Долбежный станок по металлу своими руками
Долбежные станки по металлу – устройства, предназначенные для обработки металлических заготовок. Аппараты данного типа относятся к узкоспециализированным станкам и способны создавать элементы самого разного типа посредством выемки металла. Долбежные станки по металлу можно приобрести в соответствующем магазине или сделать своими руками. Инструкцию по самостоятельному созданию устройства вы сможете найти в этой статье.
- Общая характеристика класса
- Выбор заводских аппаратов
- Станок своими руками
Общая характеристика класса
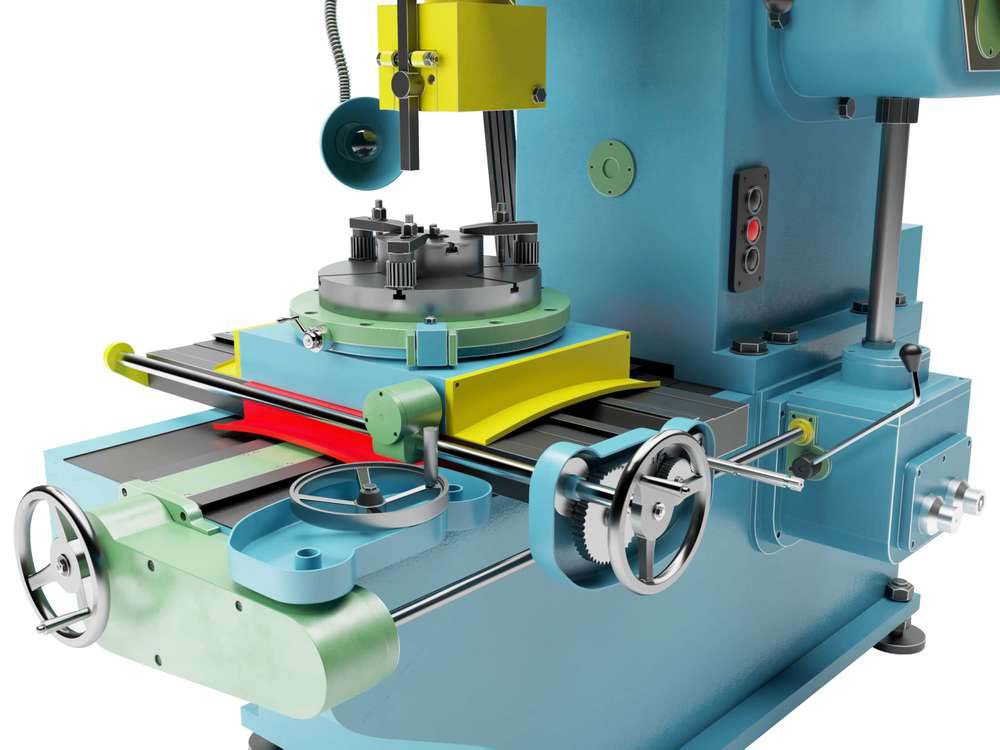
Долбежные станки, независимо от условий их производства, всегда похожи между собой в особенностях конструкции. Любой станок обладает станиной, как ключевым элементом строения. Именно к нему крепятся остальные элементы конструкции: рабочая поверхность, долбежный узел, коробка подач, электрический, механический или гидравлический привод.
Профессиональное оборудование отличается от самодельного именно типом привода.
В то же время самодельные устройства, использующие механический или электрический привод, обладают достаточным потенциалом для выполнения качественной обработки металлических заготовок.
Станки долбежного типа способны выполнять следующие функции:
- Формирование пазов шпоночного типа на различных поверхностях.
- Создание канавок и вырезов в отверстиях разного рода.
- Обработка внешних и внутренних поверхностей (высота – до 32 см, глубина – до 25 см).
Кроме основных элементов конструкции, долбежные станки имеют еще ряд дополнительных деталей и узлов: системы охлаждения и управления, резервуары для сбора отходов производства, осветительные элементы. Принцип работы станка позволяет оснащать его численным программным управлением.
