Ручные дорновые трубогибы Cansa Makina из Турции от производителя
Дорновой трубогибочный станок — это машина, которая включает в свой состав такой элемент оснастки, как дорн. Дорн фиксируется внутри изгибаемой формы и держит заготовку в нужном положении, исключая повреждения ее формы в точки сгибания. Ручной дорновой трубогиб считается самым простым видом трубогибочного оборудования и находит свое применение в частном секторе работ и мелкосерийном производстве.
В ручных трубогибах в качестве дорна выступает пружина из высокопрочного сплава металла, покрытая полиуретановым слоем. Именно этот элемент обеспечивает высокое качество гиба и отсутствие заломов и трещин в стенках трубы.
Дорновая машина значительно сокращает количество прилагаемых физических сил, так как все процедуры по гибке трубы или профильного металлопроката производятся непосредственно оператором. Дорн берет на себя основную нагрузку пресса, благодаря чему оператор может работать на протяжении всей смены без потери рабочего потенциала.
Конструтивные особенности ручных трубогибов
Устройство станка-трубогиба нельзя назвать простым, даже если это оборудование с ручным управлением. В штатную конструкцию машины входят:
- Матрица для надежного зажима трубы;
- Регулируемый прижимной механизм;
- Пружина дорна;
- Вал для загибки;
- Станина-основание.
Соответственно, этапы работы подразумевают фиксацию профильной трубы в матрице, настройку силы прижима и угла сгибания и конечное вращение заготовки на валу. Единственный недостаток всех этих процедур заключается в том, что оператор должен контролировать выполнение каждого этапа работы.
Достоинства ручных трубогибов «Cansa Makina»
Турецкий производитель предлагает трубогибочное оборудование ручного управления самого высокого качества. Собственные разработки компании и внедрение успешных технологий позволило создать линию оборудования со следующими преимуществами:
- Надежность сборки и качество каждой комплектующей;
- Рабочая оснастка исключает появление гофры и изменение толщины стенки трубы во время гиба;
- Большое разнообразие углов для гибки;
- Высокий ресурс станка;
- Неприхотливость в обслуживании.


На сайте официального представителя компании «Cansa Makina» можно выбрать и купить ручной дорновой трубогиб с гарантией качества от производителя. Сотрудничество с нашей компанией подразумевает предоставление оригинального оборудования по ценам завода, а также оперативную доставку любой машины по адресу заказчика.
Видео работы оборудования
Дорновый трубогиб: конструкция, назначение, преимущества
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы.
Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Особенности гибки трубогибом с дорном
Существует множество конструкций из труб, они идут на разные сооружения: от установки турников на школьных площадках и до прокладки водопроводов и газопроводов. Также трубы активно применяются в автомобилестроительной отрасли, где множество деталей сделано из них.
Как известно, чем меньше соединительных элементов и швов имеет конструкция, тем она более надёжна. Швы могут протечь, в результате чего произойдёт утечка транспортируемого по трубе вещества, что само по себе несёт опасность для жизни людей. Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол.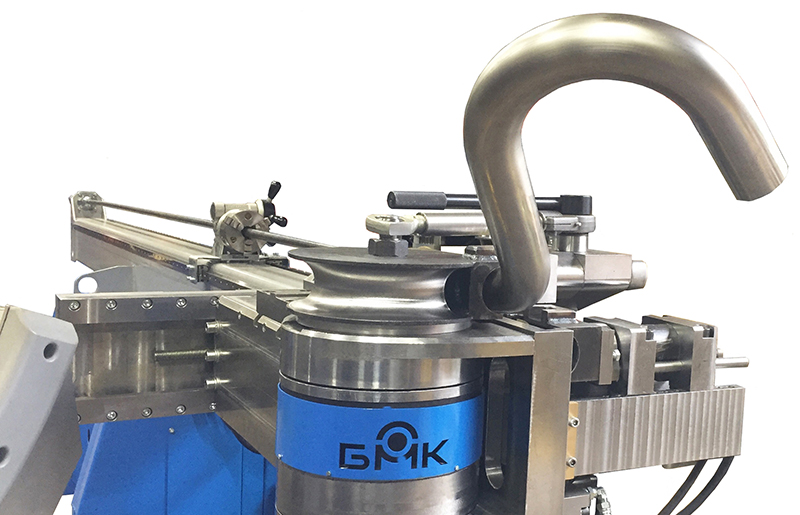
Трубогибы, имеющие протектор, рекомендуют применять в работе с тонкостенными трубами. Массивные трубы с толстыми стенками с помощью него не обрабатываются. Такой станок пользуется огромным спросом, потому что при большом КПД затрачивается минимум человеческих сил. Строение и материал гибочной машины зависит от сферы, в которой она применяется, и деталей, обрабатывающихся на ней. Дорн может быть как стальным, так и латунным или даже пластиковым.
Дорн, помещаемый внутрь трубы, принимает форму нужного изгиба и не позволяет образовываться заломам на заготовке
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий.
Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
Типы трубогибов:
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.
 Такой трубогиб выполняет угол вплоть до 90°;
Такой трубогиб выполняет угол вплоть до 90°;Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики.
Важно! Если у вас возникают трудности по сгибанию тонкостенных деталей, то лучше всего обзавестись дорновым профессиональным трубогибом.
Трубогиб с дорном: конструктивные составляющие
Аппарат дорнового типа состоит из таких деталей:
- рама с направляющими — основная деталь, которая служит рабочей поверхностью;
- чугунная головка — деталь, которая создаёт гибочный момент;
- гидравлический бустер — действует как усилитель гибочной головки;
- патрон — нужен для закрепления заготовки на рабочей поверхности;
- гибочный ролик — задаёт радиус по которому будет проходить сгибание ;
- зажимные колодки — выполняют фиксирующую работу. Крепятся в области сгиба;
- дорновый оправок и тяги — на них крепятся зажимные колодки;
- натяжной кронштейн — деталь на которой помещаются оправки и тяги.
Самая сложная конструкция и у трубогибов автоматического типа, но они дают самый точный сгиб при минимальных затратах времени и сил
Каркас аппарата производится из прочной стали, а чугунная головка создаёт высокий показатель гибочного момента. В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
Станок также оснащён гидравлической деталью — бустером. Зажим имеет патрон и механические упоры и расположен на линейных направляющих. Механические упоры задают плоскость трубы.
Основные преимущества эксплуатации дорнового трубогиба
Бездорновый трубогиб сгибает трубы под давлением, которое создаётся при помощи различных видов приводов — от гидравлического до ручного. На трубу, которая подвергается обработке, действует давление и стенка, находящаяся на внутреннем радиусе сгиба, начинает деформироваться, образуя угол. В процессе сгиба на её поверхности образуется гофра — волнистый участок. Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Дорн является элементом, благодаря которому можно свести к минимуму изменения поверхности детали. С дорном стенки изделия деформируются плавно и максимально ровно.
Важно! Толстые трубы в состоянии обработать и бездорновый трубогиб, но тонкие трубы (особенно из пластичных металлов) без исключений должны подвергаться сгибанию на трубогибах дорнового типа. Если это правило проигнорировать, тонкостенная труба сильно деформируется и будет непригодна для эксплуатации.
На бездорновом трубогибе можно обрабатывать толстостенные трубы без риска испортить заготовку
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
чертеж дорна своими руками для тонкостенной трубы, гибка с дорном, трубогибочный станок
Содержание:
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Трубогиб для тонкостенной трубы лучше взять с протектором. Он отличается высокой эффективностью и небольшими трудовыми затратами, за что и пользуется спросом среди потребителей. Однако для работы с толстостенными трубами этот станок не подойдет.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: “Разновидности трубогибов с ЧПУ, преимущества и правила использования”). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.
Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Чтобы согнуть трубу с тонкими стенками своими руками дорновый трубогиб лучше взять профессиональный (прочитайте также: “Как сделать простой трубогиб своими руками – доступные варианты”).
Из чего состоит дорновый станок для гибки труб
Конструкция дорнового станка для гибки труб включает:
- каркас с направляющими – он является рабочей поверхностью прибора;
- чугунный шаблон – об него производится изгиб деталей;
- гидравлический усилитель гибочного шаблона;
- патрон – крепление для заготовки на раме станка;
- ролик – позволяет программировать угол изгиба трубы;
- колодки-зажимы – фиксируют деталь в месте изгиба во избежание ее смещения;
- дорновый оправок и тяги, к которым прикреплены зажимы-колодки;
- кронштейн натяжной – на нем размещаются оправки и тяги.
Раму трубогиба изготавливают из качественной надежной стали, а головка из чугуна позволяет добиться высоких параметров гибочного момента. В автоматических аппаратах схема движения головки отображается на дисплее, так что весь процесс можно контролировать.
Оборудование такого типа может иметь сразу несколько типов зажимов – верхние и пальцевые. В верхних зажимах при креплении образуется зазор между ним и поверхностью заготовки, в связи с чем, она может несколько смещаться в горизонтальном направлении. При пальцевом типе зажимов на гибочный рычаг не оказывается излишняя нагрузка. Читайте также: “Виды трубогибов для круглой трубы и правила использования, как сделать самому”.
В конструкции предусмотрен гидроусилитель – бустер. На линейных направляющих установлен зажим с патроном и механическими упорами, которые задают плоскость расположения трубы.

Достоинства трубогиба дорнового типа
При эксплуатации трубогиба без дорна формирование изгиба производится под давлением, передаваемым на заготовку ручным или гидравлическим приводом. Под воздействием давления на трубу, стенка, расположенная внутри радиуса изгиба, начинает потихоньку деформироваться, образуя угол.
В результате получается волнистая поверхность. С противоположной стороны металл стенки растягивается и ослабевает. Произведенная по такому способу гибка приводит к утрате прочности трубы и ухудшению ее эксплуатационных характеристик.
А вот если воспользоваться трубогибом, оснащенным дорном, процесс изгиба трубы производится максимально равномерно и плавно, так что прочность стенок заготовки по всей поверхности является примерно одинаковой.
Стоит отметить, что если речь идет о работе с толстыми трубами, то произвести их изгибание можно на любом аппарате, даже бездорновом. Однако в тех случаях, когда предстоит деликатная работа с тонкостенными изделиями из мягких пластичных металлов, следует пользоваться исключительно дорновыми станками. В противном случае, труба будет безнадежно испорчена.
Техническое обслуживание дорна
Чтобы процесс гибки труб был максимально равномерным, дорн в станке необходимо периодически смазывать. Эта манипуляция позволит уменьшить силу трения заготовки под давлением о шаблон в процессе гибки.
Безусловно, такое обслуживание можно выполнять и обычной кисточкой, но, едва ли, такая манипуляция позволит нанести равномерный слой масла. Распыление смазки с помощью спрея также не очень эффективно. Оптимальным вариантом будет импульсное нанесение смазки при помощи ручного насоса. При этом нужно проследить, чтобы поступающий на дорн слой масла был равномерным.
Стоит отметить, что по сравнению с ручными или самодельными приборами, дорновые трубогибы являются более профессиональным типом оборудования (прочитайте также: “Как сделать самодельный трубогиб – оптимальные способы”). Они функционируют намного лучше и быстрее, обладают расширенными возможностями и позволяют придавать изделиям любую конфигурацию без необходимости лишних соединений. Тем не менее, для работы на таком оборудовании требуются некоторые навыки.
Бездорновые трубогибы. Трубогибы с дорном. АЛЕКСМАШ
Бюджетные трубогибы с ЧПУ применяются повсеместно. Многим заказчикам не требуется больших объемов изготовления трубопроводов, и поэтому нет смысла покупать высокопроизводительное и дорогостоящее трубогибочное оборудование. Если не брать во внимание ручные трубогибы, то достаточно популярными являются именно полуавтоматические трубогибы. “Полуавтоматический” означает, что часть операций на трубогибе оператор делает вручную, а часть – выполняет сам станок. Так как наиболее трудоемкой является гибочная операция, к тому же требующая достаточной точности, именно эта операция автоматизируется любым полуавтоматическим трубогибом.
Трубогиб с ЧПУ. Трубогибы с ЧПУ позволяют очень просто и удобно задавать угол гиба трубы, как правило, с точностью пол-градуса, или даже десятой доли градуса. Такая точность обеспечивается датчиком обратной связи, установленным на гибочную консоль трубогиба. Некоторые модели станков, в ЧПУ программе, имеют стандартную таблицу пружинения различных материалов труб, хотя это совершенно бесполезная информация, так как она не учитывает особенности отечественной трубы.
Бездорновый трубогиб с ЧПУ. Классические бездорновые трубогибы с ЧПУ – самые популярные среди всех остальных трубогибов благодаря простоте конструкции, недорогой цене и возможности моментально менять оснастку на другой типоразмер трубы. К тому же, они являются мобильными устройствами, то есть имеют вес не более 250кг, и роликовые колеса под станиной, что позволяет перемещать бездорновый трубогиб по всему цеху. Однако у станков есть и свои ограничения. К примеру – при работе с тонкостенными трубами (бездорновые трубогибы не имеют возможности устанавливать выглаживатель гофры, соответственно – бороться с гофрой, и не имеют возможности устанавливать дорн – соответственно практически нет возможности бороться с овальностью трубы). Однако для многих изделий, бездорновое качество гибов – более чем достаточно.
К тому же, они являются мобильными устройствами, то есть имеют вес не более 250кг, и роликовые колеса под станиной, что позволяет перемещать бездорновый трубогиб по всему цеху. Однако у станков есть и свои ограничения. К примеру – при работе с тонкостенными трубами (бездорновые трубогибы не имеют возможности устанавливать выглаживатель гофры, соответственно – бороться с гофрой, и не имеют возможности устанавливать дорн – соответственно практически нет возможности бороться с овальностью трубы). Однако для многих изделий, бездорновое качество гибов – более чем достаточно.
Полуавтоматический трубогиб с дорном. Для ряда задач, особенно когда дело касается гибки тонкостенных труб, да еще и с требованием качественного внешнего вида гиба, применяются полуавтоматические трубогибы с дорном. Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру – перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
Дорновые трубогибы с ЧПУ гнут трубу методом намотки, то есть небольшими радиусами (как правило, радиусы гибки Rср – в диапазоне от 1.5Дт до 5Дт). Однако даже на тонкостенных трубах, получаемая овальность в месте гиба может достигать нескольких процентов, и абсолютное отсутствие гофры.
виды и принцип действия » Все о металлургии
13.06.2017
Среди всех видов оснащения, используемого с целью гибки труб, дорновый трубогиб обладает наиболее необычными конструкционными особенностями, которые и определили его функциональный потенциал. Оснащение такой категории позволяет получить максимально ровные и точные сгибы, вот почему оно является весьма востребованным в различных секторах промышленности.
 Давайте же более детально поговорим о принципе действия подобных агрегатов.
