что это? Какие виды бывают и как правильно выбрать
Главная – Статьи – Фрезер – что это? Какие виды бывают и как правильно выбратьФрезер как деревообрабатывающий электроинструмент имеется практически у каждого столяра, ведь с помощью этого оборудования можно легко вырезать пазы, производить фигурную обработку кромок и просверливать отверстия. При этом работать фрезерной машиной можно не только с чистым древесным массивом, но и с пластиком, металлом, древесностружечными, древесноволокнистыми плитами и другими материалами. Выбор любого инструмента, как правило, начинается с определения его назначения и выявления активности использования, поэтому и при выборе фрезера, изначально следует определиться с типом тех работ, в которых будет использоваться этот электроинструмент.
Типы
Фрезеры подразделяются на оборудование вертикального, кромочного, комбинированного и специального типа. Вертикальный инструмент он же погружной фрезер является универсальным оборудованием и применяется для любых видов фрезерования. Фрезерная машина кромочного или иначе окантовочного вида предназначена лишь для обработки кромок материалов. Комбинированное оборудование имеет специальный вид исполнения в него входит сразу две базы одна для снятия кромок, а вторая для погружного фрезерования.
Специальные фрезеры различаются на присадочный инструмент для выборки пазов и отверстий под дюбели, на ламельный инструмент для произведения лишь узких пазов и на триммер-оборудование рассчитанное на обработку ламината. Прежде всего, нужно определиться с назначением фрезера, ведь если он будет использоваться только для произведения каких-либо конкретных работ, совсем необязательно переплачивать и покупать оборудование универсального класса.
Технические характеристики фрезера
Фрезеры различаются по мощности, что может составлять от 600 до 2300 ватт, конечно, чем больше мощность инструмента, тем лучше, но тем он и тяжелее, поэтому работать навесу с таким оборудованием становится довольно сложно.
Также фрезерные машины классифицируются по скорости вращения шпинделя, она может составлять от 8000 до 34000 оборотов в минуту, это значение в большей мере определяется типом инструмента и его мощностью. Данное оборудование различается и по диаметру хвостовика фрезы, выбор этой характеристики, безусловно, зависит от назначения самого инструмента. Технические характеристики фрезера должны быть пропорциональны условиям, типам или иначе спецификой тех работ, которые планируется выполнять этим оборудованием, при возникновении же затруднений выбора разумнее проконсультироваться у столяров. Однако, несмотря на специфические отличия различных моделей фрезерных машин нужно уделить внимание и их общим характеристикам, так, желательно чтобы фрезер имел переключатель скорости вращения, блокиратор включателя и удобный пылевой шлюз, ведь при наличии данных функций работать фрезером будет намного удобнее.
Фрезер – это… Что такое Фрезер?

 Различные формы получаемых кромок и пазов
Различные формы получаемых кромок и пазовФрезер, фрезерная машина — ручной деревообрабатывающий электроинструмент для фрезерования — фигурной обработки кромок, вырезания пазов и сверления отверстий.
Разновидности
- Вертикальный (погружной) — используется для любых видов фрезеровок. Двигатель такого фрезера перемещается вверх и вниз по двум направляющим, что позволяет делать пазы и отверстия заданной глубины.
- Кромочный (окантовочный) — специально предназначенный фрезер только для обработки кромок. Отличается относительно небольшим весом и мощностью.
- Комбинированный — имеет в комплекте две базы: одна для погружного фрезерования с заданной глубиной, вторая — для обработки кромок.
Фрезеры специального назначения:
- Присадочный (дюбельный) — для сверления отверстий или пазов под шканты (дюбели).
- Ламельный (см. Biscuit joiner (англ.)) — для вырезания узких продолговатых пазов.
- Триммер (см. Laminate trimmer (англ.)) — для обработки ламината.
Основные характеристики
- Потребляемая мощность (600—2300 ватт)
- Скорость вращения шпинделя на холостом ходу (8000—34000 об/мин)
- Рабочий ход фрезы (0—70 мм) — для вертикальных фрезеров.
- Диаметр хвостовика фрезы (8 мм, 8—12 мм, 6/8 мм, 6/6,35/8/12,7 мм). Фреза зажимается в цанговом зажимном патроне.
Галерея
Разновидность дюбельного фрезера (см. Domino joiner (англ.))
Ламельный фрезер
Вырез ламельным фрезером, вставленный ламель
См. также
Литература
- Полетаев А. «Древесный декоратор». // Дрель До Дыр : Журнал. — 2011. — № 4. — С. 54—61.
Ссылки
Фрезер — Википедия с видео // WIKI 2

