Основные узлы и механизмы фрезерных станков
Фрезерный станок — это оборудование для обработки фасонных и плоских металлических заготовок с винтовыми и прямыми образующими. С помощью машин можно выполнять пазы, канавки, отверстия, наносить внутреннюю и внешнюю резьбу, а также производить целый ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтальные и вертикальные фрезерные станки. Основные узлы и механизмы в оборудовании обоих типов одинаковые, кроме поддержки и хобота, которых нет в вертикальных модификациях.
Станина
На деталь крепятся все основные узлы и механизмы фрезерного станка. Шпиндель, коробка скоростей, двигатели скрыты внутри конструкции, а остальные агрегаты монтируются на наружных поверхностях. В верхней части станины могут быть расположены горизонтальные направляющие для перемещения хобота, на передней стенке — вертикальные направляющие для консоли или шпиндельной бабки. Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Основные части сверлильного станка
Сверлильный станок необходим для создания сквозных и глухих отверстий. Для этого используют сверла. Специальный режущий инструмент снимает стружку с обрабатываемой заготовки.
Названия базовых компонентов сверлильного станка:
- Вертикальная колонна (станина).
Представляет собой опору, на которой размещают все основные узлы станка. - Электродвигатель.
Необходим для запуска шпиндельной головки. Может быть фазным или асинхронным. Сверление начинается только после набора двигателем проектной скорости вращения. - Сверлильная головка.
Это основной блок. Сверлильная головка оснащена коробкой скоростей с механизмом изменения частоты передач, механизмом вертикальной подачи с рукояткой, лимбом для точной подачи, шпинделем с патроном.
- Рукоятка переключения коробки скоростей и подач.
Позволяет изменять скорость рабочих движений. - Штурвал ручной подачи.
Отвечает за ручную вертикальную подачу. - Рукоятка переключения коробки скоростей и подач.
Позволяет изменять скорость рабочих движений. - Лимб контроля глубины обработки.
Эта кольцевая головка с размеченной шкалой необходима для настройки вертикальной подачи. Лимб применяют для сверления отверстий определенной глубины. На детали указывают цену деления шкалы. - Шпиндель.
Деталь необходима для закрепления патрона и передачи вращательного движения на сверло. Может вертикально двигаться по направляющей в сверлильной головке. - Сопло подачи охлаждающей жидкости.
Представляет собой часть механизма охлаждения обрабатываемого изделия и сверла. Как только включают насос, струя смазывающе-охлаждающей жидкости из сопла попадает в зону обработки. - Стол.
Необходим для закрепления обрабатываемого изделия. В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д. - Рукоятка подъема стола.
Позволяет изменять уровень стола, подводить заготовку к шпинделю или, наоборот, отдалять ее от него. - Фундаментная плита.
Является основанием станка. Представляет собой массивную устойчивую конструкцию с отверстиями под болты. - Шкаф электрооборудования.
Укомплектован электрическими схемами, управляющими реле, предохранительными элементами. На современных станках есть панель управления автоматизацией рабочего процесса.

 В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д.
В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д.Современные сверлильные станки различаются конструкцией и функционалом. Главная задача, которая стоит перед их производителями, – максимально автоматизировать рабочие процессы и расширить технологические возможности агрегатов.
Основные инструменты сверлильного станка – зажимные патроны. Они бывают кулачковыми, цанговыми, резьбонарезными. Внутренние поверхности большого диаметра или замысловатой конфигурации обрабатывают расточными головками с ручной и автоматической подачей.
 Также с их помощью растачивают внутренние канавки и ступенчатые отверстия, которые требуют высокой точности и чистоты поверхности.
Также с их помощью растачивают внутренние канавки и ступенчатые отверстия, которые требуют высокой точности и чистоты поверхности.Чтобы закрепить обрабатываемую заготовку, используют станочные тиски разных размеров, наклоняемые столы, столы с продольно-поперечным перемещением, делительные головки и другие устройства. Все они помогают надежно закреплять изделия в положении, которое позволяет обрабатывать их с минимальным отклонением от требований чертежа.
