Электроды ОК 53.70 по цене производителя с доставкой по Москве и области
ASME / AWS A5.1 E7016-1
EN ISO 2560-A E 46 4 B41 H5
ГОСТ 9467-75, тип Э50А
Сварочные электроды OK 53.70 предназначены для ручной дуговой сварки углеродистых сталей, на переменном Alternating Current (AC) и постоянном токе Direct Current (DC) любой полярности. Сварка производится во всех пространственных положениях, кроме вертикального «сверху – вниз».
Электроды для сварки OK 53.70 (также, как и электроды УОНИИ) являются электродами с основным покрытием. Основу этого вида покрытия составляют карбонаты и фтористые соединения. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей, металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости, при нормальных и пониженных температурах испытаний.
Благодаря уникальной рецептуре, строгого контроля качества, высокотехнологического процесса производства электроды для сварки OK53.70 характеризуются:
1. низким содержанием водорода в металле шва;
2. стабильным горением дуги;
3. высокой глубиной проплавления металлических конструкций;
4. низким уровнем разбрызгивания металла;
5. хорошей отделимостью шлаковой корки;
6. высокой стойкостью к образованию кристаллизационных трещин;
7. повышенной ударной вязкостью и пластичностью шва;
8. отличным товарным видом швов;
9. экономичностью в работе.
Электроды OK 53.70 применяются в случаях, когда необходимо повысить прочность обратной стороны сварочного шва.
Электрод данного типа является незаменимым, когда возможна только односторонняя сварка. Применение сварочных электродов ОК53.70
Применение сварочных электродов ОК53.70Сварочные электроды OK53.70 используются по всему миру, во всех отраслях, особенное распространение электроды получили в нефтегазовой промышленности, так как в данных отраслях проводятся огромное количество сварочных работ и при этом особое внимание уделяется качеству швов, не допускающих утечку углеводородов. Также при выполнении крупных проектов по проведению магистральных трубопроводов, электроды ОК53.70 позволяют ускорить процесс сварочных работ за счет неизменно высокого качества. Допускается проведение сварочных работ в ограниченных или стесненных условиях.
Высокая эластичность сварочного шва, позволяет выполнять работы на любых участках магистральных трубопроводов от Ямала до Краснодара в резко-континентальных и умеренных климатических зонах.
В соответствии с требованиями признанных во всем мире стандартов сварки American Welding Society (AWS) или Американское общество по сварке (AWS) электроды ОК 53-70, подходят по типу E7016-1. А согласно Российских стандартов, по ГОСТ 9467-75, электроды ОК53-70, отвечают требованиям типу Э-50А (также, как российские электроды для сварки УОНИИ 13/55 или японские LB-52U).
А согласно Российских стандартов, по ГОСТ 9467-75, электроды ОК53-70, отвечают требованиям типу Э-50А (также, как российские электроды для сварки УОНИИ 13/55 или японские LB-52U).
Сварочные электроды OK 53-70, различных диаметров, тип: E7016-1 по AWS А5.1 или Э-50А по ГОСТ 9467-75, аттестованы Национальным Агентством Контроля и Сварки (НАКС) на соответствие требованиям РД 03-613-03. Аттестат НАКС выдан ESAB AB Consumable Production от 01 февраля 2011 года и действительно до 01 февраля 2014 года, на основании протокола аттестации на опытно-экспериментальной базе АНО «Аттестационный центр «Газпром».
Свидетельством НАКС на электроды для сварки ОК 53.70, подтверждается соответствие требованиям РД 03-613-03 для группы технических устройств используемых на опасных производственных объектах: ГО, КО, НГДО, ОХНВП, ПТО.
Подробную информацию об аттестате и сам аттестат можно посмотреть, перейдя на страницу – Аттестат НАКС на электроды ОК 53. 70Производитель электродов ОК 53.70
70Производитель электродов ОК 53.70В начале XX века в городе Гётеборге, шведским ученым Оскаром Кьельбергом была основана компания «ESAB», Elektriska Svetsnings – Aktiebolaget – электросварочная компания. Фирма «ESAB» производила, разработанную ученым, сварочную продукцию необходимую для судостроительной промышленности.
Сегодня The ESAB Group принадлежит американской компании Colfax Corporation, с коллективом более 8400 человек, занятых по всему миру. Сбытовая сеть компании представлена в 80 государствах, а выпуском продукции заняты 26 производств, в том числе два завода расположенных на территории Российской Федерации. Завод ЭСАБ-СВЭЛ был образован в 2000 году выпускающий, как российские марки электродов, так и марки электродов ОК принадлежащие ESAB. А в 2011 году к The ESAB Group присоединяется Сычевский электродный завод ранее принадлежавший ООО «Мострансгаз».
Химический состав металла сварного шва (%) в соответствии AWS:
|
Показатели |
C |
SI |
Mn |
P |
S |
|
Среднее* |
0,06 |
0,5 |
1,2 |
0,011 |
0,006 |
|
Допустимое |
0,05-0,10 |
? 0,75 |
? 1,60 |
? 0,020 |
? 0,020 |
* для каждой отдельной партии электродов химический состав индивидуален, в пределах допустимых норм.
Механические свойства металла сварного шва в соответствии AWS:
|
Показатели |
Предел текучести (MПa) |
Предел прочности (MПa) |
Относительное удлинение (%) |
Ударная вязкость, J/cm2 |
|
Среднее |
440 |
530 |
30 |
-500С:100 |
|
Допустимое |
?400 |
?480 |
?22 |
Рекомендуемые параметры силы тока, А
|
Положение сварки |
2,5 мм |
3,2мм |
4,0 мм |
|
Для всех положений сварки 1,2,3,4, 6 |
60-85 |
80-130 |
115-190 |
Положение электрода при сварке:
Все пространственные положения:кроме сверху вниз:
Упаковка электродов КО 53.
 70
70
Упаковка максимально обеспечивает сохранность электродов. Сварочные электроды ОК53.70 упаковываются в коробки, для диаметра 2,5 мм по 4,5 килограммов, для диаметра 3,2 мм по 4,7 килограммов, а для диаметра 4 мм по 6 килограммов. Коробки выполнены из толстого высококачественного картона, обтянутого специальной термоусадочной пленкой. Коробки с электродами по три штуки дополнительно упаковываются в коробки из гофра картона, в случаях, когда продукция ввозится из Швеции. Для крупных партий продукция поставляется в герметичных деревянных ящиках или поддонах обтянутых термоусадочной пленкой с различной схемой загрузки и различной массой. Благодаря многоуровневой защите, используемой при упаковывании продукции, электроды для сварки ОК 53,70 надежно предохранены от повреждений, ударов и механического воздействия в процессе перемещений и транспортировки. Также упаковка электродов защищает от попадания влаги.
|
Диаметр КО 53. |
Длина КО 53.70 (мм) |
Вес коробки КО 53.70 (кг) |
Вес доп. упаковки (кг) |
Вес одного электрода ОК 53.70 (г) |
Количество электродов ОК 53.70 в пачке (шт) |
|
2,5 |
350 |
4,5 |
13,5 |
18,8 |
240 |
|
3,2 |
350 |
4,7 |
14,1 |
30,7 |
153 |
|
4,0 |
450 |
6,0 |
18,0 |
63,2 |
95 |
 70 (мм)
70 (мм)Условия прокалки: 350 оС в течение 2 часов.
Сварочные электроды ESAB ОК-53.70 4 мм – цена, описание и характеристики
Вентилятор осевой для охлаждения сварочных аппаратов. Рассчитан на напряжение 2…
ROBUST FEED PRO ESAB-механизм подачи проволоки, оснащенный новой высокоточной с…
цена по запросу
Сварочный инвертор SAGGIO MIG 200-S представляет собой многофункциональный аппа. ..
..
PRIMA 200 – электрододержатель закрытого типа с полностью изолированным наконеч…
цена по запросу
MXL 201 ESAB- сварочная горелка предназаначена для дуговой сварки плавящимся эл…
цена по запросу
Серия ULTIMATE – это максимально производительные инверторные источники для пол. ..
..
цена по запросу
Педаль дистанционного управления сварочным током у аппаратов аргонодуговой свар…
Сварочный полуавтомат SAGGIO MIG 500-NS DOUBLE PULSE предназначен для полу…
TSS PRO CT-416 сварочный аппарат предназначен для ручной дуговой сварки (M. ..
..
Profi MIG-357 DT2- сварочный полуавтомат БАРС, предназначенный для ручной дугов…
|
|
 01.2021 изменились цены на сварочные электроды.
01.2021 изменились цены на сварочные электроды. 2012 у нас изменились цены на сварочные электроды.
2012 у нас изменились цены на сварочные электроды. Рекомендуется для сварки заполняющих и облицовочных проходов стыков труб классом прочности до API 5LX56 и корневых проходов классом прочности до API 5LX70.
Рекомендуется для сварки заполняющих и облицовочных проходов стыков труб классом прочности до API 5LX56 и корневых проходов классом прочности до API 5LX70.  015
015 (495) 799-59-85
(495) 799-59-85Электроды ок 53.70
В наше время в строительстве и производстве очень часто проводятся сварочные работы. Многие строительные компании нанимают на должности сварщиков профессионалов, однако эти компании не заботятся о качестве сварочных материалов. От качества сварочных материалов зависит будущее изделия, сколько оно прослужит своему хозяину и, какой оно будет иметь внешний вид.
Многие люди говорят, что настоящий мастер сварит Вам что угодно из чего угодно. На самом деле так не бывает. Если плохой сварочный материал, то изделие получится таким же. Поэтому если Вы приглашаете на свою строительную площадку мастера, то обязательно обеспечьте его обедом и качественным сварочным материалом.
Однако у Вас скорее возникнет такой вопрос: где же взять такие качественные электроды для хорошего изделия? Как раз для такого назначения были специально созданы электроды ок 53.![]() 70.
Что в них особенного? С их помощью Вы сможете, наконец, провести качественную одностороннюю сварку трубопроводов и других ответственных конструкций из малоуглеродистых сталей. Ок 53.70 обеспечат Вам качество сварки за счет стабильного горения дуги и хорошо сбалансированной шлаковой системы, которая позволяет проводить сварочные работы даже в крытых помещениях.
70.
Что в них особенного? С их помощью Вы сможете, наконец, провести качественную одностороннюю сварку трубопроводов и других ответственных конструкций из малоуглеродистых сталей. Ок 53.70 обеспечат Вам качество сварки за счет стабильного горения дуги и хорошо сбалансированной шлаковой системы, которая позволяет проводить сварочные работы даже в крытых помещениях.
Также к положительным характеристикам можно отнести и то, что основное покрытие сварочным флюсом обеспечивает низкое газовыделение при сварочных работах. Еще низкое содержание неметаллических примесей и включений позволяет создавать сварочный шов, имеющий высокие показатели пластичности и ударной вязкости.
А вот список самых важных эксплуатационных характеристик:
- – стабильное горение дуги;
- – незначительное разбрасывание металла, как электрода, так и свариваемых частей;
- – быстрое отделение шлаков от изделия;
Также нельзя не отметить, что за время всевозможных испытаний этих электродов они зарекомендовали себя как одни из лучших. Их карбонатно-фтористое покрытие позволяет им иметь низкий уровень трещин шва. Если этот показатель так снижается, то вязкость и пластичность сварного шва прямо пропорционально увеличивается.
