На что обратить внимание при выборе китайского электроэрозионного станка — Центр эрозионных технологий им. Лазаренко
Инструкция для желающих купить отличный электроэрозионный станок.
Содержание
- Отличия «одинаковых» станков серии DK77.. разных китайских заводов. 2014 год.
- Как практически выявить качество станков. Тест.
- Изменения в станках разных заводов 4 года спустя. 2018 год.
5. Подробно на примере о различиях станков по комплектации - 4 шага для грамотного выбора электроэрозионного станка
Часть 1.
Действительно, что надо знать покупая проволочно-вырезной электроэрозионный станок производства КНР? На первый взгляд, они ведь все одинаковы — DK77.., значит, надо брать у поставщика с наиболее низкой ценой. Видимо он самый честный — три шкуры не дерет. Однако, обо всем по порядку.
В 70-х годах, для преодоления отсталости от СССР и США, в КНР была принята госпрограмма по освоению электроэрозионных технологий и выпуску станков. При поддержке государства, развитие отрасли было настолько бурным, что сегодня в КНР электроэрозионные станки выпускают более 200 предприятий. Несмотря на это, абсолютно все проволочно-вырезные станки любого китайского производителя имеют маркировку DK 77.. Это особенно вводит в неосознанное заблуждение.
При поддержке государства, развитие отрасли было настолько бурным, что сегодня в КНР электроэрозионные станки выпускают более 200 предприятий. Несмотря на это, абсолютно все проволочно-вырезные станки любого китайского производителя имеют маркировку DK 77.. Это особенно вводит в неосознанное заблуждение.
Так, лежит к примеру у Заказчика на столе 3 коммерческих предложения от разных поставщиков. Заказчик не задумываясь, считает, что это одинаковые станки, — марка то совпадает — DK 7740. Сказывается стереотип. Все производственники сегодня, как правило, родом из СССР, где на все существовали ГОСТ и ТУ. Если покупался например токарный станок 16К20, то он был одинаковый от любого производителя, изготовленный строго по ГОСТу. И Заказчик покупает станок там, где ему дешевле.
Шаблон срабатывает и здесь. Три «одинаковых» станка DK 7740. Разумеется, выбор производится в пользу предложения с наименьшей ценой. Ничего не подозревая о разном качестве китайских станков и неудачно взяв оборудование устаревшей модели, Заказчик порой остается недовольным сделанным приобретением. Потом начинаются разговоры о плохом качестве китайских станков, надо было брать японский/швейцарский, пусть и в 7-10 раза дороже.
Потом начинаются разговоры о плохом качестве китайских станков, надо было брать японский/швейцарский, пусть и в 7-10 раза дороже.
Между тем, есть существенные отличия в «одинаковых» станках разных производителей (смотрите статью о качестве китайских станков). Все отличия видны, если приехать к поставщику в его демо зал и изготовить пробную деталь. При этом необходимо обратить особое внимание на производительность станка (методику см. ниже) и удобство работы. Различия и в программном обеспечении (Win 98 – английский и WinXP – русский), и по комплектующим, и по производительности обработки. На поставляемых нами станках генераторы, как правило, в 2-3 раза мощнее устаревших китайских станков с английским интерфейсом под управлением Win98. Для этого достаточно просто сравнить размеры силового трансформатора, открыв шкаф ЧПУ. Современное ПО станков с Win XP и управляющей программой, интегрированной с САПР, в корне меняет принципы базирования криволинейных и/или крупногабаритных деталей, с размерами более хода рабочего стола. Проведенные нами тесты показали, что наши станки способны резать в 3 раза быстрее японского станка Содик, что может оказаться решающим фактором на заготовительных операциях. При этом стоимость китайского станка в 7-10 раз ниже японского аналога. В итоге, совокупность перечисленных факторов влияет на производительность обработки и отсутствие простоя, и следовательно, на выполнение производственной программы. За это директор и платит деньги, не так ли? Организации, поработавшие на устаревших однопроходных станках, задумываются о необходимости модернизации оборудования. Многопроходные станки режут в два раза быстрее с лучшей предельной чистотой поверхности (Ra 1.2), тогда как однопроходные станки дают максимум Ra 1.7. С учетом данной информации, выгоднее сразу брать современные станки, тем более, что цена мало отличается от стоимости однопроходного станка, при том что УЦИ у нас уже в базовой комплектации.
Проведенные нами тесты показали, что наши станки способны резать в 3 раза быстрее японского станка Содик, что может оказаться решающим фактором на заготовительных операциях. При этом стоимость китайского станка в 7-10 раз ниже японского аналога. В итоге, совокупность перечисленных факторов влияет на производительность обработки и отсутствие простоя, и следовательно, на выполнение производственной программы. За это директор и платит деньги, не так ли? Организации, поработавшие на устаревших однопроходных станках, задумываются о необходимости модернизации оборудования. Многопроходные станки режут в два раза быстрее с лучшей предельной чистотой поверхности (Ra 1.2), тогда как однопроходные станки дают максимум Ra 1.7. С учетом данной информации, выгоднее сразу брать современные станки, тем более, что цена мало отличается от стоимости однопроходного станка, при том что УЦИ у нас уже в базовой комплектации.
Далее, с покупки станка все только начинается. Периодически к нам поступают письма от незадачливых покупателей электроэрозионных станков.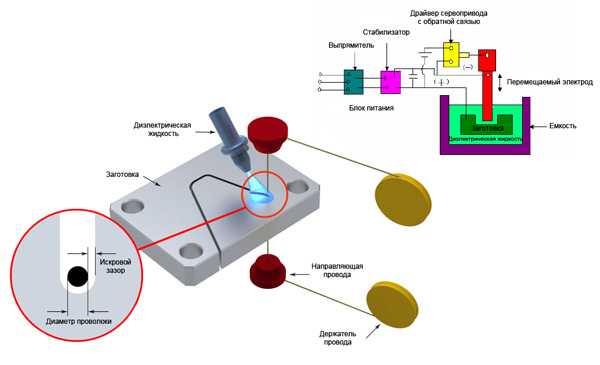 Удивительно, но некоторые Заказчики приобретают станки, особенно на электронных аукционах, без обучения и пуско-наладки, у случайных продавцов. Впоследствии, с ремонтом оборудования часто возникают затруднения.