Хобот (ползун)
Данный узел имеется у фрезерных станков горизонтального и универсального типа и редко встречается на станках ЧПУ. Основное назначение хобота — правильная установка и надежная поддержка оправки. Механизм смонтирован на горизонтальных направляющих станины и допускает изменение вылета, то есть расстояния до зеркал. При обработке массивных деталей, когда получается стружка большого сечения, для дополнительной фиксации заготовки используют специальные поддержки, которые образуют связь между хоботом и консолью.
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
Устройство оборудования
Профессиональный фрезеровочный станок по дереву разработан по самым современным кинематическим схемам. Он оснащён сложными механическими соединениями и самой современной электроникой. Основными элементами таких устройств являются:
- мощная станина;
- специальный стол, который называется фрезерным;
- суппорт;
- шпиндель, имеющий специальную форму;
- перемещение заготовок вдоль станка производится с помощью специальных салазок;
- панель запуска шпинделя;
- система регулировок управления;
- набор режущего инструмента.
Отдельные производители свой станок фрезерный по дереву 220 В комплектуют дополнительной кареткой. Она превращает фрезеровальный станок в агрегат с расширенными возможностями. На нём реализована возможность производить обработку деталей под любым углом
Станина такого агрегата выполнена из толстого куска стали или чугуна. Благодаря своей массе она придает станку повышенную устойчивость. Она позволяет погасить колебания в процессе работы.
На суппорт крепится специальный вал. Его верхняя часть поднимается над столом через специальное отверстие. Во всех агрегатах предусмотрена возможность регулировки высоты поднятия вала. Сверху установлен вставной шпиндель с режущим инструментом. Промышленный фрезер по дереву — это аппарат, способный выполнять большое количество операций. Этого добиваются благодаря использованию разнообразного режущего инструмента. Основными видами оснастки являются: режущий диск, нож, фрезы различной конфигурации.
Для проведения фрезерования строго по прямой линии применяют специальную направляющую планку. Благодаря специальному узлу крепления её можно перемещать на необходимую длину. Высокая скорость вращения шпинделя существенно улучшает качество обработки.
Современные профессиональные станки оснащаются промышленными мощными пылесосами. Они позволяют создавать комфортные условия во время проведения работ. Благодаря мощной системе всасывания убирается строительная пыль.
Стол
Основной рабочий элемент фрезерного станка, который перемещается на салазках. На поверхности стола располагаются зажимные и другие фиксирующие приспособления для прочного крепления заготовок. Для этого деталь имеет продольные пазы. Совместная работа стола, консоли и салазок обеспечивает подачу заготовки к фрезе. Возможно движение в продольном, вертикальном и поперечном направлении. Типовое оборудование обычно имеет ручную и механическую подачу. Использование того или иного метода зависит от поставленных задач:
- для холостых пробегов и установочных перемещений стола используется ручной, механический способ
- для рабочей подачи применяют чаще всего механизированную подачу.

Дополнительно предусмотрена возможность ускоренного перемещения стола, так называемый быстрый ход во всех трех направлениях. Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения. Оператор самостоятельно выбирает режим в зависимости от материала заготовки и фрезы, а также от типа обработки.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление. Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
 Эта группа имеет деление. Крупные – от 10 до 30 тонн;
Эта группа имеет деление. Крупные – от 10 до 30 тонн;Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Электродвигатели
Главного движения — осуществляет вращение шпинделя, располагается в шпиндельной бабке или колонне.
Рабочих подач, ускоренных перемещений — закреплен на коробке подач
Перемещения консоли — крепится на консоли, при ее наличии
Подачи СОЖ. Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Коробка скоростей
Посредством вращения зубчатых колес и их переключения усилие от электродвигателя передается шпинделю. Механизм также позволяет регулировать число оборотов режущего инструмента.
Коробка подач
Назначение узла в изменении скорости подач стола во всех трех направлениях.
Привет студент
Фрезерные станки подразделяются на: 1) горизонтально-фрезерные, универсально-фрезерные, 3) вертикально-фрезерные и 4) копировально-фрезерные. Рассмотрим их конструкции.
Горизонтально-фрезерный станок.
Станки этого типа применяют в механических и инструментальных цехах. На фиг. 486 дан общий вид горизонтально-фрезерного станка. Оправка 1 служит для закрепления фрезы на шпинделе. Деталь закрепляется на столе 2.