Сварочные электроды ок 53.70 разработаны известной шведской компанией ESAB. Эта компания известна во всем мире благодаря своему качеству и столетнему опыту в производстве электродов.
Их карбонатно-фтористое покрытие позволяет им иметь низкий уровень трещин шва. Если этот показатель так снижается, то вязкость и пластичность сварного шва прямо пропорционально увеличивается.
Сварочные электроды ок 53.70 разработаны известной шведской компанией ESAB. Эта компания известна во всем мире благодаря своему качеству и столетнему опыту в производстве электродов.
Одним из самых важных критериев оценки качества электродов является то, что они используются в судостроительной промышленности. Всем известно, что именно в судностротельной промышленности самые высокие требования к качеству сварочных материалов. Также их применяют для сварки нефтегазовых магистралей и многих перерабатывающих российских предприятий.
В 2011 году электроды ок 53.70 прошли аттестацию Национального Агентства Контроля и Сварки. Проверка обнаружила, что ок 53.70 полностью соответствуют требованиям, которым должны соответствовать сварочные электроды. После всех проверок и тестов ок 53.70 ждут того времени, когда Вы купите их для своих целей.
После всех проверок и тестов ок 53.70 ждут того времени, когда Вы купите их для своих целей.
ESABESAB – мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См. все(110)
Прутки ESAB(6 из 48) См. все(48)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 50) См. все(50)
| |
 00
Спецпредложение!
00
Спецпредложение!
 Постоянный ток.
Постоянный ток. Аналог отечественной СВ-08Г2С.
Аналог отечественной СВ-08Г2С. Также используется в судостроении и при сварке конструкций, контактирующих с морской водой.
Также используется в судостроении и при сварке конструкций, контактирующих с морской водой. в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде.
в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде. Лидер продаж!
Лидер продаж! Максимальный рез 32 мм
Максимальный рез 32 мм Изготовлен из высококачественной стали.
Изготовлен из высококачественной стали.Электроды ESAB OK46.00 и OK53.70
Народ периодически интересуется- чем варите? Отвечаю- варим модными почти-шведскими эсабовскими электродами, сделанными в Питере и купленными в Москве в фирме РусСварка.
Сталь толщиной до 5 мм включительно варим тройкой. Электродов в эсабовском каталоге- тьма тьмущая — мы используем ОК46.00 — очень удобный в работе электрод. Также на пробу взяли коробку ОК 53.70 — типа электрод для ответственных швов — но для наших нужд неудобен абсолютно.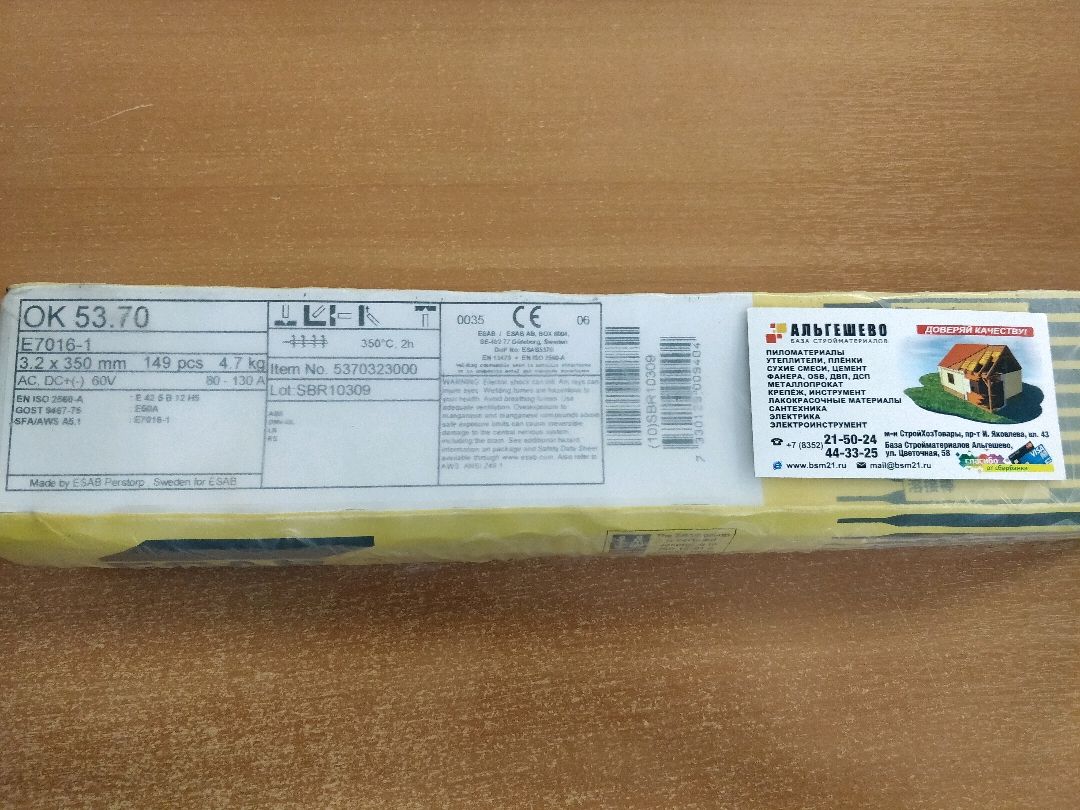
2.
3. Сертификационный значок с якорем)))
4. Этикетка ОК 46.00
5.
6. 53.70 и 46.00 — оба диаметром 3мм, однако у первого гораздо более толстая обмазка:
7. Шов сделанный ОК 46.00
7.1. Шлак матовый, счищается хорошо, зачастую единой скорлупкой
7.2.
7.3.
7.4.
8. Шов сделанный ОК 53.70
8.1. Обратите внимание на шлак- практически застывшее стекло:
8.2.
8.3. Шлак счищается плохо
8.4.
Также электрод очень сложно зажечь повторно- тоесть для постановки прихваток (коротких в пару сантиметров шовчиков) он решительно не подходит. Решили, что 53.70 предназначен для длинных швов без отрыва. А у нас тут длинных швов по определению быть не может- для борьбы со сварочными деформациями везде и всё варить надо короткими швами, сантиметров по 7.
9. Этикетка ОК 53.70
10. Немного не про электроды, но тоже в тему- хамелеонная маска ESAB OrigoTech. Средненькая такая маска. Стоит около 6тыр. Вроде норм. Коллегам не нравится. Сам пользуюсь редко, обычно варю классическим щитком. На хорошую 3М-овскю SpeedGlas денег жаба не дает (40-60 тыр). Да в общемто и не надо- не в маске щастье.
Апдейт:
Как сушить электроды ESAB OK 46.00
Электроды ок 46.00 хороши не только пластичностью дуги (хотя при сварке в сложных геометриях это иногда задалбливает- дуга не гаснет), но и своей неприхотливостью к условиям. В конце декабря на лодке были забыты пол пачки электродов под недоделанной крышей рубки. Три месяца они там лежали. Когда я их нашел в марте — они были все сырые- вода после дождя стекала ручьем и пачка картонная развалилась, однака обмазка саих электродов не пострадала. Раньше я бы их выкинул- но нынче (март 2016) на дворе кризис, такчто не до жиру. Да плюс к тому же за три месяца моего отсутствия на верфи некоторые товарищи запустили руку в мои запасы и электродов осталась — как в песне у Чижа- одна пачка) Поэтому я их аккуратненько принес в отапливаемое помещение и положил на батарею, чтобы подсохли. За три дня они высохли и сегодня я ими замечательно варил. В принципе есть сушильная печь для электродов на 300 градусов, но вроде и так отлично варят. Но по уму сушить электроды нужно всетаки в специальной сушильной печи.
За три дня они высохли и сегодня я ими замечательно варил. В принципе есть сушильная печь для электродов на 300 градусов, но вроде и так отлично варят. Но по уму сушить электроды нужно всетаки в специальной сушильной печи.