Удивительно, но некоторые Заказчики приобретают станки, особенно на электронных аукционах, без обучения и пуско-наладки, у случайных продавцов. Впоследствии, с ремонтом оборудования часто возникают затруднения.
У нас комплексное обслуживание:
- поставка качественных станков из Китая (более подробную информацию Вы найдете в нашем технико-коммерческом предложении)
- пусконаладочные работы
- обучение
- снабжение всеми расходными материалами по самым конкурентным ценам в РФ
- ремонт поставляемых нами станков
Более того, мы выполняем заказы на электроэрозионных станках на нашем производственном участке, и поэтому с уверенностью предоставим Вам необходимое оборудование и услуги, позволяющих вам сосредоточиться исключительно на Ваших производственных задачах, даже если у вас нет службы главного механика и технолога.
Лидер авиадвигателестроения УМПО выбирает наши станки
Как практически выявить качество станков.
 Тест.
Тест.Приезжайте к нам, смотрите работу станка и многие вопросы снимутся. Возьмите с собой специалиста, который знаком с электроэрозионными станками или еще лучше, сам работал на них. Этот специалист безошибочно подскажет Вам лучший выбор по технике, он ведь на Вашей стороне. И если будет разница в 5-7% Вы сами решите серьезность этого аргумента, учитывая что годовая инфляция в стране порядка 10%Комплексная проверка качества станка заключается в сравнении скорости резки. Для этого из стали толщиной 20 мм вырезаете полосу размерами 400 х 100 мм. С помощью тисков устанавливаем деталь вертикально, моделируя таким образом толщину заготовки 400 мм. Режем участок длинной 50 мм и записываем время выполнения операции. То же самое, на аналогичной заготовке делаем на станке другого поставщика. Разница во времени реза покажет настоящую (а не на бумаге) мощность генератора и облегчит принятие решения.
Пробную работу мы сможем показать в демозале в Уфе. Для Вашего удобства есть возможность организовать демонстрацию станков в московском офисе.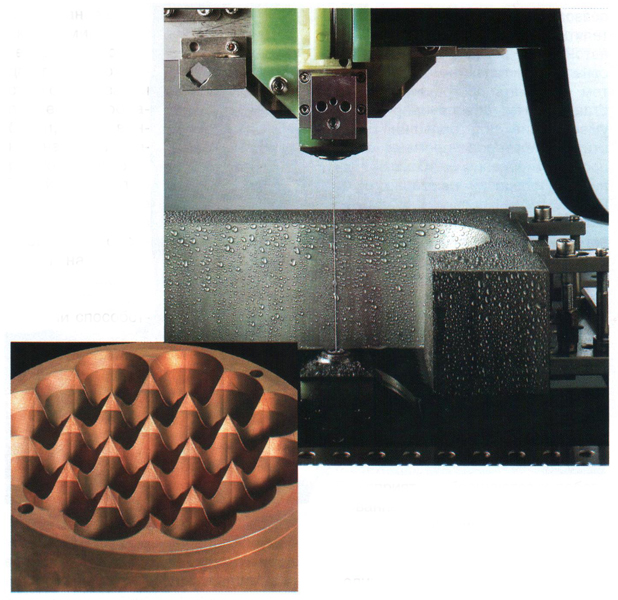 По запросу согласуем удобное время.
По запросу согласуем удобное время.
В КНР существует ряд производителей, которые заявляют, к примеру, станок DK 7740. Нормально режет толщины до 100 мм. Разрезание 400 мм им недоступно, хотя в паспорте написано 400 мм. Для этого требуется более мощный генератор, что удорожает станок. Видео резки образца при токе 10 Ампер.
В апреле 2021 г. мы опубликовали итоги экспериментальной работы, где исследовали максимальную скорость резания нашего станка детали толщиной 400 мм. Скорость резания составила 105 мм²/мин, время — 32 часа, площадь резания — 202 240 мм² до первой остановки станка. До обрыва проволоки станок проработал еще некоторое время. Подробный отчет с фото и видео можно посмотреть здесь.
Часть 2.
30 апреля 2018 г.
С момента написания первой части прошло 4 года. Во время пуско-наладочных работ (ПНР) у клиентов, мы иногда встречаем станки, изготовленные в Китае на других заводах. Для нас это возможность сравнить техническое исполнение станков. Отметим, что завозимые в РФ электроэрозионные станки хоть и незначительно, но все же улучшились. Так, например, станки чаще стали комплектовать компьютерами под управлением Win XP c программой обработки AutoCUT. Ранее это ПО в РФ было только у нас. Сегодня наши станки работают уже на Win 7. Рынок заставляет участников повышать уровень. Но все же ключевые узлы, определяющие точность и производительность оборудования, у большинства поставляемых в РФ станков, к сожалению, так и остались бюджетными в погоне поставщиков за максимальной прибылью. Рассмотрим различия в механике и электронике более подробно.
Для нас это возможность сравнить техническое исполнение станков. Отметим, что завозимые в РФ электроэрозионные станки хоть и незначительно, но все же улучшились. Так, например, станки чаще стали комплектовать компьютерами под управлением Win XP c программой обработки AutoCUT. Ранее это ПО в РФ было только у нас. Сегодня наши станки работают уже на Win 7. Рынок заставляет участников повышать уровень. Но все же ключевые узлы, определяющие точность и производительность оборудования, у большинства поставляемых в РФ станков, к сожалению, так и остались бюджетными в погоне поставщиков за максимальной прибылью. Рассмотрим различия в механике и электронике более подробно.
