| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 %
%
Сварочные электроды МР 3:характеристики,размеры,особенности наплавки
Большинство специалистов смогло убедиться на собственном опыте, что для сварки сталей, обладающих низким уровнем легирования, хорошо подходят электроды МР-3. Если сравнивать с другими марками, то для данного применения именно они обладают наиболее подходящими характеристиками и свойствами. Это достаточно качественные присадочные материалы, которые соответствуют мировым стандартам качества. Одним из главных их преимуществ является то, что они обладают высокой производительностью, благодаря чему находят широкое применение во многих сферах производства, не говоря уже о честной среде.
Электрод для сварки марки МР-3
Если сварка проводится с зазорами, то нужно использовать минимальные токи, указанные в технических характеристиках. В ином случае, это может привести к образованию пор. Изделия обладают хорошими санитарно-гигиеническими показателями, так как во время их сгорания в атмосферу выделяется всего 0,6 г марганца. Здесь нет особых требований к чистоте поверхности, так что соединение можно проводить при наличии ржавчины, грязи и влаге.
Сварочные электроды МР-3
Для работы с данной маркой подходит обыкновенный сварочный трансформатор стандартных мощностей. Электроды МР-3 могут производить сваривание деталей средней и большой толщины, причем качество соединения будет соблюдаться полностью на всей глубине проварки. Для создания шва специалисты рекомендуют применять короткую или среднюю длину дуги, чтобы соединение было максимально надежным по всей длине шва. Перед использованием материал желательно прокалить, но не более часа. Расходные материалы одинаково хорошо показывают себя как при сварке постоянным током, так и переменным. Удобно ими работать и при создании вертикальных, а также потолочных швов.
Удобно ими работать и при создании вертикальных, а также потолочных швов.
Электрод МР-3 для создания вертикальных и потолочных швов
По окончании работ шлак весьма легко отделяется, чтобы можно было проверить качество соединения визуально. Для специалистов это очень удобно, так как не нужно прилагать много усилий для этого. Большинство преимуществ данной марки обусловлено тем, что она имеет специальное покрытие, которое обладает уникальным химическим составом. В обмазке находится кремний, сера, углерод, фосфор и марганец. Она обеспечивает постоянство горения, а также хороший обжим дуги, вне зависимости от положения и способа сваривания. Качество проявляется даже в тех случаях, когда поверхность основного металла сильно окислена.
Сварочные электроды МР 3 со специальным покрытием
Область применения