Всем желаю сварочных успехов! )))
| Марка и описание | Классификация | Хим. состав | Механические свойства наплавленного металла |
| OK 61. 25 Тип покрытия – основной Свариваемые стали: 12Х18Н10Т, 08Х18Н10 и т.п. Электрод обладает высокими сварочно-технологическими свойствами при сварке на вертикальной плоскости и в потолочном положении, отличается повышенной устойчивостью против горячих трещин и пор. Ток = + Положение 1,2,3,4,6. |
Э-07Х20Н9 / ГОСТ 10052-75 Е308Н-15 / AWS 5.4-92 E 19 9 H B 2 2 / EN 1600 |
С 0,06 Si 0,5 Мn 1,7 Cr 18,5 Ni 9,5 Fe 3- 8% |
Предел текучести 440 МПа Предел прочности 600 МПа Удлинение 40% KCV +20°С 95 Дж |
ОК 61. 30 30Тип покрытия – рутиловый Свариваемые стали:03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т.п. Универсальный электрод со сверхнизким содержанием углерода для сварки нержавеющих сталей. Легко зажигается (в том числе и повторно), дает хорошее формиро -вание шва, при сварке шлак самоотделяется. Обеспечивает стойкость против межкристал -литной коррозии. Жаростойкость – до 875°С. Ток = + / ~ U х.х.=55В Положение 1,2,3,4,6. |
Э-02Х20Н10Г2 ГОСТ 10052-75 Е E308L-17 n/AWS 5.4-92 E 19 9 L R1 2 /EN 1600 |
С 0,03 Si 0,8 Мn 0,8 Cr 19,5 Ni 10,0 Fe 3-10% |
Предел текучести 420 МПа Предел прочности 570 МПа Удлинение 45% KCV +20°С 70 Дж |
| ОК 61. 35 Тип покрытия – основной Свариваемые стали: 03Х18Н11. 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т.п. Электрод обладает высокими сварочно-технологическими свойствами при сварке на вертикальной плоскости и в потолочном положении.  Хорош при сварке трубопроводов.. Применяется в криогенной технике и обеспечивает высокую вязкость наплавленного металла при температурах до -196°С. Обеспечивает стойкость против межкристал – литной коррозии. Ток = + Хорош при сварке трубопроводов.. Применяется в криогенной технике и обеспечивает высокую вязкость наплавленного металла при температурах до -196°С. Обеспечивает стойкость против межкристал – литной коррозии. Ток = +Положение 1,2,3,4,6. |
Э-04Х20Н9 ГОСТ 10052-75 E308L-15 / AWS 5.4-92 Е E 19 9 L B 2 2 / EN 1600 |
С < 0,03 Si 0,4 Mn 1,7 Cr 19,5 Ni 10,5 Fe 2-7% |
Предел текучести 460 МПа Предел прочности 580 МПа Удлинение 45% KCV +20°С 100 Дж -120°С 70 Дж -196°С 35 Дж |
| ОК 61. 80 Тип покрытия – рутиловый Свариваемые стали: 03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 321, 347 и другие стали, легированные ниобием или титаном типа 19Cr10Ni и т.п. Стабилизированный ниобием электрод с низким содержанием углерода. Как правило применяется для изделий, работающих при высоких температурах. Обеспечивает стойкость металла шва против межкристаллитной коррозии при t-рах до 400°С.  Toк = + / ~ U x.x.=50B Положение 1,2,3,4,6. |
Э-08Х20Н9Г2Б ГОСТ 10052-75 E347-17 / AWS 5.4-92 E 19 9 Nb R 12 / EN 1600 Аналог Электродов: ЦЛ-11; ЦТ-15 |
С < 0,03 Si 0,7 Mn 0,6 Cr 20,0 Ni 10,0 Nb 0,3 Fe 6-12% |
Предел текучести 500 Мпа Предел прочности 630 МПа Удлинение 40% KCV +20°С 60 Дж |
| ОК 61. 81 Тип покрытия – рутиловый Свариваемые стали: 03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т.п. Стабилизированный ниобием электрод. Как правило применяется для изделий, работающих при высоких температу- рах. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Toк = + / ~ U x.x.=60B Положение 1,2,3,4,6. |
Э-08Х20Н9Г2Б ГОСТ 10052-75 E347-16 / AWS 5.4-92 E 19 9 Nb R 3 2 / EN 1600 |
С 0,06 Si 0,6 Mn 1,5 Cr 20,0 Ni 10,0 Nb 0,8 Fe 6-12% |
Предел текучести 520 Мпа Предел прочности 680 МПа Удлинение 35% KCV +20°С 70 Дж |
OK 61. 85 85Тип покрытия – основной Свариваемые стали:03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Ти т.п. Применяется преимущественно когда требуется получение сварных соединений со стабилизированным Nb сварным швом. Обеспечивает стойкость против межкристаллитной коррозии. Toк = + Положение 1,2,3,4,6. |
Э-08Х20Н9Г2Б ГОСТ 10052-75 E 347-15 / AWS 5.4-92 Е E 19 9 Nb B 2 2 /EN 1600 |
С < 0,04 Si 0,6 Mn 1,5 Cr 20,0 Ni 10,0 Nb 0,5 Fe 6-12% |
Предел текучести 520 МПа Предел прочности 660 МПа Удлинение 35% KCV +20°С 100 Дж – 60 C 70 Дж |
| OK 61. 86 Тип покрытия – рутиловый. Свариваемые стали:03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 321, 347 и другие стали, легированные ниобием или титаном типа 19Cr10Ni и т.п. Стабилизированный ниобием электрод с низким содержанием углерода и гарантированно низким содержанием ферритной фазы.  Toк = + / ~ U x.x.=50B Положение 1,2,3,4,6. |
Э-08Х20Н9Г2Б ГОСТ 10052-75 E 347-17 / AWS А 5.4 E 19 9 Nb R 12 / EN 1600 Аналог электродов: ЦТ-15; ЦЛ-11 |
С 0,03 Si 0,7 Mn 0,8 Cr 19,0 Ni 10,0 Nb 0,3 Fe 4-8% |
|
| ОК 63. 20 Тип покрытия – рутиловый. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ и т.п. Электрод со сверхнизким содержанием углерода. Легко зажигается, дает хорошее формирование шва, шлак легко отделяется. Может применяться на вертикаль- ной плоскости и в потолочном положении. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Электрод специально разработан для сварки тонкостенных труб и тонколистовых конструк- ций. Ток = + – U x.x.=50B Положение 1,2,3,4,5,6. |
Э-06Х19Н11Г2М2 ГОСТ 10052-75 E316L-16 / AWS 5.4-92 E 19 12 3 L R 1 1 / EN 1600 |
С < 0,03 Si 0,7 Mn 0,8 Cr 18,5 Ni 12,0 Mo 2,8 Fe 3-8% |
Предел текучести 480 МПа Предел прочности 580 МПа Удлинение 35% KCV +20°С 65 Дж -60 С 45 Дж -120 С 32 Дж |
ОК 63. 30 30Тип покрытия – рутиловый. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ и т.п. Электрод со сверхнизким содержанием углерода. Легко зажигается, дает хорошее формирование шва, шлак легко отделяется. Может применяться на вертикальной плоскости и в потолочном положении. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток = + – U x.x.=50B Положение 1,2,3,4,6. |
Э-06Х19Н11Г2М2 ГОСТ 10052-75 E316L-17 / AWS 5.4-92 E 19 12 3 L R 1 2 / EN 1600 |
С < 0,03 Si 0,8 Mn 0,8 Cr 18,5 Ni 12,0 Mo 2,8 Fe 3-8% |
Предел текучести 435 МПа Предел прочности 580 МПа Удлинение 40% KCV +20°С 60 Дж -125 С 32 Дж |
| ОК 63. 34 Тип покрытия – рутиловый . Свариваемые стали:03Х17Н14М2, 10Х17Н13МЗТ, 12Х18Н10Т. Электрод специально разработан и применяется для: 1.Сварки на вертикальной плоскости сверху вниз тонкостенных конструкций (стыковые и нахлестанные соединения), 2.  Корневых швов во всех пространственных Корневых швов во всех пространственныхположениях и при любой толщине металла, 3.Многопроходной сварки на вертикальной плоскости сверху вниз при толщине металла 6-8мм. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток =+ / ~ U x.x.=60B Положение 1,2,3,4,5,6. |
Э-06Х19Н11Г2М2 ГОСТ 10052-75 E316L-16 / AWS 5.4-92 E 19 12 3 L R 1 1 / EN 1600 |
С < 0,03 Si 0,7 Mn 0,7 Cr 18,0 Ni 12,0 Mo 2,8 Fe 3-8% |
Предел текучести 440 МПа Предел прочности 600 МПа Удлинение 40% KCV +20°С 65 Дж |
| ОК 63. 35 Тип покрытия – основной. Свариваемые стали:03Х17Н14М2, 10Х17Н13МЗТ и т.п. Электрод отличается повышенной устойчивостью против образова – ния пор и сварочных трещин, высокими сварочно-технологическими свойствами при сварке на вертикальной плоскости и в потолочном положении. Кроме сварки нержа – веющих сталей, используется для сварки упрочняемых на воздухе сталей (типа броневых), разнородных сварных соединений (нержавеющих сталей с углеродистыми и низколегированными).  Обеспечивает стойкость металла шва против межкристал- литной коррозии. Ток = + Обеспечивает стойкость металла шва против межкристал- литной коррозии. Ток = +Положение 1,2,3,4,6. |
Э-06Х19Н11Г2М2 ГОСТ 10052-75 E316L-15 / AWS 5.4-92 E 19 12 3 L B 2 2 / EN 1600 |
С < 0,04 S 0,5 Mn 1,7 Cr 18,5 Ni 12,0 Mo 2,8 Fe 3-8% |
Предел текучести 435 МПа Предел прочности 580 МПа Удлинение 40% KCV +20°С 95 Дж -60°С 60 Дж |
| ОК 63. 80 Тип покрытия – рутиловый Свариваемые стали: 03Х17Н14М2, 08Х17Н13М2Т, 10Х17Н13МЗТ и т. п. Электрод применяется для сварки стабилизированных титаном или ниобием нержавеющих сталей. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток = + / ~ U х.х.=50В Положение 1,2,3,4,6 |
Э-03Х19Н12МЗБ ГОСТ 10052-75 E 318-17 / AWS A5.4 E 19 12 3 Nb R 3 2 /EN 1600 |
С < 0,03 Si 0,8 Mn 0,6 Cr 18,0 Ni 12,0 Mo 2,8 Nb 0,6 Fe 6-12% |
Предел текучести 490 МПа Предел прочности 620 МПа Удлинение 35% KCV +20°С 55 Дж |
ОК 63. 85 85Тип покрытия – основной Свариваемые стали: 03Х17Н14М2, 08Х17Н13М2Т, 10Х17Н13МЗТ и т. п. Электрод применяется для сварки стабилизированных титаном или ниобием нержавеющих сталей. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток = + Положение 1,2,3,4,6 |
E 318-15 / AWS A5.4 Аналог электрода НЖ-13 |
С < 0,06 Si 0,2-0,7 Mn 1,3-2,0 Cr 17,5-19,5 Ni 11,0-13,0 Mo 2,5-3,0 Nb <1,1 Cu <0,2 |
Предел текучести 490 МПа Предел прочности 640 МПа Удлинение 35% KCV +20°С 65 Дж -120°С 45 Дж |
| ОК 64. 30 Тип покрытия – рутиловый. Свариваемые стали: 03Х16Н15МЗ, О3Х17Н14М2, 08Х17Н13М2Т, 10Х17П13МЗТ и т.п. Электрод с высокими сварочно-технологическими свойствами. Хорошо варит во всех пространственных положениях. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток =+ / ~ U x.x.50B Положение 1,2,3,4,6.  |
Э-02Х20Н14Г2М2 ГОСТ 10052-75 E317L-17/ AWS 5.4-92 E 19 13 4 L R 3 2 / EN 1600 |
С < 0.03 Si 0,7 Mn 0,7 Cr 19,0 Ni 13,0 Mo 3,7 Fe 5-10% |
Предел текучести 450 МПа Предел прочности 600 МПа Удлинение 40% KCV +20°С 45 Дж |
| ОК 64. 63 Тип покрытия – рутиловый. Свариваемые стали: 03Х16Н15МЗ, 03Х17h24М2, 03Х21Н21М4ГБ и т.п. Электрод обеспечивает получение полностью аустенитного сварного шва с очень высокой коррозионной стойкостью. Наплавленный металл обладает высокой стойкостью против питинговой коррозии, коррозии под напряжением и межкристаллитной коррозии. Хорошо cваривает во всех пространственных положениях. Применяется в машиностроении для нефтяной и химической промышленности. Ток = + / ~ U x.x.=60B Положение 1,2,3,4,6. |
Э-ОЗХ19Н17Г2АМ4 ГОСТ 10052-75 E 18 16 5 L R 3 2 / EN 1600 |
С < 0,04 Si 0,5 Mn 2,7 Cr 18,0 Ni 17,0 Mo 4,7 N 0,13 Fe 0% |
