определение и синонимы слова зенковка в словаре русский языка
ПРОИЗНОШЕНИЕ СЛОВА ЗЕНКОВКА
ЧТО ОЗНАЧАЕТ СЛОВО ЗЕНКОВКА
Зенковка
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. Зенковки для цилиндрических углублений и опорных плоскостей часто называют цековками. Зенкование — процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки крепёжных элементов.Значение слова зенковка в словаре русский языка
ЗЕНКОВКА ж.
СЛОВА, РИФМУЮЩИЕСЯ СО СЛОВОМ ЗЕНКОВКА
Синонимы и антонимы слова зенковка в словаре русский языка
ПЕРЕВОД СЛОВА ЗЕНКОВКА
Посмотрите перевод слова зенковка на 25 языков с помощью нашего многоязыкового переводчика c русский языка. Переводы слова зенковка с русский языка на другие языки, представленные в этом разделе, были выполнены с помощью автоматического перевода, в котором главным элементом перевода является слово «зенковка» на русский языке.Переводчик с русский языка на
китайский язык 埋头1,325 миллионов дикторов
Переводчик с русский языка на
испанский язык avellanar570 миллионов дикторов
Переводчик с русский языка на
английский язык countersink510 миллионов дикторов
Переводчик с русский языка на
хинди язык
countersink 380 миллионов дикторов
Переводчик с русский языка на
арабский язык ثقب مشطوب280 миллионов дикторов
Переводчик с русский языка на
португальский язык escareador270 миллионов дикторов
Переводчик с русский языка на
бенгальский язык কাউন্টার্সিঁক্260 миллионов дикторов
Переводчик с русский языка на
французский язык fraiser220 миллионов дикторов
Переводчик с русский языка на
190 миллионов дикторов
Переводчик с русский языка на
немецкий язык versenken180 миллионов дикторов
Переводчик с русский языка на
японский язык 皿穴130 миллионов дикторов
Переводчик с русский языка на
корейский язык 원추형 구멍85 миллионов дикторов
Переводчик с русский языка на
яванский язык Countersink85 миллионов дикторов
Переводчик с русский языка на
вьетнамский язык80 миллионов дикторов
Переводчик с русский языка на
тамильский язык countersink75 миллионов дикторов
Переводчик с русский языка на
маратхи язык countersink75 миллионов дикторов
Переводчик с русский языка на
турецкий язык havşa70 миллионов дикторов
Переводчик с русский языка на
итальянский язык fresare65 миллионов дикторов
Переводчик с русский языка на
польский язык wkręcać50 миллионов дикторов
Переводчик с русский языка на
украинский язык зенківка40 миллионов дикторов
Переводчик с русский языка на
румынский язык countersink30 миллионов дикторов
Переводчик с русский языка на
греческий язык ευρύνω το άνω της οπής βίδας15 миллионов дикторов
Переводчик с русский языка на
африкаанс язык versink14 миллионов дикторов
Переводчик с русский языка на
шведский язык försänkning10 миллионов дикторов
Переводчик с русский языка на
норвежский язык
enker 5 миллионов дикторов
ТЕНДЕНЦИИ ИСПОЛЬЗОВАНИЯ ТЕРМИНА «ЗЕНКОВКА»
На показанной выше карте показана частотность использования термина «зенковка» в разных странах.
Примеры использования в литературе на русский языке, цитаты и новости о слове зенковка
КНИГИ НА РУССКИЙ ЯЗЫКЕ, ИМЕЮЩЕЕ ОТНОШЕНИЕ К СЛОВУ
«ЗЕНКОВКА» Поиск случаев использования слова зенковка в следующих библиографических источниках. Книги, относящиеся к слову зенковка, и краткие выдержки из этих книг для получения представления о контексте использования этого слова в литературе на русский языке.1
Высокотехнологичные методы металлообработки. Учебник:Сверло-зенковка обеспечивает совмещённую обработку отверстия и фаски. Зенковка может иметь компенсирующее осевое перемещение относительно оси сверла, уменьшающегося по длине после его периодических …
Виктор Григорьевич Якухин, 2011
2
Кровельные работы Кроме этого, постоянно обращают внимание на состояние провода электродрели. После завершения сверлильных работ стружку тщательно собирают веником и выбрасывают. Зенковка Такой инструмент, как зенковка, служит …
После завершения сверлильных работ стружку тщательно собирают веником и выбрасывают. Зенковка Такой инструмент, как зенковка, служит …
Евгения Сбитнева, 2014
3
SolidWorks 2007 в подлиннике – Страница 522Передняя зенковка — для этого параметра необходимо уточнить Диаметр разбуровки на передней стороне П и Угол разбуровки на передней стороне к; ; – Зешковка под головку — для этого параметра уточняется Диаметр …
Дударева Н.Ю., 2007
4
Строительные инструментыЗенковка Для отделки углублений, имеющих цилиндрическую или коническую форму, применяют зенковку. Ее используют также для создания фасок высверленных отверстий под головки винтов, болтов и заклепок. Различают два …
Василий Востриков, 2014
5
Anglo-russkiĭ slovarʹ po tekhnologii mashinostroenii︠a︡ i .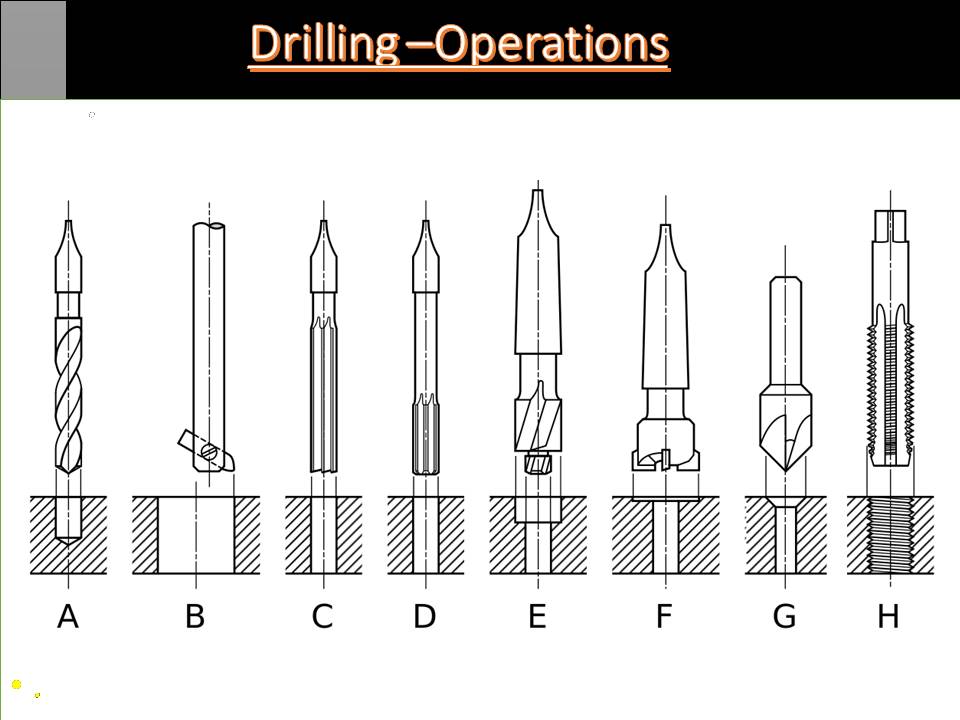 ..
