НПО Спецэлектрод производство сварочных электродов. Электродный завод
ООО “НПО Спецэлектрод”– производство сварочных электродов.
Общество с ограниченной ответственностью “Научно-производственное объединение Спецэлектрод” – предприятие по производству и разработке сварочных (наплавочных) электродов специального назначения для сварки сталей различных классов, цветных металлов и сплавов.
ООО «НПО Спецэлектрод» является ведущим поставщиком сварочных электродов в России и на сегодняшний день специализируется по производству и продаже следующих марок сварочных электродов:
Электроды для сварки углеродистых и низколегированных сталей:
АН-Х7, АНГ-1, АНО-1, АНО-10, АНО-11, АНО-12, АНО-13, АНО-13М, АНО-14, АНО-15, АНО-16, АНО-17, АНО-18, АНО-19, АНО-20, АНО-21, АНО-23, АНО-24, АНО-25, АНО-26, АНО-27, АНО-29, АНО-29М, АНО-3, АНО-30, АНО-32, АНО-33, АНО-34, АНО-4, АНО-4Ж, АНО-5, АНО-6, АНО-6М, АНО-7, АНО-8, АНО-9, АНО-Д, АНО-Дс, АНО-Т, АНО-ТМ, АНО-ТМ/Н, АНО-ТМ/СХ, АНО-ТМ60, ВМ-10, ВМ-12, ВМ-9, ВН-48, ВН-48У, ВП-4, ВП-6, ВПТИ-12/700 ВСН-3, ВСО-50СК, ВСП-1, ВСП-2, ВСП-3, ВСФ-50, ВСФ-60, ВСФ-65, ВСФ-65У, ВСЦ-1, ВСЦ-2, ВСЦ-3, ВСЦ-4, ВСЦ-4А, ВСЦ-60, ДСК-50, ДСК-50У, ЖС-4, ЗРС-1, ЗРС-2, ЗТМ-2У, ИТС-1, ИТС-4, ИТС-4С, К-5А, КД-11, КПЗ-32Р, ЛКЗ-6, ЛКИ-1П, МИТ-2, МР-1, МР-3, НЭ-1, НЭ-2, НЭ-46, НЭ-5, НЭ-5М, НЭ-5М1, ОЗС-12, ОЗС-16, ОЗС-17Н, ОЗС-18, ОЗС-2,ОЗС-20Н, ОЗС-20Р, ОЗС-21, ОЗС-22Н, ОЗС-22Р, ОЗС-23, ОЗС-24, ОЗС-24М, ОЗС-25, ОЗС-27, ОЗС-28, ОЗС-29, ОЗС-3, ОЗС-4, ОЗС-5, ОЗС-6, ОЗС-6С, ОЗС-7, ОЗС-8, ОЗС-9, ОЗС-9В, ОМА-2, ОММ-5, РБУ-4, РБУ-5, СК2-50, СМ-11, СМ-5, ТМУ-21, ТМУ-21У, У-340/55, У-340/65, УИМ-1, УИМ-2, УНЛ-1, УОНИ 13/45, УОНИ 13/45А, УОНИ 13/55К, УОНИ-13/55У, УОНИ-13/65, УОНИИ-13/55, УП-1/45, УП-1/55, УП-2/45, УП-2/55, ЦМ-7, ЦМ-9, ЦУ-1, ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ЦУ-8, ЦЦ-1, Э-138/45Н, Э-138/50Н, ЭЛУР-10, ЭЛУР-12, ЭЛУР-2, ЭПС-АН1
Электроды для сварки легированных сталей:
АН-ХН6, АН-ХН7, АНВ-70, АНО-ТМ70, АНП-1, АНП-2, АНП-6П, ВИ-10-6, ВСФ-75, ВСФ-75У, ВСФ-85, ЛКЗ-70, НИАТ-3, НИАТ-3М, НИИ-3М, ОЗШ-1, ОЗШ-1У, У-340/105, УОНИ-13, УОНИ-13/85, УОНИ-13/85У, УОНИ-13В, ЦЛ-18, ЦЛ-19
Электроды для сварки легированных теплоустойчивых сталей:
ГЛ-14, ЗИО-20, ЛКЗ-70М, Н-1, Н-10,Н-11, Н-2, Н-20, Н-25, Н-28, Н-3, Н-6, НЗЛ/СХ6М, ОЗС-11, ПТ-30, РТ-45А, ТМЛ-1, ТМЛ-1У, ТМЛ-2, ТМЛ-3, ТМЛ-3У, ТМЛ-4В, УОНИ-13/15М, УОНИ-13/45МХ, УОНИ-13ХМ, ЦЛ-12, ЦЛ-13, ЦЛ-14, ЦЛ-17, ЦЛ-20А, ЦЛ-20Б, ЦЛ-21, ЦЛ-26М, ЦЛ-27А, ЦЛ-27Б, ЦЛ-30, ЦЛ-36, ЦЛ-38, ЦЛ-39, ЦЛ-40, ЦЛ-45, ЦЛ-47, ЦЛ-48, ЦЛ-55, ЦЛ-58, ЦЛ-59, ЦЛ-6, ЦЛ-7, ЦУ-2М, ЦУ-2МХ, ЦУ-2ХМ
Электроды для сварки высоколегированных сталей и сплавов:
АНВ-1, АНВ-13, АНВ-17, АНВ-20, АНВ-23,АНВ-24, АНВ-29,АНВ-32, АНВ-34, АНВ-35, АНВ-36, АНЖР-1, АНЖР-2, ВИ-12-6, ГЛ-2, ЗИО-3, ЗИО-7, ЗИО-8, ЗИФ-1, ЗИФ-9, ИМЕТ-10, КТИ-10, КТИ-9, КТИ-5, КТИ-7, КТИ-7А, КТИ-9А, Л-38М, Л-39, Л-40М, ЛМЗ-1, Н-48, НБ-38, НЖ-13, НИАТ-1, НИАТ-5, НИИ-48Г, НИИ-75, ОЗЛ-12, ОЗЛ-14, ОЗЛ-14А, ОЗЛ-19, ОЗЛ-20, ОЗЛ-21, ОЗЛ-22, ОЗЛ-25, ОЗЛ-25Б, ОЗЛ-29, ОЗЛ-3, ОЗЛ-36, ОЗЛ-4, ОЗЛ-5, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-9, ОЗЛ-9-1, ОЗЛ-9А, СЛ-16, СЛ-25, СЛ-28, УОНИ-13/НЖ, УОНИ-13/НЖ-2, УОНИ-13/НЖ-К, УОНИ-13/ЭП-56, ЦЛ-10, ЦЛ-11, ЦЛ-25, ЦЛ-25/2, ЦЛ-32, ЦЛ-33, ЦЛ-4, ЦЛ-41, ЦЛ-9, ЦТ-1, ЦТ-10, ЦТ-15, ЦТ-15-1, ЦТ-15К, ЦТ-17, ЦТ-26, ЦТ-26-1, ЦТ-28, ЦТ-36,ЦТ-46, ЦТ-50, ЦТ-7, ЦТ-7-1, ЭА-395/9, ЭА-400/10Т, ЭА-400/10У, ЭА-400/13, ЭА-48М/22, ЭА-606/10, ЭА-606/11, ЭА-855/51, ЭА-898/19, ЭА-902/14, ЭА-981/15, ЭНТУ-3М
