сопровождение и инжиниринг | Продажа мини-заводов | Завод по производству палочек для мороженого
Выпускаемая продукция
Размер палочек
| Палочки для мороженого | Палочки для мороженого | Ложка | Шпатель медицинский |
| 114*( 9.7-10.1)*2 мм | 93*(9.7-10.1)*2 мм | 75мм | 150*18*1.6мм |
Производственная мощность линии по производству палочек для мороженого стандарта «93» (93х10х2 мм)
1. Производственная мощность пресса для вырубки палочки стандарта «93» для станка CYM-032M – 20 000 – 26 000 шт./час
Производственная мощность пресса для вырубки палочки стандарта «93» для станка CYM-032M – 20 000 – 26 000 шт./час
3. Суммарный ежемесячный выход палочек стандарта «93»; 20 х 624 000=12 480 000 шт.
Расход материала на единицу готовой продукции
1. Размер заготовки для лущильного станка L-450 мм, D-300 мм. Объем заготовки V=0.032 м3
2.Суммарный выход палочек стандарта «93»(93х10х2 мм) с объема 0.0032 м3 составит ориентировочно 12 000 шт.
3.Итого из 1м3 сырья суммарный выход продукции стандарта «93» получится 375 000 шт.
Комплект оборудования
| Наименование | Количество |
| Лущильный станок CYM-031A | 1 |
| Штамповочный станок CYM-032N | 3 |
| Автомат закругления кромок палочек для мороженого SMQA | 2 |
| Сортировочный автомат для палочек для мороженого FDCX114 | 1 |
| Оптический сортировочный комплекс SJX114 | 1 |
| Станок для кас |
1 |
| Сушильный агрегат CYM-45 | 1 |
| Шлифовальный барабан CYM-651 | 1 |
| Станок для нанесения логотипа SLY | 1 |
| Аспирационная установка MF9022 | 2 |
1. Лущильный станок CYM-031A
Лущильный станок CYM-031A
Применяется для изготовления лущеного шпона – основного материала для дальнейшей штамповки готовых изделий
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| ДИАМЕТР ЧУРАКА |
70~600 мм |
|
ДЛИНА ЧУРАКА |
127~520 мм |
|
ТОЛЩИНА ШПОНА |
0.35~5 мм |
|
СКОРОСТЬ ВРАЩЕНИЯ ЗАГОТОВКИ |
40 или 54 оборот/мин |
|
МОЩЬНОСТЬ |
0. |
|
ВЕС НЕТТО |
1080 кг |
|
ВЕС БРУТТО |
1140 кг |
|
РАЗМЕР СТАНКА (ДxШxВ) |
2510x1020x1020 мм |
|
РАЗМЕР УПАКОВКИ (ДxШxВ) |
2590x1090x1270 мм |
 5 + 5.5 кВт
5 + 5.5 кВт2. Штамповочный станок CYM-032N
Применяется для штамповки готовых изделий из шпона
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| ДЛИНА ЗАГОТОВКИ |
70~180 мм |
|
ШИРИНА ЗАГОТОВКИ |
0~45 мм |
|
ТОЛЩИНА ЗАГОТОВКИ |
0~5 мм |
|
ПРОИЗВОДИТЕЛЬНОСТЬ |
20000~26000 шт. |
|
МОЩНОСТЬ |
0.75 кВт |
|
ВЕС НЕТТО |
320 кг |
|
ВЕС БРУТТО |
400 кг |
|
РАЗМЕР СТАНКА (ДxШxВ) |
1194x762x1397 мм |
|
РАЗМЕР УПАКОВКИ (ДxШxВ) |
1295x889x1676 мм |

3. Автомат закругления кромок палочек для мороженого
SMQAСтанок предназначен для обработки (закругления) кромок палочек для мороженого
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| НАЗВАНИЕ |
SMQA |
|
ТИП ОБРАБОТКИ |
«114», «93» |
|
МОЩНОСТЬ |
1. |
|
ПРОИЗВОДИТЕЛЬНОСТЬ |
29 800 шт./час |
|
ОСНОВНЫЕ ФУНКЦИИ |
ЗАКРУГЛЕНИЕ КРОМОК |
|
РАЗМЕР СТАНКА (ДxШxВ) |
1100х900х1000 мм |
|
ВЕС НЕТТО |
200 кг |
 5 кВт
5 кВт4. Сортировочный автомат для палочек для мороженого FDCX114
Станок предназначен для сортировки палочек для мороженого по критериям качества
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| НАЗВАНИЕ | FDCX114 / FCX114 |
| ТИП ОБРАБОТКИ | «114» «93» «113» «112» «125» «MAGNUM» |
| МОЩНОСТЬ | 0. 75 / 1.5 кВт 75 / 1.5 кВт |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 80 000 / 40 000 шт./час |
| ОСНОВНЫЕ ФУНКЦИИ | СОРТИРОВКА ПО КРИТЕРИЯМ: 1. ДЛИНА, 2. ТОЛЩИНА 3. ПРОДОЛЬНЫЙ ИЗГИБ 4. БОКОВОЙ ИЗГИБ 5. ШИРИНА |
| КОЛИЧЕСТВО ДОРОЖЕК | 2 – двухканальный / 1 – одноканальный |
| РАЗМЕР СТАНКА (ДxШxВ) | 3220х500х1250 мм |
| ВЕС НЕТТО | 400 / 330 кг |
5. Станок для касcетирования (упаковки) палочек для мороженого
Станок предназначен для кассетной упаковки палочек для мороженого
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| НАЗВАНИЕ | XPTD114 |
| ТИП ОБРАБОТКИ | «114», «93», «MAGNUM» |
| МОЩНОСТЬ | 1. 3 кВт 3 кВт |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 40 000 шт./час |
| ОСНОВНЫЕ ФУНКЦИИ | КАССЕТНАЯ УПАКОВКА |
| РАЗМЕР СТАНКА (ДxШxВ) | 2180х880х1580 мм |
| ВЕС НЕТТО | 300 кг |
6. Шлифовальный барабан CYM-651
Применяется для шлифовки и вощения готовых изделий
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| РАБОЧИЙ ОБЪЕМ | 0.0476 м3 |
| СКОРОСТЬ ВРАЩЕНИЯ БАРАБАНА | 20 об/мин |
| МОЩНОСТЬ | 0.5 кВт |
| ВЕС НЕТТО | 180 кг |
| ВЕС БРУТТО | 240 кг |
| РАЗМЕР СТАНКА (ДxШxВ) | 1448x1067x1194 мм |
| РАЗМЕР УПАКОВКИ (ДxШxВ) | 1600x1194x1499 мм |
7. Станок для нанесения логотипа SLY
Станок для нанесения логотипа SLY
Применяется для нанесения логотипа на палочки для мороженого методом горячего тиснения
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| ТИП | SLY |
| СОВМЕСТИМОСТЬ РАЗМЕРОВ | «93» «114» «125» «MAGNUM» |
| СУММАРНАЯ МОЩНОСТЬ | 3 кВт |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 20 000 шт./час |
| ВЕС НЕТТО | 200 кг |
| ВЕС БРУТТО | 240 кг |
| РАЗМЕР СТАНКА (ДxШxВ) | 1350x720x1150 мм |
| РАЗМЕР УПАКОВКИ (ДxШxВ) | 1450x750x1200 мм |
