Электроды для сварки – виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока.
Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Поделись с друзьями
7
0
2
1
Электроды для сварки. Виды и устройство. Применение и работа
Электроды для сварки представляют собой стержни из металла или другого материала, которые при прохождении мощного электрического тока плавятся или плавят поверхность заготовок, что приводит к созданию соединяющего сварочного шва. Электроды разделяются на марки в зависимости от того, для каких работ применяются. В настоящее время существует более 200 марок.
Виды электродовВсе разновидности электродов для сварки разделяют на две группы:
- Металлические.

- Неметаллические.

Делают из угля или графита. Они не плавятся и эффективно пропускают электричество, при этом разогреваются, но больше всего греется поверхность, к которой они прикасаются. В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
МеталлическиеТакие электроды для сварки также бывают неплавящимися и плавящимися.
Неплавящиеся металлические электроды бывают четырех видов:
- Вольфрамовые.
- Торированные.
- Лантанированные.
- Итрированные.
Плавящийся подвид металлических электродов выпускается в 2 формах:
- Покрытые.
- Не покрытые.
Покрытые имеют специальное напыление на стержне, которое при разогреве выделяет газ, предотвращающий окисления текучего металла. Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Непокрытые электроды представляют собой длинную проволоку, которая используется в полуавтоматическом сварочном аппарате. Данное оборудование подает проволоку вместе с потоком газа, поэтому ее окружает благоприятная среда предотвращающая окисление при плавке. Для сварки черных металлов обычно подается углекислота.
Наличие более 200 марок электродов обусловлено тем, что существует масса разновидностей сталей с особой структурой. Чтобы расплавленный стержень электрода эффективно зафиксировал соединяемые детали необходимо полное соответствие с материалом, с которым осуществляется контакт. Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Существуют марки электродов под каждый вид стали. Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Покрытые электроды для сварки дугового типаЭлектродуговые электроды являются самыми востребованными, поскольку применяются для самого распространенного типа сварочного оборудования. Они используются на производстве и в быту. Практически все металлоконструкции в строительстве завариваются таким оборудованием. На прилавках магазинов продаются инверторные и другие виды сварочных аппаратов, которые работают с подобными электродами.
Эти электроды для сварки относятся к виду металлических плавящихся стержней с защитным покрытием. Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Электроды для дуговой сварки отличаются между собой не только по металлу сердечника, но и его диаметру в миллиметрах. Чем тоньше прут, тем быстрее он плавится. Если необходимо сварить заготовку, имеющую толстое тело, то нужно выбирать электрод большого диаметра. Стоит отметить, что возможность применения зависит от классификации сварочного аппарата. При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
Для обеспечения надежной сварки с применением подобных электродов важно, чтобы прогревался не только стержень для плавки, но и заготовка.
 Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.
Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.Стоит отметить, что подобные электроды имеют ограниченный срок хранение, поскольку со временем покрытие теряет свои свойства и не может при плавлении создавать газовое облако препятствующее окислению. Хранить электроды для сварки с покрытием нужно в сухом месте. Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Использование таких электродов позволяет провести очень надежное сварочное соединение, но при этом наблюдаются и определенные недостатки. В первую очередь это связано с необходимостью периодически снимать хвостики от сожженных электродов с держателя, и вставлять свежие стержни. В зависимости от навыков сварочных работ это осуществляется раз в 1-2 минуты. Также на периодичность замены влияет и толщина внутреннего сердечника. Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Сварная проволока для полуавтоматовПроволочные электроды для сварки представляют собой тонкую проволоку, намотанную на катушку. Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Сварочный полуавтомат подает проволоку сквозь рукав вместе с потоком углекислоты. При контакте с обрабатываемой поверхностью кончик проволоки греется и расплавляется. Благодаря тому, что углекислый газ в это время выталкивает весь воздух, окисление не происходит. Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Сравнительно недавно началось производство сварочной проволоки с флюсом. Она имеет мелкое порошковое напыление подобное покрывным электродам для дуговой сварки. Такой ассортимент стоит дороже, но имеет и свои преимущества.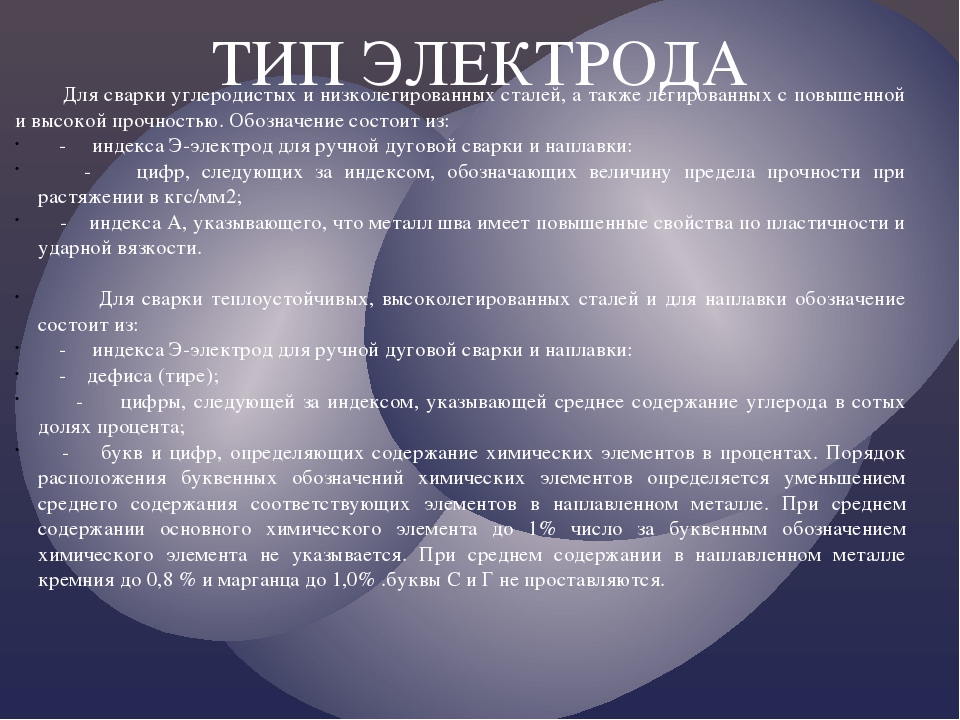 Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Неплавящиеся электроды для сварки применяются в тех случаях, когда необходимо провести пайку двух или более заготовок за счет плавления их собственного металла. Обычно для этого используются графитовые стержни. Подобные электроды часто применяются при обеспечении надежного соединения скрутки электрокабеля. Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В отличие от обычных плавящихся электродов, неплавящиеся сложно назвать расходными материалами. Дело в том, что после работы они остаются практически такими же как изначально. Происходит лишь незначительная потеря длины. Таким образом, использование подобных электродов является более выгодным с экономической точки зрения. Обычно такие стержни используются для соединения металлов с большой текучестью, которые отличаются низкой степенью окисления при работе. В первую очередь это алюминий, медь, бронза и латунь.
Похожие темы:
Виды электродов с покрытием и их применение
Ассортимент плавящихся электродов с покрытием для ручной сварки довольно разнообразен. Все разновидности выпускаемой продукции имеют вид прутков. Все они обладают достоинствами и недостатками и подбираются в зависимости от условий работы и требуемого результата.
Согласно ГОСТу и ISO, электроды подразделяются по составу покрытия на несколько групп. По названию каждой группы можно определить, какие именно компоненты преобладают. Разбираясь в маркировке и обладая необходимыми знаниями, можно добиться высокого качества шва и прочности соединения.
Разбираясь в маркировке и обладая необходимыми знаниями, можно добиться высокого качества шва и прочности соединения.
ВИДЫ ПОКРЫТИЙ И ИХ МАРКИРОВКА
Кислые покрытия (А) состоят в основном из шлакообразующих оксидов железа, марганца, кремния, с небольшим включением оксида алюминия. Газообразующими добавками служат органические вещества, например, крахмал или целлюлоза, а связующим — жидкое стекло. Образующийся при плавлении шлак имеет характерные кислотные свойства, что и дало название этой группе.
Главными компонентами основных или щелочных покрытий (Б) являются мрамор и плавиковый шпат, в состав которых входят кальций и фтор. Для образования при сварке шлака вводятся рутил и кварцевый песок. При разложении мрамора выделяется углекислый газ, защищающий дугу и сварочную ванну от попадания воздуха. Для стабильности горения применяются добавки карбонатов и щелочных металлов. Этот вид покрытий называется основным, так как в результате плавления образуется шлак с ярко выраженными основными свойствами.
В составе целлюлозных покрытий (Ц) содержится более 50 % целлюлозы и других органических компонентов, служащих для газообразования. В процессе сварки выделяется окись углерода и водород.
Рутиловые покрытия (Р) на 50 % и более состоят из оксида титана — рутила, который является шлакообразующим веществом. В качестве добавок используются карбонаты, полевой шпат, каолин. Рутиловые составы могут применяться в смеси с любыми другими видами покрытий. Получающаяся в результате этого продукция маркируется двумя буквами в соответствии с компонентами: АР, РБ, РЦ. К рутилу также добавляют порошкообразное железо. Такое покрытие маркируется буквами РЖ.
ПРЕИМУЩЕСТВА ЭЛЕКТРОДОВ С ПОКРЫТИЕМ И ИХ ПРИМЕНЕНИЕ
Электроды с кислым покрытием (А) не имеют в составе дорогостоящих компонентов. Они характеризуются стабильным горением дуги и подходят для сварки как постоянным, так и переменным током. Кислое покрытие обладает стойкостью к увлажнению и прочностью к механическому воздействию. К недостаткам продукции этого вида относят разбрызгивание металла и повышенное выделение токсинов, вызывающих силикоз. Образующийся шов имеет невысокую пластичность и склонность к старению. По механическим характеристикам он сопоставим с марками кипящей стали невысокой прочности. Этот вид электродов не подходит для сварки высоколегированной стали и стали с высоким содержанием углерода и серы. Они применяются для конструкций с невысокой нагрузкой.
К недостаткам продукции этого вида относят разбрызгивание металла и повышенное выделение токсинов, вызывающих силикоз. Образующийся шов имеет невысокую пластичность и склонность к старению. По механическим характеристикам он сопоставим с марками кипящей стали невысокой прочности. Этот вид электродов не подходит для сварки высоколегированной стали и стали с высоким содержанием углерода и серы. Они применяются для конструкций с невысокой нагрузкой.
Электроды с щелочным покрытием (Б) позволяют получить шов, сопоставимый по свойствам со спокойной сталью с повышенными механическими характеристиками и пластичностью. При необходимости в покрытие можно добавлять легирующие компоненты для придания соединению особых свойств. Электродами удобно работать в любом пространственном положении. Лучше всего основные электроды подходят для сварки постоянным током. Для работы с аппаратами на переменном токе выпускается продукция с сильными стабилизирующими компонентами. Без них постоянной дуги добиться сложно. Основные покрытия гигроскопичны, поэтому эти электроды требуют соблюдения правил хранения. В их состав входят дорогостоящие компоненты, что отражается на цене. Электроды применяются при сварке ответственных конструкций, для получения жестких соединений. Они подходят для работы с углеродистой и легированной сталью.
Основные покрытия гигроскопичны, поэтому эти электроды требуют соблюдения правил хранения. В их состав входят дорогостоящие компоненты, что отражается на цене. Электроды применяются при сварке ответственных конструкций, для получения жестких соединений. Они подходят для работы с углеродистой и легированной сталью.
Электроды с целлюлозным покрытием (Ц) характеризуются стабильностью дуги и подходят для работы на любом токе и во всех пространственных положениях. Этот вид продукции предпочтителен для сваривания тонколистовых деталей. При этом нужно учесть, что покрытие не обеспечивает достаточной защиты от воздуха и отличается высоким влагопоглощением. Металл при сварке сильно разбрызгивается. Электроды с целлюлозным покрытием востребованы для работ на газонефтепроводах.
Рутиловое покрытие (Р) не выделяет токсичных веществ и поддерживает стабильную дугу при любом токе. Металл при сварке не разбрызгивается, а шов образует плавный переход к свариваемым деталям. Прочность соединения выше, чем при работе с кислым электродом, но и стоит рутиловая продукция дороже. Применяют ее для сварки низколегированной стали. Для повышения прочности шва без излишних затрат для работы используют электроды с кисло-рутиловым покрытием (АР).
Применяют ее для сварки низколегированной стали. Для повышения прочности шва без излишних затрат для работы используют электроды с кисло-рутиловым покрытием (АР).
Виды электродов для сварки | Главный механик
Чтобы получить хороший результат в виде качественного сварного шва, перед началом сварных работ необходимо внимательно изучить необходимые для производства материалы. Нужно разобраться в видах электродов, ведь универсальных изделий для сварки пока не существует. Каждый вид применяется для конкретного материала и при определенных условиях.
Классификация сварочных электродов
Электроды – самый востребованный расходный материал для производства сварки или резки металлических изделий. Сварочный электрод – это токопроводящий стержень, через который электрический ток от сварочного аппарата передается к месту плавления металла.
Неплавящийся графитовый электродЭлектрод представляет собой стержень определенного размера, выполненный из металла или другого материала. Существуют разнообразные виды электродов для сварки:
Существуют разнообразные виды электродов для сварки:
- Неплавящиеся стержни изготовлены из графита, а также могут быть торированными, итрированными и угольными.
- Плавящиеся электроды производят из легированных, высоколегированных и углеродистых марок стали, бронзы, меди, чугуна и других металлов. Эти изделия обладают покрытием, которое выполняет сразу несколько функций при расплавлении металла. К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
Изделия с щелочным покрытием легко образуют и стабилизируют дугу.