Фрезерная машина


Различные формы получаемых кромок и пазов
Фре́зер, фре́зерная машина (от фр. fraiseur «фрезеровщик, фрезерный станок», что является суффиксным производным от фр. fraise «фреза, бор») — ручной деревообрабатывающий электроинструмент для фрезерования — фигурной обработки кромок, вырезания пазов и сверления отверстий.
Энциклопедичный YouTube
1/3
Просмотров:523
52 606
3 568
✪ Фрезерная машина Элпром ЭМФ 970.Вертикальная фрезерная машина
✪ Выбираю фрезерный станок с ЧПУ. NC machine & Computer Numerical Control
✪ MCH-2 МАШИНА ДЛЯ ТОРЦЕВОГО ПРОПИЛА
Содержание
Разновидности
- Вертикальный (погружной) — используется для любых видов фрезерования. Двигатель такого фрезера перемещается вверх и вниз по двум направляющим, что позволяет делать пазы и отверстия заданной глубины.
- Кромочный (окантовочный) — специально предназначенный фрезер только для обработки кромок. Отличается относительно небольшим весом и мощностью.
- Комбинированный — имеет в комплекте две базы: одна для погружного фрезерования с заданной глубиной, вторая — для обработки кромок.
Фрезеры специального назначения:
- Присадочный (дюбельный) — для сверления отверстий или пазов под шканты (дюбели).
- Триммер (см. Laminate trimmer (англ.)) — для обработки ламината.
Основные характеристики
- Потребляемая мощность (600—2300 ватт)
- Скорость вращения шпинделя на холостом ходу (8000—34000 об/мин)
- Рабочий ход фрезы (0—70 мм) — для вертикальных фрезеров.
- Диаметр хвостовика фрезы (8 мм, 8—12 мм, 6/8 мм, 6/6,35/8/12,7 мм). Фреза зажимается в цанговом зажимном патроне.
Галерея
-

Разновидность дюбельного фрезера (см. Domino joiner (англ.))
-
Ламельный фрезер
-
Вырез ламельным фрезером, вставленный ламель



См. также
Литература
- Полетаев А. «Древесный декоратор». // Дрель До Дыр : Журнал. — 2011. — № 4. — С. 54—61.
Ссылки
 Эта страница в последний раз была отредактирована 18 мая 2020 в 13:29.
Эта страница в последний раз была отредактирована 18 мая 2020 в 13:29.Макгруп McGrp.Ru |
- Контакты
- Форум
- Разделы
- Новости
- Статьи
- Истории брендов
- Вопросы и ответы
- Опросы
- Реклама на сайте
- Система рейтингов
- Рейтинг пользователей
- Стать экспертом
- Сотрудничество
- Заказать мануал
- Добавить инструкцию
- Поиск
- Вход
- С помощью логина и пароля
Или войдите через соцсети
- Регистрация
- Главная
- Страница не найдена

- Реклама на сайте
- Контакты
- © 2015 McGrp.Ru
фрезер — Викисловарь
Морфологические и синтаксические свойства[править]
| падеж | ед. ч. | мн. ч. |
|---|---|---|
| Им. | фре́зер | фре́зеры |
| Р. | фре́зера | фре́зеров |
| Д. | фре́зеру | фре́зерам |
| В. | фре́зер | фре́зеры |
| Тв. | фре́зером | фре́зерами |
| Пр. | фре́зере | фре́зерах |
фре́-зер
Существительное, неодушевлённое, мужской род, 2-е склонение (тип склонения 1a по классификации А. А. Зализняка). Встречается также профессиональн. вариант склонения по схеме 1c(1): мн. ч. — фрезера́, фрезеро́в, фрезера́м, фрезера́ми, фрезера́х.
Корень: -фрез-; суффикс: -ер [Тихонов, 1996].
Произношение[править]
Семантические свойства[править]
Формирование кромки фрезером [1]
Значение[править]
- техн. ручной деревообрабатывающий электроинструмент для фрезерования — фигурной обработки кромок, вырезания пазов и сверления отверстий ◆ Фрезерные, сверлильные, токарные станки, полуавтоматический сварочный аппарат на углекислом газе, переносной миниатюрный фрезер для проточки отверстий на объемных конструкциях… Александр Антоненко, «Конкуренция нас не пугает», 2003 г. // «Восточно-Сибирская правда (Иркутск)» (цитата из Национального корпуса русского языка, см. Список литературы) ◆ ― дым, копоть, огонь, ― шум, лязг, визг и скрип железа, ― полумрак, электричество вместо солнца, ― машина, допуски, калибры, вагранка, мартены, кузницы, гидравлические прессы и прессы тяжестью в тонны, ― горячие цеха, ― и токарные станки, фрезеры, аяксы, где стружки из стали, как от фуганка ― из дерева, ― черное домино, ― при машине, под машиной, за машиной рабочий, ― машина в масле, машина неумолима ― здесь знаемо ― в дыме, копоти и лязге, ―ты оторван от солнца, от полей, от цветов, от ржаных утех и песен ржаных, ты не пойдешь вправо или влево, потому что весь завод, как аякс и как гидравлический пресс, одна машина, где человек ― лишь допуск, ― машина в масле, как потен человек, ― завод очень сорен, в кучах угля, железа, железного лома, стальных опилок, формовочной земли, ― Б. А. Пильняк, «Волки», 1923-1924 г. (цитата из Национального корпуса русского языка, см. Список литературы) ◆ ― Когда сложат в сборном цехе все костяшки стального домино, ― костяшки, созданные по нормалям и допускам фрезерами и аяксами, ― тогда возникает машина; но сама она ― опять лишь костяшка нового стального, цементного и каменного домино, имя которому завод, которых так мало разбросано по России. Б. А. Пильняк, «Волки», 1923-1924 г. (цитата из Национального корпуса русского языка, см. Список литературы)
- техн. машина для культивации почвы ◆ В качестве технологического оборудования рекомендуются торфяные и почвенные фрезеры, дисковые бороны прицепного или навесного типа, культиваторы, валкователи, уборочно-перевалочные машины и бульдозеры. «Правила разработки и охраны месторождений минеральных вод и лечебных грязей», 2003 г. (цитата из Национального корпуса русского языка, см. Список литературы) ◆ ― Одни ямины дикие и сухостой. На торфяных полях сплошь фрезер. Сухота. Е. И. Парнов, «Александрийская гемма», 1990 г. (цитата из Национального корпуса русского языка, см. Список литературы)
- техн. то же, что фрезерный станок ◆ Сделать металлический ЧПУ станок дома можно только имея или очень большой опыт в металлообработке или уже имея ЧПУ фрезер.
Синонимы[править]
- МЭФ
Антонимы[править]
- –
Гиперонимы[править]
- инструмент
Гипонимы[править]
- кантофрезер
- —
- ЧПУ фрезер, фрезер с ЧПУ
Родственные слова[править]
| Список всех слов с корнем «-фрез-» | ||
| ||
Этимология[править]
Происходит от ??
Фразеологизмы и устойчивые сочетания[править]
Перевод[править]
Библиография[править]
Фрезерная обработка в последнее время набирает большую популярность, поэтому столь же востребована, как сверление деталей и токарная обработка. Суть её заключается в срезании слоя металла при помощи вращающейся, зубчатой фрезы. Фрезерование можно выполнять на заготовках из разных материалов, причем проделывается это как на специальных станках, так и вручную.

Назначение фрезерной обработки
При помощи различного вида фрез, можно более точно и качественно выполнять фрезеровку деталей. Это могут быть различные материалы, но наиболее распространенная обработка на металлах. А при помощи современных станков, оборудованных системами ЧПУ, есть возможность уменьшить количество брака, а также управлять при помощи не сложных числовых программ. Сейчас фреза заменена на лезвие в качестве рабочего инструмента, что и позволило уменьшить вероятность брака, делая заготовки максимально точно.
Для чего же нужна в обработке фрезеровка? При её помощи можно проводить отрезку в металлах, шлифовать, наносить специальные узоры, гравировать, а также делать токарные и другие работы в разных видах деятельности. В набор входит несколько многозубчатых, режущих фрез, а их крепление в станках определяет горизонтальный или вертикальный тип работы. В производстве также может использоваться фрезерование под некоторым углом, для чего предварительно устанавливают фрезу в необходимом направлении. В зависимости от вида обрабатываемой продукции, такое фрезерование имеет несколько способов. Но стоит отметить, что используется немалое количество разнообразных фрез, в частности это цилиндрические, торцевые, концевые, зубчатые, фасонные, а также более сложные.
Сферы применения фрезеровки довольно разнообразны, она может использоваться в металлообработке, машиностроении, в ювелирном производстве, деревообработке и даже в дизайне и архитектуре.
Обработка металла фрезерованием производится вне зависимости от его прочности. Фрезы выбирают, исходя из того, какая нужна обработка, для плоскостей используют цилиндрические или торцевые типы фрез, в последних подбирают несимметрические схемы резания. То есть если детали правильной прямоугольной, квадратной и подобной формы, то чаще всего применяется два эти способа. Одинаковую профильную деталь можно сделать цилиндрической фрезой или с торца.

Фрезерная резка алюминия считается в наше время довольно популярной, так как алюминий широко используется в эксклюзивном дизайне, интерьере, для рекламных элементов, операторской техники и пр. Благодаря его легкости, прочности и низкой температуре плавления, он широко используется и с него не сложно вырезать различные изделия. На деталях сувенирных изделий, маркетинговой и кухонной продукции на современных высокотехнологических станках можно делать надписи, узоры, рельефность и пр. При этом они получаются без заусенцев, правильного габарита и формы, а также с идеальными краями.
Не малую популярность в наше время набрала объемная фрезеровка пластика, в особенности в 3D виде. Это довольно востребованные услуги, которые применяются для промышленных изделий, корпусов. Причем детали быстро делаются, так как довольно быстро работает станок фрезерно-гравировального типа, а цена за выполненные работы невысокая. Обрабатываются как шлицевые, так и фасонные и зубчатые детали, а также проделывают обработку отверстий, торцов, пазы. Из пластика в 3Д виде можно фрезеровать декоративные и пр. детали, формы для литья, полимерные корпуса и многое другое, создавая оригинальные и нужные формы изделий.

Классификация фрезерных работ
Как уже упоминалось, в зависимости от используемой фрезы, различают несколько видов фрезерования, а именно:
- Торцевое фрезерование, суть которого состоит в получении определенной формы деталей при помощи торцевой фрезы. Это необходимо в большинстве случаев для вырезания в изделиях подсечек, канавок, окошка, а также “колодец”, канавку и т. д. С её помощью также производят обратное фрезерование торца из внутренней части разного плана изделий. Фрезеровка торца нужна для получения деталей более точных габаритов, простоты монтажа и, по сути, срезанные торцы служат для передачи сжимающих усилий.
- Концевые, которые нужны для образований уступов в плоскостях вертикальной или горизонтальной формы.
- Цилиндрические, отличающиеся получением изделий в плоскостях соответствующей фрезой в обратном положении.
- Зубчатое.
- Фасонное, заключающееся в создании фасонных (сферы, эллипсы и пр.) деталей неправильной формы. Это фрезерование при помощи специальных фрез, в результате чего получаются фасонные изделия.

