Долбежный станок по дереву своими руками
Особенности оборудования
Долбежный станок по металлу своими руками можно создать только после рассмотрения особенностей конструкции. Схема долбежного станка, как профессионального, так и самодельного идентична. При этом выделим следующие основные узлы:
- Основой практически любого станка становится станина. Она необходима в качестве основы для закрепления всех узлов, их правильного позиционирования относительно друг друга. При производстве станины может использоваться сталь, достаточно часто конструкция сваривается из отдельных элементов, но есть и раскладывающиеся варианты исполнения.
- Для долбления используется инструмент, имеющий острые зубья. Его называют долбяком. Его размеры, профиль и многие другие моменты определяют возможность использования в том или ином случае обработки.
- Коробка передач устанавливается на модели долбёжного станка, который имеет широкую область применения. Передача необходима для изменения показателей обработки заготовки.

- Рабочий стол можно назвать также одним из важных элементов конструкции. На столе проводится крепление заготовки. Главное при изготовлении, когда создается самодельный долбежный станок по металлу, правильно позиционировать рабочий стол относительно режущего инструмента.
- Стоит учитывать тот момент, что схема долбежного станка может существенно отличаться в зависимости от типа установленного привода: механический, электрический, гидравлический. Часто гидравлический привод устанавливается на станки, которые считаются профессиональным оборудованием. Своими руками произвести гидравлический привод практически не возможно. Модель, которая создается своими руками, достаточно часто имеет механический привод.
- Рассматривая долбежный станок основные узлы следует учитывать тот момент, что конструкция может иметь охладительную систему. Обработка металла может привести в нагреву режущего инструмента и заготовки.

Вертикальный долбежный станок 7М430
Горизонтальный долбежный станок 7305ТД
Несмотря на то что в продаже есть достаточно много различных моделей станков, многие из них имеют схожую конструкцию.
Ручная модель станка
Технические характеристики
Долбежно-пазовальный станок имеет ряд технических характеристик, которые определяют производительность, точность, функционал оборудования:
- Возможность обрабатывать разные материалы. Для работы с металлом применяются машины с более мощным двигателем, твердыми зубьями.
- Тип привода. Мощные модели оборудуются системой гидравлики.
- Размеры стола для обработки деталей. От этого показателя зависят возможности устройства.
- Система управления. Может быть ручная или автоматическая подача деталей, оснастки.
- Масса, габариты оборудования. Промышленные модели гораздо больше чем компактные машины для мастерских.
Рабочие столы могут быть неподвижными или располагаться на направляющих для свободного перемещения под оснасткой.
Разбор долбежного станка (Фото: Instagram / kubanzheldormash)
Принцип работы оборудования
Если рассматривать типы долбежных станков, следует обратить внимание, что классификация проводится по расположению режущего инструмента, типу подачи, системе управления и многим другим признакам. Примером можно назвать долбежные станки по металлу настольный, который может иметь ручной или электрический привод.
Примером можно назвать долбежные станки по металлу настольный, который может иметь ручной или электрический привод.
К особенностям принципов работы можно отнести нижеприведенные моменты:
- Режущий инструмент выполняет возвратно-поступательное движение за счет чего и происходит обработка заготовки.
- Подача заготовки проводится при помощи стола, на котором происходит закрепление заготовки.
При этом можно разделить два режима работу оборудования: простой и сложный. Простой можно охарактеризовать следующим образом:
- Резец проходит в упор.
- В подобном режиме проводится создание обычных отверстий.
- Отверстия, получаемые при простой обработке, имеют одинаковые размеры и формы.
Кинематическая схема
Сложный режим охарактеризуем следующим образом:
- может проводится обработка труднодоступных отверстий;
- получаемые выемки и отверстия могут находится под углом
Только профессиональное оборудование может использоваться для сложной обработки. Модель, которая создается своими руками, как правило, не обладает нужным набором функций.
Модель, которая создается своими руками, как правило, не обладает нужным набором функций.
Самодельный или ручной долбежный станок по металлу подходит исключительно для оснащения небольших мастерских и производственных цехов, в которых проводится производство небольших партий различных деталей. При крупносерийном производстве достаточно часто приобретаются модели, которые имеют ЧПУ. Своими руками оснастить долбежный станок системой числового программного управления достаточно сложно.
Изготовление станка из ручного фрезера
Если провести сборку по такой нехитрой технологии, то конструкция будет обладать рядом преимуществ, среди которых следует выделить расположение на виду обрабатываемого участка заготовки и фрезы. Это говорит о том, что процесс можно будет контролировать. Мастер сможет задать уровень перемещения фрезы, у него появится возможность проделывать на разных заготовках одинаковые гнезда.
Основные модели
Наибольшее распространение получили станки по металлу «ГД», выпускаемые под сериями 200 и 500. Также большое распространение получил станок долбежный по металлу 7а420 и 7403. Наибольшей функциональностью обладает модель S315TGI, которая в последнее время устанавливают в цехах различных производственных линий.
Также большое распространение получил станок долбежный по металлу 7а420 и 7403. Наибольшей функциональностью обладает модель S315TGI, которая в последнее время устанавливают в цехах различных производственных линий.
При выборе наиболее подходящей модели следует уделить внимание на нижеприведенные моменты:
- Мощность установленного электродвигателя. Она может варьировать в достаточно большом диапазоне. Чем больше показатель мощности, тем выше производительность оборудования. Однако следует учитывать, что с повышением мощности электродвигателя существенно повышается расход электричества.
- Размеры инструмента могут существенно различаться, на некоторых станках есть возможность регулировки, на других нет.
- Наличие продольной и поперечной подачи можно назвать важным моментом. Чем меньше проводится перебазирование заготовки, тем выше качество получаемой детали.
- Параметры регулировки скорости движения установленного режущего инструмента.
При выборе наиболее подходящего станка следует уделить внимание на габариты, вес, комплектацию. Универсальным можно назвать долбежный станок по металлу 7403.
Универсальным можно назвать долбежный станок по металлу 7403.
Эксплуатация
Прежде чем начинать работать с долбёжным станком, необходимо ознакомиться с советами по его эксплуатации:
- Использовать защитные очки во время работы. Они уберегут глаза от разлетающихся частиц металла при ударе материалов друг о друга.
- Чистить рабочую поверхность после проведения работ.
- Смазывать подвижные элементы моторным маслом, чтобы они прослужили дольше.
- Проверять надёжность закрепления деталей в зажимах перед началом работ.
- Перед запуском проверять целостность оснастки. Зубья должны быть заточены. Наличие сколов, трещин должно насторожить. Такую оснастку нельзя использовать для долбления.
- Важно учитывать твердость зубьев и обрабатываемой детали. Если заготовка прочнее, оснастка разобьётся при ударах.
Нельзя пытаться обработать высокопрочные сплавы с помощью самодельной установки, сделать пазы сложной формы. Для этого нужно профессиональное оборудование.
Долбежный станок представляет собой машину, с помощью которой в металлических деталях можно делать отверстия разной формы. Оснастка под воздействием двигателя ударами проделывает пазы. Чем тверже рабочие зубья, тем больше материалов можно обрабатывать.
