Как правильно паять. Флюс для пайки
Привет! С вами магазин Electronoff.ua
Мы продолжаем цикл видеороликов об основах пайки (если вы не смотрели прошлые выпуски – бегите смотреть). В сегодняшней серии затронем тему флюсов и поговорим о том, зачем они вообще нужны, какие у разных видов свойства и где лучше использовать тот или иной тип. Сейчас мы сгребем все баночки в кучу и начнем.
Общие факты
Первое свойство — это изоляция места спайки от контакта с воздухом. Покрывается вся поверхность в месте, где вы паяете, надежно закрывая ее от попадания внутрь воздуха. Это нужно для того, чтобы микрочастицы воздуха не попадали внутрь соединения, со временем разрушая его, и чтобы олово не окислялось (ведь на воздухе на его поверхности моментально образуется оксидная пленка, которая не пригодна для пайки и не сцепляется с другой поверхностью. Попадая в соединение, эти частицы окислов также негативно влияют на его прочность и долговечность.
Второе свойство — улучшение теплового контакта между жалом паяльника, ножкой детали и контактной площадкой.
Третье свойство — уменьшение поверхностного натяжения припоя, вследствие чего он красиво растекается по дорожке, а излишкам легче перейти на жало. При достаточном количестве на контактных площадках не будет образовываться так называемых “соплей”, это же свойство помогает убрать замыкания между близко расположенными контактами.
Четвертое свойство относится к активным (подробнее о них мы скажем дальше). Оно заключается в том, что самостоятельно “разъедает” поверхностные слои окислов и всякой грязи, открывая доступ к чистому металлу, который легко спаивается.
Виды
Изначально делятся на неактивные, среднеактивные и активные. Активность подразумевает собой свойство как раз растворять вышеупомянутые оксидные пленки и все остальное, что мешает нормально припаяться деталям.
Соответственно, неактивные этим не занимаются. Поэтому они безопасны для радиокомпонентов, ими можно сколько угодно паять и, в теории, не смывать с платы. Их еще называют “безотмывочными”. Каноничная канифоль относится именно к этому типу и, по сути, является самым безопасным для работы, но при этом наименее эффективным.
Среднеактивные тоже могут быть безотмывочными. Почему? Потому что дальше идет разделение на “кислотные” и “бескислотные” – так делятся уже активные.
Активный бескислотный имеет в своем составе специальные “активаторы” — это вещества, которые начинают проявлять активные свойства и очищать контакты только при большой температуре, то есть при нагреве, а после остывания возвращаются в безопасную для деталей форму. Единственное уточнение – как правило, эти активаторы все же проводят ток, только очень-очень слабо, их поверхностное сопротивление достигает единиц-десятков мегаом. На нечувствительные к таким сопротивлениям схемы (например, блоки питания) это никак не влияет, а вот на какие-то датчики, высокочувствительные измерительные модули, радиопередатчики и т.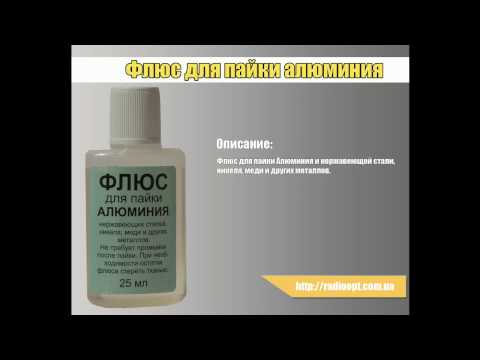
Но вернемся к теме. Кислотные уже, как правило, классифицируются сильноактивными. В их составе есть кислоты, которые при контакте счищают все “плохие” слои на спаиваемых поверхностях. Так вот, если его не смыть, то кислота продолжит разъедать металл на дорожках вплоть до их полного разрушения, при этом она еще и проводит ток, вызывая различные помехи и искрения в неотмытых (или плохо отмытых схемах). Причем даже при условии отмытия, кислота в большой вероятностью может въесться в текстолит (если он не покрыт защитным слоем, например на самодельных платах). В общем, опасная штука, но при этом самая эффективная.
Как их использовать?
Ну, о канифоли, наверное, знают все. Работать с ней очень просто. Окунаем жало в емкость с канифолью, и переносим ее к месту пайки.
Есть еще жидкая канифоль — это ее спиртовой раствор. Его уже можно наносить прямо на плату, что намного удобнее. И все остальные жидкие уже наносятся непосредственно на детали, дорожки и контактные площадки непосредственно перед пайкой.
И все остальные жидкие уже наносятся непосредственно на детали, дорожки и контактные площадки непосредственно перед пайкой.
Особо важно выбрать правильную разновидность при монтаже SMD-компонентов, так как под корпусами деталей ачастую остается неотмытым. И это не должно мешать последующей работе устройства. Отличный вариант — жидкий RF800 или гель RMA223. Особенность геля в том, что за счет вязкости он удерживает SMD-детали на своем месте, упрощая пайку. Технология использования такая же – наносимна плату, размещаем детали и запаиваем.
Среди среднеактивных можно выделить популярный универсальный ЛТИ-120, который отлично справляется с подавляющим большинством задач, но его предпочтительней смывать. Есть еще Ф1-Ф6, которые, по заявлению производителя, являются безотмывочными. Ф1 имеет самую “легкую” формулу, Ф3 – более агрессивно действует, а Ф6 – по сути “концентрированный” Ф3, имеющий еще большую активность. Ф3 и Ф6 хорошо применять при пайке старых, окисленных контактов. Ф5 – водосмываемый, то есть для его смывки не обязательно использовать специальные спиртово-бензиновые растворы. Это удобно, потому что можно под достаточно большим напором воды вычистить труднодоступные места. Но он содержит токопроводящий глицерин, так что к смывке обязателен.
Ф5 – водосмываемый, то есть для его смывки не обязательно использовать специальные спиртово-бензиновые растворы. Это удобно, потому что можно под достаточно большим напором воды вычистить труднодоступные места. Но он содержит токопроводящий глицерин, так что к смывке обязателен.
Ортофосфорные и паяльные кислоты обычно применяют для спаивания различных черных и цветных металлов, кроме меди. С их помощью можно легко запаять железные и стальные изделия, оцинкованные предметы, бронзовые и латунные детали и так далее. С их помощью получится запаять даже какую-нибудь ржавую трубу или что-то в этом роде.
Есть еще специальные флюсы для алюминия. В их составе есть вещества, которые растворяют алюминиевую оксидную пленку, позволяя надежно запаяться в нужном месте. Без этих сделать качественную пайку алюминия практически нереально.
На самом деле разновидностей огромное количество, ну а мы прошлись по основным и рассказали их особенности. Спасибо за просмотр и до новых видео!
Опубликовано: 2019-04-08 Обновлено: 2021-08-30
Автор: Магазин Electronoff
что это такое, для чего нужен и виды
Содержание:
Задача соединения металлических деталей – из наиболее распространенных.
Например, при монтаже печатных плат. Соединяемые детали удерживает припой. Но чтобы он соединялся с ними, наиболее надежно необходим дополнительный компонент – флюс. Далее читатель сможет узнать о нем больше.
Функции и основные свойства
Воздух – это агрессивная среда для большинства металлов. Кислород и примеси прочих веществ реагируют с ними с образованием поверхностных пленок. Даже такой благородный металл как серебро, подвержен этому воздействию. А нагрев существенно активизирует химическое взаимодействие металлов. Поэтому, чем ниже температура плавления твердого флюса, – тем лучше. Он, расплавившись в месте пайки, изолирует поверхность от доступа воздуха.
Но на ней могут быть либо окисная, либо жировая пленка. Если было прикосновение рукой к месту пайки, велика вероятность появления этой пленки. Потому ее удаление – это еще одна функция флюса. Чем слабее он растворяется в металле и лучше растекается, смачивая место пайки, тем выше ее качество. Твердый флюс при пайке нагревается и разжижается. Но при этом температура должна быть такой, чтобы припой расплавился, а флюс не стал сажей.
Чем слабее он растворяется в металле и лучше растекается, смачивая место пайки, тем выше ее качество. Твердый флюс при пайке нагревается и разжижается. Но при этом температура должна быть такой, чтобы припой расплавился, а флюс не стал сажей.
Поэтому при пайке необходимо основываться на оптимальном соответствии флюса и припоя. Важен не только сам процесс, но и его последствия. После завершения процесса место соединения всегда очищается тем или иным способом. Твердый флюс сначала соскребают. Затем место пайки протирают тампоном, смоченным соответствующим растворителем. Существует вероятность того, что удаление получится неполным даже при использовании жидкого флюса. Поэтому важно, чтобы он не вызвал коррозию в этом месте.
Но все зависит от решаемой задачи. В некоторых случаях качественное соединение можно получить, используя нейтральный флюс. Но бывает и так, что без активного соединения с кислотными свойствами пайка не получается. Нагревание таких веществ может приводить к их разложению на вещества, весьма неполезные для человеческого здоровья. Поэтому надо знать, с чем приходиться паять, и делать это вблизи вытяжки. При работе с активными кислотными флюсами ее наличие обязательно. Далее расскажем о наиболее распространенных компонентах для пайки.