Давайте же более детально поговорим о принципе действия подобных агрегатов.В наши дни сложно переоценить значение, которое имею трубы в жизнь любого человека, ведь они используются везде. Это не только важнейшие составляющие для транспортировки веществ в жидком и газообразном состоянии, но также металлическая продукция, применяющаяся с целью создания конструкций, имеющих различное предназначение. Но для того, чтобы применять трубы в роли компонентов трубопроводов или же металлоконструкций, им необходимо придать желаемую геометрическую форму. Вот тут-то и пригодятся дорновые трубогибы.
С их помощью трубе моно придать почти любой угол загиба, тут важно, чтоб радиус изгиба превышал несколько радиусов самой трубной продукции. Если не применять трубогиб, а выполнять формировку желаемой геометрии трубных товаров с применением фитингов, то может значительно уменьшить надёжность продукции.
На сегодняшний день используются различные типы трубогибов, к примеру:
• Арбалетные образцы;
• Модели, оснащённые гидравлическим приводом;
• Электрические варианты;
• Ручные агрегаты и т.д.
В действительности, функционирование всех указанных типов оснащения базируется на одном принципе: заготовку необходимо максимально надёжно зафиксировать, а потом придать определённому участку желаемый изгиб при помощи давления.
При этом в трубогибах разных категорий применяют разнообразные алгоритмы воздействия. Так если речь идёт о гидравлическом и арбалетном оборудовании, то на ту зону, которую нужно согнуть, оказывают точечное влияние.
Как подобрать трубогиб | СМК
Трубогибы – специальные станки для гибки полых труб из различных марок стали и сплавов. Позволяют изменить геометрию в зависимости от назначения труб, менять углы поворота, направление и т. д.
Техническая классификация станков
Специалисты классифицируют трубогибочные станки по нескольким принципиальным характеристикам.
Классификация по типу привода
| Тип привода | Особенности и краткое описание технических характеристик |
| Механический | Наиболее простое оборудование, низкой производительности, диметр труб в большинстве случаев не превышает 50 мм. Применяется частными предпринимателями или домашними умельцами с крайне ограниченным объемом производства. |
| Гидравлический | За счет гидравлики существенно возрастают возможные максимальные нагрузки — облегчается процесс, увеличивается диаметр заготовок. Станки применяются для малого бизнеса. |
| Электромеханический | Оборудование для среднего и крупного бизнеса, привод – электрический двигатель с редуктором. Передача шестеренчатая или цепная. |
| Электромеханический с гидравликой | Полностью автоматизированное тяжелое промышленное оборудование, по всем техническим и эксплуатационным параметрам занимает лидирующие позиции. |
По способу гибки
Этот параметр оказывает влияние на вид и качество изгиба.
- Гибка наматыванием. Осуществляется на автоматических или полуавтоматических дорновых трубогибах. Рекомендуются при необходимости строго выдерживать параметры диаметра внутреннего прохода при изготовлении сложных трубопроводов. Такие трубогибы применяются в среднем и тяжелом машиностроении, авиастроении, мебельной и химической промышленностях и т. д. Внутренние размеры трубы контролируются дорном. Автоматические станки выдерживают положение в трех осях, полностью исключают негативное влияние человеческого фактора.
- Гибка способом обкатки. Станки рекомендуется использовать небольшим компаниям, занимающимся ремонтом и монтажом сантехнического оборудования, агрегаты бывают полуавтоматическими и ручными. Труба прижимается обкаточным роликом к неподвижному, во время обкатывания он деформирует заготовку по шаблонному диаметру.
- Гибка вальцовкой. Труба зажата тремя роликами, оси которых расположены в различных точках. Положение вальцовочных роликов регулируется, что дает возможность гнуть трубы под различными радиусами. Рекомендуется компаниям, производящим сложную эксклюзивную продукцию в небольших объемах и промышленным предприятиям, специализирующимся на выпуске различных каркасов из металлоконструкций. Станки могут быть ручными или электрическими.
 Труба прижимается обкаточным роликом к неподвижному, во время обкатывания он деформирует заготовку по шаблонному диаметру.
Труба прижимается обкаточным роликом к неподвижному, во время обкатывания он деформирует заготовку по шаблонному диаметру.Перед принятием решения по выбору конкретной модели оборудования надо не только обращать внимание на рекомендации продавцов-консультантов, но и ознакомиться с реальными техническими характеристиками оборудования.
Общие советы по выбору
При выборе трубогибочного оборудования необходимо принимать во внимание следующие факторы:
- исходные параметры и материал изготовления трубы;
- параметры конечного изделия;
- качество и количество изгибов, их пространственное положение;
- известность изготовителей трубогибочного оборудования;
- производительность и стоимость.
Только комплексный учет всех факторов позволит выбрать оптимальный станок, уменьшить себестоимость готовых изделий и увеличить прибыльность производственной деятельности предприятия.
Заслуживающие доверие компании
Большой популярностью среди профессионалов пользуются две компании.
- Star Technology. Производит 4 различных типа трубогибочных станков STAR EVO BEND, EVO, T-REX и METIS, которые могут гнуть в направлении от 3 до 14 осей. Благодаря широкому ассортименту станков возможен изгиб от самой маленькой медицинской трубки до большой масляной трубы, а также любых нестандартных конфигураций.
- Doğaner Makina İmalat San. Выпускает механические, гидравлические и электронные трубогибочные станки с ЧПУ. Оборудование отличается высокими параметрами качества гибки и производительности, рекомендуется для больших компаний.
 Выпускает механические, гидравлические и электронные трубогибочные станки с ЧПУ. Оборудование отличается высокими параметрами качества гибки и производительности, рекомендуется для больших компаний.
Выпускает механические, гидравлические и электронные трубогибочные станки с ЧПУ. Оборудование отличается высокими параметрами качества гибки и производительности, рекомендуется для больших компаний.Окончательное решение следует принимать после внимательного анализа исходных данных заготовок, объема производства, характеристик изделий и технических параметров оборудования.
Вальцовочные станки
Крупным компаниям, занимающимся выпуском широкого ассортимента гнутых изделий (профилей, труб, уголков и т. д.) из различных марок сталей, цветных металлов и сплавов, рекомендуется приобретать трехвалковые трубогибочные станки. Они считаются универсальными, позволяют задавать большие радиусы, делать сложные спирали и плавные дуги. Это простые и относительно дешевые агрегаты, могут иметь электрический или механический привод валков, радиус изгиба задается перемещением одного или двух элементов. Способ управления – ЧПУ или при помощи позиционера, есть варианты комплектации некоторых моделей каретками поворота для фиксации трубы в трех плоскостях. Общий недостаток станков – невозможность изгибать трубу радиусом менее пяти диаметров. Оборудование компании Star Technology отлично гнет поручни винтовых лестниц, квадратные и прямоугольные профили, металлические детали кроватей и кресел. Мощные применяются для изготовления элементов перекрытий бассейнов, мостов и т. д.
Дорновые станки
Если есть необходимость гнуть трубы небольших диаметров, но с очень высокой точностью условного прохода, то надо покупать станки с дорном. Это стержень соответствующего диаметра, помещаемый внутрь трубы. Во время изгибания он удерживает стенки трубы и не позволяет им неестественно деформироваться, минимальный радиус изгиба уменьшается до 1,5 диаметра, а некоторые модели позволяют изгибать трубы до 1,0 диаметра. Гибка с дорном исключает появление складок даже на тонкостенных трубах, изгиб ровный и гладкий, работать можно с такими сложными металлами, как нержавеющая сталь, алюминий, титан, медь. Кроме того, гнутся не только круглые, но и квадратные или прямоугольные заготовки. Такие станки рекомендуется покупать специализированным компаниям, занимающимся выпуском высокотехнологического оборудования.