На фиг. 487 показана кинематическая схема горизонтально-фрезерного станка. Шпиндель 1 получает вращение от шкива 2 и может работать с перебором 3 и без перебора. Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
Универсально-фрезерный станок.
Из всех типов фрезерных станков универсально-фрезерные станки получили наиболее широкое распространение; их применяют в ремонтно-механических и инструментальных цехах, а также на заводах с индивидуальным и мелкосерийным производством. Отличительной особенностью этих станков является устройство механизма стола, позволяющее осуществлять поворот стола около вертикальной оси в горизонтальной плоскости. Поворот стола в горизонтальной плоскости (производится вручную) необходим при фрезеровании спиральных канавок (спиральное сверло и т. п.). На фиг. 488 дан общий вид универсально-фрезерного станка. Оправка 1 служит для установки фрез; на столе 2 закрепляют обрабатываемые детали.
На фиг. 489 показана кинематическая схема универсально-фрезерного станка. В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
Вертикально-фрезерный станок.
В вертикально-фрезерных станках шпиндель занимает вертикальное положение; привод главного движения подобен приводу вертикально-сверлильных станков. Подача в этих станках может быть продольной, поперечной и вертикальной.
Эти станки применяют главным образом для фрезерования шпоночных канавок, JL-образных пазов, пазов типа ласточкина хвоста и т. п.
п.
На фиг. 490 дан общий вид вертикально-фрезерного станка. На столе 1 закрепляется деталь, а фреза крепится на шпинделе 2.
На фиг. 491 показана кинематическая схема вертикально-фрезерного станка, Согласно схеме шпиндель получает вращение от электродвигателя Э1 через шкивы 1 и 2 и далее через зубчатые колеса, расположенные на валах I, II, III, IV, V, VI. Подача в этом станке осуществляется от другого электродвигателя Э2 через коробку подач 3. Продольное перемещение стола (подача) производится винтом 4, поперечная — винтом 5 и вертикальная — винтом 6, полу
чающими движение через соответствующие зубчатые колеса коробки подач, аналогично тому, как это осуществлено в универсально-фрезерном станка (см. кинематическую схему на фиг. 489.
Продольно-фрезерный станок.
Продольно-фрезерные станки применяют при обработке длинных и широких плоскостей, а также фасонных профилей на крупных деталях, например, станины различных станков. Эти станки отличаются высокой производительностью, так как могут работать одновременно несколькими фрезами. На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
Копировально-фрезерный станок.
Копировально-фрезерные станки применяют при обработке различных фасонных поверхностей. На фиг. 493 показана схема устройства копировально-фрезерного станка. На вращающемся столе 1 закреплен копир 2 и обрабатываемая деталь 3. Принцип работы станка заключается в том, что копир 2 непрерывно прижимается к ролику 4 под действием груза, не показанного на чертеже, и заставляет стол, на котором укреплена деталь, описывать траекторию, подобную линии очертания копира, а фреза 5 вследствие этого обрабатывает поверхность, очертание которой будет также аналогично с очертанием копира.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent. com
com
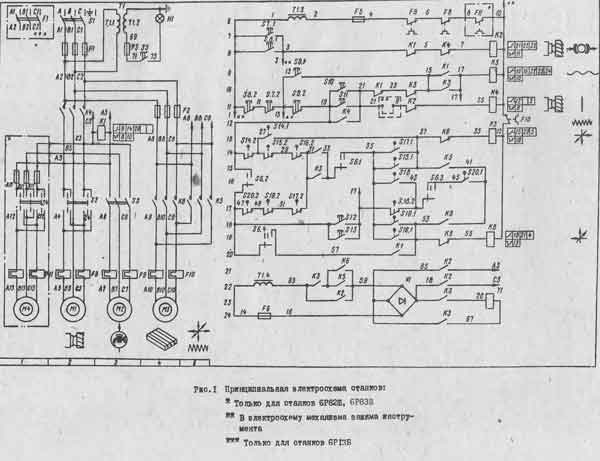
Вопрос № 26 Описать электрооборудование и работу главного привода схемы управления вертикально-фрезерного станка модели 654: наладка; остановка.