Смотрите видео про вертикальный долбёжный станок:
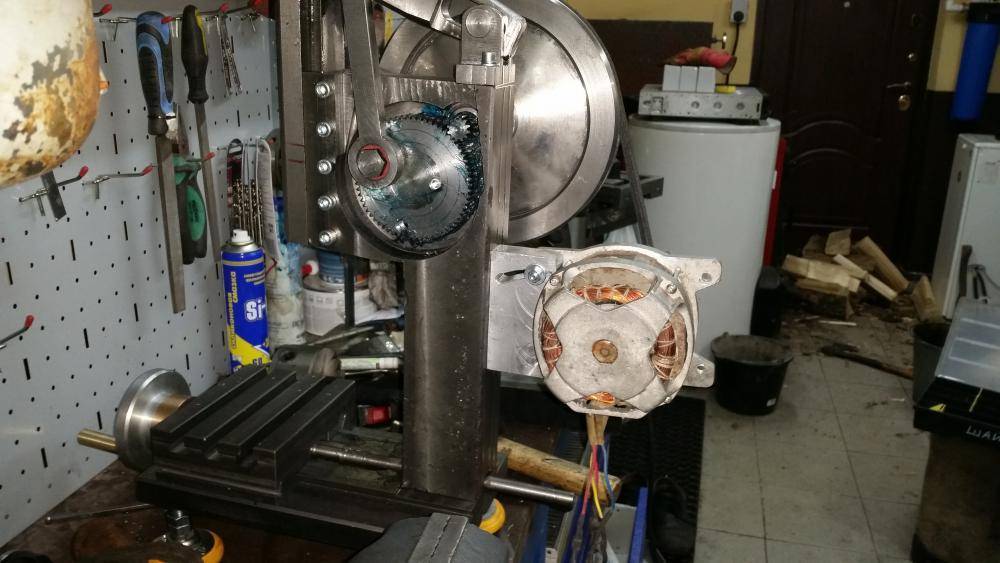
Создание своими руками
Многие рассматривают то, как сделать долбежный станок по металлу, так как самодельный вариант исполнения имеет меньшую стоимость, но при этом достаточную функциональность. При его изготовлении своими руками следует уделить внимание на нижеприведенные моменты:
- Для начала нужно подобрать чертеж. В интернете можно встретить достаточно много различных чертежей.
- Достаточно часто в качестве основания используется массивная плита, которая одновременно становится и рабочим столом. Следует выбирать плиты, которые изготавливаются из стали. Чугун восприимчив к воздействию ударной нагрузки: материал может лопнуть.
- На основании крепится стойка, которая изготавливается из стального стержня: диаметр может достигать 40 мм, а высота 500 мм. Крепление к основанию может проходить путем сварки или резьбового соединения.
- Сложной конструкцией можно назвать консоль. Ее изготавливают из двух полых цилиндров.
- Следует отвести отдельную площадку для электродвигателя. Достаточно часто самодельные варианты исполнения имеют прямое соединение двигателя с режущим инструментом, то есть отсутствует передача.
- Приводи от электродвигателя к режущему инструменту представляет собой сочетание ремня и роликов.
- Привод стола механический. Достаточно часто подача стала проводится через червячную передачу.
 Крепление к основанию может проходить путем сварки или резьбового соединения.
Крепление к основанию может проходить путем сварки или резьбового соединения.В заключение отметим, что для самостоятельного изготовления долбежного станка нужно иметь определенный опыт слесаря. При выполнении работ следует уделять внимание на прочность всех креплений.
Общий вид самодельного долбежного станка
Чертеж общего вида самодельного долбежного станка
Суппорт
Консоль
Оправка-резцедержатель
Разновидности
Если говорить о разновидностях долбёжных станков, можно выделить две группы:
- Модели для частных мастерских, гаражей. Представляют собой машины малых габаритов, которые могут устанавливаться на верстак или иметь стальное основание. Управляются вручную. Для этого мастер устанавливает заготовку, зажимает её прижимами. Далее он запускает станок, вручную опускает рабочую часть с оснасткой к обрабатываемой детали.
- Промышленное оборудование. Представляет собой крупногабаритные машины, которые используются для серийного производства деталей. Пазовальный станок оснащается подвижными рабочими столами, мощным двигателем, системой охлаждения.
 Представляют собой машины малых габаритов, которые могут устанавливаться на верстак или иметь стальное основание. Управляются вручную. Для этого мастер устанавливает заготовку, зажимает её прижимами. Далее он запускает станок, вручную опускает рабочую часть с оснасткой к обрабатываемой детали.
Представляют собой машины малых габаритов, которые могут устанавливаться на верстак или иметь стальное основание. Управляются вручную. Для этого мастер устанавливает заготовку, зажимает её прижимами. Далее он запускает станок, вручную опускает рабочую часть с оснасткой к обрабатываемой детали.Выбор заводских аппаратов
Чаще всего готовые станки долбежного типа покупают из модельного ряда «ГД», который на рынке представлен несколькими сериями. Это довольно устаревшие аппараты, которые, однако, обладают достаточным набором функциональных возможностей и полностью подходят для использования в домашних мастерских.
Для более качественной и быстрой обработки деталей выбирают станки зарубежного производства. Они позволяют выполнять широкий спектр работ по металлу.
В первую очередь это касается параметров обрабатываемых заготовок, мощность инструмента, его размеры и функциональные возможности, допустимый угол для наклона. Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
При выборе устройств всегда учитывайте будущее место их расположения. Для домашних мастерских подойдут небольшие по габаритам станки со средней или малой мощностью. Это позволит сэкономить место и электроэнергию. Для производств покупают более мощные аналоги с внушительными габаритами. Стоит также учитывать уровень квалификации человека, который будет работать за тем или иным аппаратом.
Видео: самодельный настольный долбежный станок по металлу.
ГД200 (ГД-200) станок долбежный с механическим приводом малогабаритный. Паспорт, схемы, характеристики, описание
Сведения о производителе долбежного станка ГД200, ГД200-1
Разработчиком и изготовителем долбежного станка ГД200, ГД200-1 является Гомельский станкостроительный завод им. С. М. Кирова СтанкоГомель, основанный в 1885 году.
С. М. Кирова СтанкоГомель, основанный в 1885 году.
Станки, выпускаемые предприятием Гомельский станкостроительный завод им. С. М. Кирова, СтанкоГомель
- 7Д36 – станок поперечно-строгальный с гидравлическим приводом, 450 х 710
- 7Д37 – станок поперечно-строгальный с гидравлическим приводом, 560 х 1000
- 7Д430 – станок долбежный с гидравлическим приводом, Ø 630
- 7Д450 – станок долбежный с гидравлическим приводом, Ø 800
- 7М36 – станок поперечно-строгальный с гидравлическим приводом, 450 х 710
- 7М37 – станок поперечно-строгальный с гидравлическим приводом, 560 х 1000
- 7М430 – станок долбежный с гидравлическим приводом, Ø 630
- 737 – cтанок поперечно-строгальный с гидравлическим приводом, 450 х 900
- 7307д – cтанок поперечно-строгальный с гидравлическим приводом, 450 х 710
- 7310д – cтанок поперечно-строгальный с гидравлическим приводом, 560 х 1000
- 7403 – станок долбежный с гидравлическим приводом, Ø 630
- 7405 – станок долбежный с гидравлическим приводом, Ø Ø 800
- 7430 – станок долбежный с гидравлическим приводом, Ø 650
- ГД200 – станок долбежный с механическим приводом малогабаритный, Ø 500
- ГД320 – станок долбежный с гидравлическим приводом, Ø 770
- ГД500 – станок долбежный с гидравлическим приводом, Ø 940
- ГДВ-500 – станок фрезерный вертикальный многоцелевой, 630 х 500
- ИР-500 – станок фрезерный горизонтальный многоцелевой, 500 х 500
- FSS350MR – станок консольно-фрезерный вертикальный, 315 х 1250
- FSS450MR – станок консольно-фрезерный вертикальный, 400 х 1600
- FU350 MRApUG – станок консольно-фрезерный широкоуниверсальный, 315 х 1250
- FU450 MRApUG – станок консольно-фрезерный широкоуниверсальный, 400 х 1600
ГД200 (ГД-200) долбежный станок с механическим приводом малогабаритный.