Электроды для сварки нержавеющих высокохромистых сталей и сплавов:
АНВ-2, ЦЛ-51, ЦЛ-56, ЦЛ-57, ЦЛ-60, ЭА-908/54
Электроды для сварки корозионностойких аустенитных сталей и сплавов:
15М, 48А-1, 48А-2, АНВ-18, АНВ-26, АНВ-28, АНВ-3, ГИАП-4, ДС-12, НИАТ-6, НИАТ-6АМ, ОЗЛ-10, ОЗЛ-11, ОЗЛ-13, ОЗЛ-17, ОЗЛ-17У, ОЗЛ-23, ОЗЛ-24, ОЗЛ-26А, ОЗЛ-37-1, ОЗЛ-37-2, ОЗЛ-40, ОЗЛ-41, ХН-1, ЦТ-24, ЦТ-45, ЦТ-49, ЭА-898/21
Электроды для сварки жаростойких аустенитных сталей и сплавов:
ГС-1, ИМЕТ-4, ИМЕТ-4П, ОЗЛ-16/АНЖ, ОЗЛ-18, ОЗЛ-2, ОЗЛ-31, ОЗЛ-31М/ЦТ, ОЗЛ-35, ОЗЛ-38, ОЗЛ-39, ОЗЛ-6-1
Электроды для сварки жаропрочных аустенитных сталей и сплавов:
АЖ-13-15, АЖ-13-18, ВИ-ИМ-1, КТИ-7К, НИАТ-7, НИАТ-8, НИАТ-8А, ОЗЛ-42, ЦТ-13, ЦТ-16, ЦТ-16-1, ЦТ-22, ЦТ-23, ЦТ-25, ЦТ-48, ЦТ-5
Электроды для сварки разнородных сталей:
АНВ-27, АНЖР-3У, ОЗЛ-27, ОЗЛ-28, ОЗЛ-30, ОЗЛ-32, ОЗЛ-44, ОЗЛ-45/ЦТ, ЦЛ-8, ЭА-464/5А, ЭА-48М/16
Электроды для наплавки:
12АН/ЛИВТ, 13КН/ЛИВТ, ВСН-6, НР-70, ОЗИ-3, ОЗИ-5, ОЗИ-6, ОЗН-300, ОЗН-400, ОЗН-6, ОЗН-7, ОЗН-7М, ОЗШ-2, ОЗШ-3, ОЗШ-6, ОЗШ-7, ОЗШ-8, ОМГ-Н, Т-590, Т-620, УОНИ-13/НЖ/20Х13, ЦН-12М, ЦН-16, ЦН-2, ЦН-6Л, ЦНИИН-4, ЭН-60М, ЭНУ-2
Электроды для сварки и наплавки цветных металлов и сплавов:
АНЦ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, АНЦ/ОЗМ-4, Комсомолец-1, Комсомолец-100, ЛКЗ-АБ (АМц 9-2), ЛКЗ-АБ (АНМцЖ 8-3-4-1), ЛКЗ-АБ/БрАЖНМц, ЛКЗ-АБ/БрАМц, ЛПИ-73/БрАЖНМц, ЛПИ-73/БрАМц, НИК-2, ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОЗБ-1, ОЗБ-2М, ОЗБ-3, УАНА-1
Электроды для сварки и наплавки чугуна:
АНЧ-1, В-56У, МНЧ-2, МНЧ-КС-1, ОЗЖН-1, МНЧ-1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6, ОР-601, ЦЧ-4, ЦЧ-4А, ЧФ-3, ЧФ-9, ЭЛУР-Ч1
Электроды для резки сталей:
АНДР-1, АНР-2, АНР-2М, АНР-2М-З, АНР-3, АНР-4, ОЗР-1, ОЗР-2, ЭВ-1, ЭЛЗ-Р-1
Легированная сварочная проволока:
Св-08А, Св-08АА, Св-08ГМ, Св-08ГНМ, Св-08ХМ, Св-08Г1НМА, Св-08ГА, Св-10ГН, Св-08ГСНТ, Св-08ГСМТ, Св-08ХГСМФА, Св-04Н3ГСМТА, Св-04Н3ГМТА, Св-10НМА
Высоколегированная сварочная проволока (нержавеющая):
Св-01Х23Н28М3Д3Т (ЭП516), Cв-04Х19Н11М3, Св-04Х19Н9, Св-04Х19Н9С2, Св-05Х20Н9ФБС (ЭИ649), Св-05Х20Н9ФБС(ЭИ649), Св-06Х19Н9Т, Св-07Х19Н10Б, Св-07Х25Н12Г2Т(ЭП75), Св-07Х25Н13, Св-08Х19Н10Г2Б (ЭИ898),Св-08Х20Н9Г7Т, Св-08Х21Н10Г6 (ЭИ478), Св-10Х16Н25АМ6(ЭИ395), Св-10Х17Т (ЭИ645), Св-12Х13, Св-13Х25Т (ЭИ439), Св-20Х13, Cв-30Х25Н16Г7, Св-01Х12Н2ВИ (ЭП792ВИ), Св-10Х14Г14Н4Т (ЭИ711)
Высоколегированная сварочная проволока (жаропрочная):
Св-06Х15Н60М15 (ЭП367), Св-08Х25Н40М7 (ЭП673), Св-08Х25Н60М10 (ЭП606), Св-ХН78Т (ЭИ435)
ООО «НПО Спецэлектрод» профессиональный поставщик сварочного оборудования и сварочных электродов в России
производство электродов изготовление электродов нержавеющие электроды нержавеющие наплавочные спецэлектроды электроды сварка
spelectrod.ru
Электроды для сварки углеродистых и низколегированных сталей.
Сварочные электроды типа Э50А и Э60 предназаченных для сварки магистральных нефтегазопроводов.
Электроды для сварки высоколегированных жаропрочных сталей
Электроды для сварки высоколегированных нержавеющих (коррозионностойких) сталей.
Электроды для сплавов на никелевой основе.
Электроды для сварки разнородных и высоколегированных сталей.
Электроды для сварки теплоустойчивых и легированных сталей.
Электроды для наплавки.
Электроды для сварки и наплавки чугуна.
Электроды для сварки и наплавки меди а так же цветных металлов.
Электроды для резки металлов.
Электроды для сварки алюминия и его сплавов.
|
elektrod-3g.ru
Сварочные электроды — Построй свой дом