.. (цилиндрическая) зенковка; цековка || зенковать; цековать 2. расточенное отверстие; рассверленное отверстие || растачивать; рассверливать Ьеас! ап
Boris Solomonovich Voskoboĭnikov, 1990
6
Крыши и кровли своими рукамиЗенковка – это инструмент, который используют для отделки углублений цилиндрическойили коническойформы, фасок высверленных отверстий под головки винтов, болтов и заклепок. Инструмент бывает цилиндрической и …
Татьяна Плотникова, Виктория Крейс, 2013
7
Autodesk Inventor 2008. Базовый курс на примерах – Страница 112 В зависимости от выбранного типа отверстия его размеры задаются в области предварительного просмотра диалогового окна. г у —т Рис. 4.18. Варианты оформления верхней грани отверстия и размеры отверстия Зенковка в …
г у —т Рис. 4.18. Варианты оформления верхней грани отверстия и размеры отверстия Зенковка в …
Левковец Леонид Борисович, 2008
8
Большая книга дачного мастераЗенковка – это инструмент, который используют для отделки углублений цилиндрической или коническойформы, фасок высверленных отверстийпод головки винтов,болтов изаклепок. Инструмент бывает цилиндрической и …
Игорь Антонов, 2014
9
Сборник текстов и упражнений по русскому языку: слесарное делоУпражнение 3. К данным существительным подберите согласованные определения из текста. Качество, часть, сталь, обработка, станок, инструмент, эмульсия, углубление, зенковка, отверстие, развёртка, оправка. Упражнение 4.
Самуил Моисеевич Файнгерш, Алексей Алексеевич Иванов, 1987
10
Электроника для начинающих: – Страница 130 3. 16). необязательное Ручная коническая зенковка Вам понадобится зенковка для выполнения фасок на краях отверстий для винтов, чтобы они подходили для винтов с плоскими головками. Если вы будете использовать зенковку, …
16). необязательное Ручная коническая зенковка Вам понадобится зенковка для выполнения фасок на краях отверстий для винтов, чтобы они подходили для винтов с плоскими головками. Если вы будете использовать зенковку, …
Платт Чарльз, 2012
НОВОСТИ, В КОТОРЫХ ВСТРЕЧАЕТСЯ ТЕРМИН «ЗЕНКОВКА»
Здесь показано, как национальная и международная пресса использует термин зенковка в контексте приведенных ниже новостных статей.Помойное заведение
Раз уж лень сделать как следует, то можно и на железных, только утопить их зенковкой поглубже. Если работники не знают, что такое “зенковка“, … «Экспресс К, Авг 06»
Чем отличается зенкер от зенковки — Статья на сайте компании ТУЛ-ИМПЭКС
При обработке металлических заготовок часто используются созвучные по названию инструменты: зенкер и зенковка. Оба применяются после сверла. Но операции, которые выполняют инструменты, различны. О назначении, отличиях зенкера и зенковки — в этой статье.
Оба применяются после сверла. Но операции, которые выполняют инструменты, различны. О назначении, отличиях зенкера и зенковки — в этой статье.
Как устроен зенкер
Зенкер описан в стандарте ГОСТ 12489-71, который был принят в Советском Союзе в 21971 году. Он представляет собой режущий инструмент с несколькими режущими плоскостями. Зенкер используется для:
-
Улучшение качества обработки отверстий. Этот инструмент используется после применения сверла. За счет использования нескольких режущих элементов и их особой формы качество обработки отверстия у зенкера на уровне 6-7 класса. Это заметно лучше, чем у сверла.
-
Увеличения диаметра выполненных в металлической заготовке отверстий. При этом происходит чистовая доводка их внутренней поверхности. Речь идет об увеличении диаметра на десятые доли миллиметра. Для более серьезных операций последовательно используют сверла большего размера.


Чем больше режущих поверхностей у инструмента, тем более высокое качество обработки металла достигается. Допускается проводить отверстие несколькими зенкерами разных диаметров для увеличения его диаметра.
Принципиально можно выделить три части зенкера:
-
Хвостовик. Служит для закрепления в патроне. Имеет коническую форму.
-
Рабочая часть. Она погружается в отверстие. Служит для резки металла и эвакуации стружки от места резки. Состоит из режущей части с несколькими плоскостями и калибрующей — для центровки инструмента в отверстии.
Изготавливаются инструменты этого класса из быстрорежущей стали. Режущий блок может быть цельным или иметь наплавные элементы.
Зенкерование может выполняться на:
-
Сверлильных станках. Зенкер имеет хвостовик для закрепления в стандартном патроне.
Это облегчает последовательное использование инструментов. Сначала сверлом выполняется само отверстие. Затем зенкером доводится качество его обработки.
-
Токарные станки. Такое закрепление позволяет зенкеру работать, например, с торцевыми отверстиями в круглых заготовках. При этом вращается сама деталь. Зенкер устанавливается неподвижно.
-
Расточные станки. Используются для работы с крупными заготовками.
-
Агрегатные станки. Могут использовать несколько сверл и зенкеров разного диаметра для последовательного применения.
-
Фрезерные станки: горизонтальные и вертикальные. Используется для точного зенкерования в закрепленных корпусных деталях.
 Это облегчает последовательное использование инструментов. Сначала сверлом выполняется само отверстие. Затем зенкером доводится качество его обработки.
Это облегчает последовательное использование инструментов. Сначала сверлом выполняется само отверстие. Затем зенкером доводится качество его обработки.
Как работает зенковка
Этот инструмент используется для обработки кромок отверстия. У зенковки также несколько режущих поверхностей, но расположенных на конусе. Инструмент позволяет выполнить углубления под установку болтов с потайной головкой, которые, в частности, описывает ГОСТ 7785-81. Они имеют конусную нижнюю поверхность под угол 90° или 60°. Международный стандарт — DIN, также включает такие болты. Реже используются зенковки с конусом 30° и 120°.