 Назначение и область применения
Назначение и область примененияДолбёжный станок ГД200 (ГД-200) предназначен для изготовления шпоночных пазов, шлицев, поднутрений и канавок на фасонных и плоских поверхностях в единичном и мелкосерийном производстве. Станок оснащен поворотной резцевой головкой для долбления под углом 90° в обе стороны, устройством наклона салазок долбяка на угол до 5° к вертикальной плоскости для изготовления шпоночных пазов в конических отверстиях, а также вертикально переустанавливаемым долбяком в диапазоне до 265 мм, что позволяет значительно расширить номенклатуру обрабатываемых на станке изделий.
Станок ГД200 укомплектован поворотной резцовой головкой для долбления под углом до 90 градусов в обе стороны. Конструкцией станка ГД 200 (ГД200-01) предусмотрено устройство наклона салазок долбяка на угол до 5 градусов к вертикальной плоскости, которое применяется для изготовления шпоночных пазов в конических отверстиях. Так же на станке имеется механизм, позволяющий настраивать величину хода долбяка на определенную глубину обработки детали с функцией автоматического отключения станка в конце обработки.
Кмплект поставки станка ГД200-01
- ГД200-01 Станок долбежный специальный с ходом долбяка 200 мм
- ГД200-01. 00. 00.000 РЭ Руководство по эксплуатации Часть 1
- ГД200-01.00.00. 000 ЭЗ Схема электрическая принципиальная
- ГД200-01.00.00.000 ПЭЗ Перечень элементов
- ГД200-01.80.00.000 Э4 Электрооборудование станка. Схема электрическая соединений
- ГД200-01.81.00.000 Э4 Электрооборудование шкафа. Схема электрическая соединений
- ГД200-01.81.00.000 ТЭ4 Электрооборудование шкафа. Таблица соединений
- ГД200. 90. 00. 010 Рукоятка
- ГД200. 90. 00. 311 Резцедержка
- У60.06.00.000 Ключ к электрошкафу
- ГД200. 20. 10. 011 Кожух верхний
- Винт BM12-8gx35.14H.05 гост 1486 – 4 шт.
Документация
Инструмент
Запчасти
Габаритные размеры рабочего пространства станка долбежного станка ГД200
Габаритные размеры рабочего пространства станка долбежного станка гд200
ГД200 Посадочные и присоединительные базы долбежного станка
Рабочий стол долбежного станка гд200
Резцовая головка долбежного станка гд200
Резцедержка долбежного станка гд200
ГД200 Общий вид долбежного станка
Фото долбежного станка гд200
Фото долбежного станка гд200. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото долбежного станка гд200
Фото долбежного станка гд200. Смотреть в увеличенном масштабе
Фото долбежного станка гд200
Фото долбежного станка гд200. Смотреть в увеличенном масштабе
ГД200 Расположение составных частей долбежного станка
Расположение составных частей долбежного станка ГД200
Расположение составных частей станка ГД200. Смотреть в увеличенном масштабе
Спецификация основных узлов долбежного станка ГД200
- Станина – ГД200.10.00.000
- Стол – ГД200.20.00.000
- Коробка скоростей – ГД200.30.00.000
- Коробка подач – ГД200.40.00.000
- Привод – ГД200.50.00. 000
- Долбяк – ГД200.60.00.000
- Механизм кулисный – ГД200.61.00.000
- Электрооборудование – ГД200-01.80.00.000
- Электрошкаф – ГД200-01.81.00. 000
ГД200 Расположение органов управления долбежным станком
Расположение органов управления долбежным станком ГД200
Расположение составных частей станка ГД200.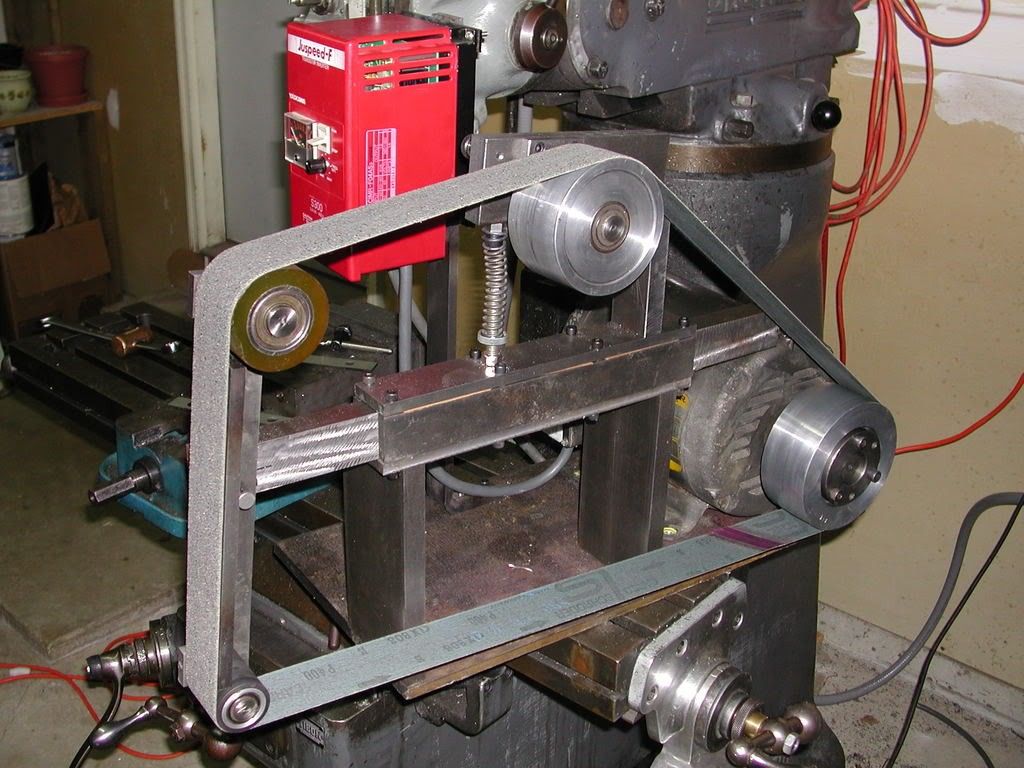 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления долбежным станком ГД200
- Гайка зажима долбяка при перестановке
- Квадрат для изменения положения долбяка
- Рукоятка установки числа двойных ходов долбяка
- Гайка регулировки угла наклона рамы долбяка
- Рукоятка управления вводного автомата
- Кнопка пуска долбяка
- Кнопка ускоренного перемещения стола
- Маховик ручной круговой подачи стола
- Маховик ручной поперечной подачи стола
- Рукоятка включения круговой подачи стола
- Лимб коробки подачи стола
- Ступица отключения подачи стола
- Кнопка “Общий стоп”
- Кнопка “Стоп долбяка”
- Кнопка “Пуск главного двигателя”
- Кнопка ускоренной подачи масла к направляющим рамы долбяка
- Квадрат для установки длины хода долбяка
- Выключатель освещения
- Рукоятка фиксации стола
- Маховик ручной продольной подачи стола
- Рукоятка реверсирования подачи стола
- Квадрат ручного перемещения долбяка
Читайте также: Заводы – производители металлорежущих станков
ГД200 Долбежный станок с механическим приводом.