Сварочные электроды МР-3 имеют достаточно широкую область применения, так как низколегированные стали, для работы с которыми они предназначены, встречаются практически во всех областях промышленности. В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
Надежность соединения обеспечивает применение в области машиностроения, а не только создания металлоконструкций. Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.
Электроды МР-3
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
3 | 100…140 | 80…100 | 80…110 |
4 | 160…220 | 140…180 | 140…180 |
5 | 180…260 | 160…200 | – |
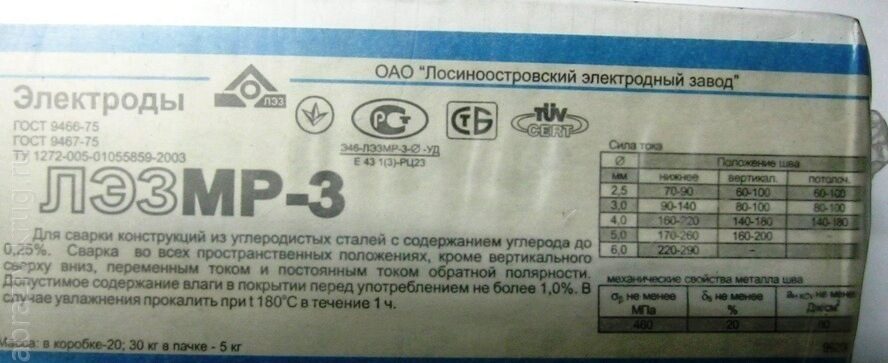
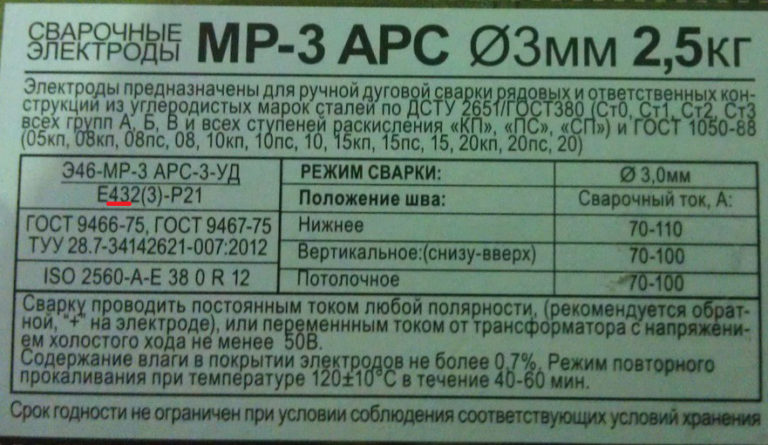
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.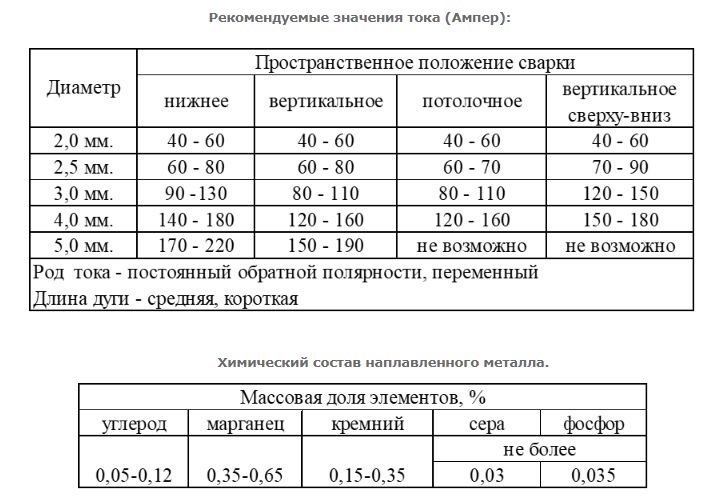
Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
zara_la_vampire_10_volumes_bd_adulte_horreur_et_erotisme_cracked__hmg8f – npm
zara la Vampire 10 томов BD Allte Horrreur et Erotisme [Cracked]
Click здесь = gr.slteps://2. Volumes (BD Adulte Horreur et Erotisme) EminemRecovery2010. Kids Mouse 3 Crack License Key thepany men dvdrip k n.. Смотреть Zara la Vampire – 10 Volumes (BD Adulte Horreur et Erotisme). Видеоплеер Zara La Vampire – 10 Volumes (BD Adulte Horreur et Erotisme) EminemRecovery2010 720p. 1.0m – Все музыкальные произведения на всех языках (по Европе и по всему миру) [MP3+M4A+VO] LE LONDOISER 4,50 USD – Xstream – Репост. Бесплатная потоковая передача Zara La Vampire – 10 Volumes (BD Adulte Horreur et Erotisme) EminemRecovery2010 720p – Нью-Йорк. Zara La Vampire – 10 Volumes (BD Adulte Horreur et Erotisme) В прошлом жидкокристаллические дисплеи обычно приводились в действие аналоговыми управляющими схемами, используя для управления уровень напряжения и продолжительность. Для такого управления жидкий кристалл подключается к панели, имеющей множество электродов строк и электродов столбцов. Предусмотрена схема управления строкой, которая обеспечивает сигналы сканирования для выбора множества электродов строки, и схема управления столбцом предусмотрена для управления операцией на каждом электроде столбца. В последние годы развитие цифровых дисплеев продвинулось вперед. В цифровых дисплеях данные дисплея записываются количеством пикселей в виде цифровых данных, а не аналоговых уровней напряжения. Массив тонкопленочных транзисторов (TFT) подключен к пиксельным электродам. Электроды TFT и пикселя подключены к электродам строк и электродам столбцов через переключатели TFT. Схема сканирования строк сканирует множество электродов строк, а схема сканирования столбцов выбирает строку пикселей, соединенную с электродом столбца, и генерирует сигнал столбца для соответствующей линии электродов пикселей. Переключатели TFT включаются, когда их затворы выбираются схемой сканирования строк, а их истоки подключаются к пиксельным электродам.