Инструмент позволяет выполнить углубления под установку болтов с потайной головкой, которые, в частности, описывает ГОСТ 7785-81. Они имеют конусную нижнюю поверхность под угол 90° или 60°. Международный стандарт — DIN, также включает такие болты. Реже используются зенковки с конусом 30° и 120°.
Еще одно применение зенковки — снятие фасок с кромки отверстия. Классическая схема инструмента приведена на картинке ниже.
Фото взято из интернета
Зенковка имеет хвостовик для закрепления в стандартном патроне. На приведенной схеме шесть режущих элементов, расположенных по конусу.
В случаях, когда зенковка отверстия с лицевой стороны невозможна, применяется обратная модель инструмента. В нем режущая часть развернута в сторону хвостовика. Также есть вариант со складывающимся режущим блоком.
Зенковки могут использоваться и для других материалов. Например, часто используемый вариант — для дерева или пластика. Цель та же — выполнение конусных углублений для размещения болтов со скрытой головкой. Такие часто применяются в мебельном производстве.
Цель та же — выполнение конусных углублений для размещения болтов со скрытой головкой. Такие часто применяются в мебельном производстве.
Зенковки по дереву нельзя применять по металлу. В их режущих элементах используется менее прочный материал. К тому же, они имеют разную конструкцию. Зенковки для работы по дереву могут иметь направляющее сверло. Их часто используют для скрытой установки саморезов за одну операцию. Сверло выполняет отверстие, режущий конусный блок – углубление под шляпку.
Фото взято из интернета
На рисунке виден ключ шестигранник. Он используется для замены направляющего сверла. Одна зенковка может применяться для саморезов разного диаметра. Это позволяет держать в наборе одну зенковку и несколько сменных сверл.
Отличия зенкера и зенковки
Понятия часто путают. Поиск в интернете по запросу «зенкер» выдает в одной выборке и сам этот инструмент, и зенковки. Тем не менее отличия существенные. Чтобы понять разницу между инструментами, приведем схему выполнения и последующей обработки отверстий в металлических деталях, взятую из учебника.
Тем не менее отличия существенные. Чтобы понять разницу между инструментами, приведем схему выполнения и последующей обработки отверстий в металлических деталях, взятую из учебника.
На этом рисунке видно, что:
-
Зенкер (C) используется для сквозного прохождения через отверстие. Например, для увеличения его диаметра или улучшения качества обработки. Зенковка (G) выполняет углубления. Но сквозь отверстие не проходит.
-
Зенкерование повышает качество обработки металла до 6-7 класса. Зенковка (G) для этого не предназначена. Она не улучшает качество обработки металла на всем протяжении отверстия, так как погружается в него только частично.
-
Зенковка (G) позволяет выполнять углубления под установку болтов с потайной головкой. Но не увеличивает качество обработки самого отверстия. Зенкер для этой операции не применим.
На рисунке выше есть еще одна разновидность зенковки — цековка (E, F). Ее выделяют отдельно. Цековка выполняет цилиндрическое углубление с плоским дном. Оно нужно для установки опор, шайб и винтов с плоской поверхностью потайной головки.
Ее выделяют отдельно. Цековка выполняет цилиндрическое углубление с плоским дном. Оно нужно для установки опор, шайб и винтов с плоской поверхностью потайной головки.
Автор статьи: техник-технолог Чулков Вячеслав Александрович
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings. DRAG_TEXT}}
DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.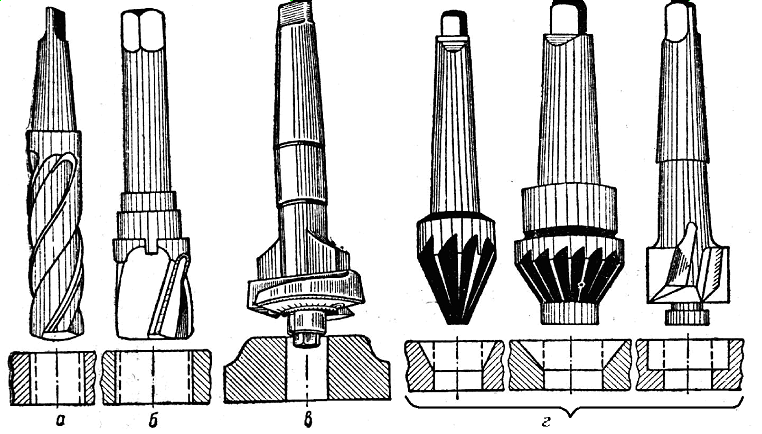 selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}Длина болта | Добавляет длину болта. Единицу измерения и формат длины можно изменить. |
Диаметр болта | Добавляет диаметр болта. Единицу измерения и формат диаметра можно изменить. |
Диаметр отверстия | Добавляет диаметр отверстия. Единицу измерения и формат диаметра можно изменить. |
| Глубина отверстия | Добавляет глубину отверстия под болт. |
Материал | Добавляет сорт материала болта. |
Стандарт | Добавляет стандарт болта. |
Краткое имя | Добавляет краткое название болта. Это может быть, например, коммерческое название конкретного болта. |
Полное имя | Добавляет полное название болта. |
Тип сборки | Добавляет тип комплекта болта. |
Число болтов | Добавляет количество болтов. |
Длина паза (x) Длина паза (y) | Добавляет длину продолговатого отверстия по оси X или Y. Единицу измерения и формат длины можно изменить. |
Длина паза | Добавляет длину продолговатого отверстия. Единицу измерения и формат длины можно изменить. |
Высота паза | Добавляет высоту продолговатого отверстия. Единицу измерения и формат высоты можно изменить. |
Размер | Добавляет размер отверстия. Единицу измерения и формат размера можно изменить. |
Зенковка | Добавляет в метки потайных болтов обозначение зенковки. |
Расстояние до первого ряда болтов на стороне уголка, перпендикулярной стенке | Добавляет расстояние от кромки до отверстия. Для управления форматом этого элемента служит расширенный параметр |
Расстояние между центрами | Добавляет межцентровое расстояние. Для управления форматом этого элемента служат расширенные параметры |


 Это название отображается в поле списка в диалоговом окне.
Это название отображается в поле списка в диалоговом окне.