Процесс сварки происходит следующим образом. Края металлических частей расплавляются от тепла, которое производит электрическая дуга – поток ионов между анодом и катодом. Короткое замыкание, возникающее между двумя полюсами, становится причиной процесса ионизации.
Сварка выполняется одним электродом или несколькими, между которыми создается дополнительная дуга. Такой метод называется сваркой трехфазной дугой.
Такой метод называется сваркой трехфазной дугой.
Как выбрать сварочный электрод по маркировке
В промышленности используются различные типы электродов для соединения металлов, которые обладают разной температурой плавления. Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Есть много типов стержней, которые классифицировать сложно. Типы для сварки стали определяются по ГОСТу 9467-75. Например, в буквенно-числовых обозначениях марок Э42А, Э38 и Э50А:
- «Э» обозначает «электрод»,
- число указывает минимальное время сопротивления разрыву,
- буква «А» определяет возможность использовать наплавляемый пластичный металл повышенной вязкости.
- буквой «Н» обозначаются изделия для наплавления на разные поверхности,
- буквой «У» маркируются стержни для соединения изделий из углеродистой стали,
- буква «Т» – для изделий из легированных теплоустойчивых сталей.

Химические элементы, входящие в состав наплавки, тоже отражаются в маркировке электрода, например:
- «Х» – хром,
- «М» – молибден,
- «Б» – ниобий,
- «Ф» – ванадий.
К одному классу отечественных и зарубежных сварочных материалов относится большое количество марок сварочных электродов.
Проволока для производства электродов маркируется так:
- буквы Св означают сварочный тип,
- число после букв определяет проценты углерода в металле,
- буквенный код означает наличие легирующих веществ,
- следующее число означает процент этих элементов в составе стержня.
Состав проволоки и стальных деталей должны выбираться в соответствии друг с другом.
Электроды с разным составом покрытия применяются для разных материалов, подбирая определенный вид для каждого случая. Покрытия электродов маркируются:
- Б – основные. Содержат фторид кальция и карбонат, вступающий в реакцию с кислородом при горении дуги и образующий углекислый газ в качестве защиты. Сварка выполняется с применением постоянного тока обратной полярности. С использованием переменного тока получается шов низкого качества, и для улучшения приходится применять дополнительные меры для улучшения его качества.
- А – кислые. В составе содержатся ферросилиций и ферромарганец. Такие стержни используют при создании нижних швов постоянным током и плавят металлы с высокой скоростью.
- Р – рутиловые. Содержат жидкое стекло, двуокись титана (рутил), ферромарганец, карбонат и алюмосиликаты. Рутиловые эдлектроды применяются для сварки постоянным током соединения в любом расположении. Шлак, образующийся в результате химической реакции, защищает элементы от выгорания. Соединения получаются качественными и нетоксичными.
- Ц – целлюлозные. Такие изделия содержат в составе целлюлозу, марганцы, ферромарганец, тальк и рутил. Они используются для производства любых швов хорошего качества с высокой скоростью. Вокруг сварочной ванны и дуги образуются защитные газы. Во время работы нужно следить, чтобы соединение перегревалось. Материал при работе разбрызгивается, поэтому метод считается неэкономичным. Его используют для производства соединений трубопроводов разного назначения.
- П – прочие. Стержни с легирующими элементами в составе применяются для улучшения качества соединения.
- С – специальные. Применяются для подводных сварочных работ, поскольку создают защищенный от проникновения влаги шов. В составе имеется жидкое стекло в смеси с веществами, содержащими смолы.
 Сварка выполняется с применением постоянного тока обратной полярности. С использованием переменного тока получается шов низкого качества, и для улучшения приходится применять дополнительные меры для улучшения его качества.
Сварка выполняется с применением постоянного тока обратной полярности. С использованием переменного тока получается шов низкого качества, и для улучшения приходится применять дополнительные меры для улучшения его качества. Во время работы нужно следить, чтобы соединение перегревалось. Материал при работе разбрызгивается, поэтому метод считается неэкономичным. Его используют для производства соединений трубопроводов разного назначения.
Во время работы нужно следить, чтобы соединение перегревалось. Материал при работе разбрызгивается, поэтому метод считается неэкономичным. Его используют для производства соединений трубопроводов разного назначения.Все электроды, обладающие определенным видом покрытия, предназначаются для конкретных случаев. Рутиловое покрытие считается универсальным и является основным видом. Защитную функцию покрытия выполняют за счет окисления сплава, добавления легирующих веществ и создания защитного ореола из шлаков или газов. Таким образом формируются добротные сварные швы хорошего качества.
Тем не менее, при выборе типа электрода нужно ориентироваться не на его маркировку, а на характеристики изделия, которые определяются техническими стандартами.
Основные критерии выбора сварных электродов
Изделия для производства сварочных работ в первую очередь обращают внимание на его диаметр, на вид – плавящийся или неплавящийся, на полярность и род электротока, на тип покрытия и расположение шва.
Выбирая сварочные электроды, необходимо учитывать форму кромки металлического листа, его марку и параметры электротока. Такой важный параметр изделий, как диаметр, определяется по толщине соединяемых материалов. Самые тонкие стержни с диаметром 0,1 см применяются при сварке током от 20 до 25 А металлических листов толщиной до 0,015 см. Изделия толщиной 0,3-0,4 см являются самыми распространенными и применяются для сварки металлов толщиной менее 0,10 см. При этом применяется ток силой не более 220 А.
Чем больше диаметр, тем мощнее применяется сварочное оборудование. Максимальный диаметр изделий составляет 1,2 см. Для реализации бытовых задач применяются 3-миллиметровые электроды. Если размер стержня менее 2 мм, электрод используют для соединения тонких листов металла.
В промышленности чаще применяется «четверка», а электроды толще 5 мм используются в строительстве, судо- и мостостроении и в других крупных отраслях.
Нержавеющую сталь и алюминий соединяют с применением вольфрамовых электродов, используя при этом переменный ток для получения более качественного шва. Изделия из углеродистой стали соединяются электродами с рутиловым покрытием.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
|

Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Электроды с покрытием – типы, назначение, сферы применения
Дуговая сварка с покрытыми металлическими электродами уже больше ста лет является самым эффективным и удобным способом получения соединений металлических деталей путем их сваривания. Роль электродов – в сварочной цепи выступать передатчиком электрического тока от аппарата к свариваемому изделию. Производятся электроды и- проволоки специального состава, которую маркируют СВ08Г2С или СВ08А.
Производятся электроды и- проволоки специального состава, которую маркируют СВ08Г2С или СВ08А.
Немного истории
Патент на первые покрытые электроды был получен шведским инженером Оскаром Кельбергом, который впервые стал покрывать электроды из металла не проводящим электрический ток материалом, к тому стойким к высоким температурам. Тем не менее, первые покрытые электроды в промышленности стали применяться только в 1928 году. Они были покрыты порошкообразным веществом на клеящем растворе. В нашей стране электроды с покрытием внедрял Ленинградский институт металлов и его руководитель А.Горячевым. Поэтому первые советские электроды выпускались под маркировкой ЛИМ.
Сегодня на рынке электродуговой сварки представлено более 500 марок электродов с самыми разными покрытиями, каждое из которых имеет свое назначение. Самые востребованные покрытия таких типов:
• кислые;
• основные;
• ильментиновые;
• рутиловые;
• целлюлозные;
• смешанные.
Кислые электроды (с кислым покрытием)
В покрытии присутствуют оксиды кремния или алюминия и ферромарганец, а для газовой защиты в состав включены декстрин и крахмал. Преимущество этого типа электродов в том, что ими можно варить заржавленный и корродированный металл. Благодаря эффективной дегазации в ванне расплава в сварных швах отсутствует пористость и они получаются достаточно прочными. Недостаток электродов с кислым покрытием в том, что сварной шов насыщается кислородом и в него попадают неметаллические включения. Это приводит к снижению ударной вязкости и возможности появления «горячих» и кристаллизационных трещин, поэтому их не применяют на ответственных конструкциях. Еще один минус кислых электродов – высокая токсичность газов по причине высокого содержания соединений марганца.
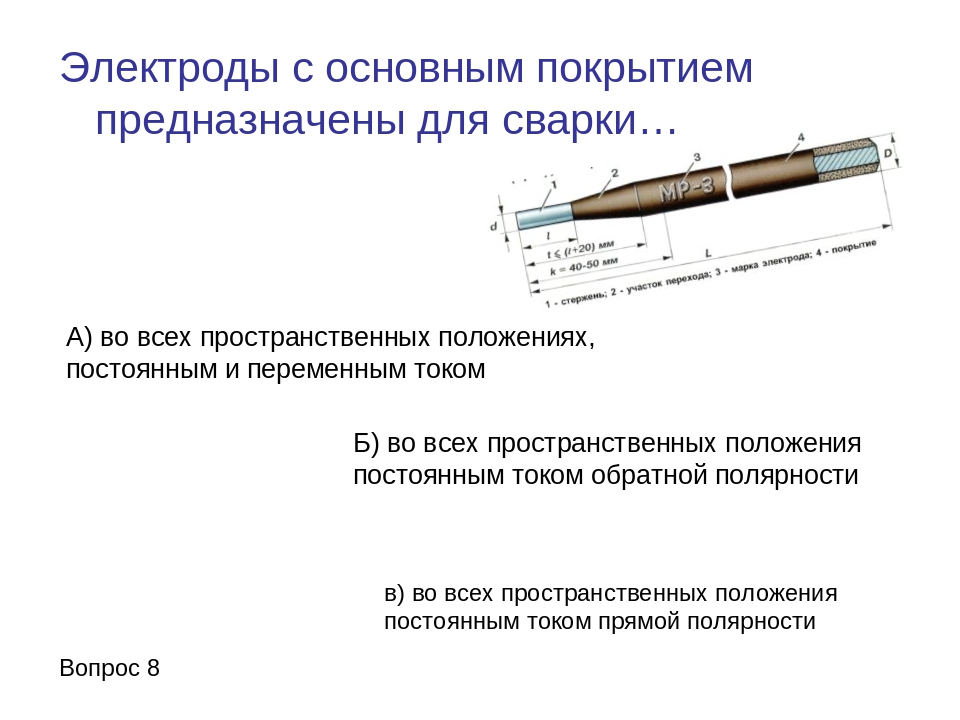
Электроды с основным покрытием
Такое покрытие еще называется низководородным. В состав покрытия входят такие компоненты: карбонаты (мел, мрамор), фтористые соединения (плавиковый шпат), ферросплавы. Такие электроды применяют для сварки постоянным током с обратной полярностью. Чтобы применять их для сварки переменным током, то надо выбирать модели, в покрытии которых есть жидкое стекло или поташ. Для сварки применяется короткая дуга. Свариваемые поверхности надо тщательно подготовить – очистить от загрязнений, ржавчины и высушить. Шов отличается высокой устойчивостью нагрузкам, полным отсутствием кристаллизационных и «горячих» трещин. А еще эти швы не подвержены старению. Сами электроды очень чувствительны к влаге и перед применением их обязательно надо высушить. Применяют основные электроды для сваривания ответственных швов, в том числе на металлоконструкциях с толстым сечением, а также, сталей, содержащих повышенную концентрацию фосфора и серы.
Такие электроды применяют для сварки постоянным током с обратной полярностью. Чтобы применять их для сварки переменным током, то надо выбирать модели, в покрытии которых есть жидкое стекло или поташ. Для сварки применяется короткая дуга. Свариваемые поверхности надо тщательно подготовить – очистить от загрязнений, ржавчины и высушить. Шов отличается высокой устойчивостью нагрузкам, полным отсутствием кристаллизационных и «горячих» трещин. А еще эти швы не подвержены старению. Сами электроды очень чувствительны к влаге и перед применением их обязательно надо высушить. Применяют основные электроды для сваривания ответственных швов, в том числе на металлоконструкциях с толстым сечением, а также, сталей, содержащих повышенную концентрацию фосфора и серы.
Рутиловое покрытие электродов
Основа его – рутиловый концентрат (природный диоксид титана), а также, небольшие включения мрамора, магнезита, шпата, каолина и некоторых органических соединений. Сварка такими электродами дает самые стойкие к образованию трещин швы. Кроме того, такое покрытие обеспечивает очень стабильную сварку переменным током короткой и длинной дугой, низкое разбрызгивание металла, красивую форму шва. Рутиловые электродами можно сваривать окисленные, корродированные и неочищенные поверхности. Применение – сложные сварки, в том числе, угловые, пространственные, в конструкциях, подвергаемых большим нагрузкам.
Кроме того, такое покрытие обеспечивает очень стабильную сварку переменным током короткой и длинной дугой, низкое разбрызгивание металла, красивую форму шва. Рутиловые электродами можно сваривать окисленные, корродированные и неочищенные поверхности. Применение – сложные сварки, в том числе, угловые, пространственные, в конструкциях, подвергаемых большим нагрузкам.
Ильментиновые электроды
Это промежуточный вариант между кислыми и рутиловыми электродами. Основа – ильменитовый концентрат (природное соединение диоксидов титана и железа). При сварке выделяется мало газов, а качество шва достаточно высокое. Используются такие электроды для сварки низкоуглеродистых сталей во всех пространственных положениях.
