Электроды ЦЛ-11, 17, 39: характеристики и общие сведения
Содержание:
- Общие сведения
- Электроды ЦЛ-11
- Электроды ЦЛ-39
- Электроды ЦЛ-17
- Интересное видео
Электроды ЦЛ имеют узкую направленность. Их назначением является участие в соединении изделий, изготовленных из хромоникелевых сталей, обладающих повышенной стойкостью к образованию коррозии. При этом жесткие требования по стойкости предъявляются и конкретно к коррозии между кристаллами материала. Электроды ЦЛ обладают характеристиками, которые позволяют удовлетворять эти повышенные требования.
Общие сведения
Существует несколько марок электродов этого вида. Различие в основном заключается в составе материала стержня. Зато имеется много общего. Буква «Ц» в названии является начальной буквой в аббревиатуре «ЦНИИТМАШ». На этом производственном объединении впервые были разработаны электроды такого вида.
Имеют основной вид покрытия, которое может быть толстым или даже очень толстым. Большинство марок дают возможность вести сварку в различных положениях, исключая ведение электрода вниз. Наиболее эффективной является работа на постоянном токе, с установленной обратной полярностью. Сварка на переменном токе к хорошим результатам не приводит, поэтому ее не применяют.
Наиболее известными производителями этого вида электродов являются «ЛЭЗ», «Электрод», «Судиславский завод». Все выпускаемые электроды соответствуют требованиям ГОСТа 10052-75. Как правило, на эту продукцию имеются сертификаты качества.
В обозначении марки присутствует название предприятия, где были выпущены электроды, например, электроды ЛЭЗ ЦЛ-11.
К преимуществам электродов этого вида относится высокая производительность при сварке, низкая потеря на разбрызгивание раскаленного металла. Большой размерный ряд обеспечивает сварку деталей различной толщины. Чтобы уменьшить вероятность перегрева при процессе соединения деталей, электроды изготавливают не слишком длинными. Их диапазон составляет 200-350 миллиметров. Сварку следует осуществлять короткой длиной дуги.
К достоинствам относится:
- Минимальная возможность образования трещин в шве.
- Небольшое содержание в сварочной зоне кислорода и водорода, что способствует равномерному перемешиванию металлов детали и электрода, и образованию пластичного шва.
- Стабильность горения дуги.
- Основное покрытие гарантирует минимальную возможность окисления.

- Невысокая токсичность, обеспечивающая безопасность сварщика.

Для образования качественного шва требуется предварительная зачистка соединяемых поверхностей от загрязнений и пятен, и дальнейшее обезжиривание. Перед началом сварки, чтобы убрать излишек влаги необходимо осуществлять прокаливание. Его время и температура для разных модификаций можно узнать из инструкции по эксплуатации.
Существует необходимость строго соблюдать режим сварки. Слишком высокое значение тока приведет к перегреву электрода, что будет способствовать нежелательным отклонениям от правильного протекания сварочного процесса.
Чтобы уменьшить вероятность слишком большой усадки, создающей внутри напряжения большой величины, приводящие к тому, что в шве начинают образоваться трещины, между заготовками следует выдерживать некоторый зазор. Это уменьшит негативное влияние усадки.
Электроды ЦЛ-11
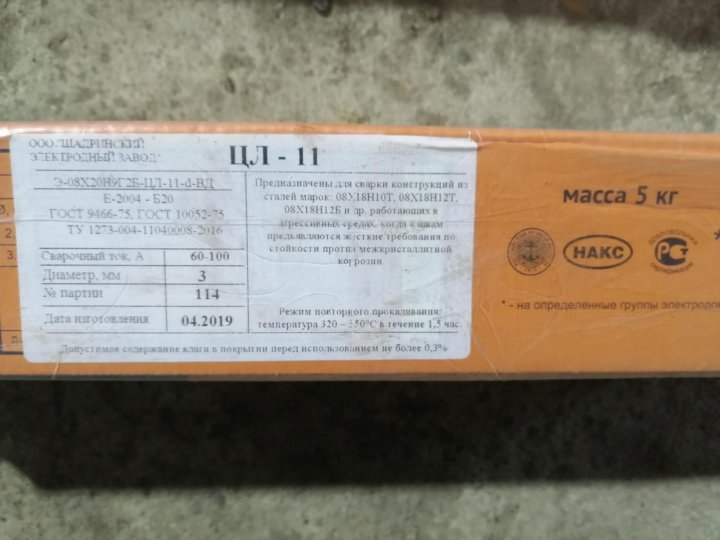
Наиболее яркими и широко применяемыми из этой серии являются электроды ЦЛ-11. Эти расходные материалы обладают хорошими характеристиками. Электроды ЦЛ-11 находят применение при решении промышленных задач и в сфере бытовых проблем. Результатом их использования является получение прочного шва, материал которого обладает повышенной стойкостью к образованию ржавчины.