8. Упаковочный станок с нанесением 2-х цветной печати CYM-048I
Упаковочный станок с нанесением 2-х цветной печати CYM-048I
Станок предназначен для индивидуальной упаковки в бумагу (+PE) готовой продукции с последующим нанесением на упаковку 2-х цветной печати.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| МОДЕЛЬ | CYM-048I |
| МАТЕРИАЛ | БУМАГА (+PE) |
| ШИРИНА БУМАГИ | 60 мм |
| ДЛИНА БУМАГИ | 75 мм |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 70-80 шт./мин |
| МОЩНОСТЬ ЭЛ.НАГРЕВАТЕЛЯ | 400 Вт |
| МОЩНОСТЬ ПРИВОДА | 0.75 кВт |
| ВЕС НЕТТО | 350 кг |
| ВЕС БРУТТО | 500 кг |
| РАЗМЕР СТАНКА (ДxШxВ) | 1700x787x1752 мм |
| РАЗМЕР УПАКОВКИ (ДxШxВ) | 1803x889x1780 мм |
9. Оптический сортировочный комплекс SJX114
Оптический сортировочный комплекс SJX114
Станок предназначен для автоматической сортировки (выбраковки) палочек для мороженого по 8 критериям качества
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СОВМЕСТИМОСТЬ РАЗМЕРОВ | «93» «114» «125» «MAGNUM» |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 40 000 шт./час |
| ПРИНЦИП СОРТИРОВКИ | ОПТИЧЕСКИЙ, ПРОГРАММНЫЙ |
| МОЩНОСТЬ ДВИГАТЕЛЯ | 0.75 кВт |
| КОЛИЧЕСТВО КРИТЕРИЕВ СОРТИРОВКИ | 8 (1) хроматизм (2) ширина (3) длина (4) толщина (5) сужение (6) сколы головок (7) продольный изгиб (8) боковой изгиб |
| РАЗМЕР СТАНКА (ДxШxВ) | 2750х500х1070 мм |
| ВЕС НЕТТО | 250 кг |
10. Автомат для организации и упорядочивания палочек для мороженого SL-3
Автомат для организации и упорядочивания палочек для мороженого SL-3
Автомат предназначен для автоматического разобщения и последующего упорядочивания палочек для мороженого, применяется для снижения трудоемкости и повышения эффективности производства
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| НАЗВАНИЕ | SL-3 |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 300 000 шт./час |
| МОЩНОСТЬ ДВИГАТЕЛЯ | 1.2 кВт |
| НОМИНАЛЬНОЕ НАПРЯЖЕНИЕ СЕТИ | 380 В |
| СОВМЕСТИМОСТЬ РАЗМЕРОВ | «93» «114» «125» «MAGNUM» |
| РАЗМЕР СТАНКА (ДxШxВ) | 3500х4200 мм |
| ВЕС НЕТТО | 450 кг |
11. Сушильный агрегат CYM-45
Сушильный агрегат CYM-45
Сушильный агрегат применяется для сушки готовых изделий горячим воздухом
t =10-60 град С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| ОБЪЕМ СУШИЛЬНОЙ КАМЕРЫ | 4,5 м3 |
| МОЩНОСТЬ | 11 кВт |
| ВЕС | 2000 кг |
| РАЗМЕР СТАНКА (ДxШxВ) | 3550х2200х2200 мм |
12. Аспирационная установка MF9022
Аспирационная установка предназначена для удаления и сбора стружки (пыли) в промышленных агрегатах
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
НАЗВАНИЕ |
MF9022 |
| ПРОИЗВОДИТЕЛЬНОСТЬ | 2300 м3/час |
| КОЛИЧЕСТВО ФИЛЬТРОВ | 1. 0 шт. 0 шт. |
| МОЩНОСТЬ ДВИГАТЕЛЯ | 2.2 кВт |
| ДИАМЕТР ВХОДЯЩЕГО ПАТРУБКА | 100 мм |
| КОЛИЧЕСТВО ПАТРУБКОВ | 3 |
| РАЗМЕР СТАНКА (ДxШxВ) | 1000х500х2050 мм |
| ВЕС НЕТТО | 65 кг |
Для производства фанеры необходима линия по выполнению ряда технологических операций. Одной из основных операций является лущение древесины, получение из нее шпона. Для этой операции используются специальные лущильные станки. На лущильных станках получается шпон в сыром виде. Все станки такого типа можно разделить на три группы: легкие; средние; тяжелые.
Разделение
на эти группы делается по максимальным габаритам болванки древесины, которую
можно лущить на станке. На легком оборудовании можно лущить чурбаки диаметром не более семисот мм и длиной не более восемьсот мм. На среднем оборудовании диаметр чурбака увеличивается до восьмисот мм, а длина до двух метров. На тяжелом оборудовании диаметр чурбака допускается до одного метра, длина уже свыше двух метров в зависимости от модели станка. В отечественном фанерном производстве наиболее популярны станки среднего вида. Из отечественных станков применяются в основном ЛУ17-4 и ЛУ17-10. Из оборудования импортного производства наиболее востребованы станки финляндской компании Рауте и станки итальянской компании Кремона.
Станок
ЛУ17-10 имеет в своей основе массивную
сварную станину. На станине станка при помощи болтов закреплены две бабки
справа и слева. Внутри бабок крепятся шпиндели. Кроме того бабки оборудованы
кинематикой. На них крепятся направляющие, по которым передвигается суппорт. Суппорт устроен таким образом, что может менять свой угол. Угол суппорта меняется при помощи специального эксцентрикового вала. При изменении угла суппорта меняется и угол ножей относительно чурбака. Угол ножей необходимо менять в процессе работы, т.к. диаметр чурбака постепенно уменьшается. Ножи для лущения крепятся на суппорте, и должны быть установлены параллельно центров шпинделей. Линия реза ножа должна располагаться в промежутке между центральной осью шпинделей и осью чуть ниже. В зависимости от диаметра чурбака линию ножей можно опускать ниже центральной оси не более одного мм. При диаметре чурбака до 300 мм можно опускать линию ножей на 0,5 мм, а при диаметре от 300 до 800 мм допускаются опускать линию ножей до 1,0 мм.