Электроды с целлюлозным покрытием
В состав обмазки включают органические компоненты – почти 50%. Чаще всего – это целлюлоза. Из неорганических элементов применяют рутил, марганец, некоторые другие. Шлака образуется мало, так как концентрация защитного газа достаточно высокая. Сфера применения достаточно широкая: сварка переменным током конструкций без предварительной подготовки. Этими электродами можно проваривать вертикальные швы сверху вниз и наоборот. Минус – из-за высокой концентрации кислорода в сварной ванне качество шва снижено в сравнении с рутиловыми электродами.
Сфера применения достаточно широкая: сварка переменным током конструкций без предварительной подготовки. Этими электродами можно проваривать вертикальные швы сверху вниз и наоборот. Минус – из-за высокой концентрации кислорода в сварной ванне качество шва снижено в сравнении с рутиловыми электродами.
Электроды со смешанным покрытием
Покрытия смешанного типа – это сочетание основного рутилового компонента с различными добавками. Это позволяет улучшить характеристики рутиловых электродов в зависимости от сферы применения и повысить качество шва.
Поделитесь информацией
Электроды для ручной дуговой сварки: марки, покрытия, типы
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.

Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
 Только при этом условии можно обеспечить условия для формирования качественного шва.
Только при этом условии можно обеспечить условия для формирования качественного шва. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
 Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
особенности применения, принцип работы, виды и критерии выбора
Дуговая сварка в защитной атмосфере инертного газа неплавящимися электродами осуществляется методом плавления и применяется для сваривания алюминия, никеля, меди, бронзы, титана, магния, нержавеющей стали и других неферромагнитных металлов.
Область применения неплавящихся электродов простирается от космической промышленности до изготовления деталей к велосипедам.
Эти электроды применяются для резки и сварки металлов с толщиной около одного миллиметра.
Назначение и виды тугоплавких электродов
Для проведения сварочных работ применяют основные виды электродов:
- Вольфрамовые;
- Угольные;
- Графитовые.
Они имеют различное предназначение, но относятся к классу неплавящихся электродов.
Для воздушно-дуговой резки металла и устранения дефектов на поверхности изделий применяются угольные стержни. При их использовании сварочные работы проводят при силе тока в 580 ампер. Среди угольных стержней можно выделить такие разновидности:
- Круглые марки ВДК (воздушно-дуговая резка).
- Круглые марки СК (сварочные круглые).
- Плоские марки ВДП (воздушно-дуговое разрезание).
Разрезание металла при помощи электрической дуги и удаление расплавленного металла струей сжатого воздуха называется воздушно-дуговой резкой.
Угольные стержни нашли свое применение для сваривания тонкостенных конструкций из цветных металлов и стали, и при заваривании дефектов на поверхности литых изделий.
Угольные стержни можно использовать в сварочном процессе с использованием присадок, которые укладывают по линии варки либо подаются в сварочную ванну, или обойтись без таковых. Их часто применяют для сварки медных проводов.
Для сваривания сплавов алюминия и меди, а также цветных металлов применяют графитовые стержни. В сравнении с угольными аналогами этот тип является более доступным по ценовым параметрам. Графитовые стержни в сравнении с угольными электродами лучше переносят температурное воздействие, лучше режутся и имеют меньший износ.
Вольфрамовые тугоплавкие стержни относятся к самому широко используемому типу в домашнем и промышленном производстве.
Они подходят для сваривания любых металлов, даже с использованием защиты из газа. Для аргонодуговой сварки вольфрамовые электроды выпускаются с различным составом:
- Иттрированные;
- Лантанированные;
- Торированные – они выпускаются с добавлением Тория, имеют невысокую степень радиоактивности, поэтому в настоящее время не применяются в промышленности;
- Обычные.
Они имеют вид прутка с диаметром от 1 до 4 миллиметров. В силу своей тугоплавкости температура его плавления намного превышает температуру электрической дуги, что позволяет сваривать им любые металлы и сплавы. Но чаще всего его применяют для сварочных работ с алюминием, нержавеющей сталью, медью и другими.
Применение вольфрамовых электродов
Угольные и графитовые стержни сегодня для домашнего применения практически не используются. Для сварки цветных металлов, алюминия и нержавеющей стали используются вольфрамовые стержни.
В зависимости от режима сварки в защитных газах, который определяется такими факторами, как толщина металла, его вид, защитная атмосфера и другими, выбирается вид вольфрамового стержня для использования в соответствующем режиме.
Классификация вольфрамовых электродов зарубежного производства.
| Режим сварки с использованием тока | Назначение электрода в зависимости от марки металла | Обозначение электрода цветом | Обозначение марки электрода |
| Переменный | Для сваривания алюминия, магния и их сплавов | Зеленым | WP |
| Постоянный | Для сварки низколегированных, углеродистых и нержавеющих сталей | Красным | WT-20 |
| Постоянный или переменный | Для сваривания стали любых марок | Серым | WC-20 |
| Постоянный или переменный | Для сваривания нержавеющей и легированной стали | Золотистым | WL-15 |
| Постоянный или переменный | Для сварки нержавеющих сталей | Синим | WL-20 |
| Постоянный | Для сваривания нержавеющей, углеродистой и низколегированной стали и меди | Темно-синим | WY-20 |
| Переменный | Для сваривания алюминия и магния | Белым | WZ-8 |
Тугоплавкие электроды отечественного производства имеют маркировку:
- ЭВЛ — лантановые стержни.
- ЭВИ — иттриевые стержни.
- ЭВЧ — вольфрамовые стержни. Сварку осуществляют только на переменном токе.
Для маркировок ЭВЛ и ЭВИ сварку можно проводить в двух режимах с требуемой полярностью. Они имеют различные цветовые обозначения в зависимости от цели использования. Выбор режима и силы тока зависит от характеристик заготовки и металла. Например, изделия из меди и нержавеющей стали варят с применением постоянного тока, а для сварки алюминия применяют переменный ток.
При сварке неплавящимися электродами следует устанавливать полярность: прямую или обратную. Для обратной полярности устанавливают массу на минусе, а держатель на плюсе, а для прямой — наоборот. От выбора режима полярности будет зависеть форма проваренного металла. Глубоким и узким шов будет при установке постоянного тока и прямой полярности. Широкий и поверхностный шов получится при выборе постоянного тока и обратной полярности.
Вольфрамовые стержни имеют свойство затупляться по мере проведения сварочных работ и требуют заточки. При длине электрода до трех диаметров следует выдерживать угол заточки в 30 градусов и на полмиллиметра притупляют кончик. Чтобы сэкономить длину вольфрамового стержня сварочные работы начинают с подачи газа и потом поджигают дугу. С этой же целью категорически запрещается стучать по заготовкам кончиком электрода. Дугу следует зажигать на графите и затем переносить к месту сварки.
Недостатки и достоинства сварки
Среди достоинств применения неплавящихся электродов для дуговой сварки можно выделить:
- Минимальную деформацию в металлах после сварки из-за минимальной зоны прогрева.
- Высокое качество соединения.
- Быстроту выполнения работ.
- Низкий порог вхождения.
- Наличие широкого ассортимента материалов для сварочных работ.
К недостаткам можно отнести:
- Выдуваемость защитного газа из зоны сварки, что усложняет проведение работы на улице в ветреную погоду.
- Перед проведением сварочных работ требуется качественная подготовка металла.
- Требуется зачистка деталей при розжиге вне зоны сварки.
Типы электродов: 4 типа (со схемой)
Эта статья проливает свет на четыре типа электродов, используемых в электрохимических технологиях.
Четыре типа электродов: (1) pH-электрод (2) ионно-селективный электрод и газоизмерительный электрод (3) кислородный электрод Кларка и (4) пластинчатый электрод.
Тип № 1. pH-электрод : Принципы:Пожалуй, самый удобный и точный способ определения pH – использование стеклянного электрода.Электрод pH зависит от ионного обмена в гидратированных слоях, сформированных на поверхности стеклянного электрода.
Стекло состоит из силикатной сетки, в которой находятся ионы металлов, координированные с атомом кислорода, и именно ионы металлов обмениваются с H + . Стеклянный электрод действует как батарея, напряжение которой зависит от активности раствора, в который он погружен, H + .
Величина потенциала (E) из-за H + определяется уравнением:
E = 2.303 RT / F журнал ([H + ] i / [H + ] o
, где [H + ] ; и [H + ] o – молярные концентрации H + внутри и снаружи стеклянного электрода соответственно. На практике [H + ] ; обычно составляет 10 -1 , потому что электрод содержит 0,1 М HCl. Поскольку pH = – log [H + ], следует, что развиваемый потенциал прямо пропорционален pH раствора вне электрода.Стеклянные электроды особенно полезны из-за отсутствия помех со стороны компонентов раствора.
В целом эти молекулы не легко загрязняются молекулами в растворе, и если присутствуют другие ионы, они не вызывают каких-либо значительных помех. Однако при высоком pH они действительно реагируют на натрий. Неточности также возникают в очень кислых условиях.
Стеклянный электрод состоит из тонкой мягкой стеклянной мембраны, которая расположена на конце твердой стеклянной трубки или иногда эпоксидной смолы.В стеклянном электроде также присутствует внутренний электрод сравнения из серебра / хлорида серебра (Ag / AgCL), окруженный электролитом с 0,1 М HCl. Этот внутренний электрод сравнения создает постоянный потенциал.
Таким образом, изменяющийся потенциал стеклянного электрода можно сравнить с постоянным потенциалом, создаваемым внешним электродом сравнения, таким как стандартный каломельный электрод, путем соединения внутреннего и внешнего электродов сравнения.
Внешний электрод сравнения может быть отдельным зондом или построен вокруг стеклянного электрода, образуя комбинированный электрод.Если используется комбинированный электрод, уровень тестового раствора должен быть достаточно высоким, чтобы покрыть пористую пробку (жидкостный переход), но не таким высоким, как уровень раствора солевого мостика (KCL) во внешнем электроде, поскольку он важен для KCl. медленно диффундировать в тестовый раствор.
Независимо от того, какой электрод сравнения используется, измеренное напряжение является результатом разницы между напряжением электрода сравнения и стеклянного электрода. Однако на практике в системе присутствуют и другие потенциалы.К ним относятся так называемый асимметричный потенциал, который плохо изучен, но присутствует на стеклянной мембране, даже когда концентрация H + одинакова с обеих сторон.
Также включены потенциалы, обусловленные Ag / AgCl и жидким переходом к электроду сравнения, который дает потенциал, потому что K + и CI – не диффундируют с точно такой же скоростью и, следовательно, генерируют небольшой потенциал на границе между образцом и KCl в электроде сравнения.Таким образом, измеренный потенциал стеклянного электрода должен также включать константы для учета дополнительного потенциала внутри устройства.
Следовательно, уравнение принимает следующий вид:
E = E * + 2.303 RT / F log ([H +] i / [H + ] o ),
, где E * включает стандартный электродный потенциал для стеклянного электрода и постоянный потенциал перехода, присутствующий в системе.
При 25 ° C это уравнение принимает вид:
E = E * + 0.059 pH,
, где E * теперь также включает член для учета внутренней концентрации H + . Как уже известно, существует изменение на 59 мВ для 10-кратного изменения активности одновалентного иона; это означает, что изменение на одну единицу pH приводит к изменению на 59 мВ.
pH-электрод используется вместе с pH-метром. Это регистрирует потенциал из-за концентрации H + , но предназначен для отвода небольшого тока из цепи. Большой ток вызовет изменения концентрации ионов и, следовательно, изменения pH; это предотвращается наличием высокого сопротивления.Измеритель pH, стеклянный электрод и каломельный электрод сравнения сконструированы так, что pH дает нулевой потенциал.
Работа pH-электрода / измерителя : PH-электродыдоступны в различных формах и размерах для множества различных применений. Внутриклеточный pH также можно измерить с помощью миниатюрных зондов (микроэлектродов). Однако большинство из них основаны на одном принципе и работают аналогичным образом.
Важно, чтобы внешний слой стекла на стеклянном электроде оставался гидратированным, поэтому он обычно погружается в раствор.Таким образом, тонкий слой стекла является хрупким, и поэтому необходимо соблюдать осторожность, чтобы не разбить его, не поцарапать или вызвать накопление статического электрического заряда из-за его трения. Гелеобразные и содержащие белок растворы не должны высыхать на поверхности стекла, так как они будут препятствовать реакции.
Как видно из приведенных выше уравнений, создаваемый потенциал зависит от температуры (каждое изменение единицы pH соответствует 54,2 мВ при 0 ° C и 61,5 мВ при 37 ° C). Этот эффект предсказуем и может быть компенсирован.Таким образом, pH-метр будет иметь шкалу температурной компенсации, которую необходимо правильно настроить перед калибровкой измерителя.
Калибровка потребует использования двух растворов с сильно различающимся pH. Обычно калибровку сначала проводят с буфером с pH 7, затем с буфером с pH 4 (если предполагается, что образец будет кислотным) или буфером с pH 9 (если предполагается, что образец будет основным). После калибровки pH-электрода его можно просто погрузить в раствор, который нужно измерить, и произвести быструю и точную оценку pH.
Тип № 2. Ионно-селективные и газоочувствительные электроды :
Стеклянный pH-электрод на самом деле является своего рода ионоселективным электродом (ISE), чувствительным к H + . Были разработаны аналогичные потенциометрические электроды, которые реагируют на другие ионы, например, Na + , NH + 4 , Cl – и NO – 3 . Активный материал в этих устройствах может быть стеклом, нерастворимой органической солью или ионообменным материалом.