Рабочий стол устройства может быть и подвижным. Чаще всего этого эффекта достигают посредством ручной или механической передачи. Рабочая поверхность устройства может двигаться по прямой, или по кругу. Такой прием позволяет существенно расширить функциональные возможности станка.
Чаще всего этого эффекта достигают посредством ручной или механической передачи. Рабочая поверхность устройства может двигаться по прямой, или по кругу. Такой прием позволяет существенно расширить функциональные возможности станка.
Выбор заводских аппаратов
Чаще всего готовые станки долбежного типа покупают из модельного ряда «ГД», который на рынке представлен несколькими сериями. Это довольно устаревшие аппараты, которые, однако, обладают достаточным набором функциональных возможностей и полностью подходят для использования в домашних мастерских.
Для более качественной и быстрой обработки деталей выбирают станки зарубежного производства. Они позволяют выполнять широкий спектр работ по металлу.
При покупке станков следует обращать внимание не только на фирму производителя и расположение ее производственных мощностей, но и на наиболее важные технические характеристики устройств.
В первую очередь это касается параметров обрабатываемых заготовок, мощность инструмента, его размеры и функциональные возможности, допустимый угол для наклона. Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
При выборе устройств всегда учитывайте будущее место их расположения. Для домашних мастерских подойдут небольшие по габаритам станки со средней или малой мощностью. Это позволит сэкономить место и электроэнергию. Для производств покупают более мощные аналоги с внушительными габаритами. Стоит также учитывать уровень квалификации человека, который будет работать за тем или иным аппаратом.
Видео: самодельный настольный долбежный станок по металлу.
Станок своими руками
Свой долбежный станок, со средним уровнем функциональных возможностей, можно сделать относительно быстро и дешево, но для этого потребуется определенная схема изготовления. Самодельное устройство должно быть вертикальной компоновки и работать на ручном приводе. Все другие концепции тоже осуществимы, но на их изготовление пойдет гораздо больше времени и ресурсов.
- В первую очередь необходимо создать рабочий стол для станка. Наиболее оптимальные размеры этого элемента строения находятся в районе 35Х35Х2 см.
- К этому рабочему столу приделывают стальной стержень-стойку с диаметром не меньше 4 сантиметров. Его высота должна составлять от 45 до 50 см. Для прикрепления стержня к фланцу, на его конце выполняют специальную проточку. По всей высоте стойки прорезан продольный паз.
- В нашем случае фланец – это большая шайба, в центре которой есть отверстие. Элемент оснащен тремя фиксаторами, посредством которых он и крепится к стойке.
- Стойка продевается во фланец своим проточенным концом и приваривается к нему. Фланец, в свою очередь, крепится к рабочему столу при помощи резьбы.
- На стержень насаживают консоль и державку, между которыми находится пружина для сжатия.
- Консоль состоит из двух элементов в форме цилиндра. Они пустые внутри и соединяются посредством перемычки и сварки. В качестве перемычки рекомендуют использовать трубу квадратного типа с сечением 60Х60Х2,5.
 С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи.
С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи. - Рычаги изготавливают из стальной полосы с размерами 3 на 1 см. Элементы крепятся к оси цилиндра и державки.
 С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи.
С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи.- Суппорт станка визуально должен напоминать обычные тиски. Металлические заготовки крепятся в фиксаторе трехкулачкового типа. Он устанавливается на верхней активной площадке суппорта. Именно посредством такого узла заготовка подается к режущему инструменту.
Стоит отметить, что в зависимости от применяемых чертежей и параметров готового самодельного устройства, за один проход можно осуществить обработку металлической заготовки на глубину от 0,3 до 0,5 мм.
Republished by Blog Post Promoter
Долбежный станок по металлу
Главная / ЧПУ станок / Станки по металлу / Долбежный станок по металлу
Долбежный станок по металлу применяется для обработка долблением плоских и фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а также штампов различных видов.