 Видеоролик.
Видеоролик.Технические характеристики долбежного станка ГД200
| Наименование параметра | 7А420 | ГД200 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Наибольшая высота обрабатываемого изделия, мм, при обработке наружной поверхности, мм | 300 | |
| Наибольшая высота обрабатываемого изделия, мм, при обработке внутренней поверхности, мм | 100 | |
| Наибольшая масса устанавливаемой заготовки, кг | 300 | |
| Наибольший ход долбяка, мм | 20. | 20..200 |
| Пределы двойных ходов в минуту (число скоростей) | 40..163 (4) | 66, 101 |
| Диаметр стола, мм | 500 | 500 |
| Рабочее пространство станка | ||
| Расстояние от плоскости стола до направляющих долбяка, мм | 320 | 320 |
| Расстояние от долбяка до станины (вылет), мм | 480 | 450 |
| Установочное регулирование хода долбяка, мм | 264 | 265 |
| Наибольшее усилие резания, кН (кгс) | 15,0 (1500) | 15,0 (1500) |
| Наибольшие перемещения стола продольные, мм | 500 | 500 |
| Наибольшие перемещения стола поперечные, мм | 400 | 400 |
| Наибольшие перемещения стола круговые, град | 360° | 360° |
| Цена деления лимба продольного перемещения, мм | 0,05 | 0,05 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Цена деления лимба кругового перемещения, мин | 2′ | |
| Продольное перемещение за один оборот маховика, мм | 6 | |
| Поперечное перемещение за один оборот маховика, мм | 6 | |
| Круговое перемещение за один оборот маховика, град | 4° | |
| Пределы подач за один двойной ход продольные, мм (число ступеней) | 0,1. .1,2 (12) .1,2 (12) | 0,1..1,2 (12) |
| Пределы подач за один двойной ход поперечные, (число ступеней) мм | 0,1..1,2 (12) | 0,1..1,2 (12) |
| Пределы подач за один двойной ход круговые, (число ступеней) град | 0,064..0,81 (12) | 0,07..0,8 |
| Скорость быстрого перемещения стола продольная, мм/мин | 1,8 | |
| Скорость быстрого перемещения стола поперечная, мм/мин | 1,8 | |
| Скорость быстрого перемещения стола круговая, град/сек | 3,4 | |
| Наибольший угол наклона долбяка, град | 5° от станины | 5° от станины |
| Наибольший угол поворота головки резцедержателя, град | ±90° | |
| Наибольшее сечение резца (высота х ширина), мм | 32 х 20 | 32 х 20 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,8 | 1,4; 2,36 (750, 1500) |
| Электродвигатель перемещения стола, кВт (об/мин) | 1,1 (1400) | 1,1 (1000) |
| Суммарная мощность всех электродвигателей, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2300 х 1270 х 2175 | 1900 х 1270 х 2175 |
| Масса станка, кг | 2000 | 2150 |
- Петруха П. Г. Резание конструкционных материалов, режущие инструменты и станки, 1974, стр.438
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
- Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
Список литературы:
 Г. Резание конструкционных материалов, режущие инструменты и станки, 1974, стр.438
Г. Резание конструкционных материалов, режущие инструменты и станки, 1974, стр.438Связанные ссылки. Дополнительная информация
Прорезная головка бедняка | Главная Модель Форум машинистов двигателей
Тимо_Гросс
Известный член
- #1
Меня все время отвлекают. Читаю это в ветке по нарезанию зубчатых колес. …..
В результате починил мою бедняжную головку с прорезями. Заменил не очень удачный ласточкин хвост на 2-ручную линейную рейку.Призрак сказал:
Привет всем,
Теперь только двигатель, еще нужно сделать шпонку 1/16″ в ведущей шестерне, затем термообработать шестерни.
Время потрачено зря? Как бы то ни было, забавный проект. В качестве привода используется редукторный двигатель 10:1.
Теперь мне нужно снять головку шпинделя с фрезерного станка, чтобы установить тяжелую вещь. Лучшее решение для замены было бы разумным.
Я вырезал зубчатую рейку из латуни толщиной 6 мм. Он ведет себя с самодельной шестерней (справа) и пластиковой шестерней из бракованного принтера.
Как правильно выровнять отверстие по отношению к фрезе – это сложная задача. Если у кого-то есть хороший совет, было бы здорово.
дджк
Известный член
-
- #2
Я могу говорить только о врезке в формирователь, но это может натолкнуть вас на некоторые идеи.timo_gross сказал:
Как правильно выровнять отверстие по отношению к фрезе – это сложная задача.
Нажмите, чтобы развернуть…
Прорезной стержень в формирователе имеет круглую форму с квадратным отверстием для насадки. Я делаю втулку с наружным диаметром по размеру отверстия для прорезки, с внутренним диаметром по диаметру прорезного стержня. Наденьте деталь на нее, коснитесь ею средства зажима (тиски, угловая пластина), и она автоматически выровняется.
Если ваш стержень квадратный и вертикальный, и вы хотите использовать круглую насадку, вы можете использовать круглый стержень с перпендикулярным отверстием в нем размером с насадку, зажатым вертикально.
Принцип заключается в том, чтобы выровнять деталь с режущим инструментом и затем зажать ее, а не пытаться выровнять инструмент с деталью после зажима.
Тимо_Гросс
Известный член
- #3
Здравствуйте, спасибо за ответ. Вертикальная самоделка и формирователь, вероятно, очень похожи, все, что мне нужно сделать, это наклонить голову 90° .djc сказал:
Принцип заключается в том, чтобы выровнять деталь с режущим инструментом, а затем зажать ее, а не пытаться выровнять инструмент с деталью после зажима.
Нажмите, чтобы развернуть…

Моя хлипкая мельница для хобби не такая жесткая, что я пытаюсь компенсировать небольшими надрезами.
Попытка использовать какой-либо установочный штифт или втулку и позволить заготовке плавать перед зажимом, вероятно, является эффективным подходом.
Использование круглого долбяка с отдельной насадкой может быть затруднительным, потому что мое отверстие в шестерне имеет диаметр всего 8 мм, но когда я вытачиваю долбежный инструмент из 8-миллиметрового стержня из быстрорежущей стали вместо квадратного, я могу использовать верхнюю часть для лингмента и нижняя часть для прорези. (сделал набросок, как я себе инструмент представляю)
Тогда мне просто нужен адаптер зажима для установки шины.
Гретингс Тимо
Последнее редактирование:
Тимо_Гросс
Известный член
- #4
Тимо_Гросс
Известный член
- #5
Принцип заключается в том, чтобы выровнять деталь с режущим инструментом и затем зажать ее, а не пытаться выровнять инструмент с деталью после зажима.
[/QUOTE]
Здравствуйте, да сработало. Возможно, это станет обычной процедурой.
Опустил инструмент цилиндрической частью в канал ствола, затем зажал и обнулил положение. Отрегулируйте z-высоту и… ВПЕРЕД!.
Дрофилер
Известный член
- #6
Почему вы не используете толкательную протяжку, они не слишком дороги здесь, в Великобритании, делают хорошую работу, и ваше время тратится на моделирование, а не на изготовление инструментов!