Очень
важным моментом в настройке станка является установка правильного угла ножей.
Угол ножей регулируется с помощью регулировки угла наклона направляющих. В процессе лущения угол ножа должен постепенно уменьшаться вместе с уменьшением диаметра обрабатываемого чурбака. Кроме угла наклона важным параметром является установка зазора между ножами и обжимной линейкой. Линейка давит на ножи в процессе лущения и обеспечивает постоянный контакт с обрабатываемой древесиной. Зазор между кромкой ножа и обжимной линейкой регулируется при помощи червячного механизма. Важную роль в получении качественного шпона влияет степень обжима, установленная на станке. При чем степень обжима для получения шпона березовых сортов фанеры faneramonolit.ru отличается от степи обжима для получения шпона для других сортов, таких как буковая или лиственная.
Заготовка
древесины зажимается шпинделями телескопического типа справа и слева. |
| 01/07/17 |

 На
суппорте крепятся ножи для лущения.
На
суппорте крепятся ножи для лущения. При
диаметре чурбаков до трехсот мм угол устанавливается в пределах от 0, 5 до двух
градусов. При диаметре чурбаков от трехсот до восьмисот мм угол устанавливается
в пределах от двух до трех градусов.
При
диаметре чурбаков до трехсот мм угол устанавливается в пределах от 0, 5 до двух
градусов. При диаметре чурбаков от трехсот до восьмисот мм угол устанавливается
в пределах от двух до трех градусов. При
зажиме используются два вида кулачков наружные и внутренние. Диаметр внутренних
кулачков 65 мм, а наружных 110 мм. На кулачках 65 мм лущатся заготовки до
семидесяти мм.
При
зажиме используются два вида кулачков наружные и внутренние. Диаметр внутренних
кулачков 65 мм, а наружных 110 мм. На кулачках 65 мм лущатся заготовки до
семидесяти мм.Что такое токарный станок? Как это работает
Токарные станки являются одним из наиболее широко используемых обрабатывающих инструментов, которые обеспечивают гибкость для выполнения различных операций обработки на одном станке.
Эти станки доступны в различных размерах и имеют различные возможности обработки.
Поэтому важно понимать функциональность и изучать различные параметры токарного станка перед его покупкой.
В этой статье содержится подробное руководство по токарным станкам, а также рассказывается об их особенностях, типах и операциях обработки.
В конце этой статьи также будет рассказано о том, что следует учитывать при покупке токарного станка.
Что в этой статье?
- Что такое токарный станок?
- Детали токарного станка
- Типы токарных станков
- Операции механической обработки, которые можно выполнять на токарном станке
- Режимы работы на токарном станке
- Применение токарного станка
- На что обратить внимание перед покупкой токарного станка
- Часто задаваемые вопросы (FAQ)
Что такое токарный станок?
Токарный станок представляет собой станок, состоящий из шпинделя, который вращает заготовку с высокой скоростью, в то время как режущий инструмент перемещается в плоскости X-Z для удаления материала и выполнения различных операций механической обработки, таких как токарная обработка, накатка, растачивание, нарезание резьбы, торцовка и т. д. Он обычно используется для создания осесимметричных деталей.
Это один из старейших инструментов, который найдет место почти в каждой механической мастерской.
Традиционные токарные станки имеют 2-осевую систему, в которой инструмент может располагаться спереди/сзади заготовки по оси X и слева/справа по оси Z.
Однако современные токарные станки с ЧПУ могут состоять из 3, 4 или 5 осей, что делает их идеальными для обработки сложной геометрии с коротким временем цикла.
Детали токарного станка
Детали токарного станка (Источник: Kingston lathes)Токарный станок состоит из различных частей, которые функционируют согласованно для выполнения различных операций обработки.
Станина
Станина — это основная часть токарного станка, на которой размещены все остальные детали.
Как правило, размер станины определяет максимальную длину заготовки, которую может обрабатывать токарный станок.
Передняя бабка
Передняя бабка — это удерживающая заготовку часть токарного станка, в которой находятся шпиндель, патрон, зубчатая передача и автоматические органы управления, такие как рычаги управления скоростью и подачей.
Стационарный элемент токарного станка, который не имеет относительного перемещения по отношению к шасси и обычно располагается с левой стороны станка.
На передней бабке также расположены рычаги управления скоростью вращения шпинделя, которые можно использовать для переключения между низкими и высокими оборотами шпинделя.
Задняя бабка
Задняя бабка расположена справа от станка и используется для удержания длинных заготовок.
Может перемещаться влево и вправо по направляющим вдоль оси Z для удержания заготовок переменной длины.
Однако не используется при обработке мелких деталей.
Подставка для инструментов
Подставка для инструментов удерживает режущий инструмент и обычно располагается на каретке между задней и передней бабками.
Поперечные салазки помогают позиционировать резцедержатель по оси X, а подающий стержень облегчает перемещение по оси Z.
Таким образом, совместное движение поперечных салазок и ходового винта обеспечивает передачу режущего инструмента в плоскости XZ.
Ходовой винт
Ходовой винт направляет продольное движение каретки. Его функция аналогична подающему стержню, но обычно используется при автоматизации подачи инструмента.
Автоматическая подача инструмента обычно используется в процессах чистовой обработки и нарезания резьбы.
Шпиндель
Шпиндель — это вращающаяся часть токарного станка, которая вращает заготовку на высоких оборотах.
Приводится в действие двигателем шпинделя, подключенным через ременную передачу или систему прямого привода.
Патрон
Патрон устанавливается на шпиндель и используется для удержания заготовки.
Стандартный патрон состоит из 3-х или 4-х кулачков, которые индивидуально регулируются с помощью зажимного ключа, чтобы удерживать заготовку на одной линии с осью токарного станка.
При токарной обработке выравнивание заготовки играет важную роль в качестве конечного продукта, и даже смещение на один градус может испортить работу.
Таким образом, циферблатный индикатор используется для проверки концентричности заготовки и ее точного выравнивания с продольной осью токарного станка.
Колеса с рукояткой
Обычно на токарном станке имеется три колеса с рукояткой.