Электроды ЦЛ-11 находят применение при решении промышленных задач и в сфере бытовых проблем. Результатом их использования является получение прочного шва, материал которого обладает повышенной стойкостью к образованию ржавчины.
Сварочные электроды ЦЛ-11 обладают высоким защитным покрытием, в котором содержатся составляющие, содержащие большое количество элемента фтора. Обмазка электрода должна иметь гладкую поверхность, в ней не должно быть дефектов в виде трещин, пор, а также вздутий поверхности. Допустимыми являются небольшие вмятины, что регламентируется указаниями ГОСТа 9466-75. После окончания процесса кристаллизации не происходит образования таких дефектов, как неровности поверхности и их разрывы. Швы обладают стойкостью к действию кислот, в частности азотной и фосфорной.
Электроды ЦЛ-11 обладают характеристиками, которые позволяют использовать их при сваривании конструкций в котельных агрегатах, накладывать швы на трубопроводы с толстыми стенками. Также возможно соединять детали из нержавеющих материалов, что привлекает к ним особо пристальное внимание сварщиков. Благодаря своим свойствам они находят применение в различных областях промышленности – строительной, химической и даже космической.
Благодаря своим свойствам они находят применение в различных областях промышленности – строительной, химической и даже космической.
Рассматривая как вариант электроды ЦЛ-11 и их характеристики, часто возникает вопрос – можно ли варить нержавейку этим видом расходников. При сварке нержавеющих сталей начинают проявляться уникальные характеристики этих видов электродов, что обеспечивает получение качественного прочного шва, обладающего повышенной стойкостью к возникновению коррозии.
Электроды по нержавейке ЦЛ-11 обладают стержнями, изготовленными из высоколегированной стали, что обеспечивает возмещение составляющих компонентов нержавеющей стали, которые при сварке выгорают. От вредного воздействия окружающей среды электроды защищены фтористо-кальциевым покрытием.
Осуществлять сварку такими электродами можно в различных положениях, но избегая перемещения с верхнего положения вниз. В составе наплавки лидирующее место занимает хром, который превышает двадцать процентов от общего количества. Следующий по количеству содержания – никель.
Следующий по количеству содержания – никель.
Эти показатели могут иметь небольшие отличия для различных марок. Кроме того каждый производитель имеет право вносить свои незначительные корректировки. Диаметры имеют пять вариантов, каждый из которых имеет преимущества в зависимости от особенностей производимой сварки. В зависимости от положения в пространстве зависит величина устанавливаемого тока.
Рекомендуемое время прогрева перед сваркой – полтора часа при температуре не менее 320 градусов. Недопустимым является хранение электродов во влажных помещениях.
Электроды ЦЛ-39
Электроды ЦЛ-39 были разработаны специально для соединения изделий, изготовленных из теплоустойчивых видов стали перлитного класса. Этот вид электродов обладает основным покрытием большой толщины. Могут применяться для соединения нержавеющих стальных деталей.
Полученный шов получается стойким к коррозии и негативному воздействию внешней среды агрессивного характера. Это является важным при сварке конструкций, которые будут эксплуатироваться при высоких температурах.
Электроды ЦЛ-39 имеют характеристики, позволяющие получать качественное соединение. Сварка может происходить во всех положениях, исключая движение вниз. Перед началом процесса проводится прокаливание этих расходных элементов в течение одного часа при высокой температуре. В химическом составе наплавки первое место занимает хром.
Электроды ЦЛ-17
Электроды ЦЛ-17 находят применение для конструкций из молибденовых видов стали, которым предстоит эксплуатация в агрессивной среде при повышенной температуре. Находят применение в нефтеперерабатывающей промышленности, когда предстоит сварка труб, работающих под давлением. Сварка может осуществляться в различных положениях, исключая движение вниз.