Тимо_Гросс
Известный член
- #7
Да ты меня поймал. Является ли изготовление инструментов частью хобби или откладыванием на потом? Возможно и то, и другое, сделано много оснастки, моделей пока не так много… .Дрофилер сказал:
Почему вы не используете нажимную протяжку, они не слишком дороги здесь, в Великобритании, делают хорошую работу, и ваше время тратится на моделирование, а не на изготовление инструментов!
Нажмите, чтобы развернуть…
Серьезно: сначала я пытался найти прошивальщики на месте, но, кажется, здесь их никто не использует, если только они не предназначены для массового производства.
У меня нет пресса для проталкивания толкающей протяжки, подойдет ли задняя бабка токарного станка?
Привет Тимо
Виетти
Известный член
- #8
Некоторые домашние оружейники используют большую фрезу типа Бриджпорт для прошивания паза на однозарядных ружьях и т. д. Я полагаю, что меньшая фреза могла бы работать, если бы глубина резания была меньше.
Тимо_Гросс
Известный член
- #9
На самом деле сейчас работает нормально. Внутренние шпоночные пазы шириной 2 мм в шестернях из мягкой стали шириной 10 мм заняли около 9 минут.0 секунд, чтобы настроить и сделать разрез.Виетти сказал:
Некоторые домашние оружейники используют большую фрезу типа Бриджпорт для прошивания паза на однозарядных ружьях и т. д. Я полагаю, что меньшая фреза могла бы работать, если бы глубина резания была меньше.
Нажмите, чтобы развернуть…

Глубина резания находится в диапазоне 0,02 или 1/1000 дюйма за ход. В настоящее время я не вижу большого выигрыша в попытках увеличить ее скорость еще больше.
Дрофиллер
Известный член
- #10
Таким образом, изготовление инструментов окупилось, я сделал довольно много зубчатых колес со шпоночными канавками и быстро обнаружил, что использование прорезной головки довольно медленное, и перешел на протяжку.
SmithDoor
Известный участник
- #11
Я все думаю об использовании рукоятки и пиноли на мельнице. Возможно, с помощью низкоскоростной ручной дрели или мотор-редуктора для подачи питания.Дрофилер сказал:
Таким образом, изготовление инструментов окупилось, я сделал довольно много шестерен со шпоночными канавками и быстро обнаружил, что использование прорезной головки довольно медленное, и я пошел на протяжку, я также обнаружил, что шпоночные канавки с меньшей вероятностью будут сужаться.
Нажмите, чтобы развернуть…

Дэйв
ослепление
Известный член
- #12
Привет
Я сделал простой инструмент, который держится в пиноли тайваньского фрезерного станка бедняка.
Тимо_Гросс
Известный член
- №13
Привет,Дрофилер сказал:
Таким образом, изготовление инструментов окупилось, я сделал довольно много шестерен со шпоночными канавками и быстро обнаружил, что использование прорезной головки довольно медленное, и я пошел на протяжку, я также обнаружил, что шпоночные канавки с меньшей вероятностью будут сужаться.
Нажмите, чтобы развернуть…

Я только что узнал, что теперь я могу купить шпоночную протяжку 2 мм без втулок менее чем за 20 долларов США у людей с Aliexpress.
Когда я проверял некоторое время назад, я не мог найти меньше, чем 4 мм.
Я до сих пор заставляю себя верить, что это окупилось.
Ради удовольствия попробовать сделать свою собственную «рабочую модель» слот-машины. Хотя это не отливки, а скорее пруток.
Конус по крайней мере не “виден”, если мерить достаточно точно…. наверняка выявится неразбериха, так что лучше не мерить. (но пока можно использовать)
Поскольку инструмент имеет тот же размер, что и отверстие, 8 мм в направлении прорезания пазов, он, возможно, настолько жесткий, насколько это возможно. (если только я не выточу один из карбида и не усилю всю установку).
Инструменты дешевы; время на заточку инструмента не учитывается. Заготовки из быстрорежущей стали не ломаются при весе менее 2 фунтов за штуку, подходят для изготовления двух долбежных станков.
Я надеюсь, что смогу использовать машину для выполнения других работ по прорези. Зубчатые рейки уже можно.
Квадратные отверстия?
Насколько велик ваш инструмент? Наверняка он очень универсальный, из него можно сделать множество фрез разной формы.дазз сказал:
Привет
Я сделал простой инструмент, который держится в пиноли тайваньского фрезерного станка бедняка.Нажмите, чтобы развернуть…
Машина на фотографиях родом из Китая (наверное), она живет на Тайване, японский редукторный двигатель мощностью 0,4 кВт, 4-полюсный, работает от нуля до 90 Гц.
Используемые параметры резания: 230 ходов в минуту и подача 2 мм/мин.
Думаю, ручная рукоятка может надоесть. Я также думаю, что относительно высокая скорость придает ему некоторый импульс, и это, вероятно, помогает в разрезе.
Привет Тимо
Последнее редактирование:
ослепление
Известный член
- №14
Размер такой, какой вам нужен.timo_gross сказал:
Привет,Я только что узнал, что теперь я могу купить шпоночную протяжку 2 мм без втулок менее чем за 20 долларов США у людей с Aliexpress.
Когда я проверял некоторое время назад, я не мог найти меньше, чем 4 мм.Я до сих пор заставляю себя верить, что это окупилось.
Ради удовольствия попробовать сделать свою собственную «рабочую модель» слот-машины. Хотя это не отливки, а скорее пруток.
Конус по крайней мере не “виден”, если я измерю достаточно точно .
Поскольку инструмент имеет тот же размер, что и отверстие, 8 мм в направлении прорези, он, возможно, настолько жесткий, насколько это возможно. (если только я не выточу один из карбида и не усилю всю установку).
Инструменты дешевы; время на заточку инструмента не учитывается. Заготовки из быстрорежущей стали не ломаются при весе менее 2 фунтов за штуку, подходят для изготовления двух долбежных станков.Я надеюсь, что смогу использовать машину для выполнения других операций по прорези. Зубчатые рейки уже можно.
Квадратные отверстия?Насколько велик ваш инструмент? Наверняка он очень универсальный, из него можно сделать множество фрез разной формы.
Машина на фотографиях родом из Китая (наверное), она живет на Тайване, японский редукторный двигатель мощностью 0,4 кВт, 4-полюсный, работает от нуля до 90 Гц.
Используемые параметры резания: 230 ходов в минуту и подача 2 мм/мин.Думаю, ручная рукоятка может надоесть. Я также думаю, что относительно высокая скорость придает ему некоторый импульс, и это, вероятно, помогает в разрезе.
Привет Тимо
Нажмите, чтобы развернуть…
 … он наверняка выявит беспорядок, так что лучше не мерить. (но пока можно использовать)
… он наверняка выявит беспорядок, так что лучше не мерить. (но пока можно использовать) 
С тех пор, как я сделал этот инструмент, у меня теперь есть фрезерный станок-клон Deckel со долбежным станком.
Он работает так же, за исключением того, что теперь он приводится в действие двигателем
вазрус
Известный член
- №15
Броши. У меня их немного, это дорогие мелочи, а рынок коротких брошек не так уж и хорош. Поэтому я сделал свой собственный, используя куски простой круглой стали, подходящие для работы, и режущие бруски длиной около 200 мм, обработанные с конусом на задней части, чтобы обеспечить рез 0,015 дюйма за проход. Круглая сталь имеет очень обработан глубокий шпоночный паз, длина которого позволяет посадить режущий брус. Режущий брус просто упаковывается при каждом последующем резе, чтобы обеспечить рез 0,15 дюйма за проход. На концах стержня в прорези используется небольшая латунная упорная «заглушка». режущие бруски довольно просто изготавливаются из бруска быстрорежущей стали толщиной, скажем, 3/16 дюйма или 1/8 дюйма или любой другой, на 1/2 дюйма. Зубья нарезаются с помощью узкого круга угловой шлифовальной машины, установленной на приспособлении Брус перемещается вперед-назад для каждого зуба. Боковой зазор, который я нашел ненужным, фрезы довольно параллельны. Форма зуба мало чем отличается от формы, используемой дисковыми пилами по дереву, без «набора».