Эти колеса используются для перемещения стойки инструмента, каретки и задней бабки по рабочей зоне токарного станка.
Колесики-рукоятки используются для ручного управления перемещением этих элементов по осям X и Z.
Серводвигатель для автоматической подачи
Серводвигатель используется для привода ходового винта для настройки автоматической подачи инструмента.
Этот двигатель управляет движением инструмента в соответствии с параметрами подачи и глубины резания, заданными оператором с помощью рычагов автоматического управления.
Режущий инструмент
Режущий инструмент устанавливается на стойке инструмента и используется для удаления материала с заготовки.
Существуют различные типы режущих инструментов для токарных станков, которые можно использовать для выполнения различных операций механической обработки на токарном станке.
Помимо всех этих компонентов, большинство токарных станков по металлу также состоят из системы подачи смазочно-охлаждающей жидкости туманного или струйного типа.
Типы токарных станков
Помимо дифференциации токарных станков по их размеру (мини, миди и полноразмерные), токарные станки классифицируются на основе их конструкции и функциональных возможностей.
Токарный станок с двигателем или центральный токарный станок
Токарный станок с центральным центром от KingstonЭто один из старейших токарных станков, используемых для обработки листового металла, и первоначально они приводились в движение паровым двигателем, отсюда и название Токарный станок с двигателем.
Это горизонтальный обрабатывающий инструмент, который в основном используется для выполнения различных операций механической обработки металлов, таких как токарная обработка, торцовка, накатка и т. д.
Токарные станки для двигателей являются одними из самых универсальных токарных станков, которые используются для изготовления металлических деталей для автомобилей. , изготовление и т. д.
, изготовление и т. д.
В этом токарном станке инструмент устанавливается на стойке инструмента и может перемещаться в поперечном направлении (вдоль оси X) и в продольном направлении (вдоль оси Z) для выполнения желаемого процесса обработки.
Инструментальный токарный станок
Токарный станок инструментального цеха представляет собой токарный станок с модифицированным двигателем, обеспечивающий более высокую точность и аккуратность операций механической обработки.
Эти токарные станки обычно используются в промышленности, где требуется высокоточная коническая токарная обработка, нарезание резьбы или шлифование заготовки.
Токарные станки Toolroom имеют сравнительно меньший размер станины, чем стандартные токарные станки с двигателем. Токарный станок оружейника является примером токарного станка инструментальной мастерской.
Токарные станки с токарным станком и револьверной головкой
Токарные станки с токарным станком и револьверной головкой являются еще одной модификацией токарного станка с двигателем и используются для крупносерийных операций обработки, где требуется крупносерийное производство с коротким временем цикла.
В этих токарных станках задняя бабка заменена шестигранной револьверной головкой, которая вмещает несколько станков и может выполнять различные операции обработки за один проход.
Токарно-револьверные и токарно-револьверные станки имеют схожие функциональные возможности, с тем основным отличием, что токарно-револьверные станки могут выполнять тяжелые операции обработки, тогда как токарные станки с токарно-револьверным приводом идеально подходят для облегченных операций.
Скоростной токарный станок.
Скоростной токарный станок.В этих токарных станках инструмент помещается на подручник и перемещается вручную для выполнения требуемой операции обработки.
Ручной инструмент устраняет необходимость в различных удерживающих инструмент частях, таких как инструментальная стойка, подающий винт, поперечная рейка и т. д., тем самым уменьшая размер станка.
Скоростные токарные станки также известны как токарные станки по дереву и обычно используются в деревообрабатывающих операциях, таких как токарная обработка, шлифование, полировка и центровка.![]()
Использование токарного станка по дереву сравнительно проще, чем других токарных станков по металлу, которые используют маховик для позиционирования режущего инструмента.
Таким образом, хороший токарный станок по дереву требует высокоскоростной конфигурации с низким крутящим моментом для получения гладкой обработанной поверхности по дереву.
Настольный токарный станок
Настольный токарный станокНастольные токарные станки представляют собой малогабаритные токарные станки, которые можно разместить на обычном верстаке в мастерской.
Эти токарные станки обеспечивают высокую точность и обычно используются в таких областях, как шлифование, изготовление часов и т. д., где требуется обработка мелких предметов.
Настольные токарные станки с ЧПУ, такие как Proxxon PD 400, можно использовать для высокоточной обработки мягких материалов.
Токарный полуавтомат
Токарный полуавтомат В этом типе токарного станка оператор устанавливает заготовку в патрон и устанавливает автоматические скорости и подачи для процесса.
Однако автоматизация может применяться только к простым операциям, таким как токарная обработка, нарезание резьбы, конусная токарная обработка и т. д., где не задействована сложная геометрия.
Поэтому полуавтоматические токарные станки идеально подходят для массового производства, где требуется простая резка с высоким качеством поверхности.
Специальные токарные станки
Помимо традиционных токарных станков, существуют специальные токарные станки, которые используются для выполнения сложных операций обработки, с которыми традиционный токарный станок не справляется.
К таким токарным станкам относятся многошпиндельные токарные станки, многоосевые токарные станки, токарные станки швейцарского типа, вертикальные токарные станки, Т-образные токарные станки и т. д.
Токарные станки с ЧПУ
Токарный станок с ЧПУ от Kingston может работать со сложной геометрией с минимальным участием человека. Эти станки работают аналогично другим станкам с ЧПУ и требуют для работы специального программного обеспечения ЧПУ.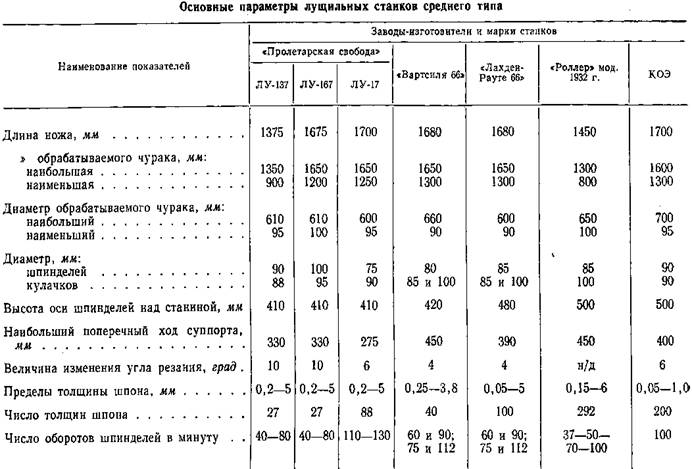
Они берут проект из программного обеспечения CAD, используют программное обеспечение CAM для преобразования проекта в G-коды, а затем компьютерная система управляет движением инструмента для получения желаемого разреза.