Электроды ЦЛ-17 имеют характеристики, достаточные для получения хорошего результата. Покрытие стержней является основным. К особым свойствам относится низкое содержание водорода в получаемом шве. Сварка должна производиться на предельно короткой дуге. Обязательной является обязательная прокалка перед началом работы в течение одного часа.
Эти расходные элементы могут использоваться для сварки конструкций ответственного назначения. Ток при этом должен быть постоянным. Производительность сварочного процесса довольно высокая. Необходим предварительный подогрев по зачищенным ранее кромкам изделия.
Интересное видео
основные характеристики, области применения, плюсы и минусы
Время на чтение: 1 минута
675
Среди многообразия электродов выделяется ряд самых известных: УОНИ, ОК 46 и некоторые другие.
Нет сварщика, который не работал бы с ними или даже не слышал о них, что закономерно, так как именно эти марки электродов заслуженно считаются лучшими.
Если вы уже пользовались назваными сварочными материалами, то ваш выбор может остановиться на ЦЛ-11.
В помощь вам краткое описание преимуществ и характеристик указанной марки.
Содержание статьиПоказать
- Описание
- Спецприменение
- Заключение
Описание
Электроды ЦЛ-11 используются для ручной дуговой сварки как коррозийно-стойких так и высоколегированных сталей. Первостепенно значимой характеристикой является основное покрытие электрода.
Устойчивые к коррозии швы, пластичные, с хорошим противостоянием к ударным нагрузкам и высокими эксплутационными свойствами получаются при использовании ЦЛ-11 с основным покрытием.
Полученные в процессе сварки соединения практически ювелирные, без трещин и металлических брызг.
Стержни подходят для сварки постоянным током в обратной полярности. Особенность ЦЛ-11 в том, что проводить сваривание можно в любом направлении, кроме вертикального хода сверху-вниз.
Эта марка выпускается не на всех предприятиях, но ЦЛ-11 есть в ассортименте «Лосиноостровского электродного завода» и имеют оптимальное соотношение цена-качество.
Электроды данной марки могут применяться при сварке особых конструкций из коррозийно-стойких металлов, к которым предъявляют повышенные требования к качеству и надежности швов.
Спецприменение
Основной вопрос, возникающий при выборе сварочных материалов для ответственных конструкций из особых типов сталей,- возможно ли варить нержавеющий металл. С электродами ЦЛ-11 ответ может быть только положительным.
Весь свое потенциал они раскрывают при сварке металлов, противостоящих агрессивной среде, высоким нагрузкам, нержавеющей стали.
Швы, формируемые при работе с этой моделью устойчивы к фосфатной и азотной кислотам, поэтому продукция широко используется в любой отрасли, от машиностроения до пищевой промышленности.
Заключение
 Сварка нержавеющих сталей.” src=”https://www.youtube.com/embed/HTYccjwqfTM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Сварка нержавеющих сталей.” src=”https://www.youtube.com/embed/HTYccjwqfTM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Если качество сварочных швов действительно важно для вас, то вышеописанная марка – верный выбор.
Новичкам, конечно, будет несколько сложно в работе с этим видом электродов, им рекомендовано начинать с более простой маркой МР-3. А для профессионалов предпочтение очевидно – это ЦЛ-11.
В комментариях ниже вы можете поделиться своим опытом использования различных сварочных стержней. Возможно, кто-то уже работал с этой маркой и ваше мнение очень важно для авторов статьи, начинающих мастеров и настоящих знатоков сварочного дела.
Определение, факторы, типы, использование, часто задаваемые вопросы
Что такое электрод и примеры электродов?
Определение электрода: Электрод означает точку, в которой ток входит или выходит из электролита или цепи, называется электродом. Катод – это место, где ток уходит от электрода, а анод – это место, где ток входит в электрод. Электроды являются основными строительными блоками электрохимических элементов. Для электрода требуется хороший проводник электричества. Хотя есть инертные электроды, которые в процессе не участвуют. В качестве электродов могут использоваться золото, платина, углерод, графит, металл и другие материалы. В клетках электрод обеспечивает поверхность для окислительно-восстановительных реакций.
Катод – это место, где ток уходит от электрода, а анод – это место, где ток входит в электрод. Электроды являются основными строительными блоками электрохимических элементов. Для электрода требуется хороший проводник электричества. Хотя есть инертные электроды, которые в процессе не участвуют. В качестве электродов могут использоваться золото, платина, углерод, графит, металл и другие материалы. В клетках электрод обеспечивает поверхность для окислительно-восстановительных реакций.
Также проверка-
- NCERT Пример-образец класс 11-й химические растворы
- NCERT Пример класса 12th Chemistry Solutions
- . инертные электроды. Активные электродные материалы — это те, которые участвуют в химическом процессе в ячейке и могут растворяться в электролите. Медные электроды, серебряные электроды, цинковые электроды, медные электроды и т. д. являются примерами реактивных электродов. Они в основном используются в потенциометрических измерениях.
Активный электрод
В электрохимических элементах активным электродом является металлический электрод. Он принимает участие в процессах электролита для передачи мощности. Активный электрод можно окислить или уменьшить. Гальваника является наиболее распространенным применением активных электродов. Гальванопокрытие — это процесс нанесения одного металла на другой металл с помощью электрохимической ячейки. Ложку, например, можно посеребрить, используя серебряный анод и ложку в качестве катода, а нитрат серебра в качестве электролита. Активный электрод получил свое название из-за того, что он активно участвует в химической реакции, протекающей в системе. В результате он активно обменивается ионами с раствором электролита.
также прочитайте:
- NCERT Notes Class 12 Химия Глава 3 Электрохимия
- Решения NCERT для химии класса 12 Глава 3 Электрохимия
- NCERT Пример класса 12. не участвует и не препятствует какой-либо химической реакции, известен как инертный электрод. Однако вместо обмена ионами с раствором он по-прежнему используется для проведения электричества посредством переноса электронов. В результате он функционирует как электрон. В качестве инертного электрода используется платина. Однако графит широко используется из-за его низкой стоимости. Однако графит широко используется из-за его низкой стоимости. В процессе проведения электричества инертный электрод может отдавать или отводить электроны. Электролиз, процесс разделения ионного соединения на составные элементы, всегда использует инертные электроды. При электролизе раствора хлорида натрия отдельно образуются натрий и хлор.
Катод и анод в гальванических элементах
Электрод в гальваническом элементе называется катодом или анодом. Анод — это электрод, через который электроны покидают клетку и происходит окисление, тогда как катод — это электрод, через который электроны входят в ячейку и происходит восстановление.
В зависимости от направления тока через ячейку любой из двух электродов может стать анодом или катодом. Биполярные электроды — это электроды, которые могут работать как анод в одной ячейке и как катод в другой.Первичные ячейки – это электрохимические ячейки, в которых протекают необратимые реакции, поэтому в этих ячейках тождества катода и анода фиксированы. Анод в этих ячейках всегда будет отрицательным, что означает, что всегда будет происходить окисление. Пока катод всегда будет положительным, или в этот момент всегда будет снижение. Гальванический элемент является примером первичной ячейки. Вторичные элементы, также известные как электролитические элементы, являются перезаряжаемыми, что означает, что они подвергаются обратимым химическим реакциям. Анод в этих ячейках всегда положительный, а катод постоянно отрицательный.
Факторы, влияющие на продукты электролиза
1. Продукты электролиза определяются электролизируемым материалом.
Другими словами, процесс электролиза определяется типом электролита. Для сильного электролита процедура выполняется быстро, но для слабого электролита необходим дополнительный потенциал, также известный как избыточный потенциал. Величина этого избыточного потенциала влияет и на продукты электролиза.2. Тип электродов оказывает влияние на продукты электролиза. Другими словами, инертный электрод (например, золотой или платиновый) не участвует в процессе, а активный — участвует.
3. На продукты электролита воздействуют различные окислители и восстановители, присутствующие в электролизере.
4. Продукты электролизера определяются стандартными электродными потенциалами различных присутствующих окислителей и восстановителей.
5. В случае нескольких реакций продукт электролиза определяется стандартным электродным потенциалом отдельных реакций. Например, электролиз водного раствора хлорида натрия. Процесс восстановления с самым высоким стандартным потенциалом электрода происходит на катоде из множества протекающих реакций восстановления.
