Что такое дуговая сварка – определение
Справочник сварочных определений и терминов – Shindaiwa
Shindaiwa в Украине, поставки сварочного оборудования из Японии
Определение понятия. Классификация. История
Дуговая сварка – процесс сплавления материалов, при котором нагрев осуществляется электрической дугой. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
По степени механизации различают следующие виды дуговой сварки:
- ручную (ММА -Manual Metal Arc), при которой операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
- механизированную (полуавтоматическую) (MIG/MAG -Metal Inert/Active Gas). Последняя выполняется плавящимся электродом с автоматизированной подачей электродной проволоки в сварочную зону, а остальные операции этого процесса остаются ручными.
- автоматическую дуговую, при которой механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.


Применительно к сварочным аппаратам и агрегатам, виды дуговой сварки соотносят с режимами сварки. (Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
По типу сварочной дуги различают:
- прямого действия (зависимую дугу) – дуга горит между электродом и основным металлом, который также является частью сварочной цепи;
- косвенного действия (независимую дугу) – дуга горит между двумя электродами.
По свойствам сварочного электрода различают способы сварки: плавящимся электродом и неплавящимся электродом (угольным, графитовым и вольфрамовым).
В настоящее время дуговая сварка покрытыми электродами, плавящимся и неплавящимся электродами в защитных газах, а так же дуговая сварка под флюсом широко применяются в различных отраслях промышленности.
Историческая справка о процессе дуговой сварки.

Явление вольтовой электрической дуги в 1802 г. открыл В. В. Петров – русский физик-экспериментатор, электротехник-самоучка, основоположник отечественной электротехники.
Изобрёл электрическое сваривание с применением угольных электродов русский инженер Н. Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
В 1888 г. другой русский инженер Славянов Н. Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы.
Шведский инженер Оскар Кельберг в 1907 году создал первый покрытый электрод. При сварке покрытыми электродами использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
В 30 – 40-х годах прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.
Дата публикации: 18 06 2018 ✎
Дата последнего изменения: 29 05 2020
Похожие статьи о сварке
Информация о методе дуговая сварка под флюсом
- Главная
- |
- Азбука сварки – Справочный раздел
- |
- Другие методы сварки
Сварка под флюсом является разновидностью дуговой сварки. Особенностью такого вида дуговой сварки является ведение сварочного процесса с использованием специального порошкового сварочного флюса. Сварочная дуга в процессе сварки горит под слоем флюса.
Флюс – это специальное вещество в виде порошка или гранул с положительными характеристиками. Флюс подается прямо в зону сварки толстым слоем и используется для защиты сварочной ванны от попадания воздуха в процессе сварки.
Дуговая сварка под флюсом имеет ряд особенностей, выгодно отличающих метод от стандартной дуговой сварки:
- максимальная защита сварочной зоны в процессе работы,
- значительное сокращение потерь электрода и присадочной проволоки,
- практически полное отсутствие брызг металла,
- повышение производительности сварочного процесса,
- снижение чувствительности к появлению оксидов на поверхности металла,
- дополнительная защита операторов от дугового свечения,
- высокое качество шва и улучшенные свойства металла шва благодаря пониженной скорости остывания материала в процессе.
Но при этом сварка с использованием защитного флюса имеет ряд недостатков, которые могут быть существенны при выборе метода:
- повышение общих расходов на сварочный процесс,
- повышение сложности корректировать положение дуги,
- необходимость дополнительной защиты органов дыхания операторов от газов,невозможность визуально контролировать непосредственное место сварки,
- невозможность сварки в любом пространственном положении,
- повышение текучести металла и флюса в процессе работы,
- высокая зависимость качества выполнения работы от сборки сварочных кромок в связи с угрозой вытекания расплавленного флюса или металла с последующим образованием дефектов.

Техника проведения дуговой сварки под флюсом
Дуговая сварка под флюсом выполняется полуавтоматическим или автоматическим способом. Это связано с необходимостью автоматизации процесса подачи сварочной проволоки и флюса. Электродная проволока, используемая в процессе, автоматически вытягивается в дугу специальными роликами автомата. Используемая проволока должна по составу соответствовать свариваемым материалам.
Сварочный ток подводится к проволоке и к изделию. В зависимости от задач может использоваться постоянны или переменный ток прямой или обратной полярности. Сварочные работы следует начинать с тщательной обработки и зачистки свариваемых материалов от краски, ржавчины, пыли и других загрязнений, в том числе с использованием металлической щетки или шлифовального круга при необходимости.