Кроме того, гнутся не только круглые, но и квадратные или прямоугольные заготовки. Такие станки рекомендуется покупать специализированным компаниям, занимающимся выпуском высокотехнологического оборудования.
Полуавтоматические станки
Все параметры гибки задаются оператором, программа в автоматическом режиме их выдерживает, но движение и повороты в пространстве заготовки осуществляется вручную. Полуавтоматические станки имеют возможность гнуть трубы лишь с одним заранее выбранным радиусом. Оборудование рекомендуется устанавливать на производствах с небольшими объемами продукции, но высокими требованиями по качеству. Невысокая стоимость делает оборудование доступным для большинства потенциальных пользователей.
Автоматические станки
По стоимости относятся к категории наиболее дорогого оборудования, могут хранить в памяти большое количество различных программ, перенастройка занимает несколько минут. Заготовка сама двигается и поворачивается, специальные механизмы меняют углы загиба и скорость осуществления операций. Управление осуществляется по трем координатам. Станки могут иметь одну или несколько головок, гибка гидравлическая или электросервоприводом. Такое оборудование могут себе позволить только серьезные компании, имеющие достаточное количество свободных оборотных средств на закупку инновационных станков.
ТРУБОГИБЫ ПОЛУАВТОМАТИЧЕСКИЕ – ДОРНОВЫЕ ТРУБОГИБОЧНЫЕ СТАНКИ ВИТЯЗЬ СЕРИИ BМ
Дорновые станки с ручным или NC управлением (опция) серии BM являются универсальным оборудованием для гибки труб круглого, квадратного, овального, прямоугольного сечения и подходят как для небольших цехов и мастерских ,так и для работы на промышленных предприятиях со средним и большим объемом производства. Станок идеально подходит для изготовления металлических каркасов офисной, медицинской и пр. мебели. Каретка для поворота и перемещения трубы (опция) позволяет удобно и точно позиционировать трубу для точности и повторяемости изделий.
Преимущества:
- Возможность гибки квадратных профилей
- Возможность аварийной остановки работы станка
- Система быстрой смены инструмента увеличивает производительность оборудования
- Станок оснащен современными системами защиты, что делает работу на нем безопасной
- Компоненты станка представлены от ведущих европейских производителей
Преимущество оборудования серии BM – это высокое качество, европейские комплектующие, понятный интерфейс, быстрая смена инструмента, возможность гиба на минимальные радиусы с высокой точностью. Наша компания самостоятельно на заводе изготавливает всю дорновую оснастку, благодаря чему инструмент имеет низкую стоимость и высокое качество.
Характеристики:
| CM 32 | CM42 | CM51 | CM 76 | |
| Max. диаметр (мм) | 32 | 42 | 51 | 76 |
| Max. Толщина стенки (мм) | 2 | 2 | 3 | 4 |
| Max. радиус (мм) | 275 | 250 | 250 | 250 |
| Max. Угол гиба (?) | 190 | 190 | 190 | 190 |
| Скорость гиба (?/sn) | 60 | 40 | 35 | 20 |
| Мощность двигателя (кВт) | 2,2 | 4,0 | 5,5 | 7,5 |
| Длина дорновой штанги (мм) | 1650 | 2600 | 3150 | 3150 |
| Точность | ± 0,2 | ± 0,2 | ± 0,2 | ± 0,2 |
| Масса (кг) | 220 | 750 | 1000 | 1100 |
| Длина (мм) | 1950 | 3150 | 3700 | 4000 |
| Ширина (мм) | 850 | 1000 | 1000 | 1000 |
| Высота (мм) | 925 | 1050 | 1050 | 1050 |
Оправочно-гибочные станки | Трубогибы на оправке Ercolina
Качественные повторяющиеся изгибы
Машины для гибки труб, труб и профильных оправок Ercolina способны изгибать многие материалы с радиусом до 1 ″ x диаметра.
- Сталь
- Нержавеющая сталь
- Алюминий
- Титан
- Латунь
- Экструзия
Улучшенный дизайн
Гибочные станкиErcolina более прочные и универсальные, чем традиционная устаревшая технология «поворотного рычага».Ось гибки расположена непосредственно под пресс-матрицей и поддерживает ее, устраняет необходимость в стяжных стержнях и предотвращает проскальзывание материала. Силе изгиба, прилагаемой шпинделем, противодействует нажимной штамп, который контролируется и непрерывно автоматически регулируется для обеспечения постоянного давления в течение всего цикла изгиба. Внутренняя конструкция гибочных станков серии Giga включает в себя большой диаметр шпинделя и подшипника, что обеспечивает максимальную жесткость. Трубогибы на оправке с ЧПУ Ercolina спроектированы с использованием современных технологий и стандартов станков.Производительность оценивается по размеру материала, а также по модулю сечения, что позволяет заказчику определить истинную производительность машины для применения. Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущество Ercolina.
Трудности зажима традиционных поворотных рычагов
Плашка зажима для гибочных станков с поворотным рычагом установлена на держателе, опирающемся на ползун, встроенный в верхнюю часть «поворотного рычага». Узел рычага «качается» вместе с вращением гибочной матрицы.) Зажимная матрица при закрытии по своей сути создает массивную смещающую нагрузку на гибочную матрицу. Это может вызвать наклон гибочного штампа. По мере того как гибочная матрица вращается, этот наклон приводит к непрерывно изменяющемуся внеплоскостному соотношению между гибочной головкой и как прижимной матрицей, так и шлифовальной головкой. Чем старше станок и инструменты, тем хуже становится их состояние. Когда гибочная матрица наклоняется под действием зажимных нагрузок, верхние части поверхности зажима фактически отрываются от обрабатываемой детали, что приводит к уменьшению зажимного усилия.
Поскольку при гибке больших заготовок требуются чрезвычайно высокие усилия зажима и изгиба, это явление наклона требует использования подвесных стяжек, центральных стоек, нескольких прижимных болтов и фланцевых гибочных штампов на гибочных станках с поворотным рычагом. Зажимные механизмы зажимного типа, используемые на большинстве гибочных станков с поворотным рычагом, создают неопределенное чрезмерное усилие зажима в его мертвой точке перед достижением заблокированного положения сверх мертвой точки. При зажиме механического устройства с гидравлическим приводом невозможно использовать гидравлические манометры для измерения истинного зажима.
По мере того, как гибочные машины становятся больше, узел поворотного рычага становится непропорционально более массивным, чтобы создавать необходимые зажимные усилия и вмещать до 5 гибочных штампов X D. Основная балка гибочного станка с поворотным рычагом расположена под прямым углом к салазкам пресс-формы. В этих гибочных станках неподвижная основная рама используется для выполнения функций, связанных с изменяющимся расположением центральной линии заготовки, таких как поддержка 3-осевых кареток и установка съемника оправки. Тяжелые нагрузки, создаваемые более крупными деталями, передаются через излишне сложные и / или непрямые механизмы.Кроме того, рычаг и зажим становятся препятствиями, когда труба продвигается между изгибами. Эту трудность можно решить только с помощью откидного зажимного механизма или отдельно поворачиваемого коаксиального поворотного рычага и главного вала – каждый из них более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение механических усилий зажима увеличивает затраты на техническое обслуживание и снижает надежность.