Точно так же процесс окисления с самым низким стандартным потенциалом электрода происходит на аноде из многих реакций окисления.NCERT Chemistry Примечания:
- NCERT Notes Class 11 Chemistry
- NCERT Notes Class 12 Chemistry
- NCERT Notes для всех субъектов
Использование электродов
В клетке, электрические, электрические, чтобы установить контакт. компоненты схемы.
Электропроводность измеряется с помощью электродов.
Используются в автомобильных топливных элементах.
Они используются в медицинских устройствах, таких как ЭЭГ, ЭКГ, ЭСТ и дефибрилляторах.
Они используются в биомедицинских исследованиях для электрофизиологических процедур.
Используются в исполнении электрического стула.
С их помощью выполняется гальваника.
С ними выполняется дуговая сварка.
Используются в качестве заземляющего устройства.
Электрохимия использует их.
Используются для определения химического состава веществ.
Используются при сборке мембранных электродов.
Оружие с электрошоком вносит преимущество в них
также прочитал –
- NCERT Solutions для химии класса 11
- . Стержень
Мы поставляем электродные материалы класса 2 из меди, Glidcop, молибдена, меди-вольфрама и чистого вольфрама.
Наши квадратные и круглые стержни, как правило, имеют прецизионную шлифовку, хотя некоторые из них доступны в виде необработанных тянутых стержней.
Пожалуйста, укажите ваш размер и требуемый допуск при запросе предложения.Доступно гораздо больше размеров и материалов, чем указано здесь.
Материал Размер Глидкоп Стержень диаметром 0,125 дюйма Глидкоп Стержень диаметром 0,250 дюйма Глидкоп Квадратный стержень 0,123 x 0,123 дюйма Молибден Стержень диаметром 0,0625 дюйма Молибден Стержень диаметром 0,125 дюйма Молибден Стержень диаметром 0,1875 дюйма Молибден Стержень диаметром 0,250 дюйма Молибден Квадратный стержень 0,125″ x 0,125″ Медь класса 2 Стержень диаметром 0,125 дюйма Медь класса 2 Стержень диаметром 0,250 дюйма Медь класса 2 Квадратный стержень 0,125″ x 0,125″ Вольфрам Стержень диаметром 0,0625 дюйма Вольфрам Стержень диаметром 0,125 дюйма Advanced Integrated Technologies Inc ( AIT ) поставляет электродные материалы RWMA, используемые в отраслях контактной сварки и пайки оплавлением, включая Glidcop и Molybdenum.
Наш бизнес по производству сварочных электродов, термодов для пайки оплавлением и нагревательных стержней привел к тому, что мы создали запасы этих экзотических сплавов различных размеров и в разных количествах. Glidcop — это сплав, минимальный заказ на производство которого составляет около одной тысячи долларов. Многие компании, которые хотят производить свои собственные электроды, не хотят покупать такое большое количество материала на заводе. Мы продаем Glidcop, Molybdenum и многие другие электродные материалы RWMA в размерах, обычно используемых для микроконтактной сварки, и у нас нет минимального количества заказа. Ниже перечислены некоторые из наиболее распространенных материалов и размеров, которые у нас есть на складе, но у нас есть много других металлов и размеров, включая берилий-медь, медь-вольфрам, Haynes 230, никель 200, хастеллой, тантал, Inconnel 600, Inconnel 601, Inconnel 750. , монель 400, вольфрам HD17, 2% торированный вольфрам и титан 6AL4V. Позвоните в AIT сегодня, если вам нужно купить Glidcop или другие сплавы RWMA.Многие составы электродов широко используются в контактной сварке. Выбор обычно определяется свариваемыми материалами. AIT предлагает таблицу выбора материала электрода ниже. Ниже описаны шесть различных составов электродов, которые можно заказать в AIT. Однако выбор пользователем сварочных металлов не ограничивается перечисленными здесь.
- RWMA, класс 1, медно-циркониевый сплав: подходит для сварки алюминиевых сплавов, сплавов магния, материалов с покрытием, латуни и бронзы.
