Лекции электроэрозионный проволочно вырезных станках. Электроэрозионные станки и принцип работы. Применение метода ЭЭО
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО). Электроэрозионный метод обработки был открыт советскими учеными в 1947 году.
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.
01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный прошивной станок.
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый.
Вырезной и прошивной станок
Вопреки предвзятому мнению о сложности и невыполнимости такой задачи это не так. Это вполне посильная задача для простого обывателя, хотя все не так просто. Самый простой вид станка – это вырезной станок, предназначается для обработки деталей из легированных, тугоплавких и других прочных металлов.
В электрической схеме присутствуют: источник питания, диодный мост, лампочка и набор конденсаторов, соединенных в параллельную цепь. На выход подключаются электрод и обрабатываемая деталь. Отметим еще раз, что это принципиальная схема для образного понятия принципа работы устройства. На практике схема дополнена различными элементами, позволяющими отрегулировать прошивной станок под требуемые параметры.
Общие требования к электрической схеме вырезного станка:
- Учитывайте необходимую мощность станка при выборе трансформатора;
- Напряжение на конденсаторе должно быть больше 320 В;
- Общая емкость конденсаторов должна быть не меньше значения в 1000 мкФ;
- Кабель, идущий от схемы к контактам, должен быть только медным и сечением не меньше 10 мм;
Один из примеров рабочей схемы: Как сразу видно, схема значительно отличается от принципиальной, но в то же время не является чем-то сверхъестественным.
Конструкция станка
Все элементы электрической схемы необходимо надежно закрепить в корпусе из диэлектрика, в качестве материала желательно использовать фторопласт или другой с похожими характеристиками. На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.
На станине нужно закрепить держатель для электрода (должен быть закреплен подвижно) и обрабатываемой детали, а также ванночку для диэлектрика, в которой и будет проходить весь процесс. Как дополнение можно поставить автоматическую подачу электрода, это будет очень удобно. Процесс работы такого станка очень медленный, и для проделывания глубокого отверстия уходит много времени.
Проволочный станок своими руками
Электрическая схема проволочного станка та же, что и на вырезном станке, за исключением некоторых нюансов. Рассмотрим другие отличия проволочного станка. Конструктивно проволочный станок тоже похож на вырезной, но есть отличие – это рабочий элемент станка. На проволочном станке, в отличие от вырезного, – это тонкая медная проволока на двух барабанах, и в процессе работы проволока перематывается с одного барабана на другой.
Сделано это для снижения износа рабочего инструмента. Неподвижная проволока быстро придет в негодность. Это усложняет конструкцию механизмом движения проволоки, который необходимо установить на станину для удобной обработки деталей. В то же время дает станку дополнительный функционал. При вырезании сложных элементов оптимальным вариантом будет поставить ЧПУ, но, как сказано выше, это обусловлено некоторыми сложностями.
 01 секунды. Это дает высокую производительность при относительно хорошем качестве.
01 секунды. Это дает высокую производительность при относительно хорошем качестве. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками. Все детали электрической схемы можно найти в специализированных магазинах или просто в старых электронных приборах, давно пылящихся где-нибудь в гараже. Отличное решение – применить ЧПУ для управления станком, но такой способ управления стоит немало, да и подключение его на самодельный станок требует определенных навыков и знаний.
Все детали электрической схемы можно найти в специализированных магазинах или просто в старых электронных приборах, давно пылящихся где-нибудь в гараже. Отличное решение – применить ЧПУ для управления станком, но такой способ управления стоит немало, да и подключение его на самодельный станок требует определенных навыков и знаний.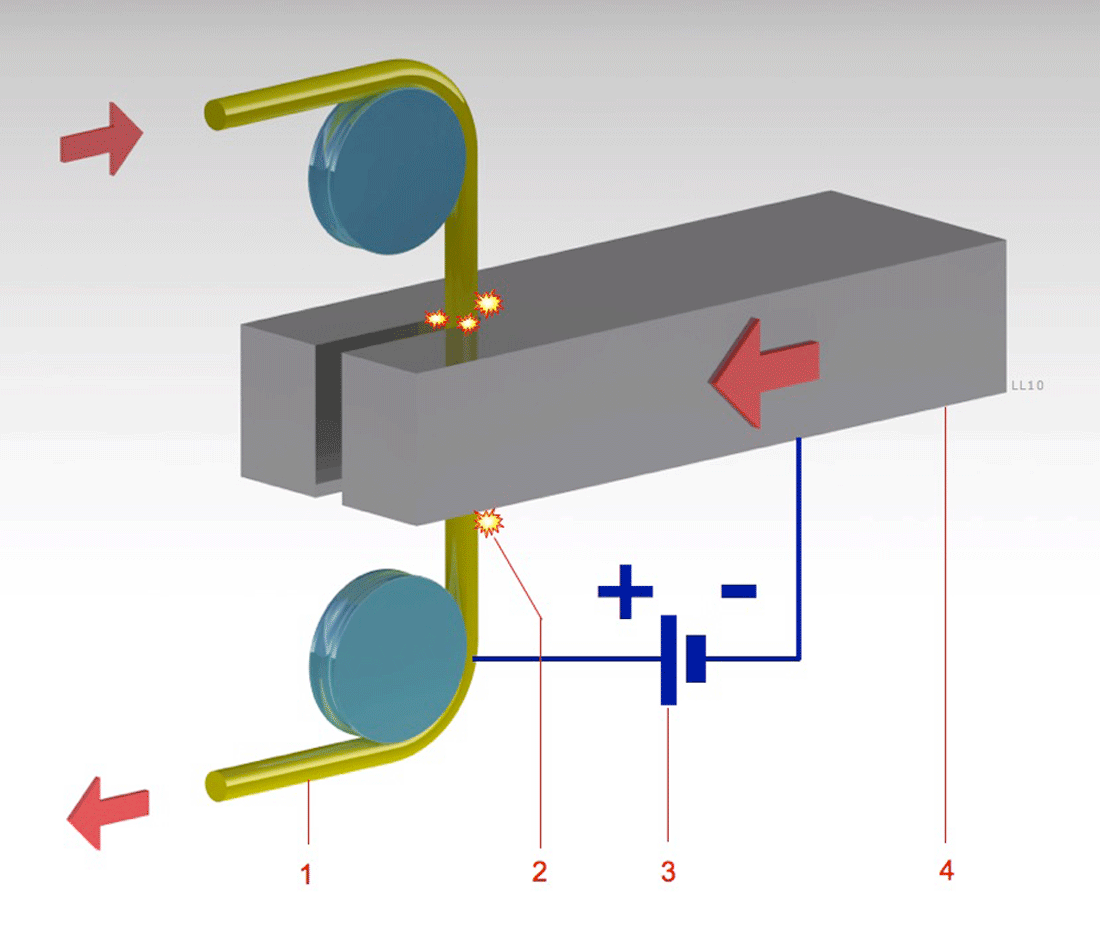
Проволочно-вырезные станки при помощи тока разрезает прочные металлы и сплавы – титан, графит, закаленную и легированную сталь.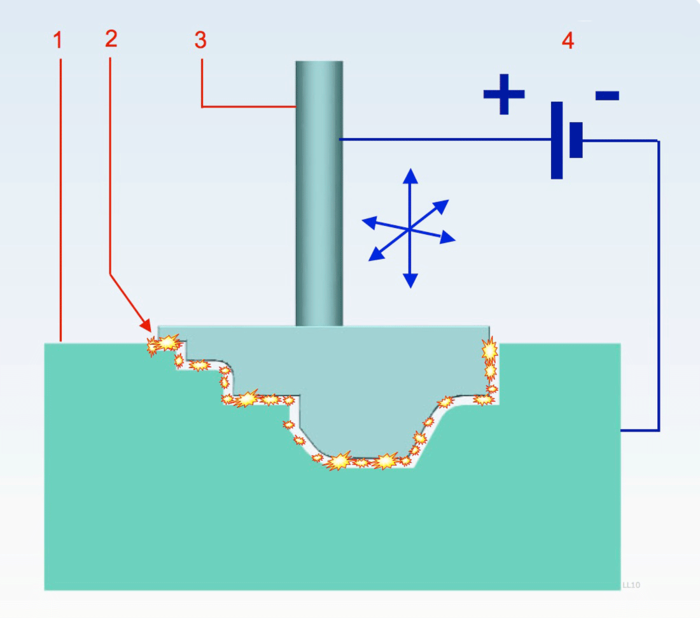 Помимо этого могут производить шлифовку, резку, доводку, копирование, вырезать маленькие и толстостенные детали, например инжекторные штифты или медицинские иглы. Применяется для структурного упрочнения, при котором внутри образуется плотный металлический слой, увеличивающий прочность.
Помимо этого могут производить шлифовку, резку, доводку, копирование, вырезать маленькие и толстостенные детали, например инжекторные штифты или медицинские иглы. Применяется для структурного упрочнения, при котором внутри образуется плотный металлический слой, увеличивающий прочность.
Как работает?
От генератора к обрабатываемой детали и электроду подводится электрический ток. Заготовка выполняет функции положительного электрода – анода, а отрицательным катодом служит молибденовая проволока толщиной 0,18 мм.
Под действием импульсных разрядов металл режется, плавится и испаряется, формируя тонкие срезы. Пространство, в котором происходит искровое воздействие, омывают охлаждающей жидкостью, уносящей частицы разрушенного материала.
Преимущества оборудования
К преимуществам электроискровых станков относится:
- Экономичность – проволока используется для нескольких сеансов резания, поэтому ее расход минимален.
- Отличаются компактностью, эргономичностью и низким уровнем энергопотребления. Поэтому их можно купить для небольшой мастерской.
- Использование электроэрозионных станков снижает объем отходов, образующихся при металлообработке, рабочее место оператора всегда будет чистым. Такая особенность важна в первую очередь при работе с дорогими металлами и сплавами.
- Удобны модели с ЧПУ, которые могут работать после настройки до 140 часов без вмешательства оператора. Перенастройка техники занимает всего 15-20 минут.
- За счет регулировки параметров электрического тока и положение проволоки, можно создавать продукцию разной формы, обрабатывая заготовку сразу по нескольким направлениям.
- Полученные изделия имеют гладкую и даже зеркальную поверхность, не нуждающуюся в финишной обработке, что позволяет уменьшить время производства.
- Искровое оборудование применяют в производствах изделий сложной формы, которые тяжело точить и фрезеровать.
 Поэтому их можно купить для небольшой мастерской.
Поэтому их можно купить для небольшой мастерской.Преимущества КМТ
КМТ предлагает купить электроэрозионные проволочно-вырезные станки от мировых брендов, положительно зарекомендовавших себя в металлообработке в странах Евросоюза, Азии и Америки. Цена ниже аналогичных европейских, южнокорейских или японских моделей.
Цена ниже аналогичных европейских, южнокорейских или японских моделей.
Вся продукция соответствует стандартам ISO и TUV, предъявляемым к такой технике.
Менеджеры компании помогут организовать доставку со склада в Москве в любой регион России, установку и наладку, изготовление пробной детали, подбор комплектующих и обучение персонала. Осуществляется гарантийное и послегарантийное обслуживание.
Электроэрозионные станки CUT P фирмы AgieCharmilles анонсированы в апреле 2017. Эта флагманская серия по своим возможностям и количеству уникальных технических решений не имеет себе равных на рынке.
Объединение цифрового генератора IPG-DPS с механической конструкцией Quadrax совместно с дополнительными модулями автоматизации в очередной раз позволило поднять планку уровня электроэрозионных проволочно-вырезных станков на новую высоту.
В этой серии представлено четыре модели с ходами по оси Х от 350 мм до 1250 мм при этом масса заготовки практически не ограничена.
Конструкции Quadrax по силам угловая обработка до 45˚ на всей высоте заготовки.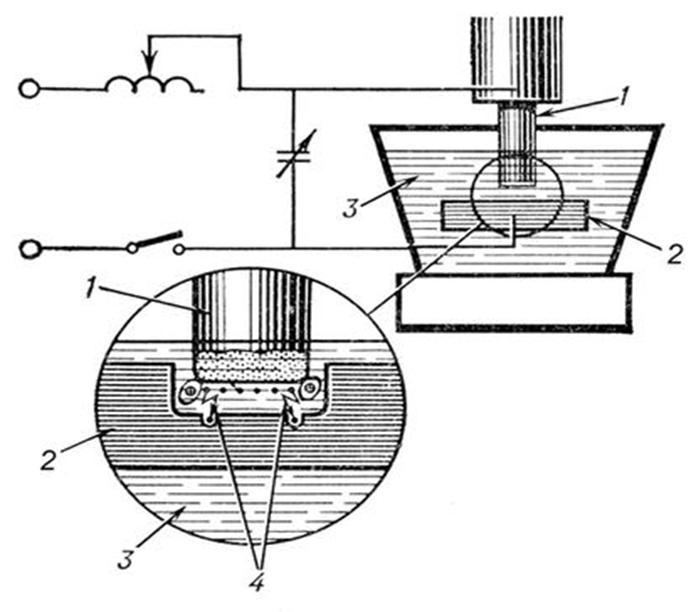
Использование новой версии генератора IPG-DPS позволило повысить скорость обработки на 15-20% при этом значительно выросла точность изготовления мелких элементов контура. Также улучшилась шероховатость поверхности.
Cистема термостабилизации, которая поддерживает в заданном диапазоне температуру диэлектрика, станины станка и всех осей гарантирует высокие точностные характеристики даже при работе в не термостатированных помещениях.
Оптическая измерительная система OMS облегчает привязку заготовки, поиск центра стартовых отверстий и контролирует размеры готовых деталей – это облегчает работу оператора и экономит рабочее время.
Схожие функции выполняет щуп Renishaw, который интегрирован в конструкцию проволочно-вырезного станка. Его использование особенно актуально в комбинации со сменщиком паллет – в автоматическом режиме он проконтролирует положение заготовки, включая наклон верхней поверхности и внести необходимые коррекции в программу.
Также на повышают эффективность работы электроэрозионного проволочно-вырезного станка в автономном режиме направлены модули AWS и AMS. Которые фиксируют и автоматически удаляют выпадающие части заготовки.
При взгляде на электроэрозионный проволочно-вырезной станок Progress VP на ум приходят слова о «нетленной классике» – внешне эти проволочно-вырезные станки остаются неизменными 20 лет. Это впечатление обманчиво – неоднократно менялась элементная база генератора, появлялись новые модули, полностью переписана система управления.
Вызывает уважение уровень технических решений используемых в конструкции станков. Соизмеримый уровень термической стабильности, которую демонстрирует Progress VP во время работы, современные электроэрозионные станки достигают за счет дополнительных радиаторов, охлаждающих контуров и следящих датчиков. Здесь всё решено за счет конструкции кабинетного типа и тщательно продуманного размещения элементов генерирующих тепло.
Целый букет уникальных возможностей даёт использование патентованных призматических направляющих проволоки:
- срок службы – 100 тыс. часов
- способность работы с проволокой диаметром в диапазоне от 0,05 мм до 0,33 мм
- использование в одной программе проволоки разных диаметров и/или типов.
 часов
часов| Особенности и характеристики | Габариты хода X, Y, Z | Цена в рублях: по запросу | Наличие оборудования | |
| AC Progress VP2 | 750 x 550 x 250 мм | 350 x 250 x 256 мм | Под заказ | |
| AC Progress VP3 | 1050 x 650 x 420 мм | 500 x 350 x 426 мм | Под заказ | |
| AC Progress VP4 | 1300 x 1000 x 510 мм | 800 x 550 x 525 мм | Под заказ | |
| CUT P 350 | 1000 x 550 x 220 мм | 350 x 220 x 220 мм | Под заказ | |
| CUT P 550 | 1200 x 700 x 400 мм | 550 x 350 x 400 мм | Под заказ | |
| CUT P 800 | 1300 x 1000 x 510 мм | 800 x 550 x 510 мм | Под заказ | |
| CUT 200 Dedicated | Ø150…Ø500 мм | 350 x 220 x 220 мм | Под заказ |
Ультрапрецизионные проволочно-вырезные станки станки
Электроэрозионные станки с ЧПУ швейцарской фирмы AgieCharmilles созданы для изготовление в автоматическом режиме прецизионных деталей в приборостроительной, часовой, медицинской промышленностях. Это предполагает работу проволочно-вырезного станка в составе роботизированных линий 24/7 и всё необходимое для этого предусмотрено в конструкции станков.
Это предполагает работу проволочно-вырезного станка в составе роботизированных линий 24/7 и всё необходимое для этого предусмотрено в конструкции станков.
В основе конструкции этих проволочно-вырезных электроэрозионных станков кроме технических решений реализованных в Progress VP, лежит целый ряд уникальных особенностей:
Модуль IWC добавляет второй тракт проволоки и автоматический сменщик. Можно на выбор или использовать проволоку разных типов в одной программе обработки, или две катушки по 25 кг позволят станку работать автономно более 170 часов.
Область применения накладывает дополнительные требования к точности обрабатываемых деталей. За результат в 1 мкм отвечает интегрированная оптическая измерительная система IVU. Кроме контроля размеров и циклов привязки ей дано право вносить изменения в управляющую программу, чтобы профиль полученных деталей был максимально близок к заданному.
Электроэрозионные проволочно-вырезные станки AgieCharmilles серии OilTEch в качестве рабочей среды используют не традиционную воду, а углеводородный диэлектрик как и в прошивных станках.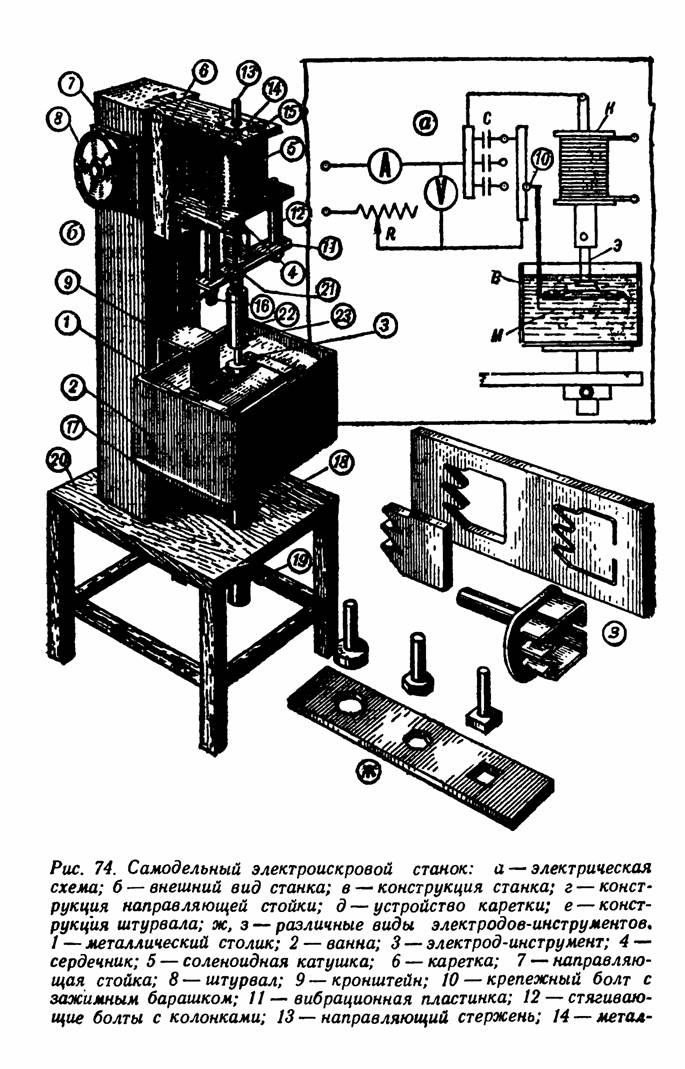 Такое решение продиктовано той областью применения на которую они рассчитаны. Использование углеводородов даёт как неоспоримые преимущества, так и накладывает определённые ограничения на проволочно-вырезные технологии.
Такое решение продиктовано той областью применения на которую они рассчитаны. Использование углеводородов даёт как неоспоримые преимущества, так и накладывает определённые ограничения на проволочно-вырезные технологии.
Три основные группы задач в которых станки этого типа вне конкуренции:
- обработка материалов с высокой коррозионной активностью;
- требование к шероховатости поверхности выше, чем Ra 0,05 мкм;
- изготовление твердосплавного инструмента;
Производители электроэрозионных проволочно-вырезных станков умалчивают о том, что при обработке твердого сплава в водном диэлектрике вымывается кобальтовая связка. Прогресс в этой области значителен, но стойкость твердосплавного инструмента обработанного на традиционном проволочно-вырезом станке ниже, чем стойкость такого же инструмента обработанного, например, методом шлифовки.
Использование углеводородного (масленого) диэлектрика решает эту проблему и стойкость инструмента обработанного на проволочно-вырезном станке не уступает инструменту полученному с помощью других технологий.
 При этом шероховатость поверхности достигает Ra 0.3 мкм.
При этом шероховатость поверхности достигает Ra 0.3 мкм.| Особенности и характеристики | Габариты заготовки (Д х Г х В) | Габариты хода X, Y, Z | Цена в рублях: по запросу | Наличие оборудования |
| CUT 1000 | 300 х 200 х 80 мм | 220 х 160 х 100 мм | Под заказ | |
| CUT 1000 OilTech | 300 x 200 x 80 мм | 220 х 160 х 100 мм | Под заказ | |
| CUT 2000 | 750 x 550 x 250 мм | 350 x 250 x 256 мм | Под заказ | |
| CUT 2000 OilTech | 750 x 550 x 250 мм | 350 x 250 x 256 мм | Под заказ | |
| CUT 3000 | 1050 x 650 x 250 мм | 500 x 350 x 256 мм | Под заказ |
| На видео: AgieCharmilles CUT 2000 X, CUT 3000 X |
Универсальные проволочно-вырезные станки с ЧПУ
Электроэрозионные станки с ЧПУ CUT E представленные в 2016 году первое семейством проволочно-вырезных станков AgieCharmilles основаное на новой инновационной платформе. Основные нововведения:
Основные нововведения:
- цифровой генератор IPG-DPS;
- контролеры управления двигателями и промышленный компьютер фирмы BECKHOFF;
- система управления AC HMI 2.