Latest Articles
Снятие фаски является, пожалуй, наиболее распространённой операцией механической обработки. Фаски и, реже, галтели характеризуют все внешние и внутренние углы выпускаемых деталей. Изготовление галтелей сложнее, чем фасок, что и объясняет заметное преобладание последних. Мы настолько привыкли к их присутствию в самых различных изделиях, что часто даже не задумываемся о важности этих небольших скошенных поверхностей. А ведь именно фаски предотвращают травмы рук, упрощают сборку, снижают концентрацию напряжений и обеспечивают ряд важных свойств, что и делает фаску необходимым элементом конструкции детали.Обработка фаски обычно считается простой операцией. Для её выполнения используется разнообразный режущий инструмент (РИ), как правило, не отличающийся особой сложностью. Более того, в большинстве случаев снятие фаски благополучно производится инструментом широкого применения. Проходной резец, фреза с главным углом в плане 45°, сверло с углом при вершине 90° – типичные примеры такого РИ. Вращающийся инструмент для снятия фасок успешно применяется в удалении заусенца и выполнения скоса, зенковании и изготовления поднутрений, засверливании отверстий и т. д.
Вращающийся фасочный инструмент широко универсален. В идеале он должен быть пригодным для эффективного применения в указанных видах обработки. Разумеется, различные объективные ограничения (прежде всего, размерные) ставят свои барьеры для создания такого желаемого РИ, и существующие конструкции далеки от полного совершенства. Однако понимание наиболее востребованных функций фасочного инструмента и их приоритета с точки зрения потребителя служит путеводной звездой в поиске оптимальных конструкций РИ, направленных на преодоление указанных преград. Ведь именно для операции снятия фаски, часто обделённой должным вниманием из-за кажущейся тривиальности, производство ждёт от инструментальщиков простого, производительного, экономичного и гибкого решения.
Данный подход переплетается с концепцией передового РИ компании ISCAR, согласно которой разрабатывается вращающийся фасочный инструмент, и его отдельные представители действительно заслуживают краткого рассмотрения.
MULTI-MASTER, линия сборного инструмента ISCAR со сменными головками из твёрдого сплава, предлагает немало вариантов для снятия фасок. Например, экономичные двузубые головки ММ Н… и полностью шлифованные многозубые головки ММ Е… обеспечивают высокие показатели при фрезеровании фасок, зачистке кромок и удалении заусенца. Особенно результативно применение головок в случае малых габаритов обрабатываемых участков и в производстве мелкоразмерных деталей. Настоящим лидером в силу впечатляющей популярности является многофункциональная головка MM HCD (Рис. 1), пригодная для зацентровки и засверливания отверстий, а также зенкования. Секрет успеха заключается в особой режущей геометрии головки, сочетающей положительные и отрицательные значения осевого переднего угла в комбинации с положительным нормальным передним углом. Такой конструктивный принцип обеспечивает высокую прочность кромки и эффективный отвод стружки, что отражается в плавном и мягком резании даже в тяжёлом режиме обработки.
Дисковые фрезерные головки (Рис. 2), другие изделия линии, выпускаются с главным углом в плане 45°, 60° и 75°. Их применение не ограничивается формированием канавок и пазов профиля “ласточкин хвост”. Не менее важной функцией головок является снятие обратных фасок, а многозубая конструкция головок служит весомым фактором высокой производительности операции.
Сверление отверстия с одновременным изготовлением фаски (например, в отверстии под резьбу) – предпочтительный выбор для любого производственника. В таких случаях полезной оказывается комбинированное сверло-зенковка (Рис. 3). Однако бесконечное множество встречающихся глубин отверстий существенно ограничивает область применения подобных свёрл стандартного исполнения и требует многочисленных специализированных инструментов данного типа, выпускаемых на заказ в зависимости от конкретных размеров отверстия. Альтернативным решением, способствующим уменьшению номенклатуры специнструмента на предприятии, может стать использование фасочного кольца с закрепляемыми в нём сменными пластинами (СМП) из твёрдого сплава. Кольцо устанавливается на корпус обычного сверла CHAMDRILL стандартного исполнения на нужном расстоянии по отношению к вершине и таким образом позволяет скомпоновать необходимый комбинированный РИ.
Одна из имеющихся конструкций фасочного инструмента интересна прежде всего для мелкого производителя и для ремонтных цехов. Речь идёт об универсальной фрезе с регулируемым главным углом в плане. Контроль угла возможен благодаря поворотной кассете (картриджу), несущей сменную пластину. Угловая шкала, выгравированная на картридже, делает настройку простой и удобной. Настраиваемость инструмента позволяет использовать его для обработки фасок с разными углами. Правда, “платой” за такую универсальность является всего лишь один режущий зуб, которым располагает фреза.
Последняя новинка компании ISCAR – семейство фрез CHAMFMILL с СМП для обработки обычных и обратных фасок небольших размеров и снятия заусенца (Рис.4). Важнейшим компонентом фрезы является экономичная сменная твердосплавная пластина в виде пятиконечной звезды. Благодаря такой форме данная СМП располагает 10 режущими кромками: 5 для фрезерования обычных фасок и 5 для обратных. Таким образом достигается рациональное использование твёрдого сплава.
Создание вращающегося фасочного инструмента – совсем не такая простая задача. Вместе с факторами производительности и операционной гибкости необходимо взять в расчёт различные аспекты будущего применения РИ – например, обработка внутренних или/и внешних поверхностей, притупление острых кромок, фаски в отверстиях, удаление заусенца и т.п. Компания ISCAR предлагает разнообразные решения. Какое же из них действительно удостоится “пяти звёздочек”, определит уже потребитель, руководствуясь задачами своего предприятия и его нужд.
Зенковка против цековки для печатных плат
В чем разница между зенковкой и цековкой?
Зенковки и зенковки служат той же цели, позволяя головке винта или другого крепежа лежать заподлицо или чуть ниже поверхности материала, в который они вставляются. Разница между ними – угол, под которым просверливается большее отверстие. Большое отверстие зенковки сужается под углом; тогда как цековка просверливается прямо в материале и оставляет плоское дно между цековкой и более узким внутренним валом.
Цековка
Информация, необходимая для каждого типа, почти идентична, за некоторыми исключениями. Зенковка по определению сверлится прямо вниз без конуса, поэтому нам не нужно знать угол.
- На какой стороне доски отверстие? Сверху или снизу?
- Должны быть стенки отверстий покрыты или нет?
- Готовый диаметр узкого внутреннего вала отверстия. (Первичное сверло)
- Большой диаметр (готовый диаметр отверстия на поверхности)
- Глубина просверливания цековки
Зенковка
Поскольку зенковка не просверливается прямо в материал, нам необходимо знать предполагаемый угол.Для всех математиков вы, несомненно, заметили, что диаметр главного отверстия и угол образуют треугольник. Глубина просверливания зенковки зависит от угла, основного и основного диаметров, однако указание ожидаемой глубины является хорошей проверкой на практике.
- На какой стороне доски мойка? Сверху или снизу?
- Должны быть стенки отверстий покрыты или нет?
- Готовый диаметр узкого внутреннего вала отверстия.(Первичное сверло)
- Большой диаметр (окончательный диаметр отверстия на поверхности)
- Угол конического сверла.