Сходу определить дешевые станки позволяет внешний вид. На фото ниже электроэрозионные станки производства трех разных китайских заводов. Наши станки — желтого цвета. Справа внизу видим — шкаф и станина разного цвета. Конечно, кооперация в Китае очень развита. Однако, подобная экономия на покраску в едином стиле, выдает дешевое оборудование. В Китае, как и везде, тоже есть предприимчивые менеджеры, которые когда-то работали на заводе, изучили отрасль и не желая более «работать на дядю», открывают свой бизнес — интернет магазин. Зная поставщиков, они покупают станину, шкаф, станцию СОЖ у разных поставщиков, ориентируясь в основном на цену пониже, вешают шильдики завода, который уже не существует и отправляют такие станки в Россию. Конечно же, стоимость подобного станка очень привлекательна в глазах неопытного, но «умного» покупателя, решившего самостоятельно купить станок напрямую без посредников. Но надо понимать, что такой «электроэрозионный конструктор» имеет разных «родителей», и получение консультаций, в лучшем случае, превращается в длинную цепочку коммуникаций покупателя с настоящими производителями. Поскольку китайский менеджер, имея в прошлом в основном опыт продаж, обычно недостаточно знаком с технологией электроэрозионной обработки, он плохо понимает, что и как Вы хотите обработать. Общение превращается в трудности перевода и глухой телефон.
В Китае, как и везде, тоже есть предприимчивые менеджеры, которые когда-то работали на заводе, изучили отрасль и не желая более «работать на дядю», открывают свой бизнес — интернет магазин. Зная поставщиков, они покупают станину, шкаф, станцию СОЖ у разных поставщиков, ориентируясь в основном на цену пониже, вешают шильдики завода, который уже не существует и отправляют такие станки в Россию. Конечно же, стоимость подобного станка очень привлекательна в глазах неопытного, но «умного» покупателя, решившего самостоятельно купить станок напрямую без посредников. Но надо понимать, что такой «электроэрозионный конструктор» имеет разных «родителей», и получение консультаций, в лучшем случае, превращается в длинную цепочку коммуникаций покупателя с настоящими производителями. Поскольку китайский менеджер, имея в прошлом в основном опыт продаж, обычно недостаточно знаком с технологией электроэрозионной обработки, он плохо понимает, что и как Вы хотите обработать. Общение превращается в трудности перевода и глухой телефон. И потом, этот менеджер ориентирован на прибыль, он уже получил деньги за станок, а далее заниматься муторной поддержкой с «некомпетентным русским» ему уже неинтересно и невыгодно. В итоге покупатель устает и начинает искать помощь в России.
И потом, этот менеджер ориентирован на прибыль, он уже получил деньги за станок, а далее заниматься муторной поддержкой с «некомпетентным русским» ему уже неинтересно и невыгодно. В итоге покупатель устает и начинает искать помощь в России.
Далее (на фото ниже) смотрим механику, направляющие и ШВП, те узлы, от которых прямо зависят первоначальная и долговременная точность станка.
Направляющие на наших станках (см.левую колонку) — оригинал Hiwin покупаются напрямую на заводе, хоть это и дорого (Яндекс дает 1 млн. результатов если набрать в поисковике «фальсификат hiwin»). Они и обеспечивают станку долговременную (до 10-15 лет) точность 0,012мм.
Справа на фото направляющие — рельсы с роликами, могут давать на этапе сдачи станка в эксплуатацию 0,03 мм, хотя в КП прописывают те же 0,012 мм. Именно это мы видели у клиента в Челябинской области. По итогам пуско-наладочных работ мы передаем станки по точности (пример смотрите здесь). Справа внизу видно как неаккуратно изготовлен сепаратор, что также говорит об уровне производства (это станок, окрашенный в белый цвет). На данных двух станках ролики просто лежат в канавках на стальных рельсах. При этом цеховая пыль из воздуха свободно проникает в рабочие полости, что отрицательно сказывается на точности, вызывая преждевременный износ. Кроме того, в направляющих HIWIN имеется штуцер для централизованной ежедневной подачи смазки. В случае с открытыми роликами вряд ли оператор будет утруждать себя ежедневной смазкой. Да и сложно добраться до роликов, когда стол закрыт металлическим обвесом. В итоге вездесущая абразивная пыль попадая в смазку, приводит к ускоренному износу и потере точности перемещения рабочего стола.
На данных двух станках ролики просто лежат в канавках на стальных рельсах. При этом цеховая пыль из воздуха свободно проникает в рабочие полости, что отрицательно сказывается на точности, вызывая преждевременный износ. Кроме того, в направляющих HIWIN имеется штуцер для централизованной ежедневной подачи смазки. В случае с открытыми роликами вряд ли оператор будет утруждать себя ежедневной смазкой. Да и сложно добраться до роликов, когда стол закрыт металлическим обвесом. В итоге вездесущая абразивная пыль попадая в смазку, приводит к ускоренному износу и потере точности перемещения рабочего стола.
Кстати, на наших станках, даже в эконом классе, используются оригинальные направляющие и ШВП HIWIN.
Цена нашего станка DK 7725 класса ЭКОНОМ составляет 14 000 USD. (на май 2018 г.)
Характеристики:
- Ход рабочего стола (mm) — 250×320
- Макс. скорость резки (mm²/min ) — 120
- Макс. высота заготовки (mm) — 400
- Точность обработки (mm) — 0,015
- Шероховатость поверхности (μm) — Ra<1.
 2
2
 2
2Стандартная комплектация
Многопроходная резка
Линейные направляющие Hiwin
ШВП Hiwin
УЦИ, оптические линейки с разрешением 0,005 мм
Операционная система Windows XP
Ввод программы осуществляется непосредственно из чертежа, разработанного в Autodesk AutoCAD.
Система ЧПУ: WIRECUT(AUTOCUT) — 4-х коорд.
Монитор: Экран: 17«
Запросите на рынке коммерческое предложение на DK 7725 с аналогичной комплектацией и сравните цену…
В нашей линейке станков есть еще 4 старших класса, в каждом производительность, точность и комплектация идут по нарастающей. Подробно характеристики и комплектация здесь.