Для того, чтобы процесс сварки получился качественным, необходимо иметь набор электродов, позволяющих производить сварочные работы различных металлов. Правильно выбрать сварочные электроды для инвертора — главное условие для получения прочного и ровного сварного шва. Современный рынок предлагает большой ассортимент электродов. О том, как выбрать сварочные электроды для инвертора, и на какие параметры обращать внимание мы и поговорим в этой статье.
Сварочные электроды для инвертора
Электрод для сварки инвертором представляет собой сердечник, покрытый специальным смазочным материалом — обмазкой. Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Каким электродом лучше варить
Отвечая на этот вопрос, прежде всего, необходимо знать, что электроды для инверторного сварочного аппарата различаются по типу, размеру (диаметру) и материалу покрытия.
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки. Электроды подразделяются на плавящиеся и не плавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Не плавящиеся электроды применяются для аргоновой сварки.
Диаметр электродов для сварки
Сварочные электроды бывают различных диаметров, но наибольшее распространение получили электроды 3 и 5 мм. «Тройки» используют для сварки металлических элементов не толще 5 мм, а «пятёрки» — не толще 10 мм. Для сверхтонких деталей используются электроды диаметром 1-2 мм.
Сила тока для сварки рассчитывавшийся по формуле 30-40 А. на 1мм электрода. Так на электрод 3 мм. ставим ток 90-120 А., на электрод 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
- целлюлозная;
- кислая;
- рутиловая;
- основная (УОНИ).
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки постоянным током. Они могут использоваться на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке как переменным, так и постоянным током. Но кислое покрытие очень токсично. Поэтому работать этими электродами в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Обмазка для сварочных электродов
Но в большинстве случаев сварочные электроды для инвертора используют две обмазки:
-Основная обмазка УОНИ13/55. С помощью этих электродов делают швы с высокими механическими показателями, показателями пластичности и ударной вязкости. Изделия хорошо переносят комнатные и низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины. Электроды с этой обмазкой применяются для ответственных конструкций, горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
-Рутиловая обмазка имеет зеленоватый или синий оттенок. Электроды, в производстве которых используется рутиловая обмазка, используются при работе с конструкциями из малоуглеродистой стали. Самый используемый продукт – МР3. Эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Их не рекомендуется использовать для ответственных конструкций, поэтому ими никогда не варят мосты и несущие балки крыши. Электродами с рутиловой обмазкой варят заборы, ворота и теплицы на даче, ограждения, небольшие металлоконструкции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Для сварки нержавейки применяют электроды ОК 63.34.
Сварочные электроды для алюминия
Если вам необходимо сваривать алюминий, то стоит обратить внимание на электроды: ОЗАНА-1 и ОЗАНА-2. ОЗАНА-1 применяется для наплавки и соединения алюминиевых деталей марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
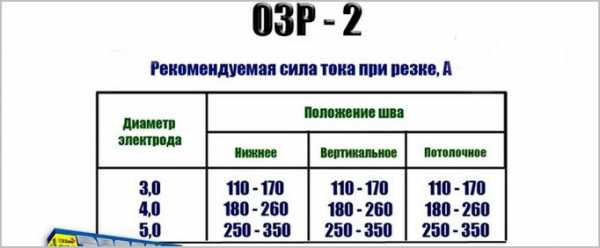
ОЗР, ОЗР-2 спец. покрытие, используются для прошивки отверстий, строжки и резки, а также для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Правила хранение электродов
Рассматривая вопрос как выбрать сварочные электроды для инвертора, нельзя не затронуть правила их хранения. Электроды необходимо хранить в сухом отапливаемом месте. Покупая продукцию, смотрите на дату изготовления. Просроченный материал не обеспечит качество в работе и надежность соединений детали. Храните электроды в специальных пеналах, чтобы избежать пагубного воздействия влаги. Пенал понадобится вам и для сохранной транспортировки на место проведения работы. Если вы все же не уследили, и сырость оставила свой след, попробуйте просушить электроды или же прокалить их. В этом может помочь печка для прокаливания. В ней достигается температура до 400°С. После печи сложите электроды в пенал в горячем виде.
В следующей статье я расскажу как сварить алюминий инвертором.
Рекомендую еще почитать:
www.ocenin.ru
все, что вы хотели знать
Сейчас в магазинах представлен широкий выбор электродов для сварки. Все они отличаются характеристиками, качеством и, конечно, ценой. Порой продавец в магазине предлагает на его взгляд хорошие электроды для сварки, а на деле оказывается, что их качество не устраивает вас в работе. Начинающим сварщикам непросто разобраться в таком разнообразии, поэтому многие приобретают наиболее бюджетные комплектующие, что не всегда является верным решением.