Поэтому надо знать, с чем приходиться паять, и делать это вблизи вытяжки. При работе с активными кислотными флюсами ее наличие обязательно. Далее расскажем о наиболее распространенных компонентах для пайки.
Аспирин в таблетках и прочие подручные компоненты
Если потребуется лудить тонкие токопроводящие жилы, пригодится таблетка аспирина. Надо положить ее на ровную поверхность, а сверху – провод. Если провести нагретым жалом паяльника с захваченным припоем и канифолью по жиле, она немедленно покроется припоем. Также можно заранее положить крупицу канифоли на таблетку. Она будет плавиться, шипеть и дымиться. Не забываем про вытяжку. Если это делается дома, надо поставить рядом работающий вентилятор и направить его в сторону открытого окна. Паять с аспирином получается все металлическое, что встречается в быту, кроме алюминия и его сплавов.
Лужение тонких проводов на таблетке аспиринаЕсли конфигурация места пайки такова, что его надо смачивать, можно раздавить таблетку в порошок и смешать со спиртосодержащей жидкостью. Например, с дешевым одеколоном. Можно использовать водные кислотные флюсы, такие как электролиты гальванических элементов. И даже некоторые продукты питания – кислый фруктовый сок или некоторые растительные масла. Также эффективный вариант – смесь глицерина с нашатырем в равных долях. После пайки рекомендуется промыть место водой, но лучше – спиртом.
Например, с дешевым одеколоном. Можно использовать водные кислотные флюсы, такие как электролиты гальванических элементов. И даже некоторые продукты питания – кислый фруктовый сок или некоторые растительные масла. Также эффективный вариант – смесь глицерина с нашатырем в равных долях. После пайки рекомендуется промыть место водой, но лучше – спиртом.
Активный жидкий флюс, который продается в магазинах
Если нет желания «химичить» с аспирином и прочими упомянутыми компонентами, можно просто пойти в магазин хозтоваров или на рынок и купить готовый активный кислотный флюс. Ортофосфорная кислота – одна из его самых надежных разновидностей. Паять можно все так же, как и с аспирином. Но с более негативными последствиями для здоровья, если не будет хорошей вентиляции.
Фосфор – яд. Хлор, который может быть в составе альтернативного флюса на основе реагентов соляной кислоты, тоже ядовит. Остатки обязательно смываются. Впрочем, на этикетке баночки все написано. Если прочесть и соблюсти все, что там изложено, результат будет очень хорошим.
- Для пайки электронных компонентов и печатных плат не применяется.
Пайка латунью
Хотя наиболее часто упоминаются припои на основе олова, существуют и другие варианты этих веществ. Оловянные припои – непрочные и низкотемпературные. Для получения прочного соединения, например, резца на основе победита, используется латунь. Это сплав, у которого температура плавления примерно девятьсот градусов Цельсия. При этой температуре нужен только твердый флюс.
Широко применяется в этом качестве бура – соль борной кислоты, получаемая от взаимодействия с натрием. Порошок буры растворим водным раствором борной кислоты. Вода нужна лишь для удобства и качественного нанесения на соединяемые детали. Она испаряется, а пленка буры остается и плавится. Если не смыть остатки водой, впоследствии из-за атмосферной влаги в этом месте начнется коррозия металла.
Жирный флюс
Известная поговорка «Клин вышибают клином» может быть дополнена паяльной версией – «Жировая пленка удаляется жировым флюсом». Это не выдумка автора, поскольку далее показано изображение баночки с паяльным жиром. Но жир этот получен из нефти. И он жирных пятен не оставляет. Его роль – это связующая основа, среда в которой равномерно распределены хлориды, фосфаты или прочие соли. Канифоль, которая сама по себе эффективный флюс, также присутствует в виде порошка.
Именно эти компоненты справляются с окисными, а также настоящими жировыми пленками, определяя активность или нейтральность паяльного жира. А вазелиновая, стеариновая или парафиновая основа эффективно изолирует от воздуха место пайки. При этом температура припоя и жала не приводят к быстрому расходу флюса или появлению сажи. А частицы ржавчины или мусора отрываются от металла и всплывают на поверхность расплава.
- Не применяется для пайки печатных плат и металла, закрепленного на пористых диэлектриках.
- Существует марка для пайки алюминия и его сплавов.
- Смывается растворителями или бензином.
Специализированные жидкие флюсы
В продаже имеются в ассортименте многокомпонентные жидкие флюсы для специального применения. Составляющие их подобраны таким образом, что определенная группа металлов для данной рецептуры подходит лучше всего. Во флаконах намешано много чего. Нет смысла вникать в перечень компонентов. Просто покупаем тот флакон, описание которого на этикетке лучше всего подходит для решаемой задачи.
Флакон снабжен пробкой со вставленной кисточкой для удобного нанесения. Почти все эти жидкие смеси великолепно удаляют пленки, затрудняющие пайку. А это значит, что они активные и необходимо тщательно удалять их остатки, протирая место пайки. Не забываем о вредном воздействии паров на организм. Если нет вытяжки, надо паять на балконе или на подоконнике у открытого окна. Тут же и смываем остатки, если используется растворитель, бензин или ацетон.
Некоторые из специальных жидких флюсовКанифоль
Настоящая канифоль – это продукт, полученный из собранной живицы – древесной смолы сосны и прочих хвойных деревьев. Она похожа на янтарь, в который превращается как ископаемое. Поскольку смола содержится в древесине и остатках от ее переработки, опилки собирают и обрабатывают. Это достигается использованием бензина. Он растворяет смолу. Затем его выпаривают. Сам метод называется экстракцией, а канифоль – экстракционной. Еще один сорт – таловый – вырабатывается как продукт производства мыла.
Еще один сорт – таловый – вырабатывается как продукт производства мыла.
При комнатной температуре этот флюс твердый и хрупкий. Зато очень удобный, поскольку его можно брать из кусочка прямо жалом паяльника. При пайке рекомендуется применять такой припой, который плавится при температуре, не приводящей к быстрому появлению сажи. Она образуется, если прикосновение паяльника сопровождается шипением. Твердая живичная канифоль становится жидкой при пайке, но затем быстро затвердевает. Она легко соскребается, и даже если не полностью – это не повлечет окисления.
Порошок ее служит основой для жидкой смеси на спирту или растворителе. Остатки этого флюса необходимо смывать, хотя он и не такой активный, как кислотосодержащие аналоги. Зато его удобно наносить на спаиваемые детали. Но пленки она почти не удаляет. По этой причине такую поверхность лучше паять жидкой смесью. Сначала смоченной кисточкой надо покрыть поверхность. Затем поцарапать ее острым кончиком лезвия. Если после этого флюса осталось маловато, добавить его и паять паяльником с припоем. Смывка делается спиртом, растворителем или бензином.
Смывка делается спиртом, растворителем или бензином.
И спирт, и канифоль без проблем можно купить. Канифоль продают в том числе для натирания скрипичных струн. Суть при этом не меняется, и скрипичной канифолью тоже можно паять. Если самому готовить жидкий канифольный раствор на спирту, надо растолочь примерно одну ложку канифоли и затем влить в нее три таких же ложки спирта. Дозировка может выполняться не только кисточкой, но и шприцем. Если не пользоваться им регулярно, раствор в игле может застыть. Поэтому иглу рекомендуется снимать и хранить отдельно погруженной в спирт. А на шприц надеть пробку вместо иглы.
Жидкая канифольТри марки флюса, которые наиболее востребованы у профессионалов пайки
Поскольку флюсы – это расходный материал, пользующийся устойчивым спросом, существуют компании-производители, которые на этом продукте, как говориться, поднялись. Amtech – производитель, успех которого теперь сопровождается массой подделок. Оригинальные продукты Amtech, такие как NC-559-ASM и RMA-223, обеспечивают качественную пайку и не обязательны к смывке. Чтобы получить действительно фирменный товар, необходимо пользоваться только дилерской сетью Amtech.
Amtech – производитель, успех которого теперь сопровождается массой подделок. Оригинальные продукты Amtech, такие как NC-559-ASM и RMA-223, обеспечивают качественную пайку и не обязательны к смывке. Чтобы получить действительно фирменный товар, необходимо пользоваться только дилерской сетью Amtech.
Подделок масса, причем некоторые из них распознать почти невозможно. Но особо расстраиваться не стоит. Китайские поддельные флюсы хорошо паяют, причем у некоторых пользователей при этом появляется полная уверенность в пользовании фирменным товаром. Вопрос, конечно, не только в пайке, но и в составе дыма, ее сопровождающего. Его лучше всего направить вентилятором в сторону открытого окна или в вытяжку.
