Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью. Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.

Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.

Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.

Самодельный электроискровой станок
Основные элементы схемы электроискрового оборудования
Схема представлена нижеприведенными элементами:
- электрод;
- винт зажима, используемый для фиксации плюсового провода и электрода;
- втулка для направления;
- корпус, изготавливаемый из фторопласта;
- отверстие, используемое для подачи масла;
- штатив.
Корпус, который используется для соединения всех элементов, вытачивается их фторопласта. В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.

Схема электроискрового станка
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя может иметь ход 10 миллиметров. Обмотку пускателя подключают параллельно лампе. Именно поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса – она гаснет. После того, как шток был опущен, происходит искровой заряд.
Электроискровая обработка металлов отличается высокой точностью и производительностью. Что это такое и как ее реализовать самостоятельно – далее.
Промышленная обработка металлов включает в себя несколько десятков способов и методов изменения формы, объема и, даже молекулярной структуры материала. Электроискровая обработка металлов — одна из распространенных технологий работы с металлом, отличающаяся высокой точностью и производительностью. При помощи электроискровых станков можно:
- резать металл;
- сверлить отверстия микроскопического диаметра;
- наращивать дефектные области деталей;
- производить ювелирные работы с драгоценными металлами;
- упрочнять поверхность изделий;
- шлифовать изделия самой сложной формы;
- извлекать застрявшие сломанные сверла и резцы.

Электроискровой станок
Но иногда электроискровые станки требуются и в мастерских или цехах, где их услуги требуются время от времени. Для этого можно купить промышленное устройство с несколько ограниченными возможностями (функционал в пределах самых востребованных операций), или построить самодельный электроискровой станок. Это вполне возможно даже в домашних условиях, не говоря уже о предприятиях, в составе которых есть токарные и электромеханические цеха или участки.
Принцип работы электроискрового станка
Базируется обработка металлов электроискровым способом на свойстве электрического тока переносить вещество при пробое. При высоком напряжении и силе постоянного тока (1-60 А) анод (положительно заряженный электрод) нагревается до высокой температуры в пределах 10-15 тысяч градусов Цельсия, расплавляется, ионизируется и устремляется к катоду. Там, в силу электрических взаимодействий он осаживается.
Чтобы в процессе работы не возникала полноценная электрическая дуга, электроды сближаются только на короткие мгновения, длящиеся доли секунда. За это время возникает искра, разрушающая анод и наращивающая катод. Обрабатываемый участок подвергается нагреву и воздействию электротока на протяжении миллисекунд, при этом соседние области и лежащий ниже слой не успевают прогреться и структура их не нарушается. Проблема пограничных состояний не возникает в принципе.
Если требуется резка или сверление — катодом служит рабочий инструмент, а анодом — обрабатываемая деталь. При наращивании, укреплении поверхности или восстановлении формы детали, они меняются местами. Для этих видов обработки созданы специальные станки, каждый из которых выполняет свои операции.
Инструментом в установках электроэрозионного действия служат латунные или медно-графитные электроды, хорошо проводящие ток и недорогие в изготовлении. С их помощью можно резать и сверлить самые твердые сплавы. Чтобы металл катода не оседал на электроде и не увеличивал его размера, процесс происходит в жидкой среде — жидкость охлаждает капли расплава, и он не может осесть на электроде, даже если и достигает его. Вязкость жидкости определяет скорость движения материальных частиц, и они не успевают за током. Металл оседает в ванне в виде осадка и не мешает дальнейшему прохождению тока.
При наращивании поверхности деталей или укреплении, металл с анода переносится на катод. В этом случае на вибрационной установке закрепляется положительный электрод, служащий донором металла, а деталь присоединяется к отрицательному полюсу. Вода или масло в этом процессе не используются, все происходит в воздухе.
Технологические показатели
Электроискровая установка, в зависимоти от режима роботы, может обеспечивать точность результата в широких пределах. Если требуется высокая производительность при относительно невысоких требованиях к состоянию поверхности (I и II класс), то используются токи 10-60 А при напряжении до 220В. В этом случае электроискровая эрозия может удалить из зоны реза или сверления металл в объеме до 300 мм3/мин. При более высоких показателях класса точности — VI и VII, производительность снижается до 20-30 мм3/мин, но и токи требуются поменьше, не более 1 А при напряжении до 40 В.
Такой широкий диапазон регулировок показывает, что электроискровая обработка металла может использоваться в различных областях, как для производства крупных серий деталей, так и для разовых работ, включая ювелирные.
Особенностью применения электроискровых установок можно считать возможность укрепления деталей различной конфигурации. На поверхность заготовки наноситься тончайший слой более прочного сплава или металла без нагрева основания на большую глубину. Это позволяет сохранить структуру металла базового изделия и значительно изменить свойства его поверхности. В некоторых случаях требуется вязкость основания и высокая твердость поверхности, или в обратном порядке. Решить эту задачу может только электроискровой станок.
Схема электроискрового станка
Обработки металлов электроискровым способом очень распространена, поэтому очень сложно рассмотреть все виды оборудования и модели конкретных установок. Они все объединены общими конструктивными элементами:
- источником постоянного тока;
- конденсатором;
- вибратором;
- переключателем режимов.
Конструкция, работающая в электроискровом режиме, может отличаться рядом характеристик, допускающих работу с тем или иным материалом, но общие принципы построения рабочей схемы одинаковы.
Батарея конденсаторов согласована с механическим движением электрода, разряд происходит в момент максимального сближения рабочих поверхностей. Релаксационные генераторы импульсов определяют максимальный заряд конденсатора при максимальной амплитуде отклонения от точки сближения. После искрового разряда конденсатор успевает зарядиться в полном объеме.
Отличие электроискровой эрозии от дуговой сварки и резки
Использование импульсного воздействия электрического тока отличается от воздействия дуги. Импульс работает в очень ограниченном пространстве, не успевая прогреть соседние участки. Даже на самых сложных в плане термического окисления сплавах инертная атмосфера не потребуется — взаимодействие происходит на площадях не более 0,05-1 мм2 при глубине воздействия 0,05-0,3 мм. Даже в самой агрессивной атмосфере не успевают возникнуть условия для активного окисления.
Электроискровой станок своими руками
Одной из главных деталей электроискровой установки, которую можно реализовать своими руками, конечно, при соблюдении всех правил техники безопасности, приведена ниже. Следует отметить, что это только одна из многих схем, которые можно использовать в конструкции станка.
Ориентировочная схема генератора искровых разрядов
Рабочий стол станка должен быть оборудован системой удаления окислов (непрерывной подачей масла или керосина). Они снижают вероятность отложения оксидной пленки на поверхности детали и, в результате, прекращения искрообразования. Для пробоя необходим надежный электрический контакт. Как основной вариант можно использовать ванночку, заполненную жидкостью.
Электрод представляет собой латунную или медную проволочку требуемого диаметра, которая закреплена в зажиме. Зажим, в свою очередь, представляет собой деталь вертикального штока кривошипно-шатунного механизма, который приводится в движение от электродвигателя. Частота возвратно-поступательного движения электрода выбирается в зависимости от особенностей обрабатываемого материала.
Все токопроводящие детали и кабели должны быть качественно и надежно изолированы, сама установка заземлена. Посмотреть, как работают бытовые самодельные установки можно на видео:
Следует отметить, что самодельные станки никогда не сравняются по возможностям с промышленными, например серией АРТА. Для производства кустарных изделий или использования в качестве одного из видов хобби, они, может быть и пригодны, но для работы в мастерской или слесарном цехе не «дотягивают». Не говоря уже о том, что сложность электрической схемы и необходимость точного согласования кинематики и разряда конденсатора делают их очень сложными в регулировке.
инженер поможет – Электроискровой станок
При помощи электроискровых станков изготовляются сквозные и глухие отверстия любой формы, отверстия с криволинейными осями, вырезают заготовки из листа, выполняют плоское, круглое и внутреннее шлифование. Изготавливают штампы, пресс-формы, фильеры, режущий инструмент. Такие станки способны резать металл, сверлить отверстия любого диаметра, наращивать дефектные области деталей, производить ювелирные работы с драгоценными металлами, упрочнять поверхность изделий, шлифовать изделия самой сложной формы, извлекать застрявшие сломанные сверла и резцы.
На базе электроискрового метода обработки металлов создано немало станков промышленного назначения. Это высокоточная и дорогая техника, которую могут позволить себе купить только крупные предприятия, специализирующиеся на металлообработке.
Выбор технических характеристик станка
Описывающие технологические свойства станков данной модели параметры являются: точность выполнения операций, перемещения по координатам, режимы и скорость подач, режимы резания и нагрузки, наличие механизированной смены инструмента, возможность установки дополнительного оборудования, потребляемая мощность. Приводимые данные по производительности, чистоте поверхности и энергоемкости относятся к обработке различных по величине площадей на режимах, обусловливающих отсутствие участков оплавления и покрытия, т. е. при оптимальных плотностях токов.
Рассмотрим основные технологические характеристики. Например, скорость съема металла на максимальных режимах при обработке стали составляет в среднем 600 мм3/мин и близка к предельно возможной для этого способа обработки металлов. Удельный расход энергии на жестких режимах составляет 20-50 квт-ч/кг диспергированного металла. Износ инструмента по отношению к объему снятого металла достигает 25-120 и более процентов. Чистота поверхности на мягких режимах достигает 4-го класса при скорости съема 10-15 мм3/мин. Дальнейшее повышение чистоты поверхности сопровождается резким уменьшением скорости съема. Так, при получении 5-го класса чистоты поверхности, производительность электроискрового способа обработки меньше 5 мм3/мин. Удельный расход энергии на мягких режимах в десятки и сотни раз выше, чем на жестких.
При обработке твердого сплава производительность процесса на мягких режимах, примерно, в два-три раза меньше, чем при обработке стали, однако при этом получается несколько лучшая чистота поверхности. Применение более жестких режимов при обработке твердых сплавов лимитируется образованием на них трещин.
Компоновка станка
Основными узлами электроискровых станков являются: станина, механизм для установочных перемещений, рабочая ванна, насосная установка, генератор электрических импульсов и регулятор подачи. Станина является связующим звеном для основных узлов.
Механизм перемещений установки деталей и инструмента применяется, как и в металлорежущих станках.
Состав: ходовая часть, которая перемещается с помощью винтовых или шестеренных пар.
Рабочая ванна состоит из тонкой листовой стали и представляет собой цельносварную конструкцию. Клеммник крепится «на боку» рабочей ванны для того чтобы электроды присоединялись к разрядному контуру. От насосной установки подается рабочая жидкость. Размеры ванны зависят от деталей. Насосная установка представляется в виде емкости 50-60 литров.
Генератор импульсов. Для получения разрядов используется схема, которая включает в себя рабочие электроды, батарею, измерительную аппаратуру, источник постоянного тока и регулируемое сопротивление. Подробнее о нем рассмотрим ниже.
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени.
Принцип работы генератора, который установлен на электроискровой станок, заключается в следующем:
-
Диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
-
Установленная лампа ограничивает ток короткого замыкания и защиту диодного моста;
-
Чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
-
После того как зарядка закончится, лампа погаснет;
-
Зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
-
После того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
-
Время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
-
На момент разряда сила тока достигает несколько тысяч ампер;
-
Провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Привод главного движения в станке
Линейный привод – это конструкция с бесконтактной передачей усилия, прямой привод без какой-либо кинематической цепи преобразования энергии в движение и вращательного движения в линейное, без люфтов, зоны нечувствительности и неравномерных подач. Все, что происходит при отработке каждого перемещения, это:
Командный импульс => Энергия взаимодействия магнитных полей => Линейное движение
В линейных приводах отсутствует многоступенчатое преобразование энергии в движение, что вызывает возникновение люфтов и неравномерных подач. Линейные приводы электроискрового станка способны корректировать зазор 500 раз в секунду с дискретностью подач 0,1 мкм. Выходит, оптимальный зазор практически в любой момент. И в итоге получаем оптимальные режимы, стабильно максимальный съем, высокую скорость обработки и качество поверхности.
Направляющие станка
Направляющие служат для перемещения по станине подвижных узлов станка, обеспечивая правильность траектории движения заготовки или детали и для восприятия внешних сил. Во всех металлорежущих станках применяются направляющие: скольжения, качения, комбинированные, жидкостного трения, аэростатические.
Предъявляющие требования: первоначальная точность изготовления, долговечность, высокая жесткость, высокие демпфирующие свойства, малые силы трения, простота конструкции, возможность обеспечения, регулирования зазора-натяга.
В зависимости от расположения направляющие делятся также на горизонтальные, вертикальные, наклонные.
Шпиндельные узлы станка
Шпиндель выполнен в виде массивного ротора, с расположенной внутри него крепежной цангой, а в верхней точке полости, образованной двумя встречно обращенными коническими поверхностями, установлен заборник(улавливатель) рабочей жидкости. Такая конструкция шпинделя улучшает условия работы на станке.
Рис.1 – Шпиндель электроискрового станка
В скользящем подшипнике 1 расположен вращающийся посредством клиноременной передачи 2 шпиндель 3, выполненный в виде ротора, в концентрической расточке которого расположена на напряженной или тугой посадке цанга 4, для крепления по внешней поверхности обрабатываемой детали 5. Внутренняя полость ротора образована двумя встречно обращенными коническими поверхностями 6 и 7, Рабочая жидкость, подаваемая от гидронасоса по трубке 8 в отверстие обрабатываемой детали, под действием центробежных сил вращающегося шпинделя собирается на периферии внутренней полости (кармана) ротора, откуда через заборник 9 по трубке 10 поступает в фильтрующий элемент гидронасоса.
Приводы подач станка
Лишь с недавнего времени начался выпуск электроискровых станков, а именно с совершенно новыми линейными двигателями. В данном выпуске были совершены и исправлены работы над регулированием скорости и ускорении, равномерным движением, реверсом, легкостью обслуживания и др.
Линейный двигатель в данном выпуске станков имеет двигатель, содержащий всего несколько элементов: электромагнитный статор и плоский ротор, которые содержат между собой только зазор из воздуха. Также имеется еще один немаловажный элемент и это оптическая измерительная линейка с высокой дискретностью (0.1 мкм). Без этого измерительного прибора система управления не сможет распознать координаты.
Но также ближе рассмотрим статор и ротор. Оба выполнены в виде плоских и легко снимаемых блоков. Но крепится статор к станине или колонне станка, а ротор – к рабочему органу.
В конструкции ротор совершенно прост. Он состоит из прямоугольных сильных постоянных магнитов. А магниты на тонкой плите из специальной высокопрочной керамики, коэффициент температурного расширения которой в два раза меньше чем у гранита.
Множество проблем линейного привода решились, так как стали использовать керамику одновременно с системой охлаждения. Соответственно «ушли» и проблемы с температурными факторами, с жесткостью конструкции, с наличием сильных магнитных полей и т.д.
Несущая система станка
Станина, колонна, каретка стола и др. являются несущей конструкцией, обычно состоящей из чугуна. Шабренные посадочные поверхности предназначены для направляющих, а также для состыковки двух конструкций между собой.
Типичные представители
В процессе подготовки данного реферата были разобраны несколько современных представителей станков электроискрового типа, оснащенных системой числового программного управления. Были представлены такие станки как, ALC800G и AQ15L. Их основные технические характеристики приведены ниже в таблицах 1 и 2.
Технические характеристики ALC800G
Технические характеристики AQ15L
Электроэрозионный станок своими руками
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской. Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Если производить многократную искровую обработку, то процесс испарения мельчайших частиц в зоне искрения будет более заметным. Произойдет разогрев металла. Поэтому для снижения температуры подается охлаждающая жидкость.
Схема искрового генератора:

Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Чтобы произвести следующий электрический разряд и выжигание еще одной порции металла, необходимо электрод отвести от детали. Потом происходит повторное заряжение конденсаторов.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Разработка горизонтального электроэрозионного станка

Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки

В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.

При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.

Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Заключение
- Станок для электроэрозионной обработки металла позволяет выполнять доработку закаленных деталей, не снижая их прочности.
- Даже самый простейший станок, изготовленный из подручных материалов, позволяет выполнять ряд операций, которые невозможно выполнить другими инструментами и приспособлениями.
Для получения элементов со сложным профилем из труднообрабатываемых металлов используется электроэрозионный станок. Его работа основана на воздействии разрядов электрического тока, которые создают в зоне обработки высокую температуру, из-за чего металл испаряется. Такой эффект именуется электрической эрозией. Промышленность уже больше 50 лет использует станки, работающие по этому принципу.
Виды оборудования и методы обработки
Описать работу электроэрозионного станка можно так: взять заряженный конденсатор и поднести его электродами к металлической пластине. Во время короткого замыкания происходит разряд конденсатора. Яркая вспышка сопровождается выходом энергии (высокой температуры). В месте замыкания образуется углубление вследствие испарения некоторого количества металла от высокой температуры.
На технологическом оборудовании реализованы различные виды получения электрических разрядов. Среди основных схем выделяются:
- электроискровая;
- электроконтактная;
- электроимпульсная;
- анодно-механическая.
Реализуя одну из схем на практике, изготавливают станки. На принципе электрической эрозии были выпущены следующие станки в разных модификациях:
- вырезной;
- проволочный;
- прошивной.
Для получения точных размеров и автоматизации процесса оборудование комплектуется числовым программным управлением (ЧПУ).
 Для получения точных размеров и автоматизации процесса оборудование комплектуется числовым программным управлением (ЧПУ).
Для получения точных размеров и автоматизации процесса оборудование комплектуется числовым программным управлением (ЧПУ).Электроискровой станок работает за счет искрового генератора. Генератор — это накопитель энергии, который дает электрический импульс. Для постоянной подачи импульсов организуется конденсаторная батарея.
Чтобы организовать электрическую цепь, катод подключают к исполнительному инструменту, а анод — к обрабатываемой детали. Постоянное расстояние между электродом и деталью гарантирует однородность протекания процесса. При вертикальном опускании электрода на деталь происходит прошивка металла и образование отверстия, форма которого задается формой электрода. Так работает электроэрозионный прошивной станок.
Для изготовления деталей из твердосплавных и труднообрабатываемых деталей используется электроэрозионный проволочный станок. В качестве электрода в нем выступает тонкая проволока. При испарении металла на поверхности обрабатываемой детали образуются окислы, обладающие высокой температурой плавления. Для защиты от них процесс проводят в жидкой среде или масле. Во время искрообразования жидкость начинает гореть, забирая кислород и другие газы из рабочей зоны.
Станки такого типа иногда бывают единственно возможным способом изготовления конструкционного элемента. Но покупка оборудования для электроэрозионной обработки для выполнения нечастых работ — разорительное занятие. Поэтому если возникла необходимость, то можно изготовить электроэрозионный станок своими руками.
Особенности самодельного устройства
Перед тем как приступить к изготовлению самодельного электроэрозионного станка, необходимо разобраться в его устройстве. К основным конструкционным элементам относятся:
- Стол для закрепления заготовки.
- Ванна.
- Исполнительный орган (электрод, клеммник для подключения провода, втулка, направляющая, диэлектрический корпус, штатив).
- Генератор.
- Каретка.
- Станковое основание.
- Штурвал для подачи инструмента.
- Кронштейн.
- Пластина вибрационная.
- Направляющая для стержня.
- Подставка.
- Оснастка.
 Стол для закрепления заготовки.
Стол для закрепления заготовки.Изготовление искрового генеротора
Для изготовления искрового генератора детали можно найти везде (в старых телевизорах, мониторах блоков питания и т. д. ). Принцип его работы таков:
- Диодный мост переменный ток преобразует в постоянный. Напряжение домашней сети составляет 220 В (можно использовать и 380 В).
- Лампа накаливания, входящая в схему, предназначена для ограничения тока во время короткого замыкания. Тем самым она защищает диодный мост от пробоя. Также она сигнализирует о зарядке конденсатора. Лампа берется соответствующего напряжения и мощностью не менее 120 Вт.
- Конденсатор должен быть рассчитан на подаваемое напряжение. Самым оптимальным будет напряжение в 400 В. Емкость у конденсатора должна быть не менее 1000 мкФ. Чтобы произвести прожиг на домашнем станке, достаточно 20 000 мкФ.
- После полной зарядки конденсатора лампа тухнет. Затем происходит его разрядка через электрод. Цепь разрывается.
- Повторяется цикл зарядки. Его скорость напрямую зависит от емкости конденсатора. При минимальных значениях на зарядку уходит чуть меньше одной секунды.
- Для защиты от перегрузки конструкцию оснащают автоматом 2−6 А.
 Диодный мост переменный ток преобразует в постоянный. Напряжение домашней сети составляет 220 В (можно использовать и 380 В).
Диодный мост переменный ток преобразует в постоянный. Напряжение домашней сети составляет 220 В (можно использовать и 380 В).Меры безопасности при работе
 Так как организованная электроэрозия своими руками сопряжена с возможностью поражения электрическим током, к технике безопасности необходимо подойти со всей ответственностью. Обрабатываемая деталь не должна быть заземлена. В противном случае произойдет ЧП — короткое замыкание в питающей сети. Конденсаторы, рассчитанные на 400 В, могут привести к летальному исходу при их емкости всего в 1000 мкФ.
Так как организованная электроэрозия своими руками сопряжена с возможностью поражения электрическим током, к технике безопасности необходимо подойти со всей ответственностью. Обрабатываемая деталь не должна быть заземлена. В противном случае произойдет ЧП — короткое замыкание в питающей сети. Конденсаторы, рассчитанные на 400 В, могут привести к летальному исходу при их емкости всего в 1000 мкФ.
Подключение приборов исключает контакт с корпусом. Для подключения конденсатора к электроду требуется медный провод сечением 6−10 кв. мм. Большой объем масла, используемого для предотвращения образования окислов, может загореться и привести к пожару.
Общее устройство станков электроискрового действия. В станках электроискрового действия основной рабочей частью является электрическая схема, а кинематическая часть станка является вспомогательным элементом, назначение которого сводится к сохранению во время работы зазора между электродом – инструментом и электродом-изделием, а также к обеспечению установочных, а иногда и рабочих перемещений обрабатываемой детали относительно инструмента. Принципиальная схема станка электроискрового действия представлена на фиг. 82. Она состоит из электри- [c.64]
При работе на станках электроискрового действия необходимо соблюдать все правила по технике безопасности работы с электросетями и установками соответствующего напряжения. [c.67]
Автоматизация все больше проникает во вспомогательные цехи (инструментальный, ремонтный, модельный и др.), продукция которых является индивидуальной и серийной даже при массовом характере основного производства. Развитие гидрокопировальных станков, электроискровой обработки и станков с программным управлением позволило решить проблему автоматизированного изготовления штампов и других сложных изделий. Станки с программным управлением эффективны и в условиях серийного производства. [c.13]
Фрезерная на полировальных станках. . Электроискровая алюминиевыми электродами. …………….. [c.389]
Электроэрозионные станки. В зависимости от вида применяемых разрядов различают электроэрозионные станки электроискровые (рис. 2), электроимпульсные и анодно-механические. На электроискровом станке обрабатываемую деталь 2 закрепляют на столе [c.14]
Отечественная промышленность выпускает разнообразные станки электроискрового действия для обработки отверстий. [c.158]
Схема электроискрового станка с генератором импульсов R показана на рис. 7.1. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100—200 В. Когда напряжение на электродах 1 н 3, образующих разрядный контур, достигнет пробойного, образуется [c.401]
| Рис. 7.1. Схема электроискрового станка |  |
Для обеспечения непрерывности процесса обработки необходимо, чтобы зазор между инструментом-электродом и заготовкой был постоянным. Для этого электроискровые станки снабжают следящей системой и механизмом автоматической подачи инструмента. Инструменты-электроды изготовляют из медно-графитовых и других материалов. [c.402]
Выяснение характера эрозии при разрядах различной формы дает возможность выбора оптимальных условий для разнообразных технологических режимов. Развитие электроискрового способа привело к разработке в 1950— 1951 гг. электроимпульсного способа (научные коллективы ОКБ Министерства станкостроительной и инструментальной промышленности, Экспериментального научно-исследовательского института металлорежущих станков — ЭНИМСа, Харьковского и Одесского политехнических институтов). [c.126]
Можно рекомендовать следуюш ие режимы механической обработки листового боралюминия при резке частота 8 кГц, сила тока 15—20 А, напряжение 25—30 В при прошивке отверстия диаметром 6 мм частота 8 кГц, сила тока 4—5 А, напряжение 25 В. Линейная скорость прошивки и резки составляет от 0,6 до 5 мм/мин. Для разрезания листов на детали сложного профиля пригодны электроискровые станки с движущимся проволочным режущим инструментом (резка по профилю, по шаблону) и с программным управлением. [c.202]
Станки с генераторами импульсов, работа которых не зависит от состояния межэлектродного промежутка в отличие от электроискровых получили название электроимпульсных. Они обеспечили примерно десятикратное увеличение производительности по сравнению со станками, оснащенными генераторами R . [c.150]
Вырубные и вытяжные штампы, изготовленные из твердого сплава, служат в десятки раз дольше стальных. Обработку их часто производят комбинированным способом сначала на электроискровых, затем на ультразвуковых станках. В вырубных штампах электроискровым методом прошивают отверстия, при этом на ультразвуковую обработку оставляется припуск порядка 1 мм. В вытяжных штампах и волоках сначала обрабатывают цилиндрическую часть, затем заборный и выходной конусы. На обработку вытяжной матрицы (рис. 100, а) затрачивается 1 ч, а на обработку твердосплавной пресс-формы (рис. 100, б) около 4 ч. [c.167]
Известны различные методы нанесения карбидных покрытий. Примером наиболее простого способа нанесения карбидного покрытия является обмазка графитовых нагревателей пятиокисью ниобия с превращением последней в процессе нагрева в карбид ниобия [4]. Образование сплошного карбидного покрытия (оболочки) из карбида ниобия на графитовых нагревателях позволило значительно повысить рабочую температуру индукционных вакуумных печей. Перспективными являются покрытия карбидами методом электроискрового осаждения для повышения износостойкости штампов прессового инструмента, металлорежущих станков и т, д. [c.425]
Механи- ческие Обработка на металлорежущих и электроискровых станках. . . + + + -4- [c.236]
Электроискровая разрезка металлов 7 — 68 Электроискровая сварка 7 — 69 Электроискровые пилы 7 — 66 Электроискровые станки — Характеристика [c.358]
| Фиг. 86. Внешний вид станка для гравировки металлов электроискровым способом. |  |
Заточка с помощью электроискрового способа фасонных резцов, армированных твёрдым сплавом, может быть осуществлена по следующей схеме. В патрон токарного станка закрепляется латунный или чугунный диск. С помощью специально изготовленного резца из стали этому диску задаётся необходимый профиль. К диску подводится обрабатываемый резец с твёрдым сплавом, и в процессе последующей эрозионной обработки, где диск и резец являются электродами колебательного контура, резец приобретает профиль диска. [c.68] Кроме простейшей типовой конденса-тор-ной схемы R , в электроискровых станках применяются следующие схемы (фиг. 9). [c.651]
Точность электроискровой обработки определяется точностью изготовления электрода-инструмента, точностью его перемещения (точностью станка), жесткостью механической части станка. [c.653]
В табл 22 перечислены основные модели универсальных и специальных электроискровых станков, выпускаемы n в СССР серийно. [c.656]
Характеристики некоторых электроискровых станков и установок [c.661]
Электроискровые станки — Схемы 650, 651 [c.795]
Расточка отверстий Электроискровое нарезание резьб 30—100 Сила тока 0,5—Ш а – Мощность станков 0,5—10 кет – – 2—3 Чз о [c.988]
Техническая характеристика станков для электроискровой обработки металлов выпуска Ленинградского завода Красногвардеец [c.95]
Электродвигатель получает постоянное и независимое питание обмотки возбуждения, а ток в якоре зависит от состояния межэлектродного зазора, В реальных условиях работы электроискрового станка ток непрерывно изменяется как по величине, так и по направлению (фиг, 48, б,48,в). [c.96]
Станок Л КЗ-51 (фиг. 50) предназначен для электроискрового шлифования не-больш.их деталей из твердого сплава, у которых могут обрабатываться цилиндрические и конусные отверстия, а также [c.96]
Технические характеристики станков для электроискровой обработки, выпускаемых Ленинградским карбюраторным заводом им. Куйбышева [c.97]
Фиг, 85 Внешний вид станка электроискрового действия с электромагнитной подаче1). [c.66]
Детали этой группы могут быть изготовлены на копировальнофрезерных станках, полуавтоматических, автоматических, со следящими системами и программным управлением. Криволинейные каналы в деталях можно получать, например, электроискровой обработкой с применением специальных приспособлений. [c.202]Изделия из сплавов получают в основном методом литья. Недостатками сплавов являются особая хрупкость и высокая твердость, поэтому обработка их на металлорежущих станках затруднена. Механической обработке в виде грубой обдирки резанием с применением твердосплавных резцов поддаются сплавы, не содержащие кобальта. Детали из всех сплавов можно шлифовать на плоскошлн-фовальных или круглошлифовальных станках в два приема грубая шлифовка — до термической обработки, чистовая — после терми-ческой обработкн. ля грубой бработки применяют также электроискровой метод обработки. [c.108]
Электроискровая обработка металлов в настоящее время применяется во многих отраслях промышленности и в особенности на специализированных заводах твердосплавного инструмента и оснастки. В практику внедряются новые технологические процессы, новые высокочастотные генераторы и элект-роэрозионные станки [57]. [c.126]
Алмазные бруски, в отличие от абразивных, требуют обязательной предварительной приработки (профилирования). Часто эта операция выполняется по технологической детали абразивным порошком, на это затрачивается значительное время. Боле радикальным решением является профилирование электроискровым методом [113]. На рис. 29 представлена схема приспособления, применяемого для этих целей. Державку 1 с брусками 2 крепят неподвижно на столе электроэрозионного прошивочного станка 4В721. Профилирование ведут диском 3, диаметр которого равен диаметру детали, для доводки которой бруски предназначены. Шпиндель станка с диском совершает враш,ательное и возвратно-поступательное движение. Станок работает на своем первом режиме. За 3—5 мин с брусков снимается слой 0,2—0,3 мм. Бруски получаются достаточно прямолинейными, прилегаемость их к обрабатываемой детали составляет [c.77]
Отечественная промышленность выпускает несколько типов электроискровых станков модели 4Б721, ЛКЗ-18, 4722 и др. Настольный универсальный станок мод. 4Б721, например, предназначен для обработки отверстий диаметром 0,15—5 мм с наибольшей глубииой 20 мм. [c.388]
Кристалл-7 . Установка с лазером на стекле с неодимом служит для сверления в деталях инструментальной оснастки сквозных отверстий перед их дальнейшей контурной обработкой на электроискровых станках. Длительность импульса 150—200 мкс, энергия импульса излучения 0,1—5 Дж, частота следования импульсов 0,5—10 Гц. Диаметр обрабатываемых отверстий 0,05— 0,4 мм. Глубина обработки до 4 мм, точность обработки по 5-му классу. Потребляемая мощность 4,5 кВт. Габаритные размеры установки 1700X900X1500 мм. [c.308]
Оборудование. Серийный выпуск оборудования для электроискровой обработки ограничен преимущественно универсальными ст нками. Специализированные станки часто изготовляются непосредственно потребителями [c.656]
Пескоструйная очистка сухим крупнозернистым острогранным кварцевым песком размером частиц 1—2 мм. При небольших размерах изделий производится вручную в пескоструйном шкафу при давлении сжатого воздуха 4—6 ати Обточка на токарном станке любого типа. Возможно использование одного станка как для подготовки поверхности, так и для металлизации Нарезка на токарно-винторезном станке рваной резьбы или обработка поверхности пучком электродов, электроискровым, электровибрационным или другим способом [c.35]
В табл. 63 приведены краткие технические характеристики электроискровых станков для копировально-прошивочных работ, выпускаемых Ленинградским заводом Красногвардеец . Наиболее совершенным из них является станок ЭИСК-3. [c.95]
Электроискровые станки – Технарь
Основу электроискрового метода обработки металлов составляет процесс электроэрозии металлов. Сущность его заключается в том, что под воздействием коротких искровых разрядов, посылаемых источником электрического тока, металл разрушается. При обработке на электроискровом станке для прошивки отверстий (рис. 18.3, а) заготовку 2 погружают в бак с жидкостью и соединяют с положительным полюсом, выполняющим функции анода. Электрод (инструмент) 4, являющийся катодом, соединяют с отрицательным полюсом и укрепляют на ползуне 5, имеющем вертикальное перемещение по направляющим 6. Заготовка 2, стол 1, на котором ее закрепляют, корпус бака и станина станка электрически соединены между собой и заземлены, так что их электрический потенциал всегда равен нулю. Это необходимо для безопасности работы на станке.
Если, опустив ползун 5, прикоснуться электродом 4 к заготовке 2, то в электрической цепи пойдет электрический ток от отрицательной клеммы 7 генератора Г к положительной клемме 8. В электрическую цепь включен резистор 11. Это катушка из длинной тонкой проволоки Изменяя сопротивление, можно регулировать силу тока, контролируя ее по амперметру 10.
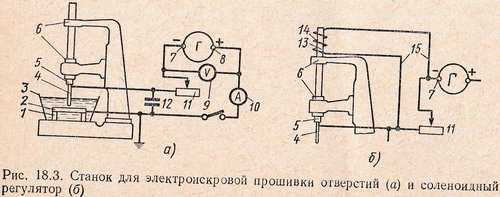
Для того чтобы получить импульсные разряды, непрерывно следующие друг за другом, между электродом 4 и заготовкой 2 в электрическую схему стайка включается конденсаторная батарея 12. Ее включают параллельно заготовке 2 и электроду 4. Если замкнуть выключатель электрической цепи при разведенных электродах станка, то в первый момент стрелка амперметра 10 резко отклонится и постепенно возвратится на 0. Стрелка вольтметра 9, наоборот, плавно отклонится от того значения напряжения, которое создается генератором. Это означает, что произошла зарядка конденсаторов. Теперь можно приблизить электрод к заготовке. Как только расстояние между ними станет Небольшим, произойдет электрический разряд. При этом вся энергия, накопленная в конденсаторах, разрядится в промежутке между электродом и заготовкой, и чем больше запас энергии, тем больше будет электрическая эрозия анода (заготовки).
После разряда электрический ток между электродом и деталью исчезнет, так как вся энергия, накопленная в конденсаторах, израсходована, и снова начинается зарядка конденсаторной батареи. Следующий разряд произойдет, как только конденсаторы зарядятся. Этот процесс происходит непрерывно, импульсные разряды следуют один за другим до тех пор, пока не закончится обработка.
Во время обработки электрод 4 не должен касаться заготовки, иначе произойдет короткое замыкание. Между электродом 4 и заготовкой всегда должен поддерживаться небольшой, так называемый искровой промежуток. Это достигается с помощью различных устройств. Наиболее простое устройство — соленоидный регулятор (рис, 18.3, б). К верхнему концу ползуна 5 прикреплен стальной стержень-сердечник 13, который входит внутрь катушки (соленоида) 14, присоединенной к основной цепи. Присоединение сделано по разным сторонам резистора 11 так, что концы проводов 15 находятся под разными потенциалами.
Когда электрод 4 прикоснется к заготовке, электрическая цепь станка замкнется и в ней потечет электрический ток. Тогда на концах катушки 14 создается разность потенциалов, и в ней также потечет электрический ток. Сердечник 13 намагнитится и втянется в катушку 14, т. е. поднимется, поднимая вместе с собой ползун 5 и электрод 4. Искровой промежуток 3 между электродом 4 и заготовкой 2 восстановится, и основная электрическая цепь окажется разорванной — ток в ней исчезнет. Одновременно исчезнет ток и в катушке соленоида. Сердечник 13 размагнитится, перестанет втягиваться в катушку и под действием собственной массы опустится. Вместе с ним опустятся ползун 5 и электрод 4. Между электродом и заготовкой снова произойдет электрический разряд. По мере углубления отверстия электрод будет опускаться под действием силы тяжести.
Так будет продолжаться, пока идет процесс прошивки отверстия. Соленоидный регулятор автоматически постепенно опускает электрод по мере увеличения глубины отверстия. Если электрод можно сравнить с инструментом, то соленоидный регулятор может быть уподоблен механизму подачи. Электроды, применяемые при электроискровой прошивке, делают из мягкой латуни. Электрод должен иметь профиль, подобный профилю прошиваемого отверстия. Если диаметр отверстия больше 6 мм, то электрод лучше делать пустотелым.
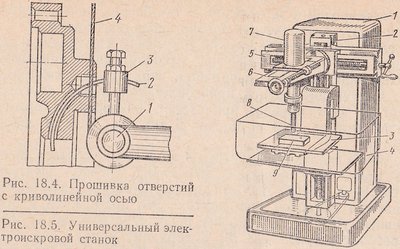
Электроискровой прошивкой удается изготовлять отверстия с криволинейной осью (рис. 18.4) Электрод 2 из латунной проволоки изогнут по дуге окружности, радиус которой равен радиусу закрепления оси отверстия. Электрод укреплен в держателе 3, который может поворачиваться вокруг оси 1. Держатель 3 вокруг оси 1 поворачивается с помощью шнура 4, верхний конец которого прикреплен к соленоидному регулятору. В остальном процесс совершается так же, как и при прошивке отверстий с прямолинейной осью.
Универсальные электроискровые станки обычно имеют вертикальную компоновку (рис. 18.5). Автоматический регулятор подач 7 сообщает вертикальные перемещения электроду-инструменту 8. Ванну 4 с заготовкой 9, установленной на столе 3, можно перемещать в вертикальном направлении с помощью электродвигателя. Суппорт 5 при обработке отверстий с криволинейной осью поворачивается вокруг горизонтальной оси. Поперечный суппорт 6 перемещается по направляющим продольного суппорта. Продольный суппорт 5 установлен на направляющих 2 станины. Механизмы станка находятся внутри корпуса 1.
Информация о компании
Foshan Jingkeying Hardware Machinery Parts Co., Ltd. является профессиональной компанией по обработке точного оборудования. Детали машин обработаны медью, железом, алюминием и нержавеющей сталью в качестве основных материалов.
У нас есть 10-летний опыт производства и обработки, с комплексной технологией обработки и современным механическим оборудованием, оснащенным токарным станком с ЧПУ, фрезерным станком с ЧПУ, четырехосным обрабатывающим центром с ЧПУ и различным испытательным оборудованием, таким как два элемента и так далее.У нас есть строгая команда контроля качества, чтобы обеспечить высокое качество нашей продукции. Более 1000 продуктов производятся и отправляются по всему миру. Продукция широко используется в автомобильных и мотоциклетных деталях, деталях машин, деталях мебели, осветительных аксессуарах, медицинских принадлежностях и других областях. OEM и ODM приветствуются.
,Electrospark, 12/13, Kumar Industrial E …
- Сельское хозяйство и еда
- Химикаты, фармацевтика и пластмассы
- строительство
- Энергия, Окружающая среда
- Образование, обучение и организации
- IT, интернет, R & D
- Отдых и Туризм
- Электротехника, электроника и оптика
- Металлы, машиностроение и машиностроение
- Розничная торговля и трейдеры
- Бумага, Полиграфия, Издательство
- полезные ископаемые
- Бизнес-услуги
- Текстиль, одежда, кожа, часовое дело, ювелирные изделия
- Транспорт и логистика
“Электроискровой разрядник RFE NS 601 TTH, Год выпуска 1994”
Номер вставки. # P0009501| Тип машины: | Электроискровой разрядник |
| Производитель: | RFE |
| Год выпуска: | 1994 |
| Тип: | NS 601 TTH |
| Состояние: | используется |
| Время посещения: | ч |
| Номер ссылки: |
- ID: P0009501
- 1567
- 2013-03-25