Мы проанализировали отзывы профессиональных мастеров и составили рейтинг электродов, которые сделают сварочный процесс качественнее и эффективнее. Здесь мы расскажем, какие хорошие электроды для сварки стоит выбрать новичку и какие сварочные электроды лучше для выполнения широко спектра задач.
Содержание статьи
Популярные производители
Электроды самого разного качества производят во всем мире: начиная от России и Китая, заканчивая Америкой и Германией. Зарубежные стержни, как правило, стоят дороже отечественных, но многие сварщики считают, что наша продукция не так плоха, как принято говорить.
Приобретая, скажем, американские электроды вы можете быть уверены в их качестве и хорошем результате работы, но за это нужно платить вдвое больше. И в то же время, приобретая российские электроды вы получаете более низкую цену, но вместе с ней и менее строгий контроль качества на производстве. Электроды какой страны лучше остальных — это давняя тема для спора.
Мы не будем утверждать, что отечественные электроды однозначно хуже, предоставим вам этот выбор. Мы лишь расскажем о лучших электродах, которые нам удалось испробовать. Итак, какие электроды мы рекомендуем к покупке? Судя по отзывам и нашему опыту самые лучшие электроды для сварки производят торговые марки ESAB, Kobelco, Ресанта, УОНИ и Lincoln Electric. Какие-то производители специализируются на изготовлении электродов одного типа, а какие-то производят стержни и с основным, и с рутиловым покрытием.
Сварочные электроды с основным покрытием
УОНИ 13/55
Начнем с модели 13/55 от компании УОНИ. Эти электроды используются для сварки с постоянным током. Мы рекомендуем их для сварки сложных металлических конструкций с повышенными требованиями к качеству сварных швов. Отличительная особенность данной модели — обмазка, выделяющая углекислый газ при горении. Благодаря этому сварочная зона всегда защищена от негативного воздействия атмосферы. Такие электроды стоит недорого, но продаются большими упаковками по 3 кг. Они есть практически в любом специализированном магазине.