Предел текучести 450 МПа Предел прочности 640 МПа Удлинение 40% KCV +20°С 80 Дж -140°С 45 Дж |
ОК 67. 15 15Тип покрытия – основной . Свариваемые стали: 10Х23Н18, 10Х25Н20, 20Х25Н20С2 и т.п. Электрод обеспечивает получение сварного шва с высокой прочностью при высоких температурах. Температура окалинообразования наплавленного металла – 1100-1150°С. Кроме сварки нержавеющих сталей, используется при сварке закаливающихся на воздухе сталей типа броневых, получения разнородных сварных соединений. Ток =+ Положение 1,2,3,4,6. |
10X25h30 E310-15 / AWS 5.4-92 E 25 20 B 2 2 / EN 1600 |
С 0,1 Si 0,3 Mn 2,0 Cr 26,0 Ni 20,0 Fe 0% |
Предел текучести 410 МПа Предел прочности 610МПа Удлинение 40% KCV +20°С 100 Дж |
| ОК 67. 50 Тип покрытия – рутиловый . Свариваемые стали: 08Х21Н6М2Т, ферритоаустенитные нержавеющие стали с высоким cопротивлением коррозии под напряжением (дуплексные стали) и т.п. Электрод обеспечивает композицию наплавленного металла с высокими коррозионными свойствами и высоким пределом текучести.  Широко используется для сварки трубопроводов. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток =+ / ~ U x.x.=60B Широко используется для сварки трубопроводов. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток =+ / ~ U x.x.=60BПоложение 1,2,3,4,6. |
03Х22Н9АМЗ Е2209-17 / AWS 5.4-92 Е 22 9 3 L R 3 2 / EN 1600 |
С 0,03 Si 0,8 Mn 0,8 Cr 22,0 Ni 9,0 Mo 3,0 N 0,15 Fe 30-45% |
Предел текучести 630 МПа Предел прочности 780 МПа Удлинение 40% KCV +20°С 70 Дж |
| ОК 67. 60 Тип покрытия – рутиловый. Свариваемые cтали:10Х23Н18, 20Х23Н13 , 20Х23Н18 и т.п. Электрод обладает хорошими сварочно-технологическими свойствами при сварке во всех пространственных положениях. Применяется также для разнородных сварных соединений (нержавеющих сталей с углеродистыми), для нанесения подслоя при восстановлении (наплавкой) деталей. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток =+ / ~ U х.х.=55В Положение 1,2,3,4,6. |
03X25h23 E309L-17 / AWS 5.  4-92 4-92E23 12 L R 3 2 / EN 1600 |
С < 0,03 Si 0,8 Mn 0,8 Cr 24,0 Ni 13,0 Fe 12-22% |
Предел текучести 470 МПа Предел прочности 590 МПа Удлинение 40% KCV +20°С 60 Дж -80°С 40 Дж |
| ОК 67. 62 Тип покрытия –рутиловый. Свариваемые стали: разнородные сварные соединения нержавеющих сталей с углеродистыми. Электрод имеет стержень из углеродистой стали. Легирование осуществляется через покрытие. Более высокая скорость сварки в сравнении с обычными электродами на нержавеющем стержне. Высокая устойчивость против трещин. Электрод высокопроизводительный. Toк =+ / ~ U x.x.=55B Положение 1,2. |
Э-10Х25Н13Г2 ГОСТ10052-75 Е 309-26 / AWS 5.4-92 E 23 12 R 7 3 / EN 1600 |
С < 0,05 Si 0,8 Mn 0,6 Cr 24,0 Ni 12,5 Fe 12-22% |
Предел текучести 450 МПа Предел прочности 570 МПа Удлинение 35% KCV +20°С 60 Дж |
ОК 67. 70 70Тип покрытия – рутиловый. Электрод применяется для корневых проходов в плакирующем нержавеющем слое и промежуточном между плакирующим нержавеющим и углеродистым двухслойных сталей. Несмотря на перемешивание, металл сварного шва очень близок по составу к нержавеющему слою. Также рекомендуется для сварки ферритных нержавеющих сталей типа Х18М2, нержавеющих сталей с углеродистыми. Ток =+ / ~ U x.x.=55B Положение 1,2,3,4,6. |
02Х25Н13МЗ E309 Mo L-17 / AWS 5.4-92 Е 22 12 3 L R 3 2 / EN 1600 |
С < 0,03 Si 0,8 Mn 0,8 Cr 23,0 Ni 13,0 Mo 2,7 Fe 12-22% |
Предел текучести 500 МПа Предел прочности 620 МПа Удлинение 35% KCV +20°С 60 Дж |
| OK 67.75 Тип покрытия – основной Свариваемые стали: двухслойные с плакирующим нержавеющим слоем стали, разнородные сварные соединения нержавеющих с другими типами сталей. Аналогично ОК 67.70 электрод применяется для корневых проходов в промежуточном слое двухслойных сталей.  Обеспечивает стойкость сварного шва против межкристаллитной коррозии. Ток =+ Положение 1,2,3,4,6. Обеспечивает стойкость сварного шва против межкристаллитной коррозии. Ток =+ Положение 1,2,3,4,6. |
04X25h23M E 309L-15 / AWS 5.4-92 E 23 12 L B 4 2 / EN 1600 |
С < 0,03 Si 0,3 Mn 0,2 Cr 24,0 Ni 13,0 Mo 0,3 Fe 12-22 |
Предел текучести 470 МПа Предел прочности 600 МПа Удлинение 35% KCV +20°С 75 Дж -80°С 55 Дж |
| ОК 68. 15 Тип покрытия – основной. Свариваемые стали:08Х13, 12Х13, 20Х13 и т.п. Электрод дает ферритный металл шва. Обеспечивается высокая стойкость сварных соединений в сернистых газах. Ток =+ Положение 1,2,3,4,6. |
06Х13 Е410-15 / AWS 5.4-92 Е 13 B 4 2 / EN 1600 |
С 0,06 Si 0,5 Mn 0,5 Cr 13,0 |
Предел текучести 390 МПа Предел прочности 520 МПа Удлинение 25% KCV +20°С 5 Дж |
| ОК 68. 17 Тип покрытия – рутиловый. Свариваемые стали: Х13Н2 и т.  п. Электрод для сварки проката и литья мартенситных сталей типа Х13Н2. Дает мартенситную структуру металла шва. При сварке толстых листов рекомендуется подогрев до 100-120°С с последующей термообработкой для снятия остаточных напряжений ~650°С. п. Электрод для сварки проката и литья мартенситных сталей типа Х13Н2. Дает мартенситную структуру металла шва. При сварке толстых листов рекомендуется подогрев до 100-120°С с последующей термообработкой для снятия остаточных напряжений ~650°С.Toк =+ / ~ U x.x. =55B Положение 1,2,3,4,6 |
05Х12h5M E410Ni Mo -16 / AWS 5.4-92 E13 4 R 3 2 / EN 1600 |
С < 0,05 Si 0,5 Mn 0,7 Cr 12,0 Ni 4,6 Mo 0,5 |
Предел текучести 650 МПа Предел прочности 850 МПа Удлинение 15% KCV +20°С 45 Дж -10°С 45 Дж -40°С 40 Дж |
| ОК 68. 25 Тип покрытия – рутиловый. Свариваемые стали: 03Х17Н14М2,08Х17Н13М2Т, 10Х17Н13М3Т и т.п. Электрод применяется для сварки деталей из коррозионностойких мартенситных и мартенситноферритных сталей типа 13Cr4NiMo, как катанных, так и литых и кованных. Toк =+ Положение 1,2,3,4,6 |
E410Ni Mo -15 / AWS 5.4 E13 4 B 4 2 / EN 1600 |
С 0,03 Si 0,4 Mn 0,6 Cr 12,5 Ni 4,5 Mo 0,6 |
Предел текучести 680 МПа Предел прочности 880 МПа Удлинение 17% KCV +20°С 60 Дж -20°С 53 Дж |
OK 68. 53 53Тип покрытия – рутиловый. Свариваемые стали: аустенито-ферритные стали типа “Супер дуплекс” (Х25h20М4 и т. п) Металл сварного шва отличается высокой стойкостью против питтинговой, щелевой коррозии, коррозии под напряжением и межкристаллитной коррозии. Электрод имеет хорошие сварочно-технологические характеристики при сварке во всех пространственных положениях. Ток =+ / ~ U x.x.=60B Положение 1,2,3,4,6 |
03Х25h20М4АГ E 25 9 N L R 3 2 / EN 1600 |
С < 0,03 Si 0,5 Mn 0,7 Cr 25,5 Ni 9,5 Mo 4,0 N 0,25 Fe 30-40% |
Предел текучести 650 МПа Предел прочности 850 МПа Удлинение 30% KCV +20°С 50 Дж -40°С 35 Дж |
| OK 68. 60 Тип покрытия – рутиловый. Свариваемые стали: аустенито-ферритные стали типа Х25Н5М2, ферритные стали типа Х25Т, Х18Т и т.п. Электрод обеспечивает феррито-аустенитную структуру шва с высокой коррозионной стойкостью в серосодержащих средах.  Ток =+/ ~ U x.x.=60B Положение 1,2,3,4,6 |
10X25H5M2 E 25 4 R 3 2 / EN 1600 |
С 0,05 Si 1,1 Mn 1,2 Cr 26,0 Ni 5,0 Mo 1,5 N 0,18 Fe 60-80% |
Предел текучести 620 МПа Предел прочности 800 МПа Удлинение 15% KCV +20°С 30 Дж |
| Filarc BM310Mo-L Тип покрытия – рутиловый. Свариваемые стали: 03Х17Н14М2 и т.п. Электрод обеспечивает получение аустенитного шва с очень высокими коррозионными свойствами в хлорно-, азотно – и серно- кислотных средах. Широко применяется при изготовлении реакторов для производства мочевины. Обеспечивает стойкость металла шва против межкристаллитной коррозии. |
E 25 22 2 N L R 12 / EN 1600 | С 0,02 Si 0,25 Mn 4,5 Cr 25,0 Ni 22,50 Mo 2,1 N 0,15 Cu < 0,3 |
Предел текучести 442 МПа Предел прочности 623 МПа Удлинение 34% KV +20°С 54 Дж FN 0 |
ОК 69. 25 25Тип покрытия – основной. Нержавеющий электрод для сварки коррозионностойких, ненамагничивающихся и хладостойких сталей. Наплавленный металл имеет очень высокую ударную вызкость при низких температурах. Ток =+ Положение 1,2,3,4,6. Производится в упаковке VacPac |
E 20163 Mn N L В 42 / EN 1600 | С 0,03 Si 0,5 Mn 6,5 Cr 19,0 Ni 16,0 Mo 3,0 N 0,15 |
Предел текучести 450 МПа Предел прочности 650 МПа Удлинение 30% KV +20°С 90 Дж -196°С 50 Дж FN < 0,5 |
| ОК 69. 33 Тип покрытия – основной. Свариваемые стали: 03Х21Н21М4ГБ и т.п. Электрод обеспечивает получение аустенитного шва с очень высокими коррозионными свойствами в сернокислотных средах. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток =+/ ~ U x.x=65B Положение 1,2,3,4,6. |
03Х20Н25М5Д E 385-16 / AWS A5.4 E 20 25 5 Cu N L R 3 2 / EN 1600 |
С < 0,03 Si 0,5 Mn 1,0 Cr 20,5 Ni 25,0 Mo 5,0 Cu 1,5 Fe 0% |
Предел текучести 400 МПа Предел прочности 575 МПа Удлинение 35% KCV +20°С 80 Дж -140°С 45 Дж |
Часть 2, Раздел II — Материалы и спецификации | Интерактивное сопроводительное руководство по кодам ASME для котлов и сосудов высокого давления: критерии и комментарии по отдельным аспектам кодов для котлов и сосудов высокого давления | Электронные книги Gateway
В этой главе представлены различные спецификации материалов, из которых изготовлены котлы. В первом разделе этой главы прослеживается хронологическая эволюция материалов и связанных с ними технологий, от потребности в материалах для изготовления клепаных конструкций до признания сварки плавлением в качестве процесса изготовления.В это обсуждение включено применение современных материалов, пересмотр основы для установки допустимых значений напряжения и принятие Спецификаций на материалы, отличных от тех, которые одобрены ASTM. В следующих двух разделах обсуждаются Раздел II Кодекса, Часть A– Спецификации на черные металлы и Часть B– Спецификации на цветные металлы . Обсуждается следующее: Руководство по утверждению новых материалов в соответствии с Кодексом ASME по котлам и сосудам высокого давления (BPV); Подача технических запросов в комитет по котлам и сосудам под давлением; и Руководство по множественной маркировке материалов.Четвертый раздел обеспечивает основу для спецификаций и стандартов, охватываемых разделом II, часть C– «Спецификация сварочных стержней, электродов и присадочных материалов », и их связи со спецификациями ANSI / AWS.