Конструкция оси C
Движение оси C использует один двухскоростной гидравлический цилиндр для управления функциями изгиба и возврата, прост в регулировании, минимизирует размеры гибочной головки, уменьшая общую занимаемую площадь машины. Ось C приводится в движение двумя цепями, напрямую связанными с осью, исключающими звездочки и люфт в оси. В целях безопасности давление изгиба в обратном направлении поддерживается на уровне 50 бар. Ось гибочной головки перемещается, чтобы отрегулировать осевую линию, поддерживает выравнивание оси с помощью каретки оправки. Ось гибочной головки, регулируемая по средней линии, радиус каркаса поддерживает выравнивание оси. Модели CNC7 имеют моторизованное выравнивание осей для выравнивания гибочной головки и загрузки и выгрузки заготовок. Регулировка радиуса центральной линии гибочной головки с электроприводом позволяет столу оправки оставаться неподвижным и жестким.Все литые детали сертифицированы GS500 Steel Spheroid. Благодаря многочисленным улучшениям конструкции и патентам исключаются устаревшие механические системы и ненужная масса.
Ось C приводится в движение двумя цепями, напрямую связанными с осью, исключающими звездочки и люфт в оси. В целях безопасности давление изгиба в обратном направлении поддерживается на уровне 50 бар. Ось гибочной головки перемещается, чтобы отрегулировать осевую линию, поддерживает выравнивание оси с помощью каретки оправки. Ось гибочной головки, регулируемая по средней линии, радиус каркаса поддерживает выравнивание оси. Модели CNC7 имеют моторизованное выравнивание осей для выравнивания гибочной головки и загрузки и выгрузки заготовок. Регулировка радиуса центральной линии гибочной головки с электроприводом позволяет столу оправки оставаться неподвижным и жестким.Все литые детали сертифицированы GS500 Steel Spheroid. Благодаря многочисленным улучшениям конструкции и патентам исключаются устаревшие механические системы и ненужная масса.
Выбор подходящей каретки
Многие менее дорогие и плохо спроектированные гибочные машины не имеют каретки или имеют только модели с ручным управлением. Индексирующая каретка с электроприводом Ercolina продвигает и вращает заготовку между изгибами. В первую очередь каретка – это механизм перемещения материала, который позиционирует заготовку для каждого изгиба так же точно, как каретка гибочного станка с ЧПУ.Стандарт с позиционирующей задней бабкой для управления движениями Y и B, означающими расстояние между изгибами DBB и POB, что означает плоскость изгиба POB. Включает стандарт УЦИ. Задняя бабка с гидравлическим зажимом и разъемной цангой для материала надежно удерживает материал Одно из наиболее важных преимуществ механизированной каретки на более крупном гибочном станке – это механическая загрузка, позиционирование и разгрузка тяжелой заготовки, особенно когда трубу или трубу необходимо протягивать на много футов над плотно прилегающей оправкой. Базовый гибочный станок дополняется балкой каретка-оправка без каких-либо компромиссов в конструкции.Поскольку основная балка и приводной цилиндр находятся под салазками прижимной матрицы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструментов гибочного станка, а не наоборот. Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии гибочного штампа должна быть увеличена, чтобы соответствовать высоте цанг каретки над главной балкой. Эта дополнительная высота инструмента увеличивает риск наклона гибочной матрицы. Ход и длина груза также не ограничиваются длиной основной балки гибочного станка и не требуют удлиненной рамы или других модификаций.Каретка движется по прецизионной поверхности, округлые пути для плавного движения (перемещение между изгибами) – приводятся в движение мощным гидравлическим двигателем через зубчатую рейку и шестерню. Вращение патрона (движение в плоскости изгиба) также имеет гидравлический привод. Каретка обеспечивает безопасное и точное позиционирование одним человеком с электроприводом для перемещений на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием данных по каждой оси. Тележка с электроприводом устраняет необходимость в дополнительных операторах, сокращая затраты на рабочую силу и повышая точность.Варианты каретки с электроприводом идеально подходят для выполнения нескольких операций гибки, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии гибочного штампа должна быть увеличена, чтобы соответствовать высоте цанг каретки над главной балкой. Эта дополнительная высота инструмента увеличивает риск наклона гибочной матрицы. Ход и длина груза также не ограничиваются длиной основной балки гибочного станка и не требуют удлиненной рамы или других модификаций.Каретка движется по прецизионной поверхности, округлые пути для плавного движения (перемещение между изгибами) – приводятся в движение мощным гидравлическим двигателем через зубчатую рейку и шестерню. Вращение патрона (движение в плоскости изгиба) также имеет гидравлический привод. Каретка обеспечивает безопасное и точное позиционирование одним человеком с электроприводом для перемещений на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием данных по каждой оси. Тележка с электроприводом устраняет необходимость в дополнительных операторах, сокращая затраты на рабочую силу и повышая точность.Варианты каретки с электроприводом идеально подходят для выполнения нескольких операций гибки, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Преимущества зажима материала корпуса зажима
Запатентованная система зажимов Ercolina KST монтируется непосредственно над осью изгиба C, исключая устаревшие системы поворотных рычагов и стяжек. Простая установка зажима и пресс-формы. В системе зажима грейфера используются два цилиндра двустороннего действия. Один для позиционирования и один для зажима, создающего прямо пропорциональное давление (запатентовано) Не требуется стяжной стержень, инструменты поддерживают постоянный баланс давления.Отсутствие наклона гибочной матрицы, вызванного давлением зажима, даже при гибке самых тяжелых или наиболее «ответственных» деталей. Встроенное выравнивание зажима на соответствующих монтажных поверхностях зажимного механизма и гибочной матрицы гарантирует, что регулировка установки зажима по вертикали или горизонтали не требуется.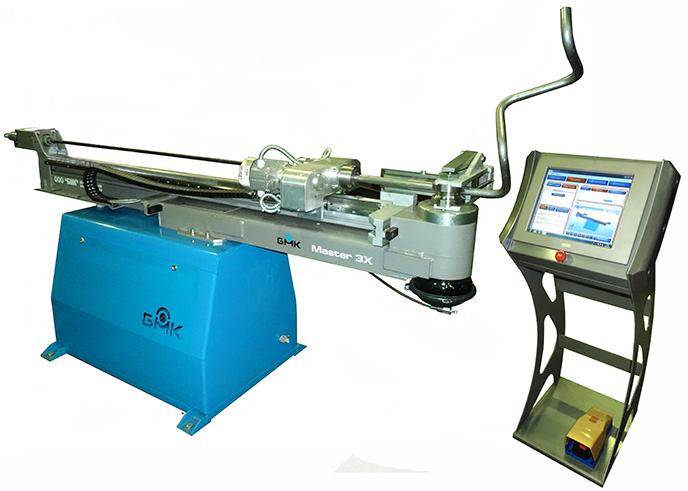 Таким образом, смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи при поступательной подаче гнутой заготовки. Сила зажима является автономной – не проходит через крепление матрицы, шпиндель или любую другую часть станка.Таким образом, никогда не возникает наклона гибочной матрицы, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что гибочная матрица вращается в горизонтальной плоскости на протяжении всего гиба. Уменьшается потребность в обслуживании станков и инструментов. Отсутствуют скольжения поворотного рычага или переключающие рычаги, которые могут повредить шептало или сломаться, а также меньше нагрузки и износа на инструмент. Верхний зажим более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом прижимной матрицы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Их легко считывать с помощью манометра и легко настраивать с помощью предохранительного клапана, что обеспечивает согласованные и точные настройки.