Токарные станки с ЧПУ, такие как Tormach 8L, идеально подходят для массового производства, где важна высокая точность и малое время цикла.
В зависимости от мощности, крутящего момента и скорости эти станки подразделяются на разные категории, например, токарные станки с ЧПУ для металлообработки, деревообработки и т. д.
Токарные операции в механообработке
Токарный станок является универсальным станком, который может использоваться для выполнения различных операций механической обработки, таких как токарная обработка, торцевание, нарезание канавок, нарезание резьбы, расточка, ротационная протяжка и т. д.
Токарная обработка
Токарная обработка процесс механической обработки, при котором инструмент перемещается по длине вращающейся заготовки для получения желаемого продукта. Эта операция используется для изготовления цилиндрических объектов путем уменьшения внешнего диаметра материала до достижения требуемого размера.
Эта операция используется для изготовления цилиндрических объектов путем уменьшения внешнего диаметра материала до достижения требуемого размера.
Токарные операции обычно выполняются двумя способами: черновая обработка и чистовая обработка.
При черновой токарной обработке основной целью процесса является удаление материала и достижение необходимого размера.
В то время как при чистовом точении снимается сравнительно меньше материала, и основной целью является достижение высокого качества поверхности.
Токарные операции также могут выполняться для получения различных форм на цилиндрической заготовке, например, ступенчатая токарная обработка, токарная обработка конусов, токарная обработка фасок, контурная токарная обработка и фасонная токарная обработка.
Типы токарной обработкиИнструмент, используемый для выполнения этой операции, известен как токарный инструмент.
Токарные инструменты Инструмент для черновой токарной обработки имеет идеальную геометрию для удаления максимального количества материала, в то время как инструмент для чистовой токарной обработки предназначен для удаления меньшего количества материала с высоким качеством поверхности.
Наплавка
Наплавка — это процесс механической обработки, при котором режущий инструмент удаляет материал с передней поверхности заготовки. Эта операция обычно выполняется для уменьшения длины заготовки и получения гладкой поверхности, перпендикулярной оси вращения заготовки.
Торцевание на токарном станкеДля этой операции используется торцовочный инструмент.
Во время этого процесса инструмент перемещается радиально внутрь на толщину заготовки, тем самым удаляя материал и уменьшая длину заготовки.
Инструменты для торцовкиИнструмент устанавливается на стойку инструмента, которая перемещается перпендикулярно оси вращения и удаляет материал с поверхности заготовки.
Нарезка канавок
Нарезка канавок аналогична торцеванию, но выполняется на различной длине заготовки для удаления материала на определенную глубину, в результате чего создается канавка. Инструмент перемещается радиально в заготовку для создания канавки, а ширина канавки зависит от размера инструмента.
Однако, если кромка режущего инструмента погружается в заготовку до центра, часть заготовки отделяется от заготовки и падает на станину токарного станка.
Этот процесс известен как отрезка и используется для резки цилиндрических заготовок нужной длины.
Нарезка канавок также может выполняться на лицевой стороне заготовки путем размещения режущего инструмента вдоль продольной оси токарного станка.
Продольное перемещение режущего инструмента определяет глубину канавки, и этот процесс обычно известен как нарезание торцевых канавок.
Для этой операции используется инструмент для нарезания канавок.
Инструмент для нарезания канавок или отрезкиОн состоит из режущей головки, которая удаляет материал по определенной схеме, в зависимости от формы головки инструмента.
Накатка
Накатка на токарном станке Накатка — это процесс создания зубчатого рисунка на цилиндрической заготовке для увеличения трения и обеспечения лучшего захвата. Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Эти колеса прижимаются к вращающейся заготовке, и рисунок вкатывается в поверхность материала.
Нарезание резьбы
Нарезание резьбы — это процесс удаления материала для создания спирального рисунка на внешней поверхности заготовки. Каждый элемент спирального рисунка известен как резьба, а рисунок резьбы обычно определяется углом резьбы и расстоянием между соседними витками (шагом).
Нарезание резьбы на токарном станкеРезьба также может быть нарезана на внутренней поверхности заготовки, например, гайки, используемые в сборке гайка-болт, где гайка имеет внутреннюю резьбу, а болт имеет наружную резьбу.
Процесс нарезания внутренней резьбы на заготовке известен как нарезание резьбы и обычно выполняется путем вставки инструмента в уже просверленное отверстие и удаления материала изнутри.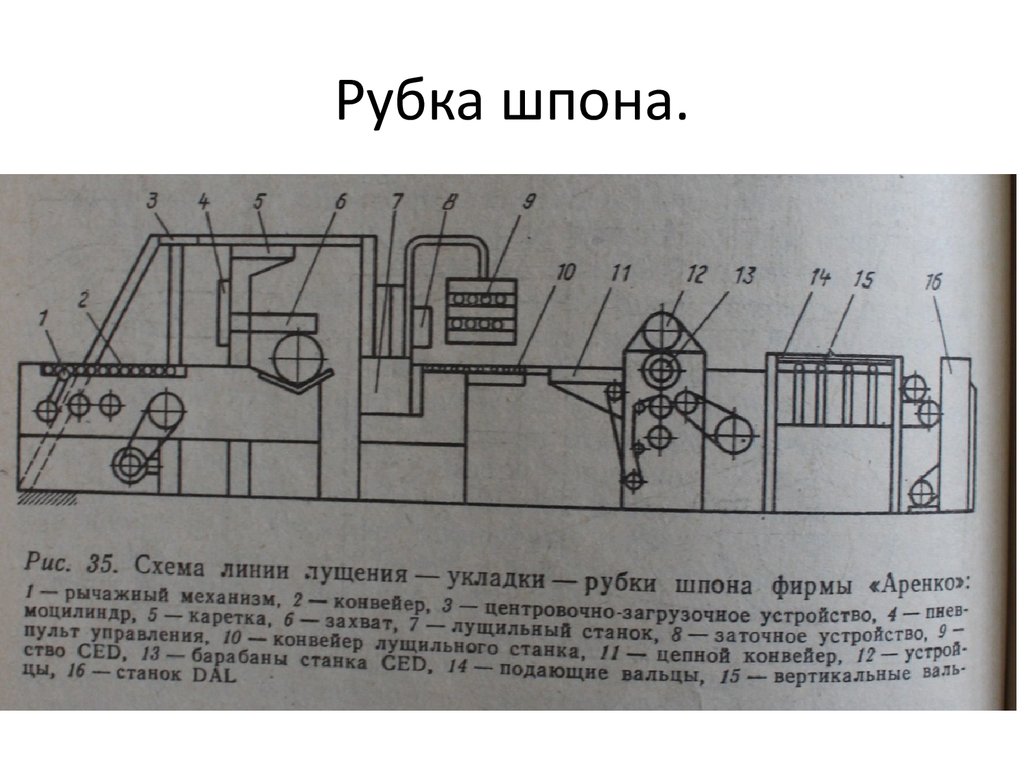
Инструмент для нарезания резьбы устанавливается на стойке инструмента и перемещается по длине заготовки для нарезания нужной резьбы.