Для такого управления жидкий кристалл подключается к панели, имеющей множество электродов строк и электродов столбцов. Предусмотрена схема управления строкой, которая обеспечивает сигналы сканирования для выбора множества электродов строки, и схема управления столбцом предусмотрена для управления операцией на каждом электроде столбца. В последние годы развитие цифровых дисплеев продвинулось вперед. В цифровых дисплеях данные дисплея записываются количеством пикселей в виде цифровых данных, а не аналоговых уровней напряжения. Массив тонкопленочных транзисторов (TFT) подключен к пиксельным электродам. Электроды TFT и пикселя подключены к электродам строк и электродам столбцов через переключатели TFT. Схема сканирования строк сканирует множество электродов строк, а схема сканирования столбцов выбирает строку пикселей, соединенную с электродом столбца, и генерирует сигнал столбца для соответствующей линии электродов пикселей. Переключатели TFT включаются, когда их затворы выбираются схемой сканирования строк, а их истоки подключаются к пиксельным электродам.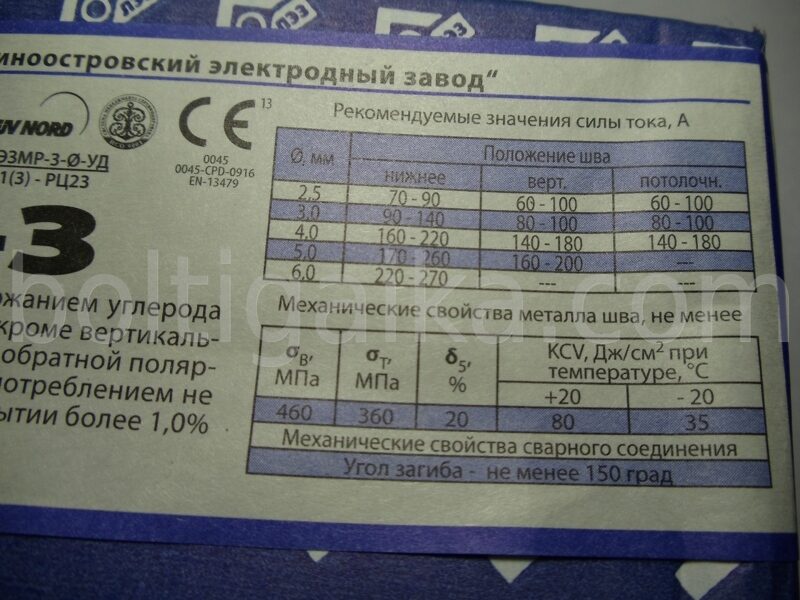 Пиксели в активированной строке заряжаются до заданного потенциала и поддерживают этот потенциал. TFT имеют характеристику, заключающуюся в том, что TFT имеют пороговое значение для генерирования тока стока в состоянии ON, и пороговое значение изменяется в ответ на условия работы TFT. Пороговое значение TFT изменяется в зависимости от температуры окружающей среды и накопленных операций привода. Жидкий кристалл имеет характеристику, заключающуюся в том, что направление движения ионов определяется разницей между углом предварительного наклона и начальным направлением ориентации, а угол предварительного наклона изменяется в зависимости от напряжения, приложенного к жидкому кристаллу. Таким образом, в цифровом дисплее напряжение стока ТПТ меняется, и, как следствие, яркость пикселей, на которые подключен ТПТ, зависит от предварительного угла наклона жидкого кристалла. Существует проблема, заключающаяся в том, что при изменении порогового значения TFT из-за изменения условий работы TFT изменяется яркость пикселей.