В первом разделе этой главы прослеживается хронологическая эволюция материалов и связанных с ними технологий, от потребности в материалах для изготовления клепаных конструкций до признания сварки плавлением в качестве процесса изготовления.В это обсуждение включено применение современных материалов, пересмотр основы для установки допустимых значений напряжения и принятие Спецификаций на материалы, отличных от тех, которые одобрены ASTM. В следующих двух разделах обсуждаются Раздел II Кодекса, Часть A– Спецификации на черные металлы и Часть B– Спецификации на цветные металлы . Обсуждается следующее: Руководство по утверждению новых материалов в соответствии с Кодексом ASME по котлам и сосудам высокого давления (BPV); Подача технических запросов в комитет по котлам и сосудам под давлением; и Руководство по множественной маркировке материалов.Четвертый раздел обеспечивает основу для спецификаций и стандартов, охватываемых разделом II, часть C– «Спецификация сварочных стержней, электродов и присадочных материалов », и их связи со спецификациями ANSI / AWS. В обсуждение включены система классификации электродов, описания материалов, области применения сварочных материалов, закупка сварочных материалов и сертификация присадочного металла. В пятом разделе рассматриваются важные аспекты раздела II, часть D– Properties .Обсуждаются свойства черных и цветных сплавов, используемых при проектировании компонентов для норм BPV и ядерных строительных норм. В последнем разделе обсуждаются Раздел II, Часть A и Часть B – Международные спецификации материалов . Раздел II ASME включает правила принятия спецификаций материалов признанных национальных или международных организаций, кроме ASTM. В этом разделе также обсуждается процесс принятия спецификаций Комитета по стандартизации в Европе с последствиями для соответствующих спецификаций ASME.
В обсуждение включены система классификации электродов, описания материалов, области применения сварочных материалов, закупка сварочных материалов и сертификация присадочного металла. В пятом разделе рассматриваются важные аспекты раздела II, часть D– Properties .Обсуждаются свойства черных и цветных сплавов, используемых при проектировании компонентов для норм BPV и ядерных строительных норм. В последнем разделе обсуждаются Раздел II, Часть A и Часть B – Международные спецификации материалов . Раздел II ASME включает правила принятия спецификаций материалов признанных национальных или международных организаций, кроме ASTM. В этом разделе также обсуждается процесс принятия спецификаций Комитета по стандартизации в Европе с последствиями для соответствующих спецификаций ASME.
История
Деннис Рахой, Марвин Л. Карпентер и Доменик А. Канонико были первоначальными авторами этой главы. Второе и третье издания были обновлены Марвином Л. Карпентером, Эльмаром Упитисом и Ричардом А. Моеном. Четвертое издание обновили Эльмар Упитис, Марвин Л. Карпентер, Джон Ф. Грабб, Ричард С. Сазерлин, Джеффри Генри, К. В. Роули и Энн Шодуле. Пятое издание было обновлено Ричардом С. Сазерлином, Джеффри Генри и Анн Шодуле. Текущее онлайн-издание было обновлено Анн Шодуэ, Эльмаром Упитисом и Джоном Граббом.
Моеном. Четвертое издание обновили Эльмар Упитис, Марвин Л. Карпентер, Джон Ф. Грабб, Ричард С. Сазерлин, Джеффри Генри, К. В. Роули и Энн Шодуле. Пятое издание было обновлено Ричардом С. Сазерлином, Джеффри Генри и Анн Шодуле. Текущее онлайн-издание было обновлено Анн Шодуэ, Эльмаром Упитисом и Джоном Граббом.
Механохимически синтезированные композиты Cu3P / C в качестве преобразующего электрода для литий-ионных и Na-ионных аккумуляторов в различных электролитах
Основные характеристики
- •
Синтез Cu 3 P путем сухого измельчения в шаровой мельнице с высокой энергией и сравнение Хранение Li и Na в разных электролитах.
- •
Диглимовые электролиты имеют явные преимущества перед карбонатными электролитами с точки зрения продолжительности цикла и емкости.
- •
Емкость накопителя Li для Cu 3 P больше по сравнению с емкостью накопления Na (210 против100 мАч г −1 ).

- •
Исследования XPS и XRD не подтвердили образование Na 3 P и Li 3 P в качестве продуктов разряда.
- •
Использование диглима приводит к гораздо более стабильному «дыханию» электрода по сравнению с использованием карбонатных электролитов.

Реферат
Фосфид меди (Cu 3 P) представляет собой электрод преобразования потенциально высокой объемной емкости для использования в литий-ионных, а также в Na-ионных батареях.Здесь мы изучаем литий и натрий-накопительные свойства композитов Cu 3 P / углерод (Cu 3 P / C), содержащих 70 мас.% Cu 3 P и 30 мас.% Технического углерода. Cu 3 P получают путем реактивного измельчения в шаровой мельнице из элементов, а на втором этапе Cu 3 P смешивают с углеродной сажей путем инертного измельчения в шаровой мельнице. Структура и морфология характеризуются рентгеновской дифракцией (XRD), а также сканирующей и просвечивающей электронной микроскопией (SEM, TEM). Электрохимические свойства изучаются в полуэлементах Li и Na с различными типами электролитов на основе карбонатов (EC: смесь DMC) или диглима, причем последний явно приводит к лучшим результатам, таким как более высокая емкость, лучший срок службы и меньшая поляризация.После 120 циклов Li-элемент показал емкость 210 мАч g -1 , в то время как для Na-элемента было обнаружено около 120 мАч g -1 . Вклад углеродной сажи незначителен в случае ячейки Li, в то время как она становится важным фактором в ячейке Na. Расширение / сжатие электрода во время цикла («дыхание»), определяемое дилатометрией in situ, является довольно постоянным в диглимовых электролитах, в то время как в карбонатных электролитах наблюдается быстрое затухание.
Электрохимические свойства изучаются в полуэлементах Li и Na с различными типами электролитов на основе карбонатов (EC: смесь DMC) или диглима, причем последний явно приводит к лучшим результатам, таким как более высокая емкость, лучший срок службы и меньшая поляризация.После 120 циклов Li-элемент показал емкость 210 мАч g -1 , в то время как для Na-элемента было обнаружено около 120 мАч g -1 . Вклад углеродной сажи незначителен в случае ячейки Li, в то время как она становится важным фактором в ячейке Na. Расширение / сжатие электрода во время цикла («дыхание»), определяемое дилатометрией in situ, является довольно постоянным в диглимовых электролитах, в то время как в карбонатных электролитах наблюдается быстрое затухание.
Ключевые слова
Cu 3 P
Na-ионные и литий-ионные батареи
Шаровая мельница
Diglyme
In situ дилатометрия
Рекомендуемые статьи Цитирующие статьи (0)
© 2020 Автор (s ). Опубликовано Elsevier Ltd.
Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Ссылки на статьи
аксессуары DC-STIMULATOR – NeuroCare Group
Для наших устройств DC- STIMULATOR мы предлагаем широкий спектр аксессуаров, таких как электроды различных размеров и форм, кабели и пасты. Вы можете заказать эти изделия по отдельности или в комплекте. Пожалуйста свяжитесь с нами. Мы с радостью посоветуем вам, какие электроды лучше всего подходят для вашего проекта.
Щелкните значок «+» рядом с категорией, чтобы просмотреть список аксессуаров.
Пожалуйста, отправьте ваш заказ по электронной почте: [email protected]
стартовый комплект для DC-STIMULATOR / DC-STIMULATOR MOBILE
Стартовый комплект оборудования для DC- STIMULATOR и DC- STIMULATOR MOBILE состоит из:
- 1 пара резиновых электродов разных типоразмеров (прямоугольные)
- 1 пара губчатых подушек
- 1 пара соединительных кабелей
- 1 комбинация эластичных резиновых ремней для крепления электрода к головке
Все компоненты можно заказать по отдельности или в упаковках (см. Следующие категории).
Следующие категории).
стартовый комплект оборудования
9 см²
№ для заказа 305018
стартовый комплект оборудования
25 см²
№ для заказа 305010
стартовый комплект оборудования
35 см²
№ для заказа 305012
стартовый комплект оборудования
50 см²
№ для заказа 305014
стартовый комплект оборудования
100 см²
№ для заказа 305016
стартерные комплекты для DC-STIMULATOR MC
Каждый стартовый комплект оборудования для СТИМУЛЯТОРА DC- MC4 состоит из:
- 4 пары резиновых электродов разных типоразмеров (прямоугольные)
- 4 пары губчатых подушек
- 4 пары соединительных кабелей
- 4 комбинации эластичных резиновых ремешков для крепления электрода к головке
При использовании СТИМУЛЯТОРА DC- MC8 или MC16 вам потребуются 2 или 4 стартовых набора.
Все компоненты можно заказать по отдельности или в упаковке по стоимости (см. Следующие категории).
комплект электродов MC4
3 x 3 см (9 см²)
№ для заказа 305026
пачка электродов MC4
5 x 5 см (25 см²)
№ для заказа 305020
пачка электродов MC4
5 x 7 см (35 см²)
№ для заказа 305021
электроды резиновые типоразмеры (прямоугольные)
Указанные размеры – приблизительные значения .
3 x 3 см
9 см²
1 пара
# 305054
5 x 5 см
25 см²
1 пара
# 305050
5 x 7 см
35 см²
1 пара
# 305051
5 x 10 см
50 см²
1 пара
# 305052
10×10 см
100 см²
1 пара
# 305053
губки для резиновых электродов
Указанные размеры – приблизительные значения .
5 x 5 см
25 см²
1 пара
# 305060
5 x 7 см
35 см²
1 пара
# 305061
5 x 10 см
50 см²
1 пара
# 305062
10×10 см
100 см²
1 пара
# 305063
3 x 3 см
9 см²
1 пара
# 305064
3 x 3 см
9 см²
10 пар
# 305064-11
5 x 5 см
25 см²
10 пар
# 305065
5 x 7 см
35 см²
10 пар
# 305066
5 x 10 см
50 см²
10 пар
# 305067
10×10 см
100 см²
10 пар
# 305068
ценные пачки электродов и губок
в упаковке 9 см²
№ заказа 305112 (упаковка 5 шт.)
№ заказа 305122 (упаковка 10 шт.)
ценная упаковка 25 см²
№ заказа 305113 (упаковка 5 шт. )
)
№ заказа 305123 (упаковка 10 шт.)
ценная упаковка 35 см²
№ заказа 305114 (упаковка 5 шт.)
№ заказа 305124 (упаковка 10 шт.)