Продукция американской фирмы AmtechЕще более высокую оценку от мастеров паяльника получает продукция американской фирмы EFD. Марка флюса EFD 6-412-A Flux-Plus признана одной из самых лучших. Как и полагается такому товару, его беспощадно подделывают китайские мастера. Главная проблема в том, что оригинал можно не смывать. Но если попался поддельный экземпляр, а смывка не была выполнена, проблема в скором времени обеспечена. Особенно при пайке печатных плат большой плотности, для которых только и стоит применять этот дорогой флюс.
Как и полагается такому товару, его беспощадно подделывают китайские мастера. Главная проблема в том, что оригинал можно не смывать. Но если попался поддельный экземпляр, а смывка не была выполнена, проблема в скором времени обеспечена. Особенно при пайке печатных плат большой плотности, для которых только и стоит применять этот дорогой флюс.
Для смывки фирма-производитель рекомендует аэрозольную упаковку марки аэрозоль Flux OFF. Но от смывки спиртом или растворителем проблем не будет.
К сожалению, необходим опыт работы с оригинальным товаром. Тогда замечаются отличия даже по запаху. Но для этой марки характерно быстрое затвердевание геля после прикосновения паяльником. Если этого не происходит, но, тем не менее, пайка не вызвала проблем, лучше смыть остатки этого подозрительного флюса. Некоторые мастера проверяют капельку на сопротивление. По их утверждению, оригинальный продукт показывает обрыв.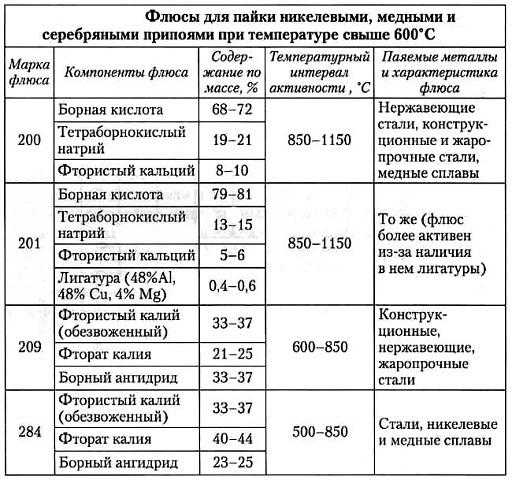 А поддельный – какое-либо мегаомное сопротивление. Далее приводим изображение флакона-оригинала:
А поддельный – какое-либо мегаомное сопротивление. Далее приводим изображение флакона-оригинала:
Напоминаем, что показанный выше флакон адаптирован под шприц такого же диаметра, а также под пистолет-дозатор. Его преимущество в том, что гарантируется количество флюса, которое будет точно соблюдаться все время, и не надо будет опасаться случайной передозировки, как это бывает с обычным шприцем. Его польза может быть не только при пайке. Можно дозировать клей и даже крем для кондитерских изделий.
Пистолет-дозаторИ, наконец, пришла очередь самого лучшего флюса. По мнению большинства профессионалов пайки, это продукция фирмы Interflux. Для нее характерно разнообразие не только консистенций, но и упаковок. Для домашних пользователей продаются небольшие универсальные флаконы. А для промышленных потребностей – целые канистры. Также, как и положено для марки такого уровня, продается фирменная смывка. Продукция этого производителя дорогая, потому и применяется исключительно для пайки электронных компонентов.
А для промышленных потребностей – целые канистры. Также, как и положено для марки такого уровня, продается фирменная смывка. Продукция этого производителя дорогая, потому и применяется исключительно для пайки электронных компонентов.
Флюс Interflux Различные варианты упаковки флюса марки Interflux
На рынке флюсов существует огромное разнообразие. Успех отдельных марок состоит не только в качественной продукции, но и в маркетинговом умении продавцов. Поэтому, если появляется возможность опробовать новую марку флюса и существует уверенность в его подлинности, надо смело пробовать и сравнивать.
Похожие статьи:
- Электротехнический инвертор
- Транзистор: описание электронного компонента
- Автомобильные предохранители
Как использовать флюс при пайке электроники для начинающих
Давайте признаем, что иногда припой недостаточно прочный, чтобы соединить две детали, особенно когда вы работаете с проводами и электроникой. Решение, основанное только на припое, может повлиять на плохо выполненное соединение с перемычкой контактов или вообще без соединений, или создать пустоты в соединении припоя.
Решение, основанное только на припое, может повлиять на плохо выполненное соединение с перемычкой контактов или вообще без соединений, или создать пустоты в соединении припоя.
Здесь на помощь приходит флюс. Думайте о флюсе как о «магните», который притягивает припой к детали .
Без него припой не прилипнет к тому, что вы хотите.
После выбора правильного уровня температуры и флюса даже новичок в пайке сможет справиться с пайкой электроники.
Флюс помогает удалить окисление, очищает и способствует формированию металлургической связи между деталями. Флюс остается на металлических поверхностях, когда вы прикладываете паяльник.
Это позволяет двум поверхностям образовывать прочное и ровное соединение.
Содержание
Типы флюсов для пайки электроники
Недостаточно просто использовать любой флюс для пайки проводов и электроники. Как владелец SolderingIronGuide, за время своей работы я побывал во многих типах. Таким образом, я могу точно сказать, какие флюсы выбрать и чего избегать, когда вам нужно спаять соединения или детали вместе.
Таким образом, я могу точно сказать, какие флюсы выбрать и чего избегать, когда вам нужно спаять соединения или детали вместе.
Какие виды флюса следует приобрести:
- Любой флюс на основе канифольных сердечников лучше всего подходит для электронных работ. Он лучше растворяется при низких температурах по сравнению с другими типами. Это также лучше для многих деликатных проектов проводки. Использование флюса для пайки с тонкой внутренней сердцевиной из канифоли поможет наилучшим образом покрыть провода; Хороши также флюсы со свинцовым припоем
- с твердой сердцевиной. Такие продукты легче окисляются и намного дольше держат прочную связь. Обязательно мойте руки при работе с любым свинцовым припоем; В любом случае вам никогда не придется прикасаться к припою, используйте роль настольного дозатора и вытащите его пинцетом. Флюсы
- Rosin производятся на основе очищенного ананаса. Некоторые производители комбинируют различные канифольные флюсы, чтобы обеспечить наилучшие характеристики своих флюсов.
 Такие продукты плавно текут (в горячем состоянии) и быстрее удаляют оксиды. Когда канифольный флюс жидкий, он кислый, но при остывании становится более твердым. Поэтому рассмотрите возможность скорейшего удаления остатков канифольных флюсов с печатных плат с помощью спирта; Я использую 99% спирт .
Такие продукты плавно текут (в горячем состоянии) и быстрее удаляют оксиды. Когда канифольный флюс жидкий, он кислый, но при остывании становится более твердым. Поэтому рассмотрите возможность скорейшего удаления остатков канифольных флюсов с печатных плат с помощью спирта; Я использую 99% спирт . - Водорастворимые или органокислотные флюсы. Молочная, лимонная и стеариновая кислоты в сочетании с водой и изопропиловым спиртом также весьма эффективны для использования в электронике. В основном потому, что они более мощные, чем флюсы на основе канифоли. Очищать печатные платы легче после использования органических флюсов. Эти продукты являются электропроводными и обеспечивают более высокие показатели производительности;
 Такие продукты плавно текут (в горячем состоянии) и быстрее удаляют оксиды. Когда канифольный флюс жидкий, он кислый, но при остывании становится более твердым. Поэтому рассмотрите возможность скорейшего удаления остатков канифольных флюсов с печатных плат с помощью спирта; Я использую 99% спирт
Такие продукты плавно текут (в горячем состоянии) и быстрее удаляют оксиды. Когда канифольный флюс жидкий, он кислый, но при остывании становится более твердым. Поэтому рассмотрите возможность скорейшего удаления остатков канифольных флюсов с печатных плат с помощью спирта; Я использую 99% спирт Мой любимый флюс, который я использую чаще всего, это ChipQuik SMD291 No-Clean Flux . Он поставляется в шприце, и с ним очень легко работать. Он находится в более жидкой форме, что облегчает дозирование, в отличие от более густого пастообразного флюса.
Вам нужно совсем немного, поэтому я использую иглу, чтобы нанести его на очень маленькие части моей печатной платы. Он не вызывает коррозии и не проводит ток, поэтому вам не нужно очищать его от печатной платы после использования.
** Я даже использую SMD291 для регидратации паяльной пасты, когда мы изготавливаем панели печатных плат для помещения в печь оплавления.
ChipQuik Paste Flux предлагается в 2 размерах шприцев, 10cc или 30cc, его очень легко дозировать, и он остается жидким. Нет необходимости плавить куски, такие как флюсы для банок SRA.
Контрольная цена
Универсальный совет при покупке флюса для электроники: главное помнить, что наименее агрессивный (т.е. наименее кислотный) флюс является лучшим во всех сценариях. Это гарантирует, что пайка держит оксиды под контролем и образует отличное соединение.
