395/9 | ЗАО «Электродный завод»
Электрод ЭА–395/9
| Э–11Х15Н25М6АГ2–ЭА–395/9–Ø–ЛД E–001–Б20 | Обозначения по международным стандартам | |||||||||||||||||||||
| ГОСТ 9466–75 ГОСТ 10052–75 ОСТ В5Р.9374–81 | ISO 3581–А | Е 16.25.6 В20 | ||||||||||||||||||||
| Рекомендуемая область применения | Положение свариваемых швов | |||||||||||||||||||||
| Для сварки ответственных конструкций из сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др., содержащих никель до 35 %, но не содержащих ниобий, работающих при температуре до 700 0С, а также для сварки соединений из аустенитных сталей (напр. 07Х16Н6, 10Х25Н6АТМФ, 20Х23Н13 и подобных) с перлитными (напр.  подобные). | ||||||||||||||||||||||
| Вид покрытия | основное | |||||||||||||||||||||
| Рекомендуемый режим сварки | ||||||||||||||||||||||
| Ток, А Постоянный обратной полярности | ||||||||||||||||||||||
| Положение швов | ||||||||||||||||||||||
| Диаметр, мм | Нижнее | Вертикальное | Потолочное | |||||||||||||||||||
| 2,0 2,5 3,0 4,0 5,0 | 40–55 55–65 80–90 120–150 150–180 | 40–50 55–60 70–90 100–130 140–160 | 40–50 55–60 70–90 100–130 – | |||||||||||||||||||
| Химический состав наплавленного металла, % | ||||||||||||||||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Азот | Сера | Фосфор | ||||||||||||||
| не более 0,12 | 0,35–0,70 | 1,2–2,8 | 13,5–17,0 | 20,0–27,0 | 4,5–7,0 | 0,08–0,20 | не более | |||||||||||||||
| 0,018 | 0,030 | |||||||||||||||||||||
| Механические свойства (не менее) | ||||||||||||||||||||||
| Металла шва или наплавленного металла | Сварного соединения | |||||||||||||||||||||
| Вид т/о | Тем–ра испытаний, 0C | Временное сопротивле–ние разрыву, МПа | Предел текучести, МПа | Относит. удлине–ние, % удлине–ние, % | Относит. сужение, % | Ударная вязкость, Дж/см2 | Временное сопротивление разрыву, МПа | Угол загиба, град | ||||||||||||||
| без т/о | 20 | 608 | 392 | 30 | 45 | 120 | 529 | 160 | ||||||||||||||
|
ESAB – мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 123) См. все(123)
Проволока ESAB(6 из 95) См. все(95)
Прутки ESAB(6 из 47) См. все(47)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 56) См. все(56)
| ||||||||||||||||||||||||||||||||
| © 2003-2023, ООО «ЭЛЕКТРОД.РУ», тел. +7 (812) 334-07-70 | ||||||||||||||||||||||||||||||||
 ru
ru Легко зажигается, дает хорошее формирование шва, шлак легко отделяется. Может применяться на вертикальной плоскости и в потолочном положении.
Легко зажигается, дает хорошее формирование шва, шлак легко отделяется. Может применяться на вертикальной плоскости и в потолочном положении. Изготавливается в России из российского подката на заводе ЭСАБ-Тюмень по программе импортозамещения в соответствии с ГОСТ и высочайшими стандартами качества ESAB.
Изготавливается в России из российского подката на заводе ЭСАБ-Тюмень по программе импортозамещения в соответствии с ГОСТ и высочайшими стандартами качества ESAB.
 Пруток широко применяется в машиностроении, энергетике, нефтехимическом машиностроении (трубопроводы и сосуды под давлением, бойлеры и т.п.)
Пруток широко применяется в машиностроении, энергетике, нефтехимическом машиностроении (трубопроводы и сосуды под давлением, бойлеры и т.п.) 12
12

 Управляется сенсорным дисплеем.
Управляется сенсорным дисплеем. Токи: 200, 300 и 400А
Токи: 200, 300 и 400АВсе твердотельные поли(винилхлоридные) мембранные ионоселективные электроды с поли(3-октилтиофеновым) твердым внутренним контактом
Все твердотельные поли(винилхлоридные) мембранные ионоселективные электроды с поли(3-октилтиофеновым) твердым внутренним контактом
Йохан Бобака, Мэри Маккаррик, 9 лет0007 Анджей Левенстам и Ари Иваська
Аннотация
 rsc.org/schema/rscart38″> Полностью твердотельные ионоселективные электроды были изготовлены с использованием поли(3-октилтиофена)(POT) в качестве твердого контактного материала. Пленку ПОТ (толщиной примерно 0,25 мкм) наносили на твердую подложку (платину, золото или стеклоуглерод) электрохимической полимеризацией 3-октилтиофена. Слой POT был впоследствии покрыт ионоселективной мембраной (ISM) для получения ионоселективного электрода с твердым контактом (SCISE), SCISE для нескольких ионов (Li + , Ca 2+ и Cl – ). Составы ионоселективных мембран были такими же, как обычно используемые для тех же ионов в ионоселективных электродах (ИСЭ) на основе поливинилхлорида (ПВХ) с внутренним заполняющим раствором. Потенциометрический отклик SCISE изучался и сравнивался с откликом проволочных электродов с покрытием (CWE), изготовленных путем покрытия голой подложки той же ионоселективной мембраной. Потенциометрические наклоны, пределы обнаружения и время отклика SCISE были такими же, как у соответствующих CWE, но долговременная стабильность потенциала была различной для двух типов электродов.
