Фрезы Режущие кромки – Энциклопедия по машиностроению XXL
Червячные колеса нарезают червячны ми фрезами, режущие кромки которых при вращении фрезы идентичны с поверхностью витков червяка. Поэтому в целях сокращения номенклатуры зуборезного инструмента стандартизованы также коэффициенты диаметра червяка [c.230]Метод копирования состоит в том, что по чертежам тщательно построенных профилей зубьев изготовляют Дисковую или пальцевую фрезу. Режущие кромки фрезы имеют очер- [c.250]
На фиг. 66 показана развёртка зубьев кукурузной фрезы. Режущие кромки её расположены на кольцевых выступах, смещённых относительно друг друга на величину [c.298]
При нарезании цилиндрических зубчатых колес червячной фрезой режущие кромки инструмента имеют неравномерную загрузку. Наиболее нагруженными элементами являются вершин- [c.381]
Червячные колеса нарезают фрезами, режущие кромки которых при вращении образуют поверхности, идентичные с поверхностью витков червяка.
Нарезание зубьев методом копирования осуществляется дисковой (модульной) фрезой, режущие кромки которой имеют форму впадины между зубьями нарезаемого колеса. [c.205]
Процесс затылования ведут до тех пор, пока не будет полу чен необходимый профиль обрабатываемой фрезы. Режущая кромка затыловочных резцов имеет профиль, в точности соответствующий профилю затылуемой фрезы, но обратный по форме. Для качественного затылования необходимо иметь обдирочный и чистовой резцы. [c.146]
Режущие кромки обычной фасонной фрезы в плоскости N занимают одно и то же положение. При вращении же червячной фрезы режущие кромки в плоскости N будут смещаться. Это объясняется тем, что режущие кромки червячной фрезы располагаются на винтовой поверхности исходного червяка. Поэтому можно принять, что при непрерывном вращении червячной фрезы режущие кромки в плоскости N двигаются поступательно, а профиль детали в той же плоскости N вращается вокруг своей оси.
Значительные преимущества в этом отношении имеют цилиндрические фрезы с затылованными зубьями и винтовыми стружкоделительными канавками (фиг. 52, а), так называемые фрезы, режущие кромки которых выполнены в виде резьбовой гребенки с большим радиусом закругления резьбовых вершин, а зубья имеют наклон [c.102]
Для отрезных работ применяют тонкие дисковые фрезы, называемые пилами (рис. 140). Очень тонкие дисковые фрезы малого диаметра, применяемые для фрезерования прорезей (шлицев) в головках винтов и гайках, называют шлицевыми. У пил и шлицевых фрез режущие кромки расположены только по цилиндрической части, т. е. зубья не имеют режущих кромок на обоих
УСЛОВИЕ РАВНОМЕРНОСТИ ФРЕЗЕРОВАНИЯ. На рис. 14.20, а на поверхности резания R, изображенной в виде развертки на плоскость, показаны следы трех одновременно режущих винтовых зубьев I, II и III.
 При вращении фрезы каждый ее зуб начинает резание в точке 1. В это начальное мгновение ширина Ь = О и толщина а = 0. По мере вращения фрезы режущие кромки ее зубьев перемещаются справа налево по поверхности резания. Линии контакта зубьев с поверхностью резания на ее развертке имеют вид прямых, которые с осью фрезы образуют угол наклона со. Рабочий цикл каждого зуба заканчивается в точке 4.
[c.230]
При вращении фрезы каждый ее зуб начинает резание в точке 1. В это начальное мгновение ширина Ь = О и толщина а = 0. По мере вращения фрезы режущие кромки ее зубьев перемещаются справа налево по поверхности резания. Линии контакта зубьев с поверхностью резания на ее развертке имеют вид прямых, которые с осью фрезы образуют угол наклона со. Рабочий цикл каждого зуба заканчивается в точке 4.
[c.230]Фрезерование выполняется цельной или составной фрезой. Фреза — многорезцовый инструмент, вращающийся вокруг оси вала, располагаемого в опорах станка. При вращении фрезы режущие кромки резцов образуют поверхности, вид которых за- висит от вида режущей кромки и расположения ее относительно оси вала. По этим признакам различают фрезерование цилиндрическое (поверхность вращения, образуемая в пространстве режущими кромками фрезы, цилиндр), коническое (поверхность вращения конус), торцовое (поверхность, в которой двигаются режущие кромки, плоскость), профильное (поверхность вращения сложного профиля, ее образующая — сочетание прямых отрезков или кривая). [c.160]
[c.160]
Фасонные фрезы. В фасонных фрезах режущая кромка расположена по некоторой фасонной поверхно- [c.136]
Затылование червячных фреЗ. Режущие кромки зубьев червячных фрез располагаются на поверхности витков базового (основного) червяка. По типу основного червяка червячные фрезы под- [c.121]
Для процесса резания необходимо, чтобы задний угол ах в сечении, перпендикулярном к режущей кромке, был не менее 2°. Это условие может быть выполнено в тех случаях, когда угол касательной к профилю не менее 5°. На рис. 2.46 показано конструктивное оформление профиля радиусной фрезы. Режущая кромка имеет профиль дуги окружности радиуса Н только для точки 2 с углом ф = 5°. Участок профиля между точками 2 ц 3 оформляется в виде прямой, касательной к окружности радиуса / в точке 2.
Червячное колесо нарезается червячной фрезой, режущие кромки располагаются на винтовых поверхностях, близких к винтовым поверхностям червяка. Для каждого размера червяка колесо нарезается своей фрезой. [c.220]
Несколько сложнее определение суммарной площади сечения слоя, срезаемого одновременно работающими зубьями винтовой цилиндрической фрезы. Режущие кромки этих фрез входят в контакт с заготовкой и прекращают резание постепенно. На [c.205]
У цилиндрических фрез различают передний угол у, измеренный в плоскости А—А, перпендикулярной к главной режущей кромке главный задний угол а, измеренный в плоскости, перпендикулярной [c.331]
При фрезеровании торца заготовки трехсторонней фрезой диаметр фрезы следует выбирать с таким расчетом, чтобы расстояние от режущей кромки фрезы, расположенной на цилиндрической поверхности, до поверхности кольца на оправке было больше ширины обрабатываемой поверхности.