Стекло является активным материалом в pH-электроде, но модифицированные алюмосиликатные стекла также могут использоваться для производства различных электродов, реагирующих на одновалентные катионы. Нерастворимые неорганические соли, такие как сульфит серебра, можно использовать для изготовления электродов, чувствительных к Cu 2+ , Pb 2+ и Cd 2+ , тогда как фторид лантана можно использовать для изготовления электродов, чувствительных к F –.
Ионоселективный электрод реагирует на активность определенного иона.Однако, если прибор откалиброван эталоном известной концентрации, тогда, при условии, что ионная сила раствора аналогична, концентрация тестового раствора будет записана. Если некоторые из ионов не являются свободными и существуют в сложной форме или в виде нерастворимого осадка, эти электроды будут давать гораздо более низкие показания, чем при использовании метода, который обнаруживает все присутствующие ионы. Обычно используемые ионоселективные электроды: Ca 2+ , K + и NO – 3 .
Электрод может быть ионоселективным, но не ионно-специфическим. Как и в случае со стеклянными электродами, они могут быть загрязнены белками, образующими поверхностную пленку. Электрод сравнения также необходим с этими ISE, чтобы изменяющийся потенциал этих ISE можно было сравнить с постоянным потенциалом, создаваемым электродом сравнения.
Газочувствительные электроды:Обычно они используются для оценки концентрации газа по его взаимодействию с тонким слоем, окружающим ионно-чувствительный электрод, обычно pH-электрод.Двуокись углерода, двуокись серы, аммиак можно измерить путем их растворения в тонком слое, окружающем pH-электрод, и измерения результирующего pH слоя.
Миниатюризация и применение ионно-чувствительных электродов :Миниатюризация ионоселективных электродов была достигнута путем модификации полевого транзистора для реакции на определенные ионы. Такие ионоселективные полевые транзисторы (ISFET), вероятно, будут иметь большое клиническое значение.Уже доступны многофункциональные ISFET, которые используются для измерения pH, Na + , K + и Ca 2+ .
Тип № 3. Кислородный электрод Кларка :Он состоит из платинового катода и серебряного анода, погруженных в один и тот же раствор насыщенного хлорида калия и отделенных от испытуемого раствора проницаемой для кислорода мембраной. Когда на электроды подается разность потенциалов -0,6 В, так что платиновый катод становится отрицательным по отношению к серебряному аноду, на аноде генерируются электроны, которые затем используются для восстановления кислорода на катоде.
Напряжение кислорода на катоде падает, и, чтобы восполнить этот дефицит, больше кислорода перемещается к катоду. Поскольку скорость диффузии кислорода из мембраны является ограничивающим этапом в процессе восстановления, ток, производимый электродом, пропорционален напряжению кислорода в образце.
Эти электродные реакции можно резюмировать следующим образом:
На серебряном аноде 4Ag + CI – → 4AgCl + 4e –
На платиновом катоде O 2 + 4H + + 4e – → 2H 2 O
Работа рангового кислородного электрода (электрод Кларка) :Они позволяют помещать образец в верхнюю реакционную камеру с помощью проницаемой для кислорода и ионопроницаемой мембраны.Обычно выбирают тефлон, хотя целлофан, полиэтилен, силиконовый каучук и липкая пленка используются с разной степенью успеха. Необходимо следить за тем, чтобы мембрана не загрязнялась.
Более тонкие мембраны дают больший отклик, но они более хрупкие. Мембрана покрывает электроды и позволяет кислороду диффундировать к ним, не позволяя другим реакционным элементам достигать электрода и отравлять их. Электроды поддерживаются в непрерывном электрическом соединении с раствором хлорида калия.
Кислородный электрод установлен над перемешивающим двигателем, который может вращать магнитный повторитель (блоха), когда он вставлен в реакционный сосуд, что важно, поскольку платиновый катод восстанавливает кислород для производства электрического тока. Правильная установка покажет уменьшение тока при выключенной мешалке из-за недостатка кислорода в электродной камере, заполненной хлоридом калия.
Возобновление перемешивания приведет к возврату тока (напряжения кислорода в хлориде калия) к его предыдущему уровню до выключения мешалки.Поскольку и растворимость, и скорость диффузии зависят от температуры, поэтому для получения лучших результатов, которые достигаются с помощью циркуляционной водяной бани, необходим некоторый контроль температуры.
Калибровку прибора следует проводить при той же температуре, что и в эксперименте. Многие химические вещества адсорбируются на поверхности мембраны и реакционного сосуда; следовательно, важно тщательно очищать прибор после каждого эксперимента.
Применение кислородного электрода Rank :Благодаря своей способности давать непрерывный след, кислородные электроды в значительной степени заменили манометрические методы в изучении реакций, связанных с поглощением и выделением кислорода.
и. Митохондриальные исследования:
Изучение респираторного контроля и влияния ингибиторов на митохондриальное дыхание и измерение соотношений фосфорилирование: окисление (P: O) лучше всего проводить с помощью кислородных электродов.
ii. Места действия ингибиторов электронного транспорта также можно определить с помощью кислородного электрода.
iii. Микроорганизмы, использующие кислород в качестве конечного акцептора электронов для дыхательного транспорта электронов, можно изучить с помощью кислородного электрода и определить влияние ингибиторов транспорта электронов.
iv. Ферментные анализы:
Ферменты легко изучаются с помощью кислородного электрода Кларка при условии, что в реакции участвует кислород. Глюкозооксидаза, оксидаза D-аминокислот и каталаза являются примерами, свойства которых можно изучать таким образом.
Тип зонда Электрод Кларка :Они работают по тому же принципу, что и ранговый электрод. Однако катод и удерживающая мембрана расположены на конце зонда, что позволяет вводить его в жидкую фазу.Его недостатком является отсутствие устройств для перемешивания. Он имеет множество применений.
Измерение кислорода в жидкостях:
Концентрация кислорода регулярно контролируется в процессах ферментации, сточных вод и обработки промышленных отходов, а также во внутренних, прибрежных и океанических водах. Это связано с изменением электрода Кларка, называемым датчиком заподлицо.
Клиническое применение:
Кислородный электрод на раннем этапе клинического использования был использован для измерения искусственного кровообращения во время операций на открытом сердце.Они также используются для тестирования пациентов, которых лечили кислородом. У пациента берут небольшие образцы крови и измеряют содержание кислорода с помощью небольшого электрода Кларка pO 2 .
Тип № 4. Пластинчатый дисковый электрод :В то время как разрядный кислородный электрод идеально подходит для многих приложений, требующих измерения кислорода в водных образцах, электрод в виде пластинчатого диска, такой как Hanasatech LD2, более полезен, если требуется измерение газообразного кислорода.Поскольку измерение выделения кислорода – один из самых простых способов проследить процесс фотосинтеза в листьях, этот инструмент нашел широкое применение в биологии.
Это устройство измеряет кислород амперометрически, используя тот же принцип, что и ранговый электрод. Однако вместо того, чтобы быть заполненным жидкостью реакционным сосудом, реакционная камера спроектирована так, чтобы позволить листу удерживаться на месте и снабжаться насыщающим диоксидом углерода (или бикарбонатом в качестве источника диоксида углерода). Освещение обычно обеспечивается набором светодиодов (которые производят мало тепла), и можно измерить кислород, выделяемый листьями во время фотосинтеза.
Калибровка этого электрода немного сложнее по сравнению с ранговым электродом. Нулевой сигнал кислорода может быть получен путем пропускания азота через реакционную камеру. Как только это прекращается и воздух проходит через камеру, можно определить сигнал, соответствующий 21% кислорода. Однако в системе с закрытой камерой количество кислорода связано с концентрацией кислорода и объемом камеры.
На практике, поскольку пластинчатый диск сам по себе может уменьшить эффективный объем камеры, калибровка включает нагнетание известных объемов воздуха в камеру и измерение отклика по напряжению для получения эффективного объема камеры и, следовательно, точной калибровки электрода.
Электрод из листового диска широко использовался для изучения взаимосвязи между фотосинтетическим выделением кислорода при насыщении углекислым газом и интенсивностью освещения, что позволяет рассчитывать квантовый выход, а также включать зонды для измерения испускаемой флуоресценции из листового диска в то же время. Время, когда производятся измерения выделения кислорода, привело к появлению устройства, которое предоставляет разнообразную информацию.
Применения этих устройств разнообразны, от исследования микроразмножаемых растений до растений, страдающих от загрязнения атмосферы.Хотя электрод в виде листового диска явно предназначен для изучения всего листа, скорость фотосинтеза микроводорослей также изучалась с использованием этих электродов.
различных типов сварочных стержней и их применение >> Электроды с правой рукояткой
Независимо от того, являетесь ли вы энтузиастом, который занимается сваркой всего пару раз в год, или профессиональным производителем, который занимается сваркой каждый день, одно можно сказать наверняка: для сварки требуется большое мастерство. Поэтому важно иметь некоторые ноу-хау о различных типах сварочных стержней и их использовании.
Эти шесть различных типов сварочных стержней являются наиболее распространенными и популярными в сварочной промышленности. Электроды 6010 используются для глубокого проплавления, 6011 можно использовать как на переменном, так и на постоянном токе, 6012 – сварочный стержень общего назначения, 6013 генерирует мягкую дугу с небольшим разбрызгиванием, 7018 в основном используется для сварки углеродистой стали с низким и средним содержанием углерода и Сварочный пруток 7024 отличается высоким содержанием железного порошка.
Также известные как сварочные электроды, это металлические стержни, которые плавятся, образуя связь между двумя или более деталями.Крайне важно, чтобы вы были знакомы со сварочными стержнями, поскольку неправильный выбор может ослабить сварной шов.
В следующем посте мы рассмотрели различные виды сварочных стержней и объяснили соответствующие задачи, для которых они предназначены.
| Типы сварочных стержней из низкоуглеродистой стали | Применение | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 6010 | Сварка труб и судостроительные верфи (обеспечивают глубокое проплавление) | ||||||||
| 6011 | переменный или постоянный ток | общего назначения | |||||||
| 6013 | сварка со средним проплавлением | ||||||||
| 7018 | сварка углеродистой стали с низким и средним содержанием углерода | ||||||||
| 7024 | высокоскоростные плоские или горизонтальные сварные швы |
| Электрод | Цветовая классификация |
|---|---|
| Чистый вольфрам | Зеленый |
| 1% Желтый | |
| 2% торий | Красный |
| .3% -. 5% циркония | Коричневый |
Расходуемые электроды
Расходуемые электроды являются наиболее распространенным типом электродов и используются как сварщиками в среде инертного газа (MIG), так и сварщиками дуговой сварки в защитных металлах (SMAW, также известные как сварщики штанги и сварщики дуговой сварки).
В отличие от неплавких электродов, расходные материалы плавятся в процессе сварки. Электроды
MIG используют тонкую проволоку, которая автоматически подается машиной MIG в сварочную горелку.
Расходуемый электродРоботизированные сварочные аппараты MIG считаются полностью автоматическими, а аппараты, управляемые людьми-сварщиками, известны как полуавтоматические сварочные аппараты.
Поскольку в машинах MIG для защиты сварного шва используется защитный газ, проволока MIG не покрывается флюсом.
Сварочный аппарат Forney Easy Weld 261 MIG – мой лучший выбор, поскольку он представляет собой идеальный баланс между качеством и ценой.
Если вы заинтересованы в покупке The Forney Easy Weld 261, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Наш выбор
Дуговые сварочные аппараты используют расходуемые электроды или стержни для получения прочных сварных швов без использования защитного газа. Плавящиеся электроды для дуговой сварки классифицируются как неизолированные электроды или электроды с покрытием.
Электроды без покрытия не имеют флюсового покрытия для защиты сварочной ванны и обычно используются для сварки марганцевой стали.
Электроды с покрытием являются идеальным выбором для сварщиков дуговой сварки и делятся на три группы
- Электроды с легким покрытием
- Электроды со средним покрытием
- Электроды с толстым покрытием или экранированные электроды
Электроды с легким покрытием
Как следует из названия, электроды с легким покрытием имеют тонкий слой флюса.Хотя флюс не производит надежного защитного газа, он защищает сварочную ванну от таких загрязнений, как фосфор, сера и оксиды.
Легкое покрытие также стабилизирует электрическую дугу и образует меньшее количество шлака, чем стержни со средним или толстым покрытием.
Стержни с легким покрытием имеют коэффициент покрытия , равный 1,25 , и не подходят для металлов с высоким уровнем загрязнения, для которых требуется защитный флюс.
Электроды со средним покрытием
Большинство сварщиков-любителей и опытных сварщиков часто используют электроды со средним покрытием, такие как стержни с низким содержанием водорода.
Некоторые из наиболее распространенных применений штанг со средним покрытием включают морское бурение, строительство мостов, строительство коммерческих зданий и сварку трубопроводов.
С коэффициентом покрытия 1,45 электроды со средним покрытием отличаются легкостью удаления шлака, исключительным контролем дуги и возможностью сварки в любом положении.
Электроды с толстым покрытием
Электроды с толстым покрытием содержат наибольшее количество флюса и имеют коэффициент покрытия 1.6 к 2.2. Покрытие при воспламенении в сварочной ванне создает эффективный защитный газ для защиты сварного шва.
Стержни изготовлены из трех материалов, включая целлюлозу, минерал и комбинацию целлюлозы и минералов.
Руководство по присвоению имен сварочным стержням
Американское сварочное общество (AWS) разработало буквенно-цифровую систему именования сварочных электродов. Это основная система, используемая для идентификации сварочных стержней не только в США, но и в других странах.
Как следует из названия, этот буквенно-цифровой подход состоит из букв и цифр, которые обычно выгравированы на стороне каждого сварочного стержня.