rsc.org/schema/rscart38″> Полностью твердотельные ионоселективные электроды были изготовлены с использованием поли(3-октилтиофена)(POT) в качестве твердого контактного материала. Пленку ПОТ (толщиной примерно 0,25 мкм) наносили на твердую подложку (платину, золото или стеклоуглерод) электрохимической полимеризацией 3-октилтиофена. Слой POT был впоследствии покрыт ионоселективной мембраной (ISM) для получения ионоселективного электрода с твердым контактом (SCISE), SCISE для нескольких ионов (Li + , Ca 2+ и Cl – ). Составы ионоселективных мембран были такими же, как обычно используемые для тех же ионов в ионоселективных электродах (ИСЭ) на основе поливинилхлорида (ПВХ) с внутренним заполняющим раствором. Потенциометрический отклик SCISE изучался и сравнивался с откликом проволочных электродов с покрытием (CWE), изготовленных путем покрытия голой подложки той же ионоселективной мембраной. Потенциометрические наклоны, пределы обнаружения и время отклика SCISE были такими же, как у соответствующих CWE, но долговременная стабильность потенциала была различной для двух типов электродов.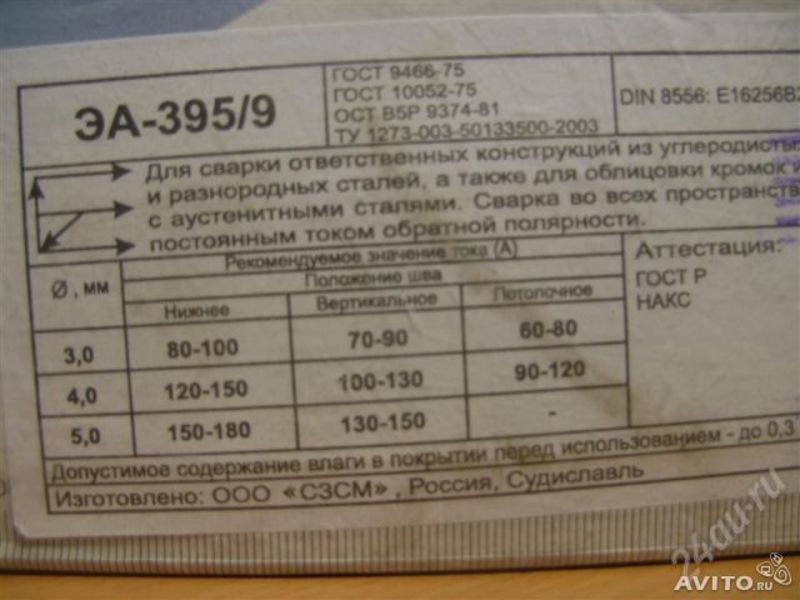 SCISE показали более стабильный электродный потенциал, чем соответствующие CWE. Однако было обнаружено, что на стабильность SCISE влияет материал подложки, и это было подробно изучено для Ca-SCISE и Ca-CWE. Для сравнения также использовали Ca-ISE с внутренним заполняющим раствором. Используя стеклоуглерод в качестве подложки, удалось получить Ca-SCISE со стандартным потенциалом, который был почти столь же стабилен ( E Нос = 259,3 ± 1,3 мВ, дрейф = 0,23 мВ D –1 ), как и для обычного CA-ISE ( E ISE = 61,4 ± 0.56, ISE = 61,4 ± 0.5. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0,5. 0,16 мВ д – ) и значительно более стабильным, чем для Ca-CWE, в течение 8 сут. Наиболее стабильный Ca-CWE, полученный с использованием в качестве подложки стеклоуглерода, показал дрейф потенциала –3,8 мВ d –1 ( E CWE = 269,6 ± 10,2 мВ) при тестировании в течение 8 сут.
