Электрооборудование консольно-фрезерного станка 6М82
Электрооборудование: общие сведения
В электрической схеме станка предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением З6 в, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
6м82
Принципиальная электросхема станков моделей 6М82 и 6М82Г
| Условное обозначение | Наименование и назначение аппаратов |
|---|---|
| ТУ | Трансформатор для цепей управления, торможения и освещения |
| ПШ | Пускатель магнитный электродвигателя шпинделя |
| ПТ | Пускатель магнитный для торможения электродвигателя шпинделя |
| ПП, ПЛ | Пускатель магнитный реверсивный электродвигателя подач |
| ЭБ | Электромагнит постоянного тока для включения быстрого хода |
| ПБ | Пускатель магнитный электромагнита быстрого хода |
| РТ-Ш | Реле тепловое электродвигателя шпинделя |
| РТ-П | Реле тепловое электродвигателя подач |
| РТ-О | Реле тепловое электродвигателя насоса СОЖ |
| 1П | Предохранители электродвигателя шпинделя |
| 2П | Предохранители электродвигателя подач |
| 3П | Предохранитель цепи постоянного тока |
| 4П, 5П, 6П | Предохранители цепей управления и освещения |
| ПР | Переключатель реверсивный электродвигателя шпинделя |
| ПУ | Переключатель управления |
| РП | Реле промежуточное |
| РН | Реле напряжения |
| ВВ | Выключатель вводной |
| ВО | Выключатель насоса СОЖ |
| ВМО | Выключатель местного освещения |
| ВС | Выпрямитель селеновый |
| ЛМО | Лампа местного освещения |
| 1КА | Командоаппарат из двух конечных выключателей для продольной подачи |
| 2КА | Командоаппарат из двух конечных выключателей для поперечной и вертикальной подачи |
| 3КА | Командоаппарат для автоматического переключения подачи на быстрый ход |
| 4КА | Командоаппарат для переключения на автоматические циклы |
| КВ | Конечный выключатель для включения электродвигателя подач при переключениях |
| 1КУ, 2КУ | Кнопка “Пуск шпинделя” |
| 3КУ, 4КУ | Кнопки “Стоп” |
| 5КУ | Кнопки “Толчёк” |
| 6КУ,7КУ | Кнопки “Быстро” |
6м82
Принципиальная электросхема станков 6М82ГБ
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему.
6м82
Монтажная электросхема станков моделей 6М82 и 6М82Г
6м82
Монтажная электросхема станка модели 6М82ГБ
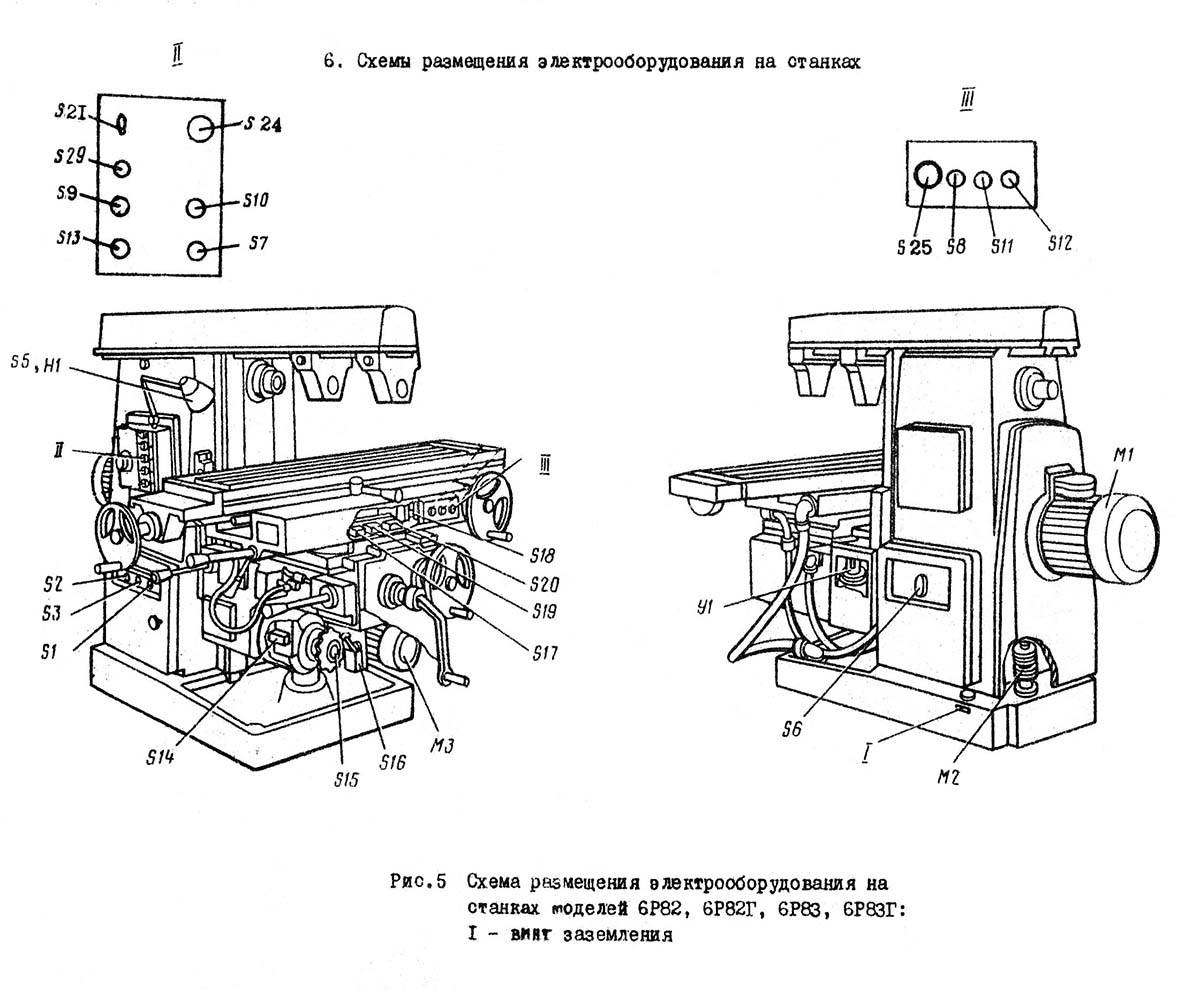
Для подключения электрооборудования к сети и его отключения имеется вводной выключатель, рукоятка которого расположена нa дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА стоит из двух конечных выключателем: для включения правого и левого хода стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ-7 на три положения рукоятки.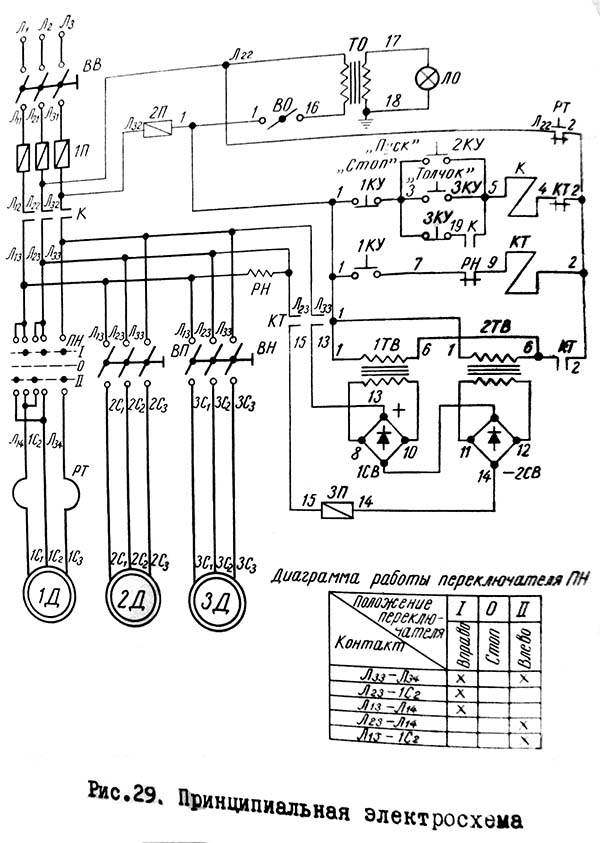 При первом положении- «автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «подача от рукояток» — производится нормальная работа станка и при третьем положении — «круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