Таким образом, смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи при поступательной подаче гнутой заготовки. Сила зажима является автономной – не проходит через крепление матрицы, шпиндель или любую другую часть станка.Таким образом, никогда не возникает наклона гибочной матрицы, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что гибочная матрица вращается в горизонтальной плоскости на протяжении всего гиба. Уменьшается потребность в обслуживании станков и инструментов. Отсутствуют скольжения поворотного рычага или переключающие рычаги, которые могут повредить шептало или сломаться, а также меньше нагрузки и износа на инструмент. Верхний зажим более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом прижимной матрицы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Их легко считывать с помощью манометра и легко настраивать с помощью предохранительного клапана, что обеспечивает согласованные и точные настройки.
Функции оправки
Стандартное программируемое ожидаемое извлечение оправки. Установка и регулировка стержня оправки без инструментов. Длина груза на 20-футовой оправке и ход каретки позволяют принимать трубы полной длины одним непрерывным движением без подачи сцепного устройства.
Система штамповки под давлением
Запатентованная функция предлагает программируемую прижимную матрицу с автоматическим повторным захватом во время цикла изгиба до 180 градусов. Оператор вводит длину пресс-формы, и машина автоматически рассчитывает и выполняет необходимые циклические движения.Пневматический цилиндр автоматически компенсирует и регулирует давление на протяжении всего цикла гибки при изменении размеров трубы. Система предлагает больший зазор для загрузки и разгрузки труб, регулируемое управление скоростью линейного усилителя. Компактная конструкция машины с уменьшенной длиной пресс-формы значительно снижает отходы материала в конце гибки. Программируемое позиционирование штампа под давлением внутрь и наружу.
Программируемое позиционирование штампа под давлением внутрь и наружу.
Функция Booster
Включает в себя постоянное толкающее усилие, прикладываемое непосредственно к заготовке через усилительный зажим.Для достижения максимального эффекта усилителя цилиндр усилителя и его крепежная система должны иметь возможность оказывать достаточную нагрузку, чтобы довести заготовку до предела прочности при сжатии. Бустерный зажим устанавливается непосредственно на задней части пресс-формы, что обеспечивает непрерывное усиление прочности колонны обрабатываемой детали при высоких усилительных нагрузках.
Панель управления оператора
Операторское управление с цветным сенсорным экраном, отображает положение пяти осей в абсолютном и инкрементном значении считывания.Ручное управление функциями зажима, пресс-формы, наддува, оправки, освобождения зажима. Дюймовое и метрическое программирование и отображение. Ручной и автоматический режим. Ручной пульт дистанционного управления третьего класса или сенсорный экран. Программы в YBC и XYZ с автоматическим преобразованием в LRA. Принять значения CAD XYZ с ручным вводом. Обновляемое программное обеспечение машины через USB. Неограниченное хранилище программ с USB, запоминает угол изгиба с индивидуальными настройками пружины. На странице настройки профиля инструмента автоматически создается программа гибки по координатам xyz.Рассчитывает длину материала, необходимую для применения, нагрузку на машину, исходя из характеристик материала. Рассчитывает растяжение материала и теоретический процент утонения стенки, сводя к минимуму настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями, а также полный список аварийных сигналов с подробными предупреждениями.
Система лубрикатора оправки
Предназначен для перекачивания тяжелой смазки через полый стержень оправки и через отверстия в боковой части оправки на протяжении всего цикла изгиба по мере необходимости. Лубрикатор автоматически управляется с помощью сенсорного экрана и включен во все модели Giga Bender.
Лубрикатор автоматически управляется с помощью сенсорного экрана и включен во все модели Giga Bender.
Мы располагаем самыми качественными трубогибочными станками на оправке в отрасли. Запросите расценки на любой из этих станков для гибки оправок или позвоните по телефону 563-391-7700.
Инструмент для гибки труб | Гибка на оправке
Целью использования оправки при изгибе трубы является предотвращение сплющивания трубы и предотвращение складок и перегибов. Для этого оправку удерживают в фиксированном положении, а трубку натягивают на нее.Процесс растяжения трубы локализован на внешнем радиусе изгиба, а материал закален до деформации, чтобы сохранить свою форму, а не сплющиваться. Растяжение материала происходит на переднем конце оправки. Эта сила, действующая на наконечник оправки, поддерживает внутренний радиус изгиба, надежно удерживая его в канавке гибочной матрицы.
5 необходимых компонентов для гибки на оправке
Оправка , или узел оправки, состоит из корпуса оправки, вставки на вершине оправки, звена оправки или звена вставки, винта оправки и (при необходимости) узла шара.Оправка – это часть процесса гибки трубы с вращательной вытяжкой для поддержания формы трубы, когда она входит в дугу изгиба.
Оправка – это инструмент, который обеспечивает поддержку внутренней части трубы. Его основная функция – предотвратить коробление и сужение трубки. Существует множество различных вариантов оправок. Требуемый стиль и материал зависят от внешнего диаметра (OD) и толщины стенки (WT) изгибаемой трубы. Самым простым стилем конструкции является оправка заглушки, а наиболее сложным стилем конструкции – шариковая оправка.Шаровая оправка предназначена для внутренней поддержки трубы за пределами касательной и, в зависимости от количества сегментов шара, на протяжении всего изгиба.
Плашка для гибки – это основной инструмент, формирующий трубу для получения желаемого радиуса изгиба. Это форма, к которой трубка прижимается, а затем протягивается, чтобы произвести изгиб. Основными характеристиками гибочного штампа являются внешний диаметр и радиус изгиба трубы, которую нужно изгибать.
Это форма, к которой трубка прижимается, а затем протягивается, чтобы произвести изгиб. Основными характеристиками гибочного штампа являются внешний диаметр и радиус изгиба трубы, которую нужно изгибать.
Грязесъемник предохраняет трубку от складок в процессе гибки.Грязесъемник требуется, когда сопротивление трубки сжатию велико.
Зажимная матрица прижимает материал трубки к гибочной матрице, когда она вращается, образуя изгиб. Для зажимной плашки есть две характеристики, которые имеют первостепенное значение; Длина и текстура полости, которые связаны друг с другом. Чем короче зажим, тем более шероховатой должна быть поверхность полости, чтобы удерживать усилие зажима на трубке. Зубцы, накатка и карбидная пропитка делают поверхность полости шероховатой, что улучшает сцепление зажимной матрицы с трубкой.
Прижимной штамп удерживает трубку напротив гибочного штампа под постоянным давлением по касательной и следует за трубкой через изгиб. Следящий тип давления перемещается вперед во время процесса гибки, и почти все современные роторно-вытяжные гибочные машины оснащены этим типом давления.
На большинстве гибочных машин две настройки управляют работой пресс-матрицы: прямое давление и вспомогательное давление. Чтобы уменьшить сопротивление в точке изгиба, прямое давление должно быть сведено к минимуму, необходимому для удержания трубки без ее отделения от полости гибочной матрицы.
Компоненты набора инструментов для гибки оправки
Технические данные оправки и стеклоочистителя
СТАНДАРТНЫЙ ШАГ ДЛЯ ТОНКОЙ СТЕНЫ ЗАКРЫТЫЙ ШАГ
* Технические характеристики Close Pitch: на одно звено меньше, чем Standard Pitch
** Спецификация сверхмалого шага: на два звена меньше, чем у стандартного шага
ЩЕТЧИК КВАДРАТНОЙ СПИНКИ
Станки для гибки труб на оправке HMT с элементами управления трубогибом на оправке
Станки для гибки труб на оправке HMT с органами управления трубогибом на оправкеКомпания HMT предлагает станки для гибки труб на оправке с элементами управления устройством для гибки труб на оправке для гибки труб без образования складок
Во многих отраслях промышленности изгибы труб должны быть гладкими и без складок.Специальная трубогибочная машина с ЧПУ необходима для сгибания труб с малым радиусом без образования швов или напряжения на трубах. Ряд станков для гибки труб на оправке с ЧПУ, а также устройства управления станками для гибки труб на оправке, доступны у нас в Horn Machine Tools, Inc.