Флюс подается к месту сварки перед дугой. Толщина слоя флюса должна составлять не меньше 40-80мм, а ширина слоя – 40-100мм. Количество флюса зависит от условий сварки и толщины сварочной проволоки.
Из-за высокой температуры от дуги флюс и металл начинают плавиться и испаряться. В результате образуется газовое облако, защищающее дугу и сварочную ванну от попадания воздуха. Расплавленный флюс после гашения дуги остывает и образует шлаковую корку, которая после завершения работ легко отделяется от сварочного шва.
В зависимости от свариваемых материалов и других условий ведения процесса могут использоваться различные виды флюсов. Флюсы делятся на несколько классов и подгрупп:
- по способу производства: плавленые или неплавленые (керамические),
- по химическому составу: оксидные, солевые или смешанные (солеоксидные),
- по активности (скорости окисления): пассивные, малоактивные, активные и высокоактивные,
- по строению гранул: стекловидные, пемзовидные или цементированные.
Область применения сварки под флюсом
Сварка с использованием флюса в первую очередь была разработана для работы с различными видами стали.
Флюс используется для соединения вертикальных швов, сваривания труб различного диаметра (в том числе очень больших размеров, а также для сваривания кольцевых швов в других ситуациях. Это позволяет применять дуговую сварку под флюсом в кораблестроении, трубопрокатной промышленности, нефтегазовой отрасли и многих других промышленных сферах.
Консультации и услуги по переводу | Американский речной колледж
Дом Студенческие ресурсы Консультирование
ARC Counseling предоставляет учащимся академические, карьерные, личные и кризисные консультации, необходимые для успешного достижения их целей. Консультанты могут помочь вам разработать образовательный план курсов, необходимых для достижения цели получения степени младшего специалиста, перевода в четырехлетнее учебное заведение или получения сертификата; даже если вы не уверены в своей образовательной цели.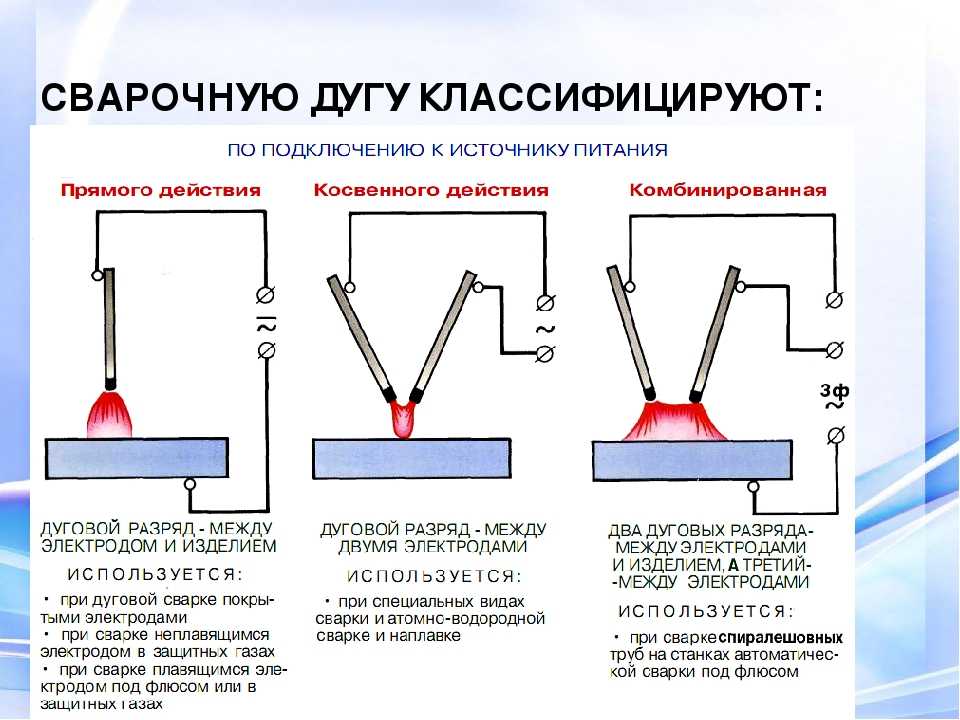
ЗАПИСАТЬСЯ НА КОНСУЛЬТАЦИЮ
Основная консультация ARC
Личный прием:
- Понедельник – четверг:
- 8:00 – 19:00
- Пятница:
- 8:00 – 17:00
Удаленные службы:
- Понедельник-четверг:
- 8:00 – 19:00
- Пятница:
- 7:30 – 17:00
Позвоните по номеру 916-484-8572 или напишите в консультационный центр по электронной почте, чтобы назначить личную встречу сегодня.