Инструмент для нарезания резьбыПринимая во внимание, что при нарезании внутренней резьбы/нарезании резьбы инструмент обычно устанавливается на задней бабке и перемещается в осевом направлении внутрь и наружу уже просверленного отверстия.
Сверление
Сверление на токарном станкеТипичное сверление состоит из высокоскоростного вращающегося инструмента, который погружается в заготовку для получения отверстия нужного диаметра. Однако при сверлении на токарном станке заготовка вращается с высокой частотой вращения, и невращающийся режущий инструмент погружается в осевом направлении в поверхность заготовки, чтобы получить желаемое отверстие.
Сверлильный инструмент Сверлильный инструмент представляет собой многогранный режущий инструмент, который устанавливается либо на задней бабке, либо на резцедержателе токарного станка.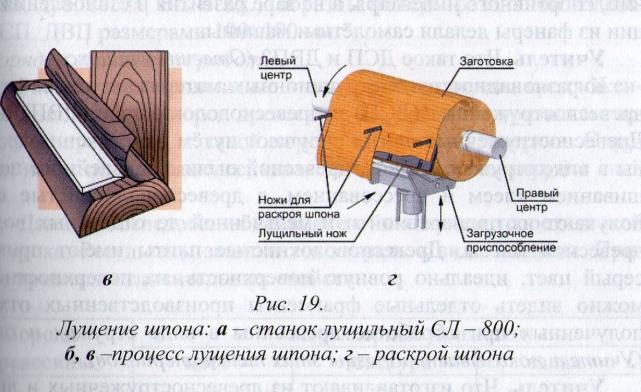
Растачивание
Растачивание похоже на сверление, но вместо удаления материала для создания отверстия при сверлении увеличивается внутренний диаметр уже просверленного отверстия. Этот процесс также можно использовать для выполнения внутренних токарных операций, таких как ступенчатая токарная обработка, конусная токарная обработка и т. д.
Растачивание на токарном станкеРасточной инструмент представляет собой режущий инструмент в форме стержня с режущей головкой, который удаляет материал для увеличения отверстия.
Расточная оправкаРежимы работы на токарном станке
Операции, выполняемые на токарном станке, состоят из вращающейся заготовки и движущегося режущего инструмента, удаляющего материал с заготовки.
Однако токарные операции могут быть трех разных типов, в зависимости от крепления заготовки.
Торцевая обработка
Когда заготовка зажата на одном конце и свободна на другом конце, как консольная балка, это называется торцевой обработкой.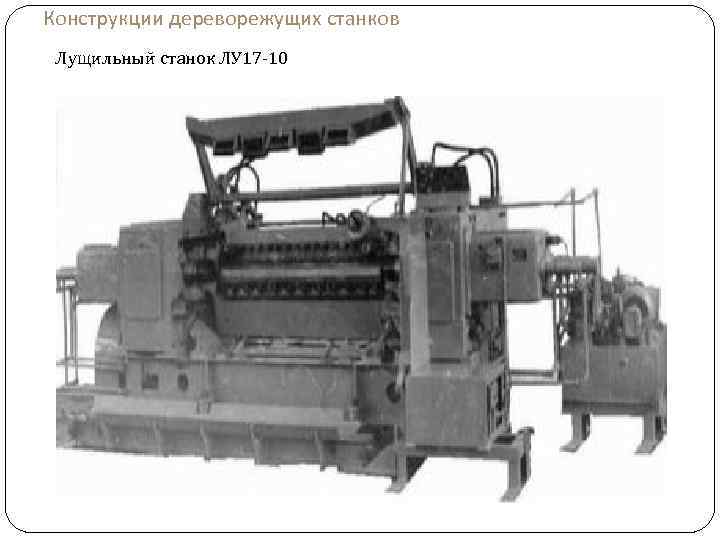
При торцевой обработке заготовка устанавливается на шпиндель на конце передней бабки, а режущий инструмент имеет доступ к криволинейной поверхности и торцу заготовки.
Как правило, этот тип крепления используется при выполнении торцевых операций.
Конфигурация торцевой обработки не рекомендуется для применений, где к заготовке необходимо приложить сильное радиальное усилие резания.
Это связано с тем, что приложение большой силы к переднему концу заготовки может привести к поломке или снятию заготовки с патрона, тем самым повредив заготовку.
Между центрами
Конфигурация между центрами обычно используется при обработке длинных заготовок.
В этом методе заготовка зажимается с обоих концов передней и задней бабками, чтобы обеспечить большую поддержку по всей длине заготовки.
Эта конфигурация идеальна для обработки длинных заготовок или для операций, в которых большое усилие резания должно передаваться радиально.
Эксцентриковый токарный станок
Распределительный вал с различными индивидуально симметричными кулачками Эксцентричное точение – это когда во время процесса заготовка повторно устанавливается на шпиндель с новой осью вращения, параллельной предыдущей оси.
Новая ось вращения задается изменением расположения кулачков патрона, удерживающего заготовку.
Этот процесс производит несимметричный продукт с различными поперечными сечениями, которые индивидуально симметричны.
Как правило, этот тип крепления используется для изготовления распределительных валов.
Применение токарного станка
Универсальный характер токарных станков делает их идеальными для различных применений, связанных с обработкой материала для производства осесимметричных заготовок.
Токарные станки для тяжелых условий эксплуатации, такие как токарные станки для двигателей, револьверные токарные станки, автоматические токарные станки и т. д. идеально подходят для обработки металлов и обычно используются для изготовления различных автомобильных деталей, таких как распределительные валы.
Настольный токарный станок используется для обработки небольших деталей, таких как часы, ювелирные изделия, медицинское оборудование и т. д.
д.
Точно так же высокоскоростные токарные станки идеально подходят для операций, связанных с обработкой дерева.
