Какие сварочные материалы выбрать?
Сначала необходимо определиться для каких целей будут приобретаться сварочные электроды, на каком сварочном оборудовании будет выполняться работа, квалификация сварщика тоже имеет большое значение.
Приобретая сварочные расходные материалы в ТД «Дока» Вы можете быть уверены, что покупаете качественную продукцию проверенную временем по доступной цене.
В нашем магазине представлен достаточно широкий ассортимент самых «ходовых» электродов, как для ручной дуговой сварки, так и неплавящихся вольфрамовых электродов для аргонодуговой сварки. Кроме того, всегда в наличии порошковая и сплошная омедненная сварочная проволока, которая, если как следует окунуться в теорию, тоже является электродом.
Электроды МР3, МР3-С
В частном хозяйстве, на даче, в загородном доме, «заборостроении» Вам несомненно наиболее подойдут рутиловые (обмазка электродов на основе природного минерала – рутила) отечественные электроды МР-3, МР-3С (синие). Лучше всего приобрести диаметром 3 мм, так как они наиболее универсальные и в принципе ими можно выполнять 90% всех мыслимых работ в частном хозяйстве.
Также в продаже и электроды диаметром 2; 2,5; 4 и 5 мм в фасовке по 1 и 5 кг. МР3-С визуально отличаются от МР-3 цветом обмазки, они синие, благодаря введению в обмазку ионизирующих добавок, позволяющих легко зажигать дугу на бытовых сварочных аппаратах с низким напряжением холостого хода. Данные электроды предназначены как для работы на переменном токе (трансформаторы), так и на постоянном токе обратной полярности (инверторы, выпрямители). Электроды не требуют тщательной подготовки свариваемых поверхностей под сварку, ими можно работать даже по ржавчине. МР-3, МР-3С достаточно текучи, ввиду этого сварка производиться «в отрыв».
Электроды УОНИ
Для ответственных конструкций рекомендуем применять сварочные электроды УОНИ-13/55, предназначенные для работы на постоянном токе обратной полярности. Это электроды с основным покрытием, изобретенным в СССР в 1938 году, которое значительно улучшает металлургические процессы во время сварки. Сварка УОНИ-13/55 требует определенных навыков, хорошего источника постоянного тока. Кромки свариваемых изделий должны быть тщательно зачищены до металлического блеска. Сварка производится без отрыва электрода на короткой дуге, что требует тщательного подбора сварочного тока, либо его регулировки в процессе сварки. В продаже УОНИ-13/55 диаметром 3 и 4 мм в фасовке по 5 кг.
И для рутиловых электродов МР3, МР3-С и особенно для электродов с основным покрытием УОНИ-13/55 крайне рекомендуется соблюдать правила хранения сварочных материалов, а также прокаливать их перед сваркой. Это значительно упрощает поджиг и сварку, улучшает технологические свойства электродов и, соответственно, влияет на результат – качество и внешний вид сварного шва, прочность конструкции. Для сушки и прокалки электродов используют специальные термопеналы и прокалочные печи.
Вольфрамовые электроды
В случае если Вы являетесь счастливым обладателем аппарата для аргонодуговой сварки, то Вам определенно потребуются электроды, позволяющие выполнять качественные, «литые» швы. Мы рады предложить Вам вольфрамовые лантанированные WL-20 (синие), WL-15 (золотистые) и торированные WT-20 (красные) электроды диаметром 1; 1,6; 2; 2,4; 3; 3,2 и 4 мм, что позволяет выполнять любые сварочные работы в среде аргона. Электроды упакованы в удобную, практичную коробочку по 10 шт. Универсальные вольфрамовые электроды WL-20, WL-15 предназначены для сварки на переменном и постоянном токе. Добавление 1,5-2,0% оксида лантана увеличивает максимальный ток. Износ электрода примерно на 50% меньше, чем у чистого вольфрамового электрода.
Вольфрамовые торированные электроды WT-20 предназначена для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе. Торированные электроды обладают повышенной износостойкостью, долгое время сохраняют форму заточки даже при больших сварочных токах.
Рекомендуем также использование специальной машинки для заточки вольфрамовых электродов.
Порошковая проволока
Все более популярной становится полуавтоматическая сварка, медленно, но верно вытесняя ручную дуговую покрытыми электродами. Во многом это происходит ввиду появления доступных по цене порошковых сварочных проволок, так как их использование позволяет исключить использование баллона с защитным газом, редуктора и шлангов, что делает возможным применять в частном хозяйстве и на небольшом предприятии компактный полуавтомат наравне с инвертором для ручной дуговой сварки. В нашем магазине представлена качественная порошковая проволока E71T-GS диаметром 0,8 мм в катушках по 0,45; 0,8; 1 и 5 кг, позволяющая вести сварку во всех пространственных положениях, обеспечивая высокое качества шва при минимальном разбрызгивании.