Далее смотрим электронику. Слева желтый — это наш станок, количество плат в два раза выше по сравнению с двумя справа (более крупным планом начинку смотрите здесь). Стабильная и разнообразная форма электрических импульсов — непременное условие производительности станка.
- промышленный компьютер с твердотельным (SSD) быстрым и надежным накопителем против обычной персоналки справа с жестким диском (HDD).
- стабилизатор входного 380 В напряжения. С ним вся электроника работает в тепличных условиях, не реагируя на скачки напряжения от работающих рядом мощных потребителей энергии типа обрабатывающих центров.
- три входных трансформатора (380 В) обеспечивают развязку силовых и управляющих цепей, для той же стабильности прожигающих импульсов.
- надежная автоматика немецкого бренда Шнайдер против китайской.

Оптические линейки с разрешением 1 мкм на нашем станке против 5 мкм позволяют более точно позиционировать деталь.
Натяжитель проволоки улучшает шероховатость обрабатываемой поверхности за счет снижения поперечных колебаний проволоки.
Ну и наконец, качество шрифта на шкафе ЧПУ (справа) кустарное, границы букв размытые. Внизу в амперметре рукой написаны символы. Хороший поставщик стремится к совершенству во всем.
Конечно, это только те различия, которые можно выявить осмотром станков.
Настоящая разница становится понятна, когда работаешь и на наших, и на других станках. Например, клиент из Питера, эксплуатируя оба станка, повторный заказ сделал уже в пользу нашего станка. Клиент из Челябинской области, где мы осмотрели синий станок, также говорит о явном преимуществе наших станков, купив второй у нас, а не у первого поставщика. Два года ранее мы им проводили модернизацию, заменив стойку ЧПУ, поэтому с нашим оборудованием они уже были знакомы….
Например, клиент из Питера, эксплуатируя оба станка, повторный заказ сделал уже в пользу нашего станка. Клиент из Челябинской области, где мы осмотрели синий станок, также говорит о явном преимуществе наших станков, купив второй у нас, а не у первого поставщика. Два года ранее мы им проводили модернизацию, заменив стойку ЧПУ, поэтому с нашим оборудованием они уже были знакомы….
В будущей части обзора мы проверим станки разных заводов на долговременную точность. Наш станок, на котором мы провели испытание через 2,5 года эксплуатации, сохранил паспортную точность.
Выбирая станок:
- Запрашивайте у поставщика фото направляющих и внутренностей шкафа. Характеристики обычно указывают стандартные для этого типа станков. А вот реальные ли они, это уже вопрос, который вам предстоит выяснить, чтобы не купить станок низкого качества.
- Проводите пробную обработку на территории поставщика. Многое прояснится. У Toyota этот принцип звучит так: чтобы разобраться в ситуации, надо увидеть всё своими глазами. (Принцип 12. Дао Toyota).
- В договоре фиксируйте подробную комплектацию и характеристики.
- Предусматривайте приемку станка по характеристикам, прописанным в договоре. А именно: точность, производительность, шероховатость, размеры зоны обработки.
 (Принцип 12. Дао Toyota).
(Принцип 12. Дао Toyota).Иначе, что вы предъявите поставщику, когда некондиционный станок уже привезут к вам в цех?
Выполнение этих четырех условий поможет вам получить станок, который прослужит 10-15 лет без потери точности, и не купиться на станки низового сегмента, которые теряют точность через пару лет и в самом Китае стоят на 30-60 процентов ниже станков средней ценовой категории.
В апреле 2019 года нам представилась возможность в ходе работ по продлению гарантии проверить 3 станка, приобретенных осенью 2016 — зимой 2017 гг.
Точность 3-х электроэрозионных станков после 10,8-12,8 тыс.часов наработки, что эквивалентно 6,5 годам эксплуатации, составила 0,010-0,022 мм при паспортной точности 0,012 мм.
С отчетом, утвержденным клиентом, можно ознакомиться по ссылке.
Подробнее о трех группах по качеству станков можно почитать здесь.
PS. Наш китайский друг говорит, что конфуцианство не поощряет высказываться о недостатках продукции других поставщиков. Однако, мы сделали исключение, т.к. нам важно скорейшее развитие промышленности нашего Отечества. Мы за то, чтобы наши люди работали на лучших станках. И судя по тому, что среди наших клиентов есть повторные заказы, производственники довольны качеством станков.
Получить коммерческое предложение
Электроэрозионный проволочно-вырезной станок DK7720 – АлеКо
Перейти к содержимому
Описание станка
Проволочно вырезной станок DK7720 предназначен для изготовления инструмента, оснастки, различного рода пресс форм, штампов и других изделий из токопроводящих материалов разной твердости. Станок оснащен системой ЧПУ на базе компьютера в промышленном исполнении и генератором технологического тока. Точность обработки ±0.015 мм. Станок может комплектоваться двумя типами ЧПУ: многопроходный – чистота обработки до Ra 0.8, производительность 180 мм²/мин и однопроходный – чистота обработки Ra 2.5, производительность 100 мм²/мин. В качестве электрода используется молибденовая проволока. В качестве диэлектрика используется вода с добавлением специального концентрата.
Точность обработки ±0.015 мм. Станок может комплектоваться двумя типами ЧПУ: многопроходный – чистота обработки до Ra 0.8, производительность 180 мм²/мин и однопроходный – чистота обработки Ra 2.5, производительность 100 мм²/мин. В качестве электрода используется молибденовая проволока. В качестве диэлектрика используется вода с добавлением специального концентрата.