- Глубина сверления зенковки.
Proto Tech Tip: зенковка – блог Protocase
Каждую неделю Team Protocase представляет вам видеоролик Proto Tech Tip, в котором мы подробно рассмотрим конкретный аспект производства листового металла и обработки с ЧПУ.
На этой неделе Allison кратко расскажет о зенковке для винтов с плоской головкой и о том, почему они являются полезным дополнением к индивидуальному корпусу или детали.
Посмотрите полное видео ниже – или, если вы предпочитаете прочитать его Proto Tech Tip, у нас есть полная расшифровка под видео.
Не забудьте подписаться на канал Protocase на YouTube, чтобы не пропустить ни одного Proto Tech Tip!
Привет всем, Эллисон здесь из Protocase с еще одним советом Proto Tech.Сегодня речь идет о зенковке.
Таким образом, крепежные винты бывают с полукруглой или плоской головкой. Чтобы установить винт с плоской головкой, вырез, в который он устанавливается, должен быть потайным.
Зенковка – это использование сверлильного станка для создания в детали конического отверстия, которое соответствует углу и размеру головки конкретного винта.
Зенковка гарантирует, что ваши винты будут плотно прилегать к металлической поверхности корпуса или детали.Итак, есть три основные причины, по которым обычно используется зенковка. Первое – избегать помех. Например, в полноразмерном корпусе, устанавливаемом в стойку, если вы используете винты с полукруглой головкой, корпус, скорее всего, будет тереться о корпус, установленный в стойку сверху или снизу. Винты с потайной головкой с потайной головкой создадут гладкую поверхность, что даст вам больший зазор.
Еще одна причина, по которой некоторые дизайнеры предпочитают использовать зенковки, заключается в том, что им нужно создать хорошее уплотнение.Например, вам может потребоваться светонепроницаемый корпус. Конечно, в этом случае пригодятся и прокладки.
Наконец, зенковка также отлично подходит для создания обтекаемого вида. Многие дизайнеры из-за эстетики отдают предпочтение винтам с потайной головкой.
Итак, есть несколько требований к конструкции, которые необходимо учитывать при выборе зенковки. Во-первых, вы должны заранее сообщить нам, какой тип винта вы хотите использовать. Каждый винт
имеет соответствующий размер резьбы.Размер резьбы также указывает угол зенковки на головке. Так, например, размер резьбы 100 градусов номер 2 означает угол зенковки 100 градусов при стандартном размере резьбы 2-56.
Итак, еще один совет: материал утопленной детали также должен быть достаточно толстым, чтобы соответствовать глубине головки используемого винта. Если ваш материал недостаточно толстый, ваш винт выйдет на дно, прежде чем он окажется на одном уровне с поверхностью. Стандартные винты обычно имеют угол наклона 100, 90 или 82 градуса.Если вы хотите использовать крепеж, которого нет на складе Protocase, а внешний диаметр головки винта больше, чем обычно, просто свяжитесь с нами. Скорее всего, мы сможем настроить сверлильный станок по индивидуальному заказу, чтобы подобрать то, что вы ищете.
Зенковка обычно выполняется перед нанесением порошкового покрытия на деталь. Итак, как вы можете видеть на образце, у нас есть несколько стандартных зенковок. Сверху у нас есть зенковки с черным порошковым покрытием Sandtex, а внизу – зенковки с зернистой отделкой.
Поэтому, как правило, вы всегда должны учитывать номинальную толщину, которую порошковое покрытие добавит к вашему вырезу, чтобы гарантировать, что застежка будет правильно помещаться в вырез. Но с зенковкой вам фактически не нужно учитывать дополнительную толщину, получаемую от порошкового покрытия, потому что наши зенковки достаточно глубоки, чтобы учесть эту дополнительную толщину
.
Итак, совет: Protocase Designer – это наше программное обеспечение для 3D-дизайна, которое позволяет создавать вырезы с потайной головкой прямо в вашем дизайне.Мы связались с руководством по этому поводу ниже. Звоните
бесплатно, посетите наш веб-сайт для получения дополнительной информации.
В приведенном ниже описании мы помещаем несколько прямых ссылок на наши многочисленные варианты застежек, которые мы предлагаем. Не забудьте также проверить наш блог, в котором содержится множество других технических советов.
просто отправьте нам письмо по адресу [email protected].
Большое спасибо за просмотр Proto Tech Tip на этой неделе. Удачного проектирования! Увидимся на следующей неделе
Зенковкаvs.Цековка: в чем разница?
Handyman’s World является участником программы Amazon Services LLC Associates, партнерской рекламной программы, разработанной для предоставления сайтам средств для получения рекламных сборов за счет рекламы и ссылок на amazon.com.
Часто такие термины, как зенковка и зенковка – и даже точечная поверхность – используются как взаимозаменяемые. В конце концов, все они предназначены для того, чтобы винты и болты «идеально подходили».
Однако каждый из трех при ближайшем рассмотрении значительно отличается.Ниже я рассмотрю эти различия, а также ситуации, в которых используются эти три процесса.
Зенковка и растачивание: основы
Прежде чем переходить к различиям, давайте посмотрим, что определяет каждый из трех процессов.
Зенковка
Зенковка – это процесс прорезания конического отверстия в материале , чтобы можно было вбить крепежный элемент, такой как винт, в материал на достаточно глубину, чтобы его головка была заподлицо с поверхностью материала (или ниже).Это также позволяет коническому дну головки винта идеально вписываться в материал.
Отверстие, образованное в результате этого процесса, называется зенковкой. Определяется множеством мер, включая диаметр основного отверстия, диаметр основного отверстия, глубину и угол. Все они будут различаться в зависимости от типа используемого винта.
Инструменты, используемые для выполнения таких отверстий, также часто называют «зенковками». Помимо того, что они широко используются в деревообработке, они также широко используются в производстве.
Зенковка
Зенковка – это процесс вырезания цилиндрического отверстия в материале , чтобы головка крепежной детали, например болта, находилась заподлицо с поверхностью материала или под ней.
Часто для достижения этого результата используются биты Форстнера.
Отверстие, созданное в результате этого процесса, называется цековкой. Определяется диаметром и глубиной. Диаметр цековки обычно немного больше диаметра головки крепежной детали.Если используется шайба, она немного больше ее диаметра.
Как и в предыдущем случае, инструменты, используемые для изготовления зенковок, называются также «зенковками».
Зенковка и цековка: в чем разница?
Как вы можете видеть выше, и зенковки, и зенковки представляют собой отверстия, которые позволяют крепежам лучше прилегать, чем без них. Однако между ними есть некоторые важные различия.