Омедненная проволока
При больших объемах сварочных работ, использование порошковой проволоки возможно будет нецелесообразным. В этом случае, как правило, используют классический вариант с омедненной сварочной проволокой и защитным газом. Всегда в наличии для Вас сплошная омедненная сварочная проволока ER 70S-6 (аналог СВ-08Г2С-О) диаметром 0,8; 1; 1,2; 1,6 мм в катушках по 5 и 15 кг.
Если же у Вас еще нет в хозяйстве / на производстве сварочного полуавтомата, то Вы можете ознакомиться и при желании приобрести качественное и недорогое оборудование у нас.
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Зачастую человеку далекому от сварочного дела или только начинающему осваивать данную отрасль тяжело разобраться в особенностях применения различных марок сварочных электродов. Надеемся данная статья поможет разложить по полочкам информацию об основных марках электродов применяемых для сварки стальных конструкций и определиться Вам с выбором. В данной статье будут рассматриваться особенности следующих марок электродов: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21 и ОК-46
.Классификация сварных электродов основывается на государственных стандартах 9466-75, 9467-75, 10051-75, и нормативных международных документах DIN 8555, EN 499. Одними из наиболее распространенных электродов в народном хозяйстве и промышленности являются: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21, ОК-46. Они используются для сваривания конструкционных низколегированных углеродистых сталей. Обеспечивают высокие показатели прочности сварного соединения. Выбор конкретного электрода зависит от метода сварки, условий эксплуатации и конкретного типа металла.
Подробная характеристика ОЗС-12 и ОЗС-4

Если в соединяемом металле содержится углерод в количестве не более 0,25%, и технология производства подразумевает создание шва повышенной прочности, то используются рутиловые стержни ОЗС-4 и ОЗС-12. Они подходят для сварки переменным током и под любым пространственным положением. Временное сопротивление достигает 450 МПа.
Особенно активно рутиловые электроды применяются при соединении профильных и листовых материалов, в сварке емкостей, строительных конструкций и трубопроводов. Процесс образования шва очень легкий, стержни взаимодействуют со сталью даже при предельно низких токах. Если их диаметр небольшой, то сварка может вестись от обычной сети, в которую подключают бытовые приборы.
ОЗС-4 и ОЗС-12 могут использоваться при сварке удлиненной дугой. Образуют небольшую шлаковую корочку, которую можно легко и быстро устранить. Нет склонностей к растрескиванию и к образованию глубоких инородных включений. Перед работой, стержень ОЗС-4 необходимо прокаливать при температуре 120-160 градусов Цельсия. Стержень ОЗС-12, – при температуре 150-180 градусов Цельсия.
Обрабатываемую зону необходимо предварительно прочистить от мусора и мелких наслоений. Допустимо наличие окислов на поверхности металла. Если соблюдать технологию, то шов получится ровным и красивым.
Низкая стоимость является одним из преимуществ рутиловых электродов. Они могут успешно применяться для создания тавровых соединений. Могут образовывать вогнутый мелкочешуйчатый шов.
Подробная характеристика УОНИ-13/45 и УОНИ-13/55

Когда к соединительному сварному шву предъявляются особые требования по ударной вязкости и пластичности, то для его создания используют стержни УОНИ-13/45 и УОНИ-13/55. Они эффективны при дуговой сварке в условиях пониженных температур. Работы с ними возможны за счет постоянного тока с обратной полярностью. Используют их в любых пространственных положениях.
При регулярном циклическом процессе растяжения и сжатия металл, образуются усталостные трещины. Это приводит к быстрому деформированию и слому конструкции. Электроды создают шов, который крайне устойчив к подобным знакопеременным нагрузкам. Также, он практически не содержит в своей структуре компонентов водорода, и не трескается вследствие образования кристаллических слоев.
Материал обмазки стержней УОНИ-13/45 и УОНИ-13/55, под высокими температурами, превращается в расплав, который вытесняет из зоны соединения шлаки, и препятствует формированию таких концентратов напряжения, как шлаковые язвы.