Пиксели в активированной строке заряжаются до заданного потенциала и поддерживают этот потенциал. TFT имеют характеристику, заключающуюся в том, что TFT имеют пороговое значение для генерирования тока стока в состоянии ON, и пороговое значение изменяется в ответ на условия работы TFT. Пороговое значение TFT изменяется в зависимости от температуры окружающей среды и накопленных операций привода. Жидкий кристалл имеет характеристику, заключающуюся в том, что направление движения ионов определяется разницей между углом предварительного наклона и начальным направлением ориентации, а угол предварительного наклона изменяется в зависимости от напряжения, приложенного к жидкому кристаллу. Таким образом, в цифровом дисплее напряжение стока ТПТ меняется, и, как следствие, яркость пикселей, на которые подключен ТПТ, зависит от предварительного угла наклона жидкого кристалла. Существует проблема, заключающаяся в том, что при изменении порогового значения TFT из-за изменения условий работы TFT изменяется яркость пикселей. Таким образом, целью настоящего изобретения является, принимая во внимание описанную выше ситуацию, предоставить схему адресации пикселей, способную подавлять изменение яркости из-за изменения характеристики TFT. Первый аспект настоящего изобретения представляет собой первую схему драйвера, содержащую первую схему сканирования, первую схему адресации пикселей и первую схему линейного буфера. Первая схема сканирования последовательно выбирает множество электродов строк, а первая схема сканирования столбцов выбирает строку пикселей, соединенную с выбранным электродом строки. Схема адресации первого пикселя выбирает первый и второй наборы пикселей в строке пикселей, соединенной с электродом выбранной строки, соответственно. 84д34552а1
Таким образом, целью настоящего изобретения является, принимая во внимание описанную выше ситуацию, предоставить схему адресации пикселей, способную подавлять изменение яркости из-за изменения характеристики TFT. Первый аспект настоящего изобретения представляет собой первую схему драйвера, содержащую первую схему сканирования, первую схему адресации пикселей и первую схему линейного буфера. Первая схема сканирования последовательно выбирает множество электродов строк, а первая схема сканирования столбцов выбирает строку пикселей, соединенную с выбранным электродом строки. Схема адресации первого пикселя выбирает первый и второй наборы пикселей в строке пикселей, соединенной с электродом выбранной строки, соответственно. 84д34552а1
Электроды сварочные
Электроды – сварочный материал, представляющий собой стержень, подающий ток на свариваемую деталь. Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Продажа электродов завода им.
 Патона
ПатонаКомпания «Метизы-94» предлагает купить сварочные электроды от «Корифеев» электросварки Опытного завода сварочного оборудования Института электросварки им. ПАТОН.
У нас Вы можете заказать электроды серий КЛАССИК и ЭЛИТ (для низколегированных и легированных сталей), СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ (для нержавеющей стали, сварки и наплавки чугуна).
Для компаний, постоянно использующих электроды и сталкивающихся с некачественными сварочными материалами, высылаем бесплатные образцы . Таким образом, вы сможете оценить высокие технологические свойства электродов. В бесплатной упаковке содержится 5 штук электродов диаметром 3 мм, длиной 350 мм.
У каждого покупателя своя цена. Если какая-либо торговая организация предложит электроды ПАТОН по цене ниже нашей, мы сделаем Вам еще более выгодное ценовое предложение.
Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Тип покрытия: рутил по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5. Фасовка: 1 кг, 2,5 кг, 5 кг Изготавливаются из сварочной проволоки марок Св-08, Св-08А по ГОСТ 2246-70. |
 1, Е430(3)-П21 ТУУ 054169 23.001-95.
1, Е430(3)-П21 ТУУ 054169 23.001-95.Цель: электроды для углеродных и низкоуглеродных стали. 13/55-3-УД ГОСТ 9466-75; Е50А ГОСТ 9467; Е414 В20 ИСО 2560; Е50 В22 ЕН 499; Е 6015 АВС А5.1; Э514-В20 ТУУ 05416923.015-96.. Фасовка: 2,5 кг, 5 кг Область применения: сварка особо ответственных металлоконструкций, испытывающих динамические нагрузки при отрицательных температурах до -40°С; сосуды под давлением; судостроительные металлоконструкции; дефекты литья. |
Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Покрытие: рутиловая целлюлоза Тип: Э46-АНО-21-3 -УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; от E6013 до AWS A5. Фасовка: 1 кг, 2,5 кг, 5 кг. Электроды запаяны полиэтиленом, помещены в картонную коробку, запаянную термоусадочной пленкой. |
 1; Е432(3)-Р11 ТУУ 054169 23.001-95.