 Улучшилась и система управления. AC HMI 2 получила новый функционал и при этом сохранила простоту в освоении, а вертикальный экран предлагает больше места для дополнительной информации.
Улучшилась и система управления. AC HMI 2 получила новый функционал и при этом сохранила простоту в освоении, а вертикальный экран предлагает больше места для дополнительной информации.Электроэрозионный проволочно-вырезной станок служит для аккуратного исполнения отверстий в металлах различной плотности. Движение инструмента происходит с высокой точностью и плавностью. Двигатели к нему производятся на предприятии – изготовителе станков – по уникальной технологии.
Конструкция
Электроэрозионный проволочно-вырезной станок оснащается плоскопараллельными двигателями. Для этого производители создают свои неодимовые магниты (NdFeB — неодим-железо-бор). Кроме них потребовалась и уникальная система управления K-SMS.
Классический электроэрозионный проволочно-вырезной станок способен обрабатывать только электропроводящие заготовки. Металлы прожигаются дугой на значительную глубину. На месте среза остается гладкая поверхность, часто не требующая дополнительной обработки.
Электроэрозионный проволочно-вырезной станок помогает получить сложные изделия: пресс-формы, штаммы, конические и цилиндрические поверхности, выступы и скосы. В продаже можно найти двухкоординатные сборки, применяемые для простейших операций. Более сложные изделия получаются с применением пятикоординатных машин.
В продаже можно найти двухкоординатные сборки, применяемые для простейших операций. Более сложные изделия получаются с применением пятикоординатных машин.
Принцип работы
В процессе применения проволочно-вырезного станка латунная проволока используется наиболее часто в качестве режущего инструмента. Она выполнятся по уникальной технологии, и от её качества зависит скорость и аккуратность обработки.
Если применяется импульсов повышенной мощности, встроенный в описываемый станок, латунная проволока оснащается специальным покрытием. Ее структура имеет несколько слоев:
- Основа — CuZn40 или латунь. Также может использоваться молибден, медь.
- Термодиффузионный слой — концентрация цинка более 50%.
- Верхний слой — чистый цинк.
За счёт такой структуры проволока обладает рядом достоинств:
- Выдерживает высокие температуры.
- Дуга в процессе обработки стабильна, исключается образование наплывов на месте разреза.
- Снижен расход проволоки на длину разреза.

Проволочные электроэрозионные станки с ЧПУ применяются, в основном, в серийном производстве. Единичные изделия не оправдывают покупку дорогостоящего оборудования, но некоторые детали возможно получить только данным видом реза. Покрытие из цинка обеспечивает непрерывность автоматического процесса за счёт исключения осыпания латуни от высокочастотных токов.
Процесс обработки
Электроэрозионная обработка материалов основана на образовании искры за счёт пропускания тока высокой частоты через минимальный воздушный или водный зазор. Наиболее активно этот процесс происходит с участием латуни.
Существует несколько типов обработки металлов на приведенном оборудовании:
- Копировально-прошивочные технологии.
- Профильно-вырезные.
- Прошивочные.
Чаще проволока для электроэрозионных станков крепится на подвижный узел. Заготовка же размещается на неподвижном столе. Процесс реза контролируется контроллером системы ЧПУ, управляющей одновременно несколькими осями.
Суть технологии
Электрический разряд между проволокой и заготовкой приводит к удалению части металла. Выделенные частицы выводятся в объем рабочей жидкости. Шлам (кристаллизующиеся частицы) отфильтровывается и удаляется в конце реза. Скорость обработки регулируется силой тока. Но должны быть подобраны оптимальные режимы, при которых не образуются наплывы в процессе реза.
Электроэрозия помогает изготовить изделия с очень тонкими стенками, обрабатывать мягкие металлы без механических повреждений. Данный способ резки используется для прошивки на большую глубину. Толщина проволоки минимальна, лишь этим параметром ограничен диаметр получаемых отверстий.
Дополнительной обработки не требуется, так как после реза импульсами тока не остается заусенцев. Также не требуется дорогостоящего инструмента, применяемого при классических методах фрезерования. Это становится актуально при заготовках из вязких материалов.
Параметры оборудования
ЧПУ-управление процессом расширяет возможности обработки металлов электроэрозией. Отклонения перпендикулярностей и прямолинейностей перемещения осей составляют не более 0,01 мкм.
Отклонения перпендикулярностей и прямолинейностей перемещения осей составляют не более 0,01 мкм.
Механическая точность заявлена производителями, и не требуется делать дополнительных регулировок. Станок полностью готов к старту автоматического цикла, достаточно лишь загрузить модель детали в стандартном коде.
Современная электроника обеспечивает точности перемещения за счёт угловых и линейных датчиков, разрешение которых равно 1,5 мкм. Точность получаемых контуров варьируется в пределах от ± 1,5 до ± 5 мкм на длине 300 мм.
Характеристики подбираются индивидуально под потребности производства. Исходя из этого формируется стоимость оборудования, ориентированная на подходящую модель.
Дополнительные опции
Покупатель станка с электроэрозией может дооснастить оборудование представленными опциями:
- Контролируемое положение оси C. Чаще требуется для фрезерной обработки цилиндрических заготовок.
- Револьверная головка с дополнительными степенями свободы инструмента. При помощи такой модели получают геометрически сложные детали.
- Стол может иметь дополнительные оси. Такой вариант используется при обработке корпусных изделий или нескольких заготовок за один цикл.
 При помощи такой модели получают геометрически сложные детали.
При помощи такой модели получают геометрически сложные детали.В стандартную комплектацию включают системы очистки рабочей жидкости, позволяющие проводить фильтрацию с качеством до 3 мкм. Загрязнившиеся картриджи имеют стандартные размеры и меняются довольно быстро.
Изготовление деталей сложной конструкции часто затруднено из-за необходимости соблюсти точность размеров готовых изделий. Чаще всего, это относится к производству ювелирной продукции, деталей для автомобилестроения, инструментов и т.д. В данном случае решить проблему позволяет использование эрозионного проволочно-вырезного станка с ЧПУ, гарантирующего высокую точность и качество обработки заготовок из любых металлических сплавов.
Технические особенности и преимущества электроэрозионного проволочно-вырезного станка
В основу работы оборудования положен принцип электроэрозионной обработки, когда воздействие на поверхность заготовки ведется не механическим, а электрическим способом. При этом эффективность работы исключительно высока, позволяя получать детали высокой точности с безупречными внешними характеристиками. Внешние дефекты, в том числе – незначительные, полностью отсутствуют, а изделие не требует дополнительной слесарной обработки и не нуждается в контроле высококвалифицированных специалистов, привлекаемых к работе на заключительных стадиях производства.
При этом эффективность работы исключительно высока, позволяя получать детали высокой точности с безупречными внешними характеристиками. Внешние дефекты, в том числе – незначительные, полностью отсутствуют, а изделие не требует дополнительной слесарной обработки и не нуждается в контроле высококвалифицированных специалистов, привлекаемых к работе на заключительных стадиях производства.
Важная особенность: к обработке на электроэрозионных проволочно-вырезных станках допускаются только заготовки из электропроводящих металлических сплавов. Это позволяет воздействовать на них методами испарения или оплавления поверхностного слоя. Электрод станка – натянутая проволока, расположенная возле закрепленной заготовки. Между проволокой и поверхностью детали проходит разряд электрического тока, и максимально высокое напряжение образует на поверхности заготовки небольшие ямки микронных размеров. С помощью воды побочные следы эрозионного воздействия удаляются, и металлическая поверхность приобретает аккуратный и привлекательный вид. А слой металла на несколько микрометров вглубь приобретает уплотненную структуру и повышенную прочность.
А слой металла на несколько микрометров вглубь приобретает уплотненную структуру и повышенную прочность.
В настоящее время, проволочно-вырезной станок применяют в производстве штампов, шаблонов, резцов, прочих элементов. Наличие на оборудовании системы ЧПУ позволяет усовершенствовать производственный процесс и одновременно – упростить обслуживание техники. Если вы намерены только освоить новое направление деятельности с использованием проволочно-вырезного станка, обратите внимание на фирменные модели б/у. Их стоимость ниже, тогда как рабочий ресурс остается достаточно высоким, а само оборудование полностью готово к эксплуатации и не требует дополнительной наладки.
Купить электроэрозионный проволочно-вырезной станок с ЧПУ по выгодной цене в Ассоциации КАМИ
Фирменные образцы оборудования по доступной цене – именно так можно охарактеризовать предложение нашей компании. Постоянно в наличии – модельный ряд станков ведущих производителей, гарантирующих высокую производительность и качество готовой продукции.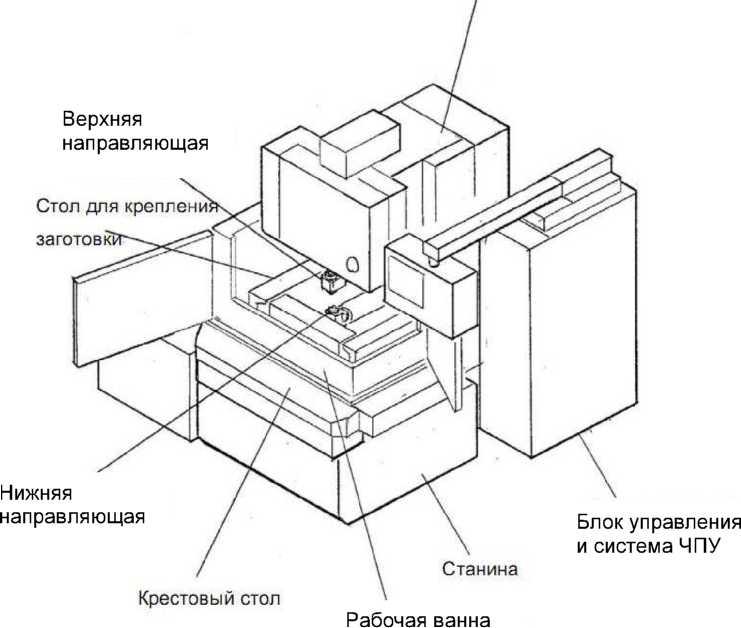 Наши специалисты готовы проконсультировать вас по вопросам заказа и эксплуатации техники, а также – предложить практическую помощь в организации ее ремонта и обслуживания. При необходимости, можно воспользоваться услугой подбора и комплектации оборудования под индивидуальные требования.
Наши специалисты готовы проконсультировать вас по вопросам заказа и эксплуатации техники, а также – предложить практическую помощь в организации ее ремонта и обслуживания. При необходимости, можно воспользоваться услугой подбора и комплектации оборудования под индивидуальные требования.
Электроэрозионное оборудование: проволочный станок с ЧПУ и вырезные микро-электроэрозионные станки Sarix по низким ценам
Фирма «Sarix SA»
Электроэрозионные станки для трёхмерной микрообработки
Новые станки Sarix PULSAR
Обрабатывающие центры MACHline
Принцип работы электроэрозионного оборудования
Видео
В современной промышленности трёхмерная микрообработка занимает всё более важное место, в то время как развитие минитюаризации делает всё больший прогресс.
Фирме Sarix SA, которая находится в Сант-Антонино (Швейцария), удалось найти способ использования электроэрозии для трёхмерной микрообработки, где требуется высочайшая точность.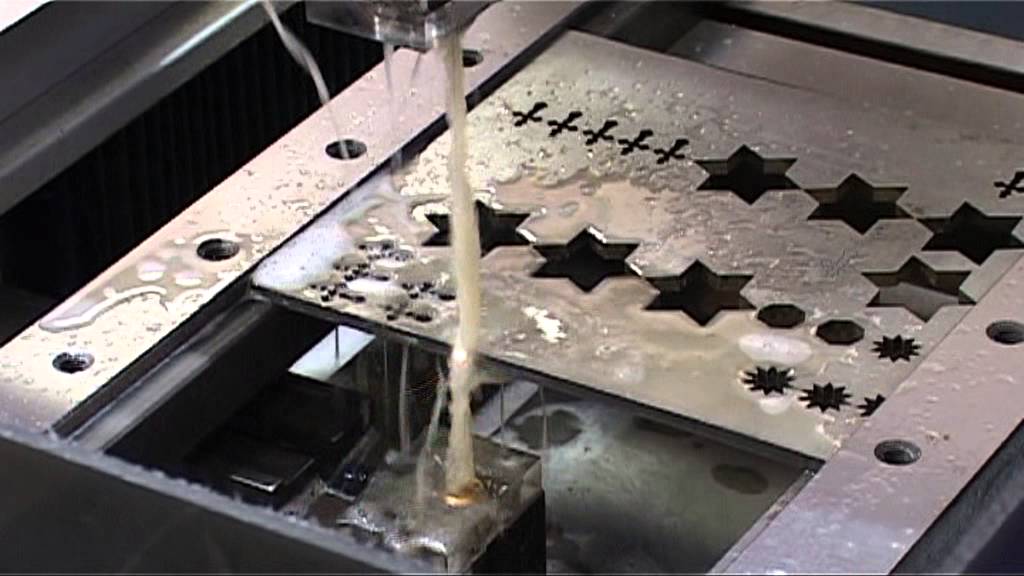 Обработка малых размеров, которая до сих пор почти не удавалась, а если и удавалась, то лишь с помощью неконкурентоспособных средств и по запредельным ценам, была усовершенствована благодаря технологии, несущей в себе большие возможности.
Обработка малых размеров, которая до сих пор почти не удавалась, а если и удавалась, то лишь с помощью неконкурентоспособных средств и по запредельным ценам, была усовершенствована благодаря технологии, несущей в себе большие возможности.
В настоящее время фирма Sarix заняла ведущее положение на рынке электроэрозионной микрообработки — обработка посредством электрических разрядов, и по-прежнему занимает первое место в разделе микрообработки рекордного качества. Благодаря богатому опыту в данной области фирме удаётся удовлетворять растущий спрос и взыскательные требования в мире микрообработки.
Электроэрозионный станок для трёхмерной микрообработки
«Sarix» представляет технологию микроэрозионного фрезерования для трёхмерной микрообработки, 3D Micro-EDM-Milling. Тем самым она доказывает, что небольшие машины могут выполнять работы в трёхмерном микродиапазоне с прецизионной точностью.
Отличительные преимущества
- Небольшой размер;
- Низкая цена;
- Большая мощность и производительность;
- Гибкость в применении.

Характеристика электроэрозионных станков трёхмерной микрообработки
- Идеальные отверстия
- Концентрические точные отверстия
- Точные сложные отверстия
- Контроль конусных отверстий
- Обработка под любыми углами
- Нет измененного слоя
- Без деформаций на входе и выходе
- Высокая производительность
- Высочайшее качество поверхности
- Высокопрецизионная финишная обработка
Если вам требуются высокие возможности с малым временем обработки и отсутствием измененного слоя, позвоните нам или оставьте заявку на сайте.
Электроэрозионные станки с ЧПУ серии SX Sarix
Новое поколение станков Sarix PULSAR
Новое поколение станков PULSAR эффективно снижает затраты по сравнению с аналогичными машинами.
Электроэрозионные обрабатывающие центры MACHline
SARIX сохраняет свою приверженность постоянным инновациям в технологии микроэрозионной обработки и представляет новые обрабатывающие центры MACHline.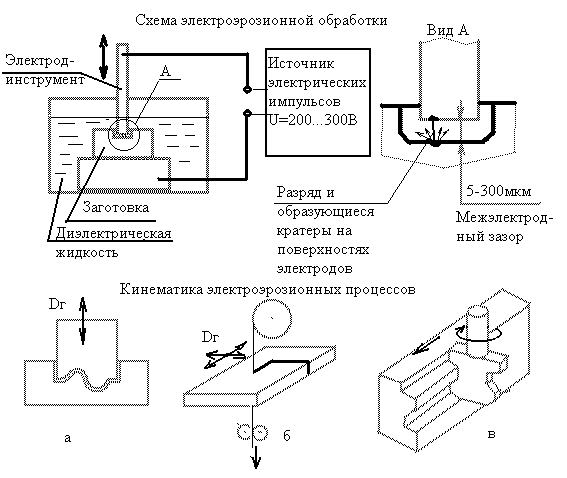 MACHline – это семейство микроэрозионных обрабатывающих центров, которые сочетают в себе уникальную комбинацию способности высокоточной обработки больших заготовок с высокой производительностью.
MACHline – это семейство микроэрозионных обрабатывающих центров, которые сочетают в себе уникальную комбинацию способности высокоточной обработки больших заготовок с высокой производительностью.
Возможность сочетать разнообразные методы обработки является другой уникальной особенностью серии MACHline. Разработка этих уникальных обрабатывающих центров – результат опыта SARIX и 20-летнего мирового лидерства в микроэрозионных технологиях.
Каталог оборудования Sarix — Обрабатывающие центры
Общий принцип работы электроэрозионных станков
В основе электроэрозионной обработки лежит съем материала заготовки за счет выплавления и испарения при электрическом пробое межэлектродного промежутка (зазора) в жидкой среде. Обязательным условием электроэрозионной обработки материала является его достаточная электропроводность. Данным свойством обладают все металлы, многие другие материалы, в частности, полупроводники.
Видео
Проволочный вырезной электроэрозионный станок
В проволочных станках электродом-инструментом является натянутая проволока. Между заготовкой и проволокой от специального генератора подаются электрические импульсы с высокой частотой напряжения, в результате происходит равномерная эрозия по длине зазора.
Между заготовкой и проволокой от специального генератора подаются электрические импульсы с высокой частотой напряжения, в результате происходит равномерная эрозия по длине зазора.
По мере расширения зазора в результате эрозии проволоку и заготовку перемещают в нужном направлении относительно друг друга, для продолжения непрерывного процесса. За счет этого осуществляется резание заготовки любой твердости, в результате которого можно получить с высокой точностью линейчатую поверхность нужного вида.
Производительность электроэрозионного прошивочного станка измеряется объемом выплавляемого материала в единицу времени. А производительность проволочно-вырезных станков – это площадь реза в единицу времени, то есть полезный эффект. Точность размеров детали зависит не только от станка, но и от свойств заготовки и от проволоки.
Электроэрозионные станки проволочные вырезные принцип работы, схемы
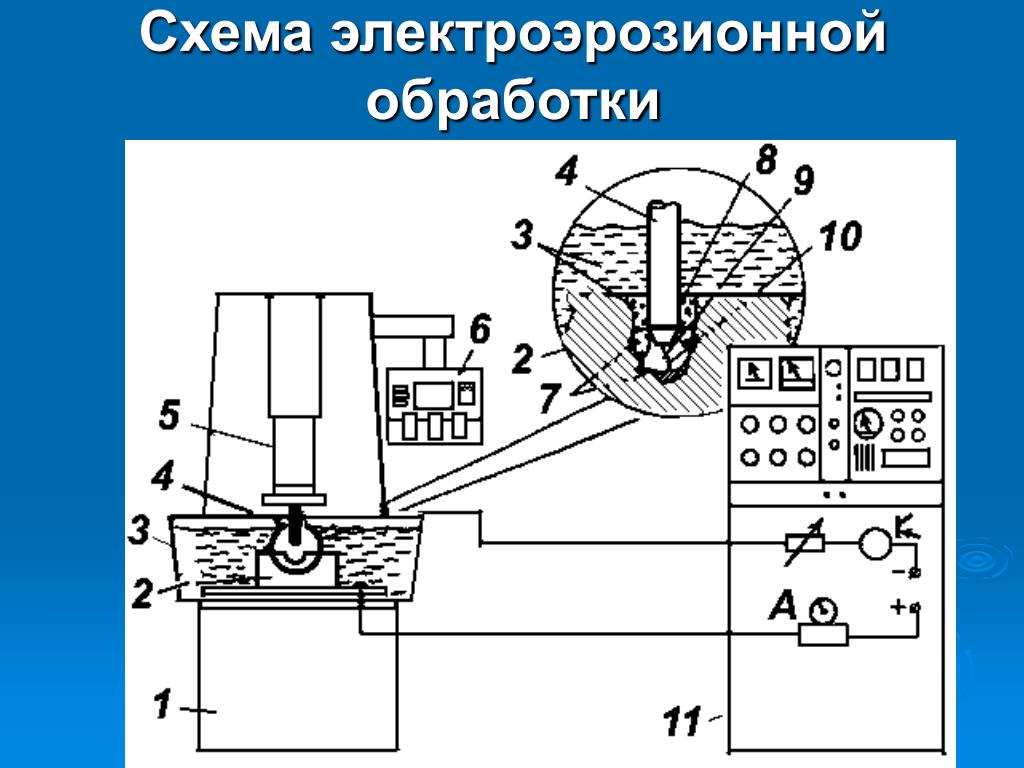
Процесс электроэрозионной обработки (ЭЭО) проводящих ток материалов построен на принципе направленного разрушения анода (заготовки), который находится в жидкой диэлектрической обстановке, во время прохождения между ним и катодом (рабочим инструментом) электрического тока в газах высокой мощности. Ввиду существенных технологических возможностей метода, он реализовывается на электроэрозионных станках разного выполнения.
Ввиду существенных технологических возможностей метода, он реализовывается на электроэрозионных станках разного выполнения.
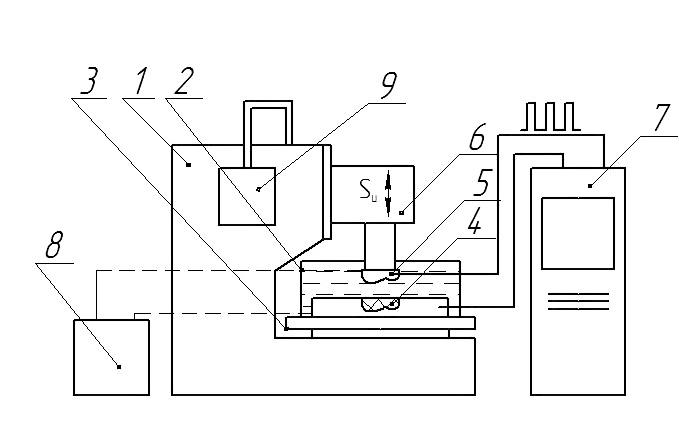
Структура и разновидности оборудования для ЭЭО
- несколько независимо действующих один от одного электрических двигателей;
- узел подачи электрода-инструмента;
- ванную со средой для работы;
- стол для расположения отделываемой заготовки;
- схему управления.
Классификация рассматриваемого оборудования выполняется по таким признакам:
- По технологическому назначению. Можно выделить многофункциональные, специальные и специализированные станки для ЭЭО;
- По принципу компоновки ключевых узлов. Её можно создать горизонтальной и наклонной, но чаще применяется вертикальная расположение;
- По типу стола: неподвижный или координатный;
- По типу ванны – съёмная или восходящая;
- По степени точности – оборудование для работ обыкновенной точности и прецизионное;
- По принципу возбуждения и будущего регулирования показателей электрического тока в газах.
Ряд размеров видов электроэрозионного оборудования российского производства устанавливается требованиями ГОСТ 15954.
Где приобрести электроэрозионный станок
Чтобы приобрести электроэрозионный станок, обращайтесь в выверенные компании, которые специализируются на поставке и обслуживании электроэрозионных станков. Определяющими параметрами при подборе компании считаются: наличие станков, запчастей, используемых материалов, сервисной службы. В РФ наиболее популярной компанией по поставке электроэрозионных станков считается Доминик. Представительства компании есть в Москве и Челябинске. Всегда в наличии проволочно-вырезные станки. Компания проводит пуско-наладочные работы, обучает штат сотрудников клиента, предоставляет телефон технической поддержки.
Все оборудование компании продемонстрировано в разделе «электроэрозионные станки«. Очень популярные модели можно найти по ссылкам:
Способы получения электрического тока в газах в рабочих цепях станков
Размерную обработку можно делать искровым, импульсным и дуговым разрядами. В первом варианте между катодом и анодом образуется искровой разряд небольшой скважности, но с точно заданными свойствами межэлектродного промежутка. Такие станки компактные, отличительны большой точностью работы и качеством поверхности после электроэрозии, удобством регулирования технологичными критериями, но в то же время имеют малую мощность, и, поэтому – продуктивность. Области целесообразного применения подобных станков – точная разрезка труднообрабатываемых материалов (в особенности, твёрдых сплавов), получение деталей с непростыми контурами. Их можно еще применять для извлечения сломанного инструмента и т.п.
В первом варианте между катодом и анодом образуется искровой разряд небольшой скважности, но с точно заданными свойствами межэлектродного промежутка. Такие станки компактные, отличительны большой точностью работы и качеством поверхности после электроэрозии, удобством регулирования технологичными критериями, но в то же время имеют малую мощность, и, поэтому – продуктивность. Области целесообразного применения подобных станков – точная разрезка труднообрабатываемых материалов (в особенности, твёрдых сплавов), получение деталей с непростыми контурами. Их можно еще применять для извлечения сломанного инструмента и т.п.
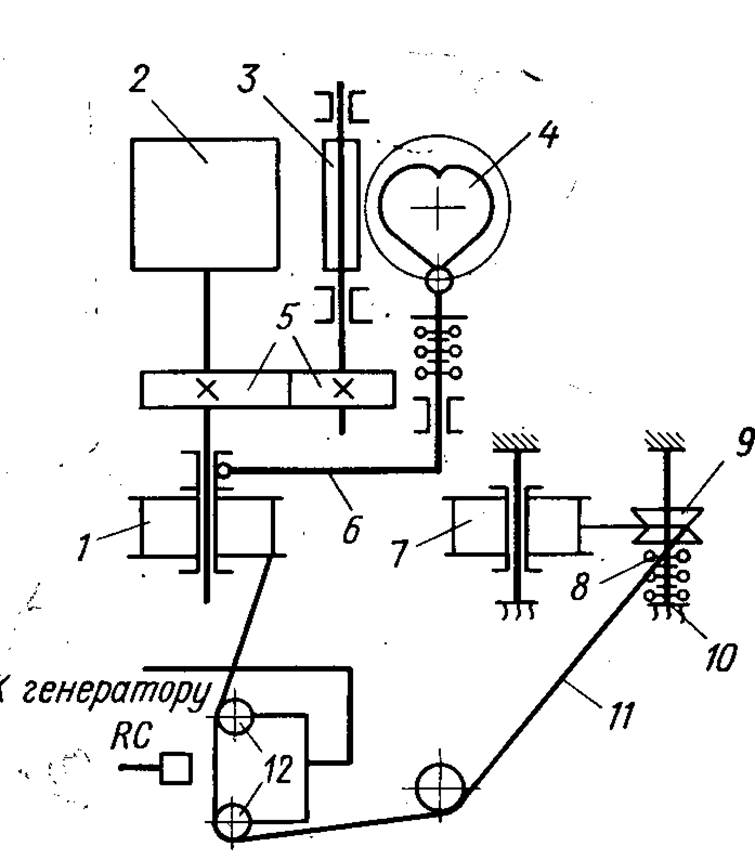
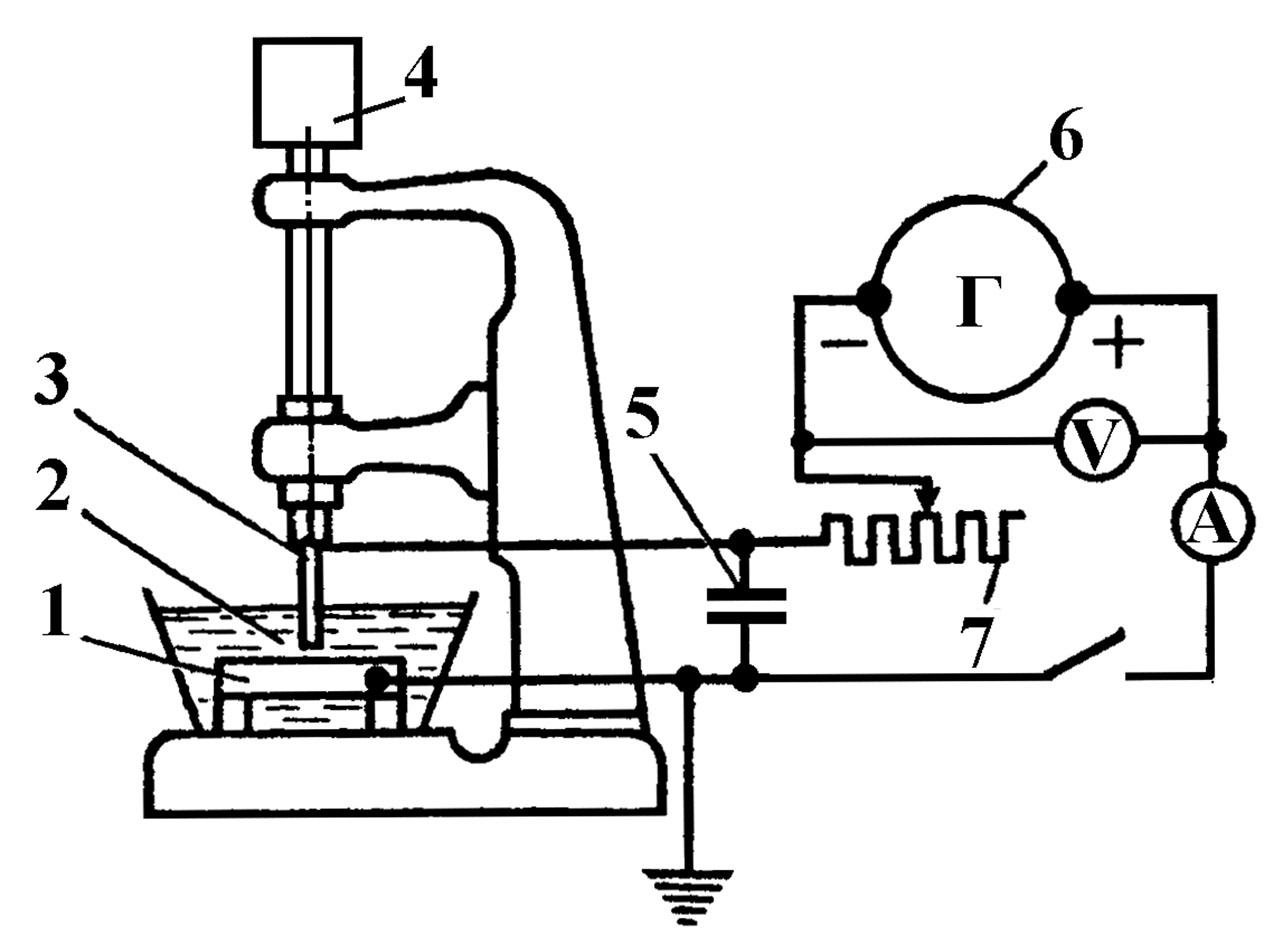
Схема проволочно-вырезного электроэрозионного станка
Увеличение энергии электрического тока в газах достигается введением в схему генератора импульсов, который повышает интервал между соседними разрядами и в то же время повышает теплопроизводительность при единичном электроэрозионном акте. Как последствие, рабочая производительность возрастает, зато уменьшаются точность, а поверхность обработанной детали как правило имеет довольно протяжённую территорию термического воздействия, что не всегда допускается.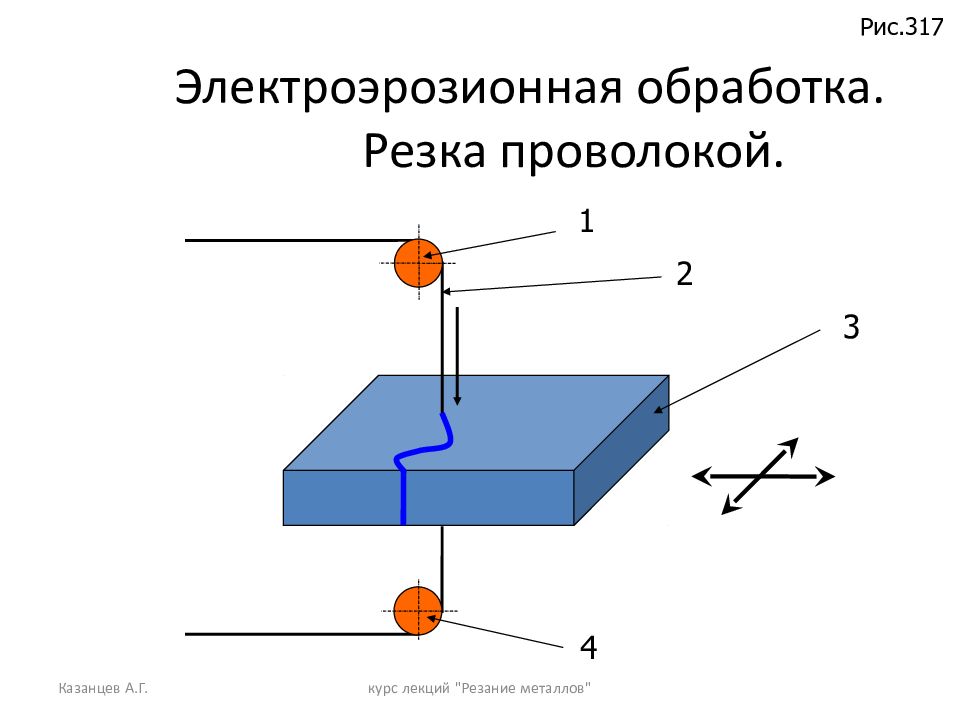 Электроимпульсные станки используются там, где требуется более существенный съём металла в единицу времени.
Электроимпульсные станки используются там, где требуется более существенный съём металла в единицу времени.
Если понадобится обеспечить ещё более большой съём металла (кстати не только для формоизменения исходной заготовки, но и для её упрочнения) используются электродуговые станки. Продуктивность данного оборудования возрастает в пару десятков раз, потому как дуга, в отличии от других видов электрического тока в газах, горит постоянно. Для управления технологичными параметрами дугового разряда он сжимается поперечным потоком среды-диэлектрика, которая регулярно, и под высоким давлением прокачивается через территорию горения дуги насосной установкой, предусмотренной в схеме станка. Электродуговыми станками можно сделать большие заготовки под валки, молотовые штампы горячей штамповки и т.д.
Использование электроэрозионных станков различных типов
Очень популярными электроэрозионными станками на данное время являются проволочно-вырезные станки. Они могут быть на единоразовой латунной проволоке и на многоразовой молибденовой проволоке.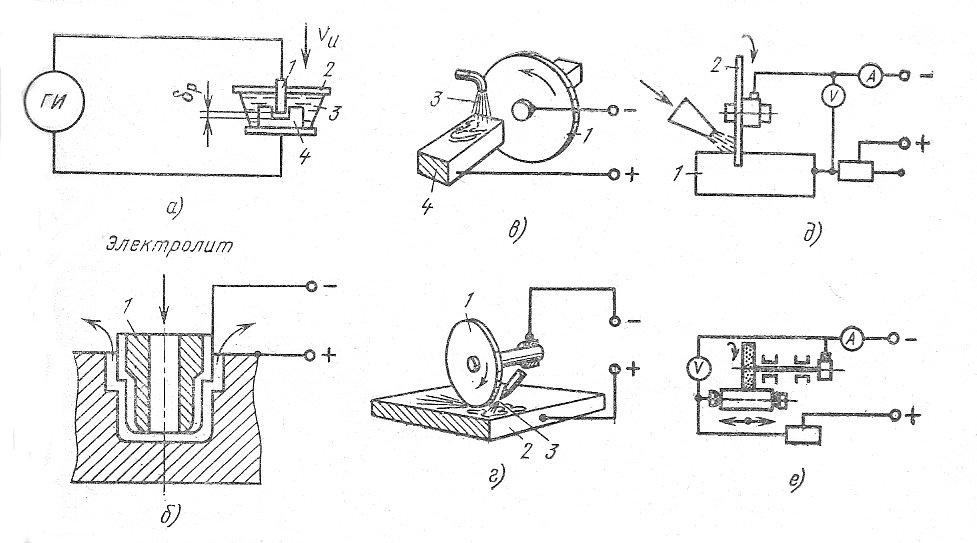 Станки на многоразовой проволоке серии DK77 используются не только в инструментальном производстве для производства штампов, шаблонов, пресс-форм, калибров и прочего инструмента, но и для производства деталей механического производства. К примеру, шлицевых втулок, муфт, изготовления зубчатых деталей – звездочек, шестерен, заменяя зубофрезерное, зубошлифовальное, долбежное и иное оборудование. Станки на многоразовой проволоке стоят намного дешевле иных электроэрозионных станков и обладают невысокой себестоимостью обработки. Скорость обработки до 180 мм 2 /мин, точность порядка 15 мкм, а достижимая шероховатость 0.8 Ra.
Станки на многоразовой проволоке серии DK77 используются не только в инструментальном производстве для производства штампов, шаблонов, пресс-форм, калибров и прочего инструмента, но и для производства деталей механического производства. К примеру, шлицевых втулок, муфт, изготовления зубчатых деталей – звездочек, шестерен, заменяя зубофрезерное, зубошлифовальное, долбежное и иное оборудование. Станки на многоразовой проволоке стоят намного дешевле иных электроэрозионных станков и обладают невысокой себестоимостью обработки. Скорость обработки до 180 мм 2 /мин, точность порядка 15 мкм, а достижимая шероховатость 0.8 Ra.
Из оборудования электроискрового типа самым из довольно точных считается копировально-прошивочный станок МА4720. Он предназначается для работ с труднообрабатываемыми заготовками сложной формы, к примеру, для твёрдосплавной штамповой оснастки, пресс-форм, кокилей. Продуктивность станка не превышает 70 мм 3 /мин, но есть возможность достигнуть точности в 0,03…0,04 мм, при довольно низкой шероховатости конечной поверхности (не выше Rz 0,32…0,4 мкм на чистовых режимах обработки).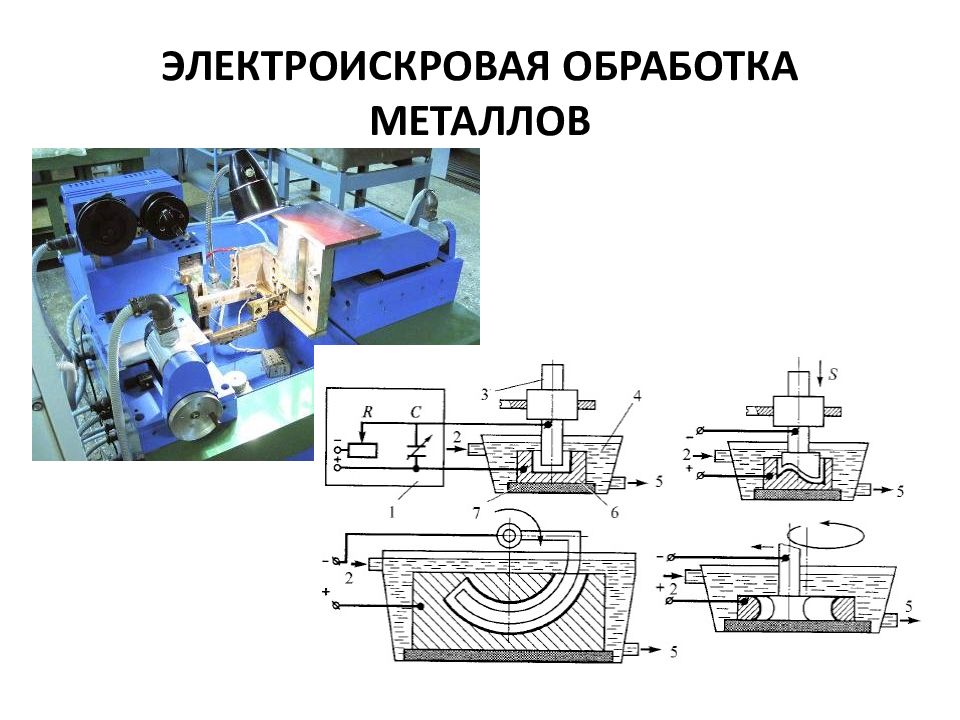 Перемещение стола для работы выполняется системой ЧПУ. Размеры стола для работы и возможный диапазон значений межэлектродного зазора между анодом и катодом не дает возможность получать на данном станке изделия с габаритными размерами более 120?180?75 мм.
Перемещение стола для работы выполняется системой ЧПУ. Размеры стола для работы и возможный диапазон значений межэлектродного зазора между анодом и катодом не дает возможность получать на данном станке изделия с габаритными размерами более 120?180?75 мм.
Примером электроимпульсного станка считается популярная модель 4Е723, также оснащаемая ЧПУ. Довольно большие показатели удельной мощности дают возможность достигать продуктивности ЭЭО до 1200м 3 /мин, при неточности обработки на чистовых режимах в границах 0,25…0,1 мм. Более большая точность достигается при ЭЭО фасонных поверхностей. Станок также применяется преимущественно в инструментальном производстве, впрочем шероховатость поверхности ощутимо возрастает – до Ra 2,5 мкм, по этому после обработки во многих случаях потребуется шлифовка. На станке можно исполнять ЭЭО деталей с габаритными размерами 620?380?380 мм, а еще прорезание фасонных пазов.
Эти виды относятся к многофункциональным электроэрозионным станкам. Примером специального оборудования считается электроэрозионный станок модели 4531, производящий профильную вырезку трудных контуров с помощью непрофилированного электрода. На станке 4531 применяется латунная проволочка, которая постоянно перематывается через межэлектродный зазор, возбуждая разряд между катодом и анодом. При практически небольшой продуктивности (не больше 16…18 мм 3 /мин по стали; для твёрдого сплава продуктивность ещё ниже), станок 4531 как правило дает возможность обеспечить погрешность ±0,01 мм, по этому рассматриваемое оборудование хорошо при изготовлении матриц вырубных штампов особо сложной формы и шаблонов. Самые большие размеры вырезаемого контура составляют 100?60 мм.
Принципы правильного выбора технологии и типоразмера станка для ЭЭО
Отправными данными являются точность контура, размеры (глубина) термически изменённой зоны, а еще желанное значение съёма в единицу времени.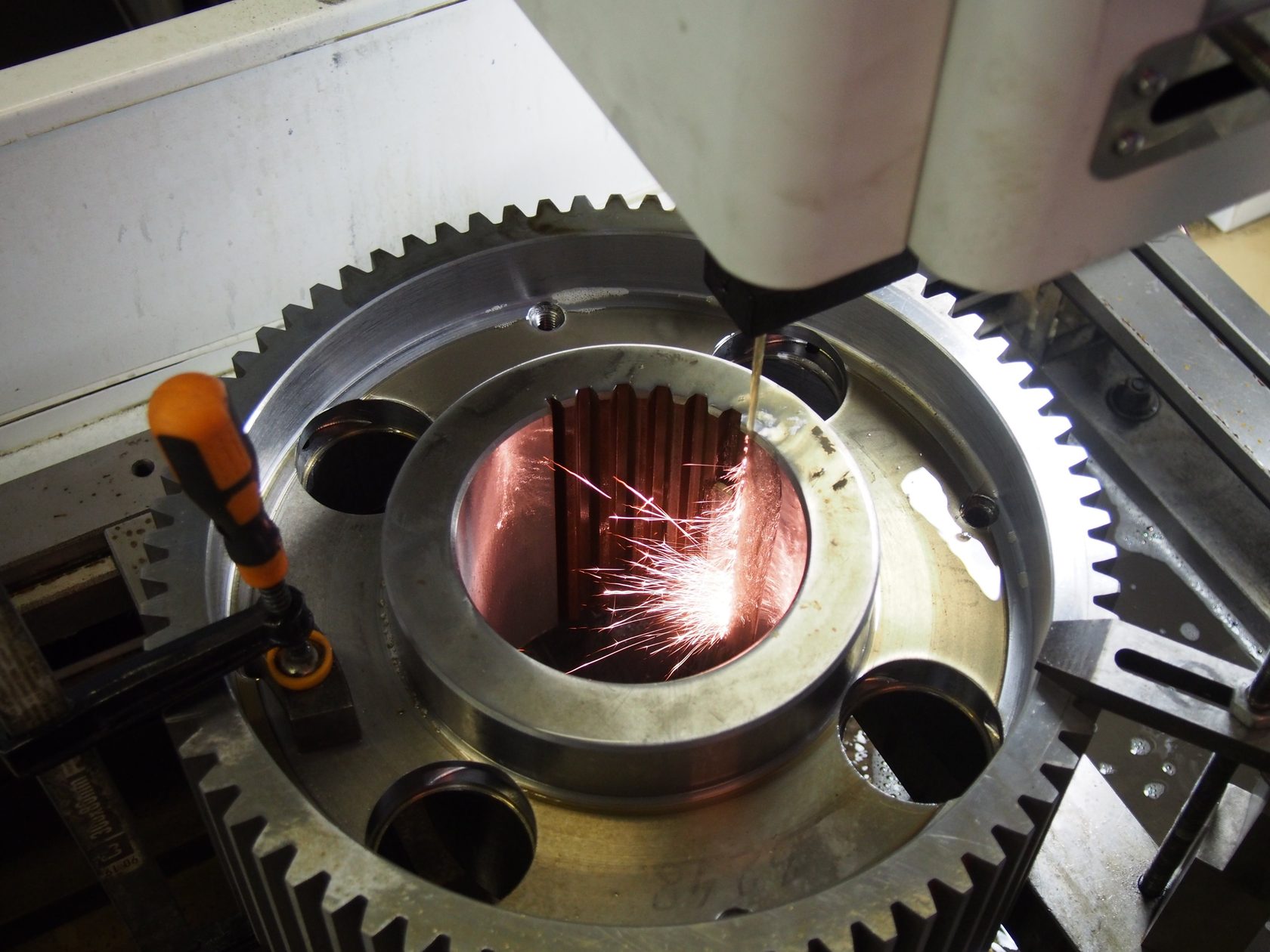 Для станков, работающих с непрофилированными электродами, важно наличие устройств для автоматической заправки проволки, а для импульсных станков – генераторов, разрешающих применять биметаллическую проволоку, которая увеличивает продуктивность ЭЭО.
Для станков, работающих с непрофилированными электродами, важно наличие устройств для автоматической заправки проволки, а для импульсных станков – генераторов, разрешающих применять биметаллическую проволоку, которая увеличивает продуктивность ЭЭО.
Для увеличения качества процесса и снижения эрозионного износа электрода-инструмента в качестве рабочих сред лучше применять масло (наиболее употребительна смесь масла «индустриальное-20» с керосином). Как правило, для изделий с увеличенными допусками, возможно применение и воды.
Технологичные возможности электроэрозионных станков существенно расширяются наличием дополнительных устройств (к примеру, для получения конусообразных поверхностей).
Для съёма металла от 20000 мм 3 /мин и выше нужно использовать исключительно электродуговые станки. Минимальная погрешность работы данного оборудования достигается на обратной полярности во время использования графитовых электродов. К тому же, сравнительно высокая шероховатость поверхности – не ниже Rz 0,8…1,6 мкм – принуждает после ЭЭО дуговым разрядом учитывать чистовое шлифовка полученного контура. Давление прокачки среды работы должно быть не менее 50…60 кПа.
К тому же, сравнительно высокая шероховатость поверхности – не ниже Rz 0,8…1,6 мкм – принуждает после ЭЭО дуговым разрядом учитывать чистовое шлифовка полученного контура. Давление прокачки среды работы должно быть не менее 50…60 кПа.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Электроэрозионный станок применение, принцип работы, покупка
Современные электроэрозионные станки обладают высочайшим качеством и точностью обработки, имея при этом также выраженную надежность. На рынке оборудования они представлены в огромном ассортименте. Моделей очень много, поэтому каждый потребитель может выбрать подходящую ему модель – электроэрозионный станок по техническим характеристикам и цене.
Преимущества: эрозионный станок
Наибольший интерес представляют станки, снабженные ЧПУ. Такие модели оборудования со встроенным ПО (ПО — программное обеспечение) могут работать полностью автономно, а, следовательно, не требуется постоянное присутствие рядом с ними оператора для контроля их работы.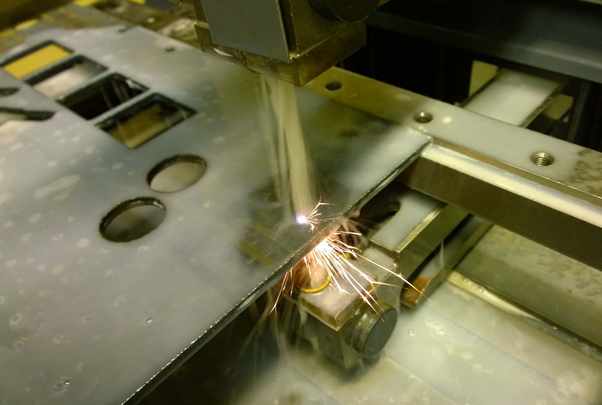 Еще одним достоинством такого оборудования как эрозионный станок является их выраженная компактность. Действительно, многие современные модели, даже очень мощные, имеют небольшие размеры. Особенно высоким качеством отличаются станки, изготовленные по швейцарским технологиям, они имеют также и весьма значительный срок службы.
Еще одним достоинством такого оборудования как эрозионный станок является их выраженная компактность. Действительно, многие современные модели, даже очень мощные, имеют небольшие размеры. Особенно высоким качеством отличаются станки, изготовленные по швейцарским технологиям, они имеют также и весьма значительный срок службы.
Области использования: фрезерный станок, электроэрозионный
Сфера применения такого оборудования очень широка. Наиболее часто фрезерный станок или электроэрозионный можно встретить там, где нужно организовать производство в больших масштабах с одновременным требованием высокой точности обработки. Также при помощи электроэрозионных станков может быть налажено изготовление пресс-форм и габаритных штампов, обладающих гладкой поверхностью.
Что касается электроэрозионных станков прошивочного типа, то они особенно часто применяются для нанесения маркировки на изделия, а также для выполнения отверстий.
Такое оборудование в целом очень универсально и позволяет добиваться хорошего качества работ при обработке деталей из разных видов металлов: титана, закаленной стали, композитных сплавов и так далее. Применение электроэрозионных станков наиболее рационально в тех случаях, когда использование фрезерных станков экономически невыгодно.
Применение электроэрозионных станков наиболее рационально в тех случаях, когда использование фрезерных станков экономически невыгодно.
Покупка электроэрозионного станка
Самое главное в этом вопросе — найти максимально надежного поставщика. Желательно, чтобы в выборе модели станка и в процессе его покупки участвовали специалисты, разбирающиеся в данном оборудовании и имеющие соответствующую квалификацию. Рассчитывая свои затраты, необходимо учесть кроме цены станка, еще и стоимость доставки этого станка, его настройки, а также стоимость обучения персонала, который будет на этом оборудовании работать.
Вернуться
Электроэрозионная обработка: состояние и перспективы развития, часть 1
Сложноконтурная электроэрозионная обработка
Технологии электроэрозионной обработки материалов обладают всеми признаками ключевых технологий. За относительно короткий срок (около 60 лет) производство электроэрозионных станков по объему продаж заняло четвертое место на рынке металлообрабатывающего оборудования. Развиваясь синхронно с производством оборудования других типов, оно в то же время стало площадкой для внедрения ряда нововведений — обработки нанообъектов, применения линейных приводов и специальных конструкционных керамик.
Развиваясь синхронно с производством оборудования других типов, оно в то же время стало площадкой для внедрения ряда нововведений — обработки нанообъектов, применения линейных приводов и специальных конструкционных керамик.
Наибольшее распространение на предприятиях машинои приборостроения получили следующие технологии электроэрозионной обработки:
- Обработка сложноконтурных поверхностей и отверстий (операция электроэрозионная копировально-прошивочная)
- О обработка сложноконтурных линейчатых поверхностей (операция электроэрозионная профильно-вырезная)
- О прошивка глубоких отверстий малого диаметра (операция электроэрозионная прошивочная)
Электроэрозионная обработка сложноконтурных полостей и отверстий осуществляется на копировально-прошивочных станках.
Станки японских компаний Makino и Mitsubishi обладают широкими технологическими возможностями. Они снабжены целым рядом проектно-технологических функций. Так, на станках S-серии компании Makino используется система HQSF для ЭЭО с параметром шероховатости поверхности Ra = 0,2 мкм (зеркальная обработка). Имеется функция Super Edge для получения радиусов 0,01 мм при обработке точных углов. Станки фирмы Mitsubishi компонуются по схеме «неподвижный стол — подвижная головка», использованы линейные направляющие качения. Станки оснащены системой адаптивного управления процессом, системой быстрой прошивки узких глубоких полостей.
Так, на станках S-серии компании Makino используется система HQSF для ЭЭО с параметром шероховатости поверхности Ra = 0,2 мкм (зеркальная обработка). Имеется функция Super Edge для получения радиусов 0,01 мм при обработке точных углов. Станки фирмы Mitsubishi компонуются по схеме «неподвижный стол — подвижная головка», использованы линейные направляющие качения. Станки оснащены системой адаптивного управления процессом, системой быстрой прошивки узких глубоких полостей.
Копировально-прошивочные станки фирмы Sodick оснащены КЧПУ генераторами серии LN/LQ с максимальным током 40, 80, 160, 240 А. Базовый генератор обеспечивает максимальную производительность до 600 мм3/мин при обработке стали графитовым ЭИ. Имеется функция чистовой обработки (зеркальное выхаживание, Ra = 0,06 мкм) без замены диэлектрика или в специальном диэлектрике. Функция Pikagen pulse обеспечивает пониженный износ электродовинструментов (ЭИ), функция MAP11 — оптимизацию параметров режима по мере изменения геометрии межэлектродного промежутка. Используется объектно-ориентированная 3D CAD-CAM система сквозного проектирования. Линейные двигатели привода осей и высокоточные датчики линейного положения обеспечивают по данным компании точность позиционирования ± 0,01 мкм. Достижимая точность обработки по стандартной технологии фирмы составляет от ± 1,5 до ± 5 мкм на 300 мм длины в зависимости от модели станка. В качестве опции поставляется ось С углового позиционирования со шпинделем вращения. Предусмотрена обработка с орбитальными осцилляциями ЭИ (5 базовых траекторий и 72 производных). В зависимости от модели станка линейные перемещения по осям осуществляются за счет перемещения стола или головки.
Используется объектно-ориентированная 3D CAD-CAM система сквозного проектирования. Линейные двигатели привода осей и высокоточные датчики линейного положения обеспечивают по данным компании точность позиционирования ± 0,01 мкм. Достижимая точность обработки по стандартной технологии фирмы составляет от ± 1,5 до ± 5 мкм на 300 мм длины в зависимости от модели станка. В качестве опции поставляется ось С углового позиционирования со шпинделем вращения. Предусмотрена обработка с орбитальными осцилляциями ЭИ (5 базовых траекторий и 72 производных). В зависимости от модели станка линейные перемещения по осям осуществляются за счет перемещения стола или головки.
Европейские производители электроэрозионных копировально-прошивочных станков представлены фирмами AGIE, Charmille (Швейцария), ONA (Испания), Winbro Group (Великобритания), Zimmer + Krein GmbH & Co (Германия).
Фирма ONA предлагает широкую гамму станков, которые отличаются современным дизайном и высокими технологическими характеристиками.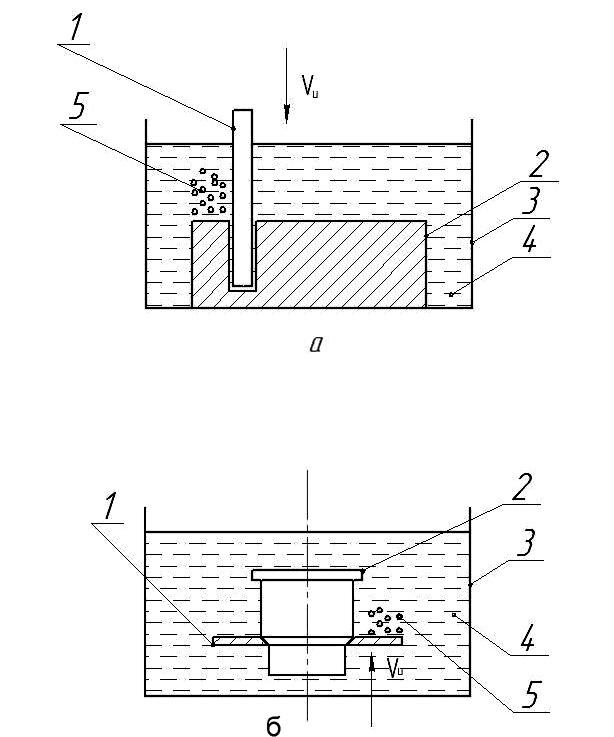 Станки оснащены системой КЧПУ ONA, осью С с углом поворота 360о. Максимальный ток генератора импульсов 60 А (опция 120 А). Используются современные системы очистки рабочей жидкости без применения сменных картриджей, обеспечивающие отделение твердых частиц размерами до 3 мкм.
Станки оснащены системой КЧПУ ONA, осью С с углом поворота 360о. Максимальный ток генератора импульсов 60 А (опция 120 А). Используются современные системы очистки рабочей жидкости без применения сменных картриджей, обеспечивающие отделение твердых частиц размерами до 3 мкм.
Гамма станков серии Genius фирмы Zimmer + Krein GmbH & Co. KG выгодно отличается компактностью конструкции и относительно малой потребной производственной площадью при достаточно высокой производительности и точности обработки. Разрешение по линейным осям ± 1 мкм, по оси С ± 0,001о. Все станки этой серии конструктивно выполнены с неподвижным столом, регулируемой по высоте ванной и встроенной осью С. Модульный принцип, заложенный в конструкцию станков, позволяет выбрать оптимальную конфигурацию. Жесткая литая конструкция станины в комбинации с направляющими качения с предварительным натягом обеспечивают высокие точностные параметры обработки.
Станки комплектуются устройством смены инструментов роторного типа на 16 или 24 позиции или линейным устройством Eagle магазинного типа на 50 позиций. Станки могут комплектоваться загрузочно-разгрузочным устройством «Chameleon», обеспечивающим любую комбинацию паллет с заготовками и электродами, поворотным устройством (пятая ось).
Станки могут комплектоваться загрузочно-разгрузочным устройством «Chameleon», обеспечивающим любую комбинацию паллет с заготовками и электродами, поворотным устройством (пятая ось).
Станки серии Genius могут комплектоваться встраиваемым модулем, обеспечивающим финишную обработку с параметром Ra менее 0,8 мм, специальным модулем для повышения производительности при обработке твердых сплавов. Предусмотрена опция в виде вращающейся головки и насосной установки высокого давления для прошивки глубоких отверстий диаметром 0,1…6 мм и полостей с помощью полых электродов (функция Superdrill).
Станки швейцарских компаний Agie и Charmille получили широкое распространение на российских предприятиях. Многие новые идеи и технические решения получили материальное воплощение в этих компаниях. Так, модель 2400QCR интегрирована с роботом, управляемым от ЧПУ и способным заменять 8 паллет и 76 инструментов. В большинстве станков используются генераторы импульсов типа ISOPULS, вырабатывающих «изоэнергетические» импульсы с блоком защиты от КЗ типа SPAC.
Разнообразное по назначению и технологическим возможностям электроэрозионное оборудование поставляют производители Тайваня. Так, станок ЕВ600L (фирмы JSEDM) имеет С— ось, смонтированную внутри головки станка. Используя эту ось, можно изготовлять поверхности вращения, поверхности сложного профиля, выполнять различные операции с использованием вращающегося дискового или цилиндрического электродов. Генератор импульсов станков данного типа обеспечивает максимальный ток 60 или 90 А. Максимальная производительность 400/600 мм3/мин, наименьшая шероховатость Ra = 0,3 мкм.
В последние годы на рынке электроэрозионного оборудования появились китайские производители, станки которых, как правило, дешевле функциональных аналогов других компаний.
Конкурентоспособность современного станочного оборудования обеспечивается высоким уровнем автоматизации. Поэтому ведущие фирмы-производители оснащают станки автоматическими устройствами для смены заготовок и инструмента. Так, например, компактный агрегат, созданный компанией Sodick, обеспечивает смену 40 электродов и 8 паллет с заготовками и позволяет решить проблему непрерывной и долговременной работы станка в автоматическом режиме. Агрегат представляет собой автономную, компактную и интегрируемую конструкцию. Для расширения технологических возможностей оборудования многие компании—производители предлагают в качестве опций дополнительные оси А и С. Ось А реализуется за счет применения поворотного устройства, устанавливаемого на штатном столе станка. Это позволяет решать технологические задачи, связанные с непрерывным или дискретным поворотом заготовки вокруг оси, перпендикулярной оси шпинделя. Ось С обеспечивает поворот инструмента относительно оси Z и реализуется с помощью специальной головки, закрепляемой на шпинделе станка.
Так, например, компактный агрегат, созданный компанией Sodick, обеспечивает смену 40 электродов и 8 паллет с заготовками и позволяет решить проблему непрерывной и долговременной работы станка в автоматическом режиме. Агрегат представляет собой автономную, компактную и интегрируемую конструкцию. Для расширения технологических возможностей оборудования многие компании—производители предлагают в качестве опций дополнительные оси А и С. Ось А реализуется за счет применения поворотного устройства, устанавливаемого на штатном столе станка. Это позволяет решать технологические задачи, связанные с непрерывным или дискретным поворотом заготовки вокруг оси, перпендикулярной оси шпинделя. Ось С обеспечивает поворот инструмента относительно оси Z и реализуется с помощью специальной головки, закрепляемой на шпинделе станка.
Обработка сложноконтурных линейчатых поверхностей осуществляется на проволочно-вырезных электроэрозионных станках. К настоящему времени технологии и оборудование для электроэрозионной вырезки электродомпроволокой (ЭП) получили широкое распространение, создан обширный рынок соответствующих станков. Для точного относительного перемещения стола и рабочего участка проволоки по заданному контуру используются современные приводы с ЧПУ или КЧПУ.
Для точного относительного перемещения стола и рабочего участка проволоки по заданному контуру используются современные приводы с ЧПУ или КЧПУ.
На этой операции удается получать поверхности, образованные не только поступательным перемещением рабочего участка проволоки, но и более сложные поверхности с использованием дополнительного пространственного вращения рабочего участка. Это достигается применением таких схем обработки, в которых верхняя и нижняя направляющие проволоки перемещаются независимо друг от друга по заданной программе. Отметим, что использование многокоординатных проволочно-вырезных станков позволяет существенно расширить возможности конструктора при проектировании новых технических объектов.
Разработаны различные технические решения, направленные на повышение жесткости рабочего участка проволоки. Так, предложен способ обработки, по которому одна из находящихся в плотном контакте проволока является рабочей, а вторая — поддерживающей, препятствующей изгибу рабочего участка ЭИ и его вибрации. Такая система позволила вдвое снизить прогиб рабочей проволоки.
Такая система позволила вдвое снизить прогиб рабочей проволоки.
Рабочими средами в технологиях электроэрозионной проволочной вырезки являются маловязкие диэлектрические жидкости: масло, керосин или вода (промышленная, дистиллированная или деионизированная). Заметим, что как водные, так и углеводородные среды в качестве рабочих жидкостей для ЭЭО имеют свои преимущества и недостатки, что необходимо учитывать при выборе рабочей жидкости.
Практически все ведущие производители оборудования оснащают станки антиэлектролизными генераторами импульсов или соответствующими приставками. Это позволяет исключить окисление поверхности при обработке в воде за счет применения биполярных импульсов тока.
В качестве электрода-инструмента используется проволока, изготовленная по первому и второму классам точности, с максимальным отклонением диаметра от номинального не более 0,005 мм. Латунная проволока — наиболее подходящий инструмент для проволочной вырезки, так как ее прочность в зависимости от состава лежит в пределах 400. ..900 МПа, а относительное удлинение составляет от 3 до 30%. Ряд фирм специализируется на выпуске высококачественной проволоки для проволочно-вырезных станков (SEI, Primatec GmbH). Установлено, что применение покрытия с высоким содержанием цинка обеспечивает повышение производительности на 40…50% для заданной толщины реза или существенно повышает толщину реза при заданной производительности. Легирование латуни специальными компонентами приводит к заметному увеличению максимальных растягивающих напряжений.
..900 МПа, а относительное удлинение составляет от 3 до 30%. Ряд фирм специализируется на выпуске высококачественной проволоки для проволочно-вырезных станков (SEI, Primatec GmbH). Установлено, что применение покрытия с высоким содержанием цинка обеспечивает повышение производительности на 40…50% для заданной толщины реза или существенно повышает толщину реза при заданной производительности. Легирование латуни специальными компонентами приводит к заметному увеличению максимальных растягивающих напряжений.
Выбор параметров режима работы генератора импульсов зависит от требований к качеству поверхности детали, ее материала и толщины (высоты реза). На выбранном режиме не должно быть разрывов электрода-проволоки. Современные генераторы импульсов обеспечивают создание униполярных и биполярных импульсов различной энергии с частотой до сотен кГц. Созданы генераторы или приставки к ним для «зеркальной» обработки, обеспечивающие шероховатость поверхности до Ra = 0,04 мкм и генераторы для высокопроизводительной резки (до 600 мм2/мин). Последние модели станков оснащаются КЧПУ-генераторами и обеспечивают работу в режиме «интеллектуального» управления процессом резания.
Последние модели станков оснащаются КЧПУ-генераторами и обеспечивают работу в режиме «интеллектуального» управления процессом резания.
Современные проволочно-вырезные станки отличаются высоким уровнем автоматизации, надежностью, гибкостью и позволяют эффективно решать многие технологические задачи основного и инструментального производства. Выпускаются двух-, четырехи пятикоординатные проволочно-вырезные станки. Их программное обеспечение содержит базу технологических данных и предполагает использование ряда специальных функций, созданных для достижения высокой точности обработки отдельных геометрических элементов детали (прямолинейность пазов, точность углов).
Проволочно-вырезные станки фирмы Sodick поставляются со встроенной объектно-ориентированной трехмерной системой CALS (3D CAD-CAM) и системой автоматизированного програм-мирования с рядом функциональных полусистем. Процессорные системы обеспечивают управление по 4-5 координатам (X, Y, U, V, +Z) c максимальной скоростью сервоподач до 5 м/мин.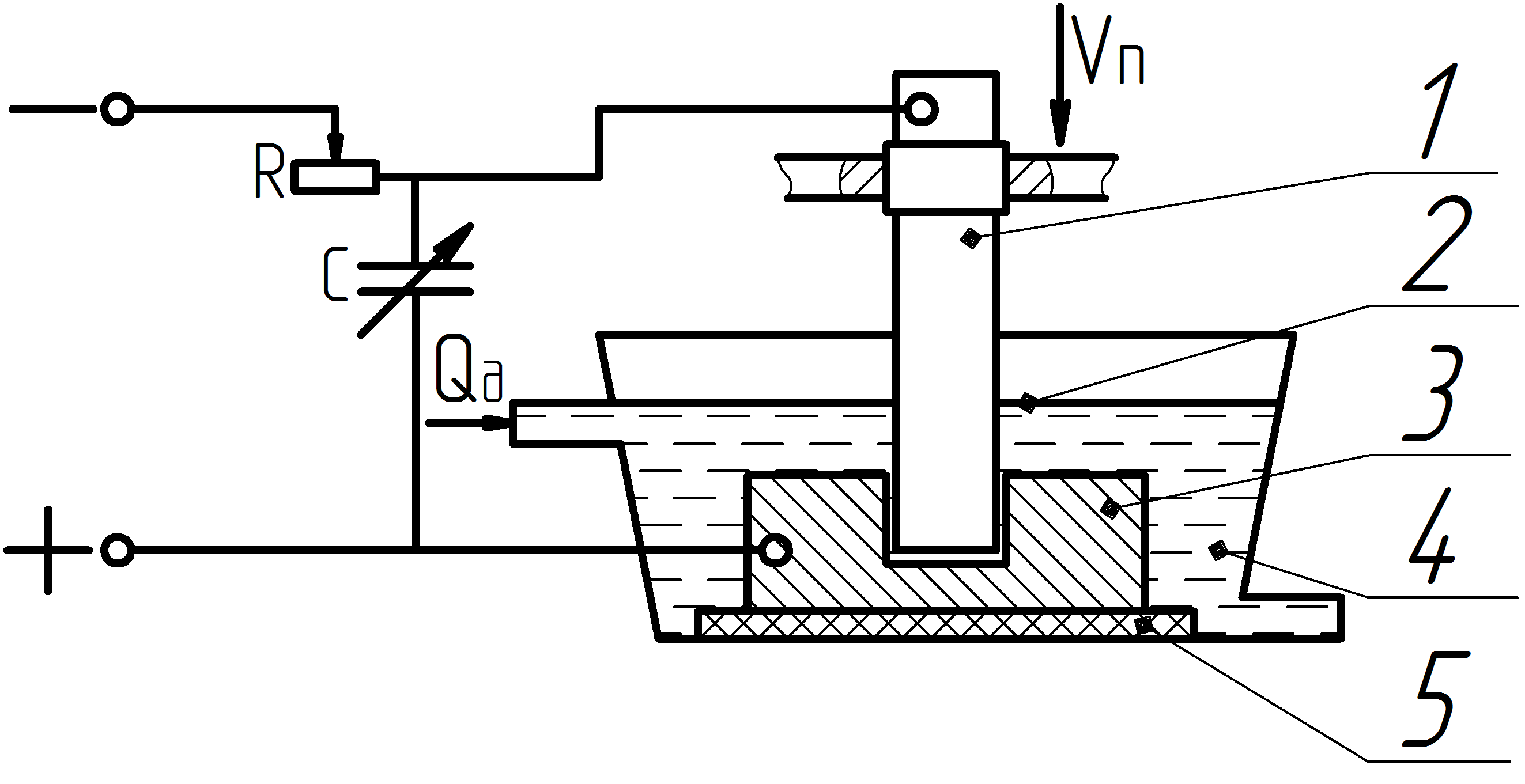
Станок EXL100L и его модификации названы компанией ультрапрецизионными и рекламируются как самые точные электроэрозионные проволочно-вырезные станки. В его конструкции использованы сдвоенные линейные двигатели без сердечников, закрытые керамические направляющие аэростатического типа, керамическая станочная конструкция на гранитной станине, высокоточный холодильник-термостат диэлектрика, нанометровые линейные датчики положения Heidenhein и специально разработанная система управления Sodick Motion Controller (SMC). Конструкция привода обеспечивает дискретность подач 10 нм по осям X, Y, U, V. Станок укомплектован системой автоматической заправки проволоки диаметром от 0,03 мм. Диэлектрическая среда — масло.
Станки AP200L и AP450L являются станками повышенной точности (прецизионными). Первый из них предназначен для обработки в масле или воде и оснащен одним баком (объем 420 л), а второй оснащен двумя баками — для масла и деионизированной воды объемом 550 л каждый. Дискретность подач приводов осей составляет 100 нм. Плита стола, опоры заготовки, кронштейны и детали механизма протяжки проволоки выполнены из новых видов керамики.
Дискретность подач приводов осей составляет 100 нм. Плита стола, опоры заготовки, кронштейны и детали механизма протяжки проволоки выполнены из новых видов керамики.
Станки серии AQ предназначены для резания в воде. Модели AQ325L, AQ535L, AQ550L обеспечивают как обработку в ванне, так и струйную обработку, станок модели AQ750L — погружного типа, AQ800LF — струйного типа. Последняя модель создана для обработки габаритных заготовок.
Станки, работающие на воде, имеют в своем составе антиэлектролизный генератор биполярных импульсов. Такой источник питания компании Sodick генерирует импульсы малой длительности на первых двух проходах и биполярные импульсы на 3 проходе.
Для расширения технологических возможностей оборудования в некоторых моделях станков предусмотрены добавочные координаты. Так, наряду с 5 координатами, рассмотренными выше, предусмотрен поворот стола (ось W). Кроме углового позиционирования ось W используется для вращения детали, что расширяет технологические возможности станка.
Станок RA-90AT компании Mitsubishi с габаритными размерами 1440×2075×2030 мм обеспечивает производительность до 330 мм2/мин и достижимую шероховатость Ra = 0,6 мкм. Станок оснащен антиэлектролизным генератором, устройством высокоскоростной автозаправки проволоки, системой адаптивного управления (функция Rower Master-3) c функцией экономичного расхода проволоки. Используется функция адаптивного управления Rower Master-4. Проектирование технологий обработки на данных станках осуществляется на основе развитого программного обеспечения.
Высококачественные станки для проволочной вырезки выпускают японские компании Makino, Fanuc Ltd и Seibu Electric and Machinery Co., Ltd.
Станки серии «Robocut a-ic» отличаются качественной системой слежения за состоянием межэлектродного промежутка. Эта система определяет принцип оптимального управления процессом резания, который разработчики называют импульсным управлением на базе искусственного интеллекта. В результате использования высококачественной системы ЧПУ Fanuc и системы обратной связи по состоянию межэлектродного промежутка обеспечивается устойчивый высокоскоростной режим резания с поддержкой постоянной мощности резания и предотвращением разрыва проволоки.
В результате использования высококачественной системы ЧПУ Fanuc и системы обратной связи по состоянию межэлектродного промежутка обеспечивается устойчивый высокоскоростной режим резания с поддержкой постоянной мощности резания и предотвращением разрыва проволоки.
В результате при резке латунной проволокой диаметром 0,25 мм достигается производительность около 250 мм2/мин, а проволокой диаметром 0,3 мм — 330 мм2/мин. Применение проволоки с покрытием позволяет повысить производительность до 360 мм2/мин. Высокопроизводительная резка на данных станках осуществляется переменным током высокой частоты, что позволяет практически предотвратить анодное окисление (антиэлектролизный эффект). В качестве опции поставляется специальный источник питания для «зеркальной» отделки, обеспечивающий достижение шероховатости поверхности Ra = 0,04…0,08 мкм.
Компания Fanuc Ltd рекламирует самую быстродействующую систему автоматической заправки проволоки с величиной рабочего цикла 12 с. В станках серии М компании Seibu (ELO Erosion GmbH) также используются современные средства автоматизации процесса резания, в частности система автоматической заправки проволоки и эффективная система управления процессом резания.
В станках серии М компании Seibu (ELO Erosion GmbH) также используются современные средства автоматизации процесса резания, в частности система автоматической заправки проволоки и эффективная система управления процессом резания.
В последние десять пятнадцать лет значительную активность на рынке электроэрозионного оборудования проявляют предприятия Тайваня (MAX SEE, ECOWIN, Fair Friend Group, CHMER и др.).
Так, компания MAX SEE производит и поставляет следующие станки:
- Электроэрозионные копировально-прошивные с подвижным столом (модели Р 26, 36, 46, 56), с подвижным хоботом (модели Р40, 50, 58, 66, 207, 307), ZNC (одна ось Z управляемая от ЧПУ) и CNC (4 оси управляемые от ЧПУ)
- Электроэрозионные проволочно-вырезные струйного (модели FW 325, 530, 540, 645, 840, 1270) и погружного (модели SW 325, 530, 540, 645, 840, 1270) типа, с автоматической заправкой проволоки (серии BFW и BSW)
- Показательным является опыт эксплуатации 30 единиц станков фирмы MAX SEE на крупнейшем авиадвигателестроительном предприятии ФГУП «НТП ГТС «Салют», использующем в основном производстве
Среди европейских производителей оборудования наиболее известны компании CHARMILLES, AGIE (Швейцария), ONA (Испания). Станок «Robofil 690» компании Charmilles обеспечивает максимальную производительность 300 мм2/мин при достижимой шероховатости Ra = 0,28 мкм. Рекомендуемый диаметр проволоки 0,25 мм, дополнительные диаметры 0,1, 0,2 и 0,3 мм. В конструкции станка использована станина из полимербетона и система термостабилизации диэлектрика, что существенно сказывается на точности обработки. Использованы беззазорные алмазные направляющие проволоки и надежная система ее заправки. Предусмотрена возможность обработки как при погружении в ванну, так и при прокачке диэлектрика вдоль ЭП. Благодаря оптическим линейкам обеспечивается точность позиционирования ± 0,5 мкм.
Станок «Robofil 690» компании Charmilles обеспечивает максимальную производительность 300 мм2/мин при достижимой шероховатости Ra = 0,28 мкм. Рекомендуемый диаметр проволоки 0,25 мм, дополнительные диаметры 0,1, 0,2 и 0,3 мм. В конструкции станка использована станина из полимербетона и система термостабилизации диэлектрика, что существенно сказывается на точности обработки. Использованы беззазорные алмазные направляющие проволоки и надежная система ее заправки. Предусмотрена возможность обработки как при погружении в ванну, так и при прокачке диэлектрика вдоль ЭП. Благодаря оптическим линейкам обеспечивается точность позиционирования ± 0,5 мкм.
Модификации станков 2030SI-TW, 4030SI-TW, 6030SI-TW обеспечивают последовательный обход контура в два перехода с использованием проволоки диаметром 0,25 мм (черновой проход) и 0,1 мм (чистовой проход). На автоматическую замену проволоки затрачивается около 45 с. По данным фирмы-изготовителя, двухпроволочная вырезка (twin-wire cutting) позволяет повысить производительность обработки на 30. ..60%.
..60%.
Отечественные производители представлены на рынке проволочно-вырезным оборудованием среднего технического уровня. Станок модели СК96Ф3/Ф5 позволяет осуществлять пятикоординатную обработку заготовок с максимальными размерами 460×410×150 мм и массой до 150 кг. Ход по координатам X и Y — 250 мм, по координатам U и V — 20 мм, по координате Z (пиноль головки) — 150 мм. Угол наклона проволоки зависит от высоты заготовки и для заготовок высотой 20, 70 и 150 мм составляет соответственно ±30о, ±15о, ±7о. Станок оснащен системой КЧПУ «Арта-тест», обеспечивающей графический контроль контуров детали с визуализацией процесса обработки, просмотр и редактирование УП в процессе обработки.
Станок ЭИ250Ф4 производится ОАО «Санкт-Петербургский завод прецизионного станкостроения». Станок предназначен для изготовления деталей сложной конфигурации в том числе профилей с переменным углом наклона и линейчатых поверхностей с различными контурами в верхней и нижней плоскостях обрабатываемого изделия. Предусмотрено выполнение операций копирования формы электрода-инструмента небольшой площади (клейма различной сложности) и гравировки с нанесением знаковой информации.
Предусмотрено выполнение операций копирования формы электрода-инструмента небольшой площади (клейма различной сложности) и гравировки с нанесением знаковой информации.
Станок имеет 5 управляемых координат с величинами перемещений в миллиметрах по осям X, Y, Z, U, V соответственно 300/250/150/±30/±30 мм. Наибольшая скорость перемещений по осям X и Y составляет 100 мм/мин.
В конструкции использованы круглые алмазные направляющие для проволоки диаметром 0,1/0,2/0,25 мм и керамические направляющие для проволоки диаметром 0,05…0,07 мм. Скорость протяжки проволоки регулируется в пределах 0…6 м/мин. Наибольший угол наклона проволоки при соответствующей толщине реза, град/мм: ± 44/30, ± 23/70 и ±12/150. Генератор импульсов, собранный на базе современных MOSтранзисторов, обеспечивает регулировку частоты в пределах 10…200 кГц с шагом 1 кГц и длительности импульсов в пределах 0,2…3,2 мкс с шагом 0,1 мкс. Амплитуда напряжения рабочих импульсов 150 В, максимально потребляемый средний ток 20 А. Станок оснащен эффективной системой КЧПУ и адаптирован к САПР UNICAM. Габаритные размеры станка 3×2,76×1,7 м, масса 1410 кг.
Станок оснащен эффективной системой КЧПУ и адаптирован к САПР UNICAM. Габаритные размеры станка 3×2,76×1,7 м, масса 1410 кг.
НПК «Дельта-Тест» выпускает и модернизирует электроэрозионные проволочно-вырезные станки нескольких моделей. Технические характеристики выпускаемых станков приведены в таблице ниже.
Используется погружная схема обработки с подъемом ванны. Габариты системы ЧПУ/генератор импульсов 470×550×1600 мм. Рабочие среды: водопроводная и деионизированная вода. Применяется латунная, медная, молибденовая проволоки диаметром 0,05…0,3 мм (опция — 0,012 мм). Максимальная скорость резания по стали, мм2/мин — 110. Точность координатных перемещений — ± 5 мкм.
В станках применяется система ЧПУ АРТА-Х7 на основе промышленных компьютеров фирмы Advantech. Генератор импульсов АРТА-3М-5 на базе мощных MOS-транзисторов с микропроцессорным управлением гарантирует высокую производительность при использовании в качестве рабочей среды даже технической воды. СЧПУ обеспечивает широкий диапазон регулировки параметров тока, защиту от обрыва проволоки, выбор оптимальных параметров режима обработки, работу с проволокой малого диаметра (0,012…0,05 мм). Достигаемая шероховатость поверхности Ra = 0,5 мкм. СЧПУ обеспечивает набор автоматических циклов и дополнительных функций, автоматическое сохранение параметров, включает в себя встроенную подсистему справочной информации и диагностики.
СЧПУ обеспечивает широкий диапазон регулировки параметров тока, защиту от обрыва проволоки, выбор оптимальных параметров режима обработки, работу с проволокой малого диаметра (0,012…0,05 мм). Достигаемая шероховатость поверхности Ra = 0,5 мкм. СЧПУ обеспечивает набор автоматических циклов и дополнительных функций, автоматическое сохранение параметров, включает в себя встроенную подсистему справочной информации и диагностики.
Одна из последних разработок компании — станок Арта-450 — представлена на рисунке.
Б. П. Саушкин
Электроэрозионный проволочно-вырезной станок AgieCharmilles CUT E350 в наличии на складе в Москве.
21.05.2019Электроэрозионный проволочно-вырезной станок AgieCharmilles CUT E350 в наличии на складе в Москве.
Электроэрозионные станки в наличии на складе.
Электроэрозионный проволочно-вырезной станок AgieCharmilles CUT E350 в наличии на складе в Москве.
Электроэрозионный проволочно-вырезной станок с ЧПУ CUT E 350 базируется на новой платформе проволочно-вырезных станков AgieCharmilles.
С 2018 на проволочно-вырезные станки AgieCharmilles устанавливают цифровой генератор IPG-DPS. Из-за этого скорость обработки выросла на 15-20%, а шероховатость поверхности Ra 0,2 мкм получают за 4 прохода.
Сохранив, как достоинство, самую большую рабочую ванну в своём классе, электроэрозионный станок CUT E 350 значительно компактнее конкурентов.
Скорость холостого хода увеличили до 3000 мм/мин. При этом полностью работоспособна система защиты при столкновениях.
В стандартной комплектации присутствуют все основные модули генератора IPG-DPS.
Перемещения по осям X, Y, Z |
350x250x250 мм |
Перемещения по осям U, V |
90х90 мм |
Размеры рабочего стола |
680х450 мм |
Внутренние размеры ванны (ДхШ) |
1003х743 мм |
Максимальный вес заготовки |
400 кг |
Максимальный угол обработки |
30° |
Диаметр проволоки |
0,1-0,33 |
Максимальный вес катушки проволоки |
8, 25 кг (опция) |
Шероховатость, Ra |
0,1 мкм |
Достижимая точность обработки, Ткм |
2 мкм |
Особенности
Конструкция
CUT E 350 имеет чугунную Т-образную станина, традиционную для проволочно-вырезных станков этого класса.
CUT E 350 имеет самую большую рабочую ванну в классе. Она на треть больше, чем у ближайших конкурентов.
Рабочий стол – из цельной плиты нержавеющей стали толщиной 46 мм.
Дополнительные оси
Станок работает с дополнительными осями, как поворотными, так и ротационными.
Может работать в составе автоматизированных комплексов, с роботом для смены паллет.
Надежная защита от столкновений
ICP (интегрированная защита при столкновениях) обеспечивает защиту на скоростях до 3000 мм/мин. Она гарантирует сохранность заготовки и элементов станка. Не требуется повторная привязка.
Принцип работы основан на использовании показаний двойной измерительной системы состоящей из оптических линеек и круговых энкодеров и специального упругого элемента в приводе.
Защита такого уровня не может быть реализована на станках с линейными двигателями.
Агрегат охлаждения
Агрегат охлаждения поддерживает температуру диэлектрика в заданном диапазоне.
Отдельностоящий агрегат имеет несомненное преимущество — он выводит тепло из помещения в котором установлен станок.
Автономная работа до 85 часов
Катушка проволоки весом 25 кг (опция) обеспечивает вашему станку 85 часов непрерывной работы.
Фиксация выпадающих частей
Автоматическая фиксация выпадающих частей заготовки экономит 20% рабочего времени.
Особый режим работы генератора формирует удерживающие мостики толщиной 1мм.
Больше не надо оставлять недорез на черновом проходе.
Гибкость управления
Если потребуется выполнить срочную работу, можно остановить выполнение рабочей программы или комплекса программ в любом месте. Работа будет возобновлена с места останова.
Авторестарт после аварийного отключения
Проволочно-вырезной электроэрозионный станок CUT E 350 при аварийном выключении питания не только корректно сохранит данные о своем состоянии, но и по команде оператора возобновит выполнение программы с того же места где произошло отключение питания.
Точность угловой обработки
Модуль Taper-Expert гарантирует высокую точность и чистоту поверхности при обработке больших углов на прецизионных деталях и пресс-формах. Точность обработки углов больше 10º лучше 20 угловых секунд.
Качество поверхности
Технология Power-Expert оптимизирует скорость чернового прохода и, оценивая высоту детали и условия прокачки, задаёт режимы генератора.
Surface-Expert контролирует параметры во время финишных проходов, чтобы обеспечить превосходную чистоту и однородность поверхности и, как следствие, минимальные требования к вторичной полировке.
Точность обработки
Profil-Expert управляет параметрами генератора и скоростью перемещения, компенсируя отклонения от заданного контура при обработке мелких элементов и малых радиусов.
Wire Expert компенсирует прогиб проволоки, вызванный силами которые возникают в процессе элекетроэрозии.
Принцип работы электроэрозионного станка
Что такое эрозионная обработка?
Принцип работы элеткроэрозионных станков базируется на искровой эрозии и используется промышленностью для обработки с высокой точностью любого типа проводящих материалов (металлов, сплавов, графита, керамики и т. д.) независимо от его твердости.
Обрабатываемая электроэрозионным станком заготовка из закаленной сталиОпределение эрозионной обработки материалов
Эрозия (искровая эрозия) определяется как механическая обработка, при которой материал удаляется с помощью серии последовательных электрических разрядов между двумя полюсами (электрод/рабочий инструмент и заготовка).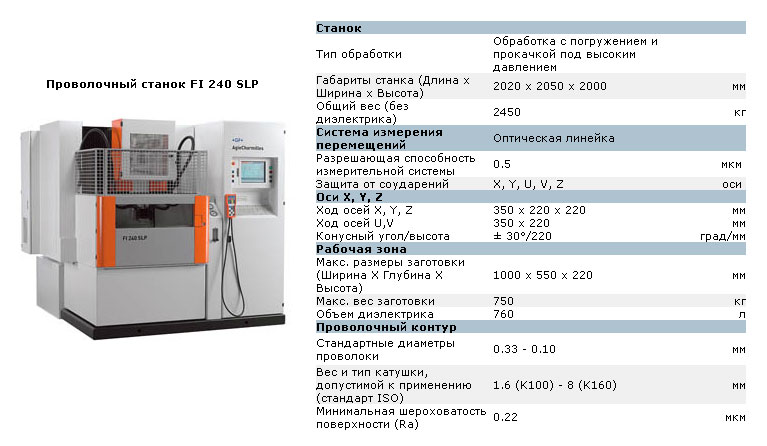
Разряды генерируются генераторами для электрических импульсов.
схема электроэрозионной обработкиФизический принцип искровой эрозии
Механическая обработка искровой эрозией осуществляется путем перепрыгивания электрических искр между двумя электродами с определенным электрическим напряжением; электроды находятся в изолирующей жидкости (жидкий диэлектрик).
Поскольку оба электрода изолированы от диэлектрика, приложенное напряжение на обоих электродах должно быть достаточно высоким для создания электрического поля, которое выше, чем изолирующая способность жидкости.
При приложении этого электрического поля свободные положительные ионы и электроны ускоряются, создавая тем самым разрядный канал, который становится проводящим. Искра перепрыгивает точно в этот момент. Это вызывает столкновения между ионами (+) и электронами (-), и создается плазменный канал.
Из-за столкновений на обоих полюсах возникают высокие температуры, а вокруг плазменного канала образуется растущий газовый шар. В то же время высокие температуры на обоих полюсах плавят и испаряют часть материала заготовки, в то время как электрод изнашивается очень незначительно.
В то же время высокие температуры на обоих полюсах плавят и испаряют часть материала заготовки, в то время как электрод изнашивается очень незначительно.
В этой ситуации (большой газовый шар и расплавленный материал на обоих полюсах) электрический ток прерывается. Плазменный канал разрушается, и искра прекращается. Жидкий диэлектрик вызывает взрыв газа (взрыв внутри).
Это создает силы, которые удаляют расплавленный материал, и на поверхности появляются два кратера. Расплавленный материал затвердевает и сметается в сферической форме жидким диэлектриком. Эти шары можно назвать «щепки искровой эрозии».
Технология электроэрозионной обработки
В искровой эрозии применяются два различных метода обрботки: обработка погружением (с помощью электроэрозионных прошивных станков) и проволочной эрозией (осуществляется проволочно-вырезными элеткроэрозионными станками).
При эрозии матрицы (погружной способ) форма используемого инструмента (электрода) воспроизводится в заготовке.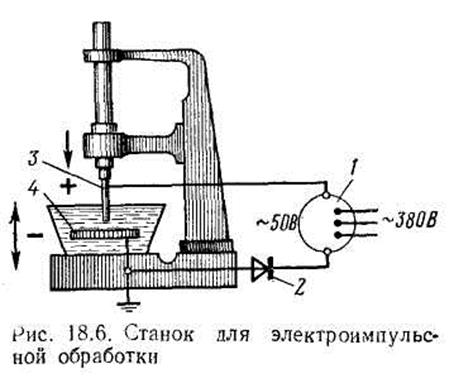
При эрозии проволоки металлическая проволока (электрод) разрезает запрограммированный профиль на заготовку.
Область применения элеткроэрозионной обработки
Двигатель Audi V8В основном машины для искровой эрозии используются в области штампов и пресс-форм. Эта работа в основном выполняется в следующих отраслях: автомобильная, бытовая и развлекательная, аэрокосмическая промышленности, электроника и игрушки.
Наиболее важной отраслью является автомобилестроение, и основными клинетами элеткроэрозионной промышленности являются также производители Audi, Renault, Peugeot, Ford, General Motors или Jaguar.
Например, в области аэрокосмической промышленности, где высокоточная механическая обработка имеет особое значение, используются оба метода искровой эрозии: погружение матрицы и эрозия проволоки. Эрозия проволоки применяется для обработки деталей с очень сложной формой и специальных материалов (сплавов) с высокой степенью точности, в то время как штамповка позволяет обрабатывать детали с глубокими углублениями, где доступ оказывается чрезвычайно сложным.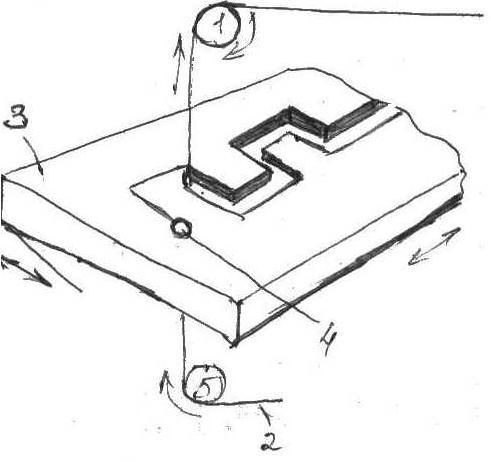
Применение электроэрозинной обработки в вышеуказанных областях обладает ключевым преимуществом – можно обрабатывать детали с очень тонкими ребрами (0,4 мм) без создания внутренних напряжений в материале.
Электроэрозионный станок– типы и принципы работы
EDM означает электроэрозионную обработку. Электроэрозионный станок – это часть оборудования, используемая для выполнения этого производственного процесса.
Принцип, лежащий в основе EDM, был впервые обнаружен в 1770 году Джозефом Пристли, который экспериментировал с электрическими разрядами. Он заметил, что искры разъели часть материала электрода.
Почти 200 лет спустя, в Советской России 1940-х годов, два ученых Бутинцкий и Лазаренко сделали шаг вперед в направлении создания современного электроэрозионного станка, создав процесс обработки.
Процесс EDM
Теория EDM проста. Между электродом и деталью возникает электрическая искра. Поскольку искра создает сильный жар в диапазоне от 8000 до 12000 ° C, она плавит практически любую поверхность, с которой соприкасается.
В процессе обработки искра контролируется очень тщательно и сильно фокусируется на определенной области, следя за тем, чтобы затронуть только поверхность желаемого материала.
EDM не повлияет на термическую обработку материала.
Существует много различных специализированных типов электроэрозионных станков, но они обычно делятся на три отдельные категории:
- Проволока EDM
- Погружной грузило или трамбовщик EDM
- Электроэрозионные станки для сверления отверстий
В этом руководстве мы рассмотрим работу каждого из них по отдельности, а в конце мы рассмотрим несколько примеров.
Электроэрозионный станок в процессеЭлектроэрозионный станок
Электроэрозионный электроэрозионный станок работает так же, как резак для сыра или ленточная пила для резки дерева, хотя проволока перемещается, а не заготовка.Через металлическую проволоку (обычно из латуни или меди) проходят электрические разряды высокого напряжения, которые позволяют ей прорезать всю толщину материала. Резка будет производиться либо от края, либо в детали будет просверлено отверстие для пропуска проволоки, если секции должны быть вырезаны изнутри.
Резка будет производиться либо от края, либо в детали будет просверлено отверстие для пропуска проволоки, если секции должны быть вырезаны изнутри.
Wire EDM создает искру в деионизированной воде, проводимость которой строго контролируется. Деионизированная вода охлаждает материал и смывает удаленные частицы.Чистая диэлектрическая жидкость постоянно закачивается, чтобы смыть мусор.
Трос регулируется и может быть наклонен для создания конуса или другого профиля на краях. Электрические разряды образуют множество маленьких кратеров в материале, а электрод и заготовка никогда не вступают в физический контакт. Обычно один разрез проходит прямо через сплошную секцию, а по завершении отрезок выпадает.
Если важными факторами являются точность и гладкость, возможно, потребуется удалить неровности.Обрезка состоит из проведения проволоки близко к шероховатой поверхности, на этот раз с уменьшенной мощностью, удаляя до 0,002 дюйма дефектов поверхности за каждый проход, аналогично шлифованию дерева наждачной бумагой очень тонкого качества.
Погружной станок или трамбовочный электроэрозионный станок
Этот тип электроэрозионного станка используется для создания полостей в заготовке, что используется, например, при производстве инструментов и штампов, штампов для штамповки металлов и различных пластиковых форм.
Для просверливания полости электроду из проводящего графита придают форму, формирующую требуемую полость, и его погружают или «вбивают» в объект.Это создает сложные трехмерные полости, но их изготовление и эксплуатация являются дорогостоящими, поскольку электрод необходимо тщательно обрабатывать, износ электрода трудно контролировать, и могут возникнуть проблемы с удалением мусора из разреза.
Электроэрозионный станок
Самый простой способ просверлить отверстие с помощью EDM – это традиционно просверлить крошечное пилотное отверстие в заготовке перед использованием. Затем продевается проволока EDM и используется для расширения отверстия до необходимого диаметра.
Если пилотное отверстие невозможно, можно использовать другой тип электроэрозионного станка, который «просверливает» отверстия, иногда известный как «пробойник». Он имеет вращающийся электрод, который врезается в материал, непрерывно промывая его диэлектриком.
Он имеет вращающийся электрод, который врезается в материал, непрерывно промывая его диэлектриком.
Станок для выталкивания отверстий обычно используется для изготовления небольшого пилотного отверстия, позволяющего заправлять проволочный EDM, который используется для расширения отверстия. Преимущество этого метода в том, что в твердых материалах можно делать очень точные отверстия. Например, турбины реактивных двигателей были пробурены с использованием этого процесса.
Типовые электроэрозионные станки
Вот краткий список некоторых из различных электроэрозионных станков, которые сегодня широко используются на производственных предприятиях:
РЕЗАТЬ 2000S
Это современный электроэрозионный электроэрозионный станок с легким нарезанием резьбы, который оснащен встроенным измерительным устройством и автоматической сменой инструмента.Это сокращает объем обработки до 30% и обеспечивает очень гладкую поверхность.
EDNC85 Ram EDM от MakinoEDNC85 Ram EDM от Makino
Этот плунжерный электроэрозионный станок очень прочный и износостойкий, отличается простым интерфейсом программирования и обеспечивает высокую точность результатов даже для крупных объектов.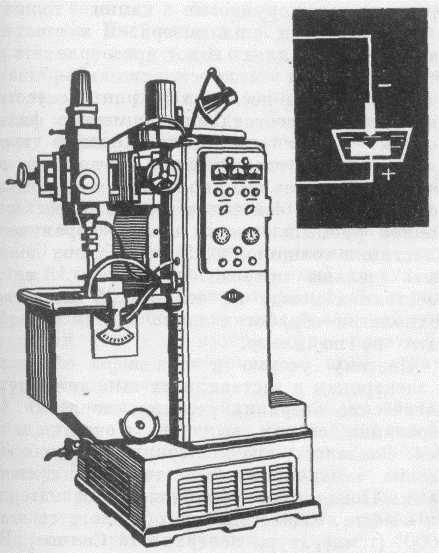 Он также имеет адаптивное управление и автоматическую смену инструмента.
Он также имеет адаптивное управление и автоматическую смену инструмента.
Sodick AP250L провод EDM
Sodick AP250L специально разработан для устранения люфта, что означает более точное движение. Он также может похвастаться высокой скоростью обработки.
AU-1440iA Z800 Электроэрозионный электроэрозионный станок для погружной проволоки
Эта модель может похвастаться автоматической заправкой проволоки без дренирования диэлектрика. Другими словами, заготовка может оставаться под водой все время, даже если проволока обрывается. Это идеально подходит для ускорения процесса резания, когда обрабатывается несколько деталей, а износ инструмента может быть высоким.
Принцип электроэрозионной обработки настолько прост, его роль и значение в обработке
Принцип электроэрозионной обработки – это просто метод термической обработки, который преобразует электрическую энергию в тепловую энергию заготовки для быстрого расплавления заготовки.
Определение
Электроэрозионная обработка (EDM) – это производственный процесс, при котором за счет разряда генерируются искры для придания заготовке нужной формы. Жидкий диэлектрик разделяет два электрода и прикладывает напряжение для создания быстро и периодически изменяющегося тока разряда для обработки материала. Один из электродов называется электродом инструмента или полюсной головкой, а другой электрод называется электродом заготовки или просто заготовкой.В процессе электроэрозионной обработки не будет фактического контакта между электродом инструмента и электродом заготовки.
Когда разность потенциалов между двумя электродами увеличивается, электрическое поле между двумя электродами также увеличивается до тех пор, пока напряженность электрического поля не станет выше, чем электрическая прочность диэлектрика. В это время происходит пробой диэлектрика, и через два электрода течет ток. Это явление аналогично схлопыванию конденсатора с удалением части материала электрода. Когда ток прекращается, новый диэлектрик протекает в электрическое поле между электродами, исключая твердые частицы, и изоляция диэлектрика восстанавливается. После протекания тока разность потенциалов между двумя электродами вернется к значению до пробоя диэлектрика, так что новый пробой диэлектрика может повториться.
Когда ток прекращается, новый диэлектрик протекает в электрическое поле между электродами, исключая твердые частицы, и изоляция диэлектрика восстанавливается. После протекания тока разность потенциалов между двумя электродами вернется к значению до пробоя диэлектрика, так что новый пробой диэлектрика может повториться.
Процесс обработки
Электроэрозионная обработка широко используется при обработке форм: электроэрозионная обработка и резка проволокой. Упомянутая здесь электроэрозионная обработка в основном относится к проволочной резке, хотя это и есть электрический разряд, эффективность очень разная.
Принцип работы электроэрозионной обработки заключается в следующем: между станком и заготовкой (положительным и отрицательным электродами) используется метод обработки для удаления излишков материала в результате электрической коррозии во время электрического разряда для достижения размера и качества формы оставшейся заготовки. В качестве примера возьмем разряд:
Электрод: Для выбора материала электродов необходимы хорошая проводимость, высокая температура плавления, простота обработки и коррозионностойкие материалы. Обычные материалы – медь, графит, медно-вольфрамовый сплав и молибден. Медная и молибденовая проволока – основные материалы для резки проволоки. При обработке электрод и изделие будут подвергаться коррозии одновременно, но из-за характеристик электрода степень коррозии намного меньше, чем степень эрозии заготовки, которой можно почти пренебречь.
Обычные материалы – медь, графит, медно-вольфрамовый сплав и молибден. Медная и молибденовая проволока – основные материалы для резки проволоки. При обработке электрод и изделие будут подвергаться коррозии одновременно, но из-за характеристик электрода степень коррозии намного меньше, чем степень эрозии заготовки, которой можно почти пренебречь.
Жидкая охлаждающая жидкость: Основная функция жидкой охлаждающей жидкости – не охлаждение, а как выпускная среда, которая играет роль в охлаждении и удалении стружки во время обработки.Требуются низкая вязкость, высокая температура плавления и относительно стабильные нелетучие материалы, обычно это керосин, деионизированная вода и эмульсия.
После подачи импульсного напряжения между электродом станка и деталью, когда между деталью и электродом имеется надлежащий зазор, ток разрывает среду между деталью и электродом, и появляется подключенный канал разряда.
Канал разряда мгновенно создает высокие температуры, вызывая плавление или даже испарение поверхности детали.![]() Он быстро сжимается и взрывается в разрядном промежутке. Небольшая часть поверхности заготовки размывается и выбрасывается, и появляется огромная электрическая яма.
Он быстро сжимается и взрывается в разрядном промежутке. Небольшая часть поверхности заготовки размывается и выбрасывается, и появляется огромная электрическая яма.
После завершения одной электроэрозионной обработки два электрода быстро вернутся на безопасное расстояние, полагаясь на диэлектрик для восстановления изоляции. Таким образом, поверхность заготовки постепенно разрушается импульсным напряжением, многократно действующим на заготовку и электрод, но этот процесс происходит очень медленно.
Электроэрозионная машина
Электроэрозионный электроэрозионный станок (EDM), электроэрозионный электроэрозионный станок, также называемый электроэрозионным электроэрозионным станком с полостью или объемным электроэрозионным электродом, состоит из электрода и заготовки, погруженных в изолирующую жидкость, такую как, как правило, масло или, реже, другие диэлектрические жидкости. Электрод и заготовка подключены к подходящему источнику питания. Источник питания создает электрический потенциал между двумя частями. По мере приближения электрода к заготовке в жидкости происходит пробой диэлектрика, образуя плазменный канал, и возникает небольшая искра.
По мере приближения электрода к заготовке в жидкости происходит пробой диэлектрика, образуя плазменный канал, и возникает небольшая искра.
Эти искры обычно возникают по одной, потому что маловероятно, чтобы разные места в межэлектродном пространстве имели идентичные местные электрические характеристики, которые позволили бы искре возникать одновременно во всех таких местах. Эти искры возникают в огромных количествах в кажущихся случайными местах между электродом и заготовкой. По мере эрозии основного металла и последующего увеличения искрового промежутка машина автоматически опускает электрод, чтобы процесс мог продолжаться непрерывно.Несколько сотен тысяч искр возникают в секунду, а фактический рабочий цикл тщательно контролируется параметрами настройки. Эти управляющие циклы иногда называют «вовремя» и «не вовремя». Настройка времени включения определяет длину или продолжительность искры. Следовательно, более продолжительное время создает более глубокую полость для этой искры и всех последующих искр для этого цикла, создавая более шероховатую поверхность на заготовке. Обратное верно для более короткого времени. Время выключения – это период времени, в течение которого одна искра заменяется другой.Например, более продолжительное время простоя позволяет промыть диэлектрическую жидкость через сопло, чтобы очистить эродированный мусор, тем самым избегая короткого замыкания. Эти настройки могут быть сохранены в микросекундах. Типичная геометрия детали представляет собой сложную трехмерную форму, часто с небольшими углами или углами необычной формы. Также используются вертикальные, орбитальные, векторные, направленные, спиральные, конические, вращательные, вращательные и индексирующие циклы обработки.
Обратное верно для более короткого времени. Время выключения – это период времени, в течение которого одна искра заменяется другой.Например, более продолжительное время простоя позволяет промыть диэлектрическую жидкость через сопло, чтобы очистить эродированный мусор, тем самым избегая короткого замыкания. Эти настройки могут быть сохранены в микросекундах. Типичная геометрия детали представляет собой сложную трехмерную форму, часто с небольшими углами или углами необычной формы. Также используются вертикальные, орбитальные, векторные, направленные, спиральные, конические, вращательные, вращательные и индексирующие циклы обработки.
К преимуществам EDM относится обработка:
- Сложные формы, которые иначе было бы трудно изготовить обычными режущими инструментами.
- Чрезвычайно твердый материал с очень жесткими допусками.
- Очень маленькие заготовки, где обычные режущие инструменты могут повредить деталь из-за чрезмерного давления режущего инструмента.
- Нет прямого контакта между инструментом и заготовкой. Поэтому деликатные участки и непрочные материалы можно обрабатывать без каких-либо искажений.
- Может быть получена хорошая обработка поверхности.
- Можно просверлить очень тонкие отверстия.

К недостаткам EDM относятся:
- Низкая скорость съема материала.
- Потенциальная пожарная опасность при использовании горючих диэлектриков на масляной основе.
- Дополнительные время и затраты, затраченные на создание электродов для электроэрозионной обработки с трамбовкой / грузилом.
- Удельная потребляемая мощность очень высока.
- Потребляемая мощность высокая.
- Обработка материалов, не проводящих электричество, возможна только при определенной настройке процесса.
Что такое процесс электроэрозионной обработки (EDM) и как он работает?
Электроэрозионная обработка (EDM) – это нетрадиционный процесс механической обработки и электротермической обработки, при котором материал детали удаляется с помощью электрических разрядов (искр).
- Впервые наблюдал в 1770 году Джозеф Пристли. Он был английским физиком.
- В электроэрозионном станке материал удаляется путем быстро повторяющихся (повторяющихся) разрядов тока между электродами. Электроды разделены жидким диэлектриком, на который подается высокое напряжение.
- Применяется для обработки труднообрабатываемых материалов, обладающих высокой прочностью и термостойкостью.
- EDM можно использовать для обработки только электропроводящих материалов.В противном случае его нельзя будет использовать.
- Один из электродов называется инструментом, а другой – заготовкой. Здесь инструмент соединяется с отрицательной клеммой источника питания, а деталь – с положительной клеммой.
Принцип работы
В области электроэрозионной обработки; к инструменту прикладывается разность потенциалов и в импульсном режиме. Инструмент и заготовка должны быть электропроводными, и между ними должен быть небольшой зазор. Инструмент и заготовка погружаются в диэлектрическую среду (керосин или деионизированная вода).
Инструмент и заготовка погружаются в диэлектрическую среду (керосин или деионизированная вода).
При приложении разности потенциалов электроны от инструмента начинают двигаться к заготовке. Здесь инструмент отрицательный, а w / p положительный. Электроны, движущиеся от инструмента к ж / п, сталкиваются с молекулами диэлектрической среды.
Из-за столкновения электронов с молекулой она превращается в ионы. Это увеличивает концентрацию электронов и ионов в зазоре между инструментом и w / p.Электрон движется по направлению к w / p, а ионы к инструменту.
Между инструментом и ж / д создается электрический ток, который называется плазмой. Когда электроны и ионы ударяют о w / p и инструмент, его кинетическая энергия меняется на тепловую. Температура выделяемого тепла составляет около 10000 градусов по Цельсию. Это тепло испаряет и расплавляет материал детали. Когда напряжение пропадает, ток перестает течь между инструментом и w / p. А расплавленный материал в ж / п промывается циркулирующей диэлектрической средой, оставляя после себя кратер.
Образование искры не является непрерывным, поскольку на электроды не подается постоянное напряжение. Напряжение подается в импульсной форме.
Также читают:
Типы электроэрозионных машин
Есть два типа электроэрозионных станков
(i) Таран / грузило EDM : Этот электроэрозионный станок состоит из инструмента и заготовки, погруженных в диэлектрическую среду. Он состоит из инструмента плунжерного типа и может быть выполнен в соответствии с формой или формой, необходимой для изготовления на заготовке.Его также называют резонаторным или объемным EDM.
(ii) Электроэрозионный электроэрозионный станок: В электроэрозионном станке с проволокой используется тонкая одножильная проволока для отрезания материала от заготовки. Проволока обычно изготавливается из латуни. Между проводом и ж / п всегда поддерживается постоянный зазор. Проволока непрерывно проходит через заготовку, погруженную в емкость с диэлектрической средой. Здесь возникает искра в зазоре между проволокой и заготовкой. Он используется для резки металла толщиной до 300 мм, а также для изготовления пуансонов, штампов и инструментов из твердых металлов, которые трудно вырезать другими методами.
Здесь возникает искра в зазоре между проволокой и заготовкой. Он используется для резки металла толщиной до 300 мм, а также для изготовления пуансонов, штампов и инструментов из твердых металлов, которые трудно вырезать другими методами.
Оборудование
Различное оборудование, используемое для электроэрозионной обработки:
1. Диэлектрический резервуар, насос и циркуляционная система
Насос используется для циркуляции диэлектрической среды между двумя электродами (инструментом и заготовкой). В качестве диэлектрической среды используется керосин или деионизированная вода.
2. Электрогенератор и блок управления
Генератор используется для приложения разности потенциалов. Напряжение, используемое в этом процессе обработки, не является постоянным, а подается в импульсной форме.Блок управления используется для управления различными операциями в процессе обработки.
3. Рабочий бак с рабочими удерживающими устройствами
Имеет рабочий бак с рабочим устройством. Заготовка удерживается в зажимных приспособлениях. В баке находится диэлектрическая среда.
Заготовка удерживается в зажимных приспособлениях. В баке находится диэлектрическая среда.
4. Держатель инструмента
Используется для удержания инструмента.
5. Сервосистема для перемещения инструмента
Сервосистема используется для управления инструментом. Он поддерживает необходимый зазор между электродами (инструментом и заготовкой).
Электроэрозионная обработка (EDM)
- В EDM сначала инструмент и ж / п зажимаются на станке. После этого с помощью сервомеханизма сохраняется небольшой зазор (из человеческого волоса) между инструментом и заготовкой.
- Инструмент и деталь погружены в диэлектрическую среду (керосин или деионизированная вода).
- К электроду приложена разность потенциалов. Между инструментом и заготовкой возникает электрическая искра.Эта искра выделяет тепло около 10000 градусов Цельсия. И из-за этого тепла материал заготовки начинает испаряться и плавиться.
- Образование искры при электроэрозионной обработке непостоянно. Когда напряжение падает, диэлектрическая жидкость вымывает расплавленные материалы, оставляя после себя кратер.
- Продолжаем этот процесс и обрабатываем заготовку.
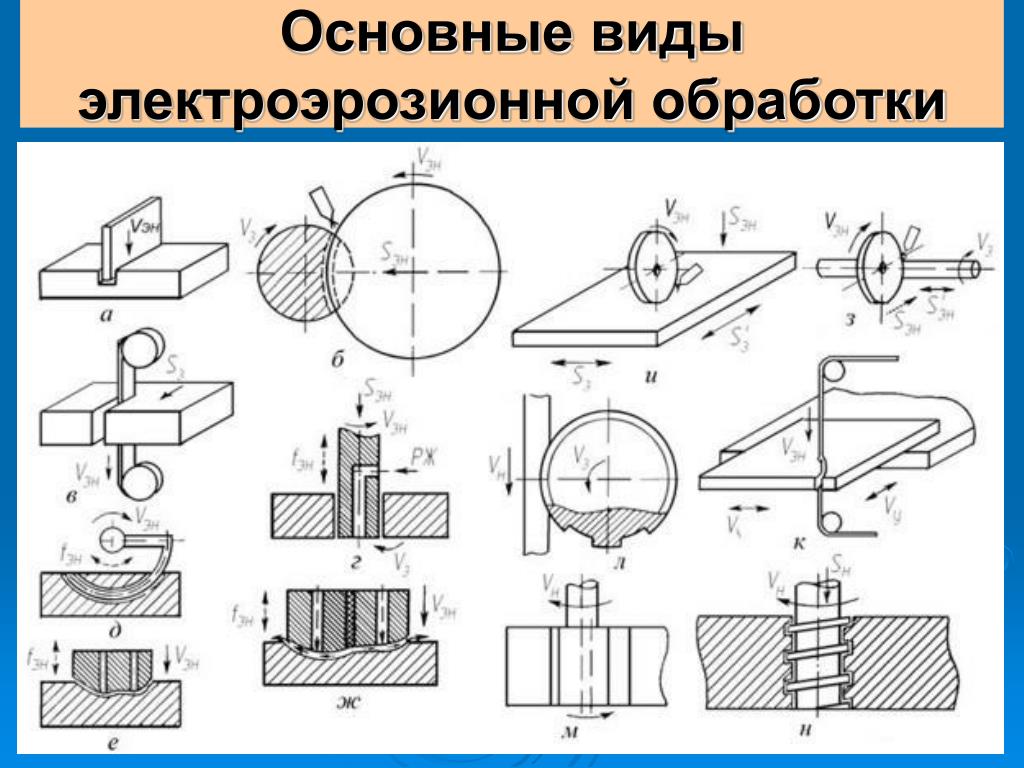 Когда напряжение падает, диэлектрическая жидкость вымывает расплавленные материалы, оставляя после себя кратер.
Когда напряжение падает, диэлектрическая жидкость вымывает расплавленные материалы, оставляя после себя кратер.Для получения более подробного объяснения процесса электроэрозионной обработки посмотрите видео:
Преимущества
- Может использоваться для обработки любого электропроводящего материала.
- Он может легко обрабатывать тонкие хрупкие секции, такие как перемычки или ребра, без деформации детали.
- Сложные штампы, секции и формы изготавливаются точно, быстрее и по более низкой цене.
- Процесс без заусенцев.
- Не касается контакта между инструментом и деталью. Так что деликатные секции и рабочий материал можно легко обрабатывать без каких-либо искажений.
- Может обрабатывать сложные формы, которые не изготавливаются на обычных станках.
- Может производить конические отверстия.
 Так что деликатные секции и рабочий материал можно легко обрабатывать без каких-либо искажений.
Так что деликатные секции и рабочий материал можно легко обрабатывать без каких-либо искажений.Недостатки
- Может обрабатывать только токопроводящие материалы.
- Низкая скорость съема металла.
- Повышенный износ инструмента во время обработки.
- Требует дополнительных затрат и времени на подготовку электродов для электроэрозионной обработки с трамбовкой / грузилом.
- Высокое энергопотребление.
- На электроэрозионной резке сформирован нарез.
Заявка
- В основном используется в производстве пресс-форм и штампов.
- Используется в производстве прототипов в аэрокосмической, автомобильной и электронной промышленности.
- Используется для изготовления штампов для чеканки монет.
- Используется для создания небольших отверстий в различных областях применения.
- Используется для разрушения деталей, которые не могут быть легко разрушены, например сломанных инструментов (шпильки, болты, сверла и метчики), образующих заготовку.

Это все о Электроэрозионная обработка – принцип, оборудование, типы, работа, преимущества и недостатки с применением.Если у вас есть какие-либо вопросы по этому поводу, прокомментируйте нас. Если вы найдете эту статью ценной, поделитесь ею в Facebook и Google+.
Что такое электроэрозионная обработка и как она работает?
Производственные процессы Что такое электроэрозионная обработка и как она работает?
Когда традиционные методы обработки достигают предела своих возможностей, решающим фактором может стать электроэрозионная обработка. EDM-процесс обеспечивает высокую точность и применим для любых проводящих материалов.
Связанные компании
Электроэрозионная обработка не требует применения силы для удаления материала. Вместо этого между заготовкой и инструментом возникает электрический разряд. В этом случае используется проволока, чтобы «разрезать» материал.
В этом случае используется проволока, чтобы «разрезать» материал.(Источник: © [email protected])
Электроэрозионная обработка, или EDM, представляет собой нетрадиционный метод, при котором материал удаляется с заготовки с использованием тепловой энергии.Как и при лазерной резке, для электроэрозионной обработки не требуется механическое усилие. По этой причине она считается нетрадиционной, в отличие, например, от обработки режущими инструментами.
В производстве инструментов и форм электроэрозионный электроэрозионный станок очень популярен благодаря своей применимости, особенно для твердых материалов, таких как титан, или для особо сложных форм, которые трудно получить при фрезеровании.
Процесс EDM
Ecyclopædia Britannica дает краткое объяснение EDM:
«EDM включает направление высокочастотных электрических искровых разрядов от инструмента из графита или мягкого металла, который служит электродом, для разрушения электропроводящих материалов, таких как закаленная сталь или карбид. ”
”
Проще говоря, электроэрозионная обработка – это производственный процесс, который точно удаляет материал из проводящих материалов с помощью электрода . Так же, как при вдавливании формы в мягкий материал, электрод оставляет отрицательный отпечаток на заготовке. Физический процесс немного сложнее: в небольшом промежутке между заготовкой и электродом возникает разряд, который удаляет материал путем плавления или испарения. Для этого процесса электрод и деталь должны быть погружены в диэлектрическую жидкость.
Электрод-инструмент опускается в заготовку (слева). В небольшом зазоре между инструментом и заготовкой возникает разряд, удаляющий материал (справа).
(Источник: OPS Ingersoll)
В основе этого процесса лежит способность контролируемых электрических искр разрушать материал. При этом заготовка и электрод не соприкасаются. Между ними есть щель толщиной примерно с человеческий волос. Количество удаляемого материала с помощью одной искры невелико, но разряд происходит примерно несколько сотен тысяч раз в секунду.
По мере приближения электрода к заготовке электрическое поле в зазоре, также известном как искровой разрядник , увеличивается, пока не достигнет пробивного объема. Для этого процесса необходимо, чтобы жидкость, в которой происходит этот разряд, была непроводящей или диэлектрической. Разряд вызывает сильный нагрев материала, плавление небольшого количества материала. Этот избыток материала удаляется постоянным потоком диэлектрической жидкости. Жидкость также используется для охлаждения во время обработки.Кроме того, это необходимо для контроля искр.
Три различных типа электроэрозионной обработки: проволочно-электроэрозионный электроэрозионный, электроэрозионный и сверлильный.
Существует три различных типа электроэрозионной обработки. Описанный выше грузил EDM .[1].jpg) Он также известен как глубоководный, электроэрозионный электроэрозионный электроэрозионный, объемный электроэрозионный, традиционный или рамный электроэрозионный. Использование электроэрозионной обработки с погружной головкой позволяет пользователям создавать сложные формы.Для этого метода требуются электроды (часто из графита или меди), предварительно обработанные для придания необходимой формы. Затем этот электрод погружают в заготовку, создавая отрицательную версию его первоначальной формы.
Он также известен как глубоководный, электроэрозионный электроэрозионный электроэрозионный, объемный электроэрозионный, традиционный или рамный электроэрозионный. Использование электроэрозионной обработки с погружной головкой позволяет пользователям создавать сложные формы.Для этого метода требуются электроды (часто из графита или меди), предварительно обработанные для придания необходимой формы. Затем этот электрод погружают в заготовку, создавая отрицательную версию его первоначальной формы.
Пример для деталей, обработанных с помощью проволочной эрозии: Эти детали были обработаны на электроэрозионном станке Sodick.
(Источник: Stahl / ETMM)
Второй тип электроэрозионной обработки называется электроэрозионным электроэрозионным электродом и также известен как электроэрозионная обработка проволоки, обжиг проволоки или электроэрозионная электроэрозионная обработка.В электроэрозионном станке для резки заготовки используется тонкая проволока. В этом случае проволока работает как электрод. Во время обработки проволока постоянно поступает из автоматической подачи с катушкой. Если разрез должен быть сделан в середине, а не на внешней стороне заготовки, используется EDM для сверления небольших отверстий, чтобы проделать отверстие в заготовке, через которое впоследствии продевается проволока.
Во время обработки проволока постоянно поступает из автоматической подачи с катушкой. Если разрез должен быть сделан в середине, а не на внешней стороне заготовки, используется EDM для сверления небольших отверстий, чтобы проделать отверстие в заготовке, через которое впоследствии продевается проволока.
Канат удерживается алмазными направляющими. Обычно это деионизированная вода. Проволока часто изготавливается из латуни или меди.
Следующее видео дает краткое объяснение того, как работает проволочный электроэрозионный станок:
Последний тип электроэрозионной обработки называется сверлильный EDM . Как следует из названия, этот процесс используется для сверления отверстий. По сравнению с традиционными методами сверления, EDM может обрабатывать очень маленькие и глубокие отверстия. Кроме того, отверстия, просверленные EDM, не нуждаются в удалении заусенцев. Электроды в этом процессе имеют трубчатую форму, а диэлектрическая жидкость подается через сам электрод.
Кроме того, отверстия, просверленные EDM, не нуждаются в удалении заусенцев. Электроды в этом процессе имеют трубчатую форму, а диэлектрическая жидкость подается через сам электрод.
В общем, любой токопроводящий материал можно обрабатывать с помощью электроэрозионной обработки. Обычные материалы включают металлы или металлические сплавы, такие как закаленная сталь, титан и композиты.
Обычно электроды для электроэрозионных станков изготавливаются из меди или графита. Основными факторами, влияющими на выбор материала электрода, являются проводимость электрода и его устойчивость к эрозии. Графит имеет то преимущество, что его легче обрабатывать, чем медь. Однако медь обладает высокой проводимостью и прочностью.Латунь, сплав меди и цинка, часто используется для электроэрозионной обработки проволоки или небольших трубчатых электродов.
В отличие от электродов для штамповки, проволока, используемая для электроэрозионной обработки, не должна обладать хорошими характеристиками сопротивления, поскольку во время резки постоянно подается новая проволока.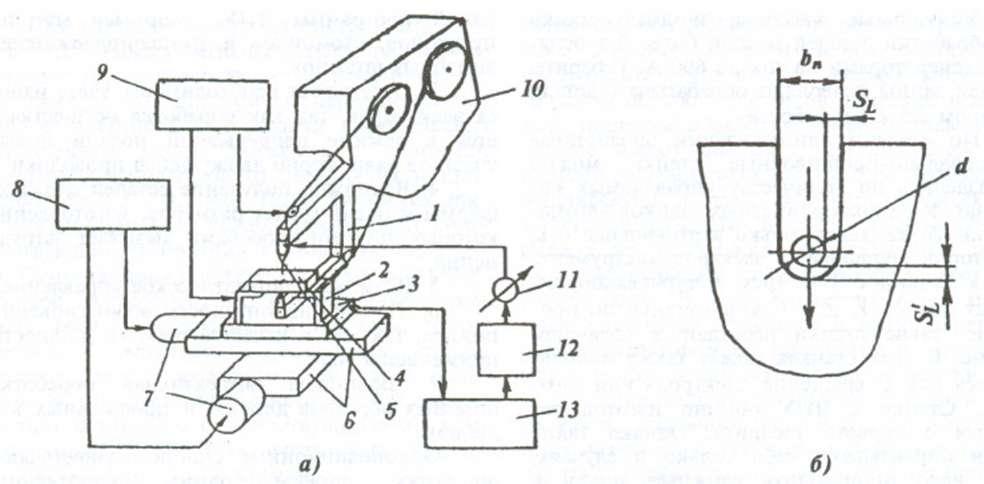
Преимущества: применение электроэрозионной обработки имеет смысл
Основное преимущество электроэрозионной обработки состоит в том, что ее можно использовать для обработки любого материала, если он является проводящим. Таким образом, можно обрабатывать детали из карбида вольфрама или титана, которые трудно обрабатывать традиционными методами резки.Еще одно преимущество электроэрозионной обработки – отсутствие механической силы, приложенной к заготовке. Хрупкие контуры легче создать, потому что для удаления материала не требуется большого усилия резания.
EDM также позволяет обрабатывать форм и глубины, которые невозможно достичь с помощью режущего инструмента . Особенно глубокая обработка, при которой отношение длины инструмента к диаметру будет очень большим, является обычным применением электроэрозионной обработки. Острые внутренние углы, глубокие ребра и узкие пазы – другие особенности электроэрозионной обработки.Еще один аргумент в пользу использования EDM заключается в том, что обработка поверхности обычно лучше , чем при использовании традиционных методов. Электроэрозионная обработка позволяет получить чистую поверхность с высокой точностью.
Электроэрозионная обработка позволяет получить чистую поверхность с высокой точностью.
Кроме того, EDM позволяет обрабатывать закаленные детали. В то время как другие методы обработки должны быть выполнены до того, как заготовка будет закалена с помощью термообработки, электроэрозионная обработка также может быть применена к закаленному материалу . Таким образом, можно избежать любой потенциальной деформации при термической обработке.
Однако существует множество примеров, когда электроэрозионная обработка не является правильным решением. EDM – это высокоточный метод обработки. EDM – это довольно медленный метод по сравнению с традиционной обработкой. Поэтому для этого метода не подходят задачи большого объема. В то же время электротермический процесс требует высокого потребления энергии .
Срок службы инструмента EDM, как и у традиционных методов стружки, не бесконечен. В электроэрозионной обработке с грузилом электрод также подвержен эрозии . Из-за износа инструмента электрод необходимо регулярно менять. При электроэрозионной обработке с грузилом также необходимо изготавливать электроды правильной формы, прежде чем можно будет обрабатывать заготовку. Это – дополнительный шаг по сравнению с процессами обработки традиционными режущими инструментами.
Из-за износа инструмента электрод необходимо регулярно менять. При электроэрозионной обработке с грузилом также необходимо изготавливать электроды правильной формы, прежде чем можно будет обрабатывать заготовку. Это – дополнительный шаг по сравнению с процессами обработки традиционными режущими инструментами.
Есть множество примеров компаний, которым удалось внедрить электроэрозионную обработку в своих интересах. Во многих случаях обновление до более новой и современной электроэрозионной машины помогло.Вот несколько тематических исследований, которые рассказывают истории некоторых успешных компаний и их опыта в области электроэрозионной обработки:
Электроэрозионная обработка и безопасность?
Насколько безопасен EDM? На самом деле это вопрос, который беспокоит многих технических специалистов, впервые сталкивающихся с EDM. Потребность в высоком напряжении и повторяющихся искрах делает это опасным для неопытных рабочих. Однако пока машина используется в соответствии со спецификациями производителя, особой опасности нет.
Журнал Metalforming Magazine дает советы о том, как обеспечить безопасность процесса. Вот некоторые из мер, которые необходимо предпринять для безопасной работы электроэрозионного станка :
- Операторы и рабочие должны быть должным образом обучены работе с электроэрозионной обработкой
- Убедитесь, что приняты меры противопожарной защиты и регулярно обслуживается.
- Следите за жидкостью: уровень диэлектрической жидкости имеет первостепенное значение.Жидкость предотвращает попадание разряда на проводящие материалы, кроме заготовки.
- Правильная вентиляция может очистить воздух от газов, которые могут образовываться в жидкости из-за химических реакций, сопровождающих выброс.
- Вы должны контролировать диэлектрическую жидкость, когда она циркулирует, чтобы убедиться, что она сохраняет свои непроводящие свойства.
Электроэрозионные станки и автоматизация
Есть множество поставщиков электроэрозионных станков. Среди наиболее известных производителей – Mitsubishi Electric, OPS Ingersoll, Makino, Excetek, Sodick, GF Machining Solutions и Ona.
Среди наиболее известных производителей – Mitsubishi Electric, OPS Ingersoll, Makino, Excetek, Sodick, GF Machining Solutions и Ona.
Eagle G5 Precision – последнее дополнение к линейке электроэрозионных станков OPS Ingersoll. Утверждается, что этот штамповочный станок обеспечивает высокоточную обработку в сочетании с низким износом электродов.
(Источник: OPS Ingersoll)
Современная тенденция – автоматизация процесса EDM. Это включает не только искру или эрозию проволоки, но и механическую обработку электродов.Используя станки с ЧПУ для обработки электродов, электроэрозионных станков, станций очистки и измерения и, что не менее важно, складских помещений и роботизированных устройств для обработки электродов, процесс электроэрозионной обработки может выполняться автоматически . Это гарантирует, что искровая установка всегда достаточно быстро подается электродами. Обработку этих электродов и процесс эрозии можно запрограммировать на ночное время, что значительно сокращает время производственного процесса. Кроме того, более высокая рабочая нагрузка может быть обработана без дополнительной рабочей силы.Одновременно может происходить несколько процессов, в том числе эрозия, измерение, фрезерование, лазерная гравировка и очистка. Компании, внедрившие автоматизацию в свои производственные процессы, стали свидетелями значительной экономии времени и увеличения оборота.
Кроме того, более высокая рабочая нагрузка может быть обработана без дополнительной рабочей силы.Одновременно может происходить несколько процессов, в том числе эрозия, измерение, фрезерование, лазерная гравировка и очистка. Компании, внедрившие автоматизацию в свои производственные процессы, стали свидетелями значительной экономии времени и увеличения оборота.
Такие компании, как Zimmer & Kreim, предлагают системы автоматизации, в частности, для процессов EDM. OPS Ingersoll – еще один производитель, предлагающий универсальное решение для автоматизации, предназначенное для удовлетворения потребностей своих клиентов в инструментальной промышленности.
Применение EDM
Изобретенный в 1940-х годах, EDM – это очень ранний нетрадиционный процесс. В сочетании с числовым программным управлением (ЧПУ) он стал точным и надежным методом обработки, который в настоящее время является стандартом среди более традиционных методов резки. Он особенно популярен для мелкосерийного производства, например прототипов. При электроэрозионной обработке возможны различные процессы, в том числе токарная обработка, фрезерование, шлифование и сверление небольших отверстий. Помимо изготовления штампов и пресс-форм, электроэрозионная обработка обычно применяется в автомобильной и авиакосмической промышленности, например, при производстве авиационных двигателей.
При электроэрозионной обработке возможны различные процессы, в том числе токарная обработка, фрезерование, шлифование и сверление небольших отверстий. Помимо изготовления штампов и пресс-форм, электроэрозионная обработка обычно применяется в автомобильной и авиакосмической промышленности, например, при производстве авиационных двигателей.
Хотите узнать больше об EDM? Вот несколько источников дополнительной информации:
- Надежный EDM, североамериканский производитель, предлагает бесплатный справочник с практической информацией: Полный справочник EDM.
- Пользователь Instructables.com, названный alchemistdagger, построил свой собственный самодельный EDM-станок . Полное руководство пользователя и инструкцию можно скачать онлайн: DIY EDM machine
(ID: 45091883)
Как работает электроэрозионный станок?
На протяжении большей части 50 лет электроэрозионная обработка (EDM) меняет способ, которым производители превращают инновации и производство в свой рабочий день.
Точность и доступность, обеспечиваемые линейкой электроэрозионных станков Makino при съеме материала, обеспечивают более точное производство и оснащение инструментами, чем когда-либо прежде.
Что такое электроэрозионная обработка проволоки?
Электроэрозионная обработка проволоки (электроэрозионная обработка) – это электротермический производственный процесс, при котором тонкая одножильная металлическая проволока вместе с деионизированной водой (используемой для проведения электричества) позволяет проволоке прорезать металл за счет тепла от электрических искр. , предотвращая ржавчину.
Как работает Wire EDM?
Электроэрозионная обработка проволокой создает электрический разряд между проволокой или электродом и заготовкой. Когда искра проскакивает через зазор, материал удаляется с заготовки и электрода. Благодаря свойствам процесса, Wire EDM может легко обрабатывать сложные детали и прецизионные компоненты из твердых проводящих материалов.
Чтобы предотвратить короткое замыкание в процессе искрения, в процессе также используется непроводящая жидкость или диэлектрик.Отходы удаляются диэлектриком, и процесс продолжается.
Принцип работы электроэрозионной обработки *
* Источник изображения
Новое поколение электроэрозионных обрабатывающих центров Makino
Если вам требуется нарезание небольших отверстий в непосредственной близости или выполнение обычных электроэрозионных работ в цехе, линейка электроэрозионных станков Makino является уникальным в своем классе, когда дело доходит до съема материала.
Электроэрозионный электроэрозионный станок Makino с конца полосы
Makino – мировой лидер в области обрабатывающих центров с ЧПУ, технологий высокоточной резки металла и электроэрозионного оборудования, включая горизонтальные обрабатывающие центры, вертикальные обрабатывающие центры, пятиосевые обрабатывающие центры, центры обработки графита, а также электроэрозионные станки с проволокой и RAM.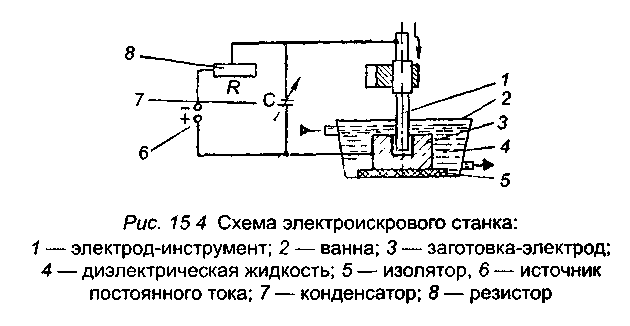
Headland эксклюзивно представляет линейку электроэрозионных станков Makino в Австралии.
Хотите узнать больше и поговорить со специалистом?
Принципы электроэрозионной обработки (EDM)
EDM – это нетрадиционный метод обработки, который используется исключительно для резки металлов, которые невозможно разрезать традиционными методами. EDM работает только с материалами, которые являются электропроводными. Изящные полости и замысловатые контуры, которые сложно создать на шлифовальном или другом станке, можно обработать с помощью электроэрозионной обработки или EDM.Режущий инструмент для электроэрозионных станков может быть выполнен из закаленной стали, карбида титана, инконеля или ковара. EDM также известен как «Искровая обработка». Такое название было дано за то, что он удаляет металл путем применения быстрой серии повторяющихся электрических разрядов. Электрод и заготовка используются в качестве проводящего пути для этих электрических разрядов. Постоянно текущая жидкость всегда течет, чтобы смыть небольшое количество удаляемого материала. Многократная разгрузка придает заготовке желаемую форму.
Постоянно текущая жидкость всегда течет, чтобы смыть небольшое количество удаляемого материала. Многократная разгрузка придает заготовке желаемую форму.
Пожалуйста, прочтите:
Два основных метода EDM:
Ram EDM и
Wire EDM .
Основное различие между этими двумя методами заключается в электродах. В электроэрозионных станках используются графитовые электроды. Эти электроды обрабатываются традиционными инструментами, и им придается особая форма, которая подключается к источнику питания. Электроды также подключены к плунжеру. Когда все устройства готовы, электроды вводятся в заготовку.Весь процесс выполняется в ванне с погруженной жидкостью. В электроэрозионной обработке проволокой сам электрод представляет собой тонкую проволоку. Для подачи материала используется специально обработанная латунная проволока. Электрические разряды разрезают ж / п в соответствии с желаемой формой. Электроэрозионный электроэрозионный станок обычно выполняется в ванне с водой.
Процесс электроэрозионной обработки (EDM) плунжера :
Быстрое повторение искры, возникающей между двумя электродами (инструмент и ж / д), контролирует эрозию металла. Следует отметить, что заготовка должна быть электропроводящим металлом.Необходим соответствующий зазор, который обычно составляет приблизительно 0,025–0,075 мм, известный как искровой промежуток. Зазор между электродвигателем и инструментом должен поддерживаться серводвигателем, который работает за счет разницы между опорным напряжением и напряжением пробоя зазора. Этот рабочий двигатель перемещает инструмент вверх и вниз.Скорость удаления металла зависит от разрядника. Если оба электрода изготовлены из одинаковых материалов, то наибольшая эрозия обнаруживается на положительном электроде или аноде. Таким образом, логично, чтобы получить высокую скорость съема металла и увеличить срок службы инструмента, инструмент выполнен в виде катода, а деталь работает как анод. Два электрода расположены отдельно и разделены жидким диэлектриком.
 В промежутке между двумя электродами возникает переходный электрический разряд в виде искры. Когда разность потенциалов между электродами достаточна, диэлектрическая жидкость ионизируется и разрушается, в результате чего образуется токопроводящий искровой канал. Ток отводится через канал конденсаторами в виде искры. Если разность потенциалов меньше или равна 12 вольт, диэлектрическая жидкость деионизируется. Процесс повторяется по мере того, как конденсаторы начинают заряжаться.Интервал искры обычно составляет от 10 до 30 микросекунд, а плотность тока колеблется от 15 до 500 А / мм2. Энергия высвобождается от искр в виде местного тепла, и в конечном итоге обнаруженная местная температура составляет порядка 12000 ° C. Такая высокая температура и давление плавят и разъедают некоторые металлы, некоторые из которых испаряются, а другие мелкие частицы материала переносятся жидкостью, циркулирующей вокруг электродов, что создает кратер на ж / п. Поскольку временной интервал искр очень мал, тепло не проходит между инструментом и заготовкой.
В промежутке между двумя электродами возникает переходный электрический разряд в виде искры. Когда разность потенциалов между электродами достаточна, диэлектрическая жидкость ионизируется и разрушается, в результате чего образуется токопроводящий искровой канал. Ток отводится через канал конденсаторами в виде искры. Если разность потенциалов меньше или равна 12 вольт, диэлектрическая жидкость деионизируется. Процесс повторяется по мере того, как конденсаторы начинают заряжаться.Интервал искры обычно составляет от 10 до 30 микросекунд, а плотность тока колеблется от 15 до 500 А / мм2. Энергия высвобождается от искр в виде местного тепла, и в конечном итоге обнаруженная местная температура составляет порядка 12000 ° C. Такая высокая температура и давление плавят и разъедают некоторые металлы, некоторые из которых испаряются, а другие мелкие частицы материала переносятся жидкостью, циркулирующей вокруг электродов, что создает кратер на ж / п. Поскольку временной интервал искр очень мал, тепло не проходит между инструментом и заготовкой.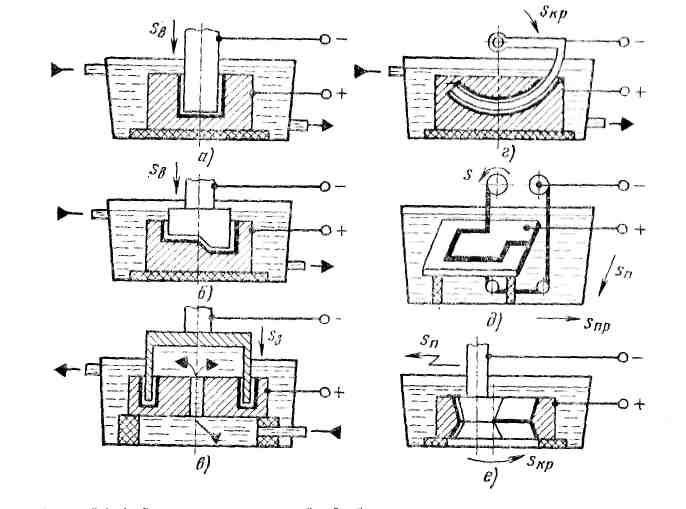 На рис. Ниже представлена принципиальная схема всего процесса.
На рис. Ниже представлена принципиальная схема всего процесса. Как выбрать материал инструмента
При выборе материала инструмента необходимо учитывать множество факторов.
- Низкая скорость эрозии и хорошее соотношение износостойкости инструмента
- хорошая электропроводность
- хорошая обрабатываемость
- низкое электрическое сопротивление
- высокая температура плавления.
- высокая скорость электронной эмиссии
У электроэрозионного станка есть один существенный недостаток – это степень износа инструмента.Разные материалы имеют разную степень износа. Для латуни это 1: 1. Для металлических электродов оно составляет 3: 1 или 4: 1. Для графита электрода с высокой температурой плавления она составляет от 5: 1 до 50: 1.
Износ инструмента
При электроэрозионной обработке инструмент или катод также разрушаются, что нежелательно. Это неизбежно, но остается в допустимых пределах, поскольку износ катода намного меньше, чем износ анода.
 Это происходит потому, что –
Это происходит потому, что – - Положительные ионы из жидкого диэлектрика ударяются о катод, а электроны – об анод.Хотя электроны намного легче положительных ионов, они обладают большей энергией, поскольку перемещают их с большей скоростью. Таким образом, анод становится более эродированным.
- Во время искры на катоде создается сжимающая сила, которая снижает эрозию катода.
- Жидкая среда, как правило, углеводородная. В результате пиролиза образуются газы, которые производят частицы углерода, и эти частицы создают тонкий слой защиты на катоде. Таким образом, катод намного безопаснее анода.
Назначение диэлектрической жидкости
- Эффективная охлаждающая жидкость для заготовки и инструмента.
- Он работает как изолирующий материал во время зарядки конденсатора, что обеспечивает идеальные условия для эффективного искрового разряда и его проводимости при ионизации.
- Эродированные материалы уносятся этой средой.
- Это охлаждающая жидкость, гасящая искру и предотвращающая искрение.
- Необходима оптимальная вязкость. Если вязкость низкая, жидкость не сможет переносить частицы металла.С другой стороны, если вязкость высока, это ограничит поток жидкости.
- Он не должен вступать в реакцию с заготовкой, контейнером или материалом инструмента.
- Недорогой, легко доступный и легковоспламеняющийся.
- Он не должен выделять токсичные газы или пары во время работы.
- Это должно быть углеводородное соединение.
К разным диэлектрическим жидкостям относятся: трансформаторное масло, спирт (белый), масло, керосин и т. Д. Если к жидкости добавляется некоторая проводящая сила, такая как алюминий или легкий графит, скорость удаления металла увеличивается.
Преимущества EDM
- Металл любой твердости, хрупкости и вязкости можно обрабатывать.
- Могут быть воспроизведены более твердые материалы, такие как стальные сплавы или карбиды вольфрама, которые используются для формования и другой нетрадиционной механической обработки, такой как ковочные и прессовые инструменты.
- Плашки можно обрабатывать в закаленном состоянии.
- Возможно воспроизведение сложных форм.
- Очень тонкие отверстия можно делать очень точно.
- Точность очень высокая.Допуск 0,005 мм может быть достигнут.
- Износостойкая поверхность может быть изготовлена благодаря тому, что детали, изготовленные с помощью электроэрозионной обработки, имеют микрократеры, которые могут эффективно удерживать смазочные материалы.
- Отсутствует физический контакт между инструментом и ж / п. Никакой силы резания, кроме давления струи, не прилагается. Таким образом, хрупкие рабочие места и цилиндры можно обрабатывать без каких-либо повреждений.
- Более твердые металлы можно обрабатывать очень быстро по сравнению с обычным процессом обработки.
Недостатки Электроэрозионная обработка
- Мощность, необходимая для обработки, намного выше по сравнению с традиционной обработкой. (120 Дж / мм2)
- Существует вероятность растрескивания поверхности, когда материалы становятся хрупкими при комнатной температуре.

- На заготовки из стали можно нанести тонкий слой толщиной от 0,01 до 0,10 мм, содержащий 4% углерода.
- Скорость съема материала (MRR) сравнительно низкая (75 мм3 / сек)
- Сложно воспроизвести острые углы в EDM.
- Иногда микроструктуры искажаются и впоследствии происходит травление.
Применение EDM
Обычно электроэрозионный электроэрозионный станок широко используется для обработки сложных форм без заусенцев, а также узких пазов и глухих полостей. Заливка штампов, литье пластмасс, прессование методом литья под давлением, холодная высадка, экструзия, пресс-инструменты, волочение проволоки – вот некоторые из примеров его применения. Отрицательная геометрия инструмента также может быть создана на ж / п, если может быть изготовлен подходящий инструмент.EDM очень полезен для обработки небольших отверстий. Также используется для прорезания пазов в форсунках дизельного топлива. Он также используется в двигателях с воздушным охлаждением, тормозных клапанах и т. Д.
Д.
Электроэрозионная обработка проволоки
Очень тонкая проволока диаметром от 0,02 до 0,3 мм используется в качестве электрода в электроэрозионной резке. Он режет заготовку электрическим разрядом, как ленточная пила. При этом перемещается либо заготовка, либо проволока. Явление искрового разряда используется для эрозии металла, что аналогично традиционному электроэрозионному методу.В электроэрозионных станках с проволочной резкой проволока действует как электрод, поэтому сложные формы можно легко разрезать без формирования электрода. В основном электроэрозионный электроэрозионный станок состоит из станка, который имеет блок управления перемещением контура заготовки (NC-натяжение: источник питания, который подает электрическую энергию на проволоку и имеет блок). Он также имеет стол для монтажа заготовок и секцию привода проволоки. Секция привода проволоки используется для точного перемещения проволоки с постоянным натяжением. Другой важной частью является диэлектрическая жидкость (дистиллированная вода), имеющая постоянное удельное сопротивление. Электроэрозионный электроэрозионный станок имеет следующие особенности –
Электроэрозионный электроэрозионный станок имеет следующие особенности –
- Формирующий электрод не требуется. Износ электрода
- очень незначителен.
- Гладкая обработанная поверхность.
- Жесткие геометрические и размерные допуски.
- Чрезвычайно высокие допуски между пуансоном и матрицей. Увеличенный срок службы штампа.
- Возможно изготовление прямых отверстий.
- Машина может эксплуатироваться без какого-либо регулярного наблюдения в течение длительного времени при высоких рабочих скоростях.
- Для работы на машине не требуется никаких навыков.
Преимущества
- Из-за отсутствия линий разделения в штампе происходит экономия ступеней в последовательных инструментах. Это позволяет увеличить раскрытие пуансона на каждом этапе.
- На отформованных деталях не будет заусенцев, потому что формы с тягой можно устанавливать без вертикальных разделений.
- На необходимость изготовления и хранения инструмента.
- Заготовки перед резкой закаляются. Так что никаких перекосов термообработки нет.
- Вся работа выполняется на одной машине. Таким образом, цикл изготовления штампа короткий.
- Меньшее время контроля за счет цельной конструкции штампов с высокой точностью.
- Время используется идеально, так как электроэрозионный электроэрозионный станок может работать в течение всего дня.
- Очень экономичен даже для мелкосерийного производства.
- зона слабого термического влияния. Высокая чистота поверхности.
- Количество бракованных заготовок очень мало.

Прочтите:
Принципы электроэрозионных станков
Электроэрозионная обработка (электроэрозионная обработка), также известная как электроискровая обработка, использует либо электрод для утонения электроэрозионной обработки, либо латунную проволоку для электроэрозионной обработки.Это процесс, при котором от проволоки или электрода исходят «искры» электрического разряда, которые, по сути, разрушают материал для изготовления необходимой детали.
Использование токарного электроэрозионного станка
Погружной (или штамповочный) электроэрозионный станок имеет множество применений – от создания начальных отверстий для проволочного электроэрозионного станка до зеркального отражения формы электрода в нужной форме в детали. Электроэрозионный грузило сожжет любой электропроводящий материал, не вызывая таких же физических нагрузок, как при других типах обработки.Это может помочь улучшить общее состояние готового продукта по сравнению с другими процессами резки и формовки. Они по-прежнему широко используются при производстве штампов и пресс-форм и могут использоваться в качестве типа резки «без света».
Есть много деталей, для которых требуются сложные отверстия или полости, которые просто невозможно сделать на фрезерном станке, и станок использует преимущество использования всех подвижных осей, чтобы сделать полость без повреждения остальной части. Это будет поддерживать бизнес по производству грузил EDM в тех частях, где просто нет другого способа добраться до них. Для некоторых деталей потребуется несколько электродов, поэтому для токарного электроэрозионного станка доступны устройства смены инструмента, что делает производство без света очень достижимым.
Для некоторых деталей потребуется несколько электродов, поэтому для токарного электроэрозионного станка доступны устройства смены инструмента, что делает производство без света очень достижимым.
Электроды для электроэрозионной обработки с грузиком
Существует много типов электродных материалов, которые могут использоваться для электроэрозионных центров с грузилами, например, латунь или графит. В некоторых случаях они могут использовать верхнюю полость формы в качестве электрода – например, в случае создания более гладкой линии форм для создания меньшей линии разъема или шва.
При изготовлении электрода он может быть как простой формы (например, круглый или квадратный наконечник), так и сложным, как трехмерная форма, которая прожигается в заготовке в виде перевернутого изображения.
Благодаря последним достижениям в области управления и программирования, эти сложные формы часто изготавливаются на вертикальных обрабатывающих центрах (VMC) с высокими скоростями шпинделя для достижения финишной обработки, необходимой для изготовления электродов и вакуумных систем, необходимых для удаления образующейся графитовой пыли. С учетом вышесказанного, некоторые электроэрозионные станки с грузилом были модернизированы, чтобы непосредственно формировать форму детали, используя простой электрод.
С учетом вышесказанного, некоторые электроэрозионные станки с грузилом были модернизированы, чтобы непосредственно формировать форму детали, используя простой электрод.
Поддержание работы грузило EDM с максимальной эффективностью
Когда используется грузило EDM, деталь будет находиться в ванне с жидким диэлектриком EDM.Это используется для управления искрой между деталью и электродом, а затем оставляет неактивный мусор, раствор также действует как промывочный агент с движением вверх и вниз центра EDM, позволяя вымывать мусор из детали. Сохранение этого раствора в чистоте сделает детали лучше – точно так же, как охлаждающая жидкость в станке для резки стружки.
Хотите узнать больше о принципах работы электроэрозионных станков с грузилом? Или вам просто нужна помощь в поиске подходящего EDM-инструмента для вашего цеха? Свяжитесь с командой SFMS, чтобы получить полезный совет и поддержку для вашего производственного оборудования!
.