На этих станках можно изготавливать изделия из дерева, симметричные относительно оси, например, цилиндрические ножки для мебели, миски и т. д. ).
Специальные токарные станки с ЧПУ с более высокой системой осей также могут использоваться для выполнения сложной гравировки на поверхности заготовки.
На что следует обратить внимание перед покупкой токарного станка
При покупке токарного станка, соответствующего вашим требованиям, следует учитывать различные факторы.
Размер
Размер токарного станка обычно обозначается в формате A x B, где A известен как «поворот» и обозначает расстояние по вертикали между центром передней бабки и станиной станка.
Определяет максимальный радиус заготовки, которая может поместиться на этом токарном станке для обработки.
Принимая во внимание, что B известен как «размер станины» и обозначает расстояние по горизонтали между передней и задней бабками.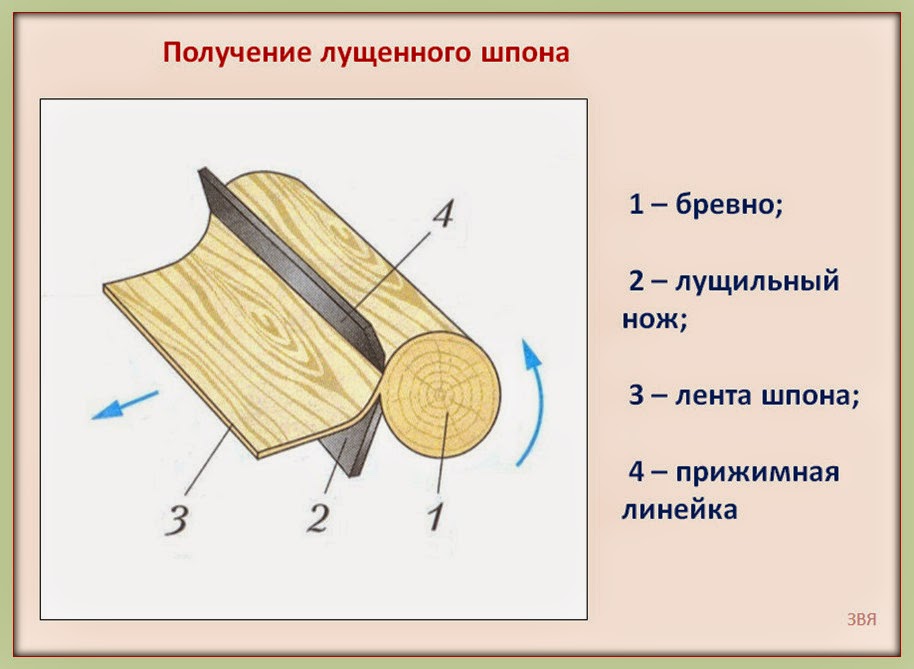
Размер станины определяет максимальную длину заготовки, которая может поместиться на токарном станке для операций механической обработки.
Например, токарный станок размером 10 x 20 может обрабатывать заготовку с максимальным радиусом 10 дюймов и максимальной длиной 20 дюймов.
Кроме того, важно учитывать площадь токарного станка, чтобы убедиться, что он соответствует доступному пространству в вашей мастерской.
Конфигурация скорости, крутящего момента и мощности
Конфигурация скорости, крутящего момента и мощности зависит от материала, размера и веса обрабатываемой детали.
Как правило, при работе с небольшими и легкими деревянными заготовками рекомендуется иметь высокоскоростной токарный станок с относительно меньшей мощностью и крутящим моментом.
Аналогичным образом, при работе с крупными и тяжелыми предметами (например, металлами) вам в первую очередь необходимо иметь токарный станок с высоким крутящим моментом и мощностью для вращения тяжелой заготовки.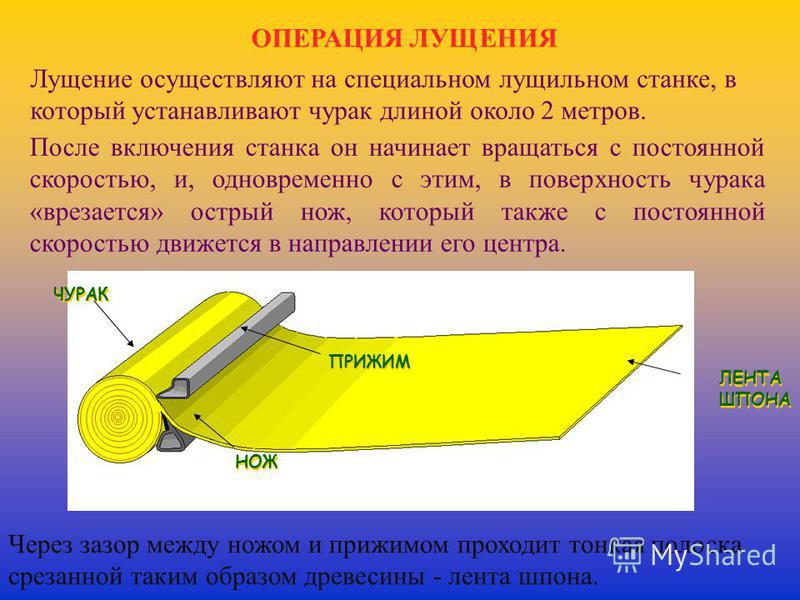
Таким образом, по скорости и мощности токарные станки можно разделить на токарные станки по дереву и токарные станки по металлу.
Хотя трудно иметь идеальную конфигурацию, подходящую для всех требований, большинство токарных станков обеспечивают уровень управления скоростью, который изменяет конфигурацию скорости, мощности и крутящего момента в соответствии с вашими требованиями.
Эта способность контролировать скорость и мощность позволяет использовать токарный станок по дереву для обработки мягких металлов и наоборот, но за счет качества и точности.
Материалоемкость
Материалоемкость токарного станка — важный фактор, который следует учитывать при покупке токарного станка.
Обычно зависит от мощности, скорости и крутящего момента токарного станка.
Токарный станок с высоким крутящим моментом может обеспечить лучшие результаты обработки металлических заготовок по сравнению со станком с более высокой скоростью вращения шпинделя, который идеально подходит для обработки дерева.
Кроме того, производительность токарного станка также зависит от степени свободы (количества осей) токарного станка.
Токарный станок с более высокой системой осей может обрабатывать сложные геометрические формы с более высокой точностью и коротким циклом.
Ременный привод или шпиндель с прямым приводом
Трансмиссия, используемая для привода шпинделя, играет важную роль в определении производительности токарного станка.