В отличие от поперечно строгальных станков (см. Поперечно строгальный станок по металлу), при работе которых резец движется возвратно-поступательно в горизонтальной плоскости, в долбежных станках резец движется возвратно-поступательно в вертикальной плоскости, перпендикулярно рабочей поверхности стола или установочной плиты. Так как характер движений у долбежных станков такой же, как у поперечно-строгальных, то долбежные станки иногда называют вертикально-строгальными.
Движение подачи в долбежных станках по металлу прерывистое (периодическое) и осуществляется путем продольной, поперечной или круговой подачи стола.
Характерными размерами долбежных станков являются наибольший хoд пoлзуна (долбяка) и диаметр стола, так как диаметром стола определяются наибольшие размеры заготовок, которые можно обрабатывать на данном станке. Долбежные станки выпускаются отечественной промышленностью с наибольшим ходом ползуна 100-1600 мм, с диаметром стола 240—1600 мм.
Долбежный станок по металлу 7А412
- Наибольший ход долбяка 100 мм
- Пределы чисел двойных ходов 52-210 в минуту
- Диаметр стола 240 мм
- Максимальное продольное перемещение стола 350 мм
- Максимальное поперечное перемещение стола 280 мм
- Максимальное круговое перемещение стола 360°
- Пределы продольных подач за один двойной ход 0,1-1,0 мм
- Пределы поперечных подач за один двойной ход 0,1-1,0 мм
- Пределы круговых подач за один двойной ход 0,07-0,67°
- Мощность главного электродвигателя 0,8-1-1,4-1,5 кВт
- Масса станка 12 кН
Долбежный станок по металлу 7А420
- Наибольший ход долбяка 200 мм
- Пределы чисел двойных ходов 40-163 в минуту
- Диаметр стола 500 мм
- Максимальное продольное перемещение стола 500 мм
- Максимальное поперечное перемещение стола 400 мм
- Максимальное круговое перемещение стола 360°
- Пределы продольных подач за один двойной ход 0,1-1,2 мм
- Пределы поперечных подач за один двойной ход 0,1-1,2 мм
- Пределы круговых подач за один двойной ход 0,064-0,81°
- Мощность главного электродвигателя 2,8 кВт
- Масса станка 20 кН
Долбежный станок по металлу 7М430
- Наибольший ход долбяка 320 мм
- Пределы скоростей рабочего хода долбяка 5-36 м/мин
- Диаметр стола 630 мм
- Максимальное продольное перемещение стола 650 мм
- Максимальное круговое перемещение стола 360°
- Пределы продольных подач за один двойной ход 0-2,5 мм
- Пределы поперечных подач за один двойной ход 0-2,5 мм
- Пределы круговых подач за один двойной ход 0-1,45°
- Мощность главного электродвигателя 7 кВт
- Масса станка 51 кН
Долбежный станок по металлу 7М450
- Наибольший ход долбяка 500 мм
- Пределы скоростей рабочего хода долбяка 5-34 м/мин
- Диаметр стола 800 мм
- Максимальное продольное перемещение стола 800 мм
- Максимальное поперечное перемещение стола 650 мм
- Пределы продольных подач за один двойной ход 0-2,5 мм
- Пределы поперечных подач за один двойной ход 0-2,5 мм
- Мощность главного электродвигателя 10 кВт
- Масса станка 70 кН
Долбежный станок по металлу 745М
- Наибольший ход долбяка 1000 мм
- Пределы скоростей рабочего хода долбяка 4-30 м/мин
- Диаметр стола 1250 мм
- Максимальное продольное перемещение стола 1250 мм
- Максимальное поперечное перемещение стола 1000 мм
- Максимальное круговое перемещение стола 360°
- Пределы продольных подач за один двойной ход 0,2-7 мм
- Пределы поперечных подач за один двойной ход 0,2-7 мм
- Пределы круговых подач за один двойной ход 0,75-26,25 мм
- Мощность главного электродвигателя 28 кВт
- Масса станка 185 кН
Долбежный станок по металлу 747М
- Наибольший ход долбяка 1600 мм
- Пределы скоростей рабочего хода долбяка 6-30 м/мин
- Диаметр стола 1600 мм
- Максимальное продольное перемещение стола 1600 мм
- Максимальное поперечное перемещение стола 1250 мм
- Максимальное круговое перемещение стола 360°
- Пределы продольных подач за один двойной ход 0,2-12,8 мм
- Пределы поперечных подач за один двойной ход 0,2-12,8 мм
- Пределы круговых подач за один двойной ход 0,2-12,8 мм
- Мощность главного электродвигателя 43 кВт
- Масса станка 455 кН
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Страница не найдена 404
Что случилось?Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать? Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker – Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины: Топ 200 -1к -2к -3k -4k -5к -6к -7к -8k -9к -10к -11к -12к -13к -14k -15к -16к -17к -18k -19к -20к -21k -22k -23k -24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
Указанные товарные знаки принадлежат их соответствующим владельцам.
Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
© 1999-2022 Machineseeker Group GmbH
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
S8 – Прорезной станок – Ernst Grob AG
Поскольку ход долбления на этом станке ограничен механически, можно выполнять комбинированные операции долбления и чеканки, которые необходимы, например, для создания канавок под стопорные кольца в держателях дисков сцепления.
Для получения более подробной информации и каталогов продукции, пожалуйста, свяжитесь с нами напрямую или с нашим представителем на вашем рынке.
техническая спецификация
– Контроллеры Fanuc или Siemens
– Диаметр заготовки Ø 80 – 240 мм
– Длина заготовки макс. 170 мм
170 мм
– Частота ударов до 265 ударов/мин.
– Усилие прорезывания 90 000 Н, усиленная версия 175 000 Н (макс. 2 станции)
– Конфигурация 1- 4 станции
Операции
– Прорезка отверстий, формирование канавок,…
– Обрезка по длине
– Операции по чеканке (например, для масляных дамб, снятие фасок и т. д.)
– Комбинированные операции по долблению и чеканке (например, для канавок под стопорные кольца)
– Формование (гибка), например. вкладок
Технические данные являются ориентировочными значениями, другие размеры по запросу.
Применимые процессы
– Долбление, чеканка, формовка листового металла
СИЛОВАЯ ТРАНСМИССИЯ – прорезь в листовом металле
ТЕХНОЛОГИЯ ДВИГАТЕЛЯ – листовой металл
АВТОМОБИЛЬНОЕ ОБОРУДОВАНИЕ – листовой металл
ТОРМОЗНЫЕ ДИСКИ – листовой металл
СИЛОВАЯ ТРАНСМИССИЯ – прорезание пазов из листового металла
Компоненты из листового металла, обработанные шлицами, прорезями и отчеканенными на станках GROB, позволяют создавать компактные и легкие элементы, которые идеально подходят для узлов трансмиссии, которые смещаются под нагрузкой. Типичными примерами являются держатели дисков сцепления, изготовленные из высокопрочной листовой стали. Наборы «труба в трубе» из стали или алюминия, которые вдвигаются друг в друга по шлицам, используются в качестве приводных валов, выполняющих функции безопасности.
Типичными примерами являются держатели дисков сцепления, изготовленные из высокопрочной листовой стали. Наборы «труба в трубе» из стали или алюминия, которые вдвигаются друг в друга по шлицам, используются в качестве приводных валов, выполняющих функции безопасности.
Типичные области применения
- Держатель диска сцепления
- Сенсорные диски
- …
- …
АВТОМОБИЛЬНОЕ ОБОРУДОВАНИЕ – листовой металл
В дополнение к двигателям и силовым передачам холодная штамповка GROB используется для производства различных других экономичных автомобильных компонентов. Типичным примером является шлицевая трубка для регулировки высоты рулевых колонок.
Типичные области применения
- Рулевые колонки «труба в трубе»
- …
- …
ТОРМОЗНЫЕ ДИСКИ – листовой металл
Во фрикционные кольца тормозов запрессовываются прецизионные шлицевые и прорезные чашки, предварительно отформованные из тонколистового металла.