Рисунок 13 – Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка модели 654
26.1 – Наладка
Применяется для проверки правильности установки обрабатываемых изделий и инструмента или опробования в работе отдельных узлов станка
Нажимаем на Кн.Т(SB) кнопку «толчок» в толчковом режиме, в результате:
– собирается цепь РП1 реле промежуточное( для размножения контактов цепе наладки)
В результате запитывания РП1 изменяются положения его контактов:
– замыкается контакт РП1:1 – готовится (кратковременно) цепь КШ контактора шпинделя;
– размыкается контакт РП1:2 – размыкается цепь РП1
В результате запитывания (кратковременно) КШ изменяются его контакты:
– замыкаются контакты КШ:1…3 – 1,2,3,фазы поступают(кратковременно) на
ДШ – кратковременно подключается к сети и кратковременно запускается
«Точки» будут продолжаться до тех пор , сколько будет нажата кнопка «Толчок»,
периодически
повторяясь.
При отпускании Кн.Т двигатель ДШ остановится. Для повторения «толчкового» режима следует снова нажать Кн.Т
———————————————————————————————————————
Алгоритм:
Кн.Т(SB):
1ф(А) . – Кн.Т(SB) – РП1:2 – . – РП1 – . – Пр.2( FU2) – 3ф(С)
РП1:
1ф(А) . – КШ – 3ф(С)
КШ:
1ф(А) . – КШ:1 – РТШ:1 – ДШ(М)
2ф(В) . – КШ:2 – ДШ(М) } 1,2,3ф на ДШ – кратковременно запускается
3ф(С) . – КШ:3 – РТШ:2 – ДШ(М)
«Точки» будут продолжаться до тех пор , сколько будет нажата кнопка «Толчок»,
периодически повторяясь.
При отпускании Кн.Т двигатель ДШ остановится. Для повторения «толчкового» режима следует снова нажать Кн.Т
26. 2 – Остановка.
2 – Остановка.
Нажимаем на кнопку Кн.С, в результате размыкается ее контакт, в результате:
– размыкаются цепи, находящиеся под питанием контакторов: КП, КШ, РП1;
– замыкается цепь питания КТ
В результате потери питания КП:
– его контакты возвращаются в исходное состояние: размыкаются КП:1…3 – отключается от сети МУ магнитный усилитель для питания и регулирования ДП – ДПТ для движений подачи, в результате отключается от сети и ДП
В результате потери питания КШ:
– его контакты возвращаются в исходное состояние: размыкаются КШ:1…3 – отключается от сети ДШ;
– собирается цепь( при удержании кнопки) КТ контактора торможения
В результате запитывания КТ:
– подключается цепь торможения ( КТ:1…2, КТ:3)
Обмотка статора ДШ присоединяется к выпрямителю ВП1 и происходит динамическое торможение работающего на «выбеге» двигателя с рекуперацией энергии в сеть через трансформатор
Алгоритм:
Кн. С:
С:
– 1ф(А) не поступает на КП, КШ,РП1;
– 1ф(А) . – Кн.С – КШ:6 – КТ – . – Пр.2 – .3ф(С)
Не запитан КП:
– разомкнулись КП: 1…3 – МУ- отключен от сети – ДП – отключен от сети
Не запитан КШ:
– разомкнулись КШ: 1…3 – ДШ- отключен от сети ;
– собирается цепь( при удержании кнопки) КТ контактора торможения
КТ:
– замкнулись КТ:1…2, КТ:3 – подключается цепь торможения
Преобразователь мощности для фрезерного станка
” Дом
» Справочник по электропроводке
» Электропроводка и ремонт
» Жилая электропроводка: Руководство по домашней электропроводке
» Нужна помощь с электрикой? Получите быстрый ответ! Спросите электрика
| Дэйв Ронджи Сводка: Электричество Вопрос: У меня есть фрезерный станок на 575 вольт, и я хочу преобразовать его в 220 вольт, какие у меня есть варианты и какой из них лучше? Спасибо- Билл.  |
Узнайте, чем делятся другие, на Спросите электрика:
Слава Богу, что я нашел ваш сайт! Потрясающий. Джейн из города Панама, Флорида.