Но у такой обмазки есть и отрицательная сторона. Начинающим сварщикам часто довольно трудно зажечь этот электрод, особенно повторно. Чтобы решить эту проблему можно зачистить конец электрода после использования, удалив расплавившуюся обмазку, но это требует дополнительного времени.
Kobelco LB-52U
Это японские электроды высочайшего качества и высочайшей цены 🙂 Стоимость за один килограмм существенно выше, чем у остальных электродов, представленных в нашей статье. К тому же, электроды продаются в больших упаковках по 5 килограмм, что в конечном итоге обходится еще дороже.
Такая высокая цена обуславливается превосходным качеством как самих электродов, так и получаемых сварных швов. Они идеально подойдут для сварки низколегированных сталей, и часто используются для качественной сварки магистральных систем трубопровода. Швы получаются надежными и долговечными, производитель гарантирует высокие показатели прочности (до 600 Ньютон на квадратный миллиметр).

У всех электродов с основным покрытием есть недостаток: их использование может быть затруднительно, если электроды некоторое время лежали на открытом воздухе. Мы рекомендуем прокалить стержни в печи при небольшой температуре (достаточно 250-300 градусов по Цельсию). Таким простым способом можно удалить излишки влаги из электрода, работа упростится, а качество шва станет заметно лучше. Здесь также лучше использовать постоянный ток, но это лишь рекомендация производителя, от которой при желании можно отклониться. Работа с переменным током требует больше опыта.
ОЗЛ-8
Эти электроды для ручной дуговой сварки изготавливаются в России и являются отличным выбором, если вы ищете недорогие и относительно качественные стержни. Мы рекомендуем использовать их для сварки деталей с высоким содержанием никеля. Стержни ОЗЛ-8 можно использовать при сварке высоконагруженных узлов и особо прочных конструкций.