Временное сопротивление стержня УОНИ-13/45 составляет 460 МПа, стержня УОНИ-13/55, – 540 МПа. Сварка производится только по короткой дуге. Время предварительной прокалки электродов составляет 1-2 часа. Температура прокалки должна находиться в пределах от 450 до 500 градусов Цельсия.
Подробное описание МР-3 и MP-3C

Целлюлозно-рутиловые стержни используются для соединения низкоуглеродистых сталей, в рамках формирования ответственных и обычных конструкций. Швы можно создавать в любом пространственном положении электродов. Они получаются ровными, качественными и соответствуют повышенным требованиям нормативных документов. Их сваривание с металлом можно производить с помощью переменного тока или постоянного тока с обратной полярностью.
МР-3 и MP-3C чаще других применяются в бытовых условиях и не требуют тщательной очистки кромок соединяемых металлов. Легко варятся по мокрым, окисленным, грязным, пыльным и ржавым поверхностям. Из них делают точечные соединительные прихваты, при создании стальной конструкции. Категорически запрещено применять стержни для сварки сантехнических элементов, труб, емкостей и котлов.
Дугу можно вести в любом направлении, розжиг электродов происходит быстро, склонностей к формированию шлаковых пор и язв нет. Если в свариваемых металлах содержится большое количество углеродов, то полученный шов не перекристаллизируется. Чувствительность к отсыреванию низкая. Образовавшаяся в результате сварки, корка шлака легко устраняется после остывания.
Временное сопротивления МР-3 равняется 490 МПа, сопротивление стержня MP-3C составляет 450 МПа. Первый тип электродов нужно прокаливать при температуре 170-200 градусов Цельсия, второй – при температуре 140 градусов Цельсия. Время прокалки – 1 час. Оба свариваются с помощью удлиненной дуги и легко поддаются повторному розжигу. МР-3С отличается от МР-3 наличием ионизирующих добавок в структуре обмазки, которые упрощают процесс розжига несмотря на подключение к слабым бытовым электросетям. Также, МР-3С дают более стабильную работу дуги даже при низком напряжении тока.
Описание свойств АНО-4 и АНО-21

Это рутил-карбонатные и рутил-целлюлозные стержни, используемые для сваривания металлов толщиной от 1 до 5 мм в любом пространственном положении. Идеально подходят при соединении низкоуглеродистых изделий, находящихся по отношению друг к другу под углом, параллельно или внахлест. Используется переменный или постоянный ток с полярностью прямой и обратной.
Предел прочности при растяжении АНО-4 составляет 430 МПа, для АНО-21 этот показатель равен 460 МПа. Их проплавляющая способность крайне мала. Они позволяют осуществлять сварку влажных, окисленных, запыленных и грязных поверхностей. Перед использованием стержни необходимо подвергнуть обкалке при температуре 140-180 градусов Цельсия (для АНО-4) и 140-160 градусов Цельсия (для АНО-21). Длительность обкалки составляет полчаса.
Отличаются электроды быстрым первичным и повторным розжигом. Подходят для дуговой сварки средней длинны. Если производится вертикальное соединение металлических изделий методом «сверху вниз», то рутиловые электроды должны располагаться в, так называемой, биссектрисной плоскости. То есть, под углом 40-70 градусов по отношению к сварной кромке.
АНО-4 и АНО-21 не создают брызг при работе, обеспечивают великолепную отделяемость шлаковых накоплений, имеют оптимальный коэффициент наплавки, формируют качественный и красивый шов. Не образуют в корне таврового шва кристаллов и пор. Могут эксплуатироваться на повышенных сварных режимах.
Характеристика электродов ОК-46

Это универсальные рутилово-целлюлозные стержни, обеспечивающие высокое качество шва в процессе сварки низкоуглеродистых легированных металлов. Быстро и легко поджигаются в первый раз, и при повторном использовании. С помощью ОК-46 делают точечные прихваты стальных конструкций. Пониженное тепловложение электрода позволяет эксплуатироваться его при соединении изделий с большим зазором между собой. Активно используется для сваривания листовых изделий с гальваническим покрытием.
Режим температурной прокалки стержней ОК-46 равен 70-90 градусов Цельсия, а продолжительность прокалки составляет 60 минут. На холостом ходу напряжение находится в пределах 50В. Электроды малочувствительны к окислам, ржавчине, пыли и грязи. Ими можно пользоваться при сварке от бытовых электросетей, так как дуга горит стабильно. Предел текучести стержня ОК-46 равен 400 МПа, коэффициент наплавки составляет 95%, а предел прочности – 510 МПа.