резиновые электроды для MR
Указанные размеры – приблизительные значения .
подходит для MR
5 x 5 см
25 см²
1 пара
№ для заказа 305055
подходит для MR
5 x 7 см
35 см²
1 пара
№ для заказа 305056
подходит для MR
5 x 10 см
50 см²
1 пара
№ для заказа 305057
подходит для MR
3 x 3 см
9 см²
1 пара
№ заказа 305059
электроды резиновые – специальные размеры и формы
Указанные размеры – приблизительные значения .
Ø: 10 мм
площадь: 0,8 см²
без отверстия
толщиной 2 мм
1 пара
№ заказа 305090-01
Ø: 20 мм
площадь 3 см²
без отверстия
толщиной 1 мм
1 пара
№ для заказа 305090-02
Ø: 34 мм
площадь: 9 см²
без отверстия
толщиной 2 мм
1 пара
№ заказа 305090-03
Ø: 45 мм
площадь: 16 см²
без отверстия
толщиной 2 мм
1 пара
№ для заказа 305090-04
Ø: 75 мм
площадь: 44 см²
без отверстия
толщиной 2 мм
1 пара
№ заказа 305090-05
Ø: 80 мм
площадь: 50 см²
без отверстия
толщиной 2 мм
1 пара
№ заказа 305090-06
Ø: 25 мм
площадь: 5 см²
без отверстия
толщиной 2 мм
1 пара
№ заказа 305090-11
50 мм x 30 мм
площадь: 37 см²
Толщина 1 мм
1 пара
№ заказа 305090-14
140 мм x 70 мм
площадь: 98 см²
размер: 2 мм
1 пара
№ для заказа 305090-10
внешний Ø: 75 мм
внутренний Ø: 20 мм
площадь: 40 см²
с отверстием
толщиной 2 мм
1 пара
№ заказа 305090-07
внешний Ø: 100 мм
внутренний Ø: 75 мм
площадь: 40 см²
с отверстием
толщиной 2 мм
1 пара
№ для заказа 305090-08
внешний Ø: 48 мм
внутренний Ø: 24 мм
площадь: 15 см²
с отверстием
толщиной 2 мм
1 пара
№ заказа 305090-12
внешний Ø: 110 мм
внутренний Ø: 90 мм
площадь: 31 см²
с отверстием
толщиной 2 мм
1 пара
№ заказа 305090-13
внешний Ø: 75 мм
внутренний Ø: 30 мм
площадь: 37 см²
с отверстием
толщиной 2 мм
1 пара
№ для заказа 305090-15
внешний Ø: 100 мм
внутренний Ø: 70 мм
площадь: 40 см²
с отверстием
толщиной 2 мм
1 пара
№ для заказа 305090-16
внешний Ø: 45 мм
внутренний Ø: 15 мм
площадь: 14 см²
с отверстием
толщиной 2 мм
1 пара
№ заказа 305090-17
Учебный набор HD-tDCS, tDCS / tACS + EEG
6 пар
№ для заказа 305091
бейсболки
Колпачок электрода ЭЭГ
без разъемов для адаптеров
ремешок для подбородка
№ для заказа 0
Колпачок электрода ЭЭГ для ASIA
без разъемов для адаптеров
ремешок для подбородка
№ для заказа 1
другие материалы (резиновые ленты, тросы, пасты. ..)
..)
соединительный кабель для резиновых электродов
прибл. 150 см
1 пара (1 канал)
№ для заказа 305069
эластичный каучуковый ремешок
для резиновых электродов
1 комплект
№ для заказа 305070
Удлинительный резиновый ремешок
для резиновых электродов
1 комплект
№ для заказа 305070-12
Лента на липучке ® для резиновых электродов
1 комплект
№ для заказа 305072
удлинитель соединительных кабелей для резиновых электродов (5 м)
1 пара (1 канал)
№ для заказа 305075
удлинитель соединительных кабелей для резиновых электродов (10 м)
1 пара (1 канал)
№ для заказа 305076
Электродная паста Ten20
3 банки по 228 г
№ для заказа
1
Электродная паста Ten20
3 банки по 114 г
№ для заказа
2
Лаборатория экологических испытаний питьевой воды Центр исследований воды
Лаборатория экологических испытаний питьевой воды Центр исследований воды Рекомендуемые
Ссылка:
LEED
Сертифицированные учебные курсы – Зеленое строительство – Green Associate
Water-Research. net – Веб-сайт
Посвящается информации для частных владельцев скважин,
net – Веб-сайт
Посвящается информации для частных владельцев скважин,
Оценка систем очистки воды и сточных вод, а также образование / информационно-пропагандистская деятельность
Программы – Нам нужны ваши
Помощь.
Г-н Брайан Орам – лицензированный профессиональный геолог.
и почвовед с более чем 20-летним опытом работы с землей и
науки об окружающей среде. Г-н Орам проводил исследования и консультировал
проекты, связанные с кислотным дренажем шахт (AMD), шахтным дренажем,
программы мониторинга озер и ручьев, создание и мониторинг водно-болотных угодий, фильтрация
оценка производительности завода, испытания новых устройств водоподготовки
и системы, гидрогеологические оценки, геологические исследования, почвы
испытания, морфологические оценки почвы, колодец
бурение и строительство, проверка питьевой воды, комплект для проверки воды по почте
программа и мелиорация земель.Г-н Орам также принимал участие в мониторинге граждан и других программах экологического обучения для групп. в Соединенных Штатах, Европе и даже в бывшем Советском Союзе.
в Соединенных Штатах, Европе и даже в бывшем Советском Союзе.
Домовладельцев
Проведите тестирование воды в рамках программы
в рамках нашей программы тестирования питьевой воды для частных владельцев скважин
НЕОБХОДИМОСТЬ Базовые испытания, связанные с разработкой природного газа
Бесплатная помощь PA
Жители
База данных грунтовых вод для граждан
Как насчет обмена ссылками – Количество посетителей – 1500 – 2000+ уникальных в день
Посетите наш онлайн-блог – Мой
2 цента – Хорошо, может быть квартал
Название: Пенсильвания
Решения по охране окружающей среды
************************
Главная | Питьевой
Справочные руководства по воде | Контакт
Us
Доступен тест
Параметры
Область научных интересов,
Финансируемые исследования и прикладные исследования
Информация для домовладельцев Тестирование воды
Экологические
Темы – инфильтрация, проницаемость, почвоведение,
Защита устья скважины, подземные воды, водоразделы
Презентации в PowerPoint
Курсы повышения квалификации –
Обучение OSHA,
Инженеры,
Геологи,
Устойчивое развитие,
Архитекторы, LEED Обучение и профессиональное обучение (AIA)
Мониторинг водосбора,
Исследования, обучение,
Исследования озер и водосборов, гражданский мониторинг, программы добровольного мониторинга
Вода
Библиотека – PDF-файлы по вопросам и темам, связанным с водой,
Tools
для специалистов по окружающей среде, граждан и студентов
Практика на местах и
Семинары по наукам о Земле
Affiliations and Hot Links
| Поиск Наш сайт |
Центр водных исследований Центр водоразделов Citizen Science
Продвигайте свою страницу тоже
Новая партнерская программа
часть веб-дизайна
Pros Network
«со специализацией в области образования и обучения профессий и устойчивого развития»
Ионно-селективные электроды | Радноти
Radnoti с гордостью представляет Micro Electrodes Inc. изготовленные электроды. Эти электроды, специально разработанные для использования с системами Radnoti, имеют минимальную общую длину, чтобы снизить риск поломки при установке в настольные системы. Поскольку со многими компонентами системы может потребоваться работа в то или иное время, электроды поддерживают минимальное внешнее воздействие, чтобы избежать непреднамеренного повреждения электродов при обслуживании систем. Компактный дизайн по-прежнему включает в себя все желаемые особенности и преимущества оригинальной конструкции микроэлектродов.
изготовленные электроды. Эти электроды, специально разработанные для использования с системами Radnoti, имеют минимальную общую длину, чтобы снизить риск поломки при установке в настольные системы. Поскольку со многими компонентами системы может потребоваться работа в то или иное время, электроды поддерживают минимальное внешнее воздействие, чтобы избежать непреднамеренного повреждения электродов при обслуживании систем. Компактный дизайн по-прежнему включает в себя все желаемые особенности и преимущества оригинальной конструкции микроэлектродов.
pH микроэлектрод
# MI-410 Микрокомбинированный pH-микроэлектрод
Измеряет объемы от 5 мкл. Каждый комбинированный pH-электрод включает бутылку раствора сравнения.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 15 см
Длина провода: 1 м
Корпус (внешний диаметр): 6 мм
Наконечник (внешний диаметр) pH: 1,2 мм
Ref + pH: 2,5 мм
Время отклика: от 5 до 15 секунд
Глубина погружения: от 1,5 до 2 мм
Чувствительность: pH от 0 до 14
Диапазон температур: от -5 до 100 ° C
Тип электрода сравнения: раствор и электрод 3M KCl и Ag-AgCl
К + Ионный микроэлектрод
# MI-442 K + Ионный микроэлектрод
Этот миниатюрный электрод находит множество применений в анализе общего назначения и в микрохимических исследованиях. Это требует использования внешнего электрода сравнения, такого как микроэлектрод сравнения MI-409. Также доступен в конфигурации Flow-thru, аналогично 8-705, 16-705.
Это требует использования внешнего электрода сравнения, такого как микроэлектрод сравнения MI-409. Также доступен в конфигурации Flow-thru, аналогично 8-705, 16-705.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 14,6 см
Длина кабеля: 1 м
Корпус (внешний диаметр): нержавеющая сталь 3,2 мм
Наконечник (внешний диаметр): ПВХ 2,4 мм
Чувствительность: от 10o до 10-5 M K +
Диапазон температур: 0oC до 50oC
Время отклика: от 5 до 15 секунд
Глубина погружения: 0,1 мм
Селективность: K + / Na + = 1000
K + / (Nh5) + = 100
Ca ++ Ионный микроэлектрод
# MI-600 Ca ++ Ионный микроэлектрод
Этот миниатюрный электрод находит множество применений в анализе общего назначения и в микрохимических исследованиях.Это требует использования внешнего электрода сравнения, такого как микроэлектрод сравнения MI-409. Также доступен в конфигурации Flow-thru, аналогично 8-705, 16-705.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 14,6 см
Длина кабеля: 1 м
Корпус (внешний диаметр): 3,2 мм
Наконечник (внешний диаметр): 2,4 мм
Чувствительность: от 10o до 10-6 M Ca ++
Диапазон температур: 0oC до 50oC
Время отклика: от 5 до 15 секунд
Глубина погружения: 0,1 мм
Селективность: Ca ++ / Mg ++ = 20000
Ca ++ / Na + = 10000
Ca ++ / K + = 10000
Микроэлектрод O2
# MI-730 Микроэлектрод с погружным кислородом
Микро-кислородный электрод MI-730 отличается незначительным потреблением кислорода, быстрым откликом и требует меньше капли. Каждый электрод поставляется с 6 мембранами в сборе и флаконом с раствором электролита.