Каких флюсов следует избегать:
- Флюсы на основе неорганических кислот хороши для склеивания таких прочных металлов, как нержавеющая сталь или латунь. Эти агенты включают сильные кислоты, такие как хлорид цинка или хлорид аммония. Полная очистка необходима сразу же после использования такого флюса для пайки. Остатки коррозии на поверхностях могут разрушить паяное соединение! Никогда не используйте такие средства для сборки электронных устройств или любых электронных работ; Бессвинцовый электрический припой
- подходит только для небольших электромонтажных работ. Да, такие продукты экологичны, потому что не содержат свинца, но и крепко держаться не будут;
 Эти агенты включают сильные кислоты, такие как хлорид цинка или хлорид аммония. Полная очистка необходима сразу же после использования такого флюса для пайки. Остатки коррозии на поверхностях могут разрушить паяное соединение! Никогда не используйте такие средства для сборки электронных устройств или любых электронных работ;
Эти агенты включают сильные кислоты, такие как хлорид цинка или хлорид аммония. Полная очистка необходима сразу же после использования такого флюса для пайки. Остатки коррозии на поверхностях могут разрушить паяное соединение! Никогда не используйте такие средства для сборки электронных устройств или любых электронных работ;Большинство экспертов советуют для электропайки выбирать флюсы на основе канифоли. Большая часть электроники и проводов чрезвычайно хрупкие, поэтому следует избегать коррозионно-активных веществ. В местных хозяйственных магазинах наверняка есть такие средства для паяльных вентиляторов.
Рассмотрите возможность использования так называемых водорастворимых флюсов. Вы можете найти их как в жидком виде, так и в виде полужидкого геля. Основное их преимущество – сильное коррозионное воздействие с максимальным окислением переплетаемых частей. Также они не проводят электричество и не требуют мытья доски после окончания работ. Тем не менее, все остатки флюса с припаиваемых деталей после пайки все же лучше удалить. 9№ 0003
Также они не проводят электричество и не требуют мытья доски после окончания работ. Тем не менее, все остатки флюса с припаиваемых деталей после пайки все же лучше удалить. 9№ 0003
Флюс SRA Rosin Paste Flux предлагается в небольшом контейнере, содержащем 2 унции флюса, для выполнения всех ваших задач пайки.
Узнать цену
Для нанесения жидкого флюса вам может понадобиться кисть, ватная палочка или даже одна спичка. Но более приемлемо купить так называемый «аппликатор флюса». Фирменные флюсовые аппликаторы стоят около 20-30 долларов за штуку, поэтому для некоторых будет разумнее сделать такой аппликатор самостоятельно. Вам потребуется кусок силиконового/резинового шланга (выберите диаметр 5-6 мм) и одноразовый шприц.
Нанесите небольшое количество флюсового геля или пасты на обе припаиваемые детали. Нанесите припой на жало утюга, затем нанесите припой на обе части. Флюс будет дымиться, когда он расплавится и очистит поверхности. Удерживайте в течение нескольких секунд, затем вы должны увидеть блестящий припой после соединения частей.
Удерживайте в течение нескольких секунд, затем вы должны увидеть блестящий припой после соединения частей.
Наденьте колпачок на флюс при хранении, чтобы кончик иглы не высыхал, внутрь него можно вставить тонкую проволоку.
Рассмотрите возможность использования геля или пасты, не требующих очистки. Для его нанесения можно подобрать и одноразовый шприц, только из-за его плотности игла шприца должна быть толстой.
Как подготовить паяльник?
При работе с электроникой обязательно очищайте ее сразу после использования. Поэтому убедитесь, что утюг чистый, и только после этого включайте его. Подключите или включите утюг и подождите, пока он нагреется. Когда жарко, нанесите влажную губку для очистки наконечника. Не прикасайтесь к горячему концу во время чистки!
Я люблю чистить жало паяльника ПЕРЕД каждым использованием и оставлять на нем припой, когда закончу . Это удерживает слой припоя на наконечнике, чтобы предотвратить его окисление воздухом, когда он не используется.
Всегда оставляйте утюг на подставке, когда инструмент включен. Горячий наконечник может вызвать пожар, если его оставить без присмотра.
Когда наконечник утюга горячий и чистый, нанесите небольшое количество припоя. Вытрите любой доступ влажной губкой. Такой прием называется «лужением» железа, он предотвращает окисление при работе с электроникой.
Процесс нанесения будет зависеть от того, какой легкоплавкий состав используется:
- При использовании припоев необходимо погрузить паяльник в корпус реагента и зацепить небольшое количество припоя;
- Если используется жидкая готовая смесь, ее можно наносить кистью;
- При работе с пастой необходимо нанести ее на место соединения палочкой, зубочисткой;
- Также не забывайте об очистке поверхности от окисления;
Рассмотрите возможность использования специальных перчаток для кожи, чтобы предотвратить ожоги при использовании паяльных флюсов.
Паяльная проволока с флюсом – пошаговая инструкция
- Сначала убедитесь, что поверхность каждой проволоки чистая;
- После зачистки нанести слой флюса;
- Переплетите провода, чтобы не было заостренных концов;
- Для расплавления давления флюса на одну сторону переплетенных проволок. Когда утюг нагреется, прижмите его к одной секции проволоки, чтобы он нагрелся. Продолжайте прижимать утюг к проволоке до тех пор, пока флюс не расплавится, но до появления пузырьков;
- В конце концов, потерпите, пока шов затвердеет – через несколько секунд;
 Когда утюг нагреется, прижмите его к одной секции проволоки, чтобы он нагрелся. Продолжайте прижимать утюг к проволоке до тех пор, пока флюс не расплавится, но до появления пузырьков;
Когда утюг нагреется, прижмите его к одной секции проволоки, чтобы он нагрелся. Продолжайте прижимать утюг к проволоке до тех пор, пока флюс не расплавится, но до появления пузырьков;Соединение контактов без специального состава невозможно. Опытные паялисты советуют новичкам выполнить работу без флюса и посмотреть результат — работа займет гораздо больше времени, токоотвод быстро отвалится. Лучшим дополнительным материалом для склеивания является чистое олово. Однако это недешевый металл и чаще всего он применяется вместе со свинцом.
Насадки для пайки электроники с флюсом
- Не забывайте об использовании флюса на плате; Флюс
- No-clean не подходит для сборки кабелей — растворители не удаляют такие вещества;
- После работы удалите флюс любым магазинным или самодельным растворителем. Они должны стекать в сторону от контактно-изолирующих зон;
- Вода и растворитель никогда не должны попадать на корпус разъема. Если это произойдет, используйте свежий растворитель для промывки остатков в этой области;
- Лучше выбирать деионизированную воду для удаления любых остатков;
- Держитесь подальше от паров флюса припоя, они могут привести к астме и другим серьезным проблемам со здоровьем, при нанесении рекомендуется использовать респиратор или вытяжку дыма;
 Если это произойдет, используйте свежий растворитель для промывки остатков в этой области;
Если это произойдет, используйте свежий растворитель для промывки остатков в этой области;Не могу сказать, что пайка флюсом проще, когда имеешь дело с электроникой и кабелями. Но в итоге, благодаря предыдущим советам, вы получите прочную связь в более короткие сроки. И это то, что вы ищете, не так ли? Склеивание электроники с флюсом или без него — что выбрать?
Как использовать флюс при пайке электроники Часто задаваемые вопросы
Что такое флюс при пайке?
Флюс представляет собой пастообразную или жидкую субстанцию, помогающую в процессах пайки и сварки. Он помогает сохранять поверхности чистыми от окисления, а действует как «магнит», притягивающий расплавленный припой к припаиваемым деталям .
Большинство потребителей понятия не имеют, что такое флюс и для чего он нужен. Флюс необходим для пайки. Заготовки, которые механически и электрически связаны друг с другом, называются спаянными. Это могут быть различные детали, например, провода, соединенные на многожильном проводе, или компоненты, припаянные к печатной плате.
Фактическая функция пайки состоит в том, чтобы заполнить промежутки между заготовками, чтобы таким образом создать механическое, электрическое и тепловое соединение.
Проблема с выполнением этой операции заключается в том, что заготовки в течение длительного времени подвергаются воздействию воздуха и, таким образом, окисляются. При нагреве поверхности это свойство становится еще более очевидным. Оксидный слой препятствует желаемому соединению между заготовками. Только теперь в игру вступает поток. Это вспомогательное вещество является химическим соединением. С помощью этого соединения не создается новый оксидный слой, а существующий слой удаляется.
Сколько флюса нужно для пайки?
При пайке следует использовать только небольшое количество флюса. Более густой пастообразный флюс плавится на жаре и превращается в большую лужу. Жидкие флюсы лучше, потому что они не вызывают большого беспорядка на вашей печатной плате.
Вам нужен флюс для пайки?
Да. Флюс – это вещество, добавляемое при пайке, которое способствует лучшему смачиванию заготовки припоем. Он удаляет оксиды на поверхности посредством химической реакции. То же самое относится к оксидам, которые образуются в процессе пайки кислородом воздуха.
Для работы по окисленным соединительным деталям применяют кислотные флюсы (паяльные жидкости на основе соляной кислоты, салициловой кислоты, ацетилсалициловой кислоты, адипиновой кислоты, паяльная смазка). Остатки кислотного флюса необходимо удалять, так как они со временем приводят к коррозии паяного соединения.
Зачем использовать флюс при пайке?
Флюс не только удаляет окисление, но и уменьшает межфазное натяжение для создания более качественных и прочных паяных соединений. Этот вспомогательный материал обеспечивает скрепление соединяемых деталей перед их окончательной пайкой. Флюс гарантирует хорошее паяное соединение.
Этот вспомогательный материал обеспечивает скрепление соединяемых деталей перед их окончательной пайкой. Флюс гарантирует хорошее паяное соединение.
Внутри проволоки припоя есть по крайней мере одна жила, заполненная флюсом. Если во время пайки проволока припоя соприкасается с деталями, припой плавится, а флюс выделяется, т. е. сгорает и испаряется. Конечно, если флюс сгорит, работать уже не будет.
По этой причине используется дополнительный флюс. Как правило, это также необходимо использовать для получения оптимального результата пайки.
Поверхности пайки рекомендуется предварительно обработать соответствующим флюсом, который создает защитную поверхность, препятствующую окислению. При обычной ручной пайке в паяльной проволоке достаточно флюса.
Какой тип флюса используется для электропайки?
Выбор флюса зависит от того, будете ли вы очищать печатную плату после пайки/плавления и типа используемых электронных компонентов. В этом случае необходимо использовать высококачественный флюс, чтобы избежать остатков или ржавчины.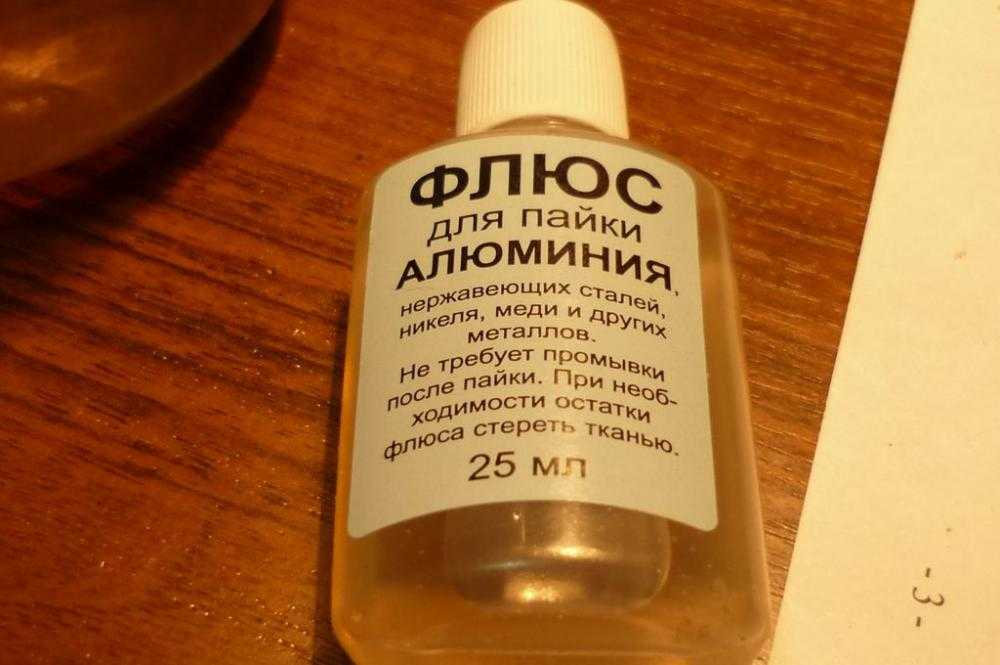
Грязные соединяемые детали требуют кислотного флюса, который необходимо смыть. В результате возникают различия в дозировке, поэтому флюс предлагается в тубах или даже в канистрах. Различия между продуктами кратко описаны здесь:
- Универсальный флюс можно использовать где угодно;
- Подходит для сплавов Zn-Al;
- Для нержавеющей и высоколегированной стали;
- Для твердых припоев Ni и Cu.
Нужен ли флюс для пайки?
Да, флюс необходим для оптимального смачивания деталей припоем во время пайки. Химическая реакция удаляет оксиды, присутствующие на поверхности детали, или предотвращает образование новых оксидов в процессе пайки.
Кроме того, снижается поверхностное натяжение жидкого припоя, благодаря чему припой может ровно ложиться на детали. Удобно, что флюс подается к месту пайки вместе с припоем. Для этого оловянный припой изготавливается в виде трубки, внутрь которой заливается флюс.
Помните, что при обработке оловянным припоем флюс необходимо сначала вручную нанести на детали из листового металла в районе точки пайки.
Что такое водорастворимый флюс?
С самого начала вы должны понимать, что это не какой-то особый тип флюса. Флюс имеет свойство растворяться в воде. Если у вас есть такой флюс, значит, вы можете очистить его после процесса пайки водой.
Тем не менее, необходимо отметить, что нельзя использовать обычную воду. Рекомендуется использовать дистиллированную или деионизированную воду. Некоторые моющие средства также могут быть совместимы с вашим типом флюса. Таким образом, вам необходимо проверить характеристики флюса.
Практическое руководство по флюсу для пайки
Вот уже более 40 лет я учу, что идеальная пайка — это просто — припой сделает всю работу. Тем не менее, большинство людей, которые не посещали один из моих курсов Наука пайки © , не находят пайку такой уж легкой задачей и сомневаются в моем здравомыслии. Поэтому позвольте мне добавить следующее уточнение: идеальная пайка проста при условии, что мы делаем ее легкой . Трудная часть – это узнать, что делает пайку легкой. И, возможно, нет ничего более важного, чем понимание выбора флюса для пайки и его правильного использования.
Поэтому позвольте мне добавить следующее уточнение: идеальная пайка проста при условии, что мы делаем ее легкой . Трудная часть – это узнать, что делает пайку легкой. И, возможно, нет ничего более важного, чем понимание выбора флюса для пайки и его правильного использования.
B журнал написан:
Джеймс А. (Джим) Смит, PhD ABD, президент Electronics Manufacturing Sciences, Inc. в Интернете. К сожалению, большинство (не все, но большинство) бесплатных советов стоят ровно столько, сколько они стоят. Каждый из десятков производителей продает десятки составов флюсов, почти все составы являются секретами собственности, о которых потребитель не узнает, и все они представляют собой постмаркетинговые материалы с утверждениями, которые могут вводить в заблуждение, а в некоторых случаях и быть мошенническими. (Остерегайтесь потока с «нейтральным pH».) Любой, кто знает достаточно, чтобы отличить действительное от ненужного, вероятно, не нуждается в исследованиях. По-настоящему осмысленная литература о флюсе (некоторая ее часть находится в Интернете бесплатно, но часто за платным доступом) написана химиками для химиков и совершенно непонятна тем, кто на самом деле использует флюс. Даже терминология может быть непонятна. Ниже, на простом английском языке, изложена суть того, что пользователи должны знать о том, зачем нужен поток, о компонентах потока и о том, что они делают, а также об общих проблемах. Во второй части объясняются категории флюсов, как читать технические данные производителя флюса и как определить лучший флюс для различных ситуаций.
По-настоящему осмысленная литература о флюсе (некоторая ее часть находится в Интернете бесплатно, но часто за платным доступом) написана химиками для химиков и совершенно непонятна тем, кто на самом деле использует флюс. Даже терминология может быть непонятна. Ниже, на простом английском языке, изложена суть того, что пользователи должны знать о том, зачем нужен поток, о компонентах потока и о том, что они делают, а также об общих проблемах. Во второй части объясняются категории флюсов, как читать технические данные производителя флюса и как определить лучший флюс для различных ситуаций.
Это первая из двух частей серии, в которой объясняются основы паяльного флюса. Во второй части объясняются различные типы и классификации флюсов для электроники, а также параметры, которые следует учитывать при выборе флюса для конкретных целей.
Что делает флюс для пайки Понимание флюса требует понимания того, что он делает. Как и в большинстве случаев, связанных с пайкой, все начинается с сил смачивания.
Течение припоя называется смачиванием. Когда припой течет по поверхности, как свинец компонента, говорят, что он «смачивает» поверхность. Неспособность течь не смачивает. То, что многие люди называют «холодной пайкой», на самом деле не имеет ничего общего с недостатком тепла; он просто не смачивается. (Я предпочитаю термин, который я выучил в Британии: «сухой шов».)
Степень смачивания определяют четыре силы природы. Две силы действуют против течения припоя и называются «отрицательными силами смачивания». Это:
Поверхностное натяжение: Атомы на поверхности жидкости притягиваются к атомам внутри жидкости. Некоторые жидкости имеют очень низкое поверхностное натяжение, в то время как другие имеют более высокое поверхностное натяжение. Чтобы увидеть разницу, налейте немного спирта (с очень низким поверхностным натяжением) на непористую поверхность, например на стекло. Затем проделайте то же самое с водой (гораздо большее поверхностное натяжение). Спирт легко сглаживается и растекается, в то время как вода имеет тенденцию собираться в капли. Поверхностное натяжение припоя намного сильнее, чем у воды (и больше у бессвинцового припоя, чем у припоя со свинцом) и заставляет припой образовывать сферу (известный «шарик припоя»). Поверхностное натяжение является наиболее мощной отрицательной смачивающей силой.
Спирт легко сглаживается и растекается, в то время как вода имеет тенденцию собираться в капли. Поверхностное натяжение припоя намного сильнее, чем у воды (и больше у бессвинцового припоя, чем у припоя со свинцом) и заставляет припой образовывать сферу (известный «шарик припоя»). Поверхностное натяжение является наиболее мощной отрицательной смачивающей силой.
Трение: Сопротивление при движении объекта по поверхности другого объекта называется «статическим трением», но трение существует и в жидкостях («вязкость»). Обе силы препятствуют смачиванию припоем, но имеют меньшее значение, чем поверхностное натяжение.
Третья сила (гравитация) помогает или препятствует смачиванию:
Гравитация: Думайте об этом как о весе, притягивающем к земле. Сила тяжести способствует смачиванию в месте нанесения припоя и ниже (например, в покрытых металлом отверстиях при ручной пайке), но препятствует смачиванию выше точки нанесения припоя (борясь с вертикальным заполнением PTH при пайке волной припоя).
Сумма этих трех сил отрицательна, что означает несмачивание. Для смачивания требуется четвертая сила – положительная и более сильная, чем сумма трех других. Эта сила равна межатомному притяжению между чистым поверхностным металлом и припоем. Обратите внимание на чистый (элементарный) металл. Атомы металлов, которые являются хорошими проводниками электричества, нестабильны; они хотят объединиться с другим элементом (элементами), чтобы разделить электроны. Полученные соединения не обладают реактивной энергией (обычно используется термин «пассивный») и не будут притягивать припой.
Когда припой наносится на поверхность чистого металла, возникает сильное притяжение между металлом поверхности и оловом (припоем).[1] Притяжение превышает отрицательные силы смачивания, и припой смачивается, протекая на контактные площадки и выводы или вверх по PTH. В то же время химическая реакция между оловом и поверхностным металлом создает соединение, известное как интерметаллическая связь. В случае меди полученный интерметаллид состоит из 3 атомов меди в сочетании с одним атомом олова (т.е. Cu 3 Sn) с температурой плавления 1248°F/676°C.[2]
В случае меди полученный интерметаллид состоит из 3 атомов меди в сочетании с одним атомом олова (т.е. Cu 3 Sn) с температурой плавления 1248°F/676°C.[2]
Смачивание требует нанесения припоя на чистый металл. Но металлические поверхности (кроме золота [4]), встречающиеся в обычной электронике, не являются чистым металлом; они покрыты инертным соединением – оксидом металла. Для достижения смачивания оксид необходимо удалить перед нанесением припоя.
Оксиды металлов образуются в результате химической реакции между атомами металла и атомами кислорода. Реакция («окисление») начинается мгновенно всякий раз, когда поверхность чистого металла подвергается воздействию кислорода . Оксидного слоя, образующегося в этот момент, достаточно, чтобы предотвратить необходимый контакт между атомами припоя и элементарным металлом под оксидом. Однако окисление может не прекратиться при поверхностном окислении. Дальнейшее окисление будет продолжаться до тех пор, пока атомы кислорода смогут достичь атомов металла под оксидом.
Дальнейшее окисление будет продолжаться до тех пор, пока атомы кислорода смогут достичь атомов металла под оксидом.
На молекулярном уровне оксидный слой не является сплошным листом, как столешница; он пористый. Думайте об этом как об аналоге оконного экрана. Если поры оксида больше, чем атомы кислорода, кислород будет проходить через поры к чистому металлу под ним и создавать больше оксида.
Оксидная пористость зависит от металла. Оксид железа (ржавчина) имеет большие поры, в то время как поры нержавеющей стали (сплав, состоящий в основном из железа) меньше, чем молекулы кислорода. Разница в пористости объясняет, почему железо в конечном итоге подвергается полному окислению («ржавчине»), в то время как нержавеющая сталь служит практически вечно; слой оксида нержавеющей стали защищает нижележащий металл от кислорода, в то время как кислород легко проходит через пористую ржавчину, чтобы достичь любого оставшегося чистого железа. [6]
Медь и олово могут окисляться более тщательно, чем нержавеющая сталь, но со временем поры закрываются и окисление прекращается. Опять же, полезно думать об оксиде с точки зрения оконных экранов. Одиночный экран является проницаемым, но установка множества экранов с небольшим смещением каждого из них в конечном итоге образует непреодолимый барьер.
Опять же, полезно думать об оксиде с точки зрения оконных экранов. Одиночный экран является проницаемым, но установка множества экранов с небольшим смещением каждого из них в конечном итоге образует непреодолимый барьер.
Сила притяжения между металлом и кислородом также варьируется от металла к металлу. Нержавеющая сталь не образует толстых оксидных слоев, но притягательная связь между металлом и кислородом очень прочная. Медь окисляется больше, чем нержавеющая сталь, но образует только слабые оксидные связи. Связь между оловом и кислородом особенно слаба. Никель окисляется очень медленно, но связь с кислородом довольно прочная — намного меньше, чем связь между нержавеющей сталью и кислородом, но намного больше, чем сила, с которой кислород связывается с оловом или медью.
«Пригодность для пайки» и «пригодность для пайки» Понятия «пригодность для пайки» и «пригодность для пайки» — два слова, которые кажутся взаимозаменяемыми, но на самом деле имеют очень разные значения — имеют решающее значение для понимания пайки и флюсов. «Способность к пайке» — это сложность удаления оксида с ряда деталей, и она является скорее относительной, чем фиксированной. Если часть А раскисляется легче, чем часть В, говорят, что А имеет лучшую паяемость. Олово имеет лучшую паяемость, чем медь, которая лучше паяется, чем никель. Однако среди различных кусков одного и того же металла некоторые могут иметь меньше оксида и, следовательно, лучшую паяемость, чем другие. Способность компонентов к пайке обычно ухудшается с возрастом. Новые детали обычно лучше поддаются пайке, чем старые детали с такими же металлическими поверхностями.
«Способность к пайке» — это сложность удаления оксида с ряда деталей, и она является скорее относительной, чем фиксированной. Если часть А раскисляется легче, чем часть В, говорят, что А имеет лучшую паяемость. Олово имеет лучшую паяемость, чем медь, которая лучше паяется, чем никель. Однако среди различных кусков одного и того же металла некоторые могут иметь меньше оксида и, следовательно, лучшую паяемость, чем другие. Способность компонентов к пайке обычно ухудшается с возрастом. Новые детали обычно лучше поддаются пайке, чем старые детали с такими же металлическими поверхностями.
Хотя они могут показаться синонимами (и их часто путают), значения терминов «пригодность для пайки» и «пригодность для пайки» очень разные, и эта разница важна. Способность к пайке полностью зависит от используемого флюса. В то время как способность к пайке является сравнительной (часть A имеет лучшую способность к пайке, чем часть B, указанная выше), способность к пайке является бинарной (да, она пригодна для пайки или нет, это не так) и имеет значение только для используемого припоя. флюс. Если используемый флюс раскислит деталь за время до нанесения припоя, то деталь пригодна для пайки. Если флюс не может удалить все оксиды за это время, деталь не пригодна для пайки.
флюс. Если используемый флюс раскислит деталь за время до нанесения припоя, то деталь пригодна для пайки. Если флюс не может удалить все оксиды за это время, деталь не пригодна для пайки.
Часть A, которую мы указали как имеющую лучшую пайку, чем часть B, может не поддаваться пайке с нашим флюсом.[7]
Трудность удаления оксидов (паяемость) определяется двумя факторами:
1. Количество оксида. Более толстый оксид означает, что раскисление будет более трудным, потому что:
a. Раскисление – это химический процесс, при котором кислота нейтрализуется в реакции с оксидом. (В результате химической реакции образуются вода и соли металлов.) Содержание кислоты может быть исчерпано до того, как будут удалены все оксиды.
б. Даже если кислота не исчерпана, оксиды под поверхностными оксидами не могут быть удалены до тех пор, пока не будет удалено поверхностное окисление. Может не хватить времени для удаления всего оксида перед нанесением припоя. [8] Важно помнить, что окисление, достаточное для устранения межатомного притяжения, произойдет мгновенно, раскисление требует времени. Требуемое время может быть коротким, но оно реально.
[8] Важно помнить, что окисление, достаточное для устранения межатомного притяжения, произойдет мгновенно, раскисление требует времени. Требуемое время может быть коротким, но оно реально.