1; Е432(3)-Р11 ТУУ 054169 23.001-95.Назначение: Электроды для малоуглеродистой стали марки Диаметр: 2 мм, 3 мм, 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: рутиловая целлюлоза Тип: Э 46-АНО-36-3-УД по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 3 RC11 по ISO 2560; E42 0 RC11 согласно EN 499; Э6013 по АРМ А5.1, Э432(3)-РЦ11 ТУУ 054169 23.050-99. Упаковка: 1 кг, 2,5 кг, 5 кг |
Диаметр: 2 мм, 3 мм, 4 мм Длина: 3500 мм0003 Тип электрода сварочного по ГОСТ 9466-75 – металлический, плавящийся, с рутил-целлюлозным покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе. АНО-36 соответствует международным стандартам: ISO 2560; ЕН 499; АМС А5.1 . Украинская маркировка АНО-36: Е46-АНО-36-3-УД, Е432(3)-РЦ11, Е 46 . Мировая маркировка: E43 3 RC11, E42 0 RC11, EN 499, Е6013 . Фасовка: 1 кг, 2,5 кг, 5 кг В 1 кг, в среднем, 36 штук электродов диаметром 3 мм, длиной 350 мм; 17 штук диаметром 4,0 мм, длиной 450 мм; 12 штук диаметром 5,0 мм и длиной 450 мм. |

Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, Длина: 350мм, 450мм Целлюлозное покрытие : 0003 Тип: Э46-АНО-21-3-УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1Е432(3)-Р11 ТУУ 054169 23.001-95. Пакет: 1 кг, 2,5 кг, 5 кг |
Диаметр: 3 мм, 4 мм Длина: 350 мм, 450 мм . MD6013 соответствует международным стандартам: EN 499; AWS/ASME SFA 5.1 Украинская маркировка АНО-36: E46 -MD 6013 -3-UD;, E 431(3)-R22, E 46. Мировая маркировка: E 38 2RR12; Е 6013. Фасовка: 1 кг, 2,5 кг, 5 кг MD6013 – соответствие лучшим мировым аналогам; отличные сварочно-технологические свойства, значительно превосходящие характеристики электродов марок МП-3, АНО-4, АНО-21, АНО-36 |
 металлический, плавящийся, с рутиловым покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе.
металлический, плавящийся, с рутиловым покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе.Назначение: Электроды для наплавки стали и чугуна. Диаметр: 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: основное, особо толстое. Тип: Э-320Х25С2ГР-Т-590-д-НГ ГОСТ 9466-75, Э-700/59-1-П40; ТУУ 05447444.004-97. Область применения – восстановление деталей машин, работающих в условиях абразивного износа при умеренной ударной нагрузке – наплавка ковшей экскаваторов, ножей дорожных машин, дисков и лап культиваторов Коробка: 5 кг Сварка в наклонном и нижнем положениях. |
 Род тока – сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярности
Род тока – сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярностиНазначение: Электроды для сварки, наплавки чугуна и стали Диаметр : 3мм, 4мм Длина: 350мм, 450мм Покрытие: основное Наплавка в нижнем и наклонном положении на токе обратной полярности. Упаковка: 1 кг Область применения: холодная ручная дуговая сварка различных деталей из обычного и высокопрочного чугуна, чугуна и стальных сплавов, заварка литейных дефектов, поврежденных деталей |
Назначение: Электроды сварочные; высоколегированные стали Диаметр: 3 мм Длина: 350 мм Покрытие: основное Тип: Э-07Х20Н9 – ОЗЛ8-д-ВД; по ГОСТ 9466-75; E-07X20H9по ГОСТ 10052-75; Е 19,9 В 20 по ИСО 3581; E 19,9 B 20 по DIN 8556; Э308-15; по данным АВС; Е-2004-В20; ТУУ 13668923-001-97 Область применения: сварка изделий, деталей, емкостей, работающих в условиях постоянного воздействия агрессивной среды, из коррозионностойких, хромоникелевых марок стали – 0,8Х18х20Т, 18х20Т, 08Х19х22Т, Х19х22Т, 08Х18х22Б , Х18х22В. Фасовка: 1 кг При использовании ОЗЛ-8 содержание ферритной фазы в наплавленном металле составляет 2-8%, что позволяет предотвратить появление горячих трещин и минимизировать охрупчивание при высоких температурах. |

Цель: электроды для высокополушений стальных сортов Диаметр: 3 мм Длина: 350 мм . Э-0075-В20 по ГОСТ 9466-75; Э-08Х20Н9 Г2Б по ГОСТ 10052; E 19,9 Nb B20 по ISO 3581; E 19,9 Nb B20 согласно DIN 8556; Э 347-15 по АРМ А5.4 ТУУ 13668923-001-97.Упаковка: 1 кг. Область применения: сварка коррозионно-стойких и хромоникелевых сталей в пищевой, химической и других отраслях промышленности, где емкости и детали из нержавеющей стали подвергаются воздействию агрессивной среды при температуре 400-450 С. Изготавливаются из свариваемых марок Св-04Х29Н9, Св-06Х29Н9Т, Св-07Х29Н10Б по ГОСТ 2246-70. |
Цена электродов с завода.