Трехстороннюю фрезу следует устанавливать относительно заготовки таким образом, чтобы режущая кромка на цилиндрической поверхности зуба фрезы не слишком заходила за нижнюю линию поверхности заготовки. Это позволяет избежать вырыва заготовки из тисков во время фрезерования. [c.153]
Назначение — для инструмента, работающего в условиях, не вызывающих разогрева режущей кромки фрез, зенковок, топоров, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек. [c.366]
Назначение — для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики. [c.449]
Витки червяка нарезают резцом на токарно-винторезном или дисковой фрезой на резьбофрезерном станке после нарезания резьбы и термообработки рабочие поверхности витков нередко шлифуют и полируют, что существенно повышает нагрузочную способность передачи.
 Зубья червячного колеса нарезают методом обкатки червячными фрезами на зубофрезерных станках режущий инструмент в этом случае подобен червяку, снабженному режущими кромками и гранями (производящий червяк). Такая технология изготовления обеспечивает линейный контакт между витками червяка и зубьями червячного колеса.
[c.164]
Зубья червячного колеса нарезают методом обкатки червячными фрезами на зубофрезерных станках режущий инструмент в этом случае подобен червяку, снабженному режущими кромками и гранями (производящий червяк). Такая технология изготовления обеспечивает линейный контакт между витками червяка и зубьями червячного колеса.
[c.164]Сдвоенные (составные) фрезы (рис. 257) могут работать только в комплекте они имеют правые и левые винтовые р анавки. Несмотря на большой угол наклона (со до 55°), осевые силы правой и левой фрез во время работы уравновешиваются, так как они направлены в разные стороны. В комплект входят две фрезы — правая и левая в месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Для этой цели на торце каждой фрезы делаются выступы и впадины. Выступы одной фрезы входят во впадины другой фрезы, и таким образом осуществляется перекрытие. Для того чтобы выступы приходились против соответствующих впадин, необходимо строго выдерживать угол е , под которым должна располагаться шпоночная канавка относительно зубьев.
Как максимум, одновременно в работе может участвовать только 50% имеющихс зубьев. При работе фрезой режущие кромки последовательно, одна за другой, врезаются в удаляемый слой металла и в такой же последовательности выходят из работы. В начале врезания толщина срезаемого слоя бывает равна 0. Затем она увеличивается до максимального своего значения на выходе зуба из работы. Поэтому получаемая стружка имеет форму запятой (фиг. 22,6). [c.26]
Дисковая фреза, режущие кромки которой имеют очертание впадины между зуоьями, совершает вращательное движение (рис. 5. 26). Заготовка совершает поступательное двйжёНйе ВДОЛь своей оси. За каждый ход заготовки фрезеруется только одна впадина, Затем за-
[c.143]
26). Заготовка совершает поступательное двйжёНйе ВДОЛь своей оси. За каждый ход заготовки фрезеруется только одна впадина, Затем за-
[c.143]
Режущие кромки 3 (фиг. 422) фрезы образуются пересечением передней поверхности продольных канавок 2 с задними поверхностями зубьев фрезы 4. Для образования задних углов задние поверхности смещаются с поверхности основного червяка 1. Они являются также винтовыми поверхностями и имеют с одной стороны угол подъема и шаг больше угла подъема и шага основного червяка, а с другой стороны — меньше. По мере затачивания линия пересечения передней и задней поверхностей, образующих режущую кромку 5, смещается от первоначального положения 3 и из-за наличия задних углов приближается к оси фрезы. Необходимо чтобы и у переточенной фрезы режущие кромки — линии пересечения передней и задней поверхностей — находились на винтовой поверхности червяка, на основе которого проектировалась фреза, стеми же размерами. У переточенной фрезы режущие кромки лежат на винтовой поверхности ближе к оси фрезы, чем режущие кромки новой фрезы.
Полуавто.мат предназначен для чнстового и чернового нарезания зубьев прямозубых конических колес. Он работает методом обката. Зубья обрабатываются дву мя спаренными фрезами. Режущие кромки зубьев обеих фрез составляют исходный контур зуба колеса. Больщинство зубчатых колес можно нарезать на цельных заготовках без предварительной прорезки. В зависимости от конструкции фрез на станке можно обрабатывать зубчатые колеса с прямыми бочкообразными зубьями. [c.208]
Метод копирования состоит в том, что по чертежам тгцательно построенных профилей зубьев изготавливается дисковая ())реза (рис. 22,18), Режущая кромка фрезы имеет очертание впадины между зубьями. Враш,аясь, фреза перемеш.ается в направлении боковой образующей зуба. За каждый ход фрезы вдоль оси ко- [c.446]
Силы резания. В процессе фрезерования каждый зуб фрезы преодолевает силу сопротивления металла резанию. Фреза должна преодолеть суммарные силы резания, которые складываются из сил, действующих на зубья, 1гаходящиеся в контакте с заготовкой. При фрезеровании цилиндрической фрезой с прямыми зубьями равнодействующую сил резания R, приложенную к фрезе в некоторой точке Л, можно разложить на окружную составляющую силу Р, касательную к траектории движения точки режущей кромки, и радиальную составляющую силу Ру, направленную по радиусу. Силу R можно также разложить на горизонтальную Яц и вертикальную Р-, составляющие (рис. 6.57, а). У фрез с винтовыми зубьями в осевом нанрав-лении действует еще осевая сила P , (рис. 6.57, б). Чем больше угол наклона винтовых канавок w, тем больше сила Р . При больших значениях силы Р применяют две фрезы с разными направлеггиями