SCISE показали более стабильный электродный потенциал, чем соответствующие CWE. Однако было обнаружено, что на стабильность SCISE влияет материал подложки, и это было подробно изучено для Ca-SCISE и Ca-CWE. Для сравнения также использовали Ca-ISE с внутренним заполняющим раствором. Используя стеклоуглерод в качестве подложки, удалось получить Ca-SCISE со стандартным потенциалом, который был почти столь же стабилен ( E Нос = 259,3 ± 1,3 мВ, дрейф = 0,23 мВ D –1 ), как и для обычного CA-ISE ( E ISE = 61,4 ± 0.56, ISE = 61,4 ± 0.5. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0. 0,5. 0,16 мВ д – ) и значительно более стабильным, чем для Ca-CWE, в течение 8 сут. Наиболее стабильный Ca-CWE, полученный с использованием в качестве подложки стеклоуглерода, показал дрейф потенциала –3,8 мВ d –1 ( E CWE = 269,6 ± 10,2 мВ) при тестировании в течение 8 сут.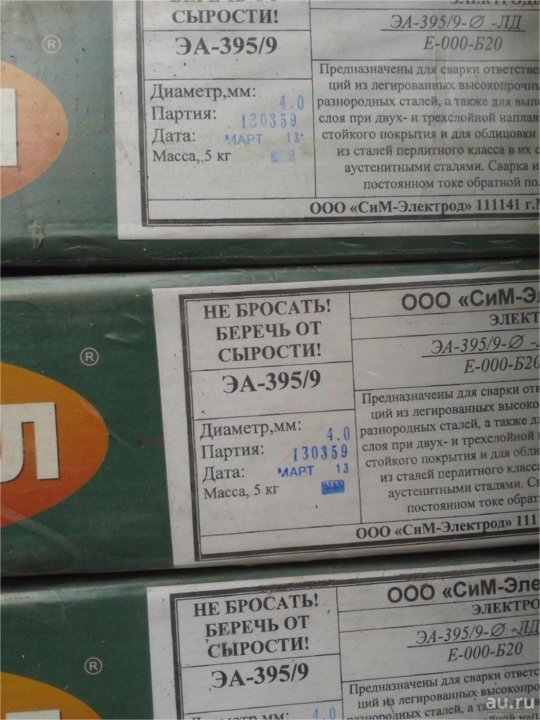 Спектрометрия электрохимического импеданса использовалась для понимания механизмов переноса заряда различных типов изученных ионоселективных электродов. Реакция импеданса электродов моделировалась эквивалентными электрическими схемами.
Спектрометрия электрохимического импеданса использовалась для понимания механизмов переноса заряда различных типов изученных ионоселективных электродов. Реакция импеданса электродов моделировалась эквивалентными электрическими схемами.Квехан ЭА – 395/9
стринги олово sản phẩm
Тэг
QUE HÀN EA-395/9
Phân loại (Classification): E-11h25N25M6AG2 theo GOST 10052-7
Ký hiệu : E-11h35N25M6AG2-EA395 / 9-Ø -VD
E -001-B20
Tiêu Chuẩn : GOST 9466-75, GOST 10052-75
ISO E Z 16 25 6 B 22, AWS: E3556-15
ứNG DụNG:
. .., chứa tới 35% niken, nhưng không có yêu cầu chống ăn mòn giữa cac hạt và hoạt động ở nhiệt độ lên tới 700 ° C (khôbi). Ngoi ra cũng áap dụng hàn các loại thép austenit 08cr18ni10ti, 10x17h23m2t, 20h33n13 và các loại thép tương tự có peclit 25g2s, 20hgnm, 40hfa và và thep cótnht.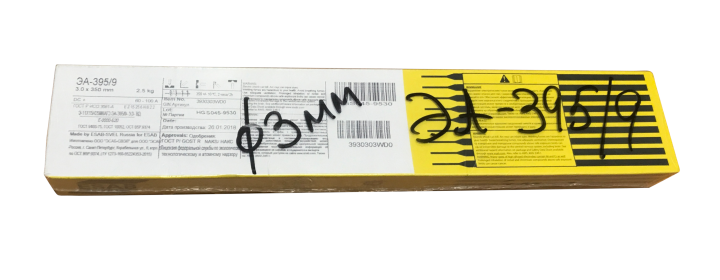
Hàn được tất cả cac vị trí ngoại trừ vị trí hàn đứng “từ trên xuống”, sử dụng dòng han một chiu cực ngh.
Тхань Пхон Хоа Хок
С | Си | Кр | Мн | Никель | Пн | С | П |
0,08-0,14 | 0,35-0,07 | 13,5-17 | 1,2-2,8 | 20-27 | 4,5-7,0 | <=0,02 | <=0,03 |
Đặc tính cơ học của kim loại mối hàn (tại 20°C):
- Độ bền kéo: 608 МПа
- Độ dãn dài tương đối: 30%
- ộ dai va ập: 120j/cm2
hướng dẫn sử dụng:
bề mặt chi tiết cần ược làm sạch trước khi hàn.