Электроды образуют гладки и ровный шов. Все шлаки легко устраняются с поверхности соединения. Минимальный порог тока позволяет использовать их для сваривания деталей методом «сверху вниз». Часто встречаются при соединении тонколистовых изделий, труб и строительных конструкций.
Сводная таблица основных показателей электродов
| Показатель/электрод | МР-3 | МР-3С | УОНИ-13/45 | УОНИ-13/55 | ОЗС-4 | ОЗС-12 | АНО-4 | АНО-21 | ОК-46 |
|---|---|---|---|---|---|---|---|---|---|
| Коэффициент наплавки, г/А·ч | 8,5 | 9,5 | 9,5 | 9 | 8,5 | 8,3 | 8 | 8,5 | |
| Расход на 1кг расплавленного металла, кг | 1,7 | 1,7 | 1,6 | 1,6 | 1,6 | 1,7 | 1,7 | 1,7 | 1,7 |
| Ударная вязкость, Дж/см2 | 80 | 130 | 200 | 260 | 137 | 137 | 140 | 80 | 140 |
| Относительное удлинение, % | 18 | 25 | 26 | 29 | 25 | 25 | 25 | 18 | 25 |
| Производительность наплавки, кг/ч | 1,7 | 1,4 | 1,3 | 1,4 | 1,4 | 1,2 | 1,4 | 1,4 | 1,4 |
| Предел текучести, МПа | 400 | 390 | 350 | 410 | 430 | 420 | 390 | 460 | 400 |
| Максимальный ток, А | 260 | 260 | 200 | 200 | 250 | 220 | 230 | 220 | 230 |
| Минимальный ток, А | 30 | 30 | 40 | 40 | 70 | 30 | 80 | 40 | 30 |
| Длительность прокалки, мин | 60 | 60 | 60 | 90 | 40 | 30 | 30 | 60 | 60 |
Показатель тока напрямую зависит от диаметра стержня. Основываясь на данных этой таблицы, можно подобрать электроды для конкретных сварочных задач.
Вывод
Если необходимо выполнить сварку в бытовых условиях без повышенных требований к качеству шва и при небольшом опыте проведения сварочных работ, то для этих задач идеально подойдут электроды МР-3С, которые отличаются простотой эксплуатации, приемлемой ценой и подходят для большинства бытовых задач. Если же сварочные работы реализуются с целью образования высококачественного соединения с повышенной выдержкой к нагрузкам или выполняются профессионалами, то стоит рассмотреть другие электроды, с характеристиками специфичными для конкретной ситуации.
Чем электроды УОНИ отличаются от электродов МР-3
 Чем электроды УОНИ отличаются от электродов МР-3
Чем электроды УОНИ отличаются от электродов МР-3Сварочный электрод — это металлический стержень, который способен проводить электрический ток к свариваемой заготовке. Таким образом, по сути, образуется короткое замыкание, которое сопровождается большой температурой, вследствие чего и плавится металл.
Электроды бывают плавящегося и неплавящегося типа. Те электроды, на которых присутствует специальная обмазка, являются плавящимися, и именно они при расплавлении заполняют собой сварную ванну. На сегодняшнее время существуют различные электроды для сварки.
Огромной популярностью пользуются такие рутиловые электроды, как УОНИ и МР-3. В данной статье сайта ММА сварка для начинающих mmasvarka.ru будет рассказано о том, чем отличаются эти электроды и где их предпочтительно использовать при сварке металлов.
Электроды УОНИ
Данный вид электродов применяется в тех случаях, когда к сварке предъявляются особые требования. Конструкция, сваренная посредством электродов УОНИ, отличается хорошей ударопрочностью, а сварные швы при этом остаются пластичными и качественными. Это самое большое преимущество электродов УОНИ, которое заключается в том, что при их использовании сварные швы способны выдерживать низкие температуры.

Наиболее популярные марки этих электродов, это УОНИ 13/55 и УОНИ 13/45. Первые используются для сварки конструкций, которые будут подвергаться в процессе эксплуатации динамическим нагрузкам, а вторые, при эксплуатации в условиях сильного холода. Главное требование при работе с электродами УОНИ, это хорошая подготовка поверхности для сварки, на ней не должно быть какой-либо ржавчины или жирных пятен от масла.
Электроды МР-3
Также популярный на сегодняшнее время вид электродов, который применяется исключительно для сварки углеродистых сталей. Электроды МР-3 отлично варят удлинённой дугой, им не страшна ржавая поверхность и даже повышенная влажность.