- Комплектация
- Технические характеристики
- Дополнительная информация
- Система ЧПУ
Стандартная комплектация
- Регулируемые опоры
- Защита от разбрызгивания СОЖ
- Устройство для натяжения проволоки
- Натяжной ролик
- Оптические линейки (УЦИ)
- Централизованная система смазки
- Инструкция
Дополнительная комплектация
- Прецизионные фильеры
- Насос СОЖ высокого давления
| Технические данные | Значение |
| Размер стола | 420×270мм |
| Перемещение по осям | 250×200мм |
| Максимальная высота заготовки | 300мм |
| Максимальный вес заготовки | 150кг |
| Угол наклона проволоки | ±6°/80 |
| Точность позиционирования | 0,001мм |
| Точность обработки | 0,015мм |
| Наилучшая шероховатость | 0,8 Ra многопроходный 2,5 Ra однопроходный |
| Допустимые диаметры проволоки | 0. 1-0.22мм 1-0.22мм |
| Скорость проволоки | 5-11,5м/с |
| Габаритные размеры станка | 1500×1000×1700мм |
| Потребляемая мощность | ≤2.5кВт |
| Вес | 900кг |
| Технические данные генератора | Однопро-ходный | Многопро-ходный |
| Максимальная скорость реза | 100 мм²/мин | 160 мм²/мин |
| Скорость стабильно обработки(резки) | 60 мм²/мин | 100 мм²/мин |
| Наилучшая шероховатость | 2.5 Ra | 0.8 Ra |
| Максимальный ток обработки | 6 A | 8 A |
| Максимальный ток короткого замыкания | 8 A | 10 A |
| Мощность генератора | 1.2 кВт | 1.6 кВт |
| Управление скоростью проволочного барабана | есть | |
| Ширина импульса настройка | по 7 значениям | |
| Соотношение интервала импульсов и ширины импульса (Toff/Ton) | по 11 значениям | |
| Мощность может изменяться | по 7 значениям | |
| Габаритные размеры шкафа управления | 700×700 ×1800мм | |
| Вес | 100мм | |
Система управления AutoCut WEDM состоит из программного обеспечения системы (CAD и CAM), платы управления движением по 4 осям, платы генератора высокой частоты. Программное обеспечение системы AutoCut включает в себя модуль AutoCAD WEDM.Пользователь использует CAD для построения контуров в соответствии с чертежом и задает WEDM методы для графики CAD, создает данные для двухмерной или трехмерной обработки и выполняет изготовление детали. Во время обработки система может управлять скоростью мотора, параметрами тока и т.д.
Программное обеспечение системы AutoCut включает в себя модуль AutoCAD WEDM.Пользователь использует CAD для построения контуров в соответствии с чертежом и задает WEDM методы для графики CAD, создает данные для двухмерной или трехмерной обработки и выполняет изготовление детали. Во время обработки система может управлять скоростью мотора, параметрами тока и т.д.
В число функций системы входит автоматическое управление скоростью резания, отображение положения проволоки во время обработки, предварительный просмотр обработки, и др. При этом она способна обеспечить защиту от любых типов непредвиденных ситуаций (обрыв, выключение питания, остановка системы, и т.п.).
Электроэрозионная обработка (EDM) | Современный механический цех
Электроэрозионная обработка, или электроэрозионная обработка, позволяет обрабатывать сложные формы из твердых материалов. Процесс включает в себя электрод и заготовку, погруженные в диэлектрическую жидкость. Электрический ток течет между заготовкой и электродом, неоднократно создавая крошечные зоны плазмы, которые мгновенно расплавляют и удаляют материал. Электрод в электроэрозионной обработке принимает различные формы. Электроэрозионные станки используют для резки тонкую проволоку. Электроэрозионные станки Ram, или «штамповочные грузила», используют электроды, изготовленные на заказ в виде трехмерных форм. Процесс EDM создает полость в части, которая является противоположной или охватывающей версией формы «папа» электрода. Подобно электроэрозионному станку с поршнем, это электроэрозионный станок с маленькими отверстиями, или «выталкиватель отверстий». На этом станке электрод представляет собой цилиндр, используемый для обработки отверстия.
Электрический ток течет между заготовкой и электродом, неоднократно создавая крошечные зоны плазмы, которые мгновенно расплавляют и удаляют материал. Электрод в электроэрозионной обработке принимает различные формы. Электроэрозионные станки используют для резки тонкую проволоку. Электроэрозионные станки Ram, или «штамповочные грузила», используют электроды, изготовленные на заказ в виде трехмерных форм. Процесс EDM создает полость в части, которая является противоположной или охватывающей версией формы «папа» электрода. Подобно электроэрозионному станку с поршнем, это электроэрозионный станок с маленькими отверстиями, или «выталкиватель отверстий». На этом станке электрод представляет собой цилиндр, используемый для обработки отверстия.
Внутри процесса электроэрозионной обработки Sinker, по одной искре за раз
Успешные электроэрозионные электроэрозионные операции основаны на понимании взаимосвязи между каждой отдельной искрой, электродом и заготовкой.
EDM: основное чтение
Покупка проволочного электроэрозионного станка, часть 4: диэлектрическая жидкость и техническое обслуживание
Удаление микроскопических частиц, образовавшихся в процессе электроэрозионной резки, становится ключевым фактором для максимального увеличения скорости резки, а также для достижения точности деталей и чистоты поверхности. Диэлектрическая жидкость является механизмом смывания этих «чипов».
Покупка проволочного электроэрозионного станка, часть 3: скорость, точность и отделка
На какую отделку поверхности может рассчитывать покупатель проволочного электроэрозионного станка с использованием современных технологий?
Покупка проволочного электроэрозионного станка, часть 2: соображения о проволоке
Каждый тип электроэрозионной проволоки имеет свои сильные и слабые стороны.![]() В этом посте рассматриваются типы проволоки, важность прочности на растяжение и повторная заправка проволоки.
В этом посте рассматриваются типы проволоки, важность прочности на растяжение и повторная заправка проволоки.
Покупка проволочного электроэрозионного станка, часть 1: как это работает
Проволочные электроэрозионные станки могут вырезать детали, требующие уровня точности, сложности и чистовой обработки поверхности, которых невозможно достичь с помощью традиционных методов обработки. Вот как это работает.