Основной недостаток — необходимость использовать только постоянный ток. При этом дуга должна быть максимально короткой. Только в этом случае сварные соединения будут прочными и устойчивыми к коррозии.
Также после сварки образуется шлак, новичку будет сложно удалить его быстро, но с опытом эта процедура будет занимать у вас не больше минуты. Учтите, что швы не рекомендуется охлаждать, иначе может начаться процесс кристаллизации, что приведет к снижению прочности шва. Швы сами остывают и не растрескиваются. Как и другие стержни с основным покрытием электроды ОЗЛ-3 нужно просушить в печи перед использованием. Из-за этого электрод сложнее разжечь, но это в любом случае необходимый навык, так что не пренебрегайте прокаливанием.
Сварочные электроды с рутиловым покрытием
Lincoln Electric Omnia 46
Компания Lincoln Electric в целом считается одним из лучших производителей электродов в мире. У Lincoln Electric вековой опыт, они были одними из первых, кто выпустил электрод с обмазкой. В штате компании ведущие инженеры Америки, разрабатывающие особые составы для электродов и строго соблюдающие качество на каждом этапе производства. Модель Omnia 46 вышла несколько лет назад и сразу завоевала множество положительных отзывов от профессиональных мастеров. Эта модель стабильно входит в рейтинг лучших электродов.