- RWMA, класс 2, медно-хромовый сплав: (этот сплав часто заменяют глидкопом). Этот сварочный металл можно использовать для сварки сплавов на основе железа, никеля, кобальта и хрома. Электроды класса 2 являются наиболее универсальными сплавами общего назначения. AIT по-прежнему производит много электродов класса 2, но большинство клиентов переходят на Glidcop из-за его превосходных качеств.
- RWMA, класс 3, сплав меди, кобальта и бериллия: имея те же общие области применения, что и RWMA класса 2, указанный выше, этот металл жертвует небольшой проводимостью ради повышения твердости. Характерная твердость материалов класса 3 делает их желательными для использования в качестве приспособлений для электродов и приспособлений в высокопроизводительных приложениях.
- RWMA, класс 11, медно-вольфрамовый сплав: этот материал используется только в качестве вставки в медных хвостовиках. Как правило, этот класс используется для драгоценных металлов и сплавов на основе меди. Если прилипание очевидно, замените электрод на молибден или материал класса 13.
- RWMA, класс 13, вольфрам: также используется в качестве вставки в медном хвостовике, металлы класса 13 используются для меди, сплавов на основе меди и драгоценных металлов. Материалу трудно придать особую форму, и он легко ломается.
- RWMA, класс 14, молибденовые сплавы: это наиболее популярные электродные металлы для сварки сплавов на основе меди и других высокопроводящих сплавов. Они сводят к минимуму прилипание, часто встречающееся у электродов из медного сплава.
Glicop представляет собой дисперсионно-упрочненную медь с содержанием оксида алюминия 0,15%, твердостью по Роквеллу 68В, проводимостью 92%.

 не участвует и не препятствует какой-либо химической реакции, известен как инертный электрод. Однако вместо обмена ионами с раствором он по-прежнему используется для проведения электричества посредством переноса электронов. В результате он функционирует как электрон. В качестве инертного электрода используется платина. Однако графит широко используется из-за его низкой стоимости. Однако графит широко используется из-за его низкой стоимости. В процессе проведения электричества инертный электрод может отдавать или отводить электроны. Электролиз, процесс разделения ионного соединения на составные элементы, всегда использует инертные электроды. При электролизе раствора хлорида натрия отдельно образуются натрий и хлор.
не участвует и не препятствует какой-либо химической реакции, известен как инертный электрод. Однако вместо обмена ионами с раствором он по-прежнему используется для проведения электричества посредством переноса электронов. В результате он функционирует как электрон. В качестве инертного электрода используется платина. Однако графит широко используется из-за его низкой стоимости. Однако графит широко используется из-за его низкой стоимости. В процессе проведения электричества инертный электрод может отдавать или отводить электроны. Электролиз, процесс разделения ионного соединения на составные элементы, всегда использует инертные электроды. При электролизе раствора хлорида натрия отдельно образуются натрий и хлор. В зависимости от направления тока через ячейку любой из двух электродов может стать анодом или катодом. Биполярные электроды — это электроды, которые могут работать как анод в одной ячейке и как катод в другой.
В зависимости от направления тока через ячейку любой из двух электродов может стать анодом или катодом. Биполярные электроды — это электроды, которые могут работать как анод в одной ячейке и как катод в другой. Другими словами, процесс электролиза определяется типом электролита. Для сильного электролита процедура выполняется быстро, но для слабого электролита необходим дополнительный потенциал, также известный как избыточный потенциал. Величина этого избыточного потенциала влияет и на продукты электролиза.
Другими словами, процесс электролиза определяется типом электролита. Для сильного электролита процедура выполняется быстро, но для слабого электролита необходим дополнительный потенциал, также известный как избыточный потенциал. Величина этого избыточного потенциала влияет и на продукты электролиза. Точно так же процесс окисления с самым низким стандартным потенциалом электрода происходит на аноде из многих реакций окисления.
Точно так же процесс окисления с самым низким стандартным потенциалом электрода происходит на аноде из многих реакций окисления.
 Пожалуйста, укажите ваш размер и требуемый допуск при запросе предложения.
Пожалуйста, укажите ваш размер и требуемый допуск при запросе предложения.
 Характерная твердость материалов класса 3 делает их желательными для использования в качестве приспособлений для электродов и приспособлений в высокопроизводительных приложениях.
Характерная твердость материалов класса 3 делает их желательными для использования в качестве приспособлений для электродов и приспособлений в высокопроизводительных приложениях.