Возможности электроэрозионного станка
Варианты датчиков для оборудования электроэрозионной обработки варьируются от простых до сложных. Вот варианты для проволоки, грузила и сверления отверстий EDM.
ПОСЛЕДНИЕ новости и обновления EDM ПОСМОТРЕТЬ ВСЕ СТАТЬИ EDM
YCM Technology представляет новый электроэрозионный станок Sinker
Сеть EDM представляет электроэрозионные станки Fast Wire для металлических деталей, напечатанных на 3D-принтере
Электродальномеры Sinker от MC Machinery оснащены адаптивным управлением AI
Станок для электроэрозионной обработки с ЧПУ Belmont поддерживает автоматическую обработку
Электроэрозионная дрель с малым отверстием и автоматизацией
Sodick добавляет функции для сокращения потребления электроэрозионной проволоки
Проводной электроэрозионный станок с высокой точностью, интеллектуальным интерфейсом и сервисной поддержкой
GF Machining Solutions дебютирует с Automation-Forward EDM
Новый пятиосевой фрезерный станок, горизонтальный электроэрозионный электроэрозионный станок для медицины
Сеть EDM демонстрирует новую серию Fast Wire EDM
Быстрое удаление металлических деталей с помощью нового EDM от EDM Network Inc.
Пять напоминаний по обработке графита
ПОСМОТРЕТЬ ВСЕ СТАТЬИ ЭДМ
Часто задаваемые вопросы: EDM
Что такое электроэрозионная обработка?
Электроэрозионная обработка, или электроэрозионная обработка, представляет собой бесконтактный процесс, с помощью которого можно обрабатывать детали независимо от их твердости. Он включает в себя помещение электрода или проволоки и электропроводящей заготовки в циркулирующую диэлектрическую жидкость. Жидкость действует как изолятор до тех пор, пока определенный разрядник и напряжение не ионизируют ее и не позволят искре пройти к заготовке.
Используя ЧПУ, оператор перемещает электрод или проволоку по мере необходимости и быстро включает и выключает ток. Это обеспечивает смывание расплавленного материала (часто называемого «стружкой») с заготовки.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Какие существуют два типа электроэрозионных станков?
Что такое грузило электроэрозионное?
Sinker EDM использует электрод в качестве «режущего» инструмента, при этом форма электрода служит зеркальным, немного уменьшенным изображением готовой формы, которую он создаст в заготовке. Электрод производит одну искру за раз, но частота тока означает, что инструмент может производить от 500 до 30 000 искр в секунду.
Электроды для электроэрозионной обработки грузил обычно изготавливаются из меди или графита.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Что такое проволочный электроэрозионный станок?
Электроэрозионный электроэрозионный станок подает прядь проволоки с катушки подачи на заготовку через систему подачи проволоки. Проволока питается электрическими контактами и проходит через заготовку с определенной скоростью, определяемой выполняемой операцией. Поток или ванна с деионизированной водой окружает провод, и по длине провода непрерывно испускаются искры. Ролики прижимают проволоку и обеспечивают ее натяжение, а направляющие над и под заготовкой позиционируют проволоку на ее пути, помогая придать заготовке сложные формы.
Поток или ванна с деионизированной водой окружает провод, и по длине провода непрерывно испускаются искры. Ролики прижимают проволоку и обеспечивают ее натяжение, а направляющие над и под заготовкой позиционируют проволоку на ее пути, помогая придать заготовке сложные формы.
Проволока, используемая в этом процессе, обычно имеет диаметр от 0,010 до 0,012 дюйма, а более тонкая проволока — от 0,001 до 0,004 дюйма. Материал проводов также оказывает большое влияние на успех операции, поскольку жесткие провода, имеющие недостаточную прочность на растяжение для операции, могут сломаться при внезапном ударе. Более мягкие проволоки более предпочтительны для операций резки с большим конусом.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Что такое стружка?
В процессе электроэрозионной обработки оператор перемещает электрод или проволоку по мере необходимости и быстро включает и выключает ток. Это обеспечивает смывание расплавленного материала (часто называемого «стружкой» или «стружкой»), удаляемого с заготовки.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Поставщики электроэрозионных станков
Сузить по категории EDM
- Фильтрующее оборудование и расходные материалы EDM
- Электроэрозионный инструмент
- Электроэрозионный станок, с ЧПУ
- Электроэрозионный станок, плунжерного типа (утопление под давлением) с ручным управлением
- EDM, маленькое отверстие
- EDM, проводного типа
- Электродные материалы, электроэрозионная проволока и расходные материалы
Инвестиции в технологии обработки способствовали росту и диверсификации Reich Tool & Design..jpg) Теперь гибкая автоматизация позволяет цеху получать больше от своих машин, несмотря на нехватку квалифицированных рабочих.
Теперь гибкая автоматизация позволяет цеху получать больше от своих машин, несмотря на нехватку квалифицированных рабочих.
#топшопы
Юлия Хайдер Старший редактор, Современный механический цех
MC Machinery продемонстрирует электроэрозионные станки и многое другое
Eastec 2021: MC Machinery представит два электроэрозионных станка, пятиосевой VMC и другие на стенде 1426.
Обработка 101: что такое электроэрозионная обработка?
Электроэрозионная обработка, или электроэрозионная обработка, представляет собой бесконтактную форму обработки, при которой искры от электрода или проволоки испаряются для испарения материала любой твердости.
#Основы
Методы Станки Добавляет новые модели FANUC EDM
Компания Methods Machine Tools Inc. добавила новое поколение станков FANUC RoboCut к своей линейке продуктов для электроэрозионной обработки проволоки (EDM).
Новые обрабатывающие центры улучшают рабочий процесс изготовления пресс-форм
Компания Westminster Tool изменила рабочий процесс в своем отделе изготовления пресс-форм, включив в него высокоскоростную пятиосевую обработку, что позволило сократить время выполнения заказа и уменьшить потребность в проволочной электроэрозионной обработке.
#кейс
Mitsui Seiki устанавливает первую машину Blue Arc
Компания Mitsui Seiki установила, по ее словам, первый станок с технологией Blue Arc. Blue Arc использует событие многоточечного разряда для удаления материала, тогда как EDM использует одноточечный разряд.
Blue Arc использует событие многоточечного разряда для удаления материала, тогда как EDM использует одноточечный разряд.
Генераторы эрозии Anca EDG3 и SparX сокращают время цикла
Станок Anca Electro Discharge Grinding 3 с генератором эрозии SparX от Anca Motion использует множество технических инноваций для сохранения геометрии и сокращения времени цикла PCD на 50%.
Просмотреть все статьи об электронной танцевальной музыке
▷ Проволочный электроэрозионный станок б/у
- Домашняя страница
- Все машины
- Металл
- EDM (электроэрозионная обработка)
- Проволочные электроэрозионные станки
Сортировать по: Актуальность
Показать на карте Посмотреть
Сербия, 35000 Jagodina
Agie Agiecut 350 HSS CE Wire EDM Machine
Wire EDM Машины
1997 • 2500 кг • 4000 x 4500 x 3000 мм
Соединенное Королев0003
Agie Agiecut Challenge 2 EDM.
 Электроэрозионные станки
Электроэрозионные станкиГод выпуска: неизвестен • 500 кг • 900 x 700 x 2000 мм
Сербия, 35000 Ягодина
MATRA FANUC TAPE CUT MATE Электроэрозионный станок
Wire EDM Machines
1987 • 2,000 kg • 2,100 x 1,070 x 1,700 mm
Serbia, 35000 Jagodina
NASSOVIA KRUPP FE 105 I EDM machine
Wire EDM Machines
1966 • 1,000 kg • 2,500 x 2,200 x 1,500 мм
Германия, 99610 Sömmerda
AGIE AC Progress VP2 Проволочно-эрозионный станок
Проволочно-эрозионный станок
2013 • 4 200 кг • 1 700 x 2 100 x 2 400 мм
Германия, 99610 Sömmerda
Agie AC Progress VP4 Machine
Wire EDM Машины
2013 • 8000 кг • 2 900 x 3,050 x 2900 мм
Германия, 99610 Shmmerda
9003 9000 3 9003 9000 3 9003 9000 3 9003 9000 3 9003 9000 3 9003 9000 3 9003 9000. 9018. Электроэрозионные станки
9018. Электроэрозионные станки2012 • 6000 кг • 2000 x 2300 x 2700 мм
Венгрия, 1103 Будапешт
AGIE CHARMILLES CUT 20 Wire EDM Machine
Станки для проволочной электроэрозионной обработки
2007 • 3 000 кг • 2 800 x 2 400 x 2 400 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые элементы по электронной почте.
Текущий поиск успешно подписан
Подпишитесь на поиск
Германия, 73235 Weilheim Teck
MITSUBISHI BA 24 Wire EDM Machine
Wire EDM Machines
2009 • 3 590 кг • 2 590 кг00 x 2700 x 2100 мм
Германия, 86732 Oettingen
Mitsubishi FA 10 S Machine
MACHINES
TIP
2004 • 2 310 KG • 2 080 x 1,9802 930177777777777777777777777777777777777777777777777777777777777777777777777777. 70007777777777777777777777777777777777777777777777777777777777777777777. 93018 9000 2 9000 2 9000 2 9000. SODICK A 500 Wire EDM Machine
93018 9000 2 9000 2 9000 2 9000. SODICK A 500 Wire EDM Machine
Wire EDM Machines
Top lot
1992 • 3 500 кг • 2 300 x 2 800 x 2 300 мм
Италия, 10060 Ролетто (TO)
Фильтр для воды проволочного электроэрозионного станка ONA PRIMA E-400
Проволочный электроэрозионный станок
Год выпуска: неизвестно • 150 кг • 1200 x 1000 x 1000 мм • Требуется кредитная карта
Германия, 42657 Золинген
– SODICK0 600 Проволочный электроэрозионный станок
Проволочный электроэрозионный станок
Год выпуска: неизвестно • 3 500 кг • 3 300 x 2 500 x 2 600 мм
Германия, 73450 Нересхайм
MAHO HS 300W CNC Spark Erosion Machine
Wire EDM Машины
Совет
Год производства: неизвестно • 1 500 кг • 1250 x 1100 x 2100 мм
Проданный
Agicut Agicut Classic 3-wear Machine 9018
Agie Agicut Classic 3 Wied Mahing Machate Mabeira Lra
Agie Agicut 3 Wied Machate EDM926
. Машины 1997 • 3460 кг • 2300 x 1904 x 2220 мм • Требуется кредитная карта
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые элементы по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
- Определение: Электроэрозионные станки
- “Электроэрозионный станок”
- Креативный снос с помощью искр
- Снятие проволоки
- Производственный процесс
- Поставщики электроэрозионных станков
Проволочные электроэрозионные станки с ЧПУ вырезают контуры в заготовку тонким проволочным электродом на основе искровой эрозии . Преимущество проволочного электроэрозионного станка заключается в превосходных качество резки в сочетании с высоким качеством поверхности . Поскольку каждую ось можно точно контролировать, возможны сложные формы и наименьшие радиусы. Проволочные электроэрозионные станки также помогают, когда процессы резки достигают своих пределов, например, при работе с карбидом . Surplex предлагает бывшее в употреблении оборудование для электроэрозионной обработки (электроэрозионной обработки) ведущих мировых производителей. К ним относятся первоклассные проволочные электроэрозионные станки от AGIE CHARMILLES (Agiecut, Robofil), SODICK, FANUC и MITSUBISHI, также с большим расстоянием перемещения и высоким максимальным весом заготовки.
Проволочный электроэрозионный станок — это промышленный станок, который используется для резки высокоточных форм и конструкций на металлические пластины. Из них изготавливают литьевые и пресс-формы, профили и штампы. Без проволочных электроэрозионных станков массовое производство в области формовки металла и пластмассовых изделий было бы невозможно.