Вы встретите такие термины, как E6010, E7018 и другие. Вот как работает метод наименования:
Основная буква «E», которая появляется в начале названия, обозначает электрод. Две следующие цифры относятся к минимальному пределу прочности сварного шва на растяжение, который измеряется в фунтах на квадратный дюйм (psi).
Например, число 60 в E6010 означает, что стержень производит валик с минимальной прочностью 60 000 фунтов на квадратный дюйм .Проще говоря; полученный сварной шов может выдержать усилие в 60000 фунтов, необходимое для его разрыва.
Третье значение представляет количество позиций, в которых может использоваться сварочный электрод. Имейте в виду, что существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное.
Например, 1 означает, что стержень можно использовать во всех положениях, тогда как 2 означает, что его можно использовать только в плоском или горизонтальном положениях.
Последняя цифра показывает тип покрытия и вид сварочного тока (переменный ток, постоянный ток или оба), которые можно использовать со стержнем.Теперь, когда вы знаете, как работает система наименований, мы углубимся в типы сварочных электродов.
Выбор правильного стержневого электрода >> Посмотрите видео ниже
Типы сварочных стержней
6010
Электроды 6010 довольно популярны. Они используются для обеспечения глубокого проплавления – формы сварки, требующей очень высокой плотности мощности до 1 мегаватта на квадратный сантиметр .
Принимая это во внимание, электроды E6010 в основном используются для сварки труб и таких приложений, как судостроительные верфи, водонапорные башни, стальные отливки, полевое строительство и стальные резервуары для хранения.
Важно отметить, что они могут работать только на сварочном оборудовании, использующем постоянный ток (DC).
Связанные материалы: В чем разница между сваркой на переменном и постоянном токе? Все, что вам нужно знать
Кроме того, они имеют чрезвычайно тугую дугу – аспект, который затрудняет обращение с ними, особенно для сварщиков-любителей.
6011
Отличительной особенностью электрода 6011 является то, что он может использоваться как на переменном, так и на постоянном токе .
Это очень удобно, так как вы можете легко переключаться с одного типа тока на другой, чтобы определить, какой из них работает лучше всего.
Как упоминалось ранее, этот тип сварочного прутка может выдерживать силу 60 000 фунтов на квадратный дюйм без поломки. Как и электрод 6010, 6011 также обеспечивает глубокое проникновение.
Это делает его лучшим выбором для сварки более толстых материалов. Это также объясняет, почему электроды 6011 используются для сварки с окрашенными, грязными и жирными поверхностями.
Недостатком этого электрода является то, что он создает плоские сварные швы, оставляет рябь и шероховатую поверхность.
Это может быть проблемой в тех случаях, когда вам нужна эстетичная отделка.
6012
Сварочный пруток 6012 представляет собой универсальный сварочный стержень, который может похвастаться превосходными характеристиками перемычки, особенно в случаях применения с нестандартной установкой.
Известно также, что этот электрод обеспечивает хорошую стабильную дугу и работает при высоких токах с минимальным разбрызгиванием.Более того, он совместим как с источниками питания переменного, так и постоянного тока.
При этом у электродов 6012 есть два основных ограничения. Один, они лучше всего подходят для мелкого или тонкого проникновения. Во-вторых, они образуют толстые отходы плавки; , следовательно, они требуют дополнительной очистки после сварки.
Типичные области применения сварочного прутка этого типа включают соединение открытых стыков, ремонтно-сварочные работы, некритическую сварку и сварку проржавевших листов углеродистой стали.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
6013
Это еще один популярный электрод, который генерирует мягкую дугу с небольшими брызгами. 6013 часто используется для сварки с умеренным проплавлением и имеет легко удаляемый шлак.
Также важно отметить, что он совместим с переменным и постоянным током.
Принимая во внимание эти атрибуты, этот тип электрода используется в случаях, когда возникают короткие или нерегулярные сварочные работы.Поскольку он создает довольно стабильную и гладкую дугу, он идеально подходит для тех приложений, где требуется изменение положения.
Такие применения включают сварку листового металла, судоремонт и строительство, а также сварку изношенных или изношенных поверхностей из мягкой стали. Электроды 6013 также используются для общих и легких производств.
7018
7018 – один из самых универсальных сварочных стержней, который в основном используется для сварки углеродистой стали с низким и средним содержанием углерода. Как мы объясняли ранее, этот электрод предназначен для создания гораздо более прочного сварного шва, который может выдерживать давление до 70 000 фунтов на квадратный дюйм.
Еще одним ключевым атрибутом сварочного прутка 7018 является тот факт, что он обычно покрыт составом из железа с низким содержанием водорода.
Этот состав испаряется и в процессе защищает сварной шов. от загрязнения влагой и воздухом.
Этот сварочный электрод можно использовать как с источниками питания переменного, так и постоянного тока и во всех четырех положениях. Благодаря этим характеристикам, 7018 оказался полезным при сварке конструкций.
Под этим мы подразумеваем тип сварки, необходимый для электростанций, электростанций, заводов и мостов.
7024
Основной характеристикой данного сварочного прутка является высокое содержание железного порошка. Это важная особенность, которая значительно увеличивает скорость наплавки и, как следствие, упрощает сварку.
Связанное чтение: 4 основных положения сварки, которые вы должны знать: полное руководство, которое вам когда-либо понадобится
Кроме того, стержни 7024 обычно используются для высокоскоростной сварки плоских или горизонтальных швов.Они особенно удобны для приложений, требующих гладкой поверхности с мелкой рябью.
| Электрод | Покрытие | Положение | Сила тока | Пенетрация | 903 903 9069 Высокая прочность на растяжение Позиции | DCEP | Глубокий | 60,000 PSI | |
| E-6011 | Высокий уровень целлюлозы, калий | Все положения | DCEP AC | Глубокий | 60,000 PSI | ||||
| Все позиции | DCEP AC | Средний | 60000 фунтов на кв. | E-7018 | Железный порошок с низким содержанием водорода | Все позиции | DCEP AC | От мелкого до среднего | 70 000 фунтов на кв. Дюйм |
Сварочные стержни 6013 и 6011 идеально подходят для начинающих.6011 почти не оставил шлака. ОЧЕНЬ легко нанести удар, но требовался правильный баланс соединения частей и прожигания.
Если вас интересуют сварочные стержни 6011 или 6013, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Наш выбор
Что означают цифры, нанесенные на электроды?
Система числовой классификации электродов поначалу может показаться запутанной, но как только вы поймете, что обозначают числа, покупка электронов станет проще простого.
Система, разработанная AWS, показывает, какое давление может выдержать стержень, правильное положение для сварки, состав флюса и правильный ток для использования со стержнем . Чаще всего при сварке используются стержни 7018, 7014, 6013, 6011 и 6010.
На примере стержня 7018 можно определить предел прочности стержня на разрыв по первым двум числам.
Цифры представляют собой фунты на квадратный дюйм (psi), которые может выдержать полученный сварной шов.
Умножив 70 на 1000, вы увидите, что сварной шов может выдерживать давление 70 000 фунтов на квадратный дюйм.
Третье число электрода обозначает его оптимальное положение для сварки. Используются только 1,2 и 4.
Номер 1 означает, что электроды можно использовать во всех положениях , 2 означает плоское горизонтальное положение, а 4 означает положение над головой или положение вертикально вверх или вниз .
В случае стержня 7018 это означает, что стержень может работать во всех положениях .Последнее число представляет материал флюса и соответствующий ток для использования.
Число 8 означает, что стержень состоит из калия с низким содержанием водорода и порошка железа. Это также означает, что подходящий ток электрода – переменный, постоянный и постоянный +.
Покрытие электрода изготавливается из нескольких различных материалов. В таблице ниже показаны различные составы электродов и соответствующие токи.
| Номер | Материал | Ток |
|---|---|---|
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC +, DC- |
| 7 | Высокий оксид железа | , оксид калия 90 , DC +, DC-|
| 6 | Калий с низким содержанием водорода | AC, DC + |
| 5 | Натрий с низким содержанием водорода | DC + |
| 4 | Железный порошок DC, | , DC- |
| 3 | Калий с высоким содержанием титана | AC, DC + |
| 2 | Натрий с высоким содержанием титана | AC, DC- |
| 1 | 903 с высоким содержанием целлюлозы 9032 + калий DC- | |
| 0 | Натрий с высоким содержанием целлюлозы | DC + |
Классификация электродов по номеру содержит много информации ионный, но если вы не уверены насчет электрода, изучите упаковку.
Производители электродов включают в комплект поставки подробные спецификации, которые должны ответить на все ваши вопросы.
Перед тем, как начать сварочный проект, проверьте спецификации перед настройкой сварочного аппарата.
В большинстве инструкций также указано, какие металлы подходят для электрода и как установить силу тока на вашем станке.
Как обращаться с электродами и хранить их
При покупке электродов вы должны знать несколько вещей.Электроды – хрупкие компоненты, с которыми необходимо обращаться осторожно.
Хотя у них есть металлические сердечники, электроды могут погнуться или сломаться в зависимости от типа металла.
Стержни, конструктивно не поврежденные при использовании, не будут обеспечивать надежные сварные швы. Флюс защищает сварочную ванну и необходим для выполнения прочных сварных швов.
Стержни упакованы в герметичный контейнер, когда вы их покупаете, и начинают разлагаться, если вы держите их без защиты более нескольких часов.
Когда вы выбираете электрод для сварки, не забудьте хранить оставшиеся стержни в герметичном контейнере.
В зависимости от состава стержня, флюс ухудшается, когда он подвергается воздействию влажных условий. Флюс превратится в мокрый беспорядок, если он поглотит слишком много водорода или кислорода.
Трудно избежать влажности, когда вы работаете на улице. Постарайтесь свести к минимуму воздействие атмосферы на электрод, открыв контейнер со стержнем непосредственно перед началом сварки.
Чтение по теме: Есть ли срок годности сварочных электродов? Срок годности электродов
Руководство по выбору сварочного стержня
Даже если вы знакомы с различными типами сварочных электродов, вам все равно может быть трудно выбрать один для конкретного применения.Вот еще несколько факторов, которые следует учитывать:
Прежде чем продолжить чтение, вот статья, которую мы написали о выборе сварочного стержня для чугуна
Основной металл
Одна вещь, которую вы должны принять во внимание, – это состав основной металл. Ваша основная цель здесь – найти сварочный стержень, который точно соответствует основному металлу.
Это увеличивает шансы на формирование прочного и стабильного сварного шва. Если вы не уверены в конфигурации основного металла, обратите внимание на следующие аспекты:
Внешний вид металла
Работаете ли вы с поломанной частью металла или детали? Если да, проверьте его текстуру; грубая или зернистая поверхность означает, что вы имеете дело с литым металлическим материалом.
Магнитный против немагнитного
Определение того, является ли материал магнитным или немагнитным, является еще одним способом отличить основной металл. Если он магнитный, высока вероятность, что это легированная или углеродистая сталь.
Если он немагнитный, основным металлом может быть что угодно, от аустенитной нержавеющей стали, марганцевой стали или цветного сплава, такого как латунь, алюминий, титан или медь.
Тип искры
Вам также следует проверить тип искры, которую производит основной металл, когда он сталкивается с шлифовальной машиной.Кардинальное правило здесь состоит в том, что чем больше вспышек в его искрах, тем выше содержание углерода в основном металле.
Реакция долота на металл
При ударе о мягкий металл, например алюминий, долото оставляет следы от укусов. Однако при ударе о более твердые металлы, такие как чугун или высокоуглеродистая сталь, он отскакивает.
Прочность на растяжение
Важно, чтобы вы также согласовали прочность на разрыв сварочного стержня с прочностью основного металла.Несоблюдение этого правила может привести к растрескиванию и другим нарушениям сплошности сварного шва.
Чтобы определить предел прочности электрода на растяжение, все, что вам нужно сделать, это проверить первые две цифры.
В качестве примера, стержень 6011 означает, что он создает сварной шов с минимальным пределом прочности на растяжение 60 000 фунтов на квадратный дюйм, и, следовательно, может хорошо работать со сталью соответствующей прочности на растяжение.
Сварочный ток
Хотя некоторые сварочные стержни совместимы как с переменным, так и с постоянным током, другие поддерживают только один из этих источников питания.
Чтобы определить тип тока, с которым может использоваться электрод, проверьте четвертую цифру в его названии.
Это значение показывает не только тип покрытия, но и подходящий сварочный ток. Вот простая диаграмма, которая поможет вам:
| Четвертая цифра | Сварочный ток | |
| 0 | Постоянный ток (положительный) | |
| 1 | Переменный ток или пост. 2 | AC или DC (отрицательный) |
| 3 | AC, DC (как положительный, так и отрицательный) | |
| 4 | AC, DC (как положительный, так и отрицательный) | |
| 8 | AC или Постоянный ток (положительный) |
Сколько ампер в стержне 7018? Сварочный пруток 7018 arс рассчитан на ток до 225 ампер.Но не стоит забывать, что в усилителе предусмотрены 7018 стержней разных производителей, так что вам придется выполнять рабочие рекомендации по сварке.
Стержень 7018 представляет собой стержень из мягкой стали, покрытый флюсом на основе железа с низким содержанием водорода, который испаряется, чтобы скрыть расплавленную сварку из-за загрязнения воздуха и влаги.
Обычно используется для сварки каркасов общего назначения.