Изгиб оправки особенно важен в автомобильной промышленности, а также обычно используется для выхлопных труб мотоциклов. Для этих применений трубка должна быть гладкой снаружи и внутри трубки.Плавный изгиб необходим для плавного перемещения жидкостей и газов, создавая как можно меньше турбулентности. Избегайте раздавливания трубопроводов, потому что канавки или складки будут препятствовать свободному выходу выхлопных газов.
При покупке трубогибочного станка с оправкой обязательно пройдите обучение и получите поддержку, чтобы максимально использовать возможности вашего станка. Здесь, в HMT, мы гордимся своим сервисом. Поддержка клиентов не заканчивается продажей. Мы устанавливаем, обучаем и вводим в эксплуатацию все трубогибочные станки, которые мы производим, в том числе трубогибы на оправке.Как заявляет Кент Хорн, президент Horn Machine Tools, Inc., «Наши машины надежны и долговечны, и у нас есть услуги и поддержка, чтобы поддержать это».
Положитесь на нашу обширную гарантию, которая распространяется на любые неисправные электрические, механические или гидравлические компоненты. У нас даже есть 30-дневная политика возврата.
Чтобы приобрести станок для оправки, подходящий для ваших материалов и областей применения, свяжитесь с нашей командой экспертов сегодня же. Мы поможем вам найти наиболее экономичный вариант и учтем ваши характеристики.Наши бесплатные консультации бесплатны. Мы с нетерпением ждем вашего ответа. Свяжитесь с нами по телефону (559) 431-4131.
Станки для гибки оправок Baileigh
Оправщик Baileigh
Baileigh – одно из самых надежных производителей станков для гибки оправок. Продукция Baileigh удобна в использовании и долговечна даже при ежедневном использовании.Диапазон гибочных станков на оправке варьируется от низкой до высокой – прочтите обо всех станках для гибки оправки Baileigh, которые есть на нашем сайте, или позвоните нам, чтобы узнать обо всей линии 1 (800) 286-3624.
Когда нужна оправка?
При изгибе трубки внешняя стенка трубки сжимается или утончается, а внутренняя часть трубки сжимается и складывается.
Минимальные требования к инструменту для гибки с вращающейся вытяжкой – это матрица для гибки с центральным формирователем, вокруг которой изгибается труба, и матрица для встречной гибки, чтобы удерживать трубу на месте при ее изгибе.Удовлетворительные изгибы достигаются при использовании центроформера и штампа для разгибания при гибке трубы или трубки с толстой стенкой или большим радиусом центральной линии. При гибке тонкостенной трубы необходимо использование оправки и шлифовальной плашки. Оправка сводит к минимуму овальность, которая возникает на трубе, в то время как скребок устраняет складки на внутреннем радиусе трубы.
Мы предлагаем следующие оправки Baileigh:
Трубогиб на оправке Baileigh MB-350
Станки для гибки мандрелей Baileigh с числовым программным управлением
Оправка Baileigh с ЧПУ
Ручные оправки для гибки Baileigh
Электромеханический станок для гибки оправок Baileigh
Позвоните в отдел продаж Ocean Machinery СЕГОДНЯ по телефону (954) 956-3131 или по бесплатному телефону 1 (800) 286-3624 или заполните нашу онлайн-форму запроса информации, чтобы получить дополнительную информацию о трубогибах Baileigh или узнать о дополнительных трубогибах Baileigh которые могут не быть указаны на нашем веб-сайте.
Факты о гибке труб из нержавеющей стали на оправке
Что такое изгиб на оправке?
Гибка на оправке – это метод гибки с вращательной вытяжкой, при котором оправка, цельный вал оправки, имеющий до пяти сегментов в форме пончика, шариков, которые лишь немного меньше внутреннего диаметра трубы / трубы, которую изгибают, – это вставляется в трубу / трубу для обеспечения внутренней поддержки во время изгиба. Установка оправки внутри трубы предотвращает такие повреждения, как деформация, сжатие, волнистость и сплющивание, и дает техническому специалисту больший контроль над овальностью или округлостью трубы / трубы.
Этот вариант изгиба труб полезен для сложных работ, требующих изгибов с большим радиусом и большим радиусом, нескольких радиусов, высокой точности и повторяемости с минимальной деформацией. Помимо повышения качества проекта, гибка оправки может сэкономить более 50% затрат по сравнению с резкой и сваркой, поскольку сокращает время изготовления, материалы и затраты на контроль сварных швов.
Мифы и факты изгиба оправки
Существует много неправильных представлений о предполагаемых рисках изгиба нержавеющей стали на оправке по сравнению с фактическими преимуществами.На самом деле гибка оправки – один из самых точных и экономичных процессов обработки металлов давлением.
- Миф : Гибка не так прочна, как сварка.
Факт : Все фитинги являются литыми или гнутыми, и нет никаких доказательств того, что одна из них слабее другой. Фактически, при изгибе некоторые материалы фактически твердеют и становятся прочнее. - Миф : Для труб из нержавеющей стали и их колен после гибки требуется термообработка.
Факт : Аустенитная нержавеющая сталь относится к основному металлу P-№ 8, который можно гнуть в холодном состоянии в соответствии с Кодексом ASME без какой-либо термообработки после изгиба. - Миф : Изгибы не обеспечивают постоянного диаметра, как готовые изгибы.
Факт : Изгибы оправки выдерживаются в рамках тех же требований к толщине стенки и овальности ASME, которые соблюдаются производителями фитингов. С помощью оправки, поддерживающей внутреннюю часть трубы, у технических специалистов есть больше возможностей для точных и повторяемых изгибов. - Миф : Изгиб трубы из нержавеющей стали невозможно выполнить до точного угла.
Факт : Гибка нержавеющей стали на самом деле более точна, чем сварка, из-за деформации сварного шва и посадки при сварке.Гибка с помощью оправки, в частности, предотвращает повреждение трубы, такое как волнистость, сплющивание и сжатие во время процесса.
Как только конечные пользователи и производители откажутся от мифов о гибке на оправке, они смогут воспользоваться преимуществами экономии времени, материалов и затрат, которые дает этот метод обработки металлов давлением.
Производственный процесс
Для крупномасштабных заказов, длинных труб, сложной геометрии или множества углов гибка на оправке становится все более популярным методом изготовления.Для традиционной оснастки требуется матрица для гибки с определенным радиусом, хотя на современных станках используются штабелируемые матрицы для создания деталей с несколькими радиусами изгиба. На некоторых станках гибочный рычаг может поворачиваться, что позволяет создавать симметричные детали на одном и том же инструменте.
Помимо простого управления сложными деталями, гибка на оправке имеет ряд преимуществ по сравнению со сваркой, в том числе:
- Экономия времени – При сравнении сварной трубы под углом 90 ° и трубы, изогнутой под таким же углом, гибка оправки сокращает количество часов изготовления, а также время, необходимое для проверки готовой детали.Используя гибочные станки с ЧПУ, производители могут сэкономить до 75% времени, необходимого для выполнения каждого сварного шва вручную.