Ременная передача является одной из наиболее часто используемых систем трансмиссии в токарных станках.
Однако, по сравнению с прямым приводом, ременный привод обеспечивает более медленное изменение скорости и меньшую выходную мощность.
Обычному ременному приводу требуется почти в два раза больше времени, чем шпинделю с прямым приводом, чтобы достичь скорости 0–3000 об/мин.
Инструменты, необходимые для вашего применения
Помимо учета затрат на покупку токарного станка, инструменты, необходимые для вашего применения, также могут повлиять на бюджет вашего токарного станка.
Как правило, твердосплавные токарные инструменты рекомендуются для большого съема материала, гладкой поверхности и длительного срока службы.
Токарный станок с ЧПУ по сравнению с традиционным токарным станком
При покупке токарного станка важно учитывать тип токарного станка, подходящего для вашего применения.
Существуют различные токарные станки, которые используются для различных сценариев обработки.
После выбора подходящего типа токарного станка важно также подумать о выборе токарного станка с ЧПУ.
Токарный станок с ЧПУ, как правило, дороже, чем традиционный токарный станок, но может обеспечить более высокую точность и повторяемость.
Поэтому для приложений, требующих обработки сложной геометрии с высокой точностью, рекомендуется использовать токарный станок с ЧПУ.
Кроме того, токарные станки с ЧПУ являются хорошей инвестицией для будущих приложений, где может быть желательно массовое производство продуктов с коротким временем цикла.
Часто задаваемые вопросы (FAQ)
Какие существуют три основных типа токарных станков?
Существует три основных типа токарных станков: центральный токарный станок, настольный или мини-токарный станок и токарный станок с ЧПУ. Центровочные токарные станки можно разделить на токарные станки с двигателем и скоростные токарные станки. В то время как токарные станки с ЧПУ включают в себя все типы токарных станков по металлу с компьютерной системой для автоматизации процесса обработки.
Можно ли использовать настольный токарный станок для обработки металлов?
Да, токарно-карусельный станок можно использовать для обработки металлов. Однако эти станки сравнительно менее жесткие, чем центральные токарные станки, и поэтому идеально подходят для обработки мягких металлов, таких как латунь, алюминий, медь, цинк и другие неметаллические материалы.
В чем разница между токарным станком Capstan и токарным станком с револьверной головкой?
Токарный станок Capstan — это легкий токарный станок, идеально подходящий для обработки мягких материалов, тогда как револьверный токарный станок идеально подходит для обработки тяжелых материалов. В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan.
В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan.
Для чего нужен токарный станок?
Токарный станок — один из первых формовочных инструментов. Он существует со времен фараонов. Его можно описать как инструмент, который создает новые объекты, удаляя материал. Формируемый объект может быть сделан из дерева, металла или других материалов.
Хотя слово «токарный станок» является практически бытовым термином, это аббревиатура. Это расшифровывается как «Оборудование для крепления инструмента с продольной осью». Теперь вы в значительной степени знаете, почему мы называем их токарными станками.
Каков основной процесс использования токарного станка?
Как уже упоминалось, для удаления материала с деревянной или металлической заготовки ее обычно помещают в токарный станок горизонтально. В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
При работе с деревом концы ложи помещаются в токарный станок, где она прочно удерживается концами. Обычный способ зажать приклад на месте — использовать патрон. Патроны на каждом конце токарного станка открываются и закрываются, чтобы зажать внешнюю окружность заготовки. Подумайте о ножке стула или бейсбольной бите, сделанной из дерева. Концы их будут удерживаться патронами токарного станка.
Из этого сбалансированного положения двигатель токарного станка поворачивает заготовку вокруг своей продольной оси, и оператор начинает свою работу. Инструменты оператора применяются для резки, придания формы, шлифовки и полировки внешней поверхности ложи.
Почему переменная скорость важна для токарного станка?
Скорость токарного станка важна из-за множества переменных. Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Безопасность — одна из основных причин, по которой переменная скорость важна для токарного станка. Некоторые детали могут слететь с токарного станка и ударить оператора, если их вращать слишком быстро. Чтобы избежать этой ситуации, важно варьировать скорость токарного станка. Одним из примеров токарного станка, который может это сделать, является скоростной токарный станок Twister. Этот токарный станок имеет различные скорости вращения. Заготовку с квадратными концами нужно вращать медленнее. Это связано с тем, что кончики квадратной заготовки не всегда соприкасаются с режущим инструментом.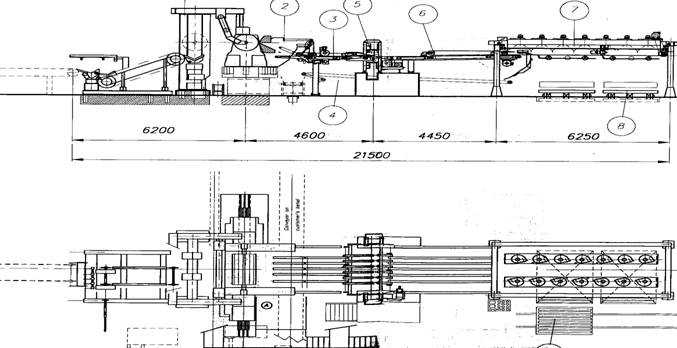 Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
В токарных станках используются пневматические цанги
Патроны и пневматические цанги аналогичны токарным станкам. Патрон обычно затягивается вручную на многих токарных станках. Это удерживает приклад по центру и надежно фиксирует его. Пневматические цанги делают то же самое, но с важным отличием.
Пневматическая цанга использует сжатый воздух для зажима заготовки на месте. Материалы, которые можно закрепить в воздушной цанге, такие же, как и в обычном патроне. Это помогает автоматизировать процесс монтажа или демонтажа формируемой детали. Все, что может сэкономить время, является долгожданным дополнением в производственной атмосфере. Способность экономить рабочее время означает, что воздушная цанга лучше.
Изделия из дерева и металла изготавливаются на токарных станках
Древесина обычно обрабатывается на токарных станках и используется для изготовления ножек столов или стульев. Металл используется для изготовления более прочных предметов. Металлическая ручка — это небольшой предмет, который можно легко изготовить. В первые дни промышленной революции формовка металла и механическая обработка сделали токарные станки очень популярными.
Токарные станки были первыми обрабатывающими инструментами, которые позволили создавать другие обрабатывающие инструменты. Пластик тоже можно точить на токарном станке, но чаще встречаются дерево и металл. Токарные станки не исчезнут в ближайшее время, потому что они производят детализированные детали.