Вы наверняка сейчас задумались о стоимости таких электродов. Она вас приятно удивит! Несмотря на великолепное качество эта модель из средней ценовой категории и не сильно увеличит себестоимость сварочных работ. В наших магазинах продают большие упаковки по 4-6 килограмм каждая, но одна упаковка все равно стоит недорого.
Модель Omnia 46 особенно популярна среди начинающих сварщиков, поскольку ее можно легко разжечь даже на бюджетном сварочном оборудовании, имея базовые навыки сварки. Кроме того, эти электроды почти нечувствительны к длине дуги и почти не искрятся, что дает им еще одно преимущество. Можно без проблем сварить металл, пораженный коррозией, при этом прочность шва останется высокой. Некоторые умельцы варят этими стержнями трубы, хотя мы не рекомендуем использовать их в таких целях.
ESAB-SVEL OK 46.00
Многие ошибочно полагают, что это сугубо шведский бренд и все электроды производятся в Европе. Это не совсем так. Заводы компании ESAB расположены в России, но продукция изготавливается под контролем специалистов из Швеции и с соблюдением европейским норм качества. У такого подхода есть несколько преимуществ: вы получаете качественный продукт, при этом его цена значительно ниже, чем если бы электроды производились в Европе и транспортировались в Россию.

Это один из лучших выборов по соотношению цены и качества. Сырые электроды все равно горят, подходят для любого сварочного инвертора и разжигаются за секунды даже в руках начинающего сварщика. В работе допускается использование и постоянного, и переменного тока, что не может не радовать.
У этих электродов сплошные преимущества: при их использовании поверхность детали не нуждается в защите, сами стержни не подвержены негативному влиянию влаги и грязи, практически не подвержены коррозии. Также не нужно сильно разогревать аппарат, если электрод остыл, достаточно 80 градусов по Цельсию.
Ресанта МР-3
Это без преувеличения самые распространенные электроды в странах СНГ. О бренде «Ресанта» слышали даже люди, далекие от сварки, не говоря о профессионалах своего дела. Их изделия завоевали большую популярность за счет приемлемого качества при доступной цене и распространенности. Такие электроды можно найти в любом городе.

Единственный минус модели МР-3 — невозможность использования отсыревших электродов. Если изделия долгое время находились без упаковки, прокалите их в печи при температуре до 160 градусов по Цельсию. Эта процедура займет не больше часа. Также мы не рекомендуем использовать данную модель при сварке высокоуглеродистых сталей, лучше выберите одного из претендентов в разделе «сварочные электроды с основным покрытием».
В остальном же Ресанта МР-3 почти не отличается от других стержней с рутиловым покрытием. Электрод можно легко разжечь, дугу можно без проблем вести практически в любом направлении, нет нужды беспокоиться о возможной коррозии или подготовке поверхности металла для сварки. Даже если металл загрязнен и после сварки образуется шлак, его можно легко удалить.
Вместо заключения
Теперь вы знаете, какие хорошие электроды для сварки стоит приобрести. При выборе комплектующих ориентируйтесь на качество электродов, а не на их цену. Не стоит полагаться на самую низкую или самую высокую стоимость, ищите золотую середину. Порой бюджетные электроды отечественных производителей практически не отличаются от зарубежных аналогов за большую цену. Особенно, если вы начинающий сварщик и еще не совсем понимаете, чем отличаются качественные электроды от некачественных. Купите сразу несколько электродов и протестируйте со своим аппаратом. Ведь то, что хорошо для нас, может вам не подойти по многим причинам. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварочные электроды от производителя ЭлектродГрупп. Москва, тел. +7(499)408-17-39