Что является лучшим сварочным стержнем для вертикальной сварки ?Какой сварочный пруток лучше всего подходит для вертикальной сварки? В качестве первого выбора были выбраны удилища 7018 из-за низкого содержания в нем железа.Металлический материал производит лужу, которая может слегка заморозить и менее склонна к выпадению работы во время ее жидкого состояния, а также дает более быструю волнистую поверхность.
Выбор правильных электродов для сварки очень важен, особенно для обычной сварки. Стержни
,, 7024, 7018 и 6010 могут показаться хорошим выбором при выборе лучшего стержня для вертикальной сварки.
Ваш лучший вариант – это пруток 7018, так как он больше подходит для обычной сварки стали.
Стержни 6010 восстанавливают больше навыков, чем стержни 7018, когда они подвергаются вертикальной сварке. А удилища 7024 не обладают такими же характеристиками, как у 7018 удочек.
Тем не менее, было бы разумно попробовать электродвигатели 7018 для точной сварки.
Как я могу рассчитать, сколько сварочного стержня мне понадобится?- Рассчитайте зону сварки, включая армирование корня и крышки на несколько миллиметров.
- Множество сварных швов производят по длине, чтобы иметь объем сварного шва в кубические миллиметры.3) получить массу брака за счет общего количества сварных швов, чтобы обеспечить полное восстановление металла в килограммах.
- Множественная масса или металл, переработанный в килограммах.
- Добавьте 20-30% возмещения убытков.
- Рассчитайте количество электродов, необходимое на килограмм нанесенного сварочного металла, это зависит от расходных материалов, но следует использовать электроды массой 1,5 кг на 1 кг или сварочный материал.
- Потребуется масса электродов в килограммах.
- Наконец, вы определились с выбором между диаметром электрода.Например, 5% электродов будут иметь диаметр 2,5 мм, а 95% – диаметр 3,2 мм.
Толщина сварного или углового стыка может быть изменена, поскольку она равна длине, умноженной примерно на 0,7, в то время как минимальная высота скругления кромки определяется в соответствии с этим методом. .
Активность пломбировочного поля определяется высотой самого большого равнобедренного профиля, вписанного в сварной шов без повреждения.
Зазубренная горловина, по-видимому, отличается от поверхности прокладки, которая задерживает форму на поверхности металла, от края поверхности до края.
Фактическая поверхность, в которой видны выпуклое и угловое скругление, является отличием от места прямого перемещения корня к центру прямой прокладки, соединяющего часть стержня с металлической частью.
ДЕЛАЕТ 7018 НЕОБХОДИМО ОТВЕТИТЬ?Нужно ли нагревать 7018? Главный ответ – нет.Тем не менее, модель 7018 представляет собой маловодородный стержень, что означает, что он не воспринимает влагу в своем флюсе. Если вы будете работать в помещении с относительно высокой влажностью, рекомендуется держать ваш 7018 нагретым.
Формы 7018 закуплены мануфактурой и расценены в строго определенных условиях, чтобы гарантировать, что все происходит в целом. Тем не менее, после того, как упаковка открыта, окружающее воздействие помогает в движении, в том числе и в чрезвычайно высокой гигроскопичности.
Если вы занимаетесь сваркой на дому, вы можете получить отличную сварочную сварку, в которой используется регулятор 110-V, чтобы гарантировать, что ваш 7018 останется сухим.
В этом месте нагреватель не предназначен для плавления металла, а нагрев сварочных стержней предназначен для предотвращения попадания в них влаги.
Ссылки по теме: 11 распространенных дефектов сварки и способы их предотвращения (прочтите это в первую очередь)
Использование домашней духовки для нагрева ваших изделий не является оптимальным вариантом из-за того, что они выходят из слишком высоких и слишком высоких уровней. Для стержней требуется от 500 до 700 градусов в течение примерно 30 минут до часа.
В спешке? Здесь вы можете найти наше лучшее сварочное оборудование и аксессуары.
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем.
Часто задаваемые вопросы
Вот несколько общих вопросов, которые люди часто задают о сварочных стержнях:
Что такое самый маленький сварочный стержень?
Какой самый маленький сварочный стержень? Самая маленькая сварочная вилка – 6012. Эти ребята будут работать в области преодоления трудностей между суставами.Они также используются для высокоточных сварных швов и сварных швов с высоким током, выполняемых в огромных количествах.
Другие сварочные стержни, размеры которых близки к 6012, – это стержни 6013, 7014, 7024 и 7018. Все они имеют разные характеристики, что делает их подходящими для различных сварочных работ.
Срок годности сварочных стержней истекает?
Срок годности сварочных стержней истекает? ДА! Независимо от того, сняли ли вы сварочный пруток после расчёта несколько месяцев назад или тридцати лет назад, это может пойти плохо. Это не зависит от возраста удилища, а скорее от влажности, на которую удилище было увеличено.
Так что держать стержень в сухом состоянии очень важно и непросто, а его износ является синонимом износа.
Крайне важно знать, как сохранить электроды, не только на срок их годности, но и на то, чтобы избежать проблем, связанных с использованием нестандартных стержней, например, электродов.
Что ж, относительно потому, что некоторые электроды более чувствительны к большему, чем другие, и количество большего количества стержня может быть в зависимости от вида.
Заключение
Перед тем, как приступить к сварке, вы должны выбрать правильный тип сварочного стержня. Каждый из этих электродов назван на основе набора атрибутов, которыми он обладает.
При сварке каждый металл по-разному реагирует на электрическую дугу. Существует бесчисленное множество разновидностей электродов, но если вы будете следовать инструкциям производителя, у вас не должно возникнуть проблем при сварке незнакомым электродом.
Итак, если у вас есть ящик со стержнями, который вы хотите использовать в новом проекте, запустите сварщика и зажгите дугу.
Рекомендуемая литература
Сварочный кислород – это то же самое, что и медицинский кислород?
Кто изобрел сварочный аппарат и в каком году была изобретена сварка? – Полная история сварки
Как выбрать стержни для дуговой сварки >> Посмотрите видео ниже
Руководство по выбору pH-электродов для компонентов и типов стилей
Используйте это руководство для определения компонентов электродов и стиль, который лучше всего подходит для измеренных решений.
Компоненты электродов
Большинство pH-электродов являются комбинированными. Электрод состоит из двух основных элементов. Один элемент является чувствительной полуячейкой, а другой – эталонной полуячейкой. Оба полуэлемента должны использоваться вместе, чтобы замкнуть контур pH, чтобы получить измерение pH. Чувствительная полуячейка – это часть электрода, которая отвечает за измерительную часть в системе; думайте об этом как о положительном () конце цепи. Эта часть электрода обычно содержит мембрану, чувствительную к изменению pH измеряемого раствора.Контрольная полуячейка обеспечивает стабильный контрольный потенциал, необходимый для измерения pH; воспринимайте это как отрицательный (-) конец цепи.
Большинство pH-электродов, предлагаемых Cole-Parmer, представляют собой комбинированные электроды. Комбинированные электроды содержат обе полуячейки – чувствительную и эталонную – в одном зонде. Коул-Пармер также предлагает традиционные чувствительные и эталонные полуэлементы, но они стали намного менее популярными. Лучший вариант будет зависеть от типа образцов, которые будет измерять пользователь.В следующих разделах описываются различные типы электродов и объясняются основные различия для каждого из них.
Эпоксидная смола против стекла
Электроды с эпоксидным корпусом более долговечны, обычно являются более экономичным выбором и идеально подходят для условий, в которых ожидается грубое обращение. Однако максимальный предел температуры для большинства электродов из эпоксидной смолы составляет приблизительно 176ºF (80ºC).
Электроды со стеклянным корпусом способны выдерживать гораздо более высокие температуры, до 230ºF (от 100 до 110ºC) в зависимости от конкретного электрода, а также обладают химической стойкостью к сильно коррозионным материалам или растворителям.Электроды в стеклянном корпусе также легче чистить после использования. При обращении с электродом любого типа потребуется осторожность, поскольку даже небольшой перелом колбы или корпуса электрода может привести к ошибочным показаниям.
Герметичные и многоразовые электроды
Герметичные или заполненные гелем электроды практически не требуют обслуживания и идеально подходят для большинства применений. Они также имеют тенденцию быть более экономичным. Однако при низком уровне внутреннего заполняющего раствора (или при его высыхании) электрод необходимо заменить.Вот почему герметичные электроды могут иметь меньший срок службы, чем повторно заполняемые электроды.
Перезаправляемые электроды имеют отверстие в верхней части электрода, которое позволяет их повторно заполнять, когда внутренний заполняющий раствор становится низким или заканчивается. Во многих случаях это может значительно продлить срок службы электрода. Перезаправляемые электроды позволяют пользователю менять раствор для наполнения, если он загрязняется. При необходимости пользователи также могут изменить раствор для наполнения для специальных применений, например, при измерении pH в органических растворителях.
Распространенное заблуждение состоит в том, что многоразовые электроды более точны, чем герметичные. Однако это не так, поскольку доступны высокоточные герметичные электроды, которые обеспечивают сопоставимые или более точные показания, чем перезаправляемые электроды. Одним из примеров являются герметичные электроды Oakton ® с полимерным наполнением, обеспечивающие точность 0,02 единицы pH. Для сравнения, большинство перезаправляемых электродов обеспечивают точность от 0,01 до 0,02 единиц pH.
Однопереходная и двойная
В комбинированных электродах опорный спай позволяет ионам H свободно проходить между опорной и чувствительной полуячейками, замыкая электрическую цепь.Чаще всего переходники изготавливаются из керамического материала и бывают одинарными или двойными. Экономичные однопереходные электроды идеально подходят для общего применения и очистки воды. Обычно они не рекомендуются для использования с образцами, содержащими белки, органические вещества, тяжелые металлы, сульфиды, трис-буферы или любые другие биологические среды. Эти образцы будут реагировать со следами серебра, присутствующего в электродах. Для этих целей рекомендуются электроды с двойным переходом, поскольку они имеют дополнительный барьер, предотвращающий эту реакцию.Электроды с двойным переходом также имеют тенденцию служить дольше во многих случаях из-за этого дополнительного барьера.
Хотя большинство эталонных ячеек имеют H-проницаемый стеклянный переход, также доступны электроды с эталонными спаями из ПТФЭ. Электроды с переходами из ПТФЭ лучше подходят для использования с растворами, которые являются очень вязкими или содержат частицы, которые забивают обычные стеклянные переходы. Эти приложения могут включать измерение масел, красок, паст или чернил.
Также доступны различные специализированные электроды для специальных применений:
-
Промывочные электроды / электроды Sure-Flow®
– идеально подходят для вязких или грязных образцов; соединение можно промывать, предотвращает засорение и обеспечивает более быстрое время отклика благодаря постоянному потоку заполняющего раствора в измеряемые образцы.Он подходит для всех типов образцов, даже для образцов с высокой вязкостью, хотя высокая скорость утечки потребует более частого наполнения.
-
Стеклянные капиллярные электроды / электроды с открытыми порами
– обеспечивают более крупный переход и повышенный поток для более стабильного потенциала перехода.
-
Фитильные электроды
– обычно изготавливаются из стекловолокна, волоконно-оптических пучков или Dacron®. Они используются в электродах из эпоксидной смолы для водных проб.Они демонстрируют медленное время отклика и забиваются, если образцы слишком грязные или вязкие.
-
Керамические соединительные электроды
– Изготовлены из пористой керамики, деревянной пробки или пористого ПТФЭ. Это наиболее часто встречающееся соединение в стандартной лаборатории. Керамические переходные электроды забиваются, если образцы слишком грязные или вязкие; они используются в электродах со стеклянным корпусом.
Электроды эталонного типа
Серебро / хлорид серебра (Ag / AgCl)
Ag / AgCl – наиболее распространенный внутренний элемент этого типа, подходящий почти для всех применений (их температурный предел составляет 176 ° F (80 ° C).
Другой эталонный тип – электроды Thermo Scientific ™ ROSS ™. Этот тип эталона имеет внутренний эталон для окислительно-восстановительной пары йодид / йод (I 2 / I). Внутренний эталон йодид / йод в сочетании с платиновой проволокой создает окислительно-восстановительный потенциал. Это обеспечивает более быстрый отклик и лучшую стабильность во времени, чем электрод с серебряной проволокой и традиционным заполняющим раствором комплекса Ag / AgCl. Однако для всех многоразовых электродов ROSS будет использоваться внешний эталонный раствор 3M KCl.
Измерение температуры и температурная компенсация
Как и в случае любого измерения pH, при выборе электрода, подходящего для данной области применения, учитывайте измерение температуры. PH раствора может сильно варьироваться в зависимости от температуры раствора, и любое изменение температуры в образце также повлияет на показания.
Почти все счетчики в стандартной комплектации имеют ручную или автоматическую температурную компенсацию. Ручная компенсация температуры требует, чтобы пользователь вручную вводил измеренное значение температуры измеряемого образца.Автоматическая температурная компенсация или ATC непрерывно измеряет температуру и корректирует изменения электрода и показаний из-за изменения температуры раствора. Для измерения температуры требуется дополнительный датчик.
Выберите один из двух вариантов датчика при использовании измерителя с ATC. Один из вариантов – использовать отдельный датчик температуры от вашего pH-электрода. Тип подключения датчика ATC зависит от марки и модели счетчика, поэтому учитывайте это при выборе.Основным преимуществом использования отдельного датчика температуры является то, что он обеспечивает гибкость вашего измерителя для установки различных типов pH-электродов. Это удобно для различных изменений приложения или при работе с разными типами образцов. Зонд ATC также не требует замены при выходе из строя pH-электрода.