Форма
Основное различие между зенковками и зенковками заключается в их форме.
Форма зенковки коническая. Другими словами, диаметр отверстия зенковки больше на поверхности материала и уже на конце отверстия – там, где оно встречается с основным отверстием, через которое забивается крепеж.
С другой стороны, цековка имеет цилиндрическую форму. Другими словами, диаметр цековки остается постоянным от верха до низа.
Тип крепежа
Из-за своей разной формы эти два процесса используются с разными типами креплений.
Зенковка используется с винтами и другими крепежными деталями, имеющими коническую головку снизу.
Зенковка используется для крепежа с плоской нижней головкой. Сюда входят болты и винты с шестигранной головкой, крепежные детали с шайбами, концы болтов с гайками и крышками и так далее.
В любом случае выбор правильного процесса для правильного применения позволяет нижней части головки крепежа идеально прилегать к материалу.
Приложение
Хотя каждый раз, когда шуруп с коническим дном врезается в кусок дерева или другого материала, его необходимо утопить для достижения наилучшего качества готового продукта, но это не всегда так.
Особенно, если речь идет о любительской деревообработке.
Причина в том, что древесина достаточно мягкая, чтобы винт «заставил» зенковать сам себя. Тем не менее, зенковка имеет решающее значение при работе с печатными платами, металлом и другими материалами, которые не так гибки, как дерево.
С другой стороны, растачивание – это процесс, от которого сложнее отказаться. Это потому, что крепежные детали, для которых требуются зенковки, обычно имеют гораздо большую головку, чем стандартные винты. И, как таковые, они не могут быть полностью закручены с усилием, как шурупы.
Из-за этого растачивание широко используется как в любительской деревообработке, так и в более профессиональных областях – будь то столярные работы или производство.
Сводка
Отверстия с зенковкой и зенковкой занимают важное место как в производстве, так и в столярных работах, в домашних условиях и в других областях.
Они позволяют крепежным элементам идеально подходить к материалу, в который они забиваются. И они предотвращают выступание застежек над поверхностью материала.
При этом, несмотря на то, что зенкование выполняется как любителями, так и профессионалами, зенкование гораздо менее распространено среди плотников-любителей, поскольку винты можно легко «вдавить» в древесину. Это не означает, что зенковка менее важна.
Петли | Зенковки | Гуден
Узел: 194Meta Desc: Guden поставляет дверные петли промышленных шкафов, неразрезные петли, стыковые петли и специальные петли, а также промышленные защелки, ручки, газовые пружины и демпферы.
Узел: 194 Контроль: 1 Узел: 194 Контроль: 1
Почему диаметр нашего отверстия обычно больше диаметра корпуса
При пробивке отверстия в листовом металле при подготовке к зенковывая, мы проделываем отверстие достаточно большого размера, чтобы оставить минимум 0,005 дюйма на дно отверстия, чтобы не образовывались заусенцы. Диаграмма выше демонстрирует этот минимум 0,005 дюйма. Мы рассчитали отверстие диаметр, необходимый для ряда популярных размеров винтов, и размеры в таблицах ниже.
Стол для зенковки 82 градуса
Размер винта | № 4 | # 5 | № 6 | № 8 | № 10 | № 12 | 1 / 4- |
Макс.Диаметр головы. | 0,225 | 0,252 | 0,279 | 0,332 | 0,385 | 0,438 | 0,507 |
мин. Диаметр головы. | 0.207 | 0,232 | 0,257 | 0,308 | 0,359 | 0,410 | 0,477 |
Top Ctsk. Dia. | 0,216 | 0.242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
Диаметр корпуса. | 0,112 | 0,125 | 0.138 | 0,164 | 0,190 | 0,216 | 0,250 |
Размер винта | № 4 | # 5 | № 6 | № 8 | № 10 | № 12 | 1 / 4- |
Толщина | Размеры отверстий до зенковки для винтов 82 градусов (+/-.005) | ||||||
0,020 | 0,1950 | 0,2220 | 0,2490 | 0,3020 | 0,3550 | 0,4060 | 0,4770 |
0.025 | 0,1870 | 0,2130 | 0,2400 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
0,030 | 0.1760 | 0.2010 | 0,2280 | 0,2810 | 0,3340 | 0,4060 | 0,4560 |
0,035 | 0,1660 | 0.1960 | 0,2210 | 0,2740 | 0,3280 | 0,4060 | 0,4490 |
0,042 | 0,1600 | 0,1870 | 0.2130 | 0,2630 | 0,3170 | 0,4060 | 0,4370 |
0,050 | 0,1410 | 0,1700 | 0,1960 | 0.2500 | 0,3030 | 0,3830 | 0,4240 |
0,060 | 0,1280 | 0,1520 | 0,1790 | 0,2320 | 0.2850 | 0,3830 | 0,4060 |
0,074 | 0,1250 | 0,1280 | 0,1560 | 0,2080 | 0,2630 | 0.3680 | 0,3830 |
0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1940 | 0,2500 | 0,3360 | 0.3680 |
0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,3030 | 0,3120 |
0.179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
0,250 | 0.1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра верхней части зенковка должна занять середину диапазона номинального размера с допуском плюс или минус.010 . Например, для плоской головки # 8 завинтите материал толщиной 0,042, мы пробили бы отверстие диаметром 0,263 и зенковка до 0,320 (0,332 плюс 0,330 разделить на 2) плюс-минус 0,010. Любой размер верхней части зенковки от 0,310 до 0,330 будет считаться в пределах допуска.
Отверстие в листе спроектирован так, чтобы оставить минимум 0,005 стены после завершения зенковки. Этот предотвратит образование заусенцев на нижней стороне листового металла. Для в приведенном выше примере мы бы пробили.263 диаметра отверстия, хотя диаметр корпуса винт .164. Часть головы будет выступать ниже поверхности листа. металл.