У меня их немного, это дорогие мелочи, а рынок коротких брошек не так уж и хорош. Поэтому я сделал свой собственный, используя куски простой круглой стали, подходящие для работы, и режущие бруски длиной около 200 мм, обработанные с конусом на задней части, чтобы обеспечить рез 0,015 дюйма за проход. Круглая сталь имеет очень обработан глубокий шпоночный паз, длина которого позволяет посадить режущий брус. Режущий брус просто упаковывается при каждом последующем резе, чтобы обеспечить рез 0,15 дюйма за проход. На концах стержня в прорези используется небольшая латунная упорная «заглушка». режущие бруски довольно просто изготавливаются из бруска быстрорежущей стали толщиной, скажем, 3/16 дюйма или 1/8 дюйма или любой другой, на 1/2 дюйма. Зубья нарезаются с помощью узкого круга угловой шлифовальной машины, установленной на приспособлении Брус перемещается вперед-назад для каждого зуба. Боковой зазор, который я нашел ненужным, фрезы довольно параллельны. Форма зуба мало чем отличается от формы, используемой дисковыми пилами по дереву, без «набора». Я проделал всю работу с помощью пресса с оправкой 3T. Я успешно вырезал десятки шпоночных канавок в большинстве материалов, а кусачки для протяжки довольно легко затачиваются. Я никогда не ломал ни одну из этих протяжек. У меня есть формирователь и мой протяжки в значительной степени заменили фасонный процесс для шпоночных пазов.0007
Я проделал всю работу с помощью пресса с оправкой 3T. Я успешно вырезал десятки шпоночных канавок в большинстве материалов, а кусачки для протяжки довольно легко затачиваются. Я никогда не ломал ни одну из этих протяжек. У меня есть формирователь и мой протяжки в значительной степени заменили фасонный процесс для шпоночных пазов.0007
ослепление
Известный член
- №16
Это новейшая разработка долбежного инструмента. Это сделано для того, чтобы превратить глухое круглое отверстие в квадратное.
Отверстие слишком маленькое, чтобы поместиться в держатель инструмента, поэтому круглое сверло будет обрезано под прямым углом, чтобы поместиться в отверстие, и разрежется на квадрат.

В качестве альтернативы можно впаять кусок быстрорежущей стали в паз, как показано на 2-м держателе инструмента.
Ни один из них нельзя купить, но их легко сделать.
Тимо_Гросс
Известный член
- # 17
Если выровняете глухое отверстие, фреза просто будет двигаться вверх и вниз? Фишки закончились?дазз сказал:
Hi
Это новейшая разработка долбежного инструмента. Это сделано для того, чтобы превратить глухое круглое отверстие в квадратное.
Отверстие слишком маленькое, чтобы поместиться в держатель инструмента, поэтому круглое сверло будет обрезано под прямым углом, чтобы поместиться в отверстие, и разрежется на квадрат.В качестве альтернативы можно впаять кусок быстрорежущей стали в паз, как показано на 2-м держателе инструмента.
Ничего из этого нельзя купить, но их легко сделать.Нажмите, чтобы развернуть…

ослепление
Известный член
- # 18
Привет
Я просверлю канавку в основании отверстия, чтобы обеспечить зазор между стружкой и инструментом.
Плохие вещи произойдут, если инструмент просто остановится в конце отверстия.
Озвес007
Известный член
- # 19
Шпоночные канавки с глухими отверстиями обычно заканчиваются отверстием, немного превышающим размер шпонки. Это позволяет сохранить структурную целостность запираемого устройства. Подрезка может привести к отказу в подрезке.
Ричард Хед
Известный член
- #20
Можно даже сделать протяжку, если умеешь термически обрабатывать.Дрофилер сказал:
Почему вы не используете нажимную протяжку, они не слишком дороги здесь, в Великобритании, делают хорошую работу, и ваше время тратится на моделирование, а не на изготовление инструментов!
Нажмите, чтобы развернуть.
 ..
..Прорезной станок для досок
– Peachey Conservation
Ниже приводится интервью Бри Блэк, первоначально опубликованное в Информационном бюллетене Гильдии книжных работников (GBW) № 245, август 2019 г., стр. 16–18. В нем описываются многие аспекты работы с книгами и инструментами, которыми я занимался последние 30 лет.
Если вы не являетесь членом GBW, вы должны им стать! Обычно в информационном бюллетене есть ряд интересных статей, (своего рода) ежегодный журнал, семинары, проводимые в США местными отделениями, и ежегодная конференция.
Я буду продавать инструменты на Ежегодных стандартах качества в этом году, которые будут проходить с 24 по 26 октября в Филадельфии, штат Пенсильвания. В дополнение к новым инструментам я планирую привезти много бывших в употреблении книг и инструментов, которые я приобрел за эти годы, чтобы продать. Пожалуйста, подойдите к моему столику и поздоровайтесь!
Демонстрация обрезания кожи лучше всего работает, когда вы надеваете свой счастливый фартук! Фото: Юнджин Шин.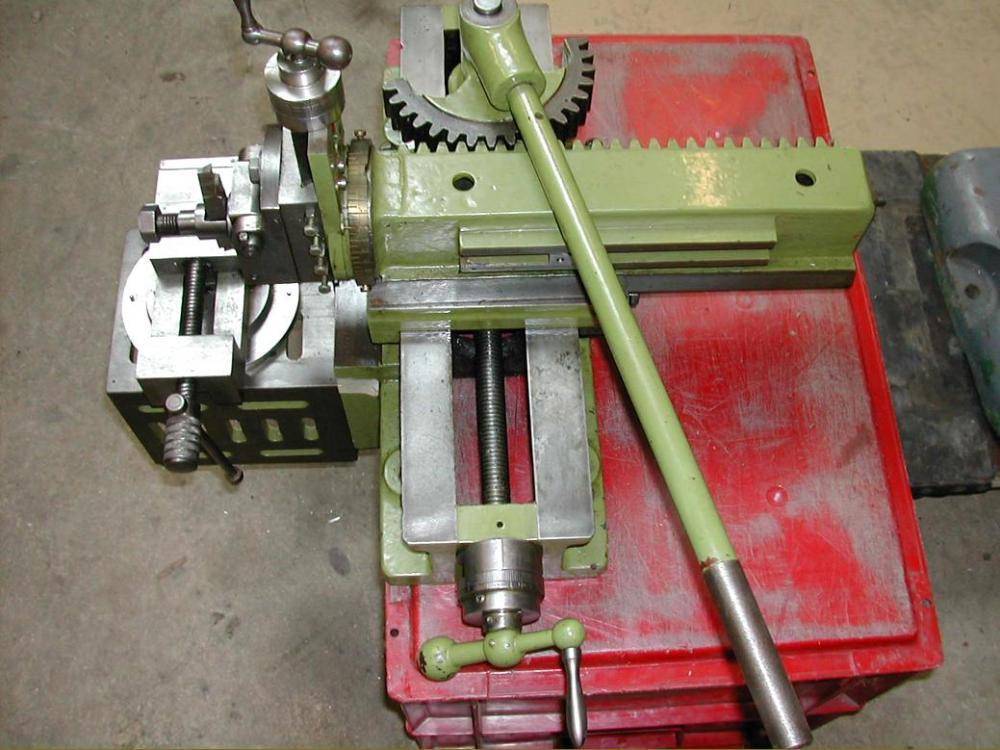
Q1: Как вы начали заниматься консервацией книг и почему решили заняться этим в качестве карьеры?