Также распространены в разных направлениях деятельности много других видов фрез, которые отличаются многофункциональностью, большими возможностями и точностью в выполнении работ. Используются винтовые канавки для создания зенкер, сверл и другого, отрезной фрезой нарезают различного габарита бруски, к тому же можно получить сложную форму детали криволинейным типом фрезы. Стоит отметить отличие фрезерования двойными дисками, шлицевую лезвию для создания пазов в деталях, а также более сложные формы их. Также можно создать определенную форму при недолгом применении видов фрезерования.
Кроме классификации фрезерования по видам фрез, также существует распределение их на вертикальное расположение в станке, горизонтальное и под углом.
Станки для таких работ, в свою очередь, разделяют на механические и лазерные. Существует направление режущего, движущего элемента совместно с изделием, что принять называть попутным типом обработки. Если же навстречу резцу движется изделие, тогда это считается встречная фрезеровка.
Стоит также отметить профильное фрезерование деталей как деревянных, так и металлических и пр. Это отличается в изделиях, которые идут выпуклой либо вогнутой формы. В этом случае необходимо более тщательно подходить к выбору технологического типа, что зависит в основном от габарита детали и сложности профилирования. Данный вид процесса проходит в три этапа: предварительная грубая и частично чистая фрезеровка, получистая и напоследок окончательная чистая. Часто для получения деталей высокого качества финишную обработку производят с большими подачами, а предыдущие операции выполняют отдельно на разных станках.
Так как для фрезеровки деталей цилиндрическим способом производится при не столь хорошем креплении, то чаще всего профильное фрезерование изделий делается торцевым способом. В основном это универсальный способ для многосерийного промышленного изготовления. В этом случае есть возможность воспользоваться несколькими способами фрезерования разных плоских поверхностей. Это использование двух зубил, фрез большого диаметра и нескольких зубил одновременно.

Работа в таком режиме может происходит значительно быстрее и спокойно, в особенности при использовании нескольких фрез сразу, расположенных с разных сторон от изделия. По этой причине фрезерование плоскостей при помощи торцевых фрез, более применяемое в производстве.
Осуществляется фрезерование, помимо этого, также при помощи ионного луча. Это относительно новый и высокотехнологический процесс, позволяющий удалить максимально точный слой металла. Ионное фрезерование производится под воздействием атома гелия на поверхность, главным условием является контроль напряжения и энергии. Другими словами, сегодня не обязательно полировать или шлифовать детали, это можно сделать на атомном уровне, а на раскаленный металл можно вставлять дополнительные детали.
Технологические этапы процесса
Что касается технологического процесса фрезеровки, то она состоит из несколько последовательностей, которым необходимо следовать:
- Изделие осторожно подводят со стороны поверхности, необходимой для обработки, к фрезеру, который в это время вращается.
- Отведя стол, отключают шпиндель, чтобы он не вращался.
- После этого нужно задать требуемую глубину прорезания.
- Запускают шпиндель.
- Изделие, расположенное на столе, вместе с ним подводят к стыковке с фрезой.
Обработку металлических деталей цилиндрической фрезой производят при длине фрезы на 10-15 мм более, чем есть изделие, а диаметр её подбирается, исходя из толщины разрезания и ширины. При выборе торцевых фрез работа будет делаться не так шумно, поскольку детали надежнее прикрепляются. Производительность предприятия будет высокой при использовании набора фрез, так как во многом упрощается задача. Все зависит от применяемых фрез, а это: совместные фрезы, зубила, двумя дисками одновременно, набора фрез, расположенных с разных боков заготовки и пр. Фрезерование плоскостей несколькими торцевыми фрезами делает сразу несколько обрезаний, а также исключает удары при работе.

Современные технологии позволяют проводить безопасную и с меньшим процентом брака обработку на токарно-фрезерных станках, оборудованных системами ЧПУ. В некоторых случаях, как при обработке деталей повышенной твердости, можно на них делать шлифовку. Они гарантируют получение изделий по максимуму точной геометрической формы, а также производительность. Бывают как специального назначения, так и общего использования, но небольшие детали дома можно обрабатывать ручным электрическим фрезером. Управление на компьютере позволяет задать все параметры и выполнять максимально точно, к тому же есть возможность рассчитывать и создавать 3D модели непосредственно на станке.