При первом положении- «автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «подача от рукояток» — производится нормальная работа станка и при третьем положении — «круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя В0.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока служит для привода фрикционной муфты быстрого хода.
6м82
Электромагнит быстрого хода
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрамителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения незагруженных цепеи, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа схемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «включено». При этом будет подано напряжение сети на клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается и двигатель шпинделя начинает вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо или назад, включается пускатель ПП, при левом ходе или ходе вперед, вверх работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном так и при отключенном двигателе шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при пожатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2KA) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ) и двигатель останавливается.
Работа схемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно вьшолнить следующие автоматические циклы:
- Правый скачкообразный с реверсом
- Левый скачкообразный с реверсом
При маятниковом цикле рабочая подача автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «ручное управление» в положение «автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- С быстрого хода вправо на подачу вправо
- С подачи вправо на быстрый ход влево
- С быстрого хода влево на стоп
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в ненажатом состоянии, т. е. через его контакт 48-26 происходит питание пускателя ПБ.
е. через его контакт 48-26 происходит питание пускателя ПБ.
Если контакт 3КA 48-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА, на один выступ, после чего контакт 8КА 48-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей ПП для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ; при этом контакт 48-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения стола в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка: кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево и кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода.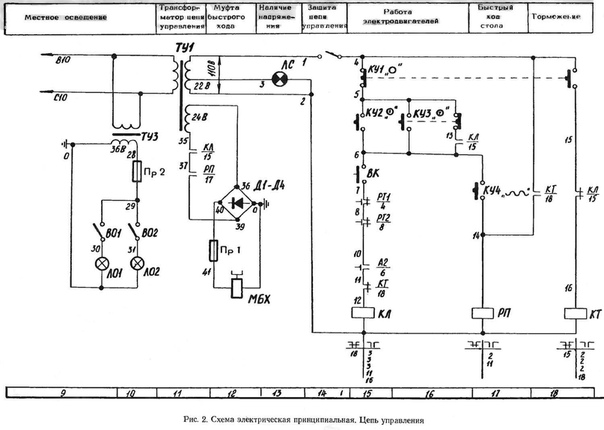
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачком №3 на звездочку с выступами в командоаппарате 3КА контакт 48-25 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-48-25-16 при раскрытом контакте 15-16 командоаппарата 1КА.
После перевода рукоятки в положение влево кулачок № 3 поворачивает звездочку на одип выступ и в командоаппарате 3КА раскрывается контакт 48-25, отключая пускатель ПП- подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, ц двигатель реверсируется. Одновременно контакт 3КА 48-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
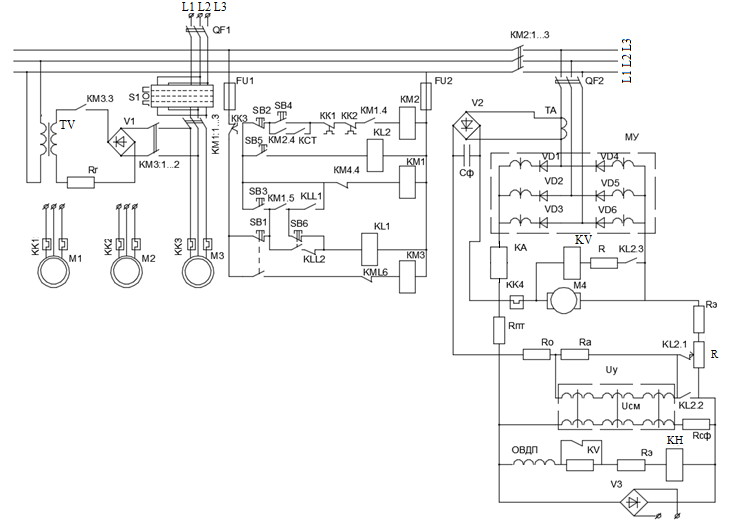
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 в при напряжении сети 380 в и 36 в при 220 в.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ и статор двигателя от сети отключается.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 28-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об\мин 3 — 5 сек.
В скоростных модификациях станков с наибольшей скоростью шпинделя 3150 об\мин торможение при высшей скорости длится до 7 сек.
Блокировки
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования.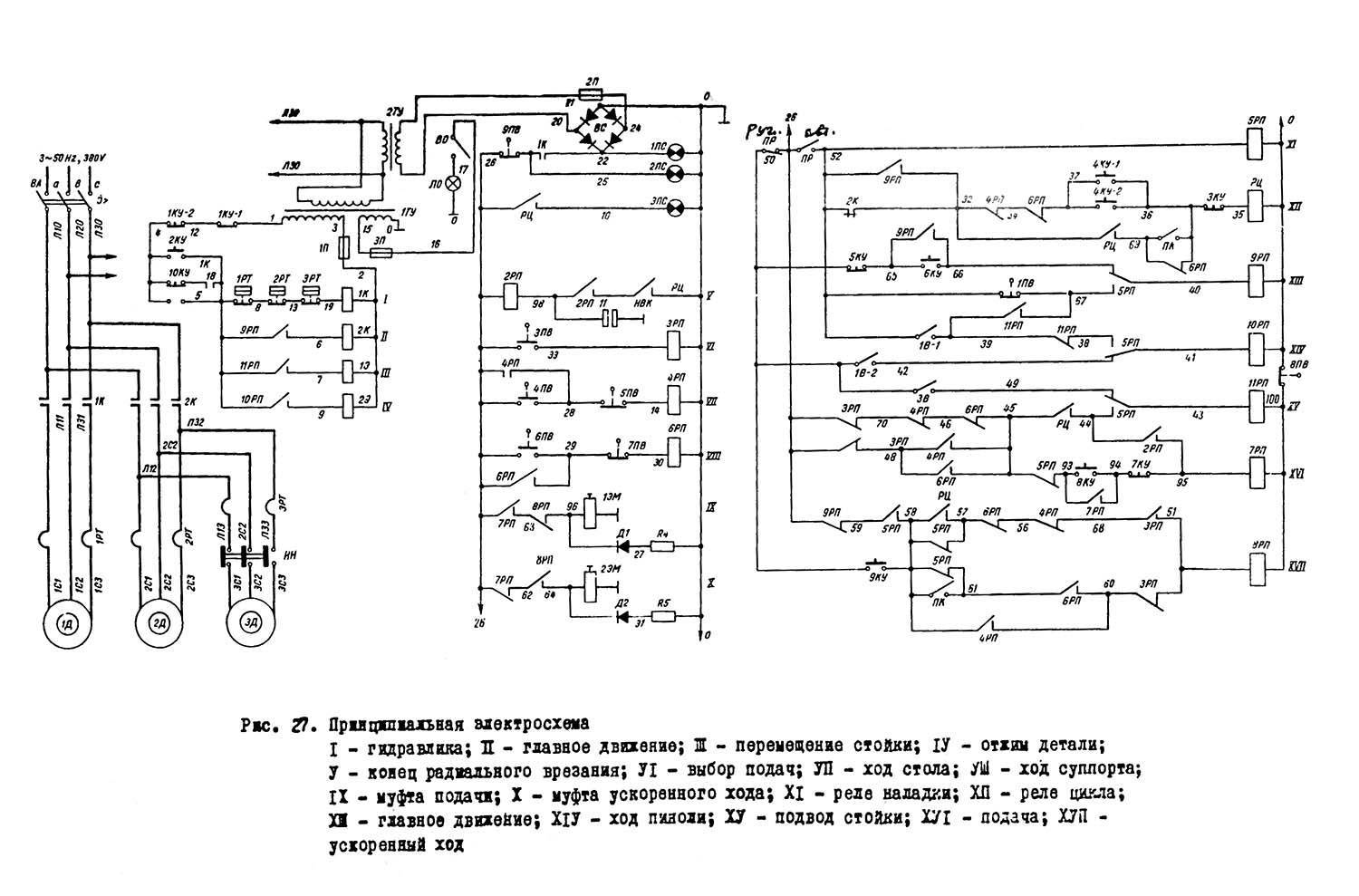
- Одновременное включение рукояток командоаппаратов 1КА и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка.
- В положении переключателя ПУ «автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро».
- В положении переключателя ПУ «круглый стол» работа продольной, поперечной и вертикальной подач невозможна.
- В положении переключателя ПУ «подача от рукояток» нормально закрытые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе.
- Не допускается рабочей подачи в нескольких направлениях, а также вращения круглого стола при невключенном двигателе шпинделя.


Вопрос № 26 Описать электрооборудование и работу главного привода схемы управления вертикально-фрезерного станка модели 654: наладка; остановка.
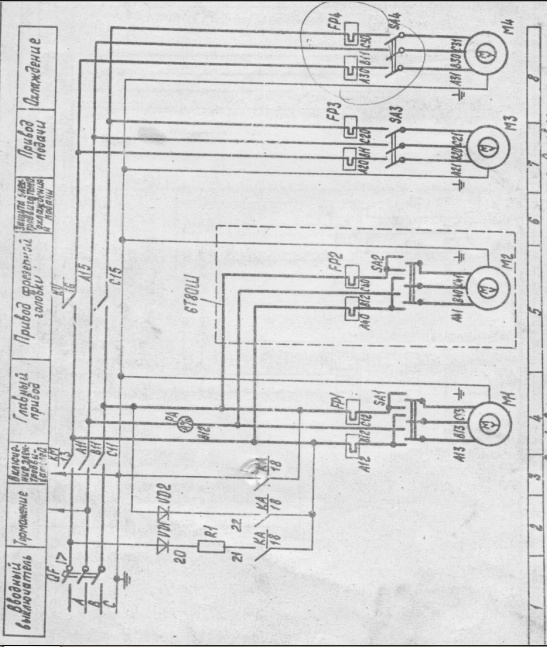
Рисунок 13 – Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка модели 654
26.1 – Наладка
Применяется для проверки правильности установки обрабатываемых изделий и инструмента или опробования в работе отдельных узлов станка
Нажимаем на Кн.Т(SB) кнопку «толчок» в толчковом режиме, в результате:
– собирается цепь РП1 реле промежуточное( для размножения контактов цепе наладки)
В результате запитывания РП1 изменяются положения его контактов:
– замыкается контакт РП1:1 – готовится (кратковременно) цепь КШ контактора шпинделя;
– размыкается контакт РП1:2 – размыкается цепь РП1
В результате запитывания (кратковременно) КШ изменяются его контакты:
– замыкаются контакты КШ:1…3 – 1,2,3,фазы поступают(кратковременно) на
ДШ – кратковременно подключается к сети и кратковременно запускается
«Точки» будут продолжаться до тех пор , сколько будет нажата кнопка «Толчок»,
периодически
повторяясь.
При отпускании Кн.Т двигатель ДШ остановится. Для повторения «толчкового» режима следует снова нажать Кн.Т
———————————————————————————————————————
Алгоритм:
Кн.Т(SB):
1ф(А) . – Кн.Т(SB) – РП1:2 – . – РП1 – . – Пр.2( FU2) – 3ф(С)
РП1:
1ф(А) . – КШ – 3ф(С)
КШ:
1ф(А) . – КШ:1 – РТШ:1 – ДШ(М)
2ф(В) . – КШ:2 – ДШ(М) } 1,2,3ф на ДШ – кратковременно запускается
3ф(С) . – КШ:3 – РТШ:2 – ДШ(М)
«Точки» будут продолжаться до тех пор , сколько будет нажата кнопка «Толчок»,
периодически повторяясь.
При отпускании Кн.Т двигатель ДШ остановится. Для повторения «толчкового» режима следует снова нажать Кн.Т
26. 2 – Остановка.
2 – Остановка.
Нажимаем на кнопку Кн.С, в результате размыкается ее контакт, в результате:
– размыкаются цепи, находящиеся под питанием контакторов: КП, КШ, РП1;
– замыкается цепь питания КТ
В результате потери питания КП:
– его контакты возвращаются в исходное состояние: размыкаются КП:1…3 – отключается от сети МУ магнитный усилитель для питания и регулирования ДП – ДПТ для движений подачи, в результате отключается от сети и ДП
В результате потери питания КШ:
– его контакты возвращаются в исходное состояние: размыкаются КШ:1…3 – отключается от сети ДШ;
– собирается цепь( при удержании кнопки) КТ контактора торможения
В результате запитывания КТ:
– подключается цепь торможения ( КТ:1…2, КТ:3)
Обмотка статора ДШ присоединяется к выпрямителю ВП1 и происходит динамическое торможение работающего на «выбеге» двигателя с рекуперацией энергии в сеть через трансформатор
Алгоритм:
Кн. С:
С:
– 1ф(А) не поступает на КП, КШ,РП1;
– 1ф(А) . – Кн.С – КШ:6 – КТ – . – Пр.2 – .3ф(С)
Не запитан КП:
– разомкнулись КП: 1…3 – МУ- отключен от сети – ДП – отключен от сети
Не запитан КШ:
– разомкнулись КШ: 1…3 – ДШ- отключен от сети ;
– собирается цепь( при удержании кнопки) КТ контактора торможения
КТ:
– замкнулись КТ:1…2, КТ:3 – подключается цепь торможения
Преобразователь мощности для фрезерного станка
” Дом
» Справочник по электропроводке
» Электропроводка и ремонт
» Жилая электропроводка: Руководство по домашней электропроводке
» Нужна помощь с электрикой? Получите быстрый ответ! Спросите электрика
| Дэйв Ронджи Сводка: Электричество Вопрос: У меня есть фрезерный станок на 575 вольт, и я хочу преобразовать его в 220 вольт, какие у меня есть варианты и какой из них лучше? Спасибо- Билл. 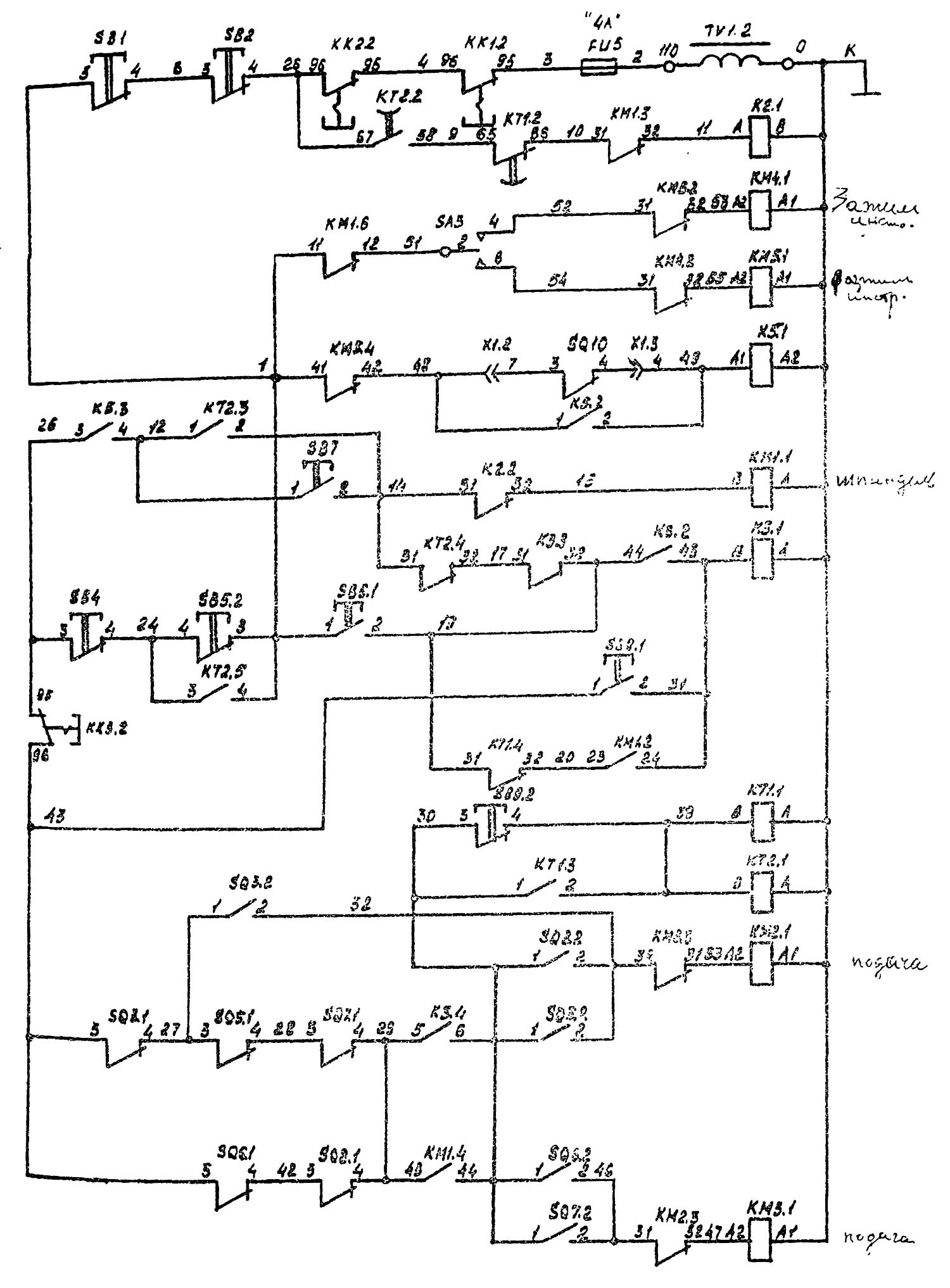 |
Отлично, очень хорошо. Рэй из Бриджпорта, Коннектикут
Преобразователь мощности для фрезерного станка
Видео по электромонтажу Как подключить розетку GFCI без провода заземления ПРИМЕЧАНИЕ. Список всех моих полезных видео Будет отображаться в конце этого видео Так что продолжайте смотреть, а я помогу вам подключить правильно! Посмотрите мой канал на YouTube:
» Спроси у электрика «
и подписывайтесь!Электрическая мощность Вопрос:
У меня есть фрезерный станок на 575 вольт, и я хочу переоборудовать его на 220 вольт, какие у меня есть варианты и какой из них лучше?
Спасибо- Билл.Привет, Билл! Отличный вопрос по ремонту электрооборудования!
Я бы начал с обращения к производителю, который знает машину лучше, чем кто-либо, и попросил бы у него совета.Исходя из моего опыта, вы можете использовать трансформатор для правильного преобразования напряжения, и производитель может знать надежный источник для такого трансформатора
Необходимо принимать во внимание точные характеристики типа потребляемой мельницей электроэнергии и точную мощность, которая у вас есть, а также нагрузки по пусковому току и т. д.
стиль=”очистить: слева”>Будьте осторожны и будьте в безопасности – никогда не работайте с цепями под напряжением!
стиль = “очистить: слева”>

| ||||||||

 …и многое другое.
…и многое другое.
Самый безопасный способ проверки электрических устройств и идентификации электрических проводов!Бесконтактный электрический тестерЭто инструмент для тестирования, который я носил в своей личной сумке для электрических инструментов в течение многих лет, и это первый тестовый инструмент, который я беру, чтобы помочь идентифицировать электрическую проводку. Это бесконтактный тестер, который я использую для простого определения напряжения в кабелях, шнурах, автоматических выключателях, осветительных приборах, выключателях, розетках и проводах. 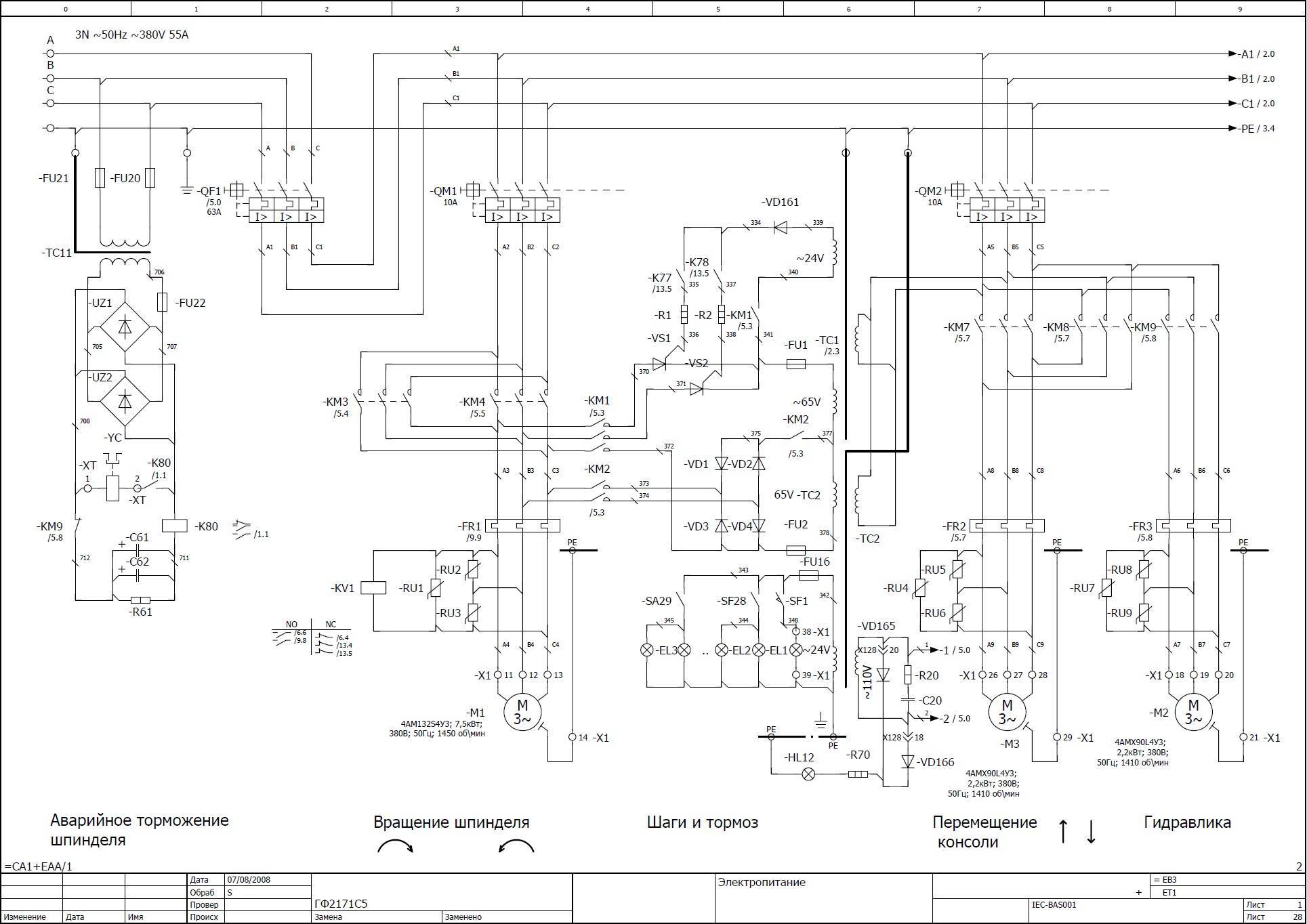 Просто вставьте конец тестера в розетку, патрон лампы или приложите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.style=”clear: left”> Просто вставьте конец тестера в розетку, патрон лампы или приложите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.style=”clear: left”>Самый быстрый способ проверить неисправность электропроводки!Тестер розетокЭто первый инструмент, который я использую для устранения неполадок с проводкой выходной цепи. Этот популярный тестер также используется большинством инспекторов для проверки питания и проверки полярности проводки. Он обнаруживает вероятные неправильные условия проводки в стандартных розетках 110–125 В переменного тока. Предоставляет 6 возможных условий подключения, которые быстро и легко считываются для максимальной эффективности. Световые индикаторы указывают на правильность проводки, а таблица индикаторов включена Тестирует стандартные 3-проводные розетки Внесен в список UL Свет указывает на неправильную проводку Очень удобный и простой в использовании.style=”clear: left”> Снимите изоляцию проводов, не надрезая и не повреждая электрический провод!Инструмент для зачистки проводов и кусачкиМой самый любимый инструмент для зачистки проводов, который уже много лет лежит в моей личной сумке для электрических инструментов, и это инструмент, который я использую для безопасной зачистки электрических проводов. 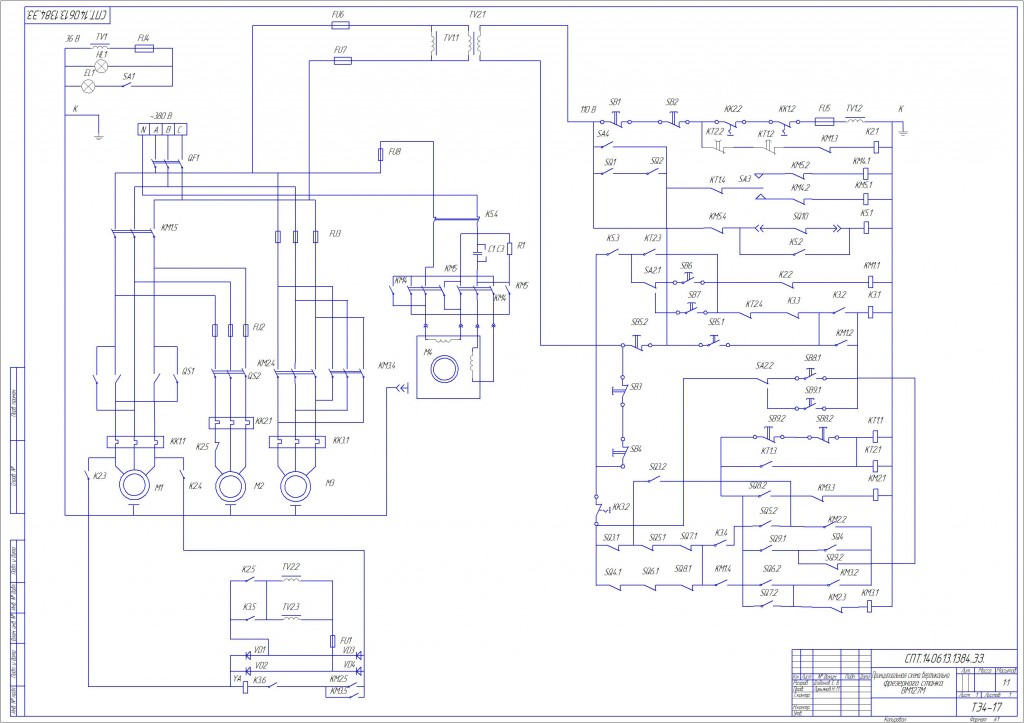 Этот удобный инструмент имеет множество применений: Калибры проводов показаны сбоку инструмента, чтобы вы знали, какой слот использовать для зачистки изоляции. Конец инструмента можно использовать для захвата и сгибания провода, что удобно для крепления провода к винтовым клеммам выключателей и розеток. Этот инструмент очень удобен и прост в использовании. стиль=”очистить: слева”> | ||
|
 Электропроводка потолочных вентиляторов. Часть 2. Введение в пульты дистанционного управления потолочными вентиляторами. Наружный потолочный вентилятор 1. Наружный […]0003
Электропроводка потолочных вентиляторов. Часть 2. Введение в пульты дистанционного управления потолочными вентиляторами. Наружный потолочный вентилятор 1. Наружный […]0003
|
 Очень удобный и простой в использовании.
Очень удобный и простой в использовании. Этот удобный инструмент имеет множество применений:
Калибры проводов показаны сбоку инструмента, чтобы вы знали, какой слот использовать для зачистки изоляции.
Конец инструмента можно использовать для захвата и сгибания провода, который удобен для крепления провода к винтовым клеммам выключателей и розеток.
Этот удобный инструмент имеет множество применений:
Калибры проводов показаны сбоку инструмента, чтобы вы знали, какой слот использовать для зачистки изоляции.
Конец инструмента можно использовать для захвата и сгибания провода, который удобен для крепления провода к винтовым клеммам выключателей и розеток.| Изучение электропроводки Обучающие видеоролики по электромонтажу |
| |
| » Как ПРАВИЛЬНО подключить!« Проводите уверенно! Полностью иллюстрированный Мгновенная загрузка Теперь вы можете Проводите как профессионал! |
Последние отзывы Я думаю, что ваш сайт предлагает самую четкую и лучшую информацию об электротехнике для домовладельцев, которую я когда-либо видел в сети. Вы вселили в меня уверенность в своих собственных проектах, которых у меня никогда не было раньше. СПАСИБО! Вы вселили в меня уверенность в своих собственных проектах, которых у меня никогда не было раньше. СПАСИБО! Пол, из Фоксборо, Массачусетс Жаль, что я не нашел этот сайт раньше, это, безусловно, лучший ресурс, связанный с электричеством, который я нашел в Интернете. Люблю этот сайт для офисного работника, который ничего не смыслит в электропроводке. Этот сайт намного лучше, чем 3 книги, которые я только что купил, я бы хотел, чтобы я пришел сюда первым. Спасибо за ответ на мой вопрос. Подробнее Комментарии Оставить комментарий |
Производство электронных компонентов Станки с ЧПУ
MECANUMERIC является производителем промышленных станков для 3-, 4- или 5-осевого фрезерования с ЧПУ, резки с ЧПУ и гидроабразивной резки с ЧПУ. В области электроники и вычислительной техники цифровые фрезерные станки представляют собой промышленные инструменты, необходимые для изготовления таких компонентов, как печатные схемы, а также многих электрических и электронных компонентов.
В области электроники и вычислительной техники цифровые фрезерные станки представляют собой промышленные инструменты, необходимые для изготовления таких компонентов, как печатные схемы, а также многих электрических и электронных компонентов.
Печатные платы
Подробнее
Изготовление печатных плат
Фрезерные станки с ЧПУ используются в несколько этапов изготовления печатных плат. Платы, на которые предполагается монтировать печатную плату, необходимо предварительно просверлить. План сверления запрограммирован на компьютер и может быть передан на фрезерный станок через систему ЧПУ.
Затем фрезерные станки могут гравировать печатные платы. Гравировка необходима для удаления лишней меди с панели. Наконец, панель будет фрезерована на последнем этапе производства, чтобы сделать ее края гладкими. Это гарантирует, что панель может быть использована в полной мере.
Фрезерные станки с ЧПУ для производства электрических и электронных компонентов
Операции резки и фрезерования используются при производстве многих электрических и электронных компонентов. Например, листовой металл режется для изготовления корпусов для электрических панелей и счетчиков, таких как счетчик Linky. Точная работа должна выполняться в тех областях, где стандарты очень строгие, независимо от толщины материалов и размера обрабатываемых деталей.
Например, листовой металл режется для изготовления корпусов для электрических панелей и счетчиков, таких как счетчик Linky. Точная работа должна выполняться в тех областях, где стандарты очень строгие, независимо от толщины материалов и размера обрабатываемых деталей.
3-осевое фрезерование идеально подходит для этого типа операций, которые можно выполнять последовательно. Таким образом, модели DMC подходят для работы небольшого формата, требующей тонкого и точного исполнения. Фрезерный станок MECASEASY отвечает требованиям требовательного 2D- или 3D-производства, а фрезерный станок с числовым программным управлением NORMAFIL выполняет удаление заусенцев с крупных термоформованных деталей.
Кропотливая работа с применением новейших технологий
Электронные платы — это компоненты, которые могут быть очень маленькими и требуют чрезвычайно точной и тщательной обработки. Фрезерные станки с числовым программным управлением идеально подходят для такого рода работ.
Являясь поставщиком промышленного оборудования, компания MECANUMERIC разработала широкий спектр станков с ЧПУ, позволяющих вмешиваться на каждом этапе производства печатной платы.
– Фрезерные станки с ЧПУ Charly2U и Charly4U
Фрезерные станки с ЧПУ Charly2U и Charly4U идеально подходят для тонкого и точного фрезерования, например сверхтонкого сверления. Они оснащены большой рабочей поверхностью. Они могут фрезеровать многие материалы, в том числе такие металлы, как алюминий и латунь. Также оснащенные 3 динамическими осями, они могут обрабатывать детали в 2D и 3D.
– Фрезерный станок CharlyRobot DMC II
Фрезерный станок CharlyRobot DMC II представляет собой промышленный фрезерный станок с ЧПУ. Благодаря числовому программному управлению упрощается повседневная работа пользователя. Он прост в использовании и позволяет обрабатывать небольшие форматы, например те, которые используются для производства электронных плат и печатных схем.