- Используется для резки высокоточных форм и конструкций
- Извлечение материала из заготовки с помощью проволоки и сильного тока
- Эксплуатация электроэрозионного станка должна проводиться только специалистами.
Качество Выгодные предложения Индивидуально
С момента изобретения электричества известно, что искры могут оставлять следы на металлических поверхностях. Режущее действие электрической дуги было впервые подробно исследовано только в 1770 году британским ученым Джозефом Пристли. Идея найти ему практическое применение возникла более 170 лет спустя. Два брата из России, Б.Р. и Н.И. Лазаренко исследовал электроразряд как новый метод обработки металлических поверхностей. Они открыли технологическую основу для дальнейшего использования. В 1969 на рынке появился первый станок для проволочной электроэрозионной обработки, и с тех пор он входит в стандартную комплектацию промышленных парков и производителей инструментов
ONA Станок для электроэрозионной обработки проволоки в эксплуатации
Эрозия практически противоположна наплавке. Вместо того, чтобы накладывать кусок материала на данную заготовку, материал вынимается из заготовки с помощью проволоки и сильного тока. Удаление материала происходит путем электрического испарения в небольшом пространстве. Несмотря на то, что это вызывает много видимых искр, они не окажут повреждающего воздействия на поверхность заготовки. Проволока и заготовка заряжаются по-разному. Удаление материала всегда будет происходить там, где имеется наименьшее пространство между анодом и катодом. Так изготавливаются высокоточные контуры. Во избежание ожогов проволоки и заготовки процесс эрозии происходит в проводящей жидкой среде. Производство эрозионных заготовок может выполняться только рабочими, прошедшими несколько лет обучения или обширным внутренним образованием или опытом. Операция 9Электроэрозионный станок 0360 должен проводиться только специалистами.
Бесконечная проволока может быть закреплена на 5-осевой головке, которая используется для электроэрозионной обработки очень сложных форм. Сложные и технически сложные продукты могут быть изготовлены в ходе массового производства с использованием этого процесса. Несмотря на высокий уровень сложности и высокие требования к обучению, в отношении изготовления инструментов проволочные электроэрозионные станки более эффективны, чем фрезерные станки с ЧПУ. Это особенно верно, поскольку процесс эрозии осуществляется бесконтактно. Обрабатывающие инструменты не изнашиваются, за исключением режущей проволоки. Из-за бесконтактного процесса обрабатываемость заготовки зависит от ее собственных характеристик материала, особенно от его твердости.
Наиболее известными производителями являются FANUC, CHARMILLES, MITSUBISHI или AGIE.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар.
 Машины
Машины Проволочные электроэрозионные станки также помогают, когда процессы резки достигают своих пределов, например, при работе с карбидом . Surplex предлагает бывшее в употреблении оборудование для электроэрозионной обработки (электроэрозионной обработки) ведущих мировых производителей. К ним относятся первоклассные проволочные электроэрозионные станки от AGIE CHARMILLES (Agiecut, Robofil), SODICK, FANUC и MITSUBISHI, также с большим расстоянием перемещения и высоким максимальным весом заготовки.
Проволочные электроэрозионные станки также помогают, когда процессы резки достигают своих пределов, например, при работе с карбидом . Surplex предлагает бывшее в употреблении оборудование для электроэрозионной обработки (электроэрозионной обработки) ведущих мировых производителей. К ним относятся первоклассные проволочные электроэрозионные станки от AGIE CHARMILLES (Agiecut, Robofil), SODICK, FANUC и MITSUBISHI, также с большим расстоянием перемещения и высоким максимальным весом заготовки.
 Удаление материала происходит путем электрического испарения в небольшом пространстве. Несмотря на то, что это вызывает много видимых искр, они не окажут повреждающего воздействия на поверхность заготовки. Проволока и заготовка заряжаются по-разному. Удаление материала всегда будет происходить там, где имеется наименьшее пространство между анодом и катодом. Так изготавливаются высокоточные контуры. Во избежание ожогов проволоки и заготовки процесс эрозии происходит в проводящей жидкой среде. Производство эрозионных заготовок может выполняться только рабочими, прошедшими несколько лет обучения или обширным внутренним образованием или опытом. Операция 9Электроэрозионный станок 0360 должен проводиться только специалистами.
Удаление материала происходит путем электрического испарения в небольшом пространстве. Несмотря на то, что это вызывает много видимых искр, они не окажут повреждающего воздействия на поверхность заготовки. Проволока и заготовка заряжаются по-разному. Удаление материала всегда будет происходить там, где имеется наименьшее пространство между анодом и катодом. Так изготавливаются высокоточные контуры. Во избежание ожогов проволоки и заготовки процесс эрозии происходит в проводящей жидкой среде. Производство эрозионных заготовок может выполняться только рабочими, прошедшими несколько лет обучения или обширным внутренним образованием или опытом. Операция 9Электроэрозионный станок 0360 должен проводиться только специалистами. Несмотря на высокий уровень сложности и высокие требования к обучению, в отношении изготовления инструментов проволочные электроэрозионные станки более эффективны, чем фрезерные станки с ЧПУ. Это особенно верно, поскольку процесс эрозии осуществляется бесконтактно. Обрабатывающие инструменты не изнашиваются, за исключением режущей проволоки. Из-за бесконтактного процесса обрабатываемость заготовки зависит от ее собственных характеристик материала, особенно от его твердости.
Несмотря на высокий уровень сложности и высокие требования к обучению, в отношении изготовления инструментов проволочные электроэрозионные станки более эффективны, чем фрезерные станки с ЧПУ. Это особенно верно, поскольку процесс эрозии осуществляется бесконтактно. Обрабатывающие инструменты не изнашиваются, за исключением режущей проволоки. Из-за бесконтактного процесса обрабатываемость заготовки зависит от ее собственных характеристик материала, особенно от его твердости.После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар.