Самой ходовой маркой этих электродов, является марка МР-3. Данные электроды обеспечивают надежное сварное соединение и гарантируют качественный и прочный шов. Также немаловажным преимуществом электродов МР-3 является и то, что они могут работать с любым током и даже обратной полярности.
Чем электроды УОНИ отличаются от электродов МР-3
Итак, подобьем все вышесказанное и рассмотрим, чем отличаются электроды МР-3 от УОНИ:
- У электродов МР-3 рутиловое покрытие, в то время как у электродов УОНИ — основное;
- Сварка электродами МР-3 возможна как на постоянном, так и на переменном токе любой полярности. Варить электродами УОНИ можно только на постоянном токе обратной последовательности;
- Электроды МР-3 менее требовательны к подготовке свариваемого металла, чем электроды УОНИ. И если перед сваркой электродами МР-3 можно не очищать металл от ржавчины, то в случае работы с электродами УОНИ, делать это нужно обязательно.
Кроме того, существенные отличия электродов МР-3 и УОНИ заключаются в условиях проведения сварочных работ.

Так, например, электродами МР-3 можно варить даже при сильной влажности, поскольку она им не страшна, в то время, как электроды УОНИ, намного чувствительнее к влаге.
Поделиться в соцсетях
Все написанное списано с пачки электродов и из интернета. Авторы никогда не держали в руках сварочный держак. Читателя интересует совсем другое. Чем ПРАКТИЧЕСКИ отличается сварка тем и другим. Причем этот читатель – чайник или почти чайник. Сварщика-профи такие посты не интересуют, он все это лучше авторов знает .Итак: особенности сварки МР-3 и УОНИ 13-55.
МР-3. Преимущества.
- Легко зажигаются. Легкое зажигание дает возможность уменьшить ток, а, значит, и риск прожога тонкой детали.
- Зажигаются повторно (это дает возможность варить с отрывом ).
К длине дуги малокритичны.
- Довольно вязкая ванна, растекание мало. Впрочем, иногда это не достоинство, а недостаток.
- Действительно, требования к чистоте ниже. Но поры на грязных швах все равно будут, хоть и меньше, чем у УОНИ.
- Есть в продаже везде.
Недостатки:
- Обилие шлака. Шлак заслоняет ванну и затрудняет контроль растекания металла. В результате – под шлаком непровары.
- Шлак трудно отбивается, пластичен.
Итоги. Показания к применению. МР-3следует применять в следующих случаях:
- Вы полный чайник. В этом случае зажечь УОНИ на нормальном токе вы просто не сможете, а на повышенном – прожжете дыру.
- Поверхность сложная, детали не сопряжены.
- Поверхность грязная, а вычистить лень или невозможно (просто не подобраться).
- Вертикальный шов снизу вверх с отрывом. В этом случае новые порции металла укладывают на предыдущую полочку, уже слегка остывшую. Дуга легко зажигается, а вязкая ванна не дает растечься.
Особенности УОНИ:
Достоинства:
Мало шлака, он хрупкий, стекловидный и легко сбивается.
Отличное растекание, его хорошо видно.
Красивый, блестящий шов.
Недостатки:
Трудно зажигается, липнет.
Чувствителен к длине дуги, легко гаснет.
Ток повышенный, дуга горячая, прожоги весьма вероятны.
Требует хорошего сопряжения и чистки поверхностей.
Итоги. Показания к применению УОНИ.
1.Длинный, хорошо разделанный и чистый стык. Горизонтальный шов. Толстые детали.
- Достаточная квалификация.
Все это не касается прфессионалов, которые при желании могут и гвоздем вслепую варить. Это именно для владельцев загородных домов, дач, гаражей. Им эти пределы прочности шва до фени. Ну упадет забор. Подымем, подварим. Для них и пишу, на основании опыта. А передрать ТУ на электрод и выложить много ума не надо.
Электроды АНО-21 популярны как у профессиональных сварщиков, так и у любителей. С ними несложно работать, они не требуют особых навыков от работника, но обеспечивают прочные и долговечные швы. Электроды марки АНО-21 пригодны для всех сварочных положений и направлений сварки (включая вертикально сверху вниз), дают минимальное расплескивание расплавленного металла. Сбалансированы для работы прямой и обратной полярностью, а также переменным током.
Техническая характеристика
 Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Рутиловая обмазка на основе диоксида титана позволяет сваривать заготовки во влажном состоянии и со следами коррозии. Изделие способно работать во всех сварочных положениях и направлениях, что особо важно для проварки неповоротных стыков трубопроводов.