Благодаря современным технологиям, фрезерная обработка приобретает большую популярность в разных отраслях производств. Что касается металла, то можно на станках делать как алюминиевые, так и стальные, титановые изделия. Вне зависимости от материала, фрезерованием можно делать детали специального назначения, эксклюзивные, ювелирные и др. И только на станках, оборудованных системами ЧПУ, можно выполнять лазерную фрезеровку деталей сложной формы. Это дорогостоящая, но качественная обработка возможна без предварительной шлифовки.
– многозубый или многолезвийный режущий инструмент в форме тела вращения, используемый для резки металлов и других материалов путем фрезерования.
В зависимости от назначения, фрезы подразделяются на цилиндрические (плоские), торцевые, круговые (на одно-, двух- и трехсторонние), продольные, торцевые, посадочные места, Т-образный паз, угол и профиль (включая дисковые фрезы и концевые фрезы) фрезы и конфорки (см. рис. 1).Резцы также могут быть классифицированы в соответствии с поперечным сечением зуба (заостренным и рельефным), формой зуба (прямой, спиральный, в шахматном порядке), направлением спиральных канавок (правша, левша), конструкцией резака ( цельные, составные, резцы со вставленными зубьями или лезвиями, резцы с бинтами), способ монтажа (в виде оправки и с коническим или цилиндрическим хвостовиком) и материал, из которого изготовлен режущий элемент (быстрорежущая сталь, твердый сплав и композиционный материал).
На рисунках 2 и 3 приведены геометрические параметры режущих элементов наиболее широко используемых типов фрез – цилиндрических и плоских и торцевых.Следующие диапазоны для оптимального
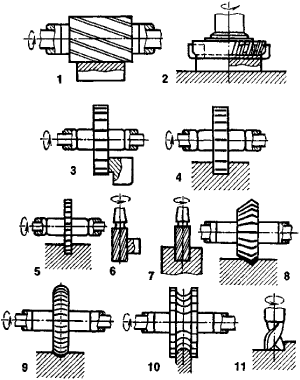
Рисунок 1. Основные типы фрез: (1) цилиндрические (плоские), (2) торцевые, (3) и (4) круговые канавки, (5) продольные, (6) и (7) конец, (8) угол, (9) и (10) профиль, (11) шпонка
геометрические параметры режущих элементов были экспериментально установлены: –10 ° –30 ° для переднего угла γ , 10 ° –30 ° для угла первичного зазора α, 4 ° –10 ° для угла вторичного зазора α 1 30 ° –90 ° для угла боковой режущей кромки ϕ, 1 ° —10 ° для
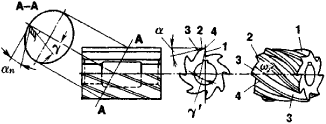
Фигура 2. Геометрические параметры режущих элементов цилиндрического плоского резца: (1) поверхность зуба, (2) задняя часть зуба, (3) рельефная поверхность, (4) спиральная боковая режущая кромка зуба
угол конца режущей кромки ϕ 1 ; 1–2 мм для длины переходной режущей кромки l , –5 ° –15 ° для переднего угла основной режущей кромки λ и 10 ° –45 ° для угла спирали ω.
Производительность фрезерования, долговечность фрезы, качество фрезерованных поверхностей и сила резания также зависят от других геометрических параметров
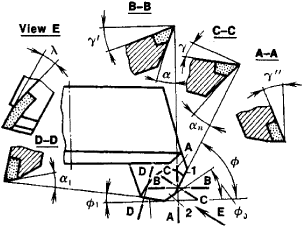
Рис. 3. Геометрические параметры режущих элементов торцевого резца с твердосплавными зубьями: (1) боковая режущая кромка, (2) переходная режущая кромка
Параметры фрезы: угол сброса в нормальном сечении α n , боковой передний угол γ ‘, задний передний угол γ ”и переходный угол режущей кромки ϕ 0 .
СПИСОК ЛИТЕРАТУРЫ
Гладилин А. Н. и Н. П. Малевский. Справочник младшего инструментала ‘щика по режущему инструменту , 3-е изд.М., 1973.Вульф, А. М. Резание металлов , 2-е изд. Ленинград, 1973.
Резанье конструкционных материалов, режущие инструменты и станки , 2-е изд. Москва. 1974.
Обработка металлов резанием: Справочник технологии , 3-е изд. Москва, 1974..
CNCCookbook’s Feeds & Speed Master Class
Вот хороший видео-обзор о фрезерном фрезеровании (вниз) по сравнению с обычным фрезерованием (вверх), который я сделал для своей ежемесячной рубрики CNC Chef с журналом «Инструмент для резки»:
Для получения более подробной информации, продолжайте читать.
Что такое Climb Milling против обычного фрезерования (Down Milling и Up Milling)?
Несмотря на то, что многие пользователи станков с ЧПУ привыкли всегда указывать фрезерование по альпинизму, бывают времена, когда необходимо выполнять фрезерование по фрезе, и иногда предпочтительнее обычное фрезерование.Прежде чем мы начнем использовать каждый из них, давайте кратко определим различия.
Первое, что нужно отметить, это терминология. Некоторые скажут «Climb Milling против обычного фрезерования», в то время как другие скажут «Down Milling vs Up Milling». Они одно и то же:
- Подъемное фрезерование = Фрезерование вниз
- Обычное фрезерование = Up Miling
Фрезерный фрезерование – это когда направление резания и вращение фрезы объединяются, чтобы попытаться «всосать» мельницу вверх (отсюда это называется фрезерование подъёмом) или отойти от работы.Это обеспечивает лучшую чистоту поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций:

