Фрезы для деревообрабатывающих станков | Главный механик
Фрезерный станок – инструмент весьма распространенный. Он помогает обрабатывать различные типы материала. Наиболее популярными являются станки для обработки древесины. Этот инструмент широко применим в столярном деле и позволяет с легкостью декорировать различные элементы, а также проводить облицовку наличников, плинтусов, карнизов и прочих конструкций.
Принцип работы фрезерного станка заключается в том, что он заставляет фрезу совершать движения вращательного характера на очень высокой скорости. В это время сама заготовка, для которой требуется обработка, закреплена на столе и совершает прямолинейный поступательные движения подачи. Таким образом ей придается различная форма, изменяется конструкция в нужном месте под нужным углом, а поверхность становится ровной без лишних шероховатостей.
Управление станком, как правило, осуществляется в ручном режиме, реже в автоматическом. Существует большое количество разнообразных оснасток, которые позволяют расширить функционал фрезерного станка. Даже обычная рейка может существенно упростить работу. Но наиболее важной деталью, конечно является фреза.
Даже обычная рейка может существенно упростить работу. Но наиболее важной деталью, конечно является фреза.
Как и любой инструмент, фреза по дереву для станка имеет свою классификацию и разновидности. Каждый из типов позволяет проводить свои работы, имеет свои особенности и недостатки.
Типы деревообрабатывающих фрез
Сама по себе фреза представляет собой лезвие, которое сделано из твердосплавного металла и быстрорежущей стали. В конструкции возможен один или несколько рядов. Разновидности этой детали классифицируются по типу обрабатываемого материала (чугун, сталь нержавеющая или закаленная, медь, алюминий, древесина и прочие). А также по конструктивным особенностям и формам.
Концевая фрезаФрезы для деревообрабатывающих станков подразделяются, в первую очередь, на концевые и насадные. В первом случае в конструкции элемента есть хвостовик, который зажимается в патроне фрезерного станка, за счет чего и происходит его крепление. Во втором случае фреза имеет, специальное отверстие для крепления, насаживания на зажимы инструмента.
Классификация фрез весьма обширна, и включает в себя различные типы этих элементов. Принято различать виды преимущественно по их функциональным особенностям. Так среди фрез для обработки древесины выделяют следующие
- Конусообразные. Они подходят для работы с разнообразными породами дерева. Позволяют производить обработку под разными углами. Наиболее распространенный вид.
- Профильные. Применяются для декорирования различных элементов и конструкций.
- V-образные. Такими фрезами хорошо делать различного рода надписи, узоры, а также отверстия под углом 45 градусов.
- Для обработки пазов используют прямоугольный вид.
- Дисковые фрезы позволяют работать с пазами горизонтального типа и разной глубины.
- Для того, чтобы сделать закругленный кра подходит калевочный тип.
- Гальтельные. Позволяют осуществлять обработку кромок.
- Фальцевые фрезу потребуются для работы с четверятми.
- Шиповые соединения обрабатываются типом “ласточкино гнездо”.


Большое разнообразие фрез по типам и видам позволяет осуществлять широкий спектр работ по дереву и делать из него различные декоративные элементы.
Особенности работы с деревообрабатывающими фрезами
Как и для всякого узкопрофильного инструмента, подбор используемых рез ориентируется на особенности обрабатываемого материала и характер работы. Так для древесины мягких пород используют лезвия из легкого материала. Для твердых напротив. Для грубой обработки древесины необходимы лезвия, снимающие верхний слой, делающие черновую работу. Также отдельные наборы нужны для сверления канав, работы с углами, финишной и художественной обработки.
Не менее важным фактором, от которого зависит качество конечного продукта, правильная настройка оборудования. В комплекте с любой фрезой прикладывается инструкция, где подробно описаны технические характеристики, необходимые для работы с ней. Одной из наиболее существенных является глубина вхождения лезвия. Перед началом работы обязательно нужно ее проверить на заготовке.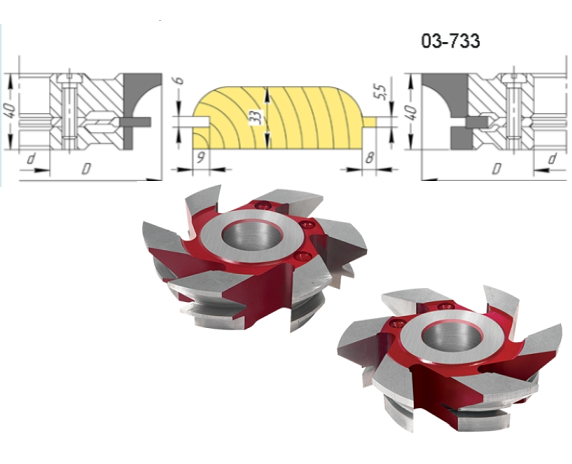 Если она не является правильной, то станок можно в ручном режиме отрегулировать должным образом.
Если она не является правильной, то станок можно в ручном режиме отрегулировать должным образом.
Также важно помнить, что с увеличением диаметра лезвия, количество оборотов станка должно быть снижено в пропорциональном объеме. При фиксации детали на столе станка для качественной обработки, необходимо использовать дуги и линейки, повторяющие форму будущего элемента. Сам фрезер должен двигаться в направлении обратном от траектории движения лезвия.
Лезвиям требуется заточка, так как со временем их края затупляются. Тогда прилагаемые для обработки усилия увеличиваются, что может негативно сказаться на фрезерном станке и сроке его службы. К сожалению, самостоятельно переточку выполнить не удастся. Для нее требуется отдельное оборудование, которое бывает различных конфигураций. Период времени в течение, которого происходит затупляемость лезвий напрямую зависит от правильности настроек станка.
Правильная установка фрезы, согласно прилагаемой инструкции и должная настройка оборудования являются залогом качественно выполненной работы. Однако, фрезерный станок является инструментом повышенной травмоопасности. Поэтом при работе с ним требуется должное внимание уделить соблюдению мер безопасности.
Однако, фрезерный станок является инструментом повышенной травмоопасности. Поэтом при работе с ним требуется должное внимание уделить соблюдению мер безопасности.
Правила безопасности
В первую очередь, необходимо осуществлять работу с защитными средствами – перчатками, очками, респиратором. Это позволит избежать попадания мелких частиц древесины в дыхательные пути, легкие, глаза.
Сама одежда, в которой будет производится обработка не должна быть слишком свободной, но и стеснять движения тоже нежелательно. Важно проследить за тем, чтобы не ней не было свисающих концов, отдельных длинных элементов. В противном случае высока вероятность попадания частей одежды в станок. Последствия этого могут быть весьма негативными – благодаря намотанному элементу под лезвие может попасть какая-либо часть тела.
Важно, при работе с фрезерным станком надежно и крепко фиксировать заготовку. Некоторые элементы обрабатываются на столе (для небольших это является обязательным условием), какие-то можно держать в руках при работе.
Работа с фрезами по деревообработке не является слишком трудной. Соблюдение основ безопасности, правильная настройка станка и грамотный подбор оснастки являются залогом качественно обработанного материала.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
zakaz@themechanic.
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74951086120
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74951086120
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
|
Фрезерные инструменты деревообрабатывающих предприятий Категория: Техника безопасности в деревообрабатывающем производстве Фрезерные инструменты деревообрабатывающих предприятий Фрезерный инструмент, широко применяемый в деревообрабатывающем производстве, имеет разнообразные конструктивные формы — от простых цельных фрез до сложных сборных и составных головок со вставными резцами различного профиля. В связи с повышением скоростей резания, необходимостью обеспечения лучшей чистоты обработки древесины, прочности фрез и безопасности работы с ними к конструкциям современного фрезерного инструмента предъявляются высокие требования. Приведенные данные анализа травматизма на деревообрабатывающих станках показывают, что наиболее тяжелые травмы происходят с рабочими на фрезерных станках вследствие нерациональной, опасной формы режущего инструмента. Форма цельных фрез, число резцов, величина (глубина) и профиль впадин между ними имеют большое влияние на прочность и равномерное распределение усилий на резцы фрезы. На рис. 1 изображена цельная четырехрезцовая фреза рациональной формы, без глубоких впадин между резцами, что гарантирует повышенную прочность фрезы. На рис. 2 показана пятирезцо-вая фреза менее рациональной конструкции, имеющая глубокие впадины между резцами и значительную длину узких резцов. Поэтому при повышении нагрузок, толчков и в результате многократной заточки резцы подвергаются излому. Широкое распространение за рубежом (ГДР) получили цельные фрезы безопасной конструкции с пластинками из твердого сплава. Они имеют ограниченную величину подачи на резец благодаря специальным выступам на корпусе фрезы перед резцом. Выступ на фрезе перед режущими элементами резцов предотвращает тяжелые травмы рук рабочего при соприкосновении с фрезой. На рис. 3 показана отечественная нормаль двухрезцовой фрезы такого типа с резцами, оснащенными пластинками из твердого сплава. Корпус этих фрез выполнен из конструкционной стали, отлитой прецизионным способом. Бывают и другие конструкции фрез такого типа. На рис. 45 показаны одно-, двух- и четырехрезцовые профильные фрезы с ограничительными выступами в конечной задней стороне резца. У однорезцовых фрез противоположная резцу сторона фрезы имеет профильный выступ для балансировки, путем рассверливания отверстий, как показано на рисунке. Рис. 1. Четырехрезцовая цельная фреза рациональной формы Рис. 2. Рис. 3. Конструкция безопасной фрезы с ограничителем подачи Одним из опасных видов фрезерного инструмента являются шипорезные крючья (рис. 46), не имеющие формы, тела вращения. Этот режущий инструмент необходимо заменять, другим, более безопасным. Рис. 4. Конструкции безопасных фрез с ограничителями подачи: Рис. 5. Шипорезные крючья опасной конструкции Шипорезные крючья могут быть с успехом заменены проушечными дисками, цельными фрезами и круглыми пилами. Проушечные диски по способу закрепления в них резцов бывают различных конструкций. Одной из более надежных и распространенных является, конструкция проушечных дисков с закреплением резцов в конических прорезях диска коническими распорными клиньями, гарантирующими от бокового смещения клиньев и резцов. В зависимости . от ширины резцов толщина дисков составляет 7,5—12 мм. Например, легкие фрезерные станки имеют шпиндельные насадки диаметром всего 17 мм, а средние — 27—30 мм. Для предупреждения такой установки от аварии необходимо регламентировать размеры диаметра отверстия в проушечном диске для его закрепления на шпинделе. Минимальный размер диаметра отверстия в диске должен быть не менее 30 мм. Следует заметить, что в некоторых случаях на шпиндель устанавливают два-три диска. Фрезерным инструментом, аналогичным проушечным дискам, являются подсечные диски, предназначенные для выборки фасонных углублений и заплечиков шипа. Этот инструмент опасен, так как его резцы, имеющие форму крючьев, выступают на значительную величину за окружность диска. Разность в размерах диаметра резания и окружности самого диска здесь равна размерам режущей части крючьев, выступающих за пределы окружности диска. Рис. 6. Шипорезные (проушечиые) диски, имеющие безопасную форму и надежное крепление ножей: Рис. 7. Подсечной шипорезный диск небезопасной конструкции Рис. 8. Конструкция безопасной прорезной фрезы для вы-борки ящичных шипов В конструкциях ящичных шипорезных станков предусматривается возможность разного положения шпоночных канавок с целью размещения по винтовой линии кромок нескольких фрез. Корпус прорезных фрез с целью безопасности при ручной подаче должен иметь форму диска диаметром па 2—3 мм меньше диаметра резания. На рис. 9 показана фреза такого типа в собранном виде с ограничительными дисками, применяющаяся для выборки проушек. Посадочное отверстие этих фрез должно иметь диаметр, равный диаметру ступицы и прокладочных колец, а также вырезы в дисках в зоне расположения резцов фрезы для того, чтобы при установке между фрезами прокладочных колец ограничительные диски не препятствовали точному установлению фрез по оси шпинделя. Рис. 9. Прорезная безопасная фреза с ограничительными дисками в оборе При шипорезных работах на небольших деревообрабатывающих предприятиях, не имеющих шипорезных станков, выборка проушин, шипов и пазов производится на фрезерных станках колеблющимися пилами. Наиболее важной для обеспечения безопасности работы с этими пилами является конструкция регулируемых зажимных шайб-патронов для закрепления пилы на шпинделе станка под углом 90°. Как внешней поверхности втулки, так и внутренним, сопряженным с ней поверхностями зажимных шайб и придана шаровая форма. Шайбы могут наклоняться по отношению к оси шпинделя при их смещении по шаровой поверхности втулки. Величину угла наклона пилы регулируют поворотом шайбы вокруг оси шпинделя. Для этого ослабляют фиксирующие болты, поворачиваю/г регулировочную шайбу в дугообразных пазах на заданный угол >по шкале 8, затем закрепляют пилу на шпинделе болтами и гайкой. Регулировочные патроны и зажимные шайбы бывают и других конструкций. Установка колеблющейся пилы без надежного закрепления на шпинделе может привести к ее смещению во время работы, сильному толчку, аварии, разрушению диска пилы, а следовательно, и к травмам рабочих. На фрезерных станках с ручной подачей не следует применять колеблющихся пил диаметром свыше 250 мм, а на станках с механической подачей — свыше 350 мм. Наибольшая окружная скорость колеблющихся пил на станках с ручной подачей должна быть не выше 50 м/сек, а на станках с механизированной подачей — 70 м/сек. Зубья колеблющейся пилы должны иметь специальный профиль, косую расточку и малый развод (0,20—0,25 мм). Рис. 10. Патрон для надежного крепления на шпинделе фрезерного станка колеблющихся круглых пил: У фрез, состоящих обычно из двух цельных фрез, для обеспечения безопасности особое внимание необходимо уделять надежности соединения фрез и совпадению их режущих граней, например, верхней и нижней пазовых или гребневых фрез. Опасным фрезерным инструментом являются фланцевые головки с глубокими впадинами между ножами, вставленными в прорези фланцев. Такие ножевые головки вызывают опасность двоякого рода: Во фланцевой головке обычной конструкции ножи на торцовой части имеют выточки, в которые входят головки штифтов, закрепляемые в прямоугольных прорезях фланцев. Этот способ закрепления ножей не вполне гарантирует от их вылета вследствие возможного срезания штифтов и, кроме того, затрудняет установку и снятие ножей. Рис. 11. Фланцевая головка с вставными ножами: Более надежный способ закрепления ножей во фланцевых ножевых головках предложил НИИДревмаш в нормали «Головки фланцевые безопасные с плоскими ножами» (1961 г. Однако все фланцевые головки опасны тем, что имеют глубокие пазухи между головками и при ручной подаче древесины могут нанести тяжелые травмы рабочим. Поэтому фланцевые головки рекомендуется использовать лишь на фрезерных станках с механизированной подачей или оборудованных автоподатчиками (п. 24, «Общие технические условия безопасности на деревообрабатывающие станки»). На рис. 12 показана двухножевая овальная головка рациональной конструкции с подрезателями для отбора фальцев (фирма «Вальтер», ФРГ). В такой головке предусмотрены упоры для задних граней резцов, что обеспечивает их автоматическую установку на постоянный радиус резания. При правильном изготовлении упоров и заточке ножей точность их установки по упорам достигает 0,01 мм. Для повышения прочности и обеспечения безопасности при работе дереворежущих инструментов, резцы которых оснащены пластинками из твердого сплава, необходимо выполнять следующие требования: Режущие инструменты фрезерных станков с большим числом оборотов шпинделей и высокой скоростью резания (12— 15 тыс. об/мин и более) отбалансировать так, чтобы для фрез весом до 10 кг дисбаланс не превышал 5 г/см, а для фрез весом более 10 кг — 0,5 г/см на 1 кг веса фрезы. Рис. 12. Ножевая фальцовочная безопасная головка с ограничителем: Реклама:Читать далее:Лесопильные рамы деревообрабатывающих предприятий
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 Пятирезцовая цельная фреза нерациональной опасной формы с узкими резцами и глубокими впадинами
Пятирезцовая цельная фреза нерациональной опасной формы с узкими резцами и глубокими впадинами




 ). В отличие от других в этой конструкции ножи на верхней боковой кромке имеют нарезку, зубцы которой, входя во впадины между витками предохранительного винта, препятствуют вылету ножей во время работы. Предохранительные винты удерживаются с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами.
). В отличие от других в этой конструкции ножи на верхней боковой кромке имеют нарезку, зубцы которой, входя во впадины между витками предохранительного винта, препятствуют вылету ножей во время работы. Предохранительные винты удерживаются с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами. Корпус головки имеет очертания, ограничивающие максимальную толщину снимаемой стружки. Фреза имеет ножи с пластинками из твердого сплава.
Корпус головки имеет очертания, ограничивающие максимальную толщину снимаемой стружки. Фреза имеет ножи с пластинками из твердого сплава.
CleTool, Woodworking Supplies, Strongsville, Огайо
Бренды высшего качества, отличное соотношение цены и качества, непревзойденный сервис
Cleveland Tool and Cutter Inc. с гордостью обслуживает деревообрабатывающую промышленность с 1958 года в качестве дистрибьюторов высококачественных инструментов, машин и аксессуаров.
с гордостью обслуживает деревообрабатывающую промышленность с 1958 года в качестве дистрибьюторов высококачественных инструментов, машин и аксессуаров.
О нас
Бренды высшего качества
Гарантия качества
Компания Cleveland Tool and Cutter Inc. с 1958 года с гордостью обслуживает деревообрабатывающую промышленность в качестве дистрибьютора высококачественных инструментов, машин и принадлежностей. Наше предприятие площадью 12 000 кв. футов, расположенное на углу Route 82 и Foltz Pkwy в Стронгсвилле, штат Огайо, включает в себя выставочный зал площадью 3 200 кв. футов, где вы можете воочию увидеть все новейшие технологии деревообработки. Компания Cleveland Tool and Cutter, от производителя «сделай сам» до крупнейшего производителя, с ее опытным персоналом по продажам, обученными на заводе техническими специалистами по обслуживанию и полным сервисным центром готовы удовлетворить все ваши потребности в деревообработке. Зайдите и узнайте, почему все больше и больше людей выбирают Cleveland Tool and Cutter для всех своих потребностей в деревообработке.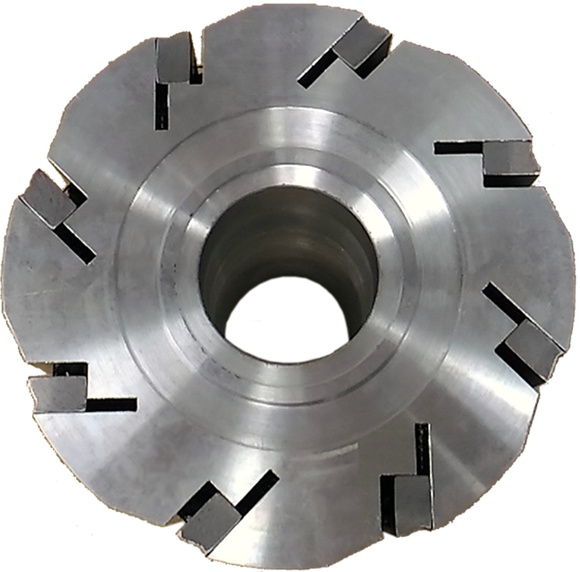
Как всегда, мы хотим поблагодарить наших клиентов, чья постоянная поддержка на протяжении многих лет позволила нам расшириться и, в свою очередь, лучше обслуживать вас.
На данный момент нет предстоящих событий
Высококачественный сервис
Ваше удовлетворение гарантировано
В Cleveland Tool & Cutter, INC. мы стремимся к исключительному обслуживанию клиентов. В дополнение к впечатляющему ассортименту продуктов для всех ваших потребностей в деревообработке, мы также производим заточку лезвий из твердого сплава, лезвий из быстрорежущей стали и заточку ножей, а также заточку твердосплавных фрез и заточку фрез. Свяжитесь с нами сегодня, чтобы узнать, как мы можем работать вместе. Cleveland Tool & Cutter, INC. к вашим услугам.
 youtube.com/embed/tapoS4TNqCU?wmode=transparent&autoplay=0&mute=0&theme=dark&controls=1&autohide=1&loop=1&showinfo=0&rel=0&enablejsapi=0&playlist=tapoS4TNqCU” frameborder=”0″ title=”External YouTube” aria-label=”External YouTube” data-testid=”youtube” allowfullscreen=””>
youtube.com/embed/tapoS4TNqCU?wmode=transparent&autoplay=0&mute=0&theme=dark&controls=1&autohide=1&loop=1&showinfo=0&rel=0&enablejsapi=0&playlist=tapoS4TNqCU” frameborder=”0″ title=”External YouTube” aria-label=”External YouTube” data-testid=”youtube” allowfullscreen=””> Отличный сервис, гарантия
Наши сотрудники Cleveland Tool & Cutter, INC. готовы помочь вам с любой заточкой твердосплавных лезвий или любыми другими услугами, которые могут вам понадобиться. Мы делаем все возможное, чтобы быть для вас универсальным магазином, поэтому, если вы хотите узнать больше о нашей заточке лезвий, свяжитесь с членом нашей команды сегодня, и мы обязательно поможем вам. Просто позвоните нам.
Заточка карбида
Непревзойденный сервис
Cleveland Tool & Cutter, INC. предлагает свой опыт в области заточки с 19 лет.58. Мы поняли, что со всем нашим многолетним опытом и всем нашим оборудованием мы можем предложить нашим клиентам самую профессиональную заточку в городе по удивительному соотношению цены и качества. Если у вас есть инструмент, который нуждается в заточке, свяжитесь с нами, чтобы узнать, как мы можем прекратить работу сегодня.
Если у вас есть инструмент, который нуждается в заточке, свяжитесь с нами, чтобы узнать, как мы можем прекратить работу сегодня.
Заточка стали
ОСТРЫЙ ИНСТРУМЕНТ — НАДЕЖНЫЙ ИНСТРУМЕНТ
Удовлетворение потребностей клиентов является нашим главным приоритетом, и мы предлагаем заточку фрез и фрез для всех и каждого. Сюда входят как твердосплавные фрезы для фрезерных станков, так и твердосплавные фрезы в целом, включая спиральные фрезы. Наши клиенты знают, что как только они решат работать с Cleveland Tool & Cutter, INC., мы позаботимся о них на всех этапах производства. Свяжитесь с нами сегодня, чтобы узнать, как мы можем помочь.
Биты и фрезы
Чего вы ждете? Свяжитесь с нами и приступим к работе.
Часы работы
Пн: 8:00 – 17:00
Вт: 8:00 – 17:00
Ср: 8:00 – 17:00
Чт: 8:00 – 17:00
Пт: 8:00 – 17:00
Сб: 8:30–13:00
Вс: выходной
Быть терпеливым | Последние разработки в области болезни Альцгеймера
Последние новости
недавно диагностировано юридическое планирование финансового планирования болезни Альцгеймера
Наши читатели отправили юридические вопросы о болезни Альцгеймера.
 Мы спросили юриста
Мы спросили юристаДакота Вагнер | 30 июня 2023 г.
После постановки диагноза «деменция» у многих семей возникают вопросы о юридическом или финансовом планировании. Мы связались с Куртом Винтером, адвокатом в…
Подробнее
снижение когнитивных функций когнитивные симптомы деменция ранние признаки Голоса пациентов
«Как я впервые понял, что что-то не так: устная история раннего слабоумия»
Женевьев Гласс | 29 июня 2023 г.
Ранние признаки болезни Альцгеймера или слабоумия могут быть незаметными — иногда незаметными для человека, который их испытывает. Забывчивость или борьба с…
Подробнее
снижение когнитивных функций
Нейробиологи объясняют, как опухоли головного мозга вызывают снижение когнитивных функций
Сарита Кришна и Шон Херви-Джампер, Калифорнийский университет в Сан-Франциско | 29 июняth, 2023
Исследователям давно известно, что опухоли головного мозга, в частности опухоль, называемая глиомой, могут влиять на когнитивные и физические функции человека.![]() Пациенты…
Пациенты…
Подробнее
Другие статьи
Разрушающие мифы добавки для здоровья мозга
Дуэйн Меллор | 20 июня 2023 г.
Работают ли добавки с куркумой? Вот что говорит наука
Куркума используется людьми более 4000 лет. Наряду с кулинарией и косметикой, это был основной продукт традиционной…
Подробнее
Саймон Спичак, магистр наук | 3 апреля 2023 г.
Работает ли Неурива Плюс? Урегулированный судебный процесс запрещает его создателям заявлять, что это так
Принимали бы вы добавку, например, добавку для здоровья мозга Neuriva Plus, которая утверждает, что улучшает работу вашего мозга? Ведь майим…
Подробнее
Терпение | 17 февраля 2022 г.
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые опасны для жизни — от сильного отека мозга до…
Некоторые опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, магистр наук | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для улучшения работы мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым, улучшает вашу память. Такого рода…
Подробнее
Другие статьи
В поисках лечения и лечения
Саймон Спичак, магистр наук | 12 апреля 2023 г.
Заполнение пустоты: борьба за лечение болезни Альцгеймера на более поздних стадиях
Когда отец Джулии Флеминг впал в более позднюю стадию слабоумия Альцгеймера, она могла только наблюдать, как его навыки работы с компьютером и интерес к нему угасали. «…
Подробнее
Николас Чан | 27 сентября 2021 г.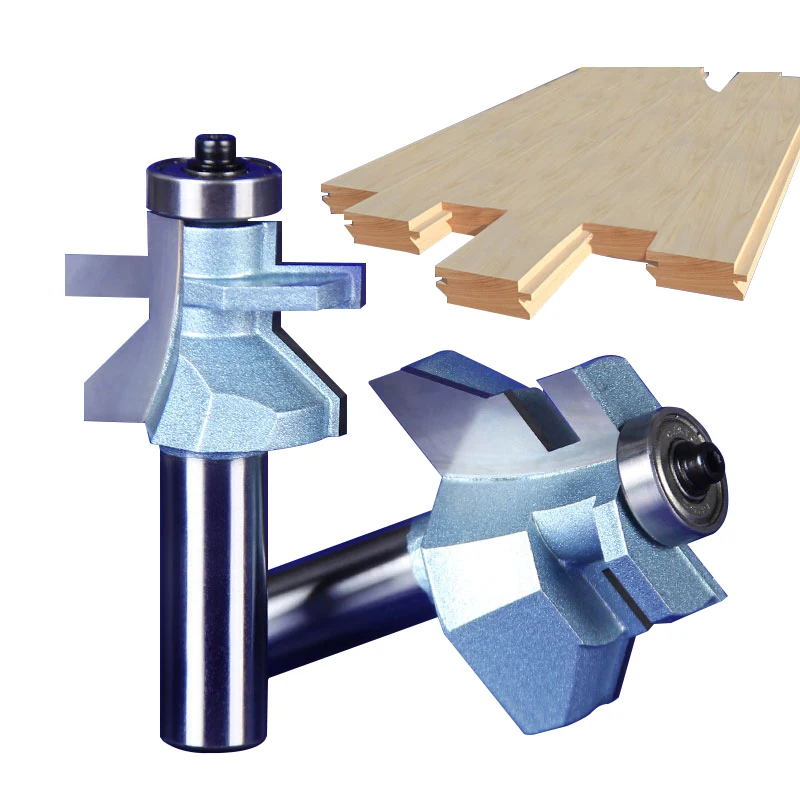
Ваш путеводитель по одобренным FDA лекарствам от болезни Альцгеймера
Болезнью Альцгеймера страдает каждый третий человек старше 85 лет, и масштабы эпидемии только усугубляются. Пока там…
Подробнее
Саймон Спичак, магистр наук | 14 апреля 2023 г.
На пороге полного одобрения FDA новые подробности о смерти Лекемби
В июне Управление по санитарному надзору за качеством пищевых продуктов и медикаментов примет решение о предоставлении полного одобрения антиамилоидному препарату для лечения болезни Альцгеймера компании Biogen и Eisai Leqembi (общее название…
Подробнее
Саймон Спичак, магистр наук | 21 марта 2023 г.
Эти малоизвестные токсичные белки обнаруживаются в 60% случаев болезни Альцгеймера
«Анна Каренина» начинается знаменитой строкой: «Все счастливые семьи похожи друг на друга; каждая несчастливая семья несчастлива по-своему». Принцип держится…
Подробнее
Другие статьи
Генетика и здоровье мозга
Саймон Спичак, магистр наук | 4 мая 2022 г.
Является ли болезнь Альцгеймера генетической?
Революционные достижения в области технологий секвенирования генов открыли новые пути для понимания здоровья и болезней. Ученые могут секвенировать наш генетический код для поиска…
Подробнее
Саймон Спичак, магистр наук | 2 марта 2023 г.
Как ген APOE4 влияет на мой риск болезни Альцгеймера?
ДНК человека содержит до 25 000 различных генов. Невероятно думать, что всего одна маленькая мутация может…
Подробнее
Кристин Барба | 2 января 2019 г.
Гены, меняющие жизнь: «У меня может быть 50% шанс заболеть болезнью Альцгеймера к 50 годам»
Будучи студентом колледжа, Марти Рейсвиг решил пригласить свою девушку на воссоединение семьи. После того, как он заметил, что многие его родственники борются с…
Подробнее
Николас Чан | 21 января 2021 г.
Рассматриваете генетическое тестирование на болезнь Альцгеймера? 3 вещи, которые нужно знать
Некоторые гены, такие как ApoE, играют важную роль в заболевании. Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Подробнее
Другие статьи
Улучшение здоровья мозга
Кэти Куп | 28 марта 2023 г.
Обладают ли эти жители боливийской Амазонии секретом здоровья мозга?
По данным Всемирной организации здравоохранения, более 55 миллионов человек во всем мире страдают деменцией. И это число растет: каждый год почти 10 миллионов…
Подробнее
Александра Марвар | 23 декабря 2020 г.
5 вещей, которые вы можете сделать сегодня, чтобы уменьшить стресс
Опекуны: если вы постоянно беспокоитесь или чувствуете тревогу, перегружены или в плохом настроении, если вам трудно сосредоточиться, если вы подавлены или взволнованы, если вы сами…
Подробнее
Саймон Спичак, магистр наук | 2 июня 2023 г.
«Как я могу предотвратить болезнь Альцгеймера?» Вот что говорит наука
Каждый год более 900 000 американцев диагностируют деменцию Альцгеймера. Только пять процентов этих случаев являются результатом генетической формы…
Только пять процентов этих случаев являются результатом генетической формы…
Подробнее
Александра Марвар | 2 сентября 2021 г.
Может ли слишком много кофе уменьшить ваш мозг? (И будет ли это иметь значение?)
Недавно пришли плохие новости для тех, кто постоянно употребляет кофеин: недавно исследователи обнаружили доказательства того, что употребление более шести чашек кофе в день может уменьшить…
Подробнее
Еще статьи
Диагностика деменции
Саймон Спичак, магистр наук | 7 февраля 2023 г.
Есть только один способ перепроверить диагноз деменции. Medicare отказывается покрывать это
Теперь, когда леканемаб одобрен Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и возмещается Medicare, а также доступен на рынке под названием Leqembi, многие американцы…
Подробнее
Фил Гутис | 1 августа 2022 г.
Анализы крови при болезни Альцгеймера делают еще один шаг вперед
В этом году на конференции AAIC разработчик анализа крови на болезнь Альцгеймера представляет многообещающие данные, в то время как Ассоциация болезни Альцгеймера предупреждает, что новые биомаркеры на основе крови не совсем…
Подробнее
Дебора Кан | 1 июня 2023 г.
Что такое ФТД? Эксперты по деменции объясняют симптомы, диагностику и уход
Узнав о диагнозе лобно-височной деменции у Брюса Уиллиса, у многих возникли вопросы о диагнозе и о том, чего ожидать. Кэти Брандт и доктор….
Подробнее
Николас Чан | 27 марта 2020 г.
«Обезоружить диагноз»: Джим Батлер о жизни после диагноза «деменция»
Быть терпеливым поговорил с Джимом Батлером, у которого четыре года назад диагностировали болезнь Альцгеймера, о его попытках «обезвредить» свой диагноз, перепрограммировав его…
Подробнее
Еще статьи
Разнообразие и деменция
Алехандра О’Коннелл-Доменек | 17 апреля 2023 г.
Детище студенческого класса: латиноамериканская теленовелла о болезни Альцгеймера
Эта статья является частью серии Разнообразие и слабоумие, подготовленной компанией “Быть терпеливым” при поддержке Eisai. Мужчина в ярко-желтой рубашке…
Подробнее
Рианна Паттерсон | 28 февраля 2023 г.
Подработка этого исследователя деменции: поддержка чернокожих женщин в науке
Эта статья является частью серии Разнообразие и слабоумие, подготовленной компанией “Быть терпеливым” при поддержке Eisai. Для аспирантов Кембриджского университета и…
Подробнее
Саймон Спичак, магистр наук | 31 марта 2023 г.
Борьба Тони Гонсалеса за лучшее лечение болезни Альцгеймера в латиноамериканском сообществе США
Эта статья является частью серии Разнообразие и слабоумие, подготовленной компанией “Быть терпеливым” при поддержке Eisai. «Я ехал домой с работы и…
Подробнее
Саймон Спичак, магистр наук | 15 февраля 2023 г.
Кристиана Эги: Разрушение стигмы деменции для молодых и старых
Кристиана Эги — владелица Alexis Lodge — дома для более чем 20 человек, страдающих деменцией. Но зачем останавливаться на достигнутом?…
Подробнее
Еще статьи
Совок пищевых добавок
Саймон Спичак, магистр наук | 27 января 2022 г.
Правда о добавках для улучшения работы мозга
Что, если бы вы могли увеличить свой мозг — стать умнее, более сосредоточенным и осознанным — по цене 50 долларов в месяц? Или…
Подробнее
Саймон Спичак, магистр наук | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для улучшения работы мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым, улучшает вашу память. Такого рода…
Подробнее
Терпение | 17 февраля 2022 г.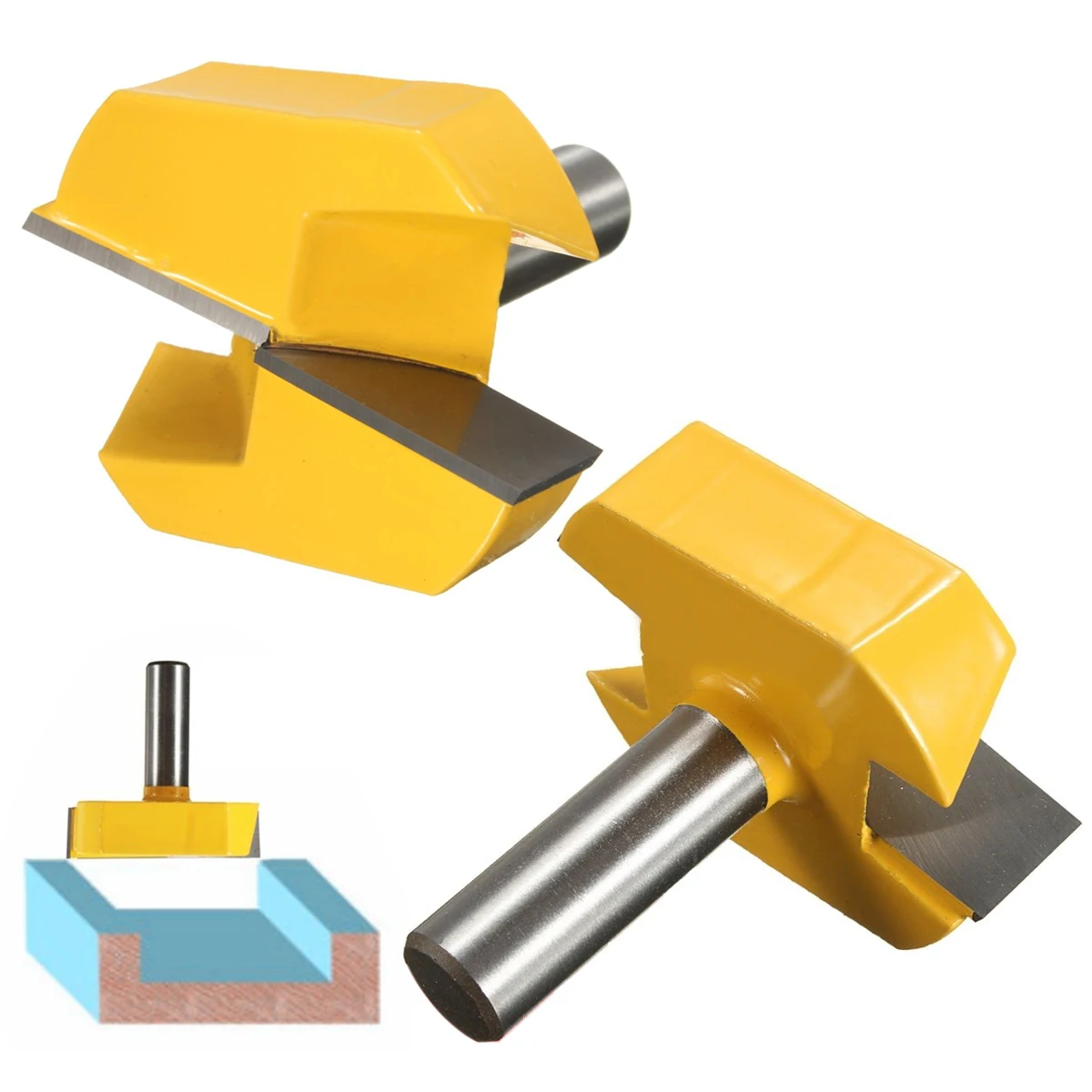
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые из них опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, магистр наук | 16 августа 2022 г.
Dopamine Bean: работают ли добавки Dopa Mucuna?
Модная пищевая добавка под названием допа мукуна содержит опасно высокий уровень повышающего дофамин препарата под названием леводопа. Исследователи предупреждают о непреднамеренной побочной…
Подробнее
Другие статьи
Изменение лица при болезни Альцгеймера
Элизабет Хьюитт | 6 декабря 2022 г.
Тусовка слабоумия: Восстание кафе памяти
Когда люди регистрируются, чтобы присоединиться к онлайн-кафе памяти Еврейской службы семьи и детей, они могут услышать от эксперта по афро-латиноамериканской музыке о…
Подробнее
Элизабет Хьюитт | 20 декабря 2022 г.