Консультационный центр ARC Natomas
Выбор очных и удаленных услуг:
- Понедельник, четверг:
- 8:00 – 19:00
- Пятница:
- 8:00–17:00 (только дистанционно)
Пожалуйста, позвоните по телефону (916)-485-6000, чтобы записаться на консультацию, если вы посещаете или планируете посещать занятия в Центре ARC Natomas.
Консультационные услуги
Академический
Консультанты могут помочь убедиться, что студенты начинают с правильного пути, разработав учебный план курсов, необходимых для достижения их цели получения степени младшего специалиста, перевода в четырехлетнее учебное заведение или заполнение сертификата; даже если вы не уверены в своей образовательной цели. Наша команда консультантов здесь, чтобы помочь вам добиться успеха!
Наша команда консультантов здесь, чтобы помочь вам добиться успеха!
Карьера
Не определились со своей карьерной целью? Консультант может помочь вам изучить то, что может подойти вам, исходя из ваших интересов, навыков, ценностей и способностей. Мы также предлагаем однокомпонентный курс по принятию решений о карьере под названием «Планирование жизни и карьеры» (HCD 330)
Личное
Мы понимаем, что в жизни во время учебы в школе есть свои трудности, которые могут быть стрессовыми. Консультанты ARC предоставляют конфиденциальные краткосрочные консультации по личным, семейным или рабочим проблемам, поскольку они связаны с образовательными целями
Dean : Nisha Beckhorn
Supervisor : Aleia Stalker
Admin Assistant : Mitchell Andrews
Phone : (916) 484-8572
Fax : (916) 484-8721
Monday- Четверг:
7:30–19:00
Пятница:
7:30–17:00
Понедельник–четверг:
8:00–19:00
2 Пятница:
8:00 – 17:00
Общая консультация
Форма обратной связи
- Обновления COVID-19
- Встреча с консультантом
- Академический испытательный срок, увольнение и повторный прием
- Ученик старшей школы с углубленным образованием
- Центр трансфера
- Перевод в четырехлетний колледж
- Программы и специальности
- Права на каталог и требования к выпуску
- Консультации: часто задаваемые вопросы
- Кризисное вмешательство
Переключить меню кризисного вмешательства
- TimelyCare: телемедицина для студентов
- Центр базовых потребностей Beaver Cares
- Студенческий центр здоровья и благополучия
- Опыт работы в АРЦ первый год
- Приемная комиссия
- Прием и учетные формы
- Заказать стенограммы
- Информация о листе ожидания
PathwayU — это платформа для перехода от образования к карьере, предоставляющая научное представление о ваших интересах, ценностях, личности и предпочтениях на рабочем месте, позволяющая вам принимать обоснованные решения, определяя пути образования и карьеры, которые соответствуют вашим уникальным характеристикам и предпочтениям.
Посмотреть путьU
Центр перевода дуги
Свяжитесь с нами
с понедельника по пятницу:
8:30 утра – 17:00
Телефон:
(916) 484-8685
Электронная почта:
4972. .losrios.edu
Посетите трансферный центр сегодня
Почему АРК? | American River College
Закрыть окно поиска×
Все, что вам нужно для достижения ваших образовательных целей.
Дом Почему АРК?
Доступное качественное образование в вашем районе
Высококачественное образование
Мы предлагаем широкий спектр программ получения степеней и сертификатов в области общего образования, перевода и профессионального образования. Мы будем работать с вами, чтобы помочь вам определить ваши карьерные цели и индивидуальную образовательную траекторию, которая поможет вам их достичь.
Мы будем работать с вами, чтобы помочь вам определить ваши карьерные цели и индивидуальную образовательную траекторию, которая поможет вам их достичь.
Варианты гибкого расписания
Мы понимаем, что у вас могут быть рабочие и семейные обязанности, из-за которых учеба в колледже может стать проблемой. Вот почему мы предлагаем гибкие варианты расписания для удовлетворения ваших потребностей, включая полные и краткосрочные занятия, вечерние варианты и занятия, полностью или частично онлайн.
Приверженность социальной справедливости / равноправию
American River College стремится поддерживать достоинство и человечность каждого студента и сотрудника. Мы стремимся к равноправию и социальной справедливости посредством ориентированного на равенство образования, преобразующего лидерства и участия в жизни общества. Мы считаем, что это обязательство необходимо для достижения нашей миссии и расширения нашего сообщества.