Стрелки показывают движение детали, а не движение шпинделя!
Имейте в виду, что для этой иллюстрации движется деталь, а не шпиндель. На некоторых машинах, таких как портальный маршрутизатор, шпиндель перемещается, поэтому метки меняются местами. Я придерживаюсь этого принципа, думая о шпинделе как о прижимном ролике, который может либо помочь перемещать заготовку в направлении, в котором она уже движется (фрезерование с помощью подъема), либо может бороться с этим движением (стандартное или обычное фрезерование).
Попробуйте провести эксперимент на своей фрезе в обоих направлениях, и вы увидите, что фрезерование по альпинизму намного более плавное и обеспечивает лучшую чистоту поверхности (в большинстве случаев бывают случаи, когда обычная обработка дает лучший результат, см. Ниже). Обратите внимание, что в зависимости от способа фрезерования, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Преимущества и недостатки восходящего и фрезерного фрезерования (обычные и подъемные)
Преимущества обычного фрезерования (Up Milling):
- Ширина чипа начинается с нуля и увеличивается, когда резак заканчивает нарезку.
- Зуб встречает заготовку в нижней части реза.
- Создаются восходящие силы, которые стремятся поднять заготовку во время фрезерования.
- Для обычной мельницы требуется больше мощности, чем для мельницы.
- Поверхностная обработка хуже, потому что стружка уносится зубами вверх и опускается перед резаком. Там много чипов пересчитывается. Охлаждение наводнения может помочь!
- Инструменты изнашиваются быстрее, чем при фрезерной обработке.
- Обычное фрезерование предпочтительнее для шероховатых поверхностей.
- Отклонение инструмента во время обычного фрезерования будет иметь тенденцию быть параллельным резу (подробнее см. Раздел «Отклонение инструмента»).
Преимущества фрезерования (Down Milling):
- Ширина чипа начинается с максимума и уменьшается.
- Зуб встречает заготовку в верхней части реза.
- Чипсы опускаются за резак – меньше повторной обработки.
- Меньший износ благодаря инструментам, работающим на 50% дольше.
- Улучшенная обработка поверхности благодаря меньшему повторному нанесению.
- Требуется меньше энергии.
- Фрезерный фрезерование прижимает усилие при фрезерной обработке, что упрощает крепление и крепление. Усилие прижима может также помочь уменьшить вибрацию механической обработки на тонких полах, поскольку она помогает закрепить их на поверхности под ним.
- Подъемное фрезерование снижает трудоемкость.
- Это может, однако, вызвать сколы при фрезеровке горячекатаных материалов из-за упрочнения слоя на поверхности.
- Отклонение инструмента во время фрезерного фрезерования будет иметь тенденцию быть перпендикулярным к резанию, поэтому оно может увеличивать или уменьшать ширину резания и влиять на точность.
Подъем фрезерный люфт
Существует проблема с фрезерной обработкой, которая может вызвать проблемы с люфтом, если силы резания достаточно велики. Проблема в том, что при фрезерном фрезе стол будет стремиться попасть в резак. Если есть какой-либо люфт, то это дает свободу для вытягивания в размере люфта. Если люфта достаточно, а резак работает на полную мощность, это может привести к поломке и потенциальной травме из-за летящей осколки.По этой причине многие магазины просто запрещают фрезерование на любых ручных станках с люфтом. Некоторые машины даже были оснащены «элиминатором люфта», основной целью которого было обеспечение фрезерования при подъеме и сопутствующих преимуществ.
Один из способов думать об этом – рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зубок фрезы. Типичные значения для финишной работы будут от 0,001 до 0,002 ″ на зуб. Для черновой работы это может увеличиться до 0.005 “. Теперь в худшем случае фрезерный подъем может захватить стол и отбросить работу в резак на полную величину люфта в тот момент, когда один зуб режет. Поэтому вы можете добавить обратную реакцию к загрузке микросхемы, чтобы увидеть, какова будет ваша новая эффективная загрузка микросхемы в этом наихудшем случае. Предположим, что вы обрабатываете 0,005 ″ на зуб и имеете 0,003 ″ люфт. В худшем случае загрузка вашего чипа возрастет до 0,008 ″. Это, вероятно, не конец света, но это напряжение. Теперь предположим, что у вас более старая машина с 0.020 ″ люфта и нагрузка на чипы 0,005 ″. Если произойдет худшее, ваша загрузка чипа возрастет до 0,025 ″, что, вероятно, приведет к поломке мельницы и является очень опасным.
Второе, что нужно учитывать, это то, достаточно ли сильны силы резания, чтобы сначала натянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть модная линейная машина с низким коэффициентом трения, ее можно легко захватить. Если у вас в столе много железа, и, возможно, вы бежите с подтянутыми выступами, это будет сложнее.Существуют способы расчета силы резания, но, как правило, меньшие концевые фрезы, меньшая глубина резания, меньшая подача и меньшая скорость шпинделя уменьшат усилие резания и уменьшат вероятность того, что резец может вытащить люфт из вашего стола. и создать проблему.
В целом, станки с ЧПУ не должны иметь заметного люфта, так что это больше касается ручных станков.
При определенных условиях на фрезерном фрезе получается отрицательная геометрия резания
До сих пор у вас, вероятно, возникла мысль, что, возможно, вам всегда следует забираться на мельницу.В конце концов, он оставляет лучшее качество поверхности, требует меньше энергии и с меньшей вероятностью отклонит резак. И наоборот, ручных машинистов часто учат никогда не лазать на мельнице, потому что это опасно делать на станке с люфтом. Истина где-то посередине. ABTools, производители популярных катеров AlumaHog и ShearHog, указывают на некоторые полезные правила:
– При резке на половину диаметра фрезы или меньше, вам обязательно нужно подняться на фрезу (при условии, что ваша машина имеет низкий или нулевой люфт, и это безопасно!).
– до 3/4 диаметра фрезы, не имеет значения, какой способ резки.
– при резке от 3/4 до 1x диаметра фрезы вы должны предпочесть обычное фрезерование.
Причина в том, что геометрия фрезы вынуждает эквивалент отрицательных граблей для этих тяжелых резов диаметром от 3/4 до 1x. Похоже, что корпорация Dapra впервые обсуждала это явление еще в 1971 году. G-Wizard теперь напоминает вам с небольшим намеком, какой из них вы предпочитаете:

Советы G-Wizard подскажут, что делать: «Использовать фрезерный фрезер»…
Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, найдите время и подпишитесь на 30-дневную пробную версию.
Прогиб инструмента и точность резания при подъеме по сравнению с обычным фрезерованием
Как подъем по сравнению с обычным фрезерованием влияет на прогиб инструмента и точность ?. На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при движении фрезы вдоль траектории:

Стрелки показывают, где сила резания пытается отклонить резак. Обычный срез сверху, лезвие срезано снизу.
Обратите внимание, что вектор силы отклонения более близок к резанию при обычном фрезеровании (хотя стрелки длиннее, показывая, что силы резания выше).При фрезерном подъеме стрелка почти перпендикулярна разрезу. Если ваш резак отклоняется на 0,001 ″, разве вы не предпочли бы, чтобы он был почти в направлении движения? Альтернативой является то, что резак будет пахать глубже в стену или отрываться от стены. В любом случае будет больше ошибок в обрабатываемой детали. Суть в том, что длина векторов больше при обычном фрезеровании. Это говорит вам о том, что силы резания тяжелее, и инструмент с большей вероятностью отклонится.
Попробуйте подняться для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а прогиб инструмента не влияет на точность – конечный проход обеспечит точность. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль толстой и тонкой стружки отводит тепло на стружку. То, что от толщины к тонкости + отводит тепло, особенно важно для жестких материалов, таких как нержавеющая сталь. Это также приводит к получению лучшего качества поверхности, если вы можете позволить себе взобраться на финишный проход.
Рассмотрим обычное фрезерование для чистовых пропусков
Это нелогично для многих машинистов, которые обучены для большинства своих карьер, которые поднимаются лучше, чем обычно. При прочих равных условиях это правда, но все остальные вещи редко равны!
Проблема в том, что прогиб влияет и на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллельной», очень мала.Следовательно, инструмент будет иметь небольшую тенденцию отклоняться и накладывать волны на стены, которые вы заканчиваете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабы!
Таким образом, вам следует переключиться на обычное фрезерование для финишного прохода, если вы испытываете все трудности при прогибе (используйте G-Wizard, чтобы увидеть, приводят ли ваш диаметр инструмента и вылет к достаточному прогибу для вашего финишного прохода). По крайней мере, следует избегать слишком большой глубины резания при фрезерной обработке, чтобы не вызвать отклонения.В той же статье предлагается, чтобы при минимальном прогибе использовать не более 30% диаметра фрезы для обычного фрезерования и 5% для фрезерования при подъеме. Конечно, и здесь, если у вас есть G-Wizard, вы узнаете, какого отклонения ожидать и стоит ли беспокоиться.
Восхождение к черновому и обычному финишу также соответствует консенсусу практического машиниста.
Правильное управление отклонением может помочь вам избежать необходимости в дополнительной рессоре, которая экономит время и деньги.
Рассмотрим обычное фрезерование при микрообработке
По тем же причинам, но с учетом того, что отклонение является гораздо худшим микро фрезерованием, вы предпочитаете обычное фрезерование фрезерование большую часть времени, когда микро фрезерование. Посетите нашу страницу Micromachining для получения дополнительной информации.
Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.Кнопочный резак
Тороидальный резак Tormach
Вы когда-нибудь пробовали кнопочный резак для фрезерования?
Если это так, вы будете знать, что эти универсальные инструменты действительно могут помочь вам. Они обычно используются для зачистки, черновой / формовочной обработки, торцевого фрезерования, прорезания канавок, ступенчатого фрезерования и даже винтовой интерполяции отверстий.
Существует множество рекомендаций для круглых вставок, поскольку они обладают рядом свойств, которые способствуют их успеху.Если вы использовали один поворот, вы будете знать, что их большой радиус может привести к очень хорошим поверхностным поверхностям. Они могут оставить хороший конец и при фрезеровании, но у них есть ряд других преимуществ.
Их округлая форма делает их особенно прочными, поскольку у них нет слабых углов, которые могут сломаться. Если вы наденете или наденете, их можно повернуть, чтобы обнажить свежий край.
Они также выгодны для более легких машин. При работе на больших глубинах резания они создают силы резания, которые являются более радиальными.Но, принимая меньшую глубину резания, они переходят на поведение, похожее на механические инструменты с высокой подачей. Это означает, что большинство сил резания направлены прямо вверх по шпинделю, что является самой высокой жесткостью на любой машине. Это одна из причин, по которой врезное фрезерование так выгодно на легких станках. Кнопочные ножницы предоставляют альтернативу.
Кажется, что по каким-то причинам физика нарезки кругов. Траектории HSM работают лучше, чем обычные пути, применяя петли, а не острые углы.А кнопочные ножницы работают хорошо, потому что углы на вставках – это слабое место, которое может сломаться или сломаться. Вы можете загрузить кнопку резак довольно сложно, и они будут висеть там. Если вам все-таки удастся получить чип, просто вращайте вставку до тех пор, пока колотая часть не будет использоваться, и продолжайте движение.