2. Тип металла. Оксиды олова и меди легко удаляются. Раскисление никеля (имеющего более прочные связи с кислородом) значительно сложнее. Нержавеющая сталь, алюминий и титан очень трудно раскисляются. Вопреки распространенному мнению, не все блестящие серебряные поверхности легко раскисляются. Раскисление хрома, блестящего серебристого металла, сложнее, чем раскисление нержавеющей стали.
Паяемость отражает силу кислоты, необходимую для раскисления. Более сильное требование к флюсу означает большую «сложность» (ухудшение паяемости). Это обсуждается в разделе «Раскисление» ниже.
Однако нет смысла удалять оксиды, если перед нанесением припоя могут образоваться новые. Наждачная бумага, например, может удалить оксиды. Сантехники все время шлифуют трубы.[9] Но на отшлифованной поверхности моментально образуются новые оксиды. Новый оксидный слой может иметь толщину всего в одну молекулу, но этот крошечный слой не имеет поверхностной энергии, и смачивание не произойдет. Недостаточно удалить оксиды. Необходимо предотвратить образование новых оксидов.
Новый оксидный слой может иметь толщину всего в одну молекулу, но этот крошечный слой не имеет поверхностной энергии, и смачивание не произойдет. Недостаточно удалить оксиды. Необходимо предотвратить образование новых оксидов.
Флюс можно определить как любой материал, который удаляет оксиды и предотвращает образование новых оксидов до тех пор, пока не будет применен припой.
Хотя наждачная бумага может удалять оксиды, она не предотвращает повторное окисление и не является флюсом для пайки. Но многие материалы могут предотвращать повторное окисление, а также удалять исходные оксиды. Некоторые из этих материалов могут удивить. Газообразный водород, например, используется при пайке некоторых небольших высокочастотных радиомодулей, где даже небольшое количество остатков флюса может привести к недопустимо высокой утечке тока.[10]
За исключением экзотических, но редко используемых материалов, таких как водород или муравьиная кислота/газообразный азот, все флюсы для электроники содержат:
- Кислоты , даже если кислоты не очень сильные. Важна точность в терминологии.
- Материал покрытия («твердые вещества», также известные как «средства» или, если хотите произвести впечатление причудливыми словами, «реологические добавки») для предотвращения доступа кислорода к раскисленным Традиционно твердые вещества состояли из канифоли, полученной из сока сосны. но смолы распространены, и широко используемый класс флюсов, известный как «органические (OR) флюсы», часто, но не всегда, содержит гликоль или глицерин в качестве твердых веществ. Канифоль не растворяется в воде, но растворяются гликоль и глицерин. Большинство, но не все смолы растворимы в воде. Во второй части этой серии статей мы подробно рассмотрим различные типы флюсов.
- Растворитель (если жидкий флюс). Изопропиловый спирт (IPA) является наиболее распространенным растворителем, но существуют флюсы на водной основе [11], используемые в основном в районах с серьезными проблемами смога. [12][13] Единственной целью растворителей является легкое применение материалов (кислоты и твердых веществ), которые выполняют реальную работу.
 Важна точность в терминологии.
Важна точность в терминологии.
Некоторые производители флюсов добавляют запатентованные химические вещества специального назначения (например, поверхностно-активные вещества для снижения поверхностного натяжения и улучшения укрывистости). Их можно считать частью твердых тел.
Кислотность и раскисление
Помните, что флюсу для пайки нужно время, чтобы подействовать. Срок может быть невелик, но он реален и должен учитываться. С другой стороны, окисление, достаточное для устранения межатомного притяжения, происходит мгновенно. Как только воздух соприкасается с чистым металлом, вся поверхность покрывается слоем оксида толщиной в одну молекулу, и поверхностная энергия теряется. Дальнейшее окисление может происходить со временем и снижать способность к пайке, но поверхностная энергия, необходимая для смачивания, мгновенно исчезает при начальном окислении. Итак, 9Окисление 0005 происходит мгновенно, тогда как раскисление требует времени.
Способность флюса удалять оксиды определяется его кислотностью, которую обычно называют «силой» флюса, за исключением химиков.[14]
Более сильные кислоты:
- Работают быстрее, чем более слабые кислоты, и
- Может раскислять более широкий спектр металлов. Флюс, способный раскислить олово или медь, может быть недостаточно кислотным для раскисления никеля или нержавеющей стали, но флюс, способный удалить оксид нержавеющей стали, может раскислить олово или медь.
Раскисление (как и окисление) — это химический процесс, который происходит быстрее при более высоких температурах. Часто флюс может быть некислотным при первом нанесении, но нагревание («активация») вызывает разложение изначально нейтральных соединений с образованием кислот. Некоторые флюсы, продаваемые как «нейтральные pH», нейтральны только до нагревания; при активации они образуют сильноагрессивные кислоты, некоторые из которых остаются после пайки и могут вызвать отказы. Другой тип потока с «нейтральным pH» начинается с очень сильной кислоты, которая нейтрализуется путем окисления при высокой температуре в присутствии кислорода. Даже кислоты, действующие при комнатной температуре, работают быстрее при более высоких температурах (обычно достигая максимальной активности при 300°F/150°C).
Другой тип потока с «нейтральным pH» начинается с очень сильной кислоты, которая нейтрализуется путем окисления при высокой температуре в присутствии кислорода. Даже кислоты, действующие при комнатной температуре, работают быстрее при более высоких температурах (обычно достигая максимальной активности при 300°F/150°C).
Кислотность часто рассматривается с точки зрения pH[15], но pH относится только к кислотности водных (водных) растворов. Большинство флюсов не на водной основе, поэтому значение pH не имеет значения. Спецификация кислотности неводных растворов — это «кислотное число» — сколько миллиграммов гидроксида калия (КОН, основание) требуется для нейтрализации одного грамма флюсовой кислоты, обычно записывается как мг КОН/г. Большее кислотное число означает более сильную кислотность.
Удаление окислов — это химическое перетягивание каната. Кислоты и металлы притягивают кислород, причем кислород в конечном итоге соединяется с материалом, который оказывает большее притяжение. Если притяжение флюса к кислороду больше, чем притяжение металла, оксидная связь разрывается, и кислород соединяется с кислотой. Если оксидная связь сильнее, чем притяжение кислоты, оксид останется неповрежденным. Более сильные (с более высоким кислотным числом) кислоты притягивают кислород с большей силой, чем более слабые кислоты. Следовательно, более сильнокислотные флюсы могут удалять более широкий спектр оксидов (или удалять такое же количество оксидов за меньшее время).
Если притяжение флюса к кислороду больше, чем притяжение металла, оксидная связь разрывается, и кислород соединяется с кислотой. Если оксидная связь сильнее, чем притяжение кислоты, оксид останется неповрежденным. Более сильные (с более высоким кислотным числом) кислоты притягивают кислород с большей силой, чем более слабые кислоты. Следовательно, более сильнокислотные флюсы могут удалять более широкий спектр оксидов (или удалять такое же количество оксидов за меньшее время).
Учитывая, что более сильные кислоты более эффективны при раскислении, чем более слабые кислоты, использование самых сильных флюсов устранит все проблемы со смачиванием; все поверхности можно было бы паять, и производство было бы намного проще. К сожалению, кислотные остатки являются ионными (электрически заряженными атомами), а остатки после пайки называются «ионными загрязнениями». Ионы более сильных кислот несут более сильные электрические заряды, а это означает, что они обладают большей проводимостью (уменьшают поверхностное сопротивление изоляции, SIR) и потенциально вызывают коррозию. Другими словами, надежность снижается по мере увеличения кислотности потока.
Другими словами, надежность снижается по мере увеличения кислотности потока.
Риск отказа от ионного загрязнения определяется кислотностью флюса (более высокая кислотность означает более высокий риск), а также влажностью . Риск серьезных утечек тока, дендритов и коррозии увеличивается с влажностью. Узлы, которые прекрасно функционируют на открытом воздухе в Аризоне (влажность близка к нулю), могут иметь высокий уровень отказов в Майами (очень высокая влажность) летом, несмотря на идентичное ионное загрязнение.
Выбор подходящей кислотности флюса требует баланса. Слишком сильное (что с точки зрения кислотности довольно мягкое для электроники) может привести к отказам от выхода из строя SIR или, что еще хуже, к коррозии. Слабее, чем продукт может выдержать, ограничивает диапазон припаиваемых деталей без дополнительного преимущества в надежности. Выбор «златовласки» — это самый сильный флюс, который не вызовет отказов из-за ионного загрязнения. Правильный выбор для одних типов электроники может быть неверным для других; единственный способ узнать это — провести тщательное стресс-тестирование окружающей среды.
Почему бы просто не удалить флюс после пайки? Разве очистка после пайки не позволит безопасно использовать очень сильные кислоты? Это действительно было бы так, если бы можно было добиться полного удаления. Но это невозможно. Или, точнее, нет никакой уверенности в том, что это возможно.
После пайки остаются остатки двух компонентов флюса: твердого вещества и кислоты. Остатки твердых веществ, особенно канифоли и некоторых смол, можно легко увидеть, но они практически не влияют на надежность. Канифоль, будучи непроницаемой для влаги, на самом деле повышает надежность, действуя как защитное покрытие.[16] Кислотные остатки (которые являются ионными – токопроводящими и потенциально коррозионно-активными), с другой стороны, не видны. Сборка с серьезным ионным загрязнением может выглядеть идеально чистой. С другой стороны, сборка с видимыми остатками канифоли может иметь идеальную надежность даже в условиях высокой влажности.
Другими словами, в мире электроники «чистота» — это не косметическое состояние. То, что видно, вероятно, не является проблемой надежности. То, что нельзя увидеть, может быть катастрофическим. Вопрос о том, насколько «чистый» является «чистым», был вечным вопросом на протяжении десятилетий.
Природа удаляемых материалов также может усложнить ситуацию. Канифоль не растворяется в воде (полярный растворитель), но ионные остатки растворяются только в полярных растворителях, таких как вода. И твердые вещества, и ионики другого класса флюсов (так называемые «органокислотные» флюсы) растворимы в воде, но не в неполярных растворителях, таких как спирт.
Материалы, подлежащие удалению, могут быть растворимы в чистящем растворителе, но только в том случае, если растворитель достигает их. Современные электронные блоки с корпусами компонентов для поверхностного монтажа, почти касающимися печатной платы, делают практически невозможным полный контакт между очищающим растворителем и загрязняющими веществами. Проблема заключается в относительном поверхностном натяжении флюса и очищающих растворителей. Флюсы на спиртовой основе (наиболее распространенный тип) имеют очень низкое поверхностное натяжение и проникают в небольшие зазоры и капилляры. Они легко протекают под низко расположенными компонентами для поверхностного монтажа. Но удаление ионов требует использования полярных растворителей, наиболее распространенным из которых является вода. Однако поверхностное натяжение воды намного выше, чем у спирта (флюса), что препятствует проникновению в полости. Еще больше усложняет ситуацию то, что сама водопроводная вода содержит ионы, которые сами загрязняют электронные схемы. Удаление ионов из воды («деионизированная вода») вызывает увеличение поверхностного натяжения. Поверхностно-активные вещества часто добавляют для снижения поверхностного натяжения промывочной воды, но в результате раствор имеет более высокое поверхностное натяжение, чем флюс. Распыление, ультразвуковая вибрация и другие гидравлические силы применяются для нагнетания очищающего раствора в труднодоступные места, но нет способа определить, является ли результатом адекватное удаление всех остатков флюса.
Проблема заключается в относительном поверхностном натяжении флюса и очищающих растворителей. Флюсы на спиртовой основе (наиболее распространенный тип) имеют очень низкое поверхностное натяжение и проникают в небольшие зазоры и капилляры. Они легко протекают под низко расположенными компонентами для поверхностного монтажа. Но удаление ионов требует использования полярных растворителей, наиболее распространенным из которых является вода. Однако поверхностное натяжение воды намного выше, чем у спирта (флюса), что препятствует проникновению в полости. Еще больше усложняет ситуацию то, что сама водопроводная вода содержит ионы, которые сами загрязняют электронные схемы. Удаление ионов из воды («деионизированная вода») вызывает увеличение поверхностного натяжения. Поверхностно-активные вещества часто добавляют для снижения поверхностного натяжения промывочной воды, но в результате раствор имеет более высокое поверхностное натяжение, чем флюс. Распыление, ультразвуковая вибрация и другие гидравлические силы применяются для нагнетания очищающего раствора в труднодоступные места, но нет способа определить, является ли результатом адекватное удаление всех остатков флюса. Проще говоря, невозможно гарантировать, что очистка приведет к приемлемой чистоте. Ионного вещества, сконцентрированного на небольшой площади проводников, таких как выводы компонентов, может быть достаточно, чтобы вызвать отказ, даже если остальная часть схемы полностью свободна от ионных остатков.
Проще говоря, невозможно гарантировать, что очистка приведет к приемлемой чистоте. Ионного вещества, сконцентрированного на небольшой площади проводников, таких как выводы компонентов, может быть достаточно, чтобы вызвать отказ, даже если остальная часть схемы полностью свободна от ионных остатков.
Чистка не только не гарантирует надежность, но и стоит дорого. Очистка может быть дороже, чем сама пайка.
Если уборка стоит дорого и ненадежно, зачем вообще заниматься чисткой? Использование флюса, который можно оставить на сборке без ухудшения надежности, дешевле и надежнее. Не существует «чистых» флюсов, которые идеально подходят для большинства приложений, связанных со сборкой электроники. Но то, что на этикетке флюс называется «без очистки», еще не гарантирует, что он действительно безопасен.
Это первая часть двухчастного объяснения флюса для пайки. Мы рассмотрели фундаментальную науку. Часть 2 объяснит особенности флюсов для электроники, включая различные типы, системы классификации, как читать спецификацию флюса и выбрать идеальный флюс для любой ситуации.
Справочник по сборке
6 глав – 50 страниц – 70 минут чтения
[1] Большинство бессвинцовых припоев состоят в основном из олова. Свинец в оловянно-свинцовом припое относительно инертен по сравнению с оловом.
[2] Точнее, Cu 3 Sn образуется, когда припой находится в жидком состоянии. Интерметаллид в форме Cu 6 Sn 5 с температурой плавления 779°F/415°C продолжает образовываться с очень низкой скоростью после замерзания припоя.
[3] Окисление первоначально означало образование нового вещества путем добавления оксида. Для металлов это приводит к передаче электронов от металла к кислороду. Химики теперь используют термин «окисление» для обозначения потери электронов атомом при формировании молекулы, даже если кислород не участвует. Когда металлы соединяются с кислородом, металлы отдают электроны кислороду.
[4] Золото не окисляется. Однако он реагирует с некоторыми другими элементами, такими как сера, с образованием сульфидов, которые, как и оксиды, пассивны.
[5] Точнее, поскольку атомы кислорода в атмосфере обычно путешествуют парами (O 2 ), поры оксида должны быть больше, чем молекула кислорода.
[6] Кроме того, в отличие от оксида нержавеющей стали, ржавчина имеет тенденцию отслаиваться и обнажать лежащее под ней железо.
[7] В то же время, часть B не может быть припаяна, если часть A не поддается пайке, хотя часть A может поддаваться пайке, но это не относится к части B.
[8] Флюс должен работать быстрее при ручной пайке, чем при поверхностном монтаже оплавлением или припоем волной. При ручной пайке тепло для активации флюса исходит от утюга, и припой плавится вскоре после нанесения утюга. При машинной пайке тепло применяется в течение многих минут, прежде чем припой расплавится (или, при пайке волной припоя, коснется области, подлежащей пайке). Этот длительный предварительный нагрев означает, что активированный флюс имеет больше возможностей для удаления более толстых оксидов. Однако время работы не имеет значения, если проблема пайки связана с типом металла, а не с количеством оксида.
[9] Шлифование труб, которые могут иметь очень толстые оксидные слои, удаляет самые тяжелые оксиды и снижает объем работ, требуемых для флюса.
[10] Компоненты (размещенные на заготовках для пайки) помещаются в печи, заполненные водородом и (инертным) газообразным азотом. При температуре примерно 660°F/350°C активированный водород отделяет кислород от оксида компонента (образуя водяной пар). Модули выходят из печи с полностью смоченными паяными соединениями и без остатков флюса.
[11] Раскисление — это эндотермическая химическая реакция, то есть реакция требует тепла и протекает быстрее при более высоких температурах, которые достигаются только после полного испарения растворителей. Испарение спирта требует мало энергии, но испарение воды требует значительной энергии.
[12] ЛОС в сочетании с оксидами азота образуют озон, основной компонент городского смога.
[13] Существует разница между водорастворимым и водорастворимым. Остатки флюсов на спиртовой основе могут быть растворимы в воде. Это важное соображение при очистке после пайки.
Это важное соображение при очистке после пайки.
[14] С точки зрения непрофессионала, сила кислоты обычно рассматривается как pH, где 7,2 соответствует нейтральному значению, а меньшие числа указывают на более сильную кислоту. Однако химики используют понятия «сильный» и «слабый» совершенно по-разному. «Слабые» кислоты в химическом отношении — это кислотные соединения, которые хотя бы частично сохраняются в воде. «Сильные» кислоты полностью разлагаются («ионизуются») в воде. Из множества кислот только 7 являются «сильными» кислотами; все остальные «слабые». Слабые кислоты (в отличие, например, от соляной кислоты, которая сразу же разделяется с выделением ионов водорода и хлора). Плавиковая кислота — одна из самых сильных кислот — классифицируется как «слабая» кислота, потому что в воде она практически не изменяется. Для наших целей мы будем использовать «сильный» и «слабый» для обозначения кислотной активности.
[15] Как отмечалось ранее, газообразный водород можно использовать в качестве флюса.