Задняя бабка токарного станка
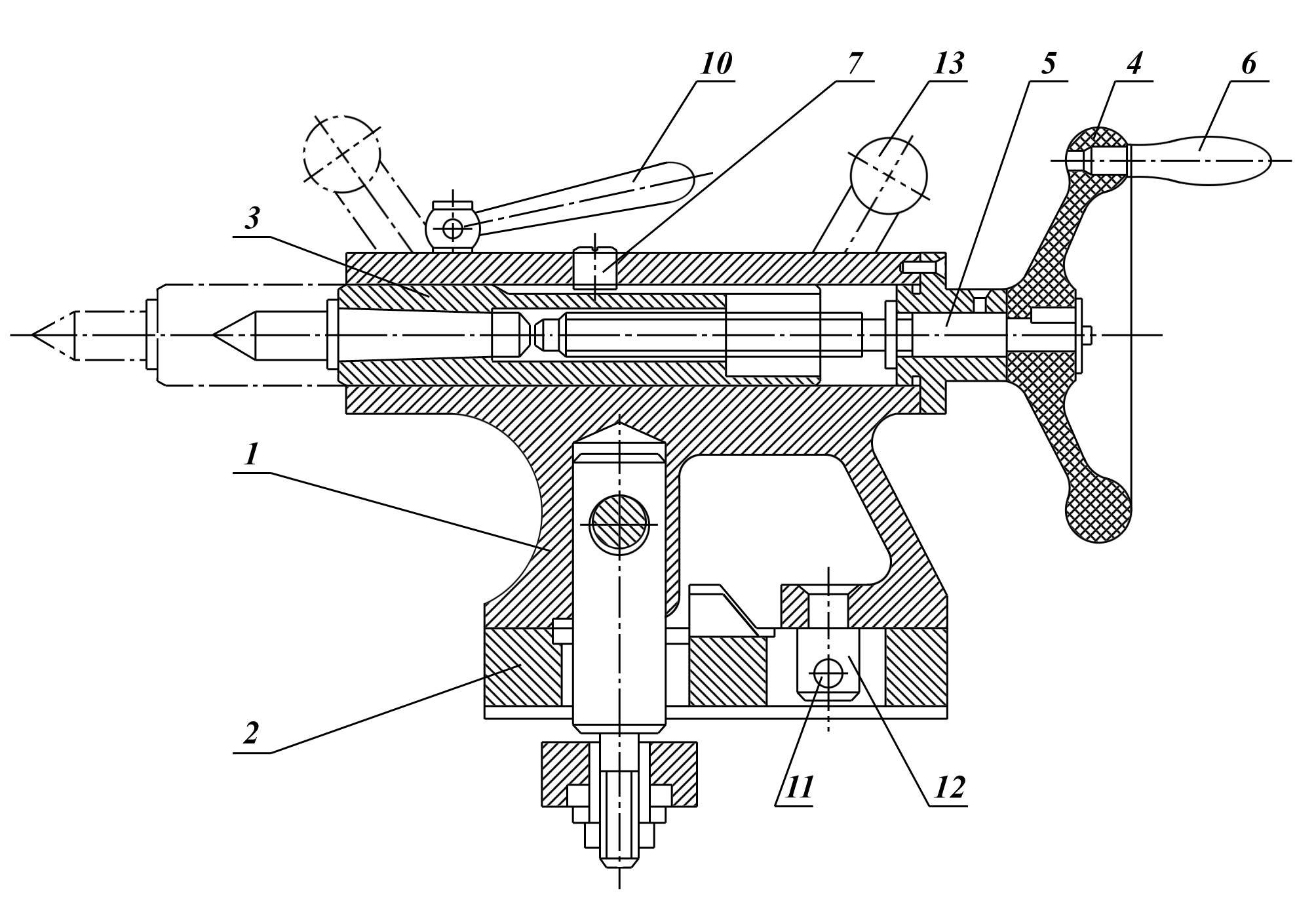
Корпус 7 задней бабки (рис. 11) расположен на плите 8, передвигаемой по направляющим станины. В отверстии корпуса может в продольном направлении перемещаться пиноль 4 с закрепленной в ней гайкой 5. С переднего конца пиноль снабжена коническим отверстием, в которое вставляется конический хвостовик центра 1, а иногда хвостовая часть сверла, зенкера или развертки. Перемещается пиноль 4 при помощи маховичка 6, вращающего винт 3; винт при вращении перемещает гайку 5, а вместе с ней и пиноль.
Чтобы при вращении маховичка пиноль не поворачивалась, в ней сделан (внизу) шпоночный паз 11, в который входит шпонка, заложенная в корпус задней бабки. Рукоятка 2 служит для закрепления пиноли в корпусе бабки. Оси шпинделя станка и пиноли задней бабки должны совпадать; для установки пи-ноли по оси шпинделя служит винт 9.
Винтом
9 можно смещать корпус 7 относительно
плиты 8 в поперечном направлении, к чему
прибегают иногда при точении конических
поверхностей.
Для обтачивания в центрах деталей разной длины перемещают заднюю бабку вместе с плитой 8 вдоль станины и закрепляют в нужном положении двумя зажимными болтами 10 и скобой (на рис. 11 не видно) к станине станка. Отпустив скобу, передвигают заднюю бабку и, установив ее в нужном положении, снова затягивают скобу. В некоторых конструкциях то-карно-винторезных станков задняя бабка крепится на станине одной рукояткой при помощи эксцентрикового зажима и системы рычагов.
Чтобы удалить задний центр из конического отверстия пиноли, вращают маховичок 6 таким образом, чтобы пиноль втягивалась в корпус задней бабки до отказа. В крайнем положении конец винта 3 выталкивает центр 1.
Билет №11
Главное движение С. с. — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие.
Общий
вид поперечно строгального станка (с
наибольшей длиной хода ползуна 650 мм)
показан на рис. 299. От электродвигателя
движение через коробку скоростей и
механизм качающейся кулисы, размещенные
внутри станины 1, передается ползуну 5
и столу 8. На ползуне 5 закреплен суппорт
6 с откидным резцедержателем 7. Стол 8 по
направляющим траверсы 3 совершает
движение периодической подачи при
помощи храпового механизма 4.
299. От электродвигателя
движение через коробку скоростей и
механизм качающейся кулисы, размещенные
внутри станины 1, передается ползуну 5
и столу 8. На ползуне 5 закреплен суппорт
6 с откидным резцедержателем 7. Стол 8 по
направляющим траверсы 3 совершает
движение периодической подачи при
помощи храпового механизма 4.
Коробка скоростей токарного станка
Билет №12
Продольно-строгальные станки
Продольно-строгальные станки, в основном применяемые в условиях единичного и мелкосерийного производства, а также в ремонтных цехах, предназначены для обработки плоских поверхностей на заготовках, которые либо невозможно, либо неудобно обрабатывать на фрезерных станках.
Подлежащую
обработке заготовку закрепляют на столе
станка, совершающего возвратно-поступательное
движение. Стружка снимается неподвижным
резцом (или резцами) только при рабочем
ходе стола — ход вперед. Подача резца
происходит на каждый двойной ход стола.
На продольно-строгальных станках можно обрабатывать крупногабаритные детали, наибольшая длина строгания составляет 2—12,5 м, наибольшая ширина — 0,6— 5 мм; высота подъема поперечины (траверсы) — 0,7—4,5 м.
Основными узлами продольно-строгального станка являются: станина 1 (рис. 8), стол 2, траверса (поперечина) 3, вертикальные суппорты 4, портал 5,коробка подач 7 вертикальных и бокового суппортов, боковая стойка 6.
станина, 2 — стол, 3 —траверса, 4 — вертикальные суппорты, 5 — портал, 6 — боковая стойка, 7 — коробка подач
2.Ходовой винт ходовой валик
Тест: Устройство токарного станка по дереву
Тест: Устройство токарного станка по дереву – Технология 9 классАнглийский язык
Астрономия
Белорусский язык
Биология
География
ИЗО
Информатика
История
Итальянский язык
Краеведение
Литература
Математика
Музыка
Немецкий язык
ОБЖ
Обществознание
Окружающий мир
ОРКСЭ
Русский язык
Технология
Физика
Физкультура
Химия
Черчение
Для учителей
Дошкольникам
VIP – доступ
- Предметы »
- Технология »
- 9 класс »
- Устройство токарного станка по дереву
Устройство токарного станка по дереву
Технология 9 класс | Автор: Эфендиев Муаед Жамалдинович | ID: 6110 | Дата: 13. 11.2015
11.2015
Помещать страницу в закладки могут только зарегистрированные пользователи
Какую форму приобретает заготовка в результате обработки точением?
а) форму тела вращения;б) форму призмы;
в) форму куба;
г) форму пирамиды.
Вопрос № 2
Для чего служит передняя бабка?
а) для передачи вращательного движения заготовке;б) для закрепления заготовки и передачи ей вращательного движения;
в) для установки и крепления заготовки.
Вопрос № 3
Для служит задняя бабка токарного станка?
а) для поддержания и закрепления заготовки;б) для закрепления инструмента;
в) для поддержания заготовки.
Вопрос № 4
Как называется рабочий вал передней бабки токарного станка?
а) шпиндель;б) стержень;
в) ось;
г) вал.
Вопрос № 5
Опорой для чего служит подручник с держателем?
а) контрольного инструмента;б) измерительного инструмента;
в) режущего инструмента.
Вопрос № 6
Что на токарном станке закрепляется с применением приспособления?
а) заготовка на задней бабке;б) заготовка на станине;
в) заготовка на правой стороне передней бабки;
г) резцы.
Вопрос № 7
В какой строке правильно перечислены приспособления к токарному станку по древесине?
б) трезубец, планшайба, патрон;
в) патрон, трезубец.
Показать ответы
Получение сертификата
о прохождении теста
Доступно только зарегистрированным пользователям
© TestEdu.ru 2013-2023
E-mail администратора: [email protected]
ИНСТРУМЕНТАЛЬНЫЙ ДЕРЖАТЕЛЬ ДЛЯ ЗАДНЕЙ БАБКИ СТАНКА – Cad cam Engineering WorldWide
Технология ЧПУ Оставить комментарий 1 386 просмотров
Все изученные до сих пор державки предназначены для использования на каретке токарного станка. Закрепление инструмента также осуществляется на задней бабке.
Закрепление инструмента также осуществляется на задней бабке.
На рис. I-62 показано, как шпиндель задней бабки используется для удержания инструментов с коническим хвостовиком Морзе. Одним из наиболее распространенных устройств для крепления инструмента, используемых на задней бабке, является сверлильный патрон (Рисунок I-63). Сверлильный патрон используется для удержания сверл с прямым хвостовиком. Когда необходимо выполнить ряд операций и повторить их на нескольких заготовках, можно использовать револьверную головку задней бабки (рисунок I-64). Показанная револьверная головка задней бабки имеет шесть позиций для инструментов, одна из которых используется в качестве упора. Другие позиции предназначены для центрового сверления, сверления, развертывания, зенкерования и нарезания резьбы. Инструменты задней бабки обычно подаются поворотом маховика задней бабки.
Рисунок I-64 Револьверная головка задней бабки (компания-производитель Enco). Инструментальная стойка старого типа показана на рис. I-65. Эти так называемые стандартные инструментальные стойки устарели, но все еще используются на некоторых старых токарных станках и до сих пор используются в некоторых школьных мастерских. По этой причине они включены сюда. Двумя самыми большими недостатками являются их недостаточная жесткость и склонность резцедержателя поворачивать резцедержатель, а инструмент – выдалбливать заготовку. Регулировка высоты инструмента осуществляется путем поворота коромысла в кольце стойки инструмента. Регулировка таким образом изменяет эффективный задний передний угол, а также передний задний угол инструмента.
I-65. Эти так называемые стандартные инструментальные стойки устарели, но все еще используются на некоторых старых токарных станках и до сих пор используются в некоторых школьных мастерских. По этой причине они включены сюда. Двумя самыми большими недостатками являются их недостаточная жесткость и склонность резцедержателя поворачивать резцедержатель, а инструмент – выдалбливать заготовку. Регулировка высоты инструмента осуществляется путем поворота коромысла в кольце стойки инструмента. Регулировка таким образом изменяет эффективный задний передний угол, а также передний задний угол инструмента.
Многие типы держателей инструментов используются со стандартным резцедержателем. Токарная оправка с прямым хвостовиком (рис. I-66) используется с высокоскоростными насадками. Наконечник инструмента удерживается в державке под углом -градуса, что обеспечивает положительный передний угол для резания. Державки с прямым хвостовиком — это державки со смещением (рис. I-68 и I-69), которые позволяют обрабатывать рядом с патроном или задней бабкой токарного станка, не мешая резцедержателю.
Держатель инструмента следует выбирать в соответствии с выполняемой обработкой. Установка должна быть жесткой, а выступ державки должен быть сведен к минимуму, чтобы предотвратить вибрацию. Различные державки для отрезных инструментов (рис. I-70) используются для отрезания или выполнения канавок в заготовках. Отрезные инструменты
доступны разной толщины и высоты. Накатные инструменты изготавливаются с одной парой роликов (рис. I-71) или с тремя парами роликов (рис. I-72), которые образуют накатки трех разных типов. Эти держатели инструментов, показанные на рисунках с I-65 по I-72, и так называемая стандартная резцедержатель все еще используются на некоторых небольших токарных станках, но устарели в производстве и промышленности.
Небольшие расточные оправки могут быть либо вставными инструментами (Рисунок I-73), либо сменными режущими головками с заточкой (Рисунок I-74).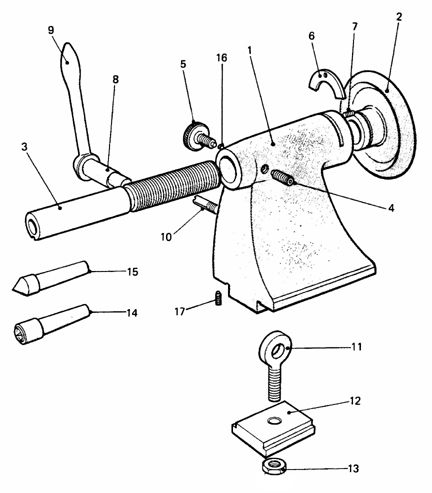
Торцевые заглушки удерживают расточный инструмент под прямым углом к оси расточной оправки или под углом 45 или 60 градусов к ней. Держатель расточной оправки для тяжелых условий эксплуатации на рис. I-76 не такой жесткий, как держатель на рис. I-75, потому что он зажат в резцедержателе. Конечно, ни один из этих держателей расточных оправок не является таким же жестким, как расточные оправки, удерживаемые в быстросменных держателях. Рисунок I-76 Усиленный держатель расточной оправки.
Входящие поисковые запросы:
- https://cadcamengineering net/toolholding-for-the-lathe-tailstock/
- недостатки задней бабки
- https://cadcamengineering net/toolholding-for-the-lathe-tailstock/#:~:text=Один из самых распространенных -6 4) можно использовать
- типы сверла задней бабки
Теги токарный станок токарный станок предварительный токарный станок базовый токарный станок документ токарный станок электронная книга токарный станок для продажи токарный станок для обмена токарный станок помощь токарный станок в структуре токарный станок обучение токарный станок офисный токарный станок pdf токарный станок продажа токарных станков токарный станок торговля токарный станок учебник токарный станок вьетнам токарный станок веб-токарные работы токарная мастерская
Задняя бабка
Лучший пост
Виды механических сил
Сила, приложенная к телу, может вызвать изменение формы или движения тела. Единицей силы в системе СИ является ньютон (Н), а в системе СГС – дина. Никакое твердое тело не является абсолютно твердым, и когда к нему прикладывается сила, происходят изменения в размерах. Такие изменения не всегда заметны человеческому глазу, поскольку ими можно пренебречь. Например, пролет моста прогибается под весом автомобиля, а гаечный ключ слегка сгибается при затягивании гайки. Для инженеров-строителей и проектировщиков также важно оценить воздействие сил на материалы вместе с их механическими свойствами материалов. На тело могут действовать три основных типа механических сил: 1) сила растяжения, 2) сила сжатия и 3) сила сдвига.0003
Единицей силы в системе СИ является ньютон (Н), а в системе СГС – дина. Никакое твердое тело не является абсолютно твердым, и когда к нему прикладывается сила, происходят изменения в размерах. Такие изменения не всегда заметны человеческому глазу, поскольку ими можно пренебречь. Например, пролет моста прогибается под весом автомобиля, а гаечный ключ слегка сгибается при затягивании гайки. Для инженеров-строителей и проектировщиков также важно оценить воздействие сил на материалы вместе с их механическими свойствами материалов. На тело могут действовать три основных типа механических сил: 1) сила растяжения, 2) сила сжатия и 3) сила сдвига.0003
Задняя бабка
Задняя бабка расположена с правой стороны станины, т.е. с правой стороны оператора. Основная цель задней бабки на токарном станке с двигателем – поддерживать свободный конец заготовки во время работы. Она также используется для удержания инструментов для проделывания отверстий (спиральных сверл, разверток), регулируемых вдоль станины токарного станка, для размещения заготовки различной длины. Она снабжена установочным винтом в основании для выравнивания конической токарной обработки. Она имеет чугунный корпус с отверстием для размещения шпинделя задней бабки, а верхняя часть содержит шпиндель, маховик задней бабки и зажим шпинделя для фиксации шпинделя в нужном положении. На конце шпинделя имеется коническое отверстие для удержания мертвой точки, сверл с коническим хвостовиком и других инструментов. Шпиндель можно центрировать, сверла с коническим хвостовиком и другие инструменты.
Основная цель задней бабки на токарном станке с двигателем – поддерживать свободный конец заготовки во время работы. Она также используется для удержания инструментов для проделывания отверстий (спиральных сверл, разверток), регулируемых вдоль станины токарного станка, для размещения заготовки различной длины. Она снабжена установочным винтом в основании для выравнивания конической токарной обработки. Она имеет чугунный корпус с отверстием для размещения шпинделя задней бабки, а верхняя часть содержит шпиндель, маховик задней бабки и зажим шпинделя для фиксации шпинделя в нужном положении. На конце шпинделя имеется коническое отверстие для удержания мертвой точки, сверл с коническим хвостовиком и других инструментов. Шпиндель можно центрировать, сверла с коническим хвостовиком и другие инструменты. Популярные посты из этого блога
ПРЕИМУЩЕСТВА И ОГРАНИЧЕНИЯ ПРОШИВКИ:
Протяжка — интересный процесс механической обработки, который используется в массовом производстве. Он имеет определенные преимущества и ограничения по сравнению с другими процессами обработки. Они приведены ниже. ПРЕИМУЩЕСТВА: 1) Быстрый и простой процесс. 2) Возможна высокая степень точности и отделки. 3) Любая форма профиля может быть легко обработана. 4) Процесс обработки завершается одним ходом протяжки. 5) Срок службы протяжного инструмента высок. 6) Температура резания и износ инструмента низкие. 7) Не требует высокой квалификации оператора. 8) Сила резания действует в направлении зажима, т. е. не стремится поднять заготовку из приспособления. 9) смазочно-охлаждающие жидкости могут применяться более легко и эффективно. 10) Наиболее экономичный для массового производства компонентов. ОГРАНИЧЕНИЯ: 1) Неэкономичен для мелкосерийного производства. 2) Стоимость протяжки высока. 3) Заточка инструмента (заточка протяжки) сложна и дорога. 4) Не подходит для обработки поверхностей с препятствиями. 5) Работа м
Он имеет определенные преимущества и ограничения по сравнению с другими процессами обработки. Они приведены ниже. ПРЕИМУЩЕСТВА: 1) Быстрый и простой процесс. 2) Возможна высокая степень точности и отделки. 3) Любая форма профиля может быть легко обработана. 4) Процесс обработки завершается одним ходом протяжки. 5) Срок службы протяжного инструмента высок. 6) Температура резания и износ инструмента низкие. 7) Не требует высокой квалификации оператора. 8) Сила резания действует в направлении зажима, т. е. не стремится поднять заготовку из приспособления. 9) смазочно-охлаждающие жидкости могут применяться более легко и эффективно. 10) Наиболее экономичный для массового производства компонентов. ОГРАНИЧЕНИЯ: 1) Неэкономичен для мелкосерийного производства. 2) Стоимость протяжки высока. 3) Заточка инструмента (заточка протяжки) сложна и дорога. 4) Не подходит для обработки поверхностей с препятствиями. 5) Работа м
Читать далее
МЕТОДЫ ПРИМЕНЕНИЯ РЕЖУЩИХ СРЕДСТВ :
Способ нанесения смазочно-охлаждающей жидкости очень важен и зависит от конкретной операции.