[c.330]
При фрезеровании цилиндрической фрезой с прямыми зубьями равнодействующую сил резания R, приложенную к фрезе в некоторой точке Л, можно разложить на окружную составляющую силу Р, касательную к траектории движения точки режущей кромки, и радиальную составляющую силу Ру, направленную по радиусу. Силу R можно также разложить на горизонтальную Яц и вертикальную Р-, составляющие (рис. 6.57, а). У фрез с винтовыми зубьями в осевом нанрав-лении действует еще осевая сила P , (рис. 6.57, б). Чем больше угол наклона винтовых канавок w, тем больше сила Р . При больших значениях силы Р применяют две фрезы с разными направлеггиями
[c.330]
Фрезы изготовляют цельными (рис. 6.58, б—ж) или сборными (рис. 6.58, а, э). Режущие кромки могут быть прямыми (рис. 6.58, о) или винтовы.мн (рис. 6.58, а). Фрезы имеют остроконечную (рис. 6.58, и) или затылованную (рис. 6.58, к) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда при переточке по передней поверхности профиль зуба фрезы сохраняется. [c.331]
[c.331]
На рис. 6.59, а показана цилиндрическая фреза с винтовы .ч1 зубьями. Она состоит из корпуса 1 и режущих зубьев 2. Зуб фре. Ы имеет следующие элементы переднюю поверхность 3, заднюю поверхность 6, спинку зуба 7, ленточку 5 и режущую кромку 4. [c.331]
У зуба торцовой фрезы (рис. 6.59, б) режущая кромка имеет более сложную форму. Она состоиг из главной режущей кромки 8, переходной кромки 9 и вспомогательной кромки 10 Зуб торцовой фрезы имеет главный угол в плане (( и вспомогательный угол в плане q l. [c.332]
Требование высокой точности и плавности зацепления зубчатых колес, а также стремление повысить производительность зубонареза-ния привели с созданию специальных зуборезных станков. Наиболее распространенными являются станки, образующие профиль зуба путем фрезерования или долбления режущими кромками инструмента в непрерывном процессе обкатки. При обработке долблением получается более правильный профиль, чем при фрезеровании, так как в этом случае неточности инструмента значительно меньше отражаются на профиле зуба, но зато возникающие при обработке удары йредно влияют на станок и инструмент. Вследствие этого метод долбления применяется главным образом для чистового нарезания зубьев метод фрезерования двух- или трехзаходными фрезами, как наиболее производительный, применяется главным образом для чернового нарезания фрезерование однозаходными фрезами применяется для чистового нарезания. Методом фрезерования можно нарезать большее количество видов зацепления, как-то цилиндрические зубчатые колеса с прямым и косым зубом, червячные зубчатые колеса, червяки, цепные колеса.
[c.292]
При обработке долблением получается более правильный профиль, чем при фрезеровании, так как в этом случае неточности инструмента значительно меньше отражаются на профиле зуба, но зато возникающие при обработке удары йредно влияют на станок и инструмент. Вследствие этого метод долбления применяется главным образом для чистового нарезания зубьев метод фрезерования двух- или трехзаходными фрезами, как наиболее производительный, применяется главным образом для чернового нарезания фрезерование однозаходными фрезами применяется для чистового нарезания. Методом фрезерования можно нарезать большее количество видов зацепления, как-то цилиндрические зубчатые колеса с прямым и косым зубом, червячные зубчатые колеса, червяки, цепные колеса.
[c.292]
При крупносерийном производстве архимедовы червяки фрезеруют дисковыми фрезами (рис. 164, а) с криволинейными режущими кромками. Шлифование таких червяков осуществляют дисковым конусным или тарельчатым кругом (рис. 164, г) с припуском 0,1—0,2 мм т сторону в зависимости от модуля червяка. Шлифование червяков с малым модулем производят на резьбошлифовальном станке или на токарном, но со специальным устройством, показанным на рис. 164, д. С таким устройством можно шлифовать червяки и с крупным модулем.
[c.304]
Шлифование червяков с малым модулем производят на резьбошлифовальном станке или на токарном, но со специальным устройством, показанным на рис. 164, д. С таким устройством можно шлифовать червяки и с крупным модулем.
[c.304]
Для получения по ширине точных канавок применяются специальные шпоночно-фрезерные станки с маятниковой подачей , работающие концевыми двухспиральными фрезами с лобовыми режущими кромками. При этом способе фреза врезается на 0,1—0,3 мм и фрезерует канавку на всю длину, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует канавку опять на всю длину, но в другом направлении (рис. 183, в). Отсюда и происходит определение метода — маятниковая подача . [c.337]
Червячное колесо нарезают червячными фрезами. Червячная фреза для нарезки червячного колеса является копией червяка. Только фреза имеет режущие кромки и наружный диаметр больиге па двойной размер радиального зазора в зацеплении. При нарезании заготовка колеса и фреза совершают такое же взаимное движение, какое имеют червячное колесо и червяк в передаче.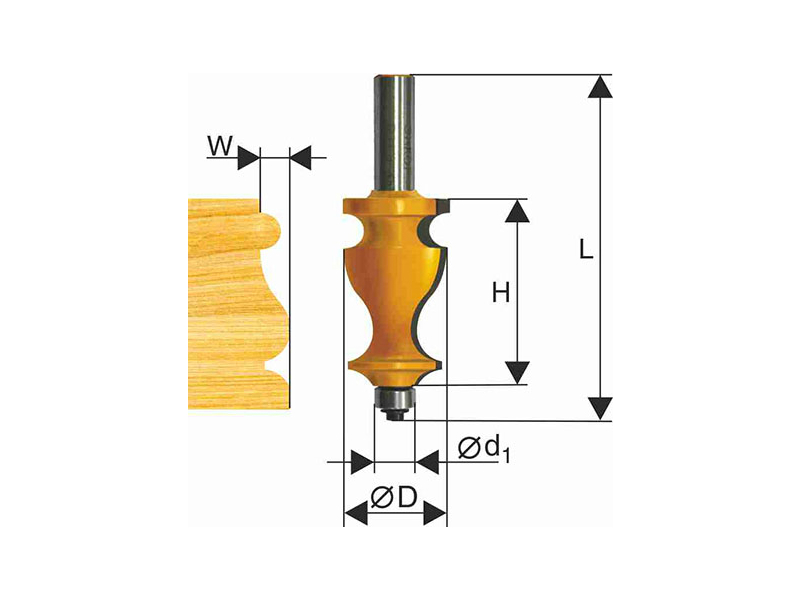 Такой метод нарезания колеса автоматически обеспечивает сопряженность профилей червяка и червячного колеса и в то же время обусловливает необходимость введения стандарта на основные геометрические параметры червяка (а, т, q, Zi, h , с ) для того, чтобы иметь ограниченный ряд стандартного инструмента.
[c.174]
Такой метод нарезания колеса автоматически обеспечивает сопряженность профилей червяка и червячного колеса и в то же время обусловливает необходимость введения стандарта на основные геометрические параметры червяка (а, т, q, Zi, h , с ) для того, чтобы иметь ограниченный ряд стандартного инструмента.
[c.174]
Для обработки шлицевых валов эволь-вентного профиля требуется меньший комплект более простых фрез с прямо.пиней-ными режущими кромками, чем для валов нрямобочного профиля, вследствие чего эиольвентный профиль получается точнее [c.134]
Метод копирования используется при нарезании зубьев на универсальных фрезерных станках при помощи делительных головок и инструмента, режущие кромки которого имеют профиль и размеры впадины между зубьями нарезаемого колеса. На рис. 2.10, а, б изображены схемы фрезерования впадин дисковой (а) и пальцевой (б) фрезой. Этот метод применяется редко, так кгк не удовлетворяет современным требованиям по точности и произ-Бодительности. [c.43]
[c.43]
Каждый станочный цикл определяет траекторию заданного инструмента, являющуюся траекторией его режущей кромки. Некоторые станочные циклы могут быть вьшолнены только на определенных станках. Например, фрезерование неплоской поверхности совмещением оси фрезы с нормалью к этой поверхности не может выполняться на 3-координатном станке. Некоторые станки имеют дополнительные технические характеристики, такие, как охлаждение режущего инструмента. Система способна учитывать эти различия в каждом отдельном цикле. Список технических характеристик данного оборудования записан в используемом контроллере. [c.104]
Подача s и глубина резания А определяются аналогично точению, только при строгании подача s имеет размерность мм/дв. ход (дн. ход – двойной ход резца или заготовки), а при сверлении (зен-керовании, развертывании) и фрезеровании также рассматривается подача на режущую кромку (зуб) режущего инструмента s , которая определяется уравнением = s/г, где г — количество режущих кромок (зубьев) инструмента. При фрезеровании рассматривается также минутная подача s, которая численно оценивается значением перемещения фрезы относительно заготовки за минуту и имеет размерность мм/мин. При шлифовании подача s (мм/об) определяется в долях ширины [илифовальиого круга В s кВ, где В — ширина шлифовального круга, мм, а ft — коэффициент, принимаемый в зависимости от точности обработки 0,2—0,8.
[c.68]
При фрезеровании рассматривается также минутная подача s, которая численно оценивается значением перемещения фрезы относительно заготовки за минуту и имеет размерность мм/мин. При шлифовании подача s (мм/об) определяется в долях ширины [илифовальиого круга В s кВ, где В — ширина шлифовального круга, мм, а ft — коэффициент, принимаемый в зависимости от точности обработки 0,2—0,8.
[c.68]
Фреза Энкор 9259
Стружка вверх — спиральные фрезы с верхним выбросом стружки. Стандартный вариант для станков, т. к. система аспирации (вытяжка) при их использовании работает наиболее эффективно.
Стружка вниз — спиральные фрезы с нижним выбросом стружки. Создают прижим материала и могут быть полезны при фрезеровании тонких листов, в том числе, нескольких одновременно. Применяются также на станках без вакуумного стола.
Прямые — фрезы с прямыми ножами. (Прямые ножи — имеющие нулевой угол наклона от оси инструмента. ) Это классика деревообработки и первый выбор для раскроя ручным фрезером. На станках с ЧПУ находят применение, главным образом, при резке фанеры и других многослойных материалов.
) Это классика деревообработки и первый выбор для раскроя ручным фрезером. На станках с ЧПУ находят применение, главным образом, при резке фанеры и других многослойных материалов.
Компрессионные — спиральные фрезы с разнонаправленными лезвиями. Нижние ножи при этом имеют верхний выброс стружки, а верхние ножи — нижний. В совокупности это гарантирует отсутствие сколов на ЛДСП, поскольку режущие кромки всегда прижимают плёнку к плите. Важно понимать, что для корректной работы фрезы нижний нож должен быть полностью погруженным в материал, чтобы не создавать давление на верхний слой ламината.
Рашпильные (“кукуруза”) — фрезы с разделёнными режущими точками вместо единой кромки. Эффективно снижают силы резания, поэтому применяются, в основном, для фрезерования стеклотекстолита и других подобных материалов.
Фрезы-свёрла — универсальный металлообрабатывающий инструмент. Позволяет сверлить, раскраивать, снимать фаску.и формировать V-образую канавку по необходимости.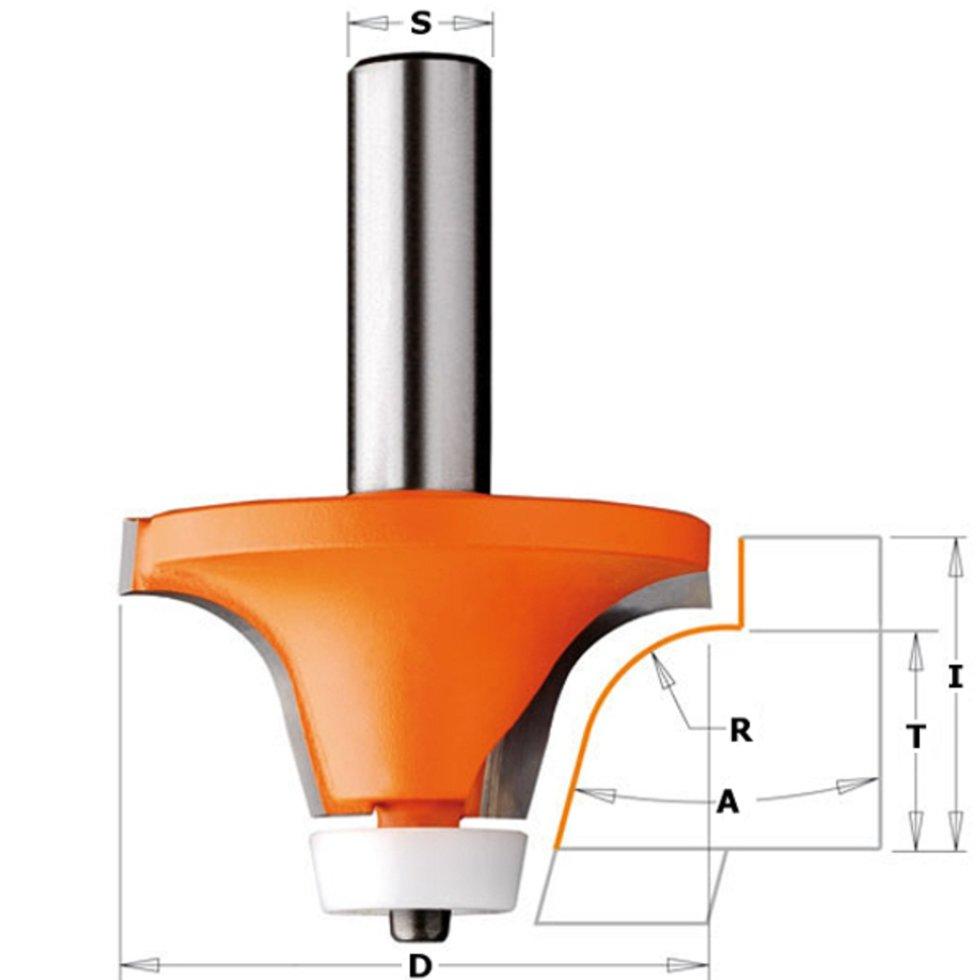
Со стружколомом — фрезы для чернового раскроя больших объёмов материала. Оставляют шероховатую поверхность, но выделяются высокой скоростью и длительной стойкостью лезвий. Их чаще ломают по ошибке, чем дают возможность выработать весь ресурс.
С прямыми ножами и стружколомом — получистовой инструмент. Может быть компромиссом в выборе между производительностью и чистотой поверхности.
Конусные фрезы с плоским торцом оставляют наклонную кромку, что бывает полезно при изготовлении пресс-форм или в других специфических случаях.
Сферические спиральные — фрезы с верхним выбросом стружки и сферическим торцом. Используются для создания рельефов и трёхмерных форм с относительно крупной детализацией.
Сферические с прямыми ножами — применение фрез аналогично предыдущим, но отсутствие спирали делает их более устойчивыми к вибрациям. Это особенно важно при увеличенной длине рабочей части (т. е., для фрез по пенопласту).
е., для фрез по пенопласту).
Montolit Шлифование и Полирование Керамики и Камня
FP алмазные фрезы для обработки кромки керамогранита, гранита, мрамора:
• для снятия фаски под углом 45° (высота 3 и 5 мм)
• для округления кромки (R 3, 5 и 10 мм)
Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования.
STL многоцелевые алмазные чашки Ø 115 и Ø 125 мм для работ на завершающем этапе – снятия фаски, маленьких резов, шлифования, формирования профиля и округления углов.
Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования.
STL115GF и STL125GF предназначены для мрамора, керамики etc.
STL115GG и STL125GG предназначены для твёрдых материалов – керамогранита, керамогранита повышенной твёрдости, гранита, камня.
 youtube.com/embed/DrdxmIECIuU?rel=0″/>
youtube.com/embed/DrdxmIECIuU?rel=0″/>
SANKYO. В продаже есть защитные кожухи для УШМ для беспылевого шлифования. Предотвращают более 90% пыли. Перейти в раздел
Гель для охлаждения алмазных свёрл при сухом сверлении. Для максимальной производительности – значительно повышает ресурс сверла, также увеличивает скорость сверления. Для свёрл Ø до 12 мм. Использование: во время сверления выключите дрель и погрузите сверло в гель на неско..
1 610 р.
алмазные фрезы для отверстий FPUS6 Montolit многофункциональные: для рассверливания и формирования существующих отверстий, для шлифования краёв отверстий. Не для просверливания
по керамограниту, граниту, натуральному камню, мрамору, керамике
Ø 6 мм
H max 50 мм
резьбовое. .
.
5 390 р.
алмазные фрезы для отверстий FPU10 Montolit многофункциональные: для рассверливания и формирования существующих отверстий, для шлифования краёв отверстий. Не для просверливания по керамограниту, граниту, натуральному камню, мрамору, керамике Ø 10 мм H max 50 мм резьбово..
8 470 р.
алмазные фрезы для отверстий FPU20 Montolit многофункциональные: для рассверливания и формирования существующих отверстий, для шлифования краёв отверстий. Не для просверливания по керамограниту, граниту, натуральному камню, мрамору, керамике Ø 20 мм H max 50 мм резьбово..
10 650 р.
алмазные фрезы для отверстий FPS35 Montolit многофункциональные: для снятия фаски и сглаживания краёв отверстий, для шлифования краёв отверстий. Снижает риск растрескивания после просверливания. Не для просверливания по керамограниту, граниту, мрамору, керамике, стеклу Ø 5-35 м..
9 980 р.
алмазные фрезы для отверстий FPS75 Montolit многофункциональные: для снятия фаски и сглаживания краёв отверстий, для шлифования краёв отверстий. Снижает риск растрескивания после просверливания. Не для просверливания по керамограниту, граниту, мрамору, керамике, стеклу Ø 35-75 ..
22 960 р.
FP алмазные фрезы для обработки кромки керамогранита, гранита, мрамора:
• для округления кромки – R 3 мм
Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования.
..
Подходят и для сухого, и для мокрого использования.
..
13 840 р.
FP алмазные фрезы для обработки кромки керамогранита, гранита, мрамора: • для округления кромки – R 5 мм Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования. ..
13 840 р.
FP алмазные фрезы для обработки кромки керамогранита, гранита, мрамора: • для округления кромки – R 10 мм Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования. ..
14 650 р.
FP алмазные фрезы для обработки кромки керамогранита, гранита, мрамора:
• для снятия фаски под углом 45° – высота 3 мм
Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования.
..
Подходят и для сухого, и для мокрого использования.
..
13 840 р.
FP алмазные фрезы для обработки кромки керамогранита, гранита, мрамора: • для снятия фаски под углом 45° – высота 5 мм Используются с УШМ, резьбовое соединение M14. Подходят и для сухого, и для мокрого использования. ..
13 840 р.
алмазные чашки STL115GF Montolit многофункциональные: для резки, шлифования, расширения пазов по мрамору, керамике Ø 115 мм используются с УШМ, резьбовое соединение M14 подходят и для сухого, и для мокрого использования ..
12 780 р.
алмазные чашки STL115GF Montolit многофункциональные: для резки, шлифования, расширения пазов
по мрамору, керамике
Ø 125 мм
используются с УШМ, резьбовое соединение M14
подходят и для сухого, и для мокрого использования
. .
.
13 500 р.
алмазные чашки STL115GG Montolit многофункциональные: для резки, шлифования, расширения пазов по керамограниту, граниту, камню Ø 115 мм используются с УШМ, резьбовое соединение M14 подходят и для сухого, и для мокрого использования ..
12 780 р.
алмазные чашки STL125GG Montolit многофункциональные: для резки, шлифования, расширения пазов по керамограниту, граниту, камню Ø 125 мм используются с УШМ, резьбовое соединение M14 подходят и для сухого, и для мокрого использования ..
13 500 р.
• для шлифования и округления краёв плитки. Одновременно повышается прочность обработанного края
• зернистость 60 грит – для керамогранита, гранита, клинкера
• зернистость 200 грит – для керамики, мрамора, стекла
• профессиональная серия MASTERTECH
..
Одновременно повышается прочность обработанного края
• зернистость 60 грит – для керамогранита, гранита, клинкера
• зернистость 200 грит – для керамики, мрамора, стекла
• профессиональная серия MASTERTECH
..
6 030 р.
• для шлифования и округления краёв плитки. Одновременно повышается прочность обработанного края • зернистость 60 грит; для керамогранита, гранита, клинкера • профессиональная серия MASTERTECH ..
3 320 р.
• для шлифования и округления краёв плитки. Одновременно повышается прочность обработанного края
• зернистость 200 грит; для керамики, мрамора, стекла
• профессиональная серия MASTERTECH
. .
.
2 710 р.
Ø 100 мм, поверхность-липучка Velcro, резьбовое соединение M14. Рекомендуемая скорость до 5000 об./мин. ..
1 210 р.
зернистость 30 грит Ø 100 мм, поверхность-липучка Velcro Универсальный – подходит и для сухого, и для мокрого использования. Длительный срок службы. Высокое качество. Производство Ю.Корея ..
660 р.
зернистость 60 грит Ø 100 мм, поверхность-липучка Velcro Универсальный – подходит и для сухого, и для мокрого использования. Длительный срок службы. Высокое качество. Производство Ю.Корея ..
660 р.
зернистость 150 грит Ø 100 мм, поверхность-липучка Velcro Универсальный – подходит и для сухого, и для мокрого использования. Длительный срок службы. Высокое качество. Производство Ю.Корея ..
660 р.
зернистость 300 грит Ø 100 мм, поверхность-липучка Velcro Универсальный – подходит и для сухого, и для мокрого использования. Длительный срок службы. Высокое качество. Производство Ю.Корея ..
660 р.
4 Важные решения для концевых фрез для скругления углов
Концевая фреза для скругления углов обычно используется для добавления определенного радиуса к заготовке или при чистовой операции для удаления острых кромок или заусенцев. Прежде чем выбирать инструмент, обдумайте следующие соображения. Выбор правильного инструмента приведет к созданию прочного инструмента с длительным сроком службы и желаемыми размерными качествами с вашей стороны. Неправильный выбор может привести к частичным неточностям и неудовлетворительному опыту.
Выбор правильного направляющего диаметра для концевой фрезы для скругления углов
Диаметр пилота (D1 на изображении выше) определяет ограничения инструмента.Когда диаметр пилота больше, инструмент может работать на более низких скоростях. Но с меньшими диаметрами пилота инструмент может работать быстрее из-за большего эффективного радиуса фрезы. Эффективный диаметр фрезы определяется следующими уравнениями в зависимости от отношения радиуса к пилоту:
Для соотношения радиус / направляющая
<2,5, эффективный диаметр фрезы = диаметр направляющей + радиусДля отношения радиус / направляющая ≥ 2,5, эффективный диаметр резца = диаметр направляющей + 0,7x радиус
Пилоты большего диаметра обладают большей прочностью, чем пилоты меньшего диаметра, благодаря добавлению материала за радиусом.Для обеспечения зазора при работе в узких пазах или отверстиях может потребоваться направляющий элемент меньшего размера. Меньшие пилоты также позволяют выполнять более крутые повороты при обработке внутреннего угла.
Угловой круг с раструбом или без раструба
Нанесение полного радиуса на деталь может оставить ступеньку или перерез на заготовке. Это может произойти, если инструмент не полностью установлен, или если есть незначительное биение или вибрация. Небольшой раструб под углом 5 ° на пилоте и заплечике плавно сглаживает радиус на заготовке и позволяет избежать перереза.
Концевая фреза для закругления углов оставляет неполный радиус, но допускает большее прощение. Кроме того, этот инструмент оставляет чистую поверхность и не требует второй чистовой операции для удаления оставшихся следов. Угловой радиус без раструба оставляет на заготовке полный радиус, но требует больше времени на настройку, чтобы убедиться, что ступеньки нет.
Передняя или задняя
Выбор между концевой фрезой для скругления углов и инструментом для обработки заднего угла сводится к месту на детали, которую вы обрабатываете.Следует использовать концевую фрезу для скругления заднего угла, чтобы закруглить участок детали, обращенный в направлении, противоположном направлению шпинделя. Несмотря на то, что материал можно было вращать и использовать переднюю фрезу для скругления углов, это увеличивает ненужные затраты времени и увеличивает время цикла. При использовании концевой фрезы для скругления заднего угла убедитесь, что у вас есть правильный зазор для диаметра головки и что используется правильная длина вылета. Если зазора не хватает, заготовку нужно будет отрегулировать.
Счетчик флейт
Эти инструменты часто предлагаются в вариантах с 2, 3 и 4 флейтами.2 типа канавки обычно используются для алюминия и цветных металлов, хотя 3 канавки быстро становятся все более популярным выбором для этих материалов, поскольку они мягче, чем сталь, поэтому можно снимать стружку большего размера без ущерба для стойкости инструмента. При обработке стали следует выбирать 4 канавки, чтобы продлить срок службы инструмента за счет распределения износа на несколько зубьев. Версии с 4 зубьями также могут работать с более высокими подачами по сравнению с инструментами с 2 или 3 зубьями.
Выбор концевой фрезы для закругления углов
Лучшие концевые фрезы для скругления углов варьируются от работы к работе.Вообще говоря, лучше всего выбрать инструмент с максимально возможным направляющим диаметром, так как он обладает наибольшей прочностью и требует меньше энергии из-за большего эффективного диаметра фрезы. Расширяющийся угловой скругление предпочтительнее для смешивания, если заготовке разрешено иметь неполный радиус, так как это дает больше прощения и может сэкономить время на настройку. Если же нет, то следует использовать угловой круг без раструба. Как это часто бывает, выбор количества флейт в значительной степени зависит от предпочтений пользователя.Для более мягких материалов обычно требуется меньше канавок. По мере того, как материал становится тверже, количество канавок на вашем инструменте должно увеличиваться.
Команда инженеровHarvey Performance Company работает вместе над тем, чтобы каждая ваша задача обработки – от выбора инструмента и поддержки приложений до разработки идеального индивидуального инструмента для вашей следующей работы – была решена с помощью продуманного комплексного решения.
ФРЕЗЫ ДЛЯ КРУГЛЕНИЯ УГЛОВ HSS | ||||
Фрезы для закругления углов, метрические, от 1 мм до 20 мм – хвостовик с резьбой | ||||
Диаметр головки | Радиус | Малый D | d хвостовика | Код заказа 536A |
12 мм Фреза для закругления углов | R 1 | 10 мм | 12 мм | HCRMR1 |
12 мм Фреза для закругления углов | Р 1.5 | 9 | 12 | HCRMR1.5 |
12 мм Фреза для закругления углов | р 2 | 8 | 12 | HCRMR2 |
12 мм Фреза для закругления углов | R 2.5 | 7 | 12 | HCRMR2.5 |
12 мм Фреза для закругления углов | R 3 | 6 | 12 | HCRMR3 |
13 мм Фреза для закругления углов | R 3 | 6 | 12 | HCRMR3.5 |
14 мм Фреза для закругления углов | R 4 | 6 | 12 | HCRMR4 |
16 мм Фреза для закругления углов | R 4.5 | 7 | 16 | HCRMR4.5 |
16 мм Фреза для закругления углов | R 5 | 6 | 16 | HCRMR5 |
22 мм Фреза для закругления углов | R 6 | 10 | 16 | HCRMR6 |
22 мм Фреза для закругления углов | R 7 | 8 | 25 | HCRMR7 |
25 мм Фреза для закругления углов | R 8 | 9 | 25 | HCRMR8 |
26мм Фреза для закругления углов | R 9 | 8 | 25 | HCRMR9 |
28 мм Фреза для закругления углов | р 10 | 8 | 25 | HCRMR10 |
35 мм Фреза для закругления углов | R 12 | 11 | 25 | HCRMR12 |
42 мм Фреза для закругления углов | R 14 | 14 | 25 | HCRMR14 |
45 мм Фреза для закругления углов | R 15 | 15 | 25 | HCRMR15 |
48 мм Фреза для закругления углов | р 16 | 16 | 25 | HCRMR16 |
48 мм Фреза для закругления углов | R 18 | 12.5 | 25 | HCRMR18 |
52,5 мм Фреза для закругления углов | R 20 | 13 | 25 | HCRMR20 |
Фрезы для закругления углов ПЛОСКИЙ хвостовик (серия DIN) в наличии на складе размеров, указанных выше – спросите | ||||
|
Для полноценной работы сайта необходимо включить JavaScript. Вот инструкции, как включить JavaScript в вашем веб-браузере
Открыто с понедельника по четверг с 8:30 до 17:00, по пятницам с 8:30 до 16:00
Услуга переточки
Концевая развертка
Метчики и плашки
Концевые фрезы
Основатель Джон Хауэлл участвует в гонке на своем 16-цилиндровом Bugatti
в Монте-Карло
Сверла с оловянным покрытием
Xebec Удаление заусенцев
Инструментальная оснастка с ЧПУ
Микро-сверление с фиксатором проволоки
Зенковки
Производство специальных инструментов
Фрезы
Фрезы
Сверление малых отверстий и микро сверление
Следуйте за нами на Facebook
Следуйте за нами в Twitter
Концевые фрезы для закругления угловот Lexington Cutter.Сталь 3741 Фракционный
ФРАКЦИОННЫЙ ТИП 3741 – ДЛЯ СТАЛИ
Твердосплавные наконечники, припаянные к корпусам из закаленной легированной стали. Все размеры имеют три канавки и используются для фрезерования закругленных углов на квадратных кромках.