OSG Кнопочный резак…
В самых требовательных применениях кнопочные резаки конкурируют с резцами с высокой подачей. Для многих магазинов резак с высокой подачей – это прямая замена их пуговичного резака, который позволяет им увеличить подачу и скорость.По этой причине некоторые говорят, что пуговицы уже выходят. Но есть случаи, когда резак для пуговиц по-прежнему имеет экономический смысл:
- На старых или более легких машинах, которые не могут достичь производительности, необходимой для резцов с высокой подачей.
- С чрезвычайно жесткими материалами, где способность вращать изношенную вставку и продолжать движение дает резцам кнопки край.
- В черновой обработке и в приложениях с чрезвычайно твердыми материалами, где круглые вставки резака для кнопок просто прочнее и жестче, поэтому они служат дольше.Механическая обработка сварных деталей особенно хорошо подходит, так как пуговичный нож очень хорошо обрабатывает затвердевшие сварные швы.
Физика кнопочных резаков означает, что при расчете скорости их подачи и скорости необходимо выполнить некоторые особые вычисления. Есть несколько важных вопросов для рассмотрения:
1. Надрезы должны быть выполнены с глубиной надреза меньше радиуса вставки. Это означает, что диаметр инструмента является функцией глубины резания из-за радиуса, который является краем фрезы, как у концевой фрезы с шариковым наконечником.
2. Тороидальные фрезы подвержены прореживанию стружки в двух измерениях. Как и у любого ротационного резака, если ширина реза меньше половины диаметра, происходит утонение стружки. Есть диаграмма, показывающая, как эта геометрия работает как часть нашего учебника по скоростям и подачам. Очень важно учитывать утончение стружки, иначе фактическая нагрузка на стружку может оказаться ниже ожидаемой, и инструмент может начать трение, что значительно сократит срок службы резца. Однако, когда у вас есть не только вращающийся инструмент, но и инструмент с круглыми вставками, вы получаете утончение стружки как в радиальной, так и в осевой плоскостях.
3. Из-за своей уникальной конструкции тороидальные фрезы могут выдерживать немного большую нагрузку на стружку, чем большинство других видов индексируемых фрез. Не существует слабого места в углу, которое может быть легко повреждено слишком агрессивными порезами. Это также в определенной степени верно для концевых фрез с буллозой, которые являются просто концевыми фрезами, нижний край которых имеет радиус. Думайте о них как о кнопочных резаках, у круглых вставок которых действительно очень маленький радиус.
4. В то время как на изображенном фрезе это не так, более экзотические конструкции также могут слегка «уложить» круглую вставку, вводя угол опережения поверх всего остального, что происходит с геометрией.
Достаточно сказать, что простые таблицы не дадут наилучших результатов. Вы должны быть готовы к дополнительным расчетам или к использованию калькулятора, такого как наше программное обеспечение G-Wizard, которое сделает все это за вас.
Есть много других, чтобы порекомендовать кнопочные резаки. Например, они делают отличные инструменты для винтовой интерполяции отверстий. И они имеют тенденцию преобразовывать намного больше силы резания в осевое направление, которое является самым жестким направлением для большинства машин. Чем ниже глубина резания, тем больше сила перемещается в осевом направлении.Наконец, при черновой обработке шагов вы получаете гладкий гребешок вместо плеча с углом. Это может облегчить жизнь вашему финишному резцу.
Прежде чем мы оставим тему, давайте рассмотрим несколько основных принципов работы кнопочного резака:
1. Постарайтесь сохранить как минимум 75% перехода, чтобы вкладыши проводили много времени в разрезе. Это сводит к минимуму утончение стружки в одном направлении, но это нормально, поскольку круглые вставки утончают стружку в другом направлении. Причиной максимизации шага является то, что большая часть износа вкладышей происходит при входе в разрез.
2. Говоря о входе в резание, изгибание и закручивание гораздо предпочтительнее, чем погружение. Попробуйте наш Conversational CNC Surfacing Wizard и Hole Wizard для некоторых простых инструментов при использовании одного из резцов для торцевого фрезерования или винтовых интерполяционных отверстий.
3. Держите глубину реза ниже радиуса фрезы.
4. Поскольку вы рассматриваете наилучшую глубину резания, старайтесь поддерживать ширину резания относительно высокой (около 75%, как указано в # 1). Держите глубину резки меньше, чем радиус вставки.На самом деле чем меньше, тем больше с этими резцами, поэтому опускайте его как можно дальше, сохраняя при этом приемлемые темпы удаления материала. Вы можете играть с этими компромиссами, используя G-Wizard Calculator, чтобы найти наилучшее место.
Настройка калькулятора G-Wizard для кнопочного резака
Настроить кнопочный резак в G-Wizard довольно просто. В качестве примера мы будем использовать 25-мм резак Tormach. Как уже упоминалось, он имеет диаметр 25 мм. Он использует круглую вставку с радиусом 10 мм. Итак, выберите тип инструмента Indexable End или Facemill, скажите ему, сколько вставок (3 для Tormach) или канавок, и нажмите кнопку «Геометрия».Установите это как показано:

Установить концевую фрезу как концевую мельницу с большим радиусом угла…
По сути, вы просто хотите настроить его с правильным диаметром и радиусом угла.
Кстати, есть хитрость, если вы работаете в Imperial и хотите ввести значения метрик. Итак, для диаметра среза я ввел «25 / 25.4» и нажал «Ввод», и он выполнил расчет прямо в поле. Вы также можете ввести «25 м» для преобразования мм в дюймы и 25i для преобразования дюймов в миллиметры.
Если вы никогда не пробовали G-Wizard, ознакомьтесь с нашей бесплатной 30-дневной пробной версией. Тебе это очень понравится, обещаю!
Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам с ЧПУ, включая:
.Страница не найдена | MIT
Перейти к содержанию ↓- образование
- Исследовательская работа
- новаторство
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
- Больше ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,