A1: Еще в 19В 80-х годах в Гошен-колледже в Северной Индиане моим старшим проектом было написание, верстка, набор текста, создание полутоновых иллюстраций для сборника моих собственных стихов. Это заставило меня задуматься об идее книги как метода распространения контента. В то же время я работал в мастерской по ремонту велосипедов, и мне нравилось практическое, механическое мышление. Моей первой работой в Нью-Йорке была работа в магазине велосипедов, хотя я быстро устал от бинарной природы только закручивания гаечных ключей, поэтому устроился клерком в Gotham Book Mart. Затем эти два аспекта сошлись воедино, хотя поэзия, казалось, постепенно исчезала.
В Готэме я очень заинтересовался антикварными книгами, и мы немного починили книги в магазине. Я нашел дешевую копию книги Эдит Дил «Переплетное дело: его предыстория и техника», купил несколько инструментов для переплета, сделал стоячий пресс из домкрата и нескольких станков 2 x 4 и начал пытаться научиться переплетному делу. Я часто подхожу к обучению так: получаю инструменты и пытаюсь научиться тому, чему они могут меня научить.
Я часто подхожу к обучению так: получаю инструменты и пытаюсь научиться тому, чему они могут меня научить.
Я быстро увлекся переплетным делом и практиковался, делая чистые книги в течение нескольких часов каждое утро, прежде чем идти на работу, и продавал их на улицах Сохо, чтобы иметь возможность покупать больше материалов. Поскольку это были книги, я мог продавать их без лицензии, что бесило продавцов ювелирных изделий, которым она была нужна! Затем я начал посещать несколько занятий в Центре книжного искусства, особенно с Тимом Эли и с Джеймсом Брокманом.
После нескольких подработок техником, в основном в Педагогическом колледже, я нашел работу на полную ставку в Колумбийском университете, первоначально работая техником по сбору платежей. Моя работа заключалась в том, чтобы делать либо 5 recases в день. Это была отличная тренировка для моих ручных навыков, и я быстро понял, как мало я на самом деле знаю о переплетном деле.
Мне очень повезло приземлиться в Колумбии в то время. Николас Пикуоад преподавал раздел консервации книг для Сертификата консервации MLIS, и Школа Раритета была там. Все время проводились интересные публичные лекции, и через лабораторию проходило множество громких имен, таких как Кристофер Кларксон. Я понятия не имел, что в то время это было одно из лучших мест; Я думал, что все институты такие.
Николас Пикуоад преподавал раздел консервации книг для Сертификата консервации MLIS, и Школа Раритета была там. Все время проводились интересные публичные лекции, и через лабораторию проходило множество громких имен, таких как Кристофер Кларксон. Я понятия не имел, что в то время это было одно из лучших мест; Я думал, что все институты такие.
В начале 1990-х RBS и Библиотечная школа были распроданы, и Фред Бирман прибыл в лабораторию в качестве начальника отдела консервации. Вскоре меня повысили до должности специалиста по специальным коллекциям, и я тесно сотрудничал с Фредом и многому у него научился. Это было своего рода ученичество в широком смысле, как это ремесло передается при тесном контакте с опытными мастерами. За четыре года, которые я провел с Фредом, я стал уверен в своих навыках, особенно в принятии решений о лечении, чему нужно много времени, чтобы научиться. По сути, я проходил обучение на рабочем месте, что, по моему мнению, является отличным способом обучения, поскольку вы знакомитесь с наиболее распространенными проблемами и методами лечения в большом исследовательском учреждении. Теперь, когда я оглядываюсь назад, я прошел версию традиционного ученичества, потратив семь лет на обучение, прежде чем открыть свой собственный бизнес в 19 лет.96.
Теперь, когда я оглядываюсь назад, я прошел версию традиционного ученичества, потратив семь лет на обучение, прежде чем открыть свой собственный бизнес в 19 лет.96.
Q2: Вы изобрели станок для прорезания досок, который используется в консервационных лабораториях по всему миру. Как вы развили это от первоначальной концепции до готовой машины?
A2: Я читал статью Кристофера Кларксона о прорезке досок в 1990-х годах и подумал, что это безумие, слишком сложно и сложно в использовании. Однако постепенно эта идея повторялась, но я был слишком беден, чтобы купить имевшуюся в то время немецкую машину за 30 000 долларов. Я начал думать о более простом способе сделать машину.
Что меня вывело из себя, так это покупка на церковной распродаже мотора лабораторного класса с регулируемой скоростью и реверсивным двигателем за 10 долларов. В то время новые они продавались по цене более 700 долларов. Мой первый план состоял в том, чтобы сделать вертел для моего гриля — чего, к счастью, так и не произошло — и в какой-то момент меня осенило, что это будет идеальный двигатель для привода каретки на станке для резки досок.
Мой первый план состоял в том, чтобы сделать вертел для моего гриля — чего, к счастью, так и не произошло — и в какой-то момент меня осенило, что это будет идеальный двигатель для привода каретки на станке для резки досок.
Первоначально я сделал один для себя, в основном путем проб и ошибок, хотя мой опыт в сборке велосипедов очень помог мне с механическим мышлением и основами обработки металла: измерение, распиловка, сверление, нарезание резьбы, отделка. Я до сих пор выполняю все свои работы по металлу с помощью некоторых очень простых инструментов: ленточной пилы по металлу, ленточной шлифовальной машины 2 x 72″, сверлильного станка, небольшого фрезерного станка и ручных инструментов. Потребовалось три разочаровывающих месяца, чтобы сделать первый правильный. После того, как я использовал его некоторое время, я подумал, что мог бы сделать еще один для продажи, чтобы окупить часть времени, вложенного в первый. Так оно и началось.
Чтобы изготовить доступную машину, мне пришлось делать ее из деталей других машин.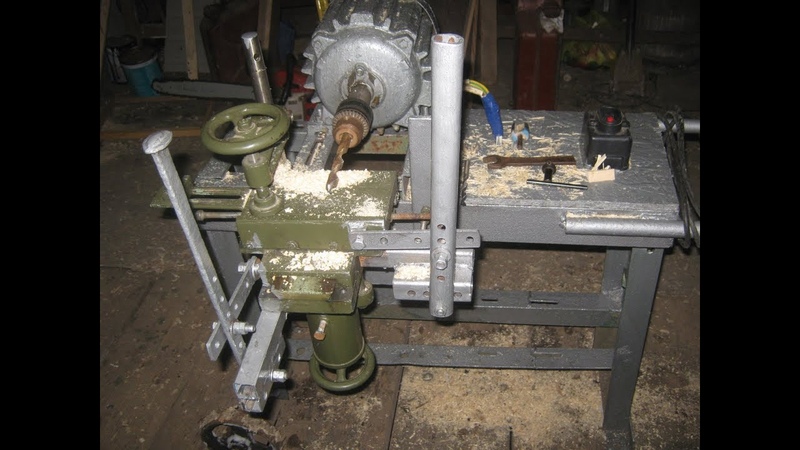 Обратной стороной этого является то, что несколько ключевых частей стали недоступны, поэтому в 2012 году мне пришлось снова перепроектировать его. Новая версия меньше, дешевле, легче, ее легко убрать, когда вы ее не используете. и более интуитивно понятным в использовании. Его используют многие крупные лаборатории, но он все еще слишком дорог для большинства реставраторов, у которых есть собственная студия.