Второй вариант – использование pH-электрода со встроенным элементом ATC. Этот тип электрода называется электродом «все в одном» или «три в одном».Электроды «все в одном» удобнее, потому что в образец входит только один зонд. Поскольку эти датчики имеют электроды pH и ATC в одном устройстве, обычно имеется два разъема. Один разъем обычно представляет собой стандартный разъем BNC для pH-части электрода. Другой разъем будет температурным разъемом электрода, который зависит от марки pH-метра. Выбор универсального электрода может уменьшить количество вариантов электродов, доступных для измерителя.По запросу доступны индивидуальные решения. Многие портативные pH-тестеры включают в себя электроды pH и ATC в одном устройстве. pH-тестеры – это измерители, разработанные для работы в полевых условиях и в более суровых условиях.
Тип соединения
К pH-метру подключается множество различных соединений для pH-электрода. Большинство pH-электродов имеют разъем BNC. Пробники BNC будут совместимы с широким спектром счетчиков; однако это не относится к электродам со встроенной температурной компенсацией (ATC).Вот список наиболее распространенных типов подключения:
- • BNC – соединение BNC является наиболее распространенным и универсальным типом соединения электродов
- • Разъем DIN – это все еще относительно распространенное соединение и обычно используется для датчиков со встроенным в ATC
- • Стандарт США – это старый стандарт, который используется реже
- • Штыревой наконечник – этот тип соединения в основном использовался с электродами с половинными ячейками, которые были заменены комбинированными электродами
В дополнение к pH-электроду , АТС также имеет специализированное подключение.Датчики ATC менее универсальны, поскольку большинство производителей используют другой тип датчика температуры и другой тип подключения. Обычно лучше всего найти подходящий электрод ATC, заглянув в раздел о принадлежностях руководства к pH-метрам. Вот несколько вариантов:
- • Фонокорректор (3,5 мм или другой)
Специальные электроды
- • Стандартные электроды – диаметром примерно 12 мм; типичный лабораторный электрод
- • Узкие электроды – примерно от 6 до 8 мм в диаметре; увеличенная длина для использования с бутылками, сосудами и пробирками
- • Полумикроэлектроды – примерно от 6 до 8 мм в диаметре; возможность измерения объема образца до 200 мкл.
- • Прочные грушевые электроды – более прочная конструкция для предотвращения поломки; отлично подходит для использования в полевых условиях
- • Электроды с наконечником-наконечником – используются для пробивки твердых или полутвердых образцов; сыры, мясо и т. д.; подходит для небольших объемов образцов
- • Электроды с плоской поверхностью – используются для измерения pH поверхностей, твердых частиц или гелей; подходит для малых объемов образцов
- • pH-электроды PerpHecT ™ – специально разработаны для использования с pH-метрами PerpHecT ™ Thermo Scientific ™; Функция температурной компенсации LogR позволяет одновременно измерять pH и температуру без использования отдельного датчика ATC.
- • Электроды из сурьмы – специально разработаны для устойчивости к HF кислоте, так как не содержат стекла.Обычно они могут выдерживать концентрацию HF кислоты до 5%. Основная проблема при использовании датчика сурьмы заключается в том, что они имеют другое смещение, чем стандартные датчики. При pH 7 показание мВ составляет около –400 мВ ± 30 мВ, а наклон составляет около 50 мВ / pH по сравнению с 59 мВ. Требуется счетчик, который может это компенсировать, и его может быть труднее найти.
Руководство по выбору электродов для идентифицированных областей применения
- • Биологические образцы – Двойное соединение или электрод ROSS
- • Фармацевтические препараты – Электрод с двойным переходом или ROSS
- • Плавиковая кислота – Электрод сурьмы или HF
- • Образцы с низкой ионной силой и кислотный дождь – AccuFlow или смываемые модели
- • Питательная вода котла и дистиллированная вода – AccuFlow или смываемые модели
- • Питьевая вода – стандартный Ag / AgCl с одинарным переходом
- • Сточные воды – двойной переход или электрод ROSS
- • Решения с тяжелыми металлами – двойные соединение
- • Образцы почвы – Электрод почвы или двойное соединение
- • pH> 9 и высокое содержание Na – Большинство электродов с одинарным или двойным переходом, Ag / AgCl
- • Высокая или быстро меняющаяся температура – стили ROSS
- • Влажные плоские поверхности – Плоская поверхность
- • Сыр, агар, бумага и кожа – Плоская поверхность
- • Полуфабрикаты d образцы – наконечник копья, Ag / AgCl, ISFET
- • фрукты, сыр и мясо – наконечник копья, Ag / AgCl, ISFET
- • неводные образцы, растворители и спирты – стили AccuFlow, смываемые стили или двойные соединение
- • Вязкие образцы, суспензии, взвешенные твердые частицы и шламы – стили AccuFlow, смываемые типы, двойное соединение или ISFET
- • Эмульсии и масла – стили AccuFlow, смываемые образцы, двойные соединения или ISFET
- • Краски и чернила – Модели AccuFlow, модели с возможностью промывки, двойное соединение или ISFET
Пара электродов
Измерительный и эталонный полуэлементные электроды должны использоваться вместе для замкнутого контура pH.Большинство предлагаемых нами электродов представляют собой комбинированные электроды, в которых обе полуэлементы размещаются в одном зонде.
Чувствительные полуэлементы
Чувствительные полуэлементы представляют собой измерительную часть электродной системы и содержат чувствительную к pH мембрану.
Стекло и датчики ISFET
Стеклянная мембрана или колба электрода сконструированы для использования в определенных условиях. Различные типы стеклянных мембран могут укрепить электрод, расширить его температурный диапазон или предотвратить ошибку натрия при высоких значениях pH.
- Стекло общего назначения: различные диапазоны pH, температура до 212 ° F (100 ° C).
- Синее стекло: pH 0-13, температура до 230 ° F (110 ° C)
- Янтарное стекло: pH 0-14, температура до 230 ° F (110 ° C), ошибка с низким содержанием натрия (Na ) (In В растворах с высокими концентрациями Na Na может быть ошибочно интерпретирован как H при pH 12 и выше.)
также предлагает твердотельные электроды ISFET (ионно-специфический полевой транзистор). Не стеклянная измерительная поверхность не сломается и не вытирается при хранении в сухом виде – отлично подходит для использования в пищевой промышленности.
Эпоксидная смола против стеклянного корпуса
Электроды с эпоксидным корпусом устойчивы к ударам и идеально подходят для грубого обращения, но не должны использоваться при более высоких температурах или для неорганических веществ. Электроды в стеклянном корпусе выдерживают высокие температуры и коррозионные материалы или растворители.
| Электрод с эпоксидным корпусом |
| Стеклянный электрод |
Эталонная половина2 ячеек эталона, необходимая для полуэлементного потенциала
9 Измерение pH.Наш выбор электродов включает в себя множество вариантов эталонных ячеек: Одинарный или двойной переход
В комбинированных электродах эталонный спай позволяет ионам H свободно проходить между эталонной и чувствительной полуэлементами. электрическая схема. Экономичные однопереходные электроды идеально подходят для универсальных применений. Используйте электроды с двойным переходом с растворами, содержащими сульфиды, тяжелые металлы или трис-буферы, чтобы предотвратить загрязнение контрольной ячейки.
Хотя большинство контрольных ячеек имеют проницаемый стеклянный переход H , также доступны электроды с контрольными переходами из ПТФЭ – их можно использовать с растворами, которые могут засорить обычные стеклянные переходы.
Серебро / хлорид серебра (Ag / AgCl) по сравнению с каломелем (Hg / Hg
2 Cl 2 )
Ag / AgCl является наиболее распространенным внутренним элементом, подходящим почти для всех приложений [предел температуры : 176 ° F (80 ° C)]. Hg / Hg 2 Cl 2 рекомендуется для использования в растворах, содержащих белки, органические вещества или тяжелые металлы, которые могут реагировать с серебром и забивать контрольный спай [предел температуры: 158 ° F (70 ° C)].
Многоразовые и герметичные
Перезаправляемые электроды имеют порты, которые позволяют заполнять камеру сравнения раствором сравнения – они экономичны и долговечны. Герметичные электроды прочны и практически не требуют обслуживания; однако их необходимо заменить при низком уровне заполняющего раствора.
Электроды: определение и типы – видео и стенограмма урока
Аноды и катоды
Точно так же существует два разных типа электродов:
- Анод – это электрод, который притягивает анионы.
- Катод – электрод, притягивающий катионы.
Полезный способ запомнить взаимосвязь между ионами и электродами – это знать, что «кот» в катоде относится к катиону. Первая буква «а» в аноде относится к аниону.
Когда вы соединяете оба электрода вместе, вы можете образовать электрическую цепь. Электрическая цепь – это путь, по которому текут электроны. Таким образом, если электрод – это наш мост, по которому движутся электроны, схема – это дорожная карта, которую электроны используют для определения, куда двигаться.В электрических устройствах электроны всегда будут течь от анода к катоду.
Как работает электрод?
При описании работы электрода есть два различных электрических устройства, которые мы можем использовать в качестве примеров. Первый пример связан с нашей батареей. Как показано на этой схеме, батарея имеет два вывода: катод и анод. Два разных процесса, происходящих внутри батареи, способствуют протеканию электрического тока. Во-первых, внутри батареи происходят химические реакции.Во-вторых, у нас есть электроны, перемещающиеся от анода и катода, чтобы генерировать электричество для устройства.
Допустим, вы хотите включить фонарик. Когда вы помещаете батарею в держатель, происходят химические реакции. Эти реакции высвобождают много ионов на аноде. Когда ионы растворяются, они оставляют свои электроны на аноде.
Накапливаясь на аноде, электроны не в восторге.Они предпочли бы покинуть это тесное пространство, чем сбиться в кучу. Для этого они едут к месту установки батареи с доступной занятостью, к катоду. Переходя от анода к катоду по цепи, наш фонарик может производить свет. Но что будет, если снять батарею? Если вынуть батарею, наш источник энергии, используемый для запуска химических реакций, создающих этот поток электронов, прекратит свое существование. Конечный результат – фонарик без света.
На этой диаграмме мы также можем увидеть аналогичный процесс в электролитических ячейках.Электролитическая ячейка – это устройство, используемое для преобразования химической энергии в электрическую. Одно из применений электролитической ячейки – в электрометаллургии для удаления драгоценных металлов из минеральных руд.
Основное отличие батареи от электролитической ячейки заключается в том, что электрод погружен в раствор. Катионы и ионы, плавающие в этом растворе, называются электролитами . Вы заметили блок питания в ячейке? Этот источник энергии перемещает электроны через раствор от анода к катоду.По мере движения электронов в растворе течет ток.
Независимо от того, генерируется ли электрический ток в батарее или в электролитической ячейке, электроды пропускают любой ток.
Краткое содержание урока
Электроды – это проводники, по которым протекают электроны для генерации тока. Есть два типа электродов: катоды и аноды. Катод притягивает положительно заряженные катионы. Анод притягивает отрицательно заряженные анионы.
Электроды обычно изготавливаются из таких металлов, как платина и цинк. Как отличные проводники электричества, они встречаются в электрических устройствах, таких как батареи и электролитические элементы. Электроны, текущие от отрицательного конца электрода или анода к положительному концу или катоду, означают, что может генерироваться электрический ток.
Руководство по выбору pH-электродов| Инженерное дело360
PH-электроды– это аналитические датчики для измерения потенциала водорода (pH), отрицательного логарифма активности ионов водорода в растворе.Значение pH вещества напрямую связано с соотношением концентраций иона водорода [H +] и гидроксильного иона [OH-]. Это одно из наиболее распространенных лабораторных измерений, потому что многие химические процессы зависят от pH.
Производство pH-электродов. Автор видео: EndressHauserAG / CC BY-SA 4.0
Электродыработают, создавая электрический потенциал между двумя жидкостями с разным pH, когда они входят в контакт с противоположными сторонами тонкой стеклянной мембраны, известной как элемент pH.Этот потенциал напряжения является функцией свободной кислотности или свободной щелочности раствора. Элемент pH проницаем для ионов H +, а pH-электрод заполнен нейтральным раствором, который по определению содержит равное количество ионов H + и OH-. Затем зонд pH погружается в раствор H +, и стеклянная мембрана пронизывается ионами H +, которые создают положительный потенциал на чувствительном электроде. Эта разность потенциалов измеряется pH-метром и преобразуется в выходной сигнал pH. Когда зонд погружен в щелочную среду, ионы H + мигрируют за пределы зонда, оставляя избыток ионов OH- внутри зонда, и pH-метр определяет отрицательный потенциал.
Детали pH-электрода. Кредит изображения: Морские друзья
Электродыотличаются от датчиков pH. Зонды pH – это узлы, используемые для измерения pH, которые включают электрод, корпус и датчик температуры.
Технические характеристики
У pH-электродов три основных рабочих характеристики: диапазон pH, точность pH и время отклика.
шкала pH. Кредит изображения: Центр здоровья изобилия
Для получения дополнительной информации прочтите IEEE GlobalSpec «Как выбрать электроды для снижения окисления (ОВП)».
Технические характеристики
PH-электродыимеют физические характеристики для конфигурации электродов и вариантов раствора сравнения.
Одиночные элементы или пары электродов требуют отдельного электрода сравнения.Этот тип устройства – лучший выбор для коллоидных суспензий, йодидов в пробе и высокопроцентных твердых веществ в жидкости.
Комбинированные электроды pH также широко доступны. Эти устройства состоят из двух частей: измерительного электрода и электрода сравнения.