Более 70 лет производим сварочные материалы – предлагаем купить электроды МР, АНО, УОНИ и ОЗС. Кроме того, поставляем импортную продукцию, являемся дилером компаний Kobe Steel и ESAB.
Следим за ценами конкурентов и делаем лучшие предложения своим клиентам, гарантируем соответствие химического состава продукции ГОСТ 9466-75 и 9467-75. Проконсультируем по выбору и заказу электродов для сварки.
ООО «Промэлектрод» выпускает качественные сварочные материалы под маркой «ЭлектродГруп». Наша продукция используется предприятиями всех отраслей промышленности: от нефтехимической до космической.
Занимаемся производством электродов для разных типов стали
Для сварки чугунаПрименяются при работе со сплавами, имеющими низкие показатели пластичности и прочности Для наплавки
Необходимы для устранения следов износа или улучшения физических свойств поверхности изделий
МР, УОНИ, ОЗС и АНО
ТМЛ, ОЗЛ, ЦЛ
ОЗЧ
Т-590, LB, OK
* Вы можете купить наши электроды в розницу в торговых сетях ТЦ «Твой Дом».Купите электроды и другую сварочную продукцию у нас
Гарантируем стабильное качествоВысокое качество электродов обеспечивается автоматизированным процессом производства, жестким контролем со стороны ОТК и независимых экспертов сертифицирующих органов. Наша продукция соответствует ГОСТ-Р, одобрена Морским, Речным Регистром России, НАКС.
Товар всегда в наличии на складеПроизводственная мощность поточных линий – 2000 тонн готовой продукции в месяц. Основные марки электродов всегда в наличии на складах в Москве, в Московской, Нижегородской областях и в Пензе.
Инновационная герметиченая упаковка электродовПредлагаем специальную герметичную капсулу, которая предотвращает намокание и загрязнение электродов при любых условиях хранения.
Подберем лучший способ доставкиОтгружаем продукцию с наших складов в течение суток, доставляем до транспортных компаний или вашего склада любым удобным видом транспорта. Подробную информацию о стоимости услуги и условиях уточняйте по телефону +7 (499) 408-17-39.
Производим электроды с соблюдением всех норм безопасности и качестваПредоставим сертификаты ГОСТ, НАКС, Санитарно-эпидемиологической службы Ознакомиться с ценами на электроды
electrodgroup.ru
Какие электроды для сварки инвертором лучше: как выбрать
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.

- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.

УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.

Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.

Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.

ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
- прямая;
- обратная.
Прямая полярность: к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).

Обратная полярность: масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.

Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
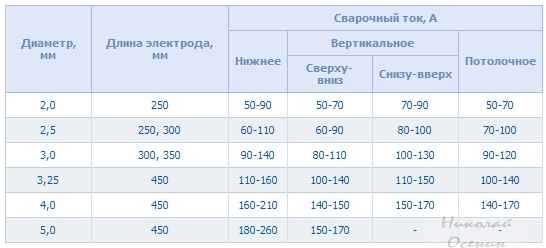
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:

Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:

На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
Загрузка…plavitmetall.ru
Существующие виды электродов, назначение и тип их покрытия
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Содержание статьи
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
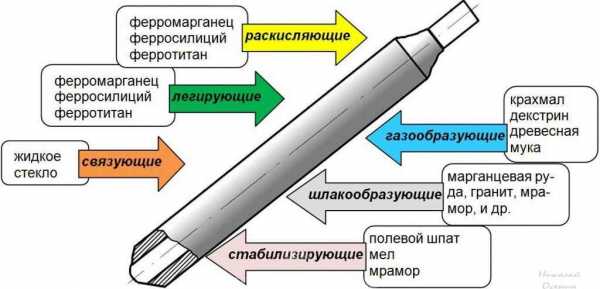
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Должно обеспечиваться:
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
 Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
 Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru