устройство и управление, технические характеристики
С развитием сферы услуг возрос спрос на металлорежущее оборудование, которое устанавливают в небольшой мастерской. Популярностью пользуется универсальный токарно-винторезный станок 1к62, на котором выполняют черновую и чистовую обработку металлических заготовок и деталей.
Модель получила распространение в странах СНГ. Предназначение: универсальные токарные работы по металлу и дереву. Тип — универсал, среднего класса. Эксплуатируется малыми предприятиями, учебными заведениями, ремонтными мастерскими, токарями единоличниками для оказания услуг.
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом.
 Вибрация полностью отсутствует;
Вибрация полностью отсутствует; - Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках. Высокую точность обеспечивают специальные подшипники;
- Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
 Вибрация полностью отсутствует;
Вибрация полностью отсутствует;Специфика модели и технические характеристики
По сравнению с предыдущей моделью, которая выпускалась без значительных изменений более десяти лет, у токарно-винторезного станка 1А62 были улучшены следующие технические характеристики:
- скорость шпинделя повысилась на 300 об/мин (до 1200), а количество ступеней увеличилось до 21 при прямом вращении и до 12 — при обратном,
- установлен электродвигатель мощностью 7 киловатт,
- вместо плоского ремня главного привода используется клиноременная передача,
- применена более мощная фрикционная муфта,
- установлен механизм реверса для изменения направления подачи при резьбонарезании,
- усилена конструкция задней бабки,
- увеличен диаметр пиноли до 70 мм,
- добавлен электронасос для подачи СОЖ из резервуара, расположенного в задней ножке,
- система смазки орошением заменена на циркуляционную.
Существенным изменениям подверглись также и органы управления, что заметно повысило удобство работы станочника:
- для установки числа оборотов шпинделя используются три рукоятки: одна круговая (с диском с делениями) и две позиционные,
- ниже суппорта размещен лимб продольной подачи,
- новый быстродействующий поворотный резцедержатель позволяет одной рукой выполнять позиционирование на любой угол,
- коробка скоростей модернизирована в целях удобства управления (уменьшено количество рукояток).
Параметры
Основные размерные параметры станок 1А62 унаследовал от предыдущей модели, в том числе и максимальный диаметр обточки над суппортом в 210 мм. Основные технические характеристики станка приведены ниже.
Габариты обработки (мм):
- максимальный диаметр обточки над станиной — 400,
- максимальная длина обрабатываемой заготовки — 1500,
- диаметр проходного отверстия шпинделя — 36.
Шпиндель (об/мин):
- диапазон скоростей шпинделя — 12÷1200,
- реверсная скорость шпинделя — 18÷1520,
- конус шпинделя — М5.

Суппорт (мм):
- максимальный продольный ход — 1400,
- максимальное поперечный ход — 280,
- максимальный ход резцовых салазок — 110.
Пиноль задней бабки (мм):
- диаметр — 70,
- максимальный ход — 150,
- конус — М4.
На станке установлены два электродвигателя: системы СОЖ (0,125 кВт) и главного привода (7 кВт).
Подача
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
- Принудительно;
- Разбрызгиванием.
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
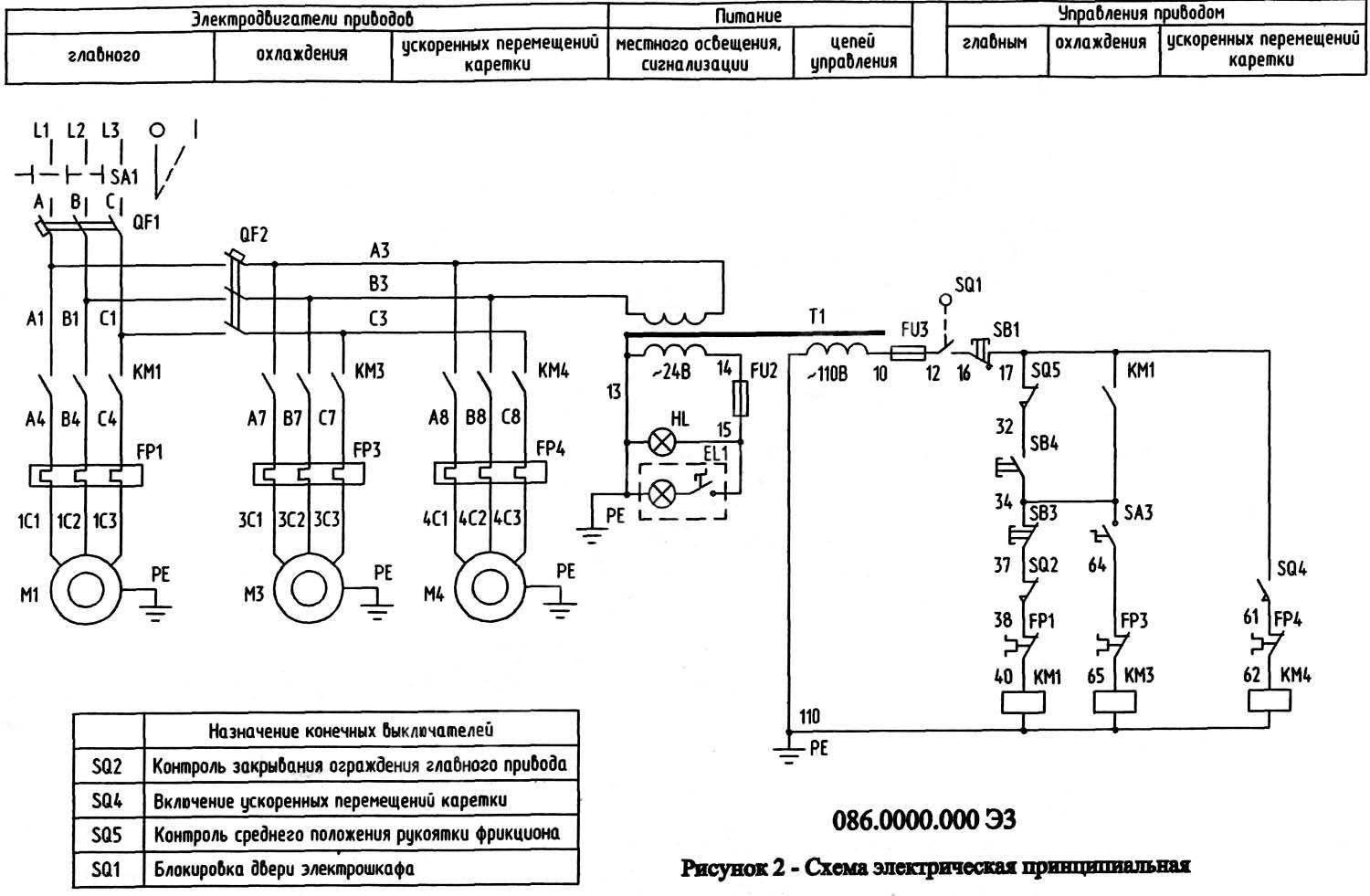
Электропривод и схема управления токарно-винторезного станка 1К62
В механических цехах машиностроительных заводов нашли широкое применение токарно-винторезные станки модели 1К62
, которые используются в условиях индивидуального и мелкосерийного производства.
Станок модели 1К62
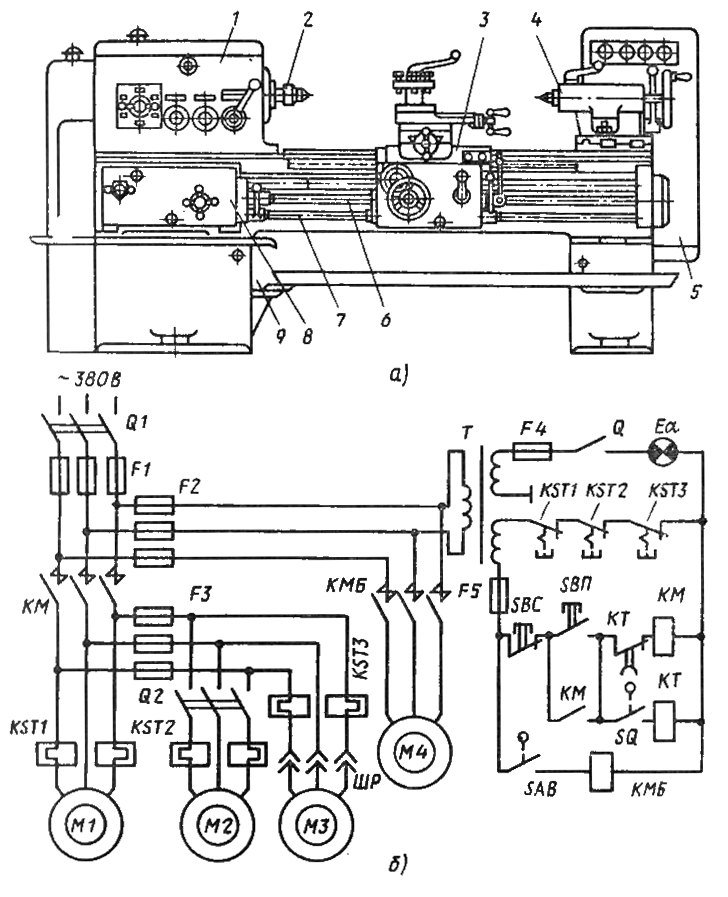
, общий вид которого показан на
рис. 8-2
, имеет следующие технические данные:
- наибольший диаметр изделия, установленного над станиной — 400мм;
- наибольший диаметр обрабатываемого прутка — 45мм;
- расстояние между центрами — 1000мм;
- число скоростей вращения шпинделя — 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10кВт при 1450 об/мин. Регулирование скорости вращения шпинделя производится переключением шестерен коробки скоростей с помощью рукояток 2 и 3 (см. рис.8-2
), изменение величин продольной и поперечной подач суппорта — переключением шестерен коробки подач рукоятками 14 и 15.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0кВт при 1410 об/мин. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодискового фрикциона, управляемого специальной муфтой, которая переключается рукоятками 9 и 12. Включение механической подачи суппорта в любом направлении производится одной рукояткой 6.
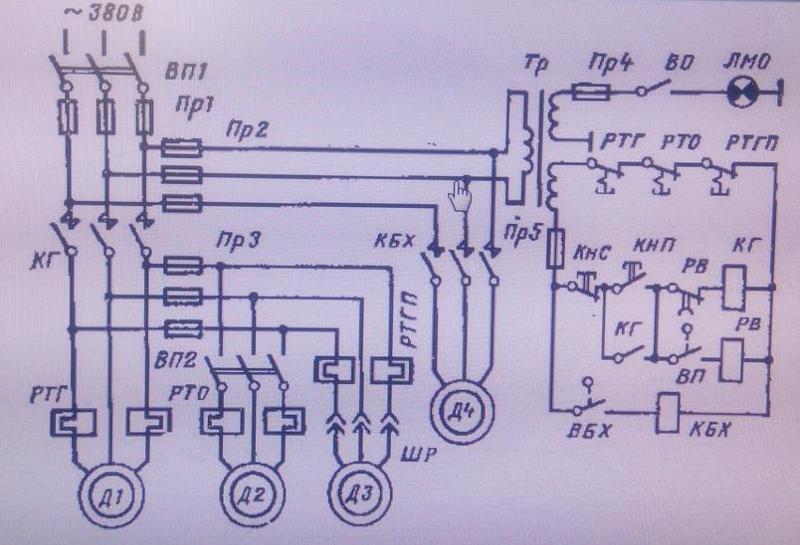
На рис. 8-5
представлена электрическая схема станка
1К62
. Кроме главного двигателя
ДГ
и двигателя быстрых ходов
ДБХ
, на схеме показаны двигатель насоса охлаждения
ДО
и двигатель гидроагрегата
ДГП
, присоединяемый через штепсельный разъем
ШП
в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя 1ВП
. Цепи управления получают питание через разделительный трансформатор
Тр
с вторичным напряжением 127В, что повышает надежность работы аппаратов управления (в частности, конечных выключателей и кнопок) и характерно вообще для большинства электросхем металлорежущих станков.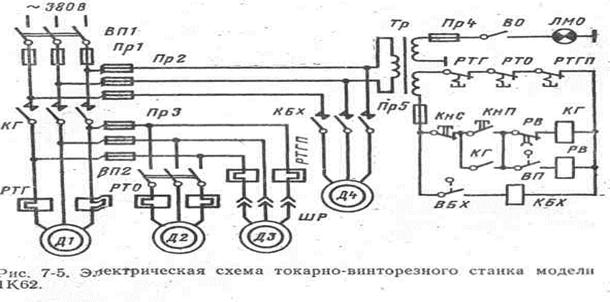
Пуск двигателя ДГ
производится нажатием кнопки
Пуск
, при этом включается контактор
Г
и главными контактами присоединяет статор двигателя к сети, а блок-контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель
2ВП
) и гидроагрегата.
Включение шпинделя производится поворотом вверх рукоятки управления фрикционом. При повороте этой рукоятки в среднее положение шпиндель станка отключается, одновременно нажимается путевой переключатель ПВ
и включается пневматическое реле времени
РВ
. Если пауза в работе превышает 3—8 мин, то контакт реле
РВ
размыкается и контактор
Г
теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением коэффициента мощности и уменьшает потери энергии. Если пауза мала, то реле
РВ
не успевает сработать и отключения двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ
, его контакт замыкает цепь катушки контактора
БХ
, который включает двигатель
ДБХ
. Возврат рукоятки в среднее положение приводит к отключению двигателя
ДБХ
.
Станок имеет местное освещение. Питание лампы ЛМО
производится напряжением 36В от отдельной обмотки трансформатора
Тр
. В цепи лампы находятся предохранитель
4П
и выключатель
ВО
. Иногда один из выводов низковольтной обмотки трансформатора
Тр
присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей ДГ
,
ДО
и
ДГП
от длительных перегрузок — тепловыми реле
РТГ
,
РТО
и
РТГП
; от коротких замыканий — соответствующими плавкими предохранителями.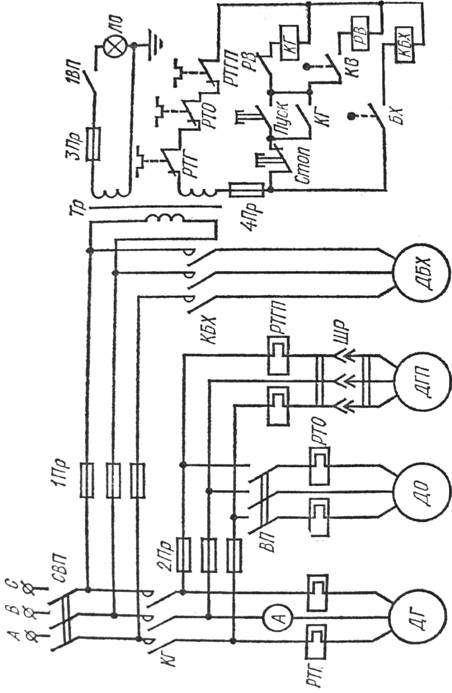 При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
Рис. 8-2 Основные узлы станка: станина 11, передняя (шпиндельная) бабка с коробкой скоростей и шпинделем 4, суппорт 5, задняя бабка 7, коробка передач 13, фартук 10 и шкаф с электрооборудованием 8.
Рис. 8-5 Электрическая схема 1К62
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
- Неподвижная;
- Подвижная.
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Общая информация и функциональность
Применяется станок модели 1К62Д часто в индивидуальных мастерских и на производствах небольших размеров. Эта разновидность токарной установки была разработана на базе зарекомендовавшего себя стандартного образца 1К62, его производительность и точность работы оценили многие мастера этого дела.
Токарный станок 1к62
Кроме стандартной модификации, выпускается несколько разновидностей установок, предназначенных для специализированных работ потребителей.
Токарный станок 1К62Д имеет уникальную конструкцию шпинделя, он устанавливается на подвижных подшипниках. Такая особенность позволяет обеспечить требуемую максимальную жесткость при одновременном поддержании точности обработки. Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Электропривод и схема управления токарно-винторезного станка 1К62 — Мегаобучалка
В механических цехах машиностроительных заводов нашли широкое применение токарно-винторезные станки модели 1К62, которые используются в условиях индивидуального и мелкосерийного производства.
Станок модели 1К62, общий вид которого показан на рис. 8-2, имеет следующие технические данные:
- наибольший диаметр изделия, установленного над станиной — 400мм;
- наибольший диаметр обрабатываемого прутка — 45мм;
- расстояние между центрами — 1000мм;
- число скоростей вращения шпинделя — 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10кВт при 1450 об/мин. Регулирование скорости вращения шпинделя производится переключением шестерен коробки скоростей с помощью рукояток 2 и 3 (см.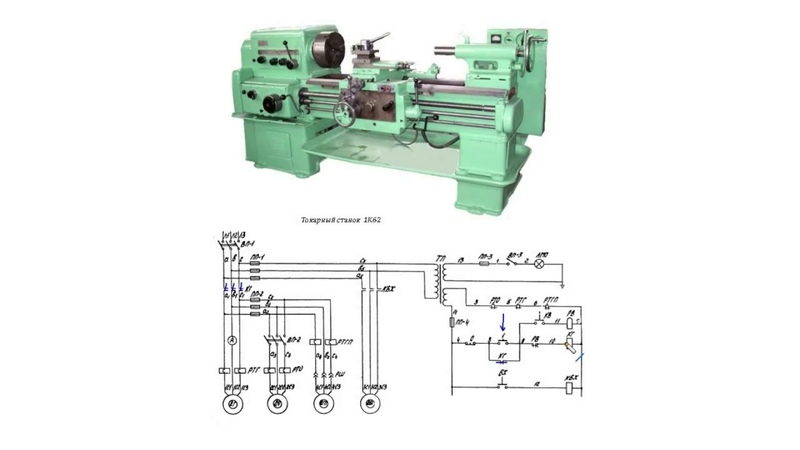 рис.8-2), изменение величин продольной и поперечной подач суппорта — переключением шестерен коробки подач рукоятками 14 и 15.
рис.8-2), изменение величин продольной и поперечной подач суппорта — переключением шестерен коробки подач рукоятками 14 и 15.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0кВт при 1410 об/мин. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодискового фрикциона, управляемого специальной муфтой, которая переключается рукоятками 9 и 12. Включение механической подачи суппорта в любом направлении производится одной рукояткой 6.
На рис. 8-5 представлена электрическая схема станка 1К62. Кроме главного двигателя ДГ и двигателя быстрых ходов ДБХ, на схеме показаны двигатель насоса охлаждения ДО и двигатель гидроагрегата ДГП, присоединяемый через штепсельный разъем ШП в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя 1ВП. Цепи управления получают питание через разделительный трансформатор Тр с вторичным напряжением 127В, что повышает надежность работы аппаратов управления (в частности, конечных выключателей и кнопок) и характерно вообще для большинства электросхем металлорежущих станков.
Пуск двигателя ДГ производится нажатием кнопки Пуск, при этом включается контактор Г и главными контактами присоединяет статор двигателя к сети, а блок-контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель 2ВП) и гидроагрегата.
Включение шпинделя производится поворотом вверх рукоятки управления фрикционом. При повороте этой рукоятки в среднее положение шпиндель станка отключается, одновременно нажимается путевой переключатель ПВ и включается пневматическое реле времени РВ. Если пауза в работе превышает 3—8 мин, то контакт реле РВ размыкается и контактор Г теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением коэффициента мощности и уменьшает потери энергии. Если пауза мала, то реле РВ не успевает сработать и отключения двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ.
При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ.
Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36В от отдельной обмотки трансформатора Тр. В цепи лампы находятся предохранитель 4П и выключатель ВО. Иногда один из выводов низковольтной обмотки трансформатора Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей ДГ, ДО и ДГП от длительных перегрузок — тепловыми реле РТГ, РТО и РТГП; от коротких замыканий — соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка.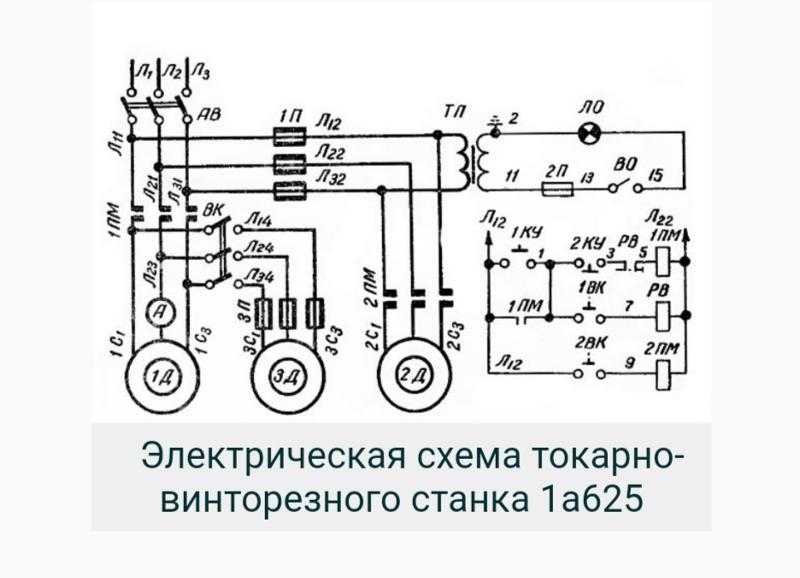 Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
Рис. 8-2
Основные узлы станка: станина 11, передняя (шпиндельная) бабка с коробкой скоростей и шпинделем 4, суппорт 5, задняя бабка 7, коробка передач 13, фартук 10 и шкаф с электрооборудованием 8.
Рис. 8-5
Электрическая схема 1К62
загрузок документации и программного обеспечения | БТР от Schneider Electric
Категория документа
3dСАПР, чертежи и кривые
4 954
стр.Каталоги и брошюры
10 161
стр.Оценка соответствия
2 559
предложениеСпецификации
9 270
box2Руководство по установке и эксплуатации
2 765
firmware_upgradeПрограммное обеспечение и встроенное ПО
313
action_print_previewРешения
252
стр.
Устойчивое развитие
7 803
action_settings1Техническая информация
17 604
earth_arrowОбучение, мероприятия и вебинары
42
media_videoВидео
30
open_bookБелые книги
221
3dСАПР, чертежи и кривые
4 954
страницаКаталоги и брошюры
10 161
стр.Оценка соответствия
2 559
котировкаСпецификации
9 270
box2Руководство по установке и эксплуатации
2 765
Посмотреть еще
3dСАПР, чертежи и кривые
4 954
страницаКаталоги и брошюры
10 161
стр.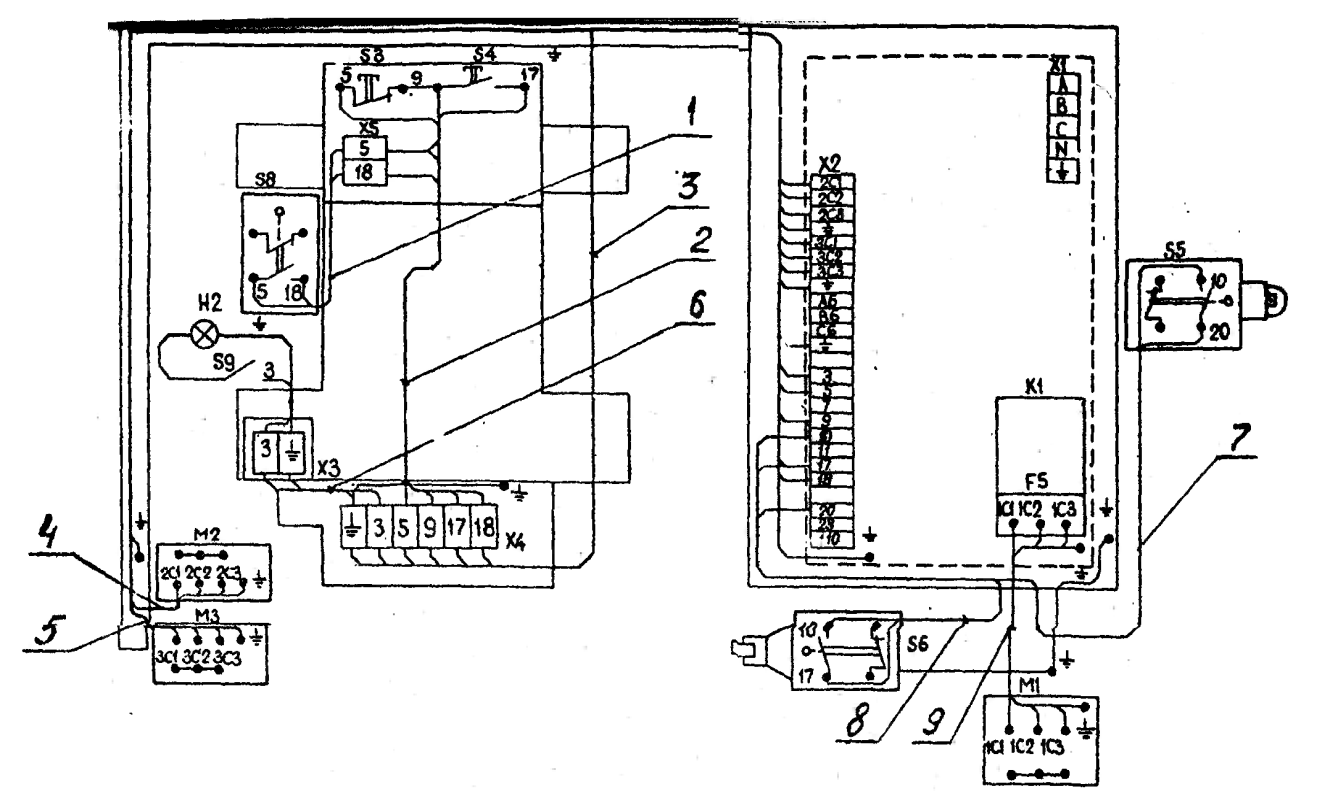
Оценка соответствия
2 559
котировкаСпецификации
9 270
box2Руководство по установке и эксплуатации
2 765
firmware_upgradeПрограммное обеспечение и микропрограмма
313
action_print_previewРешения
252
страницаУстойчивое развитие
7 803
action_settings1Техническая информация
17 604
earth_arrowОбучение, мероприятия и вебинары
42
media_videoВидео
30
open_bookБелые книги
221
Показать меньше
Схемы подключения | Бард Производство
Схемы подключения | Бард ПроизводствоПерейти к содержимому
- Цифровой каталог
- Инструкции по установке
- Руководства по запчастям
- Схемы подключения
- Брошюра Библиотека
- Видеотека
Ниже приведены ссылки на текущие электрические схемы продуктов Bard.