Варианты раствора для pH-электрода
Что касается вариантов раствора сравнения, электроды сравнения могут быть повторно заполнены или герметизированы. Компромисс между двумя типами заключается в соотношении объема обслуживания и срока службы продукта.Заправляемые pH-электроды требуют более тщательного обслуживания, но также служат дольше и обычно имеют более высокую точность. Герметичные pH-электроды не требуют повторной заправки, но имеют ограниченный срок службы, поскольку химические вещества внутри израсходованы и не подлежат замене.
Соединение типа
Тип соединения – важная физическая характеристика, которую следует учитывать при выборе pH-электродов. Есть два основных типа:
Одинарный переход – Как следует из названия, электроды сравнения с одинарным переходом содержат единственный электролит.Электролит обеспечивает постоянный уровень ионов, считываемых обратимым контрольным элементом, и образует низкопотенциальный жидкостный переход с раствором пробы. Однопереходные электроды являются наиболее распространенными в промышленности.
Стеклянный электрод с одинарным переходом. Изображение предоставлено: pHadjustment.com
Двойной переход – Электроды сравнения с двойным переходом имеют дополнительную ячейку сравнения перед ячейкой хлорида калия.Эта ячейка экранирует образец из ячейки сравнения хлорида калия. Как правило, ячейки с двойным переходом имеют более длительный срок службы, потому что второй химический барьер замедляет последствия отравления электродов.
Материал корпуса
Существует два основных варианта материала корпуса: стекло и эпоксидная смола или полимер.
Варианты монтажа
Варианты монтажа определяются как переносные или переносные, линейные (вставка) и проточные (трубопровод).
Портативные или портативные конфигурации позволяют использовать pH-электроды в лабораториях, где оператору может потребоваться тестирование нескольких различных образцов.
Вставные pH-электроды часто вставляются в технологический трубопровод через резьбовое отверстие в трубе или переборке.
Проточные исполнения подходят непосредственно к трубопроводу и становятся его неотъемлемой частью через некоторые соединения, такие как фланцы или другие фитинги.
Калибровка и обслуживание pH
Видео по выбору и калибровке pH-электрода.
Видео предоставлено: HachCompany / CC BY-SA 4.0Для обеспечения максимальной производительности и долговечности вашего pH-электрода важно регулярно чистить и калибровать электрод. Между измерениями электрод следует хранить в рекомендуемом растворе для хранения pH. Эталонный спай не должен высыхать. Если электрод показывает медленное время стабилизации, нестабильные показания или трудности с калибровкой, возможно, пришло время очистить электрод.Лучшим чистящим раствором является тот, который более избирательно взаимодействует с загрязнениями (т.е. жиры и масла следует очищать неионным раствором поверхностно-активного вещества или метанолом). После очищающего раствора электрод следует промыть деионизированной водой и хранить в растворе с подходящим pH. Стеклянную колбу можно очистить, смочив ее в теплой деионизированной воде.
Если электрод является многоразовым, он должен быть заполнен правильным раствором для наполнения электрода.Перед использованием убедитесь, что внутри электрода достаточно электролитов.
Характеристики
Типичные характеристики pH-электродов:
Температурная компенсация – Температурная компенсация очень важна для точного измерения pH; однако он не используется для измерения ОВП. Температура действительно влияет на потенциалы реакции для всех химических веществ, но истинный ОВП – это прямое измерение электронов, движущихся во время окислительно-восстановительной реакции, независимо от температуры.
Встроенный датчик температуры – Устройства имеют встроенный калибратор, который можно использовать для тестирования и перенастройки.
Погружная или водонепроницаемая конструкция – Погружные электроды ОВП могут использоваться при испытаниях воды.
Подходит для пищевых или санитарных применений – ОВП, используемые в пищевых или санитарных целях, можно легко дезинфицировать между применениями, чтобы предотвратить загрязнение.
Список литературы
Архитектура датчика pH
Как выбрать приборы для определения окислительно-восстановительного потенциала (ОВП)
Руководство по очистке и техническому обслуживанию pH-электрода
Кредит изображения:
Склад испытательного оборудования | Омега Инжиниринг
Прочитать информацию о pH-электродах для пользователей
| На рынке представлено множество различных стеклянных электродов для измерения pH.Каждый стеклянный pH-электрод обладает особыми качествами, поэтому они
следует тщательно выбирать, чтобы соответствовать приложению измерения. Какие существуют типы стеклянных электродов pH? Каковы основные характеристики стеклянных pH-электродов?
и какое мембранное стекло рекомендуется для каких измерений? Со временем стеклянная мембрана стеклянного pH-электрода изменяется из-за процесса взятия Измерения pH.Из-за воздействия воды ионы щелочных металлов растворяются с поверхности стекла, и оксидные группы силиката становятся группами ОН, что приводит к образованию исходного слоя. Этот источник слой выступает для ионов водорода как ионообменник. Используя специальную мембрану стеклянного электрода pH, баланс между раствором образца и поверхностью стекла, который зависит только от концентрации ионов водорода в растворе и исходный слой. Поскольку стеклянные pH-электроды обладают множеством различных возможностей, для изготовления точные и надежные измерения pH для всех областей применения.SI Analytics предлагает пять различных типов pH-стекла электроды, L-, H-, S-, A- и N-. Основными характеристиками этих стеклянных pH-электродов являются:
Стеклянные pH-электроды также имеют мембраны различной формы. Каждая форма стеклянного pH-электрода предназначена для определенного pH. измерительные приложения.
Для получения информации о различных методах калибровки стеклянных электродов pH и различиях между растворами pH щелкните здесь. Для получения конкретной информации о поддержании pH щелкните здесь. Для получения информации об измерениях pH стеклянным электродом щелкните здесь. Для получения информации о системах сравнения pH-электродов и диафрагмах щелкните здесь. |
Стандартные электроды – Chemistry LibreTexts
- Последнее обновление
- Сохранить как PDF
- Как устроен электрод?
- Какие процессы идут?
- Из чего сделан электрод?
- Примеры электродов
- Стандартный водородный электрод
- Из чего сделана ОНА?
- Что происходит в этом процессе?
- Трехэлектродная система
- Ссылки
- Проблемы
- Участники и атрибуты
Электрод по определению – это точка, в которой ток входит и выходит из электролита.Когда ток покидает электроды, он известен как катод, а когда ток входит, он известен как анод. Электроды являются жизненно важными компонентами электрохимических ячеек. Они переносят образовавшиеся электроны из одной полуячейки в другую, которые производят электрический заряд. Этот заряд основан на стандартной электродной системе (SHE) с опорным потенциалом 0 вольт и служит средой для любого расчета потенциала ячейки.
Каков механизм электрода?
Какие процессы идут?
Электрод – это металл, поверхность которого служит местом, где устанавливается окислительно-восстановительное равновесие между металлом и тем, что находится в растворе.Электрод может быть анодом или катодом. Анод получает ток или электроны от электролитной смеси, тем самым окисляясь. Когда атомы или молекулы подходят достаточно близко к поверхности электрода, раствор, в который помещен электрод, отдает электроны. Это заставляет атомы / молекулы становиться положительными ионами.
С катодом происходит обратное. Здесь электроны высвобождаются из электрода, и раствор вокруг него уменьшается.
Из чего сделан электрод?
Электрод должен быть хорошим проводником, поэтому обычно это металл. Теперь, из чего сделан этот металл, зависит от того, участвует ли он в реакции или нет. Для некоторых реакций требуется инертный электрод, который не участвует. Примером этого может быть платина в реакции SHE (описанной ниже). В то время как в других реакциях используются твердые формы реагентов, что делает их электродами. Примером этого типа ячейки может быть:
(левая сторона – анод) Cu (s) | Cu (NO 3 ) 2 (водн.) (0.1M) || AgNO 3 (водный) (0,01M) | Ag (s) (правая сторона – катод)
(В приведенной выше схеме ячейки: внешние компоненты – это электроды для реакции, а внутренние части – это растворы, в которые они погружены)
Здесь вы можете видеть, что используется твердая форма реагента – медь. Медь, а также серебро, участвуют в качестве реагентов и электродов.
Примеры электродов
Некоторые обычно используемые инертные электроды: графит (углерод), платина, золото и родий.
Некоторые часто используемые реактивные (или задействованные) электроды: медь, цинк, свинец и серебро.
Стандартный водородный электрод
Стандартный водородный электрод (SHE) – это электрод, который ученые используют для сравнения во всех реакциях потенциала полуэлементов. Значение стандартного потенциала электрода равно нулю, что составляет основу для расчета потенциалов ячеек с использованием разных электродов или разных концентраций. Важно иметь этот общий электрод сравнения, так же как для Международного бюро мер и весов важно сохранить запечатанный кусок металла, который используется для сравнения S.I. Килограмм.
Из чего сделана ОНА?
SHE состоит из 1,0 M раствора H + (водн.), Содержащего квадратный кусок платинированной платины (соединенный с платиновым проводом, где можно обмениваться электронами) внутри трубки. Затем во время реакции газообразный водород проходит через трубку в раствор, вызывая реакцию:
2H + (водн.) + 2e – <==> H 2 (г).
Платина используется, потому что она инертна и мало реагирует с водородом.
Что происходит в этом процессе?
Во-первых, начальный разряд позволяет электронам заполнить самый высокий занятый энергетический уровень Pt. При этом некоторые из ионов H + образуют ионы H 3 O + с молекулами воды в растворе. Эти ионы водорода и гидроксония затем подходят достаточно близко к Pt электроду (на платинированной поверхности этого электрода), где водород притягивается к электронам в металле и образует атом водорода. Затем они объединяются с другими атомами водорода, образуя h3 (g).Этот газообразный водород выделяется из системы. Для поддержания реакции к электроду требуется постоянный поток H 2 (г). Платиновый провод подключается к аналогичному электроду, в котором происходит противоположный процесс, и таким образом создается заряд, который равен 0 вольт. Обычно предпочтение отдается другим стандартным электродам, поскольку установка SHE может быть сложной задачей. Сложность возникает при приготовлении платинированной поверхности и при контроле концентрации реагентов.По этой причине SHE называют гипотетическим электродом.
Трехэлектродная система
Трехэлектродная система состоит из рабочего электрода, электрода сравнения и вспомогательного электрода. Трехэлектродная система важна в вольтамперометрии. Все три этих электрода служат уникальным роликом в трехэлектродной системе. Электрод сравнения относится к электроду, который имеет установленный электродный потенциал. В электрохимической ячейке электрод сравнения может использоваться как полуячейка.Когда электрод сравнения действует как половина ячейки, можно обнаружить электродный потенциал другой половины ячейки. Вспомогательный электрод – это электрод, который гарантирует, что ток не проходит через контрольную ячейку. Он гарантирует, что ток равен току рабочего электрода. Рабочий электрод – это электрод, который переносит электроны к присутствующим веществам и от них. Вот некоторые примеры эталонных ячеек:
Каломельный электрод: Этот электрод сравнения состоит из молекул ртути и хлорида ртути.Этот электрод может быть относительно проще в изготовлении и обслуживании по сравнению с SHE. Он состоит из твердой пасты Hg 2 Cl 2 и жидкой элементарной ртути, прикрепленной к стержню, который погружен в насыщенный раствор KCl. Необходимо, чтобы раствор был насыщенным, потому что это позволяет фиксировать активность хлорида калия, а напряжение быть ниже и ближе к SHE. Этот насыщенный раствор обеспечивает обмен ионами хлора. Все это обычно помещается внутри трубки с пористым солевым мостиком, позволяющим электронам проходить обратно и замыкать цепь.-_ {(водный)} \]
Серебро-хлоридный электрод серебра : Электрод такого типа осаждает соль в растворе, который участвует в электродной реакции. Этот электрод состоит из твердого серебра и его осажденной соли AgCl. Это широко используемый электрод сравнения, поскольку он недорог и не так токсичен, как каломельный электрод, содержащий ртуть. Электрод из серебра и хлорида серебра изготавливается из твердой серебряной проволоки, кодируемой AgCl. Затем его помещают в пробирку с раствором KCl и AgCl.-_ {(водный)} \]
Список литературы
- Айвз, Дэвид Дж. Дж. И Джордж Джон. Янц. «2. Водородный электрод». Электроды сравнения. Нью-Йорк [usw.]: Acad. Пр., 1961. Печать.
- Allmand, A., и Гарольд Иоганн Томас. Эллингем. «Глава 4: Электролизная ванна». Принципы прикладной электрохимии, . Нью-Йорк: Longmans, Green, 1924. Печать
- Стандартный водородный электрод: искаженная концепция, http: //pubs.acs.org / doi / pdf / 10.1021 / ed050p604
Проблемы
1. Какой электрод окисляет раствор в полуячейке? Анод или катод?
2. Почему стандартный водородный электрод важен для расчета потенциалов ячеек?
3. Определите, какая сторона является катодом, а какая – анодом.
Ag (ов) | Ag + (водн.) (. 5M) || Ag + (водн.) (0,05M) | Аг (т)
4. Почему важно использовать инертный электрод в таких ситуациях, как SHE?
5.Каков стандартный потенциал половины ячейки для SHE?
Ответы (выделите, чтобы увидеть):
1. Анод
2. Это важно при вычислении потенциалов полуэлементов, поскольку оно служит ориентиром. Без этого электрода не было бы оснований для расчета значений потенциалов ячеек.
3. Слева – анод, справа – катод.
4. В этой ситуации важно использовать инертный электрод, потому что он не будет вступать в реакцию или участвовать в реакции в ячейке, а просто обеспечивает площадь поверхности для протекания реакции.
5,0 вольт.