Преобразователь мощности для фрезерного станка
Видео по электромонтажу Как подключить розетку GFCI без провода заземления ПРИМЕЧАНИЕ. Список всех моих полезных видео Будет отображаться в конце этого видео Так что продолжайте смотреть, а я помогу вам подключить правильно! Посмотрите мой канал на YouTube:
» Спроси у электрика «
и подписывайтесь!Электричество Вопрос:
У меня есть фрезерный станок на 575 вольт, и я хочу переоборудовать его на 220 вольт, какие у меня есть варианты и какой из них лучше?
Спасибо- Билл.Привет, Билл! Отличный вопрос по ремонту электрооборудования!
Я бы начал с того, что связался с производителем, который знает машину лучше, чем кто-либо, и попросил бы у него совета.Исходя из моего опыта, вы можете использовать трансформатор для правильного преобразования напряжения, и производитель может знать надежный источник для такого трансформатора
Необходимо принимать во внимание точные характеристики типа потребляемой мельницей электроэнергии и точную мощность, которая у вас есть, а также нагрузки по пусковому току и т. д.
стиль = “очистить: слева”>Будьте осторожны и будьте в безопасности – никогда не работайте с цепями под напряжением!
стиль = “очистить: слева”>

|
 youtube.com/embed/QaQFZtOxGQg?” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/QaQFZtOxGQg?” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
| ||||||||

 …и многое другое.
…и многое другое.
Самый безопасный способ проверки электрических устройств и идентификации электрических проводов! Бесконтактный электрический тестер Самый быстрый способ проверить неисправность электропроводки! Тестер розеток Снимите изоляцию проводов, не надрезая и не повреждая электрический провод! Инструмент для зачистки проводов и кусачки стиль=”очистить: слева”> | ||

|
|
 Просто вставьте конец тестера в розетку, патрон лампы или приложите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.
Просто вставьте конец тестера в розетку, патрон лампы или приложите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.
| Изучение электропроводки Обучающие видеоролики по электромонтажу |
| |
| » Как ПРАВИЛЬНО подключить!« Проводите уверенно! Полностью иллюстрированный Мгновенная загрузка Теперь вы можете Проводите как профессионал! |
Последние отзывы Я думаю, что ваш сайт предлагает самую четкую и лучшую информацию об электротехнике для домовладельцев, которую я когда-либо видел в сети. Вы вселили в меня уверенность в своих собственных проектах, чего у меня никогда не было раньше. СПАСИБО! Вы вселили в меня уверенность в своих собственных проектах, чего у меня никогда не было раньше. СПАСИБО! Пол, из Фоксборо, Массачусетс Жаль, что я не нашел этот сайт раньше, это, безусловно, лучший ресурс, связанный с электричеством, который я нашел в Интернете. Люблю этот сайт для офисного работника, который ничего не смыслит в электропроводке. Этот сайт намного лучше, чем 3 книги, которые я только что купил, я бы хотел, чтобы я пришел сюда первым. Спасибо за ответ на мой вопрос. Подробнее Комментарии Оставить комментарий |
Фрезерование и структурирование печатных плат – Создание печатных плат
Структурирование печатных плат
Более быстрый способ создания печатных плат
Механические или лазерные системы позволяют изготавливать односторонние и двусторонние печатные платы, многослойные схемы, высокопроизводительные схемы, ВЧ- и СВЧ-печатные платы, а также жесткие и гибкие печатные платы, предлагая захватывающие возможности. варианты электронных продуктов.
варианты электронных продуктов.
Фрезерование рисунка проводников
Одно- и двухсторонние печатные платы и многослойные платы
Механические и лазерные системы избирательно удаляют медные слои на одно- и двусторонних печатных платах, создавая таким образом изолирующие каналы, точно очерчивающие требуемую проводимость следы и накладки. Плоттеры для печатных плат также просверливают все необходимые отверстия в платах.
Прототип печатной платы — время фрезерования 30 минут
Подробнее о плоттерах для печатных плат LPKF
Структурирование печатных плат с помощью лазера
Одно- и двухсторонние печатные платы и многослойные материалы
Лазерное структурирование реализует токопроводящие дорожки даже быстрее и точнее, чем механические методы. Он создает точную геометрию на различных подложках, таких как FR4 с медным покрытием, алюминированная ПЭТ-пленка, керамика, дуорид или ПТФЭ.