Ниже представлен ассортимент концевых фрез для закругления углов Lexington Cutter. Мы предлагаем широкий выбор режущих инструментов с твердосплавными напайками и твердосплавных пластин. Более 95% находятся на складе в готовом или полуфабрикатном виде для быстрой доставки.| КРУГ РАДИУС | ИНСТРУМЕНТ ДИАМ. | ХВОСТОВИК ДИАМ. | КОНЕЦ ДИАМ. | КАРБИД ДЛИНА | В целом ДЛИНА | EDP NO. | ЦЕНА КАЖДОГО |
|---|---|---|---|---|---|---|---|
| 1 / 16 | 7 / 16 | 3 / 8 | 17 / 64 | 13 / 32 | 2 3 / 4 | 374102 | 182 доллара.20 |
| 3 / 32 | 1 / 2 | 3 / 8 | 17 / 64 | 13 / 32 | 2 3 / 4 | 374103 | 182,20 |
| 1 / 8 | 5 / 8 | 1 / 2 | 19 / 64 | 13 / 32 | 3 | 374104 | 188.35 |
| 5 / 32 | 3 / 4 | 1 / 2 | 23 / 64 | 13 / 32 | 3 | 374105 | 199,90 |
| 3 / 16 | 7 / 8 | 3 / 4 | 13 / 32 | 13 / 32 | 3 1 / 4 | 374106 | 211.45 |
| 1 / 4 | 1 | 3 / 4 | 13 / 32 | 15 / 32 | 3 1 / 4 | 374108 | 241,00 |
| 5 / 16 | 1 1 / 8 | 7 / 8 | 13 / 32 | 19 / 32 | 3 1 / 2 | 374110 | 247.65 |
| 3 / 8 | 1 1 / 4 | 7 / 8 | 13 / 32 | 25 / 32 | 3 3 / 4 | 374112 | 257,30 |
| 7 / 16 | 1 3 / 8 | 1 | 13 / 32 | 7 / 8 | 4 | 374114 | 286.50 |
| 1 / 2 | 1 1 / 2 | 1 | 13 / 32 | 1 | 4 | 374116 | 319,00 |
| 5 / 8 | 2 | 1 1 / 4 | 21 / 32 | 1 7 / 32 | 4 1 / 4 | 374120 | 392.40 |
Вам нужны специальные концевые фрезы для закругления углов?
Если вы не можете найти нужные вам концевые фрезы для закругления углов, мы можем изготовить их специально для вас. Просто заполните нашу форму сметы на специальные инструменты и отправьте ее нам по факсу 941-739-2827. Вы также можете отправить нам сообщение со своими требованиями через нашу страницу «Контакты». Мы предоставим вам информацию о цене и доставке на специальные концевые фрезы для скругления углов.
Благодарим вас за использование фрезы Lexington Cutter для концевых фрез для закругления углов.
Лезвия для резки коробок (с закругленным концом)
Что такое лезвия для резки коробок?
Лезвия для ножа для коробок– это съемные компоненты, в состав которых входит режущая кромка ножа для коробок. Существуют разные стили ножей для резки коробок для разных видов инструментов. К ним относятся металлические лезвия с отламыванием и сменные металлические или керамические цельные лезвия для ножей. Замена лезвия в коробкорезе – частая причина травм при использовании традиционных лезвий (как металлических, так и керамических), поскольку их края очень острые.
Каковы важные меры безопасности при работе с резаком для коробок?
При рассмотрении вопросов безопасности важно учитывать несколько различных аспектов вашего инструмента. Размеры наиболее важны, если посмотреть, насколько лезвие будет обнажено во время резки. Порядок замены лезвия коробокуса будет отличаться в зависимости от стиля рукоятки, и его также стоит задуматься, поскольку часто случаются несчастные случаи, когда пользователи меняют лезвия в своих ножах. Чем проще процесс замены лезвия ножа для ножей, тем меньше вероятность получения травмы.
Утилизация лезвия также важна. Если вы используете опасные традиционные лезвия, необходим ящик для острых предметов. Благодаря безопасным лезвиям ® Slice с закругленным кончиком, удобным для пальцев, вам не потребуется установка для утилизации острых предметов. Наконец, если безопасность является вашей самой важной заботой, имеет смысл выбрать закругленный наконечник, а не заостренный. Однако для некоторых приложений, требующих прокалывания для начала резки, требуется заостренный наконечник. Это также может потребовать утилизации ящика для острых предметов.Обязательно учтите это при выборе клинка.
Почему выбирают керамические лезвия для резки ломтиков?
ЛезвияSlice разработаны с учетом требований безопасности. Мы используем 100-процентный оксид циркония, который намного тверже стали. Благодаря своей твердости и стойкости кромок нашу керамику не нужно затачивать чрезмерно, чтобы она была эффективной. Наши лезвия вначале менее острые, чем опасно острые традиционные лезвия, и сохраняют эффективность резки в среднем в 11 раз дольше, чем стальные.Кроме того, наши керамические лезвия неэлектропроводны, искробезопасны, химически инертны и никогда не ржавеют, что делает их идеальными для многих промышленных применений.
Как часто следует заменять нож для обрезки коробок?
Все ножи для резки коробок необходимо заменить, как только они станут слишком тупыми и потребуют чрезмерного давления для эффективной резки материала. Со стальным лезвием это происходит очень быстро, поскольку сталь – относительно мягкий материал. Срезанная керамика намного тверже и поэтому дольше держит край.Таким образом, хотя ваше лезвие Slice со временем затупится, это займет в одиннадцать раз больше времени.
Фреза для скругления угловДля вашего творчества Местное послепродажное обслуживание
Покупатели, которые занимаются производством бумажной продукции и ищут идеальные запасные части и другие устройства для скругления углов для оптимальной производительности, могут обратиться на сайт Alibaba.com. Благодаря великолепному выбору превосходных запасных частей и запчастей на выбор, эти уникальные и прочные детали машинного оборудования не только повышают производительность, но и обладают достаточной прочностью, чтобы прослужить долгое время.Эти угловые фрезы доступны в нескольких версиях, совместимых с различными видами оборудования для производства бумажной продукции, и обеспечивают стабильную работу. Купите эти угловые фрезы на сайте у проверенных и надежных продавцов, по доступным сделкам и ценам.Бесчисленные разновидности фрезы для закругления углов , доступные на стройплощадке, стабильны и оптимальны по своим характеристикам благодаря более высокой стабильности поверхности, а также достаточным рабочим объемам.Эти запасные части изготовлены из высококачественных материалов, таких как алюминий, АБС-пластик и нержавеющая сталь, которые обеспечивают максимальную долговечность и устойчивость в сложных условиях эксплуатации. Эти фрезы для закругления углов доступны в различных размерах, формах и других характеристиках в зависимости от требований пользователя. Фреза для закругления углов проходит строгие протоколы проверки качества, чтобы гарантировать безупречное и оптимальное качество.
Alibaba.com предлагает множество разновидностей фрезы для закругления углов , которые отличаются износостойкостью, огнестойкостью, водонепроницаемостью и защитой от коррозии, что обеспечивает повышенную производительность.