- Экономия затрат – Благодаря гибке нержавеющей стали вместо сварки можно сэкономить более 50% затрат, особенно благодаря утомительному визуальному осмотру, который требуется в определенных сварочных нормах. По завершении процесса сварки, если требуется неразрушающий контроль, сварные швы должны быть подвергнуты рентгеновскому сканированию, что стоит сотни долларов за рентген. Для трубы с несколькими сварными швами затраты на осмотр быстро увеличиваются.
- Расходы на материалы и экономия места – Гибка не только сокращает потери материала, потому что для этого требуются только оригинальные детали, но также экономит драгоценное пространство в вашем цехе, поскольку нет необходимости хранить какой-либо сырой сварочный материал, кроме трубы или сама трубка.
- Экономия рабочей силы – Благодаря внедрению технологии гибки можно значительно сократить трудозатраты на установку вашей системы трубопроводов, что значительно снижает риск безопасности и / или производственных проблем на месте для владельца / GC.
- Точность – Гибка труб упрощает создание нестандартных неизометрических углов и дает инженерам повышенную гибкость при создании сложных геометрических фигур. Гибочное оборудование обеспечивает высокоточные и воспроизводимые результаты, в то время как оправка поддерживает трубу для устранения деформации. Гибка также более последовательная и уменьшит любые дефекты, которые часто встречаются в процессе сварки.
Хотя характер гибки оправки снижает затраты и обеспечивает высокое качество, повторяемость результатов, принятие дополнительных мер во время процесса заказа может помочь гарантировать достижение этих преимуществ.По возможности используйте трубы стандартных размеров и толщины, чтобы сократить расходы и время выполнения заказа. Выбор общего радиуса также сэкономит ваше время и деньги, поскольку нестандартные размеры требуют изготовления штампов по индивидуальному заказу, на приобретение которых нужно время.
Подходит ли для вашей работы гибка труб из нержавеющей стали на оправке?
В следующем контрольном списке перечислены факторы, указывающие на возможность экономии средств и создания добавленной стоимости для вашего бизнеса и услуг. Вы можете обратиться к специалисту по гибке оправок, если:
- У вас есть приложение, в котором требуется полная дренажная способность, если на внутреннем диаметре трубы или системы трубопроводов нет участков захвата.
- Расход имеет значение – если вашей трубе или системе трубок требуется максимальный расход с минимальными ограничениями
- Вам необходим внутренний диаметр вашей системы трубок / трубопроводов, который необходимо отполировать до определенной степени чистоты
- Для вашей системы требуются нестандартные углы, которые не входят в стандартную комплектацию
- Вам необходимо неизменно высокое качество ваших трубопроводных систем без возможности появления дефектов сварных швов
- Ваше приложение требует неразрушающего контроля после сварки труб / стыков труб, что требует больших затрат
Если ваш бизнес соответствует любому из вышеперечисленных критериев, вы можете рассмотреть возможность партнерства со специалистом по гибке оправок.
О HPS
Обладая более чем 30-летним опытом, компания High Purity Systems понимает высокие ставки в обслуживаемых нами отраслях; во многих случаях безопасность человека зависит от точности сварного шва и чистоты системы. Работая с нашими клиентами, мы стремимся предоставлять услуги высочайшего качества в соответствии со строгими требованиями вашей среды.
Для получения дополнительной информации о том, как HPS может помочь вам в следующем проекте по гибке труб по индивидуальному заказу, свяжитесь с нашей командой сегодня.
Что такое трубогиб на оправке?
Как упоминалось в предыдущей статье, где подробно описаны различные типы гибки труб, гибка труб на оправке – это добавленная возможность в процесс гибки с поворотным вытяжным устройством. Обладая способностью формировать более узкие и точные радиусы, роторный трубогиб может легко сжимать трубы с более тонкими стенками в процессе формования. Добавив внутреннюю опору оправки (и таким образом превратив ее в то, что мы называем трубогибом на оправке), стенки трубы могут продолжать сохранять форму и форму на протяжении всего процесса гибки.
При использовании трубогиба на оправке необходимо ответить на несколько основных вопросов. С чего начать гибку трубы на оправке? Где должен располагаться сварной шов при гибке трубогибом на оправке? После того как вы ответите на эти вопросы, возможно, вы захотите найти на продажу трубогибы на оправке.
С чего начать при изгибе трубы
Когда вы только начинаете работу с трубогибом на оправке, вам нужно сначала посмотреть на материал, с которым вы работаете, а затем на требования к готовой детали.Зная, с чего вы начинаете и где вам нужно закончить, вы начнете рисовать дорожную карту установки инструментов, обработки материалов и т. Д. Того, как вы в конечном итоге этого добьетесь. Количество изгибов, требуемый радиус, количество деталей, точность и повторяемость – все это будет иметь значение во время процесса.
Где должен быть расположен шов при изгибе трубы на оправке?
Хотя некоторые трубки являются бесшовными, большинство из них изготовлено сварным швом.При заказе сварных трубок важно качество сварного шва, а также его однородность, и поэтому вдоль линии сварки имеется внутренняя слабость, из-за которой ее положение перед формовкой становится критическим. Самая важная вещь, о которой следует помнить, – ориентировать шовный сварной шов для каждой детали в одном и том же месте, чтобы обеспечить однородность изгиба.
Найти трубогибы с оправкой для продажи
В продаже имеется множество трубогибов с оправкой, и мы в Southern Fabricating Machinery Sales предлагаем гибочные станки практически для любого решения.От бывших в употреблении трубогибов на оправке до комплексных инженерных решений для высокоточной гибки, таких как уникальные решения BLM GROUP.
Описание процесса трубогиба на оправке – Liberty Machinery
Что он делает? Как я могу это использовать? Почему мне это поможет?
Трубогиб на оправке – это особый тип трубогибочного станка. Он назван так только потому, что в нем используется оправка для поддержания диаметра изгибаемой трубы.Обычно при изгибе трубки она теряет внутренний диаметр и может сморщиться или даже сломаться. Оправка, вставляемая в трубу в точке изгиба, сохраняет постоянный диаметр в месте изгиба и снижает деформацию.
Чтобы получить ответы на свои вопросы или получить дополнительную информацию о трубогибочных станках с оправкой, позвоните в компанию Liberty по телефону 847-276-2761 или отправьте нам письмо по электронной почте [email protected].
Liberty Machinery покупает и продает все типы трубогибов.
Мы – ваш надежный поставщик высококачественных трубогибов на оправке и другого бывшего в употреблении оборудования.
Купить трубогиб на оправке Продать трубогиб на оправке
Описание процесса: как это работает?
Трубогиб на оправке работает точно так же, как и обычный трубогиб, за исключением того, что оправка вставляется в трубу и помещается в точке изгиба. Хотя существует несколько различных типов оправок, наиболее распространенным является прямой стержень, прикрепленный к нескольким гибким шарикам. Оправка должна соответствовать диаметру сгибаемой трубы или трубы.
После того, как оправка вставлена, прижимная и грязесъемная фильеры прижимают трубу к предыдущей матрице под желаемым углом. Обычно это до 1,5 диаметра трубки. Трубогибы на оправке не допускают перегиба, как это делают другие трубогибы.
Основные производители трубогибов на оправке
Baileigh, Chiyoda, Eaton Leonard, Pines, Soco, Winton
Продайте трубогиб на оправке
Liberty всегда ищет бывшие в употреблении трубогибы для покупки на складе.Свяжитесь с нами и сообщите нам, что у вас есть на продажу. Мы будем рады дать вам бесплатное предложение.
Проверьте наш инвентарь на наличие бывшего в употреблении трубогиба на оправке
Нажмите ниже, чтобы увидеть наш текущий инвентарь и запросить бесплатное предложение.