Где вы живете
Мы гордимся тем, что служим разнообразным сообществам большого региона Сакраменто. В дополнение к нашему основному кампусу на College Oak Drive, American River College также обслуживает студентов в наших центрах Natomas, McClellan и Mather. Эти образовательные центры предоставляют вам доступ к качественному высшему образованию рядом с домом и работой, где вы можете воспользоваться различными предложениями курсов и услугами поддержки, которые помогут вам добиться успеха.
В дополнение к нашему основному кампусу на College Oak Drive, American River College также обслуживает студентов в наших центрах Natomas, McClellan и Mather. Эти образовательные центры предоставляют вам доступ к качественному высшему образованию рядом с домом и работой, где вы можете воспользоваться различными предложениями курсов и услугами поддержки, которые помогут вам добиться успеха.
- Истории успеха
- Выпускной и перевод
- Ценность и доступность
- Факты и статистика
- Совершить экскурсию
- Первый год работы в ARC
Истории успеха
American River College имеет давнюю и гордую традицию выдающихся выпускников. Прочитайте истории успеха нынешних студентов, выпускников, преподавателей и сотрудников.
Истории успеха
Выпускной и перевод
Если вы хотите получить степень или перевестись в четырехгодичный университет, American River College поможет вам добиться успеха.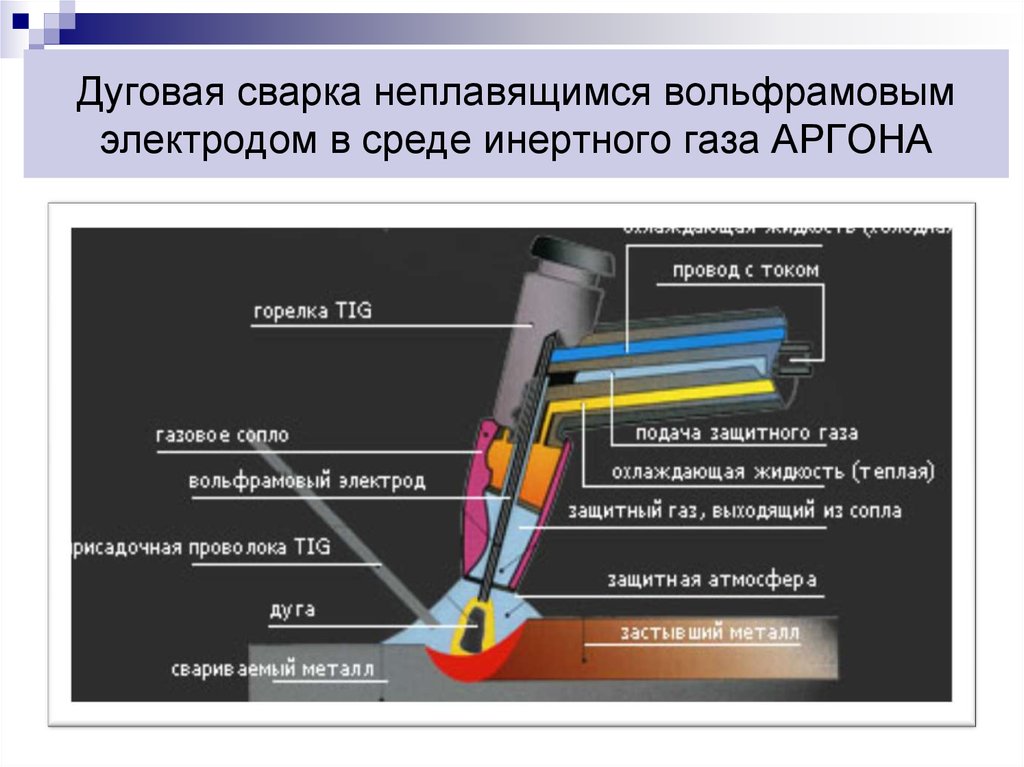
Выпускной и перевод
Ценность и доступность
American River College — разумный шаг с финансовой точки зрения. Калифорнийские общественные колледжи всего за 46 долларов за единицу дают вам наилучшее соотношение цены и качества вашего образования.
Ценность и доступность
Факты и статистика
Справочная информация и данные для American River College и его студентов.
Факты и статистика
Экскурсия
Выбор колледжа — это важное решение, и мы очень рады возможности показать вам, что может предложить American River College.