Каждый электрод поставляется с 6 мембранами в сборе и флаконом с раствором электролита.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина 8,6 см
Длина кабеля: 2 м
Корпус (внешний диаметр): 3 мм
Наконечник (внешний диаметр): 3 мм
Диапазон отклика: от 0 до 100%
Время отклика: менее 20 секунд
Глубина погружения: 0,1 мм
Ссылка: тип электрода Ag
Чувствительность: 1700 пА на воздухе при 25 ° C
Расход O2 в воздухе при 25 ° C: 2,5 x 10-4 мкл / час
Na + Ионный микроэлектрод
# MI-420 Na + Ионный микроэлектрод
Этот миниатюрный электрод находит множество применений в анализе общего назначения и в микрохимических исследованиях.Это требует использования внешнего электрода сравнения, такого как наш микроэлектрод сравнения MI-409. Также доступен в конфигурации Flow-thru, аналогично 8-705 и 16-705.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 14,6 см
Длина кабеля: 1 м
Корпус (внешний диаметр): 2 мм
Наконечник (внешний диаметр): 1,5 мм
Чувствительность: от 10o до 10-5 Na + M
Диапазон температур: – От 5oC до 100oC
Время отклика: от 5 до 15 секунд
Глубина погружения: 1,0 мм
Селективность: Na + // K + = 1000
Ag + / K + = 1. 5 x 106
5 x 106
Ag + / Li + = 250
Na + / (Nh5) + = 3000
# MI-425 Микроэлектрод ионов Na +
Каждый комбинированный зонд натрия включает в себя флакон с раствором сравнения. Этот микроэлектрод также доступен в тонкой конфигурации.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 15 см
Длина кабеля: 1 м
Корпус (внешний диаметр): 6 мм
Наконечник (внешний диаметр): Na + 1,5 мм
Na + + Артикул: 3,2 мм
Время отклика: от 5 до 15 секунд
Глубина погружения: 1.5 мм
Чувствительность: насыщенный до 10-6M Na +
Диапазон температур: от -5o до 100oC
Тип электрода сравнения: раствор и электрод 1M KCl и Ag-AgCl
Селективность Na + / K = 1000
Na + / (Nh5) + = 3000
Ag + / K + = 1,5 x 106
Ag + / Li + = 250
Нх4, (Нх5) + микроэлектрод
# MI-740 Погружной тип Nh4, (Nh5) + микроэлектрод
Микроаммиачный электрод MI-740 отличается быстрым откликом и требует меньше капли.
Каждый электрод поставляется с 6 мембранами в сборе, бутылкой с раствором электролита и бутылкой NaOH (без аммиака).
Принадлежности: Комплект сменного корпуса мембраны для MI-740A: В комплект входят 6 мембран, 1 флакон раствора электролита и 1 флакон NaOH (без аммиака).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина 8,6 см
Длина кабеля: 2 м
Корпус (внешний диаметр): 6 мм
Наконечник (внешний диаметр): 3 мм
Диапазон концентраций: от 1 до 10-6 M) от 17000 до 0,02 ppm)
Чувствительность: 53 мВ / декада
Помехи: летучие амины
Время отклика: от 2 до 3 минут
Глубина погружения: 0,1 мм
Тип электрода сравнения: Ag-AgCl
# MI8-740 и # MI16-740 Проточные Nh4, (Nh5) + микроэлектроды (для 1/8 ″% 1/16 ″ I.D. Трубки)
Эти миниатюрные электроды идеально подходят для контроля аммиака в непрерывном потоке, например, воды, крови, мочи, физиологических жидкостей и т. Д. Они отличаются быстрым откликом и требуют меньше капли. Каждый микроэлектрод поставляется с 6 мембранами в сборе, флаконом с раствором электролита и флаконом с NaOH (без аммиака).
Каждый микроэлектрод поставляется с 6 мембранами в сборе, флаконом с раствором электролита и флаконом с NaOH (без аммиака).
Принадлежности : 8-740A и 16-740A Комплекты корпуса: В комплект входят 6 Т-образных мембран, флакон с раствором электролита и флакон с NaOH (без аммиака).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 8,6 см
Длина кабеля: 2 м
Диаметр цилиндра мембраны: 3 мм
Материал корпуса: акрил
Материал проточной ячейки: полисульфон
Объем ячейки (Т-образные фитинги): 0,093 мл и 0,011 мл
Чувствительность: 53 мВ / декада
Время отклика: от 2 до 3 минут
Диапазон отклика: от 1 до 10-6 M (от 17000 до 0,02 ppm)
Т-образные фитинги: (размер) 1/8 ″ и 1/16 ″
Помехи: летучие амины
СО2 микроэлектрод
# MI-720 Микроэлектрод для СО2 погружного типа
Этот миниатюрный электрод для углекислого газа отличается быстрым откликом и требует меньше капли. Каждый микроэлектрод снабжен 6 мембранами в сборе и флаконом с раствором электролита.
Каждый микроэлектрод снабжен 6 мембранами в сборе и флаконом с раствором электролита.
Принадлежности : Комплект сменного корпуса мембраны для MI-720A: В комплект входят 6 мембран и 1 флакон с раствором электролита.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Общая длина: 8,6 см
Длина кабеля: 2 м
Корпус (внешний диаметр): 6 мм
Наконечник (внешний диаметр): 3 мм
Диапазон концентраций: от 10-2 до 10-4M (от 440 до 4,4 ppm)
Чувствительность: 0,4 мв / мм CO2
Помехи: слабые летучие кислоты
Время отклика: менее 1 мин
Глубина погружения: 0.1 мм
Электрод сравнения: тип Ag-AgCl
Электроды электропроводящие
# MI-915 и MI-905 Микроэлектроды для измерения проводимости погружного типа
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (MI-915 MI-005)
Общая длина: 14,6 см 14,6 см
Длина кабеля: 1 м 1 м
Корпус (внешний диаметр): 3,2 мм 2,4 мм
Постоянная ячейки (приблизительно): 1 1
Глубина погружения: 5 мм 5 мм
Материал проточной ячейки: ABS ABS
Милливольтный адаптер
# MV-ADPT Милливольтный адаптер
Для использования с любыми Microelectrodes, Inc. pH / ионные электроды. При заказе укажите разъем, необходимый для подключения кабеля к адаптеру. Мы предоставим соединительный шнур между адаптером и вашим измерительным прибором. Пожалуйста, укажите это также при заказе.
pH / ионные электроды. При заказе укажите разъем, необходимый для подключения кабеля к адаптеру. Мы предоставим соединительный шнур между адаптером и вашим измерительным прибором. Пожалуйста, укажите это также при заказе.
Этот адаптер позволяет напрямую подключать pH / ионный электрод к устройству считывания напряжения (т. Е. Ленточной диаграмме, плате A / D, DVM) без необходимости использования pH / иономера. Вам нужно будет решать уравнения Нернста вручную или с помощью компьютера.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер: 28.5 мм x 22,4 мм x 58 мм
Требования к питанию: 1 литиевая батарея CR2032 3 В
Срок службы батареи: 5 лет
Вес: 70 граммов
Выход: 1 мВ / мВ Вход
Разъемы: LEMO 00.250
Адаптер кислородного электрода
# O2-ADPT Кислородный адаптер
Для использования с любыми Microelectrodes, Inc. Кислородные электроды. При заказе укажите разъем, необходимый для подключения кабеля к адаптеру. Мы предоставим соединительный шнур между адаптером и вашим измерительным прибором. Пожалуйста, уточняйте при заказе.
Мы предоставим соединительный шнур между адаптером и вашим измерительным прибором. Пожалуйста, уточняйте при заказе.
Этот адаптер позволяет напрямую подключать кислородный электрод к устройству считывания напряжения (т. Е. Ленточной диаграмме, плате A / D, DVM) без кислородного измерителя. Вам нужно будет откалибровать вручную или использовать компьютер.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер: 28,5 мм x 22,4 мм x 58 мм
Требования к питанию: 2 литиевые батареи CR2032 3 В
Срок службы батареи: 2 года
Вес: 70 грамм
Выход: 1 мВ / 5 пА Вход
Разъемы: LEMO 00.250
Электроды, стержни и проволока Наклейка из нержавеющей стали 316L 2.Электроды для дуговой сварки 6 мм x 300 мм x 1 килограмм Стержни и т. Д.
Электроды, прутки и проволока Палочка из нержавеющей стали 316L 2,6 мм x 300 мм x 1 килограмм Электроды для дуговой сварки Стержни и т. Д.- Бизнес, офис и промышленность
- Металлообработка / фрезерование / сварка
- Сварка и пайка
- Сварка
- Электроды, стержни и провода
- Сварочные стержни и провода
- Палка Нержавеющая сталь 316L 1,6 мм x 300 мм Электроды для дуговой сварки Стержни
 org/ListItem”> Дом
org/ListItem”> Дом Стержень из нержавеющей стали 316L 2.Электроды для дуговой сварки 6 мм x 300 мм x 1 килограмм Стержни, сталь 2,6 мм x 300 мм x 1 килограмм Электроды для дуговой сварки Стержни Стержни из нержавеющей стали 316L, Электроды / стержни для дуговой сварки из нержавеющей стали 316L, диаметр 2,6 мм x длина 300 мм, 1 килограмм Pkt (примерно 53 стержня), Бесплатная доставка на все заказы Tax-Free. Бесплатная доставка Большие этикетки Маленькие цены Экономьте от 25% до 65% каждый день на дизайнере. Стержни стержней электродов для дуговой сварки 300 мм x 1 кг Нержавеющая сталь 316L 2,6 мм x.
Бесплатная доставка Большие этикетки Маленькие цены Экономьте от 25% до 65% каждый день на дизайнере. Стержни стержней электродов для дуговой сварки 300 мм x 1 кг Нержавеющая сталь 316L 2,6 мм x.
Рукоять из нержавеющей стали 316L 2.6 мм x 300 мм x 1 килограмм Электроды для дуговой сварки Стержни
Нержавеющая сталь 316L 2,6 мм x 300 мм x 1 килограмм Электроды / стержни для дуговой сварки. 1kilo Pkt (примерно 53 удочки). Электроды / стержни для дуговой сварки нержавеющей стали 316L. Диаметр 2,6 мм x длина 300 мм. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка). Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете.См. Список продавца для получения полной информации. См. Все определения условий : НДП: : Не применяется , Бренд: : Небрендовый / универсальный ,。
Стержень из нержавеющей стали 316L 2,6 мм x 300 мм x 1 килограмм Электроды для дуговой сварки Стержни
Палка из нержавеющей стали 316L 2,6 мм x 300 мм x 1 килограмм Электроды для дуговой сварки Стержни
Электроды / стержни из нержавеющей стали 316L для дуговой сварки, диаметр 2,6 мм x длина 300 мм, 1 килограмм шт.
 (Около 53 стержней), бесплатная доставка по всем заказам, без налогов .Бесплатная доставка Большие этикетки Маленькие цены Экономьте от 25% до 65% каждый день на дизайнере.
(Около 53 стержней), бесплатная доставка по всем заказам, без налогов .Бесплатная доставка Большие этикетки Маленькие цены Экономьте от 25% до 65% каждый день на дизайнере.MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ. НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами прав собственности на сварочный процесс.что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG – FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки. Также реальность сварки заключается в том, что большая часть сварочного персонала GMA – FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
Также реальность сварки заключается в том, что большая часть сварочного персонала GMA – FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОГОЙ ремонт сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЕМ» МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ СДЕЛАНО В ГЛОБАЛЬНОМ МАГАЗИНЕ СВАРКИ.
Возможно, это отражение недостатка опыта в области контроля сварочного процесса и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это небольшое количество сварочных цехов. осведомлены о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
осведомлены о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применяться, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог управлять простыми роботизированными сварными швами стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов были потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG – это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG – это также сварочный процесс, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также исключает проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE необычайны, и столь же необычным было то, что мировая сварочная промышленность медленно реагировала на значительные преимущества в отношении качества / стоимости, которые могли быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общего отсутствия контроля за процессом сварки и передового опыта в области сварки, который преобладает во всех мировых отраслях промышленности, которые используют общие процессы дуговой сварки, такие как Pulsed MIG, GTAW и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, дает то, что на протяжении десятилетий было недостижимо, – возможность стабильно производить «рентабельные, все позиции». , используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Никакого дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW – импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с повышенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки без проблем с пористостью.
- Используйте TIP TIG для больших или малых приложений, один процесс для заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.

____________________
ЕГО НЕУДАЧНО В Северной Америке, что ОТРАСЛИ И НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ УЧРЕЖДЕНИЯ, КОТОРЫЕ ДОЛЖНЫ ПРИВЕСТИ В СВАРКУ, СЛИШКОМ ЧАСТО ЗАСТАВЛЯЮТСЯ В ХХ ВЕКЕ.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс и медленное развитие процесса сварки, которое преобладает в таких отраслях, как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же, что и большинство сварщиков на протяжении более 60 лет, «играть» с контролем сварки. Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливее предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в соответствии с технологиями сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНЫЙ ИНЖЕНЕРНЫЙ КОМПЛЕКС В США ПОЗВОЛИЛ КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ, ПРОСТО НЕ ВОЗМОЖНО в большинстве сварочных цехов, обслуживающих нефтедобывающую промышленность.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовали пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, чтобы компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою компанию в качестве основного ручного и автоматизированного процесса сварки, который будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, на своих предприятиях по производству подводных, нефтегазовых и сжиженных газов.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики. В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и затраты, они могут с таким же успехом закрыть двери своих сварочных цехов и открыть чашку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите другой мой веб-сайт https://tiptigwelding.com
В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и затраты, они могут с таким же успехом закрыть двери своих сварочных цехов и открыть чашку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите другой мой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварочные швы с порошковой сердцевиной в среде защитного газа важны- Ежедневное качество сварки и производство сварных швов часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется более одного процесса сварки.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки»
- Обычно можно найти опытный сварщик, который «поиграет» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, в которой есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти кого-то, кто менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.

________________
Отсутствие права собственности на сварочный процесс в глобальном офисе является часто встречающимся недостающим звеном
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте.
Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную сварку MIG – GTAW – Flux. Порошковая сварка – проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт дает мне возможность выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха, и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя сварочная реальность была такова, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не предоставляют эффективных решений в процессе сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, например, к использованию большего количества сварщиков , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N. Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы.
Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКОВ ВСЕГДА БЫЛИ ВТОРОЙ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ ЗАПРОСОМ ROOTIZ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки – передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УБЕДИТЕСЬ, ЧТО ЭТО НЕ ПРОЕКТИРОВАНИЕ: Когда инженеры, менеджеры или супервизоры сварочного цеха сталкиваются с проблемой процесса сварки, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность – единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают на протяжении десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения управлению сварочным процессом почти для четырех тысяч сотрудников отдела продаж сварочных швов в Северной Америке, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна область, которая всегда резко свидетельствует об отсутствии контроля за процессом сварки MIG и передовых методов сварки, которые преобладают на большинстве мировых автомобильных и грузовых заводов, находится в часто плохих, постоянно меняющихся данных сварки, К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.
Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на автомобильном и грузовом предприятиях не понимают процесс сварки роботов контролировать требования к опыту владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический менеджер настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса сварки с помощью робота или ручного сварного шва, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех сотрудников как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Кстати, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКНОВАТЬ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
СВАРОЧНАЯ КОМАНДА: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не контролируют процесс сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которая, по иронии судьбы, также будет испытывать недостаток в такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, – это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, – это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки – требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов. Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG – Flux Cored и TIP TIG, Ручное и роботизированное управление процессом сварки и передовая практика сварки, Программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы гарантировать, что продукты для роботизированных ячеек должны быть доставлены своевременно, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «так они всегда делали это». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным цехам использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG – это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. Подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW – импульсная сварка MIG, порошковая сварка и сварка горячей проволокой, кратко обсуждаются на этой странице, а самые обширные в мире данные TIP представлены в TIP TIG. раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 года. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 года. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ БЫСТРОГО ДУГОВОГО ПРОЦЕССА СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Я хорошо знаю причины, по которым «ИЗМЕНЕНИЕ» для многих сварочных цехов в конце концов является трудным для реализации. Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмическом, энергетическом, нефтяном и оборонном секторах, когда дело касается ручной и автоматической дуговой сварки, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмическом, энергетическом, нефтяном и оборонном секторах, когда дело касается ручной и автоматической дуговой сварки, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ПОЛУЧАЮЩЕЕ ВРЕМЯ СТАЛИ И БЕЗ НЕРЖАВЕЮЩЕЙ СТАЛИ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG. Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕКОТОРЫЕ МАГАЗИНЫ СВАРКИ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стали или нержавеющей угловой сварки на стали толщиной> 5 мм, узнает о сварке MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва и не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
В 1970-х и 1980-х годах, используя дешевое оборудование для сварки сварочным электродом в газовой среде, я показывал сварочные мастерские, как выполнять сварку короткого замыкания MIG без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секунду
Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секунду ЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 года за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, знакомых с этим веб-сайтом 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG – обучение передовой практике сварки.
Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG – обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: В то время как некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
ЗАЩИТНАЯ С ФЛЮСОМ: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс нанесения порошковой проволоки в защитном газе – плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году всю позиционную порошковую проволоку с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему какой-либо сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕЕ 2020, И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с распространенными процессами MIG – Pulsed MIG – GTAW-Flux Cored, их оборудованием и расходными материалами при использовании для ручной сварки и сварки роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и порошковой порошковой проволоки с защитным газом с 1960-х гг. Были ответственны за большинство ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG – это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG – импульсная сварка MIG – сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG – это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (наилучшая сварка с минимальной пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW – Pulsed MIG – FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, любых применений размер, и сварные швы в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И Я НАЧИНАЛ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И СВАРОЧНЫХ МАГАЗИНОВ В Северной Америке. КИТАЙ.2020. Я предсказываю, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных и сварочных дымов, полученных от TIP TIG, преимуществ, изложенных на этой странице, и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество на всех позициях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током – импульсная сварка MIG – STT MIG – RMD MIG, порошковая сварка, а также процесс TIG с горячей проволокой.
Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество на всех позициях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током – импульсная сварка MIG – STT MIG – RMD MIG, порошковая сварка, а также процесс TIG с горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG Качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, могут не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW – Pulsed MIG – FCA и TIP TIG для общих, качественных глобальных сварочных цехов. Обратите внимание: сравнение процессов сварки будет иметь большее значение, когда те, кто заинтересован в сопоставлении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
ТАК, ЧТО ВЫ ДУМАЕТЕ ДЕЛАЕТ ИДЕАЛЬНЫЙ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.

- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заливных проходов для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве экономичных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и переданной энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должно быть брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ПОЛОЖЕНИИ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить превосходное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнение процессов, в первую очередь, имеют средства контроля процесса сварки и передовой опыт сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG – GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские знают, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки – производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы – это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, что в целом отсутствует в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки результаты с использованием MIG – FCAW – Advanced TIG, а также процесса TIP TIG.
промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки – производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы – это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, что в целом отсутствует в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки результаты с использованием MIG – FCAW – Advanced TIG, а также процесса TIP TIG.
Если человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах достигнут оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖЕН УБЕДИТЬСЯ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- ТАК КАК ВЫ УГАДАЕТЕ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЮТСЯ ВОПРОСЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, двумя способами управления, сваркой MIG и сваркой порошковой проволокой, которые в большинстве своем используются ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовой практики сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века. Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО – УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩИМИ ЭКСПЕРТИЗАМИ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕМ 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] РУКОВОДИТЕЛИ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ ЗА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а последствия дорогостоящего качества сварного шва и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли. Как бы то ни было, на самом деле сварка такова, что процесс контроля – предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварочных работ.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и обобщить тему контроля сварочного процесса и передовых методов сварки и передать их всем лицам, принимающим решения по сварке.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке MIG, порошковой порошковой сварке в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем сварочного цеха, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку.
ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРКИ УЗНАЛИЛИ ДЕСЯТИЛЕТИЯ НЕИСПРАВНОСТЕЙ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ ОТСУТСТВИЯ ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, зачем им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
.И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно, когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка MIG CV. Вы можете подумать, что логично, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
Вы можете подумать, что логично, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И ЦЕХОВ СВАРКИ BS:
В Северной Америке доступно более сорока газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых газовых смесей MIG – это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, УНИВЕРСАЛЬНОСТЬ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА – ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и область применения, как показано в моем самообучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа – программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки – передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-технический директор много знал о сварке штучной сваркой и ничего не знал о сварке с флюсовым сердечником и MIG Weld Process Controls и передовых методах сварки. На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе, посвященном порошковой проволоке.
На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе, посвященном порошковой проволоке.
С ЧРЕЗМЕРНЫМ ПЕРЕРАБОТКОЙ СТОИМОСТИ НА СВАРНЫЙ РЕМОНТ N. AMERICAN WELD НА ПРОИЗВОДСТВО СУДОВ ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ НЕДЕЛЯЮЩИХ, УПРАВЛЕНИЕ ВМФ США, ОТКРЫВАЯ УПРАВЛЕНИЕ ВМФ СЕНЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих сварочных вопросов, и редко было свидетельством понимания или важности использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим мнением и моим вниманием к общим вопросам передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ОНА ДОХОДИТ НА СВАРКУ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАКОНЧЕННЫМИ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения инженерными сварочными процессами. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки. которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения – программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ПРАВО СОБСТВЕННОСТИ за процесс исходит из My MIG – Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированное управление процессом сварки и передовая практика сварки, учебные материалы или материалы для самообучения.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТСЯ НА «НАВЫКЕ СВАРОЧНОГО ДВИГАТЕЛЯ», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ ПОНИМАТЬ, ЧТО «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ НАИЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНИКА ЯВЛЯЮТСЯ ИНДИКАЦИЕЙ WELDER 902 901: WELDER 901 ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ. Все, что требуется, – это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации сварочного процесса. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Все, что требуется, – это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации сварочного процесса. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, – это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибли 123 человека и понесены миллиарды долларов.