Обратной стороной этого является то, что несколько ключевых частей стали недоступны, поэтому в 2012 году мне пришлось снова перепроектировать его. Новая версия меньше, дешевле, легче, ее легко убрать, когда вы ее не используете. и более интуитивно понятным в использовании. Его используют многие крупные лаборатории, но он все еще слишком дорог для большинства реставраторов, у которых есть собственная студия.
Q3: Вы также делаете различные ручные инструменты. Почему вы начали делать свои собственные инструменты?
A3: Я начал делать ножи почти сразу, как начал переплетать книги. Я (ошибочно!) думал, что тканевый переплёт слишком прост, поэтому я начал с кожаного переплёта. Я быстро разочаровался в том, как быстро мой нож затупился; для меня просто не имело смысла то, что мне приходилось тратить больше времени на переточку ножа, чем на его использование.
Итак, я начал читать и экспериментировать с различными сталями и типами ножей, и в течение ряда лет просто делал ножи для себя и коллег.
Это было нападение на Всемирный торговый центр в 2001 году, когда я стал более серьезно относиться к продвижению и продаже своих ножей как к бизнесу. Моя работа по консервации полностью умерла примерно на полгода. Никто в Нью-Йорке не думал о переплете и даже не собирал книги, которые я уже подготовил. В то время я жил в центре города в зоне бедствия, поэтому одним из положительных результатов было то, что FEMA оплатило пылесос HEPA, которым я пользуюсь до сих пор. Во-вторых, я стал более серьезно относиться к составлению каталога для продажи инструментов на национальном уровне, который Питер Верхейен любезно разместил на своем веб-сайте. Я понял, что мне нужен источник денежного потока за пределами Нью-Йорка.
Продажи медленно росли в течение примерно 15 лет, пока в 2017 году я не решил создать «настоящий» интернет-магазин peacheytools. com. Это значительно увеличило продажи, так как это удобно и легко заказывать, и людям не нужно было иметь дело со мной! Новейшие инструменты, которые я придумал, — это большой прямоугольный полировальный станок с подошвой из делрина, полезный для сглаживания больших объемов работ, переплетные плоскогубцы, которые отлично подходят для шитья и повторного прикрепления досок, и микронож 0,9 мм для чрезвычайно точной работы. Я думаю, что это было бы здорово для резки бумаги. Лезвие подходит для стандартного механического карандаша.
com. Это значительно увеличило продажи, так как это удобно и легко заказывать, и людям не нужно было иметь дело со мной! Новейшие инструменты, которые я придумал, — это большой прямоугольный полировальный станок с подошвой из делрина, полезный для сглаживания больших объемов работ, переплетные плоскогубцы, которые отлично подходят для шитья и повторного прикрепления досок, и микронож 0,9 мм для чрезвычайно точной работы. Я думаю, что это было бы здорово для резки бумаги. Лезвие подходит для стандартного механического карандаша.
В4: На вашем сайте и в Instagram всегда есть интересный контент. Когда вы впервые разместили свою работу в Интернете и изменился ли ваш подход с того момента, когда вы только начинали?
A4:Спасибо! Я начал вести блог в 2008 году и только в этом году попал в Instagram. У меня более 500 постов в блоге и более миллиона просмотров. Мой пост номер один на все времена — это инструкция «Как стропиться».
Первоначально я начал свой блог как простой способ создать онлайн-портфолио для консервационных работ и продать некоторые инструменты. Но это стало хорошим способом для потенциальных клиентов получить представление о моем подходе к консервации и инструментам. Это также помогает отпугнуть некоторых людей, так как они понимают, немного почитав, что я на самом деле не занимаюсь чем-то новым или дизайном переплетного дела, а вместо этого концентрируюсь на ремонте и консервации. Это также дает мне возможность опробовать некоторые идеи, связанные с моими текущими исследовательскими интересами. Опасность всегда заключается в том, что вести блог довольно быстро и легко, поэтому он может отнять постоянную энергию, необходимую для более официальной публикации. В настоящее время я работаю над большим проектом об английском и американском переплетном деле начала девятнадцатого века.
Но это стало хорошим способом для потенциальных клиентов получить представление о моем подходе к консервации и инструментам. Это также помогает отпугнуть некоторых людей, так как они понимают, немного почитав, что я на самом деле не занимаюсь чем-то новым или дизайном переплетного дела, а вместо этого концентрируюсь на ремонте и консервации. Это также дает мне возможность опробовать некоторые идеи, связанные с моими текущими исследовательскими интересами. Опасность всегда заключается в том, что вести блог довольно быстро и легко, поэтому он может отнять постоянную энергию, необходимую для более официальной публикации. В настоящее время я работаю над большим проектом об английском и американском переплетном деле начала девятнадцатого века.
Я все еще пытаюсь понять, как мне будет работать Instagram. Я нахожу это немного разочаровывающим, так как это автономная экосистема, и количество ссылок, которые вы можете добавить, ограничено. Но я размещал несколько изображений в основном интересных инструментов, которые я видел или делал. Мне нравится, насколько он интернационален, поскольку он в большей степени визуальный, чем вербальный.
Мне нравится, насколько он интернационален, поскольку он в большей степени визуальный, чем вербальный.
В5: Я заметил, что вы проводите много семинаров по всей стране. Как это сочетается с вашей работой по консервации и изготовлением инструментов?
A5: Отличный вопрос! Я часто провожу около 6 недель каждый год, обучая в дороге, на национальном и международном уровнях. Мне это очень нравится по ряду причин. Самым эгоистичным является то, что большую часть времени я работаю один, поэтому преподавание дает мне прекрасную возможность много говорить обо всем, чем я увлечен: книгах, инструментах и ремеслах. И это вытаскивает меня немного из студии и путешествует! Менее эгоистичная причина заключается в том, что я хочу вернуть ремесло переплетного дела, пытаясь отплатить всем людям, которые учили меня формально и неформально. Я хочу внести положительный вклад в жизнеспособность, уровень мастерства и устойчивость переплетного дела как ремесла. Для меня переплетное дело — отличный способ подойти ко всем интересным практическим и историческим вопросам ремесел, а также способ исследовать множество различных материалов.
Прошлым летом я вел свой самый любимый курс, который теперь называется «Практикум по исторической книжной структуре», для выпускников факультета сохранения книг из Университета штата Буффало, Нью-Йоркского университета и Винтертура/Делавэрского университета. Весь июнь мы погружаемся в различные исторические книжные структуры, начиная с начала 16-го века до середины 19-го. В этом году мы сделали шесть моделей. Месяц настолько напряженный и насыщенный, что проходит как одно мгновение. Часть семинара включает в себя посещение множества блошиных рынков и антикварных магазинов для проведения первичного исследования инструментов. Мы также погружаемся в изготовление инструментов и реставрацию.
Я всегда относился к тому типу людей, которым обычно нравится работать в одиночку, поэтому сочетание обучения, консервации и изготовления инструментов пока работает. Я чувствую себя счастливым!
Меня особенно интересуют книги, которыми пользовались обычные люди, а не только причудливые переплеты, сделанные для 1%.