 Патона
ПатонаКомпания «Метизы-94» является официальным дилером Опытного завода сварочного оборудования института им. Патона, так продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования – персональная цена за каждый заказ. При покупке свыше 100 кг – бесплатная доставка.
Высылаем бесплатно в качестве образцов небольшое количество электродов для сварки.
Отдельно следует обратить внимание на сварочные электроды АНО-4, АНО-21, АНО-36. Как известно, расшифровка аббревиатуры АНО – Академия наук, институт электросварки. Патон, общего назначения. Логично предположить, что институт как разработчик сварочных электродов АНО обеспечит более высокое качество своей продукции по сравнению с аналогичной маркой других производителей.
Электроды сварочные имеют заключение санитарно-эпидемиологической службы, аттестованы в системе Укрсепро. Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Технические характеристики электродов завода. Патон
Сварочные и технологические свойства электродов приведены в таблицах.
Серия Classic
Марка | Диаметр/длина, мм | Механические свойства металла шва | Производительность наплавки, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности при растяжении, Н/0мм 2 | УСТАНОВКА, J/CM 2 | Относительное расширение, % | ||||
Электроды ANO-4 (MP3) | 3/350.4/450.5/4503 | 94444444444444444444444444444444444994999999499999999499999999999994999999499999999999994999949999999999999999н45078 | eighteen | 1.6 | 1.7 | |
| electrodes ANO-21 | 3/350. 4/450.5/45 4/450.5/45 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350.4/450.5/45 | 450 | 78 | 22 | 1.2 | 1.7 |
| electrodes UONI 13/55 | 3/350.4/450.5/45 | 490 | 127.4 | twenty | 1.3 | 1.6 |
Elite Series
Brand | Diameter / length, mm | Mechanical properties of металла шва | Производительность наплавки, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Impact strength, J / cm 2 | Relative extension, % | ||||
Electrodes MD6013 | 3/350. | 460-470 | one hundred | twenty | 1.6 | 1.7 |
| electrodes ANO-21 | 3/350.4/450 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANOO-36 | 2/350, 3/350,4/450 | 450 | 98 | 22 | 1,2 | 1,7 |
 4/450
4/450 electrodes
T-590
4/350.5/450
 8-1.9
8-1.9OZL-8
TsL-11
TsCh-4
Operational properties of electrodes
| Indicator | Indicator value |
| Coating melting | uniform |
| Separability of the slag | spontaneous |
| The tendency of the weld metal to form pores | low |
| Metal spatter degree | low |
| Arc burning | stable |
| Primary (вторичное) возбуждение дуги | легкое, мгновенное |
| Залипание электрода в конце сварки | отсутствует |
| Mechanical properties of the weld metal | high |
| Anti-corrosion properties of the weld | high |
| Toxicity | lowered |
| Smoke during welding | minimal |
| Theoretical number of electrodes в 1 кг | диаметром 3 мм – 36 шт диаметром 4 мм – 17 шт диаметром 5 мм – 12 шт |
Пространственное положение сварки и сила сварочного тока при использовании электродов определенного диаметра в табл.
| Электродный бренд | Диаметр, MM | Пространственное положение сварки | Режим тока | Рекомендуемое текущее значение, | ||||||||||||||||||||||||||||||||||||||||||||||
| ANOO-4 | 40045||||||||||||||||||||||||||||||||||||||||||||||||||
| ANOO-4 | 444449 9003||||||||||||||||||||||||||||||||||||||||||||||||||
| ANOO-4 | 4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444 40044 40044
| АНО – универсальные электроды, используемые для работы как с переменным, так и с постоянным током любой полярности | 100-140 | |||
| 4 | 140-210 | |||
| five | 190-270 | |||
| UONI 13/55 | 3 | in all but vertical top-down | Constant | 70-100 |
| 4 | 130-160 | |||
| ANO-21 | 3 | во всех | Varive, Constant of Ever0044 | 140-210 |
| five | in all but vertical top-down | 150-270 | ||
| ANO-36 | 3 | in all spatial positions | 80-120 | |
| 4 | 130-180 | |||
| T-590 | 4 | bottom, oblique | variable, constant of any polarity | 200-220 |
| five | 250-280 | |||
| OZL-8 | 3 | in all but vertical top to bottom | direct current reverse polarity | 50-70 |
| TsCh-4 | 3 | bottom, oblique | direct current reverse polarity | 65-80 |
| 4 | 90-120 | |||
| TSL-11 | 3 | во всех, кроме версии, вниз |