Напряжение холостого хода должно быть не менее 50 вольт, работать можно прямой и обратной полярностью, а также переменными током.
АНО-21 выпускаются диаметром 2; 2,5; 3 и 4 мм. Отдельно следует отметить такие технические эксплуатационные параметры, как:
- облегченный розжиг дуги;
- стабильность горения;
- сниженное разбрызгивание.
Сварочная проволока, используемая для производства АНО-21, содержит добавки, повышающие коэффициент поверхностного натяжения расплава. Это позволяет варить потолочные и вертикальные швы, не опасаясь вытекания металла из сварочной ванны.
Преимущества и недостатки

Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Сферы применения

Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Химический состав
Химический состав АНО-21 неизменен для всех диаметров и длин ассортимента. Он определяет физико-химические и эксплуатационные свойства изделия. Нормированное процентное содержание легирующих добавок и максимальное содержание примесей указано в таблице:
| С | Si | Mn | S | P |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Химический состав регламентирован государственным стандартом и обязателен к соблюдению для всех производителей электродов. На практике между их продукцией наблюдается определенная разница в химическом составе.
Особенности работы
 Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого их хранят в герметичной упаковке, а в случае увлажнение обязательно прокаливают от 40 до 60 минут при температуре 120оС.
Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого их хранят в герметичной упаковке, а в случае увлажнение обязательно прокаливают от 40 до 60 минут при температуре 120оС.
Режимы сварки зависят от диаметра изделия:
| Диаметр, мм | Длина, мм | Количество на 1 кг, шт. | Рабочий ток, А | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 300 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 300 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 350 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
Не стоит пытаться варить таким электродами заготовки толще 5 мм или стыки труб, которые должны работать под давлением. Ни к чему хорошему такие попытки не приведут. Ту работу, для которой АНО -21 был спроектирован, он выполняет практически безупречно
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
- Патон;
- MaxWeld;
- Гранит;
- Тигарбо;
- ЛЭЗ;
- Монолит;
- КОМЗ.
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.
Технологические особенности сварки
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40 — 70о.

Недопустимо превышать значения сварочных токов, рекомендованные для каждой толщины и сварочного положения. Это может привести к прожогам заготовок.
Сравнение с другими
Опытные сварщики провели сравнительные тесты АНО- 21 и близких по сфере применения и рабочим характеристикам рутиловых электродов изделий других марок. По ссылкам размещены видео с детальным разбором рабочих свойств, специалисты рассматривают отличие электродов АНО-21 от УОНИ и в чем разница с МР-3, делятся практическим опытом применения.
С ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
С Монолит РЦ
МР-3С (СЗСМ) и АНО-21 (Тигарбо, КОМЗ)
Заключение
Электроды АНО-21, разработанные в академическом Институте Сварки им. Патона, имеют рутиловое покрытие. Они используются для сварки заготовок толщиной до 4 мм, р\при этом позволяя работать в сложных условиях. Даже в случае влажной и заржавевшей заготовки обеспечивается прочный и долговечный шов. Высокие рабочие качества и доступная цена обуславливают популярность изделия среди профессионалов и домашних мастеров.
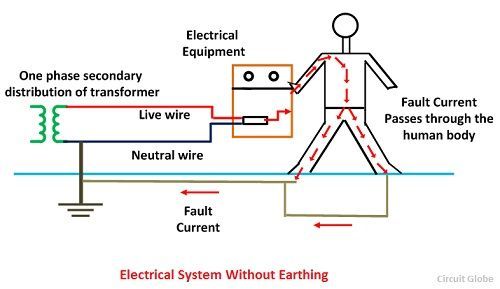
Определение: Процесс передачи немедленного разряда электрической энергии непосредственно на землю с помощью провода с низким сопротивлением известен как электрическое заземление. Электрическое заземление выполняется путем подключения не токоведущей части оборудования или нейтрали системы питания к земле.
Чаще всего для заземления используется оцинкованное железо. Заземление обеспечивает простой путь к току утечки . Ток короткого замыкания оборудования передается на землю с нулевым потенциалом. Таким образом, защищает систему и оборудование от повреждений.
Типы электрического заземления
Электрооборудование в основном состоит из двух нетоковедущих частей. Эти части нейтральны по отношению к системе или раме электрооборудования. Из заземления этих двух нетоковедущих частей электрической системы заземление можно классифицировать на два типа.
- Заземление нейтральное
- Заземление оборудования.