Стол для зенковки под углом 100 градусов
Размер винта | # 4 | # 5 | # 6 | # 8 | # 10 | # 12 | 1 / 4- |
Макс.Диаметр головы. | 0,231 | 0,257 | 0,283 | 0,335 | 0,387 | 0,439 | 0,507 |
мин. Диаметр головы. | 0.201 | 0,227 | 0,253 | 0,305 | 0,357 | 0,409 | 0,477 |
Top Ctsk. Dia. | 0,216 | 0,242 | 0.268 | 0,320 | 0,372 | 0,424 | 0,492 |
Диаметр корпуса. | 0,112 | 0,125 | 0,138 | 0,164 | 0.190 | 0,216 | 0,250 |
Размер винта | # 4 | # 5 | # 6 | # 8 | # 10 | # 12 | 1 / 4- |
Толщина | Размеры отверстий перед зенковкой для Винты 100 градусов (+/-.005) | ||||||
0,020 | 0,1870 | 0,2130 | 0,2490 | 0,3020 | 0,3460 | 0,4060 | 0,4770 |
0.025 | 0,1870 | 0,2130 | 0,2320 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
0,030 | 0.1760 | 0,1960 | 0,2210 | 0,2740 | 0,3360 | 0,3830 | 0,4560 |
0,035 | 0,1600 | 0.1870 | 0,2130 | 0,2630 | 0,3120 | 0,3680 | 0,4370 |
0,042 | 0,1410 | 0,1760 | 0.1960 | 0,2500 | 0,3130 | 0,3680 | 0,4240 |
0,050 | 0,1250 | 0,1280 | 0,1760 | 0.2320 | 0,2850 | 0,3360 | 0,4060 |
0,060 | 0,1250 | 0,1280 | 0,1560 | 0,2130 | 0.2850 | 0,3830 | 0,4060 |
0,074 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0.2320 | 0,3120 |
0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0.3120 |
0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
0.179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
0,250 | 0.1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра для верхняя часть зенковки – принять середину диапазона за номинальную размер с допуском плюс или минус.015 . Например, для Винт # 8 с плоской головкой из материала толщиной 0,042, мы бы пробили диаметр 0,250 Отверстие и зенковка до 0,320 (0,335 плюс 0,330, деленное на 2) плюс или минус .015. Любой размер верхней части зенковки от 0,305 до 0,335 будет считаться в пределах допуска.
Отверстие, пробитое в листе, предназначено для оставьте минимум 0,005 стены после завершения зенковки. Это будет предотвратить образование заусенцев на нижней стороне листового металла.Для в приведенном выше примере мы пробиваем отверстие диаметром 0,250, хотя корпус диаметр винта 0,164. Часть головы будет выступать ниже поверхность листового металла.
Что такое винт с потайной головкой?
Винты с внешними спиральными выступами являются одними из наиболее часто используемых крепежных изделий в мире. Внешние выступы или резьба позволяют винтам удалять материал с объекта или поверхности, в которую они вставлены.Например, когда вы вбиваете шуруп в стену, часть лишнего материала поднимается по гребням и выходит из отверстия. Однако существует много разных типов винтов, один из которых потайной. Итак, что такое винт с потайной головкой?
Обзор винтов с потайной головкой
Винт с потайной головкой, также известный как винт для плоского нагрева, представляет собой тип винта, который предназначен для прилегания заподлицо с объектом или поверхностью, в которую он вставлен. Их называют «винтами с потайной головкой», потому что они «проникают» в предметы и поверхности.У них плоская головка, сужающаяся вдоль вала. Поэтому, когда вы вбиваете винт с потайной головкой в объект или поверхность, головка погружается так, что оказывается на одном уровне с соответствующим материалом.
У большинства винтов, конечно же, закругленная или полукруглая головка. Винты с потайной головкой отличаются тем, что имеют плоскую головку. У них все еще есть внешние спиральные гребни. Винты с потайной головкой просто характеризуются своей плоской головкой, которая позволяет им погружаться в предметы и материалы.
Почему используются винты с потайной головкой
Винты с потайной головкой используются в самых разных областях крепления.Например, часто можно встретить винты с потайной головкой, которыми двери крепятся к раме. У традиционных винтов головка винта будет выступать наружу. А если вы закроете дверь, которая закреплена торчащими головками винтов, это вызовет нагрузку как на дверь, так и на раму. Винты с потайной головкой решают эту проблему, позволяя двери плотно прилегать к раме. Головки винтов с потайной головкой полностью утоплены, поэтому между дверью и коробкой имеется ровный и плавный контакт.
Винты с потайной головкой также используются во многих других областях деревообработки и столярных изделий.Поскольку головки опускаются, их можно скрыть с помощью заглушки или наполнителя. После вбивания винта с потайной головкой в объект или поверхность рабочий может покрыть его колпачком или наполнителем. Это невозможно с другими типами винтов, так как головка будет выступать наружу.
Заключение
Винты с потайной головкой такие же, как и все остальные винты, за исключением того, что они сконструированы таким образом, чтобы прилегать к предмету или поверхности, в которую они вставлены. Они имеют плоскую головку с конической резьбой, которая погружается в материал.
См. Винты Монро .Нет тегов для этого сообщения.
Цековка против зенковки. Различия, сила и применение
Многие люди считают, что термины «зенковка» и «цековка» означают одно и то же. Однако между ними есть важные различия, поэтому важно понимать, когда использовать тот или иной.
В чем разница между зенковкой и цековкой?
Зенковка и зенковка выполняются поверх просверленного отверстия, чтобы головка винта или болта оставалась ниже поверхности заготовки.
Наиболее заметное различие между зенковкой и цековкой заключается в размере и форме винта или инструмента, который создает отверстия в материале. Отверстие с зенковкой более глубокое и имеет квадратную форму, где может располагаться буртик головки винта. Это также позволяет использовать шайбы.
Зенковка образует отверстие конической формы, идентичное угловой форме на нижней стороне винта с плоской вершиной. Отверстие может различаться по глубине, так что плоская головка может опираться на поверхность, или может быть забита глубже и закрыта заглушкой, чтобы скрыть ее внешний вид.
Сравнительная таблица
| Зенковка | Цековка |
| Головка конической формы | Цилиндрическая плечевая головка |
| Обычно меньшая глубина (зависит от угла) | Глубже зенковки |
| Достаточная удерживающая сила | Обеспечивает более сильную фиксацию |
| Лучше всего подходит для печатных плат, деревообработки, пластика, тонкого листового металла и т. Д. | Лучше всего подходит для тяжелых условий эксплуатации, таких как автомобилестроение, машиностроение, строительство и т. Д. |
Итак, хотя оба используются для установки крепежа под поверхностью материала, форма, оставленная на дне отверстия, отличается.
Зенковка образует плоское отверстие на дне. Это позволит болту или винту, имеющему плоскую нижнюю сторону, в отличие от угловой формы зенковки, оставаться внутри. В этой ситуации часто используют шайбу.Следует отметить, что отверстие, создаваемое цековкой, обычно больше, чем головка винта, что позволяет разместить шайбу.
Зенковка и зенковка выполняются соосно отверстию под винт, разница в их геометрии.
Обозначения для цековки и зенковки
Зенковка обозначена символом, а зенковка обозначена символом ⌵ (V-образной формы).
- Обозначение цековки: ⌴
- Символ зенковки: ⌵
Насадка для режущего инструмента
Режущий инструмент, используемый для обработки отверстия с зенковкой, называется сверлом с зенковкой или зенковкой.Инструмент с зенковкой под углом 90 градусов также используется для снятия фаски с краев отверстий.
Для создания цековки можно использовать инструмент для зенковки, концевую фрезу или плоское сверло.
Когда использовать зенковку или цековку?
Это во многом зависит от того, какой материал вы используете для сверления отверстия. И для металла, и для дерева оба могут использоваться с одинаковым эффектом. Вот почему многие люди считают цековку и зенковку одним и тем же с несущественными различиями.
Однако с печатной платой различия становятся более заметными.Поскольку на печатных платах есть отверстия, то, как они созданы, важно для их функции. Вот почему вам нужно знать разницу при сверлении в печатной плате.
Зенковка хорошо подходит для печатных плат, которые будут размещены в устройстве с ограниченным пространством. Это связано с тем, что отверстие конической формы, которое создается для зенковки, требует меньшей глубины, а плоская поверхность головки винта может быть смыта с поверхностью печатной платы.
Еще одно преимущество состоит в том, что зенковки можно устанавливать с большей точностью, что важно при работе с небольшими печатными платами, например, в смартфонах и часах.Зенковки также можно добавлять с большей скоростью, что делает их предпочтительными в большинстве ремонтных ситуаций.
Однако цековка имеет место и на печатных платах. Хотя он требует больше места и не оставляет такой гладкой поверхности, как зенковка, он создает более прочное соединение. Вы используете цековку, когда хотите создать деталь гнезда, которая должна соединяться с прочностью и долговечностью.
Зенковка против прочности цековки
Для данного размера винта цековка обычно имеет большую удерживающую способность, чем зенковка.Это связано с тем, что сила, прилагаемая ⌴-образным болтом или головкой винта с головкой под торцевой ключ, параллельна оси отверстия для винта. С другой стороны, сила, создаваемая винтом с потайной головкой, распределяется под углом.
Преимущества зенковки по сравнению с цековкой во многом зависят от ее конкретного использования. Существуют определяющие факторы, когда разница может иметь значение при выборе того, который подходит для данной задачи. Для зенковки вам необходимо знать следующее.
- Диаметр, угол сверления и глубина
- Расположение мойки
- Диаметр вала отверстия
- с покрытием или без покрытия
Потребности в цековке аналогичны, с добавлением свободного места на плате и в устройстве.Кроме того, еще одним важным фактором является прочность создаваемого соединения.
Spotface против цековки
Spotface очень похож на цековку по геометрии, но с меньшей глубиной. Точечная облицовка выполняется для очистки неровной или изогнутой поверхности, чтобы обеспечить плоскую посадочную поверхность для головки винта. Например, кованые и литые детали, где зона нагрева винта неровная.
Это означает, что в случае точечной облицовки головка винта обычно выступает из поверхности заготовки.В то время как в цековке головка винта полностью находится внутри отверстия.
Насколько глубока пятно на лице?
Стандартной глубины для точечной облицовки не существует. Как правило, глубина поверхности пятна может составлять от 1/32 дюйма до 1/16 дюйма (примерно от 1 до 1,5 мм). Если вы используете винт с шайбой, глубина точечной поверхности равна толщине шайбы.
Какой из них лучше?
Проще говоря, зенковка лучше, если вы хотите сохранить гладкую поверхность, иметь ограниченное пространство для работы и вам нужно, чтобы работа выполнялась на более высокой скорости.Он также выглядит более привлекательно, особенно на печатной плате, по сравнению с цековкой.
Цековка не такая аккуратная, но она создает лучшую ситуацию, когда вам нужно создать более прочное соединение. Вам понадобится больше места для создания цековки, но если она у вас есть, то это того стоит. Вы можете создать соединение сокета, которое прослужит дольше и будет более прочным по сравнению с зенковкой.
Для дерева и металла разница может быть незначительной.Оба могут использоваться с аналогичными эффектами. Единственная разница будет заключаться в типе и прочности соединения, которое вы хотите сделать в материале. Различия становятся больше при создании отверстий для соединений в печатной плате. Поэтому не забудьте правильно оценить ситуацию, прежде чем выбирать между зенковкой и цековкой для ваших нужд.
Home »ДеревообработкаРазмеры зенковки | Инструмент Wilson
Несмотря на то, что для зенковки существуют различные профили инструментов, наиболее распространенным типом является профиль с пилотом.Эта конструкция оснащена положительными упорами, которые позволяют производить настоящую чеканку, контролируя как перекатывание материала, так и скучивание. Это обеспечивает постоянный профиль при каждом использовании инструмента.
Недостатком этого инструмента является то, что упоры устанавливаются на заданную толщину материала. Однако с помощью сменных вставок для зенковок с опусканием вниз вы можете легко менять размер монет и сокращать затраты на инструменты. Вам больше не нужно пробовать и ошибаться при предварительных ударах и бороться с непоследовательным профилем.
Помимо положительных упоров, есть еще один параметр для контроля качества зенковки. Это процесс предварительной пробивки пилотного отверстия перед чеканкой. Это предварительно пробитое отверстие обеспечивает отверстие для пилотного упора для входа в материал, регулирования потока материала и, в конечном итоге, для получения заранее определенного размера забоя без заусенцев. Эмпирическое правило для определения размера отверстия перед перфорацией: Размер отверстия перед перфорацией = B – [(B – C) x 0,75] , где «B» – наибольшее отверстие в верхней части зенковки и «C» желаемое отверстие внизу.
Винт, вставленный в отверстие с потайной головкой, расположен под углом. Соблюдать строгие допуски по размеру «C» нет необходимости и это может быть рискованно. Причина, по которой местоположение часто привязано к размеру «C», заключается в том, что физическая проверка местоположения отверстия легче по размеру «C», чем попытка найти теоретический центр угла зенковки.
Еще одно заблуждение, связанное с этой особенностью, заключается в том, что размер «C» должен выдерживаться с жестким допуском, чтобы было как можно больше материала для поддержки винта.Дело в том, что во многих случаях толщина материала в измерении «C» настолько тонкая, что удерживание близкого размера «C» добавляет незначительную поддержку.
Распространенная проблема – не хватает материала, чтобы выдержать размер «C» (см. Пример 2). Потребители нередко жалуются на то, что им не удается удерживать размер «C». Изучая высоту измерения «C», мы часто обнаруживаем, что она составляет всего несколько тысячных долей. Его высота никогда не должна быть меньше 0.010 (0,25 мм). Поскольку часть стали входит в нижний предел допуска по толщине, проблемы с размером «C» не редкость.
Для получения дополнительной информации о создании зенковки на вырубных машинах посетите сайт wilsontool.com/countersinks или обратитесь к специалисту по оснастке.
.