Заземление нейтральное
При заземлении нейтрали нейтраль системы напрямую соединяется с землей с помощью провода GI. Нейтральное заземление также называется заземлением системы. Такой тип заземления в основном предусмотрен для системы со звездообразной обмоткой. Например, заземление нейтрали предусмотрено в генераторе, трансформаторе, двигателе и т. Д.
Заземление оборудования
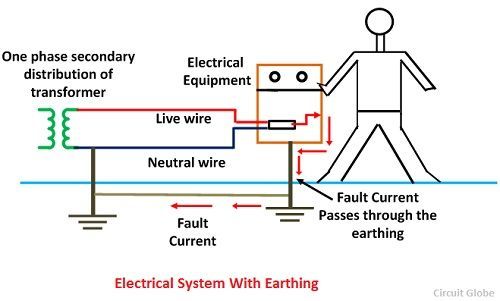
Такой тип заземления предусмотрен для электрического оборудования.Не токоведущая часть оборудования, такая как металлическая рама, соединена с землей с помощью проводящего провода. Если какой-либо отказ происходит в устройстве, ток короткого замыкания, чтобы передать землю с помощью провода. Таким образом, защитите систему от повреждений.
Важность заземления
Заземление необходимо по следующим причинам:
- Заземление защищает персонал от тока короткого замыкания.
- Заземление обеспечивает самый простой путь для протекания тока короткого замыкания даже после повреждения изоляции.
- Заземление защищает аппарат и персонал от скачков напряжения и грозового разряда.
Заземление может быть выполнено путем электрического соединения соответствующих частей в установке с какой-либо системой электрических проводников или электродов, расположенных рядом с почвой или ниже уровня земли. Коврик для заземления или электрод под уровнем земли имеют плоский железный стояк, через который соединены все нетоковедущие металлические части оборудования.
 При возникновении неисправности ток короткого замыкания от оборудования проходит через систему заземления на землю и тем самым защищает оборудование от тока замыкания.Во время повреждения проводники заземляющего мата поднимаются до напряжения, равного сопротивлению заземляющего мата, умноженному на замыкание на землю.
При возникновении неисправности ток короткого замыкания от оборудования проходит через систему заземления на землю и тем самым защищает оборудование от тока замыкания.Во время повреждения проводники заземляющего мата поднимаются до напряжения, равного сопротивлению заземляющего мата, умноженному на замыкание на землю.
 Контактный узел называется заземлением. Металлические проводники, соединяющие части установки с заземлением, называются электрическими соединениями. Заземление и заземление вместе называются системой заземления.
Контактный узел называется заземлением. Металлические проводники, соединяющие части установки с заземлением, называются электрическими соединениями. Заземление и заземление вместе называются системой заземления.
MR3 · GitHub
перейти к содержанию мр3-проект Зарегистрироваться- Почему GitHub?
Особенности →
- Обзор кода
- Управление проектами
- Интеграция
- Действия
- Пакеты
- Безопасность
- Управление командой
- Хостинг
- Мобильный
- Отзывы клиентов →
- Безопасность →
- команда
- предприятие
- Проводить исследования
- Исследуйте GitHub →
учиться и внести свой вклад
- Темы
- Коллекции
- Тенденции
- Learning Lab
- Руководства с открытым исходным кодом
Общайтесь с другими
- События
Mr. Number FAQ: Android – Hiya
Mr. Number теперь является платной услугой только от Hiya. Мистер Number теперь требует ежемесячной или годовой подписки для использования всеми пользователями.
Mr. Number предоставляет самую полную в мире услугу идентификации вызывающего абонента и защиты от спама. Поскольку объем роботозвонков во всем мире резко возрос, стоимость предоставления наших услуг также значительно возросла. Наша модель подписки позволяет нам продолжать предоставлять наши лучшие в своем классе услуги устойчивым и экономически эффективным способом.
Для пользователей, заинтересованных в наших текущих бесплатных услугах и приложениях на устройствах Android, пожалуйста, используйте наше другое приложение Hiya.
Что получают пользователи при подписке на Mr. Number Premium?
ПользователиPremium получат полный доступ ко всем функциям приложения:
– Возможность автоматически блокировать звонки Nuisance (телемаркетер и т. Д.), Мошенничества и мошенничества и отправлять их на голосовую почту.
– Обратный поиск номеров, принадлежащих отдельным людям.Теперь вы можете выполнить обратный поиск номера без номера в журнале вызовов.
– Доступ к блокировке всех звонков не из функции контактов в настройках звонков.– Доступ ко всем настройкам защиты от подделки и блокировки в списке заблокированных. Включая возможность блокировки по коду страны, коду города или префиксу.
Пользователи смогут подписаться на 7-дневную бесплатную пробную версию, после чего они будут автоматически подписаны на выбранный месячный или годовой план.
А как насчет бесплатных пользователей?
Для пользователей, заинтересованных в наших текущих бесплатных услугах и приложениях на устройствах Android, пожалуйста, используйте наше другое приложение Hiya.
Почему Mr. Number не блокирует спам-звонки после подписки на Premium?
Вам нужно будет убедиться в том, что вы изменили настройки, чтобы заблокировать их после подписки на Премиум.Перейдите на вкладку «Настройки» в правом нижнем углу, затем нажмите «Настройки вызова». Обязательно поменяйте мошеннические и нежелательные звонки на блокирующие.
Почему у меня нет доступа к функциям Premium после подписки?
В нашем приложении перейдите на вкладку премиум. Затем прокрутите вниз и коснитесь опции «восстановить подписку».Если восстановление покупок не работает, не могли бы вы попробовать шаги на этой странице? Мистер номер не работает на моем Android
После переустановки повторите попытку восстановления покупок.Это может показаться очевидным, но убедитесь, что вы вошли в учетную запись Google, у которой вы приобрели подписку.
Как отменить премиум?
Можно ли использовать Family Sharing для подписки Premium?В: Мистер Неверно работает. Что я могу попробовать?
A: Обновите приложение до самой последней версии: Если у вас все еще есть проблемы, попробуйте выполнить следующие действия. (установите Hiya или отказоустойчивый)
A: Отказоустойчивость: Рассмотрим отказоустойчивую версию приложения для обращения в службу поддержки, и они спрашивают, перезагрузили ли вы компьютер.
Однако, , важно отметить, что при удалении приложения вы потеряете числа в вашем черном списке. Вы должны сделать снимок экрана или записать список блокировок, если это возможно.
- Удалить Mr. Number
- Перезагрузите устройство
- Переустановите Mr.Номер
Если вы являетесь подписчиком Premium, после переустановки вам нужно будет восстановить подписку. В нашем приложении перейдите на вкладку премиум. Затем прокрутите вниз и коснитесь опции «восстановить подписку».
A: Установите Hiya: Если у вас возникли проблемы с приложением Mr. Number, я бы предложил попробовать другое наше приложение под названием Hiya. Он делает то же самое, что и Mr. Number, но имеет несколько разных функций. У нас есть много пользователей, которые используют оба приложения.
Нажмите здесь, чтобы скачать Hiya!
В: Неверное имя моего абонента. Как я могу изменить это?
A: Если ваш номер неправильно помечен как спам, или вы заметили, что неверная информация отображается или отсутствует в вашем собственном или чужом номере или, если вы хотите полностью удалить свою информацию из наших служб, нажмите здесь, и мы можем помочь тебе.
В: Как сообщить о неточных или оскорбительных комментариях
A: Если ваш номер содержит неточные или оскорбительные комментарии, пожалуйста, следуйте инструкциям в этой связанной форме, и мы сможем удалить их для вас.
БЛОКИРОВКА
В: Есть ли способ предотвратить переход заблокированных звонков на голосовую почту? (также известный как: Почему спаммеры все еще могут оставлять мне голосовую почту, если я их заблокировал?)
A: В старых версиях Android у нас была возможность заблокировать передачу номеров на голосовую почту. Однако в последних версиях Android все приложения для управления вызовами (например, Mr. Number) не могут зависать при заблокированных вызовах. Если / когда Google отменит это ограничение, мы с радостью предоставим его вам.
В: Как заблокировать номер?
A: Есть два способа заблокировать номер:
- При просмотре страницы контакта коснитесь трехточечного меню в верхнем правом углу и выберите «Заблокировать».
- Откройте скользящее меню навигации в левом верхнем углу. Выберите «Список заблокированных» и нажмите знак «плюс» в правом нижнем углу. Введите номер телефона и выберите «Заблокировать».
В: Как мне сообщить и оставить комментарий к полученному звонку?
A: После того, как вы получите звонок, он должен отобразиться в поле Mr.Номер журнала вызовов. Затем вы можете нажать на него, а затем прокрутить до нижней части страницы и нажать «Сообщить о спаме». Нажмите на тип звонка, и тогда у вас есть возможность оставить комментарий.
В: Как разблокировать номер, который я заблокировал вручную?
A: Вы можете разблокировать заблокированный номер, выполнив следующие действия. В приложении для